Создание малоотходного производства нанесения защитных покрытий цинка и фосфатов на стальные изделия электрохимическим и химическим методами
Введение
В современном развитии технологий и процессов
деталям приходится часто контактировать с различными реагентами и окружающей
средой. Такой контакт может привести к выходу из строя оборудования, различных
его частей, а также может являться причиной человеческих жертв. Надежность 90 %
деталей, определяющих ресурс работы машин и сооружений, зависит от
интенсивности этих поверхностных процессов. Чтобы избежать таких проблем,
используют защитные покрытия. Для создания таких покрытий часто применяют процесс
гальванотехника.
Нанесение покрытий - весьма важная область
промышленного производства, без которой немыслимы решения многих задач новой
техники. Гальваническое производство является одним из крупных потребителей
цветных металлов и достаточно дорогих химикатов и воды.
Выбор защитного покрытия будет определять
область использования детали. Большое место занимают покрытия цинком и
нерастворимыми фосфатами, т.е. цинкование и фосфатирование.
Цинк достаточно распространенный метал, вместе с
железом создает гальванопару, где является анодом, т.о. цинк растворяется,
защищая железо от коррозии. Кроме защитных свойств, цинк обладает
пластичностью, выдерживая развальцовку, изгибы, вытяжку. Для повышения
устойчивости покрытия в условиях агрессивной атмосферы проводят дополнительную
обработку: хроматирование или фосфатирование.
Защитные свойства фосфатированием ограничены
из-за пористости слоя, но этот слой обладает хорошими адгезионными свойствами и
в сочетании с масляной или лакокрасочной пленкой это будет эффективной защитой
металла от коррозии.
Для создания любого покрытия необходимы
подготовительные операции, а после них использование воды для промывки. Т.о.,
гальваническое производство потребляет большое количество воды, а его СВ -
токсичны и вредны для человека. Основным отходом в гальваническом производстве
являются промывные воды смешанного состава, которые могут содержать ионы
тяжелых металлов, а также кислотные и щелочные. Очистка таких стоков
затруднительна, т.к. трудно выделить металлы из шлама с различным составом. Для
снижения количества СВ используют замкнутую систему водоснабжения и применяют
современные методы очистки, т.е. промывные воды, подвергшиеся удалению
примесей, возвращают в технологический процесс, а извлеченные примеси
отправлять на захоронение или переработку.
Целью проекта является создание малоотходного
производства нанесения защитных покрытий цинка и фосфатов на стальные изделия
электрохимическим и химическим методами соответственно, а также локальной
очистки СВ и воздуха.
Задачи проекта:
. Создание технологической схемы малоотходной
технологии производства покрытий;
. Создание технологической схемы очистки СВ и
воздуха;
. Расчет материальных балансов процессов;
. Выбор основного и вспомогательного
оборудования для процессов получения покрытий;
. Выбор основного и вспомогательного
оборудования для очистки СВ и воздуха;
. Расчет оборудования;
. Разработать систему безопасной организации
труда;
. Расчет платы за сбросы и выбросы ЗВ.
. Характеристика объекта и исходные данные
проектирования
Местом проектирования является город Киров
Кировской области. Область располагается на Восточно-Европейской равнине, в
центрально-восточной части Европейской России. Климат обусловлен возможностью
вторжения холодного воздуха со стороны Северного Ледовитого океана и является
умеренно континентальным. Зимой возможны сильные морозы, заморозки и резкие
похолодания в летом. Среднегодовая роза ветров (рисунок 1.1) показывает, что
преобладающее направление ветра для г. Кирова северное, западное и юго-западное.

Рисунок 1.1 - Среднегодовая роза ветров
Состояние атмосферного воздуха в области
стабильное, умеренно загрязненное. Интенсивные загрязнения отмечается на
территориях сосредоточенности промышленных предприятий и усиленного движения
транспорта.
Качество воды в реке Вятке отличается повышенным
содержанием железа природного характера. Высокую антропогенную нагрузку
испытывает река на участке от г. Слободской до г. Кирова, где разместились
предприятия машиностроения и металлообработки, химической промышленности,
лесопромышленного комплекса, легкой, местной и пищевой промышленности.
Местом проектирования линий цинкования и
фосфатирования является территория завода, который расположен в черте города. С
севера, запада и юга он ограничена ул. Герцена, Горького и Молодой Гвардии
соответственно, а с востока - Октябрьским проспектом.
Кроме нанесения покрытий на заводе проводятся
следующие виды деятельности: стальное и цветное литье, механическая обработка,
термообработка, ремонтно-механические операции, покрытие лакокрасочными
материалами. Кроме перечисленного на территории находятся очистные сооружения.
Завода, как и любое предприятие, является
потенциальным загрязнителем ОС и имеет территорию с особым режимом
использования - СЗЗ. Размер ее был установлен 100 м от территории завода. На
данной территории находились жилые постройки, что недопустимо. После проведения
мероприятий по защите ОС границу удалось сократить до таких размеров, чтобы
жилые здания не захватывались, доказав безопасность для населения.
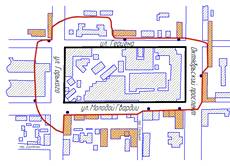
Рисунок 1.2 - Карта-схема района расположения
На рисунке 1.2 показана карта-схема района
расположения завода. Линией красного цвета показана СЗЗ по разработанному
проекту. Черной линией изображена территория промплощадки завода. Точкой - пост
контроля за состоянием ОС. Выделенные здания являются наиболее ближайшими
жилыми домами по отношения к СЗЗ.
Водоснабжение завода производится из городского
водопровода. СВ, после станции очистки и контроля, сбрасываются в городскую
канализацию.
. Теория получения покрытий
2.1 Подготовительные операции [5, 6]
Перед тем как поступить в
гальванический процесс детали должны пройти особую обработку. На своей
поверхности они имеют загрязнения различные по своей природе и свойствам. От
качества очистки напрямую зависит результат покрытия защитным слоем металла.
Обезжиривание является первой
стадией обработки.
Способ очистки поверхности деталей
зависит от природы жировых загрязнений. Жиры неорганического происхождения
(полировочная паста, минеральные масла) не растворяются в воде. Их удаляют
специальными органическими растворителями. Жиры органического происхождения
(животные и растительные) почти не растворяются в воде, но, взаимодействуя с
водными растворами щелочей или солей щелочных металлов, образуют растворимые в
воде мыла.
Щелочные растворы позволяют удалить
животные и растительные жиры с поверхности металла, химически или
физико-химически взаимодействуя с ними. Минеральные жиры, не участвующие в
реакции, под действием щелочных растворов, в определенных условиях образуют
водные эмульсии, что облегчает их удалению с поверхности металла. При введении
ПАВ в щелочные растворы, усиливается эмульгирующее действие последних.
Используя горячий щелочной раствор, с содержанием эмульгаторов и веществ,
понижающих межфазное натяжение на границах раствор-жир и раствор-металл,
происходит разрыв жировой пленки, уменьшается ее толщина, образуются отдельные
капели, отрывающиеся от поверхности металла. Вместе с этим одновременно
отделяются и мелкие механические загрязнения.
Органические растворители токсичны,
применение их возможно используя специальное оборудование и соблюдая правила
техники безопасности. Пожароопасными растворителями (бензин, керосин), не
следует пользоваться, поскольку в дополнение к этому являются токсичными и
взрываются в смеси с воздухом. Жировые загрязнения удаляются не полностью,
поэтому удалив следы растворителей, детали поступают на химическое или
электрохимическое обезжиривание.
Типичная реакция омыления
представляет собой гидролиз сложного эфира с образованием спирта и кислоты (или
её соли, когда для омыления берут раствор щёлочи):−СО−ОR' + НОН →
R−СООH + R'−ОН 2.1
В ГОСТ 9.305-84 [7] для каждой
технологии и для каждой стадии процесса записаны условия их проведения. В
проекте используются электролиты представленные в таблице 2.1.
Таблица 2.1 - Состав ванн
обезжиривания
|
Состав
электролита
|
Режим
обработки
|
|
наименование
компонентов
|
количество,
г/дм3
|
температура,
°С
|
продолжительность,
мин
|
|
Цинкование
|
NaOH
|
20-40
|
50-70
|
2-5
|
|
Na3PO4
|
5-15
|
|
|
|
обезжириватель
ДВ-301
|
1,4-1,9
|
|
|
|
Na2SiO3
|
10-30
|
|
|
|
Фосфатирование
|
средство
моющее Лабомид
|
20-30
|
60-80
|
3-10
|
Травление - вторая стадия обработки.
Состав окисного слоя, образующегося на металле
под воздействием окружающей среды, неодинаков по толщине. Внешний слой обычно
обогащен высшими окислами, тогда как у поверхности находятся, преимущественно,
низшие окислы. Так окалина на железе состоит, если рассматривать ее от внешнего
слоя к внутреннему, из окислов Fе2О3, Fе3О4, а у поверхности металла - из
закиси FеО.
Процессы, происходящие при травлении в серной
кислоте, на поверхности изделия, у которого имеется окалина, выражаются
следующими реакциями:
еО + H2SО4 = FеSО4 + H2О 2.2е2О3 +
3H2SО4=Fе2(SО4)3 + ЗН2О 2.3е3О4 + 4H2SО4 = FеSО4 + Fе2(SО4)3 + 4H2О 2.4
Так как слой окалины пористый, неравномерный по
толщине, а на отдельных участках вообще отсутствует, то при травлении совместно
с окислами протекает частичное растворение металлического железа по реакции:
е + H2SО4 = FеSО4 + H2 2.5
Одновременное растворение металла и окислов
можно представить следующими реакциями:
Fе + Fе2О3 + 4H2SО4 = 4FеSО4 + ЗН2О + H2 2.6
Fе + Fе3О4 + 5H2SО4 = 5FеSО4 + 4H2О + H2 2.7
Для травления черных металлов используются
растворы серной и соляной кислот. Скорость растворения в них окислов зависит от
концентрации и температуры кислоты. При концентрации до 5% растворимость Fе3О4
в обеих кислотах почти одинаковая. При концентрации свыше 40% окалина
растворяется в соляной кислоте легче, чем в серной. В последней из них окалина
удаляется в значительной мере благодаря нарушению ее связи с металлом в
результате подтравливания и разрыхления выделяющимся при реакции водородом.
Повышение в определенных пределах концентрации кислоты и температуры раствора
ускоряет травление.
Стоит учитывать различный характер
взаимодействия кислоты с железом и окислами, поэтому целесообразно применить
для травления следующие смеси, %:
серная кислота - 5, соляная кислота - 15;
серная кислота - 10, соляная кислота - 10.
В любой кислоте травление стали сопровождается
побочными процессами. Растворение металла может приводить к перетравливанию
поверхности, возрастанию микрошероховатости. Эти последствия ухудшают внешний
вид изделий. Заготовки с такими дефектами не допускаются при обработке для
точных элементов аппаратуры. С целью сократить количество дефектов к травильным
растворам добавляют ингибиторы коррозии, которыми служат некоторые соли и
органические соединения.
