Технологический процесс детали 'Вал-шестерня' в условиях серийного производства
ВВЕДЕНИЕ
Темой курсового проекта является технологический
процесс детали «Вал-шестерня» в условиях серийного производства. Годовая
программа выпуска 15000 штук.
Целью курсового проекта является обоснования
методики проектирования технологического процесса изготовления детали типа
«Вал-шестерни» и разработка единичного технологического процесса изготовления
детали «Вал-шестерни» в условиях серийного производства.
Задачи: вал
деталь заготовка
) Изучить литературу (техническую и справочную)
по данной теме
) Изучить методику проектирования
технологического процесса изготовления типовых деталей
) Обосновать выбор способа получения заготовки,
определить размеры и припуски на механическую обработку поверхностей заготовки
и разработать рабочий чертеж заготовки
) Разработать технологический процесс
изготовления детали «Вал-шестерня» в условиях серийного производства.
В теоретической части курсового проекта будут
изучены:
) Назначение и конструкция детали «Вал-шестерня»
) Химический и механические свойства детали
) Метод получения заготовки
) Организация производственного процесса в
условиях серийного производства
) Технологическое оборудование
) Режущий инструмент
) Контрольно-измерительный инструмент
В конструкторской части курсового проекта
необходимо разработать следующие чертежи с соответствиями ЕСКД:
) Детали «Вал-шестерни»
) Заготовки отливки
) Режущий инструмент «Фреза концевая Ø14
Р6М5
ГОСТ 17025-71»
) Контрольно-измерительного инструмента
«Калибр-скобы ПР и НЕ Ø45f7 ГОСТ
18362-73»
ОБЩАЯ ЧАСТЬ
Описание конструкции детали и ее
эксплуатационное назначение
Вал-шестерня - это объединение в одном узле
механизма и вала, и шестерни. При этом шестерня нарезается в теле вала и ее
диаметр может быть максимум в два раза больше основного диаметра вала, в то
время как на прямой вал шестерня насаживается и может быть намного больше по
диаметру.
Изготовление валов-шестерен производится с целью
применения их на различных производствах в редукторах и приводных механизмах.
При изготовлении зубчатых колес для реализации
передачи вращающего момента, возможны 2 варианта закрепления шестерни на валу:
) вал-шестерня (шестерня и вал являются одним
целым);
) насадная шестерня (шестерня крепится к валу
при помощи какого-либо вида соединения).
Валы -шестерни, передающие крутящий момент с
одного вала на другой, считаются одним из наиболее быстро изнашиваемых узлов
механизма несмотря на то, что изначально производится гораздо более прочной и
износостойкой, чем обычные шестерни. Тем не менее, огромные всесторонние
нагрузки, испытываемые вал-шестерней в рабочем процессе, весьма быстро приводят
ее в абсолютно непригодное к работе состояние. Таким образом, необходимость
замены данного узла механизма требует внимательного наблюдения и своевременной
реакции во избежание потерь рабочего времени.
Как несложно догадаться: с точки зрения
качества, вал-шестерня обладает превосходством перед насадной шестерней в
совокупности с валом. Такая конструкция является более надежной, жесткой и
точной. Сегодня редукторы изготавливаются чаще на основе валов-шестерен, однако
возникает необходимость применения и насадных шестерен, когда шестерня должна
двигаться вдоль оси вала в процессе работы.
Также использование разъемных конструкций
позволяет выполнить шестерню и вал из разных материалов. В некоторых случаях раздельное
соединение предпочитают с точки зрения практичности, поскольку при замене
сломанных деталей обе составляющие менять не приходится.
При высоких передаточных коэффициентах зубья
нарезают прямо на поверхности вала. Но такое изготовление валов-шестерен
относится к более сложным производственным задачам, поскольку затруднен процесс
фрезерования и шлифование зубьев.
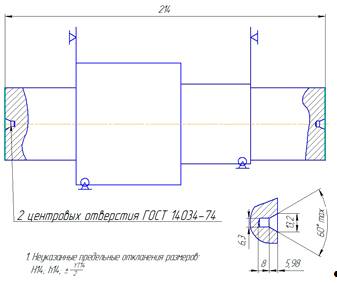
Чертеж вала-шестерни содержит все необходимые
сведения о детали.
Рассмотрим все обрабатываемы поверхности
вала-шестерни с целью установления метода обработки.
С двух сторон вала имеются две опорные шейки Ø45f7,
предназначенные для установки подшипников. Заодно с валом выполнена прямозубая
шестерня.
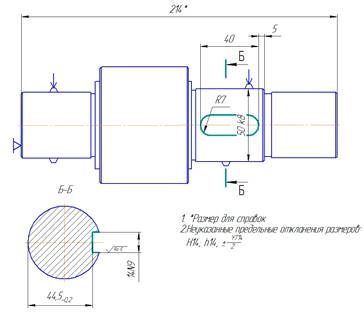
На поверхности Ø50к6
имеется закрытый шпоночный паз (в = 14N9).
Поверхности Ø45f7 выполнены
по 7 квалитету, шероховатость Ra 1,25 мкм; поверхность Ø50к6
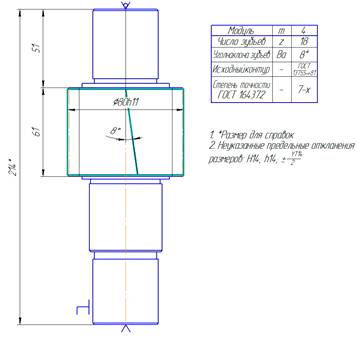
выполнена по 6 квалитету, шероховатость Ra 1.25 мкм; поверхность Ø80h11
выполнена
по 11 квалитету, шероховатость Ra 2,5 мкм. Остальные поверхности выполнены по
14 квалитету, шероховатость Rz 40.
Допуск радиального биения Ø45f7
относительно
оси - 0,02 мм, Ø80h11 - 0,08 мм.
Эти требования необходимо для обеспечения
точности установки вала в корпусе, а затем для обеспечения кинематической
точности зубчатого зацеплении.
Таблица 1 Технические требования, методы их
выполнения и контроля
|
Содержания требования
|
Когда, каким методом и средствами
можно пояснить это требования
|
Как и какими средствами можно
проверить выполнения требования
|
|
Допуск радиального биения
поверхности Ø45f7 относительно оси
не более 0,02 мм, Ø80h11
относительно оси не более 0,08 мм
|
Чистовым шлифованием с
использованием единых технологических баз (центровых отверстий)
|
На контрольных центрах с помощью
индикатора
|
Далее проводим анализ технологичности
конструкции детали.
По чертежу детали устанавливаем:
. Диаметральные размеры шеек вала убывают к
концу вала
. Заменить закрытый шпоночный паз на Ø80h11открытым
- возможности нет, т.к справа расположена точная поверхность Ø45f7,
предназначенное
для посадки подшипника, которая может быть повреждена при обработке открытого
паза
. Вал жесткий, т.к L/dcp = 214:55 = 3,89, т.е
менее 10.
Следовательно, в серийном производстве,
вал-шестерню можно обрабатывать на универсальных станках с ЧПУ и применять
стандартизированные режущие и измерительные инструменты. Вал-шестерня
изготавливается из легированной стали марки Сталь 50 ГОСТ 1050-88.
На основании проведенного анализа можно
заключить, что конструкция вала-шестерни технологична и не вызывает трудностей
в производстве.
Материал детали и ее свойства
Для изготовления данной детали используется
Сталь 50.
Сталь 50 ГОСТ 1050-88 сталь конструкционная
углеродистая качественная, применяется для зубчатых колес, прокатных валов,
штоков, тяжелонагруженных валов, осей, малонагруженных пружин и рессоров, муфт
сцепления коробок передач, корпусов форсунок и других деталей, работающие на
трение.
Таблица 2 Химический состав в % стали 50 ГОСТ
1050-88
|
C
|
Si
|
Mn
|
Ni
|
S
|
P
|
Cr
|
Cu
|
As
|
|
0.47-0.55
|
0.17-0.37
|
0.5-0.8
|
до 0.25
|
до 0.04
|
до 0.035
|
до 0.25
|
до 0.25
|
до 0.08
|
Таблица 3 Механические свойства
|
Сортамент
|
Размер
|
Напр.
|