Для линий цинкования с использованием цианидного
электрлита следует отметить, что в присутствии кислот цианиды разлагаются с
образованием синильной кислоты, которая является весьма токсичной и пагубно
влияет на организм человека. В связи с этим кислоту после ванны травления
необходимо нейтрализовать с помощью кальцинированной соды по реакции:
H2SO4 + Na2CO3 = Na2SO4 + H2O + CO2
2.8
Для линий фосфатирования после травления
кислотами используют ванну нейтрализации с кальцинированной содой (40-50 г/дм3)
и хозяйственным мылом (20-25г/дм3).
Для цинкования и фосфатирования выбран
электролит травления состава представленного в таблице 2.2.
Таблица 2.2 - Состав ванн травления
|
Состав
электролита
|
Режим
обработки
|
|
Наименование
компонентов
|
Количество,
г/дм3
|
Температура,
°С
|
Продолжительность,
мин
|
|
Н2SO4
|
150-250
|
40-80
|
5-10
|
|
ингибитор
КИ-1
|
3-5
|
|
|
2.2 Основы процесса цинкования [2,
8]
Содержание цинка в земной коре в
среднем 8,3*10-3 % (масс.), в водах морей и океанов концентрация составляет
около 0,01 мг/л. Известно более 60 минералов, которые содержат цинк, из них
важнейшими являются: сфалерит (ZnS); смитсонит (ZnCO3); каламин
(Zn4(OH)2Si2O7*H2O); цинкит (ZnO); виллемит (Zn2SiO4); франклинит (ZnFe2O4).
Цинк в чистом виде представляет
пластичный серебристо-белый металл. Хрупкий при нормальных условиях, сгибая
пластинку, можно услышать треск от трения кристаллитов. При температуре 100-150
°C цинк обладает пластичными свойствами. Физические свойства:  ;
;  ;
;  . Наличие
примесей повышает хрупкость цинка.
. Наличие
примесей повышает хрупкость цинка.
Область применения -
антикоррозионные покрытия (оцинковка) железа и стали. Цинк окисляется на
воздухе, при этом на его поверхности образуется плотная защитная оксидная
плёнка. Эта плёнка препятствует проникновению кислорода вглубь металла и таким
образом останавливает дальнейшее его окисление.
Потенциал электроосаждения цинка
зависит от электролита и может быть в пределах от -0,8 В (кислые электролиты)
до -1,25 В (цианистые электролиты). Расчетный потенциал выделения водорода во всех
электролитах цинкования более положителен, чем цинк, и этот факт должен был бы
препятствовать разряду цинка на катоде. Но вследствие большого перенапряжения
водорода на цинке его потенциал становится более электроотрицательным и цинк
осаждается на катоде с высоким выходом по току.
В промышленности распространены
следующие электролиты: кислые, цианистые, аммиакатные и цинкатные. В них цинк
находится в виде простых или комплексных ионов.
Электролиты различаются свойствами,
главным различием служит величина катодной поляризации, которая оказывает
большое влияние на структуру покрытия. Чем больше эта величина, тем более
мелкозернисты осаждаемые покрытия. Самым большим значением катодной поляризации
обладает цианистый электролит, обладающий токсичными свойствами.
Кислые электролиты содержат цинк в
форме простого гидратированного катиона Zn2+, его разряд на катоде проходит по
схеме:
+ + 2e → Zn 2.9
Выход по току практически равен
100%. Анодный процесс проходит без осложнений, что обеспечивает стабильность
электролита по содержанию солей цинка.
Соли цинка (ZnSО4, Zn(BF4)2, ZnCl2)
являются основными компонентами электролита, которые образуют в растворе ионы
цинка Zn-. Для повышения электропроводности электролитов, а также для
некоторого снижения степени диссоциации цинковых солей, положительно влияющей
на увеличение катодной поляризации, вводятся соединения, содержащие одноименный
анион: Na2SО4 - в сульфатных электролитах, KCl - в хлоридных, NH4BF4 - во
фторборатных.
Для поддержания показателя рН в
указанных пределах в электролит вводят буферные добавки: Al2(SO4)3 - в
сульфатные, NH4Cl - в хлоридные и Н3ВО3 - во фторборатные.
Добавкой к электролитам ПАВ и
блескообразователей удается значительно увеличить катодную поляризацию, в
результате чего существенно повышается рассеивающая способность и такие
электролиты можно использовать для покрытия сложнопрофилированных деталей.
Примером такой добавки является продукт, получивший название «Лимеда».
Известны и другие
блескообразователи, например 2,6 (2,7)-нафталиндисульфокислота, которая была
одним из первых блескообразователей для ванн никелирования и цинкования в
отечественной практике.
Ряд органических добавок выполняет
роль смачивателей, уменьшающих возможность образования питтинга вследствие
задержки пузырьков водорода на покрываемой поверхности.
Кислые электролиты на основе
сульфатных, хлоридных и фторборатных солей цинка применяют для получения
декоративных покрытий, блестящих покрытий, для цинкования листовых материалов и
проволоки.
В цианистых электролитах цинк находится
в виде комплексных анионов Zn(CN)42- и Zn(ОН)42-. Осажденне цинка проходит по
схеме:
(CN)42- + 2e → Zn + 4CN- 2.10
Помимо разряда цинка на катоде
происходит разряд водородных ионов, вследствие чего выход по току в цианистых
электролитах значительно ниже, чем в кислых и может быть в пределах 50-80%.
Катодная поляризация в цианистых
электролитах весьма значительна, что является одной из причин, обусловливающих
высокую рассеивающую способность данных электролитов. Высокая рассеивающая
способность является также следствием того, что выход по току значительно
падает с ростом плотности тока. Цианистые электролиты широко применяются в
промышленности для нанесения покрытия цинком на детали сложной формы благодаря
высокой рассеивающей способности и стабильности в работе.
Количество цианистой соли цинка и
цинката натрия зависят от количества цианистого натрия и гидроксида натрия в
электролите. Осаждение происходит одновременно, из обоих соединений. Большее
количество цианидов нужно чтобы повысить катодную поляризацию и увеличить
рассеивающую способность. Увеличивая содержание цианидов, происходит снижение
катодного выхода по току.
Гидроксид натрия вводится в
электролит с целью расширить интервал рабочих плотностей тока, повысить
электропроводность, а также для того, чтобы воспрепятствовать образованию
циановодорода при поглощении электролитом углекислого газа из воздуха.
Карбонизация происходит в большей степени за счет гидроксида натрия по реакции:
NaOH + СО2 = Na2CО3 + Н2О 2.11
Введение глицерин обусловлено улучшением
структуры покрытия, а также получением полублестящих осадков цинка. Сульфид
натрия используют для осаждения катионов тяжелых металлов в виде нерастворимых
сульфидов, попавших в электролит.
Блестящие покрытия, выполненные из
цианистого электролита, имеют хороший внешний вид, а также отличаются большой
устойчивостью, т.к. они менее восприимчивы к «захватам» от рук рабочих при
сборке изделий и поэтому на них практически не остается каких-либо загрязнений,
вызывающих коррозию.
В дипломном проекте будет
использован цианидный электролит. Основным его компонентом является комплексная
соль Na2[Zn(CN)4], которая получается из реакции оксида цинка или гидроксида
цинка с цианидом натрия:
Zn(OH)2 +
4NaCN = Na2[Zn(CN)4] + 2NaOH 2.12
В результате растворения Zn(OH)2 в
растворе NaCN обязательно образуется NaOH, часть которого идет на образование
Na2ZnO2:
Zn(OH)2 +
2NaOH = Na2ZnO2 + 2H2O 2.13
Суммарная реакция будет выглядеть
следующим образом:
2Zn(OH)2 +
4NaCN = Na2[Zn(CN)4] + Na2ZnO2 + 2H2O 2.14
Гидроксид цинка получают из сульфата
цинка:
ZnSO4 +
2NaOH = Zn(OH)2 + Na2SO4 2.15
Диссоциация комплексной соли цинка
протекает стадиями:
[Zn(CN)4] → 2Na+ + Zn(CN)42-
2.16(CN)42- ↔ Zn2+ + 4CN- 2.17
Процесс осаждения цинка из-за малой
концентрации ионов протекает при значительной поляризации, что способствует
осаждению мелкозернистых покрытий. Поляризация тем выше, чем больше
концентрация NaCN. Однако при высоких концентрациях NaCN из-за выделившегося
водорода выход по току падает, приближаясь с повышением плотности тока к нулю.
У электролитов, в составе которых
присутствует Na2ZnO2, выход по току заметно выше. Комплексная соль образуются в
щелочной среде, поэтому введение в электролит гидроксида натрия или калия
позволяет увеличить выход по току. Na2ZnO2 диссоциирует в растворе:
ZnO2 → 2Na+ + ZnO22- 2.18- +
2H2O ↔ Zn2+ + 4OH- 2.19
В связи с этим на катоде происходит
дополнительный разряд ионов цинка, благодаря чему увеличивается выход по току.
Для правильного ведения процесса необходимо, чтобы NaCN и NaOH содержалось в
электролите в избытке. Качество осадка во многом зависит от суммарного
соотношения избытка NaCN и NaOH.
Большое влияние на качество покрытий
оказывает режим электролиза. Температуру поддерживают в пределах 20-40 °С. Ее
повышение увеличивает выход по току, однако увеличение температуры свыше 35 °С
опасно образованием сильнейшего яда - HCN. Плотность тока обычно составляет
0,5-5,0 А/дм2. Увеличение плотности тока выше этих значений приводит к снижению
выхода по току до 50 % и ниже. Величина рН электролита поддерживается в
пределах 10-13. При этом образуются цианидные комплексы и электролит
обогащается ионами СN-. При рН >13 образуются цинкаты натрия.
В электролитах, используемых в
промышленности, выход по току составляет 80-90 %.
При цинковании в цианистых электролитах
применяют цинковые аноды марок Ц0, Ц1 и Ц2.
В цианидных электролитах вредными
примесями являются соли более электроположительных, чем цинк, металлов: меди,
серебра, мышьяка, висмута, сурьмы, олова и др. Часть примесей, образуя
комплексные соединения, находится в электролите в небольших количествах.
Удалить их можно химическим путем, осаждая в виде сульфидов серосодержащими
соединениями, чаще всего при помощи Na2S.
Цианидные электролиты содержат
сильно токсичные компоненты, в связи с чем возникает необходимость в
организации транспортирования, хранения и растворения цианидных электролитов
отдельно от других химикатов. Попадание в цианидный электролит даже
незначительных количеств кислоты вызывает выделение в рабочую зону паров
синильной кислоты.
Обезвреживание цианосодержащих
стоков осуществляется в отдельных системах очистки, что значительно усложняет
процесс очистки СВ. Длительное время считалось, что превзойти цианидные
растворы по рассеивающей способности вряд ли можно. Однако в последние годы в
результате использования в цинкатных электролитах новых блескообразующих
добавок удалось разработать электролиты с рассеивающей способностью,
превышающей 70-75 %.
Таким образом, практическое
применение цианидных электролитов может быть оправдано лишь при цинковании
особо сложных деталей, сложнопрофильных деталей под пайку, изделий из чугуна,
высокоуглеродистых сталей, литья.
С целью замены токсичных цианистых
электролитов и снижения затрат на обезвреживание СВ, содержащих цианиды, в
промышленности получили большое распространение аммиакатные электролиты, в
которых цинк находится в виде комплексного катиона типа Zn(NH3)n(Н2О)m2+.
Аммиакатные соединения цинка
образуются при взаимодействии окиси цинка с аммонийными солями по реакции:
+ 2NH4Cl = Zn(NH3)2Cl2 + Н2О 2.20
При рН>5 в растворе образуются
комплексные катионы Zn(NH3)22+, Zn(NH3)2 + . При рН>8 образуются катионы
Zn(NH3)42+. При рН < 5 образуются простые акваионы циика, а комплексный
аммиачный катион практически отсутствует.
Осаждение цинка проходит с большой
катодной поляризацией, растущей при возрастании рН электролита.
Данные электролиты обладают хорошей
рассеивающей способностью, близкой к значениям цианистых электролитов. Удельная
электропроводность аммиакатных электролитов на 30-40% выше, чем у цианистых.
Повышенная электропроводность электролита имеет место при покрытии деталей в
колоколах или барабанах, т.к. возможно проводить процесс при напряжении 5 В
вместо 10 В при использовании цианистых электролитов. Аммиакатные электролиты
стабильны в работе, легко корректируются, а также практически безвредны для
рабочих, обслуживающих ванны. Компонентами электролита являются доступные н
недорогие материалы.
Аммиакатные электролиты имеют ряд
технических преимуществ перед цианистыми, такими как: легкость покрытия чугуна,
тонкостенные и термообработанные детали не подвергаются наводороживанию из-за
высокого выхода по току (94-98%).
К электролитам вводят буферные
соединения для стабилизации величины рН в катодной зоне. Буферными соединениями
могут быть борная кислота или уксуснокислые соли. На практике эффективно
введения в состав электролита уротропнна, который образует комплексный
аммиачно-уротропиновый катион Zn[(C6H12N4)4(NH3)2]2+. Наличие в электролите
данного комплексного катиона обусловливает значительную катодную поляризацию и
соответственно улучшение рассеивающей способности.
Величина рН электролитов оказывает
влияние на рассеивающую способность и структуру покрытий. При росте значения рН
рассеивающая способность улучшается. Для поддержания рН в пределах 8,0-8,5 в
состав электролитов вводят раствор аммиака. В отличие от цианистых аммнакатные
электролиты менее чувствительны к попаданию в них органических примесей, а
из-за того что они являются слабощелочными или практически нейтральными, то не
происходит разрушение изоляционных материалов, наносимых на подвески или на
поверхность покрываемых деталей.
Цинкатные электролиты, как и
аммнакатные, применяются для замены цианистых электролитов. Последние годы
разработки, направленные на улучшение эксплуатационных характеристик не
цианистых электролитов, завершились созданием эффективных технологических
процессов цинкования и широким внедрением их в производство.
Основным недостатком аммиакатных
электролитов является неизбежное наличие солей аммония в СВ, что является
недопустимым по современным требованиям санитарии. Кроме того, аммонийные соли
в СВ образуют с ионами никеля, меди и других тяжелых металлов комплексные
соединения, которые либо «ускользают» из очистных сооружений, либо значительно
затрудняют обработку СВ.
Эта причина сокращает применение
аммиакатных электролитов, а цинкатные электролиты, свободные от указанного
недостатка, получают все большее распространение.
На смену первым цинкатным
электролитам, разработанным Н. Т. Кудрявцевым в 40-х годах, пришли электролиты,
содержащие добавки ПАВ и блескообразователей, что значительно расширило рабочий
интервал плотности тока, улучшило качество покрытий и стабилизировало процесс.
В цинкатпых электролитах цинк
находится в виде комплексных анионов ZnO22-, Zn(ОН)42-, образующихся при
растворении окиси цинка или гидрата окиси цинка в избытке гидроксида натрия.
Высокая рассеивающая способность
цинкатных электролитов обусловливается не только значительной катодной
поляризацией при электроосаждении цинка, но и хорошей электропроводностью
электролитов. Существенное влияние на повышение рассеиваются способности
оказывает снижение выхода по току с увеличением плотности тока. Последнее
обстоятельство весьма характерно для электролитов, содержащих ПАВ, которые,
адсорбируясь на катодной поверхности, снижают перенапряжение водорода и этим
способствуют увеличению количества выделяющегося водорода при повышенных
плотностях тока, а следовательно, и снижению по току.
С целью заменить цианистые
электролиты применяют пирофосфатные электролиты, в которых цинк находится в
виде пирофосфатного комплексного аниона [Zn(Р2О7)2]6-.
Пирофосфатные электролиты являются
совершенно безвредными, устойчивыми в работе и характеризуются высокой
рассеивающей способностью, сравнимой со значениями некоторых цианистых
электролитов.
Плохая растворимость пирофосфатов
цинка принуждает вести процесс с подогревом электролита при относительно низких
значениях плотности тока. Кроме этого, цинковые аноды плохо растворимы в данных
электролитах по причине образования на них труднорастворимых пленок из
соединений цинка.
Легирование цинковых анодов
алюминием в количестве 0,05-0,5% снижает возможность их пассивирования.
Понижение температуры электролита ускоряет процесс пассивирования анодов. При
использовании пирофосфата аммония вместо пирофосфата калия образуются также
аммиачные комплексы цинка Zn(NH3)2(ОН)2, которые несколько снижают катодную
поляризацию.
Помимо пирофосфатов в состав
электролитов вводят фосфаты в виде Na2HPО4 с целью придания электролиту
буферных свойств в интервале рН 8-12.
С целью получения полублестящих или
блестящих осадков цинка в составы электролитов вводят различные органические
вещества: цитраты, сахарин, декстрин, ванилин, фурфурол и др.
Катодная плотность тока в большей
степени зависит от температуры электролита и перемешивания. Катодный выход по
току колеблется в пределах 65-90 %, причем более резкое снижение отмечается при
увеличении плотности тока до 2,5 А/дм2.
В проекте используется электролит
цианидного цинкования состава приведенного в таблице 2.3. Данный электролит
используют для деталей сложной конфигурации.
Таблица 2.3 - Состав ванны
цианидного цинкования
|
Состав
электролита
|
Режим
обработки
|
Скорость
осаждения, мкм/мин
|
|
Наименование
компонентов
|
Количество,
г/дм3
|
Температура,
°C
|
Плотность
тока, А/дм2
|
|
|
Zn(OH)2
|
10-18
|
15-40
|
0,5-2,0
|
0,1-0,4
|
|
NaOH
|
50-70
|
|
|
|
|
NaCN
|
20-30
|
|
|
|
|
Na2SO4
|
0,5-2,0
|
|
|
|
2.3 Основы процесса фосфатирование
[3, 10, 11]
Фосфатный слой обладает рядом ценных
свойств, которые определяют область применения фосфатирования. Он устойчив в
атмосферных условиях, в смазочных маслах и органических растворителях;
разрушается в кислотах и щелочах. Фосфатная пленка характеризуется высокой
адгезионной способностью и высоким электросопротивлением. Ее недостатком
является малая механическая прочность и эластичность и низкая стойкость против
механического истирания.
Фосфатирование изделий из черных
металлов осуществляется обработкой их в растворе однозамещенных солей
ортофосфорной кислоты марганца и железа (препарат Мажеф) или цинка методом погружения
или набрызгивания. Результатом такой обработки является возникновение на
поверхности кристаллического слоя толщиной до 30-40 мкм нерастворимых фосфатов,
прочно связанный с металлом. Помимо защитных свойств, этот слой обладает
значительной износостойкостью, жаростойкостью при температуре до 500 °С,
морозостойкостью до -75 °С и диэлектрическими свойствами, выдерживая на пробой
напряжение до 250 В, а после пропитки изоляционными лаками - до 1000 В.
Кристаллы фосфатов образуют высокоразвитую микропористую структуру и, обладая
высокими адсорбционными свойствами, являются хорошим грунтом для последующей
пропитки смазками или для лакокрасочного покрытия.
Применительно к черным металлам
наиболее эффективным процесс фосфатирования является в том случае, когда обрабатываются
изделия из чугуна или углеродистых сталей. На легированных сталях из-за наличия
на их поверхности пассивной пленки фосфатные покрытия плохо сцепляются с
основой, неравномерны и обладают неудовлетворительными свойствами.
Для фосфатирования применяются
растворы различных составов. В этих растворах изделия обрабатываются либо
непосредственно (химическое фосфатирование), либо при одновременном наложении
электрического тока (электролитическое фосфатирование). В зависимости от
состава раствора и способа фосфатирования применяются различные режимы
обработки изделий.
Сущность явлений, возникающих при
взаимодействии металла с фосфатирующими растворами, изучена еще недостаточно.
По одной из схем процесс
фосфатирования представляется идущим в две стадии. Сначала идет
электрохимическое растворение металла с образованием растворимых соединений. В
дальнейшем растворимые соединения, взаимодействуя с ионами металла на
поверхности фосфатируемого изделия, в результате вторичного осаждения образуют
пассивный защитный слой из нерастворимых двух- и трехзамещенных фосфатов:
+ 2H3PО4 → Fe(Н2РО4)2 + Н2
2.21+ Fe(Н2РО4)2 → FeНРО4 + Н2 2.22+ 2FeНРО4 → Fe3(РО4)2 + Н2 2.23
Аналогично реакции идут с цинком.
Осаждение фосфатного слоя на
металлической поверхности вследствие образования двух- и трехзамещенных
фосфатов происходит, таким образом, лишь после обогащения фосфорно-кислого
раствора соединениями железа. Процесс обогащения обычно является длительным,
плохо поддающимся контролю и неудобным.
Подготовка поверхности оказывает
большое влияние на качество фосфатной пленки. Например, детали с чистовой
механической обработкой полировкой, фосфатируются с образованием тонкой
мелкокристаллической пленки, с толщиной не более 6-10 мкм. аналогичные
результаты дает подготовка поверхности очисткой металлическим песком,
гидропескоочисткой и сухой галтовкой с песком. Травление приводит к образованию
рыхлой крупнокристаллической пленки, толщиной до 40-50 мкм. В связи с этим
детали после травления промывают в 3-5 % растворе кальцинированной соды, а
после промывают водой, и только после этих операций фосфатируют.
Химическое фосфатирование без
введения добавок наиболее распространено, т.к. фосфатная пленка при этом
процессе наиболее доброкачественная. Принятая концентрация препарата Мажеф при
фосфатированин равна 27-32 г/л. Растворение препарата сопровождается частичным
его разложением и образованием нерастворимых соединений, которые осаждаются на
дне ванны. Полностью этот осадок не удаляют, т.к. он участвует в образовании
фосфатной пленки.
При фосфатированин без добавок
процесс ведут при рабочей температуре раствора 96-98 °С. Для получения заданной
температуры раствор доводят до кипения, после чего нагревание выключают, и дав
осесть взмученному осадку, загружают детали. Поддержание температуры ведут
постоянно подогревая раствор, не давая раствору вскипеть, т.к. взмученный
осадок осаждается на поверхности деталей, придавая им грязный вид, и ухудшает
качество фосфатной пленки.