|

|

|
ψ
|
KCU
|
Термообр.
|
|
-
|
мм
|
-
|
Мпа
|
Мпа
|
%
|
%
|
кДж/
|
-
|
|
Поковки
|
до 100
|
Прод.
|
570
|
315
|
17
|
38
|
390
|
Нормализация
|
|
Поковки
|
100-300
|
Прод.
|
530
|
275
|
17
|
38
|
340
|
Нормализация
|
КП - категория прочности;
в - предел текучести, условный, МПа;
т - временное сопротивление разрыву,
МПа;
5 - относительное удлинение после
разрыва, %;
ψ - относительное
сжатие, %;- ударная вязкость, определённая на образце, Дж/см2;
ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
Выбор вида и метода получения заготовки
Штамповка на горизонтально - ковочных машинах.
Горизонтально-ковочные машины предназначены для штамповки поковок типа стержней
с утолщением на концах втулок и т.п. Преимущественно штамповки на
горизонтально-ковочных машинах перед штамповкой на прессах более высокая
производительность, возможность штамповки без заусенцев, получение поковки без
отхода металла на образование отверстий при пробивки и обеспечение волокнистой
макроструктуры. Для штамповки используют сортовой прокат круглого сечения и
трубы. Штамповки выполняют из штучных заготовок или прутка.
Штамп имеет три части неподвижную матрицу в
гнезде станины, подвижную матрицу в подвижной шейке и пуансоны, закреплённые в
главном ползуне машины. Штампуемый пруток подаётся до упора и зажимается
матрицами. Штамп имеет разъём по двум взаимно-перпендикулярным плоскостям,
благодаря чему напуски на поковках и штамповочные уклоны малы или отсутствуют.
При движении пуансона на встречу матрицам форма поковки получается благодаря
заполнению металлом полости сомкнутых матриц. При обратном ходе машины пуансон
и подвижная матрица возвращаются в исходное положение и поковку извлекают из
ручья. Штамповка горизонтально-ковочных машинах осуществляется обычно за
несколько переходов в ручьях, оси которых расположены одна над другой. Каждому
переходу соответствует один рабочий ход машины.
Проектирование техпроцесса штамповки поковок на
горизонтально-ковочных машинах выполняется с учётом основных правил высадки,
исключающих возникновение продолжительного щита и брака по зажимам.
Штамповкой на горизонтально-ковочных машинах
получают поковки массой 0,1 - 100кг. с max диаметром 315мм. Штамповочных на
горизонтально- ковочных машинах является одним из производительных способов и
может быть рентабельным для определённого вида заготовок. Производительность до
100 поковок в час. Штамповка производится из прутков и труб горячекатаного
металла повышенной точности, длиной од 4м и диаметром 20 - 270мм. Иногда
используют холоднотянутую сталь, что значительно повышает точность поковки.
Допуски и припуски на поковку, изготовленную на горизонтально-ковочных машинах
регламентируется по ГОСТ 7505-55.
Определение размеров допустимых отклонений и
припусков на механическую обработку поверхностей заготовки
Таблица 4 Припуски на размеры
|
№
|
Размеры детали
|
Припуск z ×2
|
Размеры заготовки 
|
|
1.
|
Ø45 f7 Ra 1.25
|