Реакция между компонентами препарата
Мажеф и металлом деталей сопровождается бурным выделением водорода, которое
постепенно снижается и заканчивается полностью, когда вся поверхность деталей
покроется, без просветов, нерастворимой пленкой. Для полной уверенности в
окончании процесса детали выдерживают в ванне еще 5-10 мин., после чего
выгружают, промывают и сушат.
Продолжительность фосфатирования
зависит от назначения фосфатной пленки. Так, при фосфатировании в целях защиты
от коррозии выдержка деталей в ванне зависит от марки стали и колеблется в
пределах 1-2 часа. Для электроизоляционного покрытия время выдержки в ванне
составляет 30-40 мин., а для предохранения от затекания расплавленного металла
достаточно 20-30 мин. В последних случаях выгрузку деталей производят до
окончания реакции.
Фосфатирование в горячих растворах с
введением добавок ускоряет процесс образования фосфатной пленки и позволяет
вести его при более низких температурах. В ряде случаев препарат Мажеф
полностью заменяют кислыми фосфорнокислыми солями натрия, цинка, марганца и
даже фосфорной кислотой. В качестве окислителей обычно применяют нитрит натрия,
селитру н другие соли азотной кислоты.
Фосфатные пленки, полученные из этих
растворов, могут характеризоваться малой толщиной и пониженной стойкостью в
коррозионных средах. Из-за этого их применяют только в качестве грунта для
лакокрасочного покрытия.
Фосфатирование в растворах без
подогрева в основном используют для получения покрытия, которое будет выступать
в качестве грунта под покраску. Такие фосфатные пленки имеют темно-серый цвет,
мелкокристаллическую структуру, а также обладают хорошей сплошностью.
После фосфатировання детали
пассивируют в горячем растворе хромпика, сушат и окрашивают.
В дипломном проекте будет
использоваться метод холодного фосфатирования. Состав ванны представлен в
таблице 2.4.
Таблица 2.4 - Состав ванны
фосфатирования
|
Состав
электролита
|
Режим
обработки
|
Скорость
осаждения, мкм/мин
|
|
Наименование
компонентов
|
Количство,
г/дм3
|
Температура,
°C
|
|
|
H3РО4
|
80-85
|
20-40
|
1,7-3,7
|
|
ZnO
|
15-17
|
|
|
|
NaNO2
|
1-2
|
|
|
2.4 Хроматирование [9]
Хроматирование - химическое
пассивирование деталей, заключающееся в кратковременном погружении их в раствор
сильных окислителей (соли хрома). На поверхности изделия образуется плотная,
прочная плёнка оксидов и хроматов, что улучшает стойкость к коррозии.
Оцинкованные детали по окончанию хроматирования приобретают светло-желтый цвет.
Для приготовления растворов обычно используется оксид хрома (VI). Цинковые
покрытия при взаимодействии с компонентами воздуха городов подвергаются
коррозии, а на поверхности покрытия появляются белые налеты солей. С целью
повышения защитных свойств и улучшения товарного вида цинковые покрытия
подвергают хроматированию. Обработку проводят в подкисленных растворах, которые
содержат хроматы и бихроматы натрия. Результатом обработки является образование
пассивной пленки, в состав которой входят оксиды цинка и хрома, гидратированные
оксиды цинка и хрома.
Толщина
пленки варьируется в пределах 0,25-0,50 мкм. Наличие в растворе
сульфат-анионов, активизирующих процесс хроматирования, толщина пленки может возрастать,
особенно до температуры 20 °С, далее ее рост заканчивается.
При нагреве более 60 °С начинается
дегидратация и коррозийная стойкость хроматной пленки уменьшается. Поэтому
сушат пленки теплым воздухом, нагретым до 50 °С. Отвердевание пленки наступает
через 24 часа, поэтому ее следует оберегать от повреждений. Не допустима
промывка деталей в горячей воде после хроматирования. При наличии небольших
повреждений пленка способна к вторичному пассивированию, т.к. имеющаяся на
поверхности влага выщелачивает ионы хромовой кислоты, которые, попадая на
оголенные места, вновь пассивируют цинк.
Для изделий, которым предъявляют
повышенную стойкость против коррозии, после фосфатирования применяют обработку
двухромового калия или натрия при температуре 70-80 °C в течение 5-15 минут.
Состав электролита хроматирования
приведен в таблице ниже.
Таблица 2.5 - Состав ванн
хроматирования
|
Состав
электролита
|
Режим
обработки
|
|
Наименование
компонентов
|
Количество,
г/дм3
|
Температура,
°C
|
Продолжительность,
мин
|
|
Цинкование
|
K2Cr2O7
|
150-200
|
15-30
|
0,1-0,3
|
|
H2SO4
|
8-12
|
|
|
|
Фосфатирование
|
K2Cr2O7
|
55-110
|
70-80
|
5-15
|
2.5 Сушка [1]
Сушкой называется процесс удаления
жидкости с поверхности с помощью испарения. В гальваническом цехе она является
заключительно операцией обработки изделия. Для проведения операции обычно
используют сушильный шкаф, сушильную камеру или центрифугу. Конструкция у них
схожа и имеет калорифер или электронагреватель для получения горячего воздуха,
корпус с теплоизоляцией. Выбор того или иного оборудования зависит от габаритов
изделий и производительности линии.
В данном проекте, как было сказано
выше, для обеспечения качественного покрытия важным условием является небольшая
температура 45-50 °C. Обеспечивая заданные условия, результат гальванического
процесса будет иметь высокие потребительские свойства.
.6 Промывка [12, 13]
Целью промывки является снижение
концентрации раствора на поверхности обрабатываемых деталей, выносимых из
технологических ванн, до допустимой величины, гарантирующей качество
получаемого покрытия. Система промывки включает: ванны промывки с устройствами
для перемешивания, подачи и отвода воды; трубопроводы подачи воды и отвода СВ,
с соответствующей арматурой; устройства регулирования расхода и напора воды;
контрольно-измерительные приборы, обеспечивающие непрерывный или периодический
контроль качества и количества воды.
Системы промывки могут выполнять две
функции - промывки и улавливания. При этом улавливание предполагает возврат
уловленного раствора в технологические ванны, из которых он был вынесен на
поверхности деталей в систему улавливания. Такие технологические ванны по
отношению к системе улавливания называют обслуживаемыми. На практике применяют
следующие системы промывок: без улавливания, с частичным и полным улавливанием. Основным
способом промывки в гальваническом производстве является объемный,
осуществляемый погружением обрабатываемых деталей в заполненные промывной водой
ванны с целью разбавления раствора, увлеченного из ванн для нанесения покрытий.
В качестве вспомогательного способа в сочетании с объемным может применяться
поверхностный способ промывки, осуществляемый потоком воды или воздуха с целью
удаления и (или) замещения пленки раствора, покрывающей поверхность. Применение
только поверхностного способа промывки допускается при покрытии деталей простой
конфигурации (листы, проволока) с обязательной предварительной
экспериментальной проверкой достигаемой полноты промывки. Комбинированный
способ промывки включает объемный и поверхностный способы, которые могут
чередоваться в различной последовательности: поверхностный - объемный; объемный
- поверхностный; поверхностный - объемный - поверхностный. Техническая
вода, которая используется для промывки изделий, а также для приготовления
электролитов и растворов в гальваническом производстве, должна быть безопасной
в эпидемиологическом отношении и химически инертной к покрытию. Рекомендуется
применение систему замкнутого водного хозяйства, т.е. осуществлять регенерацию
воды и рекуперацию ценных компонентов.
Вода 1-й категории с 01.01.93 не
используется.
На
гальванических производствах промывка деталей и приготовление электролитов
используют воду 2-й и 3-й категории. Для систем замкнутого водного хозяйства
допустимо содержание вредных компонентов в очищенной воде не выше допустимых значений. Все
характеристики вод используемых в гальваническом производстве приведены в
таблицах 2.6-2.8.