|

|
|
2.
|
Ø80 h11 Ra 1.25
|

|

|
|
3.
|
Ø 50 k6 Ra 1.25
|
|

|
|
4.
|
Ø45 f7 Ra 1.25
|
|

|
|
5.
|
48 ± Ra 8
Ra 8
|

|

|
|
6.
|
50 ±
Ra 8
|
3.5
|

|
|
8.
|
100 ±
Ra 8
|
|

|
|
9.
|
214 ±
Ra 8
|

|

|
Припуск определяется табличным методом.
Размер заготовки определяется по формуле:
Для вала:
заг=Dдет+2Zо
Для отверстия:
заг=Dдет-2Zо,
где Dзаг - диаметр заготовки, мм;дет - диаметр
детали, мм;о - общий припуск на заготовку, мм
Определение массы заготовки
Массу заготовки находим по формуле:
 ,
,
где Mз - масса заготовки, кг
Vз - объем фигуры заготовки, мм3
 - плотность
материала, для стали 50 плотность равна 7,8510 -6 , кг/мм3
- плотность
материала, для стали 50 плотность равна 7,8510 -6 , кг/мм3
Объём фигуры заготовки находим по формуле:
 ,
,
где D - диаметр фигуры заготовки, мм
 -длина фигуры
заготовки, мм
-длина фигуры
заготовки, мм
Определим объём каждого цилиндра заготовки:





В результате масса заготовки:

Расчет коэффициента использования материала
Основным показателем, характеризующим
экономичность метода изготовления заготовок, является коэффициент использования
материала (КИМ), который определяется по формуле:
 ,
,
где  -
масса детали
-
масса детали
 - масса заготовки
- масса заготовки

Исходя из результатов расчёта, КИМ соответствует
среднесерийному типу производства, 73% материала остается в детали, 27%
материала уходит в стружку.
Тип производства и его технико-экономическая
характеристика
Серийное производство характеризуется
ограниченной номенклатурой изделий, изготовляемых или ремонтируемых
периодически повторяющимися партиями, и сравнительно большим объёмом выпуска.
В зависимости от количества изделий в партии или
серии и значения коэффициента закрепления операций различают мелкосерийное,
среднесерийное и крупносерийное производство.
Коэффициент закрепления операций определяется
отношением числа всех различных технологических операций, выполненных или
подлежащих выполнению в течение месяца, к числу рабочих мест. В соответствии с
ГОСТ
.1108-74 коэффициент закрепления операций
составляет: для мелкосерийного производства - свыше 20 до 40 включительно; для
среднесерийного - свыше 10 до 20 включительно; для крупносерийного - свыше 1 до
10 включительно.
Серийное производство является основным типом
современного машиностроительного производства. По всем технологическим и
производственным характеристикам серийное производство занимает промежуточное
положение между единичным и массовым производством.
Объём выпуска предприятий серийного типа
производства колеблется от десятков и сотен до тысяч регулярно повторяющихся
изделий. Используется универсальное и специализированное и частично специальное
оборудование.
Широко используются станки с ЧПУ, обрабатывающие
центры и находят применение гибкие автоматизированные системы станков с ЧПУ,
связанны транспортирующими устройствами и управляемых от ЭВМ. Оборудование
расставляется по технологическим группам с учетом направления основных
грузопотоков цеха по предметно-замкнутым участкам. Однако одновременно
используются групповые поточные линии и переменно-поточные линии.
Технологическая оснастка в основном
универсальная, однако, во многих случаях (особенно в крупносерийном
производстве) создается
высокопроизводительная
специальная оснастка; при этом целесообразность её создания должна быть
предварительно обоснована технико-экономическим расчётом.
Большое распространение имеет
универсально-сборная, переналаживаемая технологическая оснастка, позволяющая
существенно повысить коэффициент оснащенности серийного производства. В
качестве исходных заготовок используется горячий и холодный прокат, литьё в
землю или под давлением, точное литьё, поковки и точные штамповки и прессовки,
целесообразность применения которых также обосновывается технико-экономическими
расчётами. Требуемая точность достигается как методами автоматического
получения размеров, так и методами пробных ходов и промеров с частичным
применением разметки.
Средняя квалификация рабочих выше, чем в
массовом производстве, но ниже, чем в единичном. Наряду с рабочими высокой
квалификации, работающими на сложных универсальных станках, и наладчиками
используются рабочие-операторы, работающие на настроенных станках.
В зависимости от объёма выпуска и особенностей
изделий обеспечивается полная взаимозаменяемость, неполная, групповая,
взаимозаменяемость сборочных единиц, однако в ряде случаев на сборке
применяется компенсация размеров и пригонка по месту.
Технологическая документация и техническое
нормирование подробно разрабатываются для наиболее сложных ответственных
заготовок при одновременном применении упрощенной документации и
опытно-статистического нормирования простейших заготовок.
В зависимости от размеров партий выпускаемых
изделий характер технологических процессов серийного производства может
изменяться в широких пределах, приближаясь к процессам массового (в
крупносерийном) и единичного (в мелкосерийном) типа производства. Правильное
определение характера проектируемого технологического процесса и степени его технической
оснащенности, наиболее рациональных для данных условий конкретного серийного
производства, является очень сложной задачей, требующей от технолога понимания
реальной производственной обстановки, ближайших перспектив развития предприятия
и умения проводить серьёзные технико-экономические расчёты и анализы.
Крупносерийное производство специализируется на выпуске продукции сравнительно
узкой номенклатуры изделий в больших количествах. Оно характерно для многих
процессов в машиностроении, коэффициент закрепления равен 2-10.
Расчет припуска аналитическим методом
Величина припуска влияет на себестоимость
изготовления детали, при увеличении припуска повышаются затраты труда, расход
материала и другие производственные расходы. А при уменьшении приходится повышать
точность заготовки, что также увеличивает себестоимость изготовления детали;
для более точного определения припуска на обработку и предотвращение расходов
материала применяют аналитический метод для каждого конкретного случая, с
учётом всех требований выполнения заготовок и промежуточных операций.
Аналитический метод определения припусков
базируется на анализе производственных погрешностей, возможных при конкретных
условиях обработки заготовки.
Таблица 5 Сводная таблица припусков и
промежуточных размеров
|
Вид заготовки Технологичес-кие
операции
|
Точность заготовки и
обрабатываемой поверхности
|
Допуск на размер, T, мм
|
Элементы припуска
|
Промежуточ-ные размеры заготовки,
мм
|
Промежуточ-ные
размеры, мм
|
|
|
|
Rz
|
T
|
Ro
|
Ey
|
Дmax
|
Дmin
|
2Zmin
|
2Zmax
|
|
Заготовка (штамповка)
|
11 класс
|
3.2
|
240
|
250
|
842.8
|
800
|
52.012
|
48.85
|
-
|
-
|
|
Токарная черновая
|
h12
|
0.25
|
50
|
50
|
-
|
-
|
45.762
|
45.55
|
3.3
|
6.25
|
|
Токарная получистовая
|
h11
|
0.16
|
25
|
25
|
50.6
|
48
|
45.319
|
45.21
|
0.34
|
0.43
|
|
Шлифование предварительное
|
h8
|
0,039
|
10
|
10
|
-
|
-
|
45.025
|
45.11
|
0.1
|
0.22
|
|
Шлифование чистовое
|
f7
|
0,025
|
5
|
15
|
-
|
-
|
44.975
|
44.95
|
0.06
|
0.074
|
. Назначаем элементы припусков (Rz и T) в
зависимости от метода обработки поверхности заготовки
= 240 мкм, Т= 250 мкм
После черного точения:
= 50 мкм, Т= 50 мкм
После получистового точения:
= 25 мкм, Т= 25 мкм
После предварительного шлифования:
= 10 мкм, Т= 20 мкм
3. Рассчитываем пространственное отклонение ρо
по формуле:
 ,
,
где  -
величина отклонения расположения, мкм
-
величина отклонения расположения, мкм
 - величина
отклонения расположения заготовки при центровке, мкм
- величина
отклонения расположения заготовки при центровке, мкм
Величину отклонения расположения штамповки
определяют:
 ,
,
где у - величина удельного отклонения
расположения, мкм/мм;
Lк - расстояние от сечения, для которого
определяют величину отклонения расположения до места крепления заготовки, мм.
Lк 0,5L (L общая длина заготовки, мм)