Таблица 2.6 - Физико-химические
показатели воды
|
Название
показателя
|
Норма
для категории
|
|
2
|
3
|
|
Водородный
показатель рH
|
6,5-8,5
|
5,4-6,6
|
|
Сухой
остаток, мг/дм3, не более
|
400
|
5,0
|
|
Жесткость
общая, мг-экв/дм3, не более
|
6,0
|
0,35
|
|
Мутность
по стандартной шкале, мг/дм3, не более
|
1,5
|
-
|
|
Сульфаты(SО42-),
мг/дм3, не более
|
50
|
0,5
|
|
Хлориды(Сl-),
мг/дм3, не более
|
35
|
0,02
|
|
Нитраты(NО3-),
мг/дм3, не более
|
15
|
0,2
|
|
Фосфаты(РО43-),
мг/дм3, не более
|
3,5
|
1,0
|
|
Аммиак,
мг/дм3, не более
|
5,0
|
0,02
|
|
Нефтепродукты,
суммарно, мг/л, не более
|
0,3
|
-
|
|
ХПК,
мг/дм3, не более
|
50
|
-
|
|
Остаточный
хлор, мг/дм3, не более
|
1,7
|
-
|
|
ПАВ,
мг/дм3, не более
|
1,0
|
-
|
|
Ионы
тяжелых металлов, мг/дм3, не более:
|
5,0
|
0,4
|
|
Железо
|
0,1
|
0,05
|
|
Медь
|
0,3
|
0,02
|
|
Никель
|
1,0
|
-
|
|
Цинк
|
1,5
|
0,2
|
|
Хром
трехвалентный
|
0,5
|
-
|
|
Удельная
электропроводность, См/м
|
1*10-3
|
5*10-4
|
Таблица 2.7 - Концентрации основных ингредиентов
в воде на выходе из гальванического производства
|
Наименование
ингредиента
|
Концентрация
основных вредных ингредиентов в воде на выходе из гальванического цеха, мг/л,
не более
|
|
Хром
шестивалентный
|
1000
|
|
Медь
|
30
|
|
Никель
|
50
|
|
Цинк
|
50
|
|
Кадмий
|
15
|
|
Свинец
|
10
|
|
Олово
|
10
|
|
Хлориды
(Сl-)
|
500
|
|
Сульфаты
(SО42-)
|
1000
|
|
Цианиды
(СN-)
|
30
|
|
Нитраты
(NО3-)
|
60
|
|
Аммиак
|
15
|
Таблица 2.8 - Область применения воды
|
Категория
воды
|
Область
применения
|
Дополнительные
указания
|
|
2
|
Приготовление
электролитов и промывка во всех случаях, кроме перечисленных для воды 3-й
категории
|
-
|
|
3
|
Приготовление
электролитов и промывка перед обработкой в электролитах (растворах),
составленных на воде 3-й категории, а также при специальных требованиях к
качеству и внешнему виду, для особо ответственных деталей
|
Вода,
использованная на промывку, может быть применена повторно как вода 2-й
категории
|
3. Технология нанесения покрытия
Таблица 3.1 - Перечень и порядок проведения
операций технологического процесса цианидное цинкование
|
Наименование
|
Состав
|
Режим
|
|
компонент
|
концентрация,
г/л
|
Тем-п-ерату-ра,
°С
|
Вре-мя,
мин
|
Плот-ность
тока, А/дм2
|
состояние
воды в ванне
|
тип
подачи воды в ванну
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
|
1
Монтаж
|
-
|
-
|
-
|
1
|
-
|
-
|
-
|
|
2
Обезжиривание
|
NaOH
|
20-40
|
50-70
|
2-5
|
-
|
-
|
-
|
|
Na3PO4
|
5-15
|
|
|
|
|
|
|
Обезжириватель
ДВ-301
|
1,4-1,9
|
|
|
|
|
|
|
Na2SiO3
|
10-30
|
|
|
|
|
|
|
3
Промывка теплая 1
|
Вода
ГОСТ
|
-
|
50
|
1
|
-
|
проточная
|
прямоточная
|
|
4
Промывка холодная 1
|
Вода
ГОСТ
|
-
|
10
|
1
|
-
|
проточная
|
прямоточная
|
|
5
Травление
|
Н2SO4
|
150-250
|
40-45
|
5-10
|
-
|
-
|
-
|
|
ингибитор
КИ-1
|
3-5
|
|
|
|
|
|
|
6
Промывка холодная 2
|
Вода
с позиции 7
|
-
|
10
|
1
|
-
|
проточная
вода из каскадной ванны 2
|
каскадная
ванна 1
|
|
7
Промывка холодная 3
|
Вода
ГОСТ
|
-
|
10
|
1
|
-
|
проточная
|
каскадная
ванна 2
|
|
8
Нейтрализация
|
Na2CO3
|
50-55
|
20
|
0,3
|
-
|
-
|
-
|
|
9
Промывка холодная 4
|
Вода
с позиции 10
|
-
|
10
|
1
|
-
|
проточная
вода из каскадной ванны 4
|
каскадная
ванна 3
|
|
10
Промывка холодная 5
|
Вода
ГОСТ
|
-
|
10
|
1
|
-
|
проточная
|
каскадная
ванна 4
|
|
11
Цинкование
|
Zn(OH)2
|
10-18
|
15-40
|
0,5-3
|
0,5-2,0
|
-
|
-
|
|
NaOH
|
50-70
|
|
|
|
|
|
|
NaCN
|
20-30
|
|
|
|
|
|
|
Na2SO4
|
0,5-2,0
|
|
|
|
|
|
|
12
Промывка в уловителе
|
Вода
ГОСТ
|
-
|
20
|
1
|
-
|
непроточная
|
проточная
|
|
13
Промывка холодная 6
|
Вода
с позиции 14
|
-
|
10
|
1
|
-
|
проточная
вода из каскадной ванны 6
|
каскадная
ванна 5
|
|
14
Промывка холодная 7
|
Вода
ГОСТ
|
-
|
10
|
1
|
-
|
проточная
|
каскадная
ванна 6
|
|
15
Хроматирование
|
K2Cr2O7
|
150-200
|
15-30
|
0,1-0,3
|
-
|
-
|
-
|
|
H2SO4
|
8-12
|
|
|
|
|
|
|
16
Промывка холодная 8
|
Вода
с позиции 17
|
-
|
10
|
1
|
-
|
проточная
вода из каскадной ванны 8
|
каскадная
ванна 7
|
|
17
Промывка холодная 9
|
Вода
ГОСТ
|
-
|
10
|
1
|
-
|
проточная
|
каскадная
ванна 8
|
|
18
Промывка теплая 2
|
Вода
ГОСТ
|
-
|
50
|
1
|
-
|
непроточная
|
проточная
|
|
19
Сушка
|
-
|
-
|
45-50
|
5
|
-
|
-
|
-
|
|
20
Демонтаж
|
-
|
-
|
-
|
1
|
-
|
-
|
-
|
Таблица 3.2 - Перечень и порядок проведения
операций технологического процесса фосфатирования
|
Наименование
|
Состав
|
Режим
|
|
компонент
|
концентрация,
г/л
|
температура,
°С
|
время,
мин
|
состояние
воды в ванне
|
тип
подачи воды в ванну
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
|
1
Монтаж
|
-
|
-
|
-
|
1
|
-
|
-
|
|
2
Обезжиривание
|
средство
моющее Лабомид
|
20-30
|
60-80
|
3-10
|
-
|
-
|
|
3
Промывка теплая 1
|
Вода
ГОСТ
|
-
|
50
|
1
|
проточная
|
прямоточная
|
|
4
Промывка холодная 1
|
Вода
ГОСТ
|
-
|
10
|
1
|
проточная
|
прямоточная
|
|
5
Травление
|
Н2SO4
|
150-250
|
40-45
|
5-10
|
-
|
-
|
|
ингибитор
КИ-1
|
3-5
|
|
|
|
|
|
6
Промывка холодная 2
|
Вода
с позиции 7
|
-
|
10
|
1
|
проточная
вода из каскадной ванны 2
|
каскадная
ванна 1
|
|
7
Промывка холодная 3
|
Вода
ГОСТ
|
-
|
10
|
1
|
проточная
|
каскадная
ванна 2
|
|
8
Нейтрализация
|
Na2CO3
|
40-50
|
50-60
|
0,5
|
-
|
-
|
|
хозяйственное
мыло
|
20-25
|
|
|
|
|
|
9
Промывка теплая 2
|
Вода
ГОСТ
|
-
|
50
|
1
|
проточная
|
прямоточная
|
|
10
Промывка холодная 4
|
Вода
ГОСТ
|
-
|
10
|
1
|
проточная
|
прямоточная
|
|
11
Фосфатирование
|
H3РО4
|
80-85
|
20-40
|
10-15
|
|
|
|
ZnO
|
15-17
|
|
|
|
|
|
NaNO2
|
1-2
|
|
|
|
|
|
12
Промывка в уловителе
|
Вода
ГОСТ
|
-
|
20
|
1
|
непроточная
|
проточная
|
|
13
Промывка холодная 5
|
Вода
с позиции 14
|
-
|
10
|
1
|
проточная
вода из каскадной ванны 4
|
каскадная
ванна 3
|
|
14
Промывка холодная 6
|
Вода
ГОСТ
|
-
|
10
|
1
|
проточная
|
каскадная
ванна 4
|
|
15
Хроматирование
|
K2Cr2O7
|
55-110
|
70-80
|
5-15
|
-
|
-
|
|
16
Промывка холодная 7
|
Вода
с позиции 17
|
-
|
10
|
1
|
проточная
вода из каскадной ванны 6
|
каскадная
ванна 5
|
|
17
Промывка холодная 8
|
Вода
ГОСТ
|
-
|
10
|
1
|
проточная
|
каскадная
ванна 6
|
|
18
Промывка теплая 3
|
Вода
ГОСТ
|
-
|
50
|
1
|
непроточная
|
проточная
|
|
19
Сушка
|
-
|
-
|
45-50
|
5
|
-
|
|
20
Демонтаж
|
-
|
-
|
-
|
1
|
-
|
-
|
4. Методы очистки стоков сточных вод
[14]
.1 Отстаивание
Отстаивание (или осаждение)
применяют для осаждения из СВ грубо дисперсных примесей. Отстаивание идет под
действием силы тяжести. Аппаратами, для проведения процесса, служат песколовки,
отстойники и осветлители. Осветлители могут одновременно производить
отстаивание вместе с фильтрацией СВ через слой взвешенных частиц.
Песколовки выделяют минеральные и
органические загрязнения (0,2-0,25 мм) из СВ.
Горизонтальные песколовки
представляют резервуар с треугольным или трапецеидальным поперечным сечением.
Глубина песколовок 0,25-1 м. Вода движется в них со скоростью до 0,3 м/с. Из
конического днища собранный осадок направляют на переработку или в отвал.

1 - входной лоток; 2 - отстойная
камера; 3 - входной лоток; 4 - приямок
Рисунок 4.1 - Горизонтальный
отстойник
В вертикальных песколовках СВ
движется восходящим потоком (до 0,05 м/с) по аппарату, сечение которого
прямоугольной или круглой формы., в них СВ движутся с вертикальным восходящим
потоком со скоростью 0,05 м/с.
Конструкция песколовки выбирается от
объема образующихся СВ и концентрации взвешенных частиц.
Горизонтальные отстойники
представляют прямоугольные резервуары с двумя или более работающими
одновременно отделениями. Воду направляют из одного конца отстойника в другой.
Могут применяться также радиальные,
трубчатые и пластинчатые отстойники.
Осветлителями очищают природные воды
и используют их на стадии предварительного осветления СВ на некоторых
производствах.
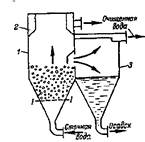
- осветлитель; 2 - желоб; 3 -
осадкоуплотнитель
Рисунок 4.2 - Блок осветлителя
Коагулянт вводят в осветлитель из
нижней его части. Хлопья коагулянта вместе с частицами взвеси поднимаются
вверх, пока скорость выпадения не становится равна скорости восходящего потока
(сечение I-I). Фильтрование воды проходит через слой взвешенного осадка, к
хлопьям которого, происходит прилипание частиц взвеси. Осадок удаляют в
осадкоуплотнитель, а осветленную воду подают на следующую стадию очистки.
Удаление всплывающих примесей - это
тоже отстаивание. Его используют для очистки производственных СВ загрязненными
нефтью, маслами, смолами, жирами. Очистка от всплывающих примесей похожа на
осаждение твердых веществ. Различие заключается в том, что плотность воды
больше плотности загрязняющих частиц.
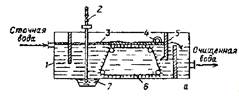
- корпус нефтеловушки; 2 - гидроэлеватор; 3 -
слой нефти;
- нефтесборная труба; 5 - нефтеудерживающая
перегородка;
- скребковый транспортер;7 - приямок для осадка
Рисунок 4.3 - Горизонтальная нефтеловушка
Для улавливания частичек нефти используют
нефтеловушки. Всплывание нефти на поверхность воды происходит в отстойной
камере. При помощи скребкового транспорта нефть подают к нефтесборным трубам,
через которые она удаляется.
Для улавливания жиров применяют жироловушки.
.2 Фильтрование
Фильтрование применяют для выделения из СВ
твердого или жидкого вещества, удалить которое отстаиванием трудно. Разделение
проходит через пористые перегородки. Жидкость проходит через них, загрязнения
задерживаются.
На выбор перегородок влияют следующие параметры:
температура, давление фильтрования, конструкция фильтра и прочие свойства СВ.
Материалом перегородок может быть как металл, в
виде перфорированных листов и сеток, (нержавеющая сталь, алюминий, никель,
медь, латунь и т.д), , так и ткани (асбестаовые, стеклянные, хлопчатобумажные,
шерстяные, из искусственных и синтетических волокон).
Разделение перегородок может быть произведено по
следующим признакам: материал (органические или неорганические), принцип
действия (поверхностные или глубинные) и структура (гибкие или негибкие).
Суспензии с малыми концентрациями твердой фазы
очищают глубинные перегородками, в которых твердая фаза задерживается в порах.