Определяем величину расположения заготовки при
центровки:
 ,
,
где Тзаг. - допуск на диаметр базовой
поверхности заготовки, использованный при центровке, мм

Определяем пространственное отклонение ρо
по формуле:

. Определяем погрешность установки при
базировании в центрах заготовки по формуле:
 ,
,
где ТДзаг - допуск на диаметральный размер
заготовки, мм

5. Определяем минимальный припуск на черновую
токарную обработку по формуле:

Определяем максимальный припуск на черновую
токарную обработку по формуле:
 ,
,
где  -
допуск на диаметр на предшествующем технологическом переходе, мм
-
допуск на диаметр на предшествующем технологическом переходе, мм
 - допуск на
диаметр на выполняемо технологическом переходе, мм
- допуск на
диаметр на выполняемо технологическом переходе, мм

6. Определяем величину остаточного суммарного
расположения заготовки после выполнения черновой токарной обработки поверхности
по формуле:
 ,
,
где Ky - коэффициент уточнения

7. Определяем величину погрешности установки при
получистовой токарной обработки поверхности заготовки:

8. Определяем минимальный припуск на
получистовую токарную обработку:

Определяем максимальный припуск на получистовую
токарную обработку:

9. Определяем минимальный припуск на
предварительную шлифовальную обработку поверхности:

Определяем максимальный припуск на
предварительную шлифовальную обработку поверхности:

10. Определяем минимальный припуск на чистовое
шлифование поверхности:

Определяем максимальный припуск на чистовое
шлифование поверхности:

. Рассчитаем промежуточные минимальные размеры
при обработке поверхности
После предварительного шлифования:
 ,
,
где Дmin дет - минимальный диаметр
обрабатываемой поверхности детали, мм
 , где
, где
Дном.дет - номинальный диаметр детали, мм
Ei - нижнее отклонение, мм
 мм
мм

После получистового точения:

После черного точения:

Для заготовки:

12. Рассчитаем промежуточные максимальные
размеры при обработки поверхности:
 ,
,
где Дmax дет - максимальный диаметр
обрабатываемой поверхности детали, мм
 ,
,
где Es - верхнее отклонение, мм
 мм
мм

После получистового точения:

После черного точения:

Для заготовки:


Рисунок 1 Схема графического расположения полей
допусков и припусков по обрабатываемой поверхности.
Разработка маршрутного технологического процесса
Таблица 6 Маршрутный технологический процесс
|
Номер операции
|
Наименование операции,
операционный эскиз, технологические базы
|
Технологическое оборудование,
режущий и измерительный инструмент
|
|
|
1
|
2
|
3
|
|
|
000
|
Заготовительная
|
ГКМ
|
|
|
005
|
Фрезерно-центровальная См. карту
эскизов
|
Фрезерно-центровальный полуавтомат
2Г942.00. Тисы с призматическими губками ГОСТ 21168-75. Торцевые насадные
мелкозубые фрезы со вставными ножками, оснащённые пластинками из твердого
сплава ГОСТ 9473-80. Центровые сверла тип В ГОСТ 14952-75. Пробка для
центрового отверстия. Шаблон для контроля длины.
|
|
|
010
|
Токарная с ЧПУ См. карту эскизов
|
Токарно-винторезный станок
16К20Ф3. Центр упорный с конусностью 1:10 ГОСТ 14034-74. Центр вращающийся
ГОСТ 8742-75. Резец токарный проходной упорный с пластиной из твердого сплава
Т15К6 ГОСТ 18878-73. Резец токарный проходной отогнутый с пластиной из
твердого сплава Т15К6 ГОСТ18878-73
|
|
|
|
Калибр-скоба ПР и НЕ Ø45f7
ГОСТ
18360-93 Калибр-скоба ПР и НЕ Ø50fk8 ГОСТ
18360-93 Калибр-скоба ПР и НЕ Ø80h11ГОСТ
18360-93 Калибр-скоба ПР и НЕ Ø80h14ГОСТ
18360-93 Калибр-скоба ПР и НЕ Ø45f7 ГОСТ
18360-93 Калибр-скоба канавочная ПР и НЕ Ø43h14, ширина
канавки 3мм ГОСТ18360-93 Калибр-скоба канавочная ПР и НЕ Ø48h14,
ширина
канавки 3мм ГОСТ18360-93 Калибр-скоба канавочная ПР и НЕ Ø48h1
Ø48h14, ширина канавки 5 мм ГОСТ1
8360-93. Шаблоны на длины.
|
|
|
015
|
Фрезерная См. карту эскизов
|
Фрезерный станок 6520Ф3.
Фрезерное приспособление. Призмы станочные ГОСТ 12195-66. Концевая фреза с
цилиндрическим хвостовиком Ø14 Р6М5
ГОСТ 17025-71. Калибр пробка ПР и НЕ на длину 40 и ширину 14N9.
|
|
|
1
|
2
|
3
|
|
020
|
Зубофрезерная См. карту эскизов
|
Зубофрезерный станок 5К-301. Фреза
дисковая зубонарезная m=4, Р6М5К5 Z 18, d пос.=22, D=80. Зубомер.
|
|
025
|
Термообработка
|
(Установка индукционная
нагревательная)
|
|
030
|
Круглошлифовальная См. карту
эскизов
|
Круглошлифовальный станок 3У10В.
Пневмошпиндель. Шлифовальный круг плоский прямого профиля ПП 200×32×20
24А
16 СМ1 6 К5 35м/c А 1 кл. ГОСТ2424-83. Профилометр мод.283 по ГОСТ 19300-86.
|
|
035
|
Зубошлифовальная См. карту эскизов
|
Зубошлифовальный станок 5В832.
Центр упорный с конусностью 1:10 ГОСТ 14034-74. Центр вращающийся ГОСТ
8742-75. Зубошлифовальный абразивный инструмент конического профиля ЗП 100×20×10
43А
16 СМ1 16 К5 35м/c А 1 кл. Профилометр мод.283 по ГОСТ 19300-86.
|
|
040
|
Контрольная
|
|
|
|
|
|
|
|
|
Карта эскизов
Операция 005 Фрезерно-центровальная
Операция 010 Токарная

Операция 015 Фрезерная
Операция 020 Зубофрезерная
Операция 030 Круглошлифовальная