В поры поверхностных перегородок частиц не проникают.
Конструкция фильтров может быть разнообразной,
но ко всем предъявляют следующие требования:
высокоэффективное выделения примесей;
скорость фильтрования максимальна.
Например, используют фильтр с зернистой
перегородкой, для работы которого не требуется высоких давлений, представляет
резервуар с дренажным устройством в нижней части. На дренаж укладывают фильтр и
слой материала, который будет его поддерживать.
В общем случае процесс фильтрование проходит в
три стадии: перенос частиц на слой поверхности вещества; прикрепление к
поверхности; отрыв от поверхности.
Процесс фильтрования различают на:
фильтрование через пленку. Загрязнение, которое
образуется на поверхности фильтра, также является фильтрующим материалом.
Загрязняющие частицы имеют больший размер пор материала фильтра. Примером
такого процесса служат медленные фильтры, работающие на малых скоростях
фильтрования. Их применяют для фильтрования некоагулированных СВ. Фильтр
представлен резервуаром с наличием дренажного устройства, на котором расположен
зернистый слой. К достоинствам относят высокую степень очистки СВ, а к
недостаткам - крупные размеры, высокую стоимость и сложную очистку от осадка.
фильтрование без образования пленки.
Фильтрование при этом идет в толще слоя фильтрующего материала, а частицы
загрязнения удерживаются на его зернах. Данный процесс используется на
скоростных фильтрах.
Скоростные фильтры могут быть как однослойными
(фильтрующим слоем является один материал), так и многослойными.
Фильтр выбирают по следующим факторам: объем
фильтруемых СВ, концентрация загрязнений, степень дисперсности загрязнений,
физико-химические свойства твердой и жидкой фазы, требуемая степень очистки.
Промывку фильтров производят очищенной СВ, ее
подают снизу вверх. Зерна загруженного материала переходят во взвешенное
состояние, и происходит освобождение от прилипших частиц загрязнений.
.3 Ионный обмен
Ионообменная очистка применяется для извлечения
из СВ металлов (цинка, меди, никеля, хрома и др.), а также соединений мышьяка,
фосфора, цианистых соединений и радиоактивных веществ. Методом возможно
извлекать ценные вещества и возвращать их на повторное использование, при
высокой степени очистки воды.
Сущностью ионного обмена является взаимодействие
раствора с твердой фазой, способной обмену ионов на ионы, содержащиеся в
растворе. Твердая фаза называется ионитом. Он практически не растворим в воде.
Ионит, который поглощает положительные ионы, называются катионитом,
отрицательные ионы - анионитом. Первые обладают кислотными свойствами, вторые -
основными. Иониты, обменивающие катионы и анионы, носят название амфотерные.
Иониты могут быть как природные, так и
синтетические, т.е. вещества находящиеся в природе или полученные искусственным
путем.
Примерами неорганических природных ионитов
являются цеолиты, глинистые минералы, полевые шпаты, слюды и др. Неорганические
синтетические иониты - силикагели, труднорастворимые оксиды и гидроксиды
алюминия, хрома и др. К органическим природным ионитам относят гуминовые
кислоты почв и углей.
На практике наибольшее значение имеют
органические искусственные иониты. Они представлены ионообменными смолами с развитой
поверхностью. Смолы имеют углеводородные радикалы, которые образуют
пространственную сетку. На ней фиксированы ионообменные функциональные группы.
Пространственная углеводородная сетка (каркас) называется матрицей, а
обменивающиеся ионы - противоионами. Каждый противоион соединен с
противоположно заряженными ионами, называемыми фиксированными, или анкерными.
Матрицу, при написании ее сокращенно, обозначают
в общем виде (R), а активную группу указывают полностью. Например,
сульфокатиониты записывают как RSO3H. Здесь R - матрица, Н - противоион, SO3 -
анкерный ион.
У катионитов в качестве противоионов могут быть
ионы металлов, т.е. находиться в солевой форме. Таким же образом аниониты могут
находиться в солевой форме, когда противоионом является ион кислоты.
Каждая смола имеет свой температурный предел,
который ограничивает использование.
Регенерирование ионитов ведут растворами кислот
(2-8 %) или щелочей (2-6 %) для катионита и анионита соответственно.
При регенерации катиониты переходят в Н-форму.
Регенерационные растворы - элюаты содержат катионы. Затем, после взрыхления и
промывки, катиониты заряжаются, например, в Na-форму путем пропускания через
них раствора поваренной соли. Тогда Н- функциональные группы, получающиеся при
регенерации катионита кислотой, заменяются на Na-группу, а сам раствор NaCl
превращается в HCl.
Аниониты переходят в ОН-форму. Элюаты
(регенерационные растворы) содержат в сконцентрированном виде все извлеченные
из СВ анионы. При необходимости регенерируемый анионит из ОН-формы можно
перевести в Cl-форму, пропуская раствор NaCl. Элюаты, которые представляют
растворы кислот и щелочей, могут нейтрализовать или обрабатывать для получения
ценных продуктов. Нейтрализуют элюаты смешивая кислые и щелочные или
дополнительно вводят кислоты или щелочи.
Схема ионообменной установки приведена на
рисунке 4.4.

- корпус; 2 - разделительная зона; 3 - слой
смолы; 4 - тарелка
Рисунок 4.4 - Схема ионообменной установки с
движущимся слоем смолы
Непрерывный ионообмен позволяет уменьшить
затраты смолы, реагентов для регенерации, а также используемое оборудование
является более компактным, чем при периодическом процессе.
Требования, предъявляемые для ионообменного
аппарата:
наличие необходимого рабочего объема;
обеспечение гидродинамического режима движения
взаимодействующих фаз;
достаточный уровень насыщения ионообменной
смолы;
малое гидравлическое сопротивление;
капитальные и эксплуатационные затраты должны
быть максимально возможными.
Аппараты могут классифицировать по следующим
признакам:
организация процесса - аппараты непрерывного,
полунепрерывного и периодического действия;
гидродинамический режим - аппараты вытеснения,
смешения и промежуточного типа;
состояние слоя ионита - неподвижный, движущийся,
пульсирующий;
организации взаимного направления движения фаз -
прямоточные, противоточные и смешанный ток;
конструкция - колонные и емкостные.
.4 Электрохимические методы
Электрохимические методы позволяют извлекать из
СВ ценные продукты при простой автоматизированной технологической схеме очистки
без использования химических реагентов. Недостатком методов является большой
расход электроэнергии.
Эффективностью методов служит ряд факторов:
плотность ток, напряжение, выход по току и т.д.
Электрокоагуляция. При прохождении СВ по
межэлектродному пространству электролизера происходят процессы электролиза
воды, поляризации частиц, электрофорез, окислительно-восстановительные
процессы, взаимодействия продуктов электролиза друг с другом.
Используя нерастворимые электроды, коагуляция
может происходить в результате электрофоретических явлений и разряда заряженных
частиц на электродах. Использование данного процесса для очистки СВ возможно
при небольшом содержании коллоидных частиц и низкой устойчивости загрязнений.
Промышленная СВ содержит высокоустойчивые
загрязнения, поэтому проведение электролиза следует с использованием
растворимых стальных или алюминиевых анодов. Металл растворяется под действием
тока, и результатом является переход катионов железа или алюминия, которые образуют
гидроксиды металлов в виде хлопьев. Наступает интенсивная коагуляция.
Факторами, оказывающие влияние на процесс,
являются материал электродов, расстояние между ними, скорость движения СВ между
электродами, ее температура и состав, напряжение и плотность тока.
Метод обладает следующими достоинствами:
компактность установок;
простота управления;
отсутствует потребность в реагентах;
небольшая чувствительность к изменениям условий
проведения процесса очистки (к температуре, рН среды, присутствию токсичных
веществ);
шлам обладает хорошими структурно-механическими
свойствами.
Основным недостатком является повышенный расход
электроэнергии.
Электрокоагуляция находит применение в
химической, нефтехимической, целлюлозно-бумажной, а также пищевой
промышленности.
Аппарат для проведения процесса называется
электрокоагулятором. Жидкость в нем может двигаться в горизонтальном или
вертикальном направлении.
Электродиализ. Простейшая конструкция
электродиализатора, для проведения процесса, состоит из трех камер, разделенных
друг от друга мембранами. В среднюю камеру заливают раствор, а в боковые, где
расположены электроды, - чистую воду. При помощи электрического тока анионы
переносятся в анодное пространство, и на аноде выделяется кислород и образуется
кислота. Одновременно катионы переносятся в катодное пространство. На катоде
выделяется водород и образуется щелочь. Со временем концентрация солей
уменьшается и становится близкой к нулю.
В средней камере идет поступление ионов Н+ и
ОН-, которые образуют воду. Этот процесс замедляет перенос ионов соли к
соответствующим электродам.
На рисунке 4.5 представлены схемы
электродиализатров с различными видами мембран.

Рисунок 4.5 - Схемы электродиализаторов с
пористыми диафрагмами (а)и ионитовыми мембранами (б)
В электродиализаторе имеется две мембраны.
Анионообменная способна пропускать в анодную зону только анионы, а
катионообменная -катионы в катодное пространство.
Электролизеры для очистки воды делают
многокамерными (100-200 камер) с чередующимися катионо- и анионопроницаемыми
мембранами. Электроды помещают в крайних камерах. В многокамерные аппараты
достигают наибольший выход по току.
.5 Химические методы очистки сточных вод
Химическими методами очистки СВ называют
процессы:
нейтрализации;
окисления и восстановления;
удаления ионов тяжелых металлов.
Данные методы объединены расходом различных
реагентов, в связи с чем являются дорогими. Их применение связано с
необходимостью удаления растворимых веществ.
СВ, которые содержат минеральные кислоты или
щелочи, необходимо нейтрализовать перед сбросом в водоемы или перед
использованием в технологических процессах. Воды с рН 6,5-8,5 считаются
нейтральными.
Нейтрализацию проводят различными путями:
смешением кислых и щелочных СВ;
добавлением реагентов;
фильтрованием кислых вод через нейтрализующие
материалы;
абсорбцией кислых газов щелочными водами или
абсорбцией аммиака кислыми водами.
В процессе нейтрализации обычно образуются
осадки.
Нейтрализацию смешением применяют, если на одном
предприятии образуются кислые и щелочные воды, которые не загрязнены другими
компонентами. СВ воды смешивают в емкости мешалкой или воздухом.
При переменной концентрации СВ предусматривают
установку усреднителя.
При избытке кислых или щелочных СВ необходимо
добавить соответствующие реагенты. После нейтрализации появляется возможность
использовать воду повторно, при наличии такой возможности, а осадок проходит обезвоживание
на шламовых площадках или вакуум-фильтрах.
Нейтрализацию кислых вод проводят следующими
реагентами: KOH, NaOH, Na2CO3, NH4OH, CaCO3, MgCO3, доломит (CaCO3∙MgCO3),
цемент. Наиболее дешевым реагентом является Са(ОН)2 с содержанием активной извести
5-10 %. Для нейтрализации возможно применение различных отходы производства.
Выбор реагентов зависит от состава СВ, учитывая
образуется осадок или нет.
Кислотосодержащие СВ могут быть трех видов:
с содержанием слабых кислот (Н2СО3, СН3СООН);
с содержанием сильных кислот (HCl, HNO3);
с содержанием серной и сернистой кислоты.
Для нейтрализации первых двух типов СВ может
быть применен любой названный выше реагент. Соли данных кислот способны хорошо
растворяться в воде.
Кальциевые соли СВ последнего типа практически
не растворимы в воде и выпадают в осадок.
Нейтрализацию СВ известью проводят в
гидравлических смесителях различных типов: дырчатых, перегородчатых, вихревых,
с механическими мешалками или барботажных. Дозирование Са(ОН)2 осуществляется в
виде сухого порошка или в виде известкового молока.
Нейтрализации щелочных СВ проводят различными
кислотами или кислыми газами.
Нейтрализацию фильтрованием кислых вод
осуществляют через нейтрализующие материалы такие как: магнезит, доломит,
известняк, твердые отходы (шлак, зола). Процесс проводится в
фильтрах-нейтрализаторах.
Нейтрализация кислыми газами щелочных вод
проводят отходящими газами, содержащими СО2, SO2, NO2 и др. Используя кислые
газы для нейтрализации, возможно осуществить очистку щелочные СВ, а также
произвести очистку самих газов от вредных компонентов.
Процессы нейтрализации проводят в реакторах с
мешалкой, в распылительных, пленочных и тарельчатых колоннах.
При реагентной очистке могут применяться
окислители и восстановители для перевода ЗВ в необходимую форму.
Применяют обычно следующие окислители: Cl2,
Сa(ClO)2, NaClO, KMnO4, K2Cr2O7, H2O2, O2, O3 и др.
Результатом химического окисления является
переход токсичных загрязнений в менее токсичные, которые удаляют из воды. На
очистку окислителями требуется большой расходом реагентов, и применение ее
обосновано тогда, когда вещества, загрязняющие СВ, нецелесообразно или нельзя
извлечь другими способами. Например, очистка от цианидов, растворенных
соединений мышьяка и др.
Очистку восстановлением используют, когда СВ
содержат легко восстанавливаемые вещества, например соединения ртути, хрома или
мышьяка.
Для удаления из СВ ионов тяжелых металлов (Hg2+,
Cr6+, Cd2+, Zn2+, Pb2+, Cu2+, Ni2+, As2+ и др.) наиболее широко применяют
реагентные методы, суть которых заключается в переводе растворимых в воде
веществ в нерастворимые, добавляя различные реагенты, с последующим отделением
их от воды в виде осадков. Недостаток - безвозвратная потеря ценных веществ с
осадками.
Реагентами для удаления из СВ ионов тяжелых металлов
могут быть Ca(OH)2, NaOH, Na2CO3, Na2S, а также различные отходы (шлаки).
Наиболее широко применяют Ca(OH)2. Металлы
осаждаются в виде гидроксидов. Процесс проводят при различных значениях рН,
зависящих от природы металлов (рН гидратообразования).
Несмотря на то, что в СВ могут содержать катионы
нескольких металлов, применять для удаления каждого из них специфического
осадителя невозможно. Поэтому СВ обрабатывают обычно Ca(OH)2, с помощью
которого одновременно идет осаждение катионов тяжелых металлов в виде
гидроксосолей, гидроксидов и карбонатов. Совместное осаждение нескольких
металлов позволяет достить наиболее высоких показателей осаждения.
Использование щелочных реагентов для обработки
СВ позволяет снизить содержание тяжелых металлов до величин, сопоставимых с ПДК
для водоемов санитарно-бытового пользования. Если необходима более глубокая
очистка (например, сброс в рыбохозяйственные водоемы), то использование
щелочных реагентов не дает необходимого эффекта.
Сульфид натрия позволяет провести более глубокую
очистку СВ от тяжелых металлов. Это связано с тем, что растворимость сульфидов
тяжелых металлов значительно меньше растворимости любых других
труднорастворимых соединений. Кроме того, осаждение сульфидов происходит при
более низком значении рН, чем гидроксидов и карбонатов.
Недостатком является образование большого
количества труднообезвоживаемого шлама. Кроме того, очищенная вода содержит
большое количество солей кальция, поэтому ее трудно использовать в оборотном
водоснабжении.
. Технологическая схема малоотходного
производства Zn и ФОС
стальных
изделий и локальной очистки сточных вод и воздуха
Технологическая схема процессов представлена на
новой странице.
Исходная деталь поступает в гальванический цех
для цинкования, где происходит ее монтаж на подвесы. Для удаления пленки жира
деталь подвергают химическому обезжириванию в ванне, далее деталь поступает в
ванну промыки, сначала в теплую воду в проточной ванне, а затем холодную.
Промывку проводят в течение 1 минуты, путем погружения детали в ванну промывки.
Затем деталь подвергают травлению в ванне , с
целью удаления окалины, ржавчины и оксидов с поверхности. После травления
деталь промывают в холодной воде в каскадной ванне, путем их погружения в воду
в течение 1 минуты.
Для нейтрализации кислоты деталь погружают в
ванну нейтрализации, и затем промывают в холодной водой в каскадной ванне,
путем ее погружения в воду в течение 1 минуты.
После подготовительных операций деталь поступает
в ванну цинкования, в которой происходит нанесение основного покрытия. Затем
деталь промывается в ванне-уловителе, с целью уменьшения потерь электролита и
последующего его использования. Затем детали промывают холодной водой в
каскадной ванне путем их погружения в воду на 1 минуту.
После промывки детали поступают в ванну
хроматирования, с целью повышения защитных свойств основного покрытия и
улучшения товарного вида. Затем детали промывается сначала холодной водой в
каскадной ванне, а затем теплой водой в проточной ванне, для облегчения
процесса сушки.
Заключительными операциями являются сушка в
сушильном шкафу, путем обогрева теплым воздухом, и демонтаж с подвесов.
Фосфатирование имеет схожую последовательность
операции с цинкованием, состав ванн и режим проведения между собой отличаются.
- монтаж; 2 - ванна обезжиривания; 3 - ванна
промывки; 4 - ванна травления; 5 - ванна нейтрализации; 6 - ванна цинкования; 7
- ванна-уловитель; 8 - ванна хроматирования; 9 - сушильный шкаф; 10 - демонтаж;
11 - ванна фосфатирования; 12 - вентиль запорный; 13 - вентиль регулирующий; 14
- расходомер; 15 - конденсатоотводчик; 16 - вертикальный отстойник; 17 -
емкость; 18 - реактор; 19 - барабанный вакуум-фильтр; 20 - электрокоагулятор;
21 - фильтр-пресс; 22 - электродиализатор; 23 - катионообменный фильтр; 24 -
анионообменный фильтр
Рисунок 5.1 - Технологическая схема
Деталь поступает на монтаж, затем проводится
обезжиривание, далее промывают в теплой и холодной воде, дальше проводят
травление и промывку в холодной воде в каскадной ванне, следующим шагом
проводят нейтрализацию, а после промывки в теплой и холодной воде. После
проведенных операций деталь отправляется в ванну фосфатирования, затем в
ванну-уловитель и каскадную промывку в холодной воде, далее проводят
хроматирование и промывки в каскадной ванне холодной водой и в ванной с теплой
водой. Последними операциями деталь сушат и проводят демонтаж.
Очистка кислотно-щелочных стоков происходит
следующим образом. Концентрированные стоки кислот и щелочей поступают в
отдельные емкости, по заполнению которых стоки сливают в емкость с
кислотно-щелочными стоками промывок. Далее воды поступают в реактор, где воды
доводят до необходимого значения рН. Следующим шагом воды поступают в
электрокоагулятор, где растворяются алюминиевые электроды и происходит осаждение
тяжелых металлов. Дальше воды проходят барабанный вакуум-фильтр, который
обеспечивает дополнительную очистку от тяжелых металлов. Осадок от
вакуум-фильтра и электрокоагулятора отправляется в отвал. Заключительной
стадией СВ проходит электродиализатоор и направляется на повторное
использование, а кислотный и щелочной экстракты собираются в емкость, где их
доводят до необходимого значения рН и сбрасывают в канализацию.
Очистка цианидных стоков проводится реагентной
очисткой. Все стоки попадают в реактор, где к ним добавляют гипохлорит. После
реакции разложения цианидов СВ направляется в вертикальный отстойник, в котором
она делится на стоки сбрасываемые в канализацию и шлам. Шламовые воды после
накопления в емкости попадают в барабанный вакуум-фильтр, после которого
образуется осадок в производство и вода, сбрасываемая в канализацию. Для
уменьшения негативного влияния на окружающую среду предусмотрена установка
катионообменного и анионообменного фильтров. После фильтрации этими фильтрами
воду возможно использовать в оборот, на нужды производства. Образующиеся
кислотно-щелочные стоки при регенерации фильтров направляются в емкость
накопления кислотно-щелочных стоков и подвергаются очистке.
Очистка хромсодержащих стоков идет две стадии.
Сначала шестивалентный хром востанавливается при помощи сульфата железа до
трехвалентного. На второй стадии добавляют щелочь, переводят трехвалентный хром
в гидроксид хрома (III), нерастворимое в воде соединение. После очистки от
хрома СВ поступает в фильтр-пресс, где гидроксид хрома (III) отделяют, а
осветленная вода поступает в емкость кислотно-щелочных стоков для возврата в
оборот.
Очистка воздуха рабочей зоны осуществляется
бортовыми отсосами и приточно-вытяжной вентиляцией, большая часть веществ,
которые могут принести вред рабочему, удаляются бортовыми отсосами. Испарения
из ванны засасываются им, после стоит фильтр очистки воздуха. Далее воздух по
каналу вентилятором выбрасывается в атмосферу. К этой системе подключены все
ванны на производстве, которые могут быть потенциально опасны для рабочего.
Принципиальная схема приведена на рисунке ниже.
- бортовой отсос; 2 - фильтр; 3 - вентилятор
Рисунок 5.2 - Схема очистки воздуха
6. Расчет материального баланса по
технологическим процессам
.1 Цианидное цинкование
6.1.1 Расчет гальванической линии
[1]
Годовая программа цинкования
составляет 23000 м2 стальных деталей II группы сложности профиля, режим работы
гальванического цеха двухсменный (действительный годовой фонд времени работы
оборудования при работе в две смены с учетом потерь составляет 3810 ч); толщина
6-9 мкм, средняя толщина покрытия 8 мкм с хроматной пассивацией. Допустимое
количество бракованных изделий составляет 2 %. Составы растворов и
соответствующие технологические режимы приведены ранее.
Расчет продолжительности цинкования:
 , (6.1)
, (6.1)
где  - толщина покрытия, мкм;
- толщина покрытия, мкм;
 - удельный вес осаждаемого металла,
г/см3 (
- удельный вес осаждаемого металла,
г/см3 ( 7,13 г/см3);
7,13 г/см3);
 - плотность тока, А/м2;- электрохимический
эквивалент осаждаемого металла, г/(А·ч)
- плотность тока, А/м2;- электрохимический
эквивалент осаждаемого металла, г/(А·ч)
( );
);
ВТ - выход металла по току, %;
- коэффициент перевода часов в
минуты.