Операция 035 Зубошлифовальная

Выбор и описание технологического оборудования
Выбор технологического оборудования является
одной из важнейших задач при разработке технологического процесса механической
обработки заготовки. От правильного выбора зависит правильность изготовления
детали, экономное использование производственных площадей, механизации и
автоматизации ручного труда, электроэнергии и в итоге себестоимость изделия.
Операция 005 Фрезерно-центровальная
Фрезерно-центровальный полуавтомат 2Г942.00.
|
Пределы длины обрабатываемых
заготовок, мм:
|
100-2000
|
|
Пределы диаметров устанавливаемых
в тисках заготовок, мм:
|
20-160
|
|
Диаметры применяемых центровочных
сверл, мм:
|
|
|
стандартных типа А и R 3
|
15-10
|
|
стандартных типа В
|
2-8
|
|
специальных
|
до 12
|
|
Наибольший диаметр сверления, мм
|
16
|
|
Наибольший диаметр фрезерования,
мм
|
150
|
|
Наибольший диаметр устанавливаемой
фрезы, мм
|
160
|
|
Наибольший диаметр подрезаемого
торца (по стали 45, НВ 207), мм
|
50
|
|
Наибольший диаметр подрезаемой
кольцевой поверхности (по стали 45, НВ 207), мм
|
100/80
|
|
Наибольший диаметр обточки шеек,
мм
|
100
|
|
Наибольший диаметр растачиваемых
отверстий, мм
|
100
|
|
Длина обточек шеек, мм
|
40
|
|
Количество шпинделей
|
4
|
|
Пределы частот вращения шпинделей,
мин-1:
|
|
|
сверлильного
|
159 - 1588
|
|
фрезерного
|
130 - 740
|
|
Пределы бесступенчатых подач
сверлильного шпинделя, мм/мин.
|
20 - 2000
|
|
Пределы бесступенчатых подач
фрезерного шпинделя, мм/мин.
|
20 - 2000
|
|
Ход пиноли сверлильного шпинделя,
мм
|
100
|
|
Электрооборудование
|
|
|
Род тока питающей сети
|
переменный 3-х фазный
|
|
Частота тока, Гц
|
50
|
|
Напряжение, В
|
380/220
|
|
Количество электродвигателей
|
9
|
|
Суммарная мощность
электродвигателей, кВт
|
36,28
|
|
Гидрооборудование
|
|
|
Вместимость резервуаров
гидростанции, л
|
100
|
|
Рабочее давление в гидросистеме,
МПа
|
3,5-4,0
|
|
Производительность, л/мин.
|
50
|
|
Габаритные размеры полуавтомата,
мм:
|
|
|
длина
|
3970...5470
|
|
ширина
|
1750
|
|
высота
|
2000
|
Операция 010 Токарная
Токарно-винторезный
станок 16К20Ф3
|
Наибольший диаметр обрабатываемой
заготовки:
|
|
|
над станиной
|
400
|
|
над суппортом
|
220
|
|
Наибольший диаметр прутка,
проходящего через отверстие шпинделя
|
53
|
|
Наибольшая длина обрабатываемой
заготовки
|
1000
|
|
Шаг нарезаемой резьбы:
|
|
|
метрической
|
до 20
|
|
Частота вращения шпинделя, об/мин
|
12,5 - 1600
|
|
Число скоростей шпинделя
|
22
|
|
Подача суппорта:
|
|
|
продольное
|
3 - 1200
|
|
поперечное
|
1,5-600
|
|
Число ступеней подач
|
Б/с
|
|
Наибольшее перемещение суппорта:
|
|
|
продольное
|
900
|
|
поперечное
|
250
|
|
Скорость быстрого перемещения
суппорта, мм/мин:
|
|
|
продольного
|
4800
|
|
поперечного
|
2400
|
|
Мощность электродвигателя главного
привода, кВт
|
10
|
|
Габаритные размеры (без ЧПУ):
|
|
|
длина
|
3360
|
|
ширина
|
1750
|
|
Масса, кг
|
4000
|
Операция 015 Фрезерная
Фрезерный станок 6520Ф3
|
Класс точности:
|
Н
|
|
Длина рабочей поверхности стола,
мм:
|
630
|
|
Ширина стола, мм:
|
250
|
|
Наибольшее перемещение по осям
X,Y,Z, мм:
|
500×250×350
|
|
Min частота вращения шпинделя
об/м:
|
31,5
|
|
Max частота вращения шпинделя,
об/м:
|
1600
|
|
Мощность,
кВт:
|
4
|
|
Размеры (Д×Ш×В),
мм:
|
1480×1890×2185
|
|
Масса станка с выносным
оборудованием, кг:
|
3700
|
Операция 020 Зубофрезерная
Фрезерный станок 6520Ф3
|
Наименьший и наибольший диаметр
нарезаемых колес, мм
|
10-125
|
|
Наименьший и наибольший модуль
нарезаемых колес, мм
|
0,5-2,5
|
|
Наибольший угол спирали нарезаемых
колес в градусах
|
45
|
|
Наибольшее осевое перемещение
изделия при обработке в мм:
|
|
|
прямозубых
колес
|
150
|
|
с косым зубом (при угле 30°)
|
100
|
|
с косым зубом (при угле 45°)
|
80
|
|
Наименьшее и наибольшее расстояние
от торца стола до оси инструмента в
мм
|
100-250
|
|
Наименьшее и наибольшее расстояние
от оси инструмента до оси изделия в
мм
|
20-135
|
|
Продольное перемещение инструмента
в мм
|
40
|
|
Ускоренное продольное перемещение
изделия в м/мин
|
2
|
|
Размеры фрезы (диаметр X длина) в
мм
|
100×90
|
|
Пределы чисел оборотов фрезы в
минуту
|
115-1000
|
|
Пределы осевых подач в
мм/мин
|
0,37-47
|
|
Пределы радиальных подач в
мм/мин
|
0,4-60
|
|
Пределы периодической подачи
инструмента вдоль оси в мм
|
0,5-0,06
|
|
Пределы тангенциальных подач в
мм/мин
|
0,1-40
|
|
Суммарная мощность
электродвигателей в кВт
|
2,9
|
|
Габариты станка (длина X ширина X
высота) в мм
|
1215×715×1680
|
|
Вес станка в
кг
|
6000
|
Операция 030 Круглошлифовальная
Круглошлифовальный
станок 3У10В
|
Габариты, мм:
|
1250x1400x1690
|
|
Начало серийного производства:
|
1976
|
|
Мощность двигателя главного
движения, кВт:
|
1.1
|
|
Масса станка с выносным
оборудованием, кг:
|
1980
|
|
Класс точности:
|
В
|
|
Модель ЧПУ:
|
-
|
|
Минимальная частота вращения
шпинделя, об/мин:
|
50000
|
|
Максимальная частота вращения
шпинделя, об/мин:
|
80000
|
|
Длина шлифования, мм:
|
30
|
Операция 035 Зубошлифовальная
Зубошлифовальный
станок 5В832
|
Класс
точности:
|
В
|
|
Наибольший диаметр обрабатываемой
детали, мм:
|
200
|
|
Наибольший модуль обрабатываемых
зубчатых колес:
|
5
|
|
Max частота вращения шпинделя,
об/м:
|
1500
|
|
Мощность, кВт.:
|
3
|
|
Размеры (Д×Ш×В),
мм.:
|
2110×2450×1985
|
|
Масса станка с выносным
оборудованием, кг.:
|
7180
|
Выбор и описание станочных приспособлений
Операция 005 Фрезерно-центровальная
Тисы с призматическими губками ГОСТ 21168-75.
Операция 010 Токарная
Центр упорный с конусностью 1:10 ГОСТ 14034-74.
Центр вращающийся ГОСТ 8742-75.
Операция 015 Фрезерная
Фрезерное приспособление. Призмы станочные ГОСТ
12195-66.
Операция 020 Зубофрезерная
Специальный цанговый патрон ГОСТ2876-80.
Операция 030 Круглошлифовальная
Центр упорный с конусностью 1:10 ГОСТ 14034-74.
Центр вращающийся ГОСТ 8742-75.
Операция 035 Зубошлифовальная
Центр упорный с конусностью 1:10 ГОСТ 14034-74.
Центр вращающийся ГОСТ 8742-75.
Выбор и описание режущего инструмента
Операция 005 Фрезерно-центровальная
Торцевые насадные мелкозубые фрезы со вставными
ножками, оснащённые пластинками из твердого сплава ГОСТ 9473-80. Центровые
сверла тип В ГОСТ 14952-75.
Операция 010 Токарная
Резец токарный проходной упорный с пластиной из
твердого сплава Т15К6 ГОСТ 18878-73. Резец токарный проходной отогнутый с
пластиной из твердого сплава Т15К6 ГОСТ18878-73. Резец токарный фасонный с
пластиной из твердого сплава Т15К6 ГОСТ 18882-73. Резец токарный отрезной с
пластиной из твёрдого сплава Т15К6 ГОСТ 18882-73.
Операция 015 Фрезерная
Фреза
концевая Ø14 Р6М5 ГОСТ 17025-71
|
Материал:
|
Р6М5
|
|
Диаметр D, мм:
|
14
|
|
Длина общая L, мм:
|
83
|
|
Длина режущей части l, мм:
|
26
|
|
Количество зубьев:
|
5
|
Операция 020 Зубофрезерная
Фреза дисковая зубонарезная Р6М5К5 m=4, Z 18, d
пос.=22, D=80
Операция 030 Круглошлифовальная
Шлифовальный круг плоский прямого профиля ПП 200×32×20
24А 16 СМ1 6 К5 35м/c А 1 кл. ГОСТ2424-83.
Круг плоский прямого профиля с размерами D×H×d
= 200×32×20
мм, из электрорунда 25А с зернистостью 16, твердостью СМ1, со структурой 6, на
керамической связке, для работы с окружностью до 35 м/c, класса точности А,
неуравновешенностью 1-го класса.
Операция 035 Зубошлифовальная
Шлифовальный круг конического профиля ЗП 100×20×10
43А 16 СМ1 16 К5 35м/c А 1 кл. ГОСТ2424-83.
Круг конического профиля с размерами D×H×d
= 100×20×10
мм, из электрорунда 43А с зернистостью 16, твердостью СМ1, со структурой 6, на
керамической связке, для работы с окружностью до 35 м/c, класса точности А,
неуравновешенностью 1-го класса.
Выбор и описание контрольно-измерительного
инструмента
Операция 005 Фрезерно-центровальная
Пробка для центрового отверстия. Шаблон для
контроля длины.
Операция 010 Токарная
Калибр-скоба ПР и НЕ Ø45f7
ГОСТ
18360-93
Калибр-скоба ПР и НЕ Ø50fk8
ГОСТ
18360-93
Калибр-скоба ПР и НЕ Ø80h11ГОСТ
18360-93
Калибр-скоба ПР и НЕ Ø80h14ГОСТ
18360-93
Калибр-скоба ПР и НЕ Ø45f7
ГОСТ
18360-93
Калибр-скоба канавочная ПР и НЕ Ø43h14,
ширина
канавки 3мм ГОСТ18360-93
Калибр-скоба канавочная ПР и НЕ Ø48h14,
ширина
канавки 3мм ГОСТ18360-93
Калибр-скоба канавочная ПР и НЕ Ø48h14,
ширина
канавки 5 мм ГОСТ18360-93
Шаблоны на длины.
Операция 015 Фрезерная
Шаблон на длину 40 мм
Калибр-пробка ПР и НЕ на ширину 14N9 мм
Операция 020 Зубофрезерная
Шаблон.
Операция 030 Круглошлифовальная
Профилометр мод.283 по ГОСТ 19300-86.
Операция 035 Зубошлифовальная
Профилометр мод.283 по ГОСТ 19300-86.
Расчет режимов резания по операциям
На операцию 015 Фрезерная
. t = 4.5 мм
. Sz = 0.01-0.025 мм/об
. Vтабл. = 26 м/мин
. Vд = 26×1,25×1,0×1,0×1,15=37,78
м/мин
. nрас. =  об/мин
об/мин
. nпас. = 800 об/мин
. Vфак =  м/мин
м/мин
. То = 
Расчет технической нормы времени по операциям
На операцию 015 Фрезерная
То=0,15 мин
Тв=tуст. + ∑t пер.,
где tуст. - вспомогательное время на установку и
снятие детали, мин
Тв=tуст. + ∑t пер. =
0,14+0,12+0,06+0,05+0,05=0,42 мин
 ,
,
где  -
основное время, мин
-
основное время, мин
 - вспомогательное
время, мин
- вспомогательное
время, мин
 - коэффициент на
время, %
- коэффициент на
время, %

 ,
,
где Аотл - коэффициент на время, %

 ,
,
где Тобс - время на техническое обслуживание
рабочего места, мин
Тотл - время на отдых и личные потребности, мин

 ,
,
где Тшт - штучно-калькуляционное время, мин
Тп.з - подготовительно-заключительное время,
затрачиваемое на подготовку станка, получения необходимой технологической
оснастки.- число обрабатываемых деталей в партии, шт
 ,
,
где N - годовая программа выпуска деталей, шт-
необходимы запас заготовок на складед - число рабочих дней в году



КОНСТРУКТОРСКАЯ ЧАСТЬ
Расчет и проектирование режущего инструмента
Сконструировать концевую фрезу с коническим
хвостовиком для обработки шпоночного паза в заготовке из углеродистой.
Обработка ведется на вертикально-сверлильном станке 2Н125.
Определим силу резания :
 z - число зубьев
фрезы
z - число зубьев
фрезы
n - частота вращения фрезы, об/мин
Ср - коэффициент
Рsz - окружная сила при фрезеровании

Равнодействующая сила:

Расстояние между опорами фрезерной оправки
принимают в зависимости от длины посадочного участка центровой фрезерной
оправки l = 50 мм.
Суммарный момент, действующий на фрезерную
оправку:


В единицах СИ:

Диаметр отверстия фрезы под оправку:
В системе СИ:
Расчет и проектирование
контрольно-измерительного инструмента
Определяем размеры калибр-скоб для вала
диаметром d - 45 мм с полем допуска f7.
По ГОСТ 25347-82 находим предельные отклонения
вала; они равны -25 и -50 мкм. Следовательно,

По ГОСТ 24853-81 находим допуски и другие данные
для расчета калибров и контркалибров:  .
.
Наименьший размер проходной новой калибр -
скобы.

Размер калибра ПР, проставленный на чертеже, при
допуске на изготовление  равен
равен  Исполнительные
размеры: наименьший 49.9695 мм; наибольший 49.9735 мм.
Исполнительные
размеры: наименьший 49.9695 мм; наибольший 49.9735 мм.
Наибольшей размер изношенной калибр - скобы при
допуске на износ  равен:
равен:

Наименьший размер непроходной калибр - скобы:

Размер калибра НЕ, проставляемый на чертеже 
Исполнительные размеры: наименьший 44.948 мм,
наибольший 44.952 мм.
Определяем размеры контрольных калибров к
скобам:
а) для контроля проходной стороны скобы

Размер калибра К-ПР, проставляемы на чертеже,
равен 
б) для контроля непроходной скобы

Размер калибра К-НЕ, проставляемый на чертеже,
равен 
в) для контроля износа проходной скобы

Размер калибра К- И, проставляемы на чертеже,
равен 
Размер калибра К-НЕ, проставляемый на чертеже,
равен
в) для контроля износа проходной скобы
Размер калибра К- И, проставляемы на чертеже,
равен

Рисунок 2 Схема расположения полей допусков
калибров
ЗАКЛЮЧЕНИЕ
В теоретической части курсового проекта изучены:
) Назначение и конструкция детали «Вал-шестерня»
) Химические и механические свойства материала
детали
) Метод получения заготовки
) Организация производственного процесса в
условиях серийного производства
) Технологическое оборудование
) Режущий инструмент
) Контрольно-режущий инструмент
В практической части курсового проекта выполнены
расчёты:
) Припусков и размеров заготовки
опытно-статистическим методом
) Массы заготовки
) Припусков на одну поверхность
расчётно-аналитическим методом
) Коэффициента использования материала
) Режимов резания
) Технической нормы времени
) Режущего инструмента
) Контрольно-измерительного инструмента
В процессе выполнения курсового проекта
научился:
) Работать с технической и справочной
литературой, а также извлекать необходимую информацию из интернет сайтов
) Разрабатывать технологический процесс
изготовления типовой детали в условиях серийного производства
) Выполнять графическую часть с использованием
программы КОМПАС
Курсовой проект имеет практическую значимость в
современных условиях развития машиностроительной отрасли при организации
технологического процесса изготовления типовой детали в серийном производстве с
использованием модернизированное оборудования, износостойкого режущего
инструмента и универсальной оснастки.
ЛИТЕРАТУРА
Аверьянов
И.О., Клепиков В.В. Технология машиностроения. Высокоэнергитические и
комбинированные методы обработки. М.. ФОРУМ, 2008
Вороненко
В.П., Схиргладзе А.Г. Брюханов В.Н. Машиностроительное производство.- М.:
Высшая школа, 2006.
Гоцеридзе
P.M. Процессы формообразования и инструмент. - М.: Издательский центр
«Академия», 2006
Дерябин
АЛ. Программирование технологических процессов для станков с ЧПУ. • М.:
Машиностроение, 2004
Ильянков
А.И., Новиков В.Ю. Технология машиностроения. Практикум и курсовое
проектирование. М.: Издательский центр «Академия», 2012
Кузнецов
В.А. Технологические процессы в машиностроении. - М.: Издательский центр»
Академия». 2009
Клепиков
В.В. Бодров АЛ Технология машиностроения. - М.: ФОРУМ-ИНФРА-М, 2008.
Материаловедение
и технология конструкционных материалов. / Под ред. В.Б. Арзамасова и др. - М.:
Издательский центр «Академия», 2007
Схиртладзе
А.Г. Технологические процессы в машиностроении. - М.: Высшая школа. 2007
Черпаков
Б Л Технологическая оснастка. - М.: Высшая школ». 2008.
Черпаков
Б.И., Альперович Т.А. Металлорежущие станки. - М.: Издательский центр
«Академия», 2004
Черепахин
АЛ Технология обработки материалов. - М.: Издательский центр «Академия», 2007
Шандров
Б.В., Шал арии А.А., Чудаков А.Д. Автоматизация производства. - М.*. Высшая
школа, 2008.
Нормативно-справочная:
Марсов
К., Ильянков А. Основные термины, понятия и определения в технологии
машиностроения: Справочник. - М.: Академия. СПО. 2012
Справочник
технолога-машиностроителя. В 2х томах. / Под ред. А.М. Дольского, Косиловой АТ.
Мещерякова РЛС - М.: Машиностроение, 2007.