 .
.
Количество ванн каждого вида
покрытий и других лимитирующих (по времени выдержки деталей в них)
технологических операций определяют по формуле:
 , (6.2)
, (6.2)
где N - количество ванн (округляется
до целого числа в большую сторону);- годовая программа, м2;
 - продолжительность процесса в
ванне, мин;
- продолжительность процесса в
ванне, мин;
 - продолжительность загрузки -
выгрузки ванн, мин;- количество рядов катодных штанг в ванне при обработке
деталей на подвесках, шт;- единовременная загрузка ванны, м2;
- продолжительность загрузки -
выгрузки ванн, мин;- количество рядов катодных штанг в ванне при обработке
деталей на подвесках, шт;- единовременная загрузка ванны, м2;
 - действительный годовой фонд
времени работы оборудования, ч;
- действительный годовой фонд
времени работы оборудования, ч;
 - коэффициент загрузки линии или
ванны.
- коэффициент загрузки линии или
ванны.
Лимитирующей операцией является
цинкование, поэтому расчет количества ванн проводим только для этой операций,
количество остальных ванн принимаем по одной для каждой операции.
Для рассматриваемой линии выбираем
ванну с внутренними размерами 1000 × 500 × 800 мм, длина
катодной штанги 1,0 м, единовременная загрузка ванны 0,7 м2. Действительный
годовой фонд времени работы автоматизированного оборудования при
двухсменной работе составляет 3810 ч. Коэффициент загрузки ванн
принимаем 0,8.
Подставляем принятые значения в
формулу и определяем количество ванн цинкования:

принимаем 
После определения количества ванн
рассчитаем ритм Ri работы по каждой i-й лимитирующей операции (мин/загрузку) по
формуле:
 , (6.3)
, (6.3)
где - продолжительность процесса в
ванне, мин;
- продолжительность загрузки -
выгрузки ванн, мин;
- коэффициент загрузки линии или
ванны;- количество ванн, шт.
Ритм работы по операции цинкования
Исходя из ритма работы линии
определяют производительность F линии (м2/ч) определяют по формуле:
 , (6.4)
, (6.4)
где f - единовременная загрузка
ванны, м2;
 - ритм работы линии цинкования.
- ритм работы линии цинкования.

С учетом заданной возможной величины
брака 2 %, производительность линии цинкования по нанесению годных покрытий
будет меньше производительности ванн цинкования на величину брака:
 (6.5)
(6.5)
 .
.
.1.2 Расчет годового расхода анодов
и химикатов [1]
Расход растворимых анодов
определяется полезным расходом металла, идущего на покрытие деталей с учетом
брака, технологически неизбежными потерями и технологическими отходами:
 (6.6)
(6.6)
где  - расход растворимых анодов, г;
- расход растворимых анодов, г;
 - покрываемая поверхность (годовая
программа), м2;
- покрываемая поверхность (годовая
программа), м2;
- толщина покрытия, мкм;
- удельный вес анодного материала,
г/см3;
 - величина брака, %;
- величина брака, %;
 - технологически неизбежные потери
металла (кроме серебра и золота) из-за покрытия неизолированных частей подвесок
или катодных контактов в колоколах и барабанах, шламообразования анодов и угара
при переплавке, г;
- технологически неизбежные потери
металла (кроме серебра и золота) из-за покрытия неизолированных частей подвесок
или катодных контактов в колоколах и барабанах, шламообразования анодов и угара
при переплавке, г;
 - технологические отходы,
образующиеся в виде неиспользуемых остатков анодов и в виде стружки при
сверлении отверстий, г.
- технологические отходы,
образующиеся в виде неиспользуемых остатков анодов и в виде стружки при
сверлении отверстий, г.
Технологически неизбежные потери и
технологические отходы в сумме составляют 6 % от полезного расхода металла,
поэтому расход растворимых анодов составляет:
 , (6.7)
, (6.7)
Расход растворимых цинковых анодов
составляет

Расход химикатов (компонентов
технологических растворов) обусловлен их полезным расходом на образование
покрытия, технологически неизбежными потерями, сменой отработанных растворов и
приготовлением растворов при первичном запуске оборудования:
 , (6.8)
, (6.8)
где  - годовой расход химикатов, г;
- годовой расход химикатов, г;
 - полезный расход химикатов на
образование покрытия, г;
- полезный расход химикатов на
образование покрытия, г;
 - технологически неизбежные потери
химикатов, г;
- технологически неизбежные потери
химикатов, г;
 - расход химикатов при замене
отработанного раствора, г;
- расход химикатов при замене
отработанного раствора, г;
 - расход химикатов на приготовление
растворов при первичном запуске оборудования, г.
- расход химикатов на приготовление
растворов при первичном запуске оборудования, г.
Технологически неизбежные потери
включают в себя:
уменьшение содержания компонентов за
счет химического взаимодействия с материалом деталей, продуктами коррозии и
жировыми загрязнениями;
унос растворов деталями и
приспособлениями при выгрузке их из ванны;
унос растворов в виде аэрозолей и
капель в вентиляционные каналы для вентилируемых ванн;
потери при фильтрации растворов и
чистке ванн;
потери при приготовлении и
корректировании растворов;
потери при регенерации электролитов
под током.
Технологически неизбежные потери
химиката рассчитывают по формуле:
 , (6.9)
, (6.9)
где Н - норматив технологически
неизбежных потерь, л/м2;
К - поправочный коэффициент;-
годовая программа нанесения покрытия, м2/год;
α - количество бракованных
покрытий, %;
с0 - концентрация химиката в
технологическом растворе, г/л.
Нормативы технологически неизбежных
потерь (Н) зависят от сложности профиля деталей и характеристики оборудования и
установлены в л раствора на 1 м2 при обработке II группы сложности на подвесках
в стационарных ваннах, а в других случаях умножаются на поправочные
коэффициенты.
Расход химикатов при замене
отработанного раствора (Рсм, кг/год) определяют по формуле:
 , (6.10)
, (6.10)
где Рсм - расход химиката при замене
раствора, кг/год;
с - концентрация химиката в
технологическом растворе, кг/л; - годовая программа нанесения покрытия, м2/год;
- величина брака, %;
Ксм - удельная работоспособность
технологических растворов.
Расход химикатов на приготовление
растворов при запуске оборудования определяют на основании рабочего объема
ванны и рецептурного содержания компонентов по формуле:
 , (6.11)
, (6.11)
где  - расход химиката при запуске
оборудования, кг;
- расход химиката при запуске
оборудования, кг;
с0 - максимальная концентрация
химиката в технологическом растворе, г/л;- объем ванны, л.
При нанесении покрытий из цианистых
растворов полезный расход и технологически неизбежные потери цианистого натрия
рассчитывают по формуле:
 (6.12)
(6.12)
Норматив расхода цианистого натрия
рассчитывают по формуле:
 (6.13)
(6.13)
где  - норматив расхода цианистого
натрия, г/м2;
- норматив расхода цианистого
натрия, г/м2;
 - концентрация цианистого натрия в
электролите, г/л;
- концентрация цианистого натрия в
электролите, г/л;
- средняя толщина покрытия, мкм;
 - потери электролита за счет уноса
с деталями и приспособлениями, л/м2, = 0,090 л/м2;
- потери электролита за счет уноса
с деталями и приспособлениями, л/м2, = 0,090 л/м2;
 - потери электролита при
корректировании, фильтровании и анализе, л/м2, = 0,05 л/м2;
- потери электролита при
корректировании, фильтровании и анализе, л/м2, = 0,05 л/м2;
 - потери цианистого натрия за счет
окисления на аноде и карбонизации при нанесении покрытия 1 м2 толщиной 1мкм,
г/(м2 ·мкм),
- потери цианистого натрия за счет
окисления на аноде и карбонизации при нанесении покрытия 1 м2 толщиной 1мкм,
г/(м2 ·мкм),  = 2,95 г/(м2
мкм);
= 2,95 г/(м2
мкм);
 - потери электролита за счет уноса
в вентиляцию, л/(м2· мкм), = 0,015 л/(м2· мкм).
- потери электролита за счет уноса
в вентиляцию, л/(м2· мкм), = 0,015 л/(м2· мкм).
 .
.
Годовой расход реагентов по
операциям рассчитаем по формулам (6.8 - 6.11):
PO4
 ,
,
 ,
,
 ,
,
 .
.
Годовой расход реагентов по всем
операциям представлен в таблице 6.1.
Таблица 6.1 - Годовой расход реагентов
для нанесения покрытий
|
Операция
|
Реагент
|
,
кг/год кг/год кг/год кг/год кг/год кг/год кг/год
|
|
|
|
|
Обезжиривание
|
Na3PO4
|
220,52
|
187,68
|
3,2
|
411,40
|
|
NaOH
|
661,57
|
561,04
|
9,6
|
1234,21
|
|
Na2SiO3
|
441,05
|
375,36
|
6,4
|
822,81
|
|
обезжиривтель
ДВ-301
|
37,49
|
31,91
|
0,54
|
69,94
|
|
Травление
|
Н2SO4
|
4410,48
|
6256
|
64
|
10730,48
|
|
ингибитор
КИ-1
|
88,21
|
125,12
|
1,28
|
214,61
|
|
Нейтрализация
|
Na2CO3
|
602,45
|
502,04
|
17,12
|
1121,62
|
|
Цинкование
|
Zn(OH)2
|
65,69
|
6,59
|
4,48
|
76,74
|
|
NaOH
|
287,52
|
28,15
|
19,2
|
328,87
|
|
Na2SO4
|
5,86
|
0,59
|
0,4
|
6,85
|
|
NaCN
|
|
|
|
706,146
|
|
Пассивация
|
K2Cr2O7
|
1970,64
|
5474
|
56
|
7500,64
|
|
H2SO4
|
35,19
|
312,8
|
3,2
|
351,19
|
6.1.3 Расчет расхода воды на
промывку [15]
После обезжиривания (схема промывки
Т - П - П) расход воды на промывку рассчитывается по формуле:
 (6.14)
(6.14)
где Q - расход воды на промывку,
л/ч;
- количество одинарных ванн
промывки;- удельный вынос (унос) раствора, л/м2 (q=0,2 л/ м2);- площадь
обрабатываемой поверхности в единицу времени (производительность линии или
технологической ванны), м2/ч;
К - кратность разбавления.
Кратность разбавления определяется
по формуле:
 (6.15)
(6.15)
где с0 - концентрация отмываемого
компонента в технологической ванне, г/л;
сn - предельная концентрация
отмываемого компонента в последней (по ходу движения деталей) ступени промывки,
г/л).
Концентрации всех компонентов в
ваннах обезжиривания и осветления пересчитывают на общую щелочность едкого
натра, используя коэффициенты пересчета: 0,315 для тринатрийфосфата, 0,656 для
жидкого стекла, 0,755 для кальцинированной соды.
с0=30+10 0,315+200,656=46,27 г/л;
0,315+200,656=46,27 г/л;
с0=53,50,755=40,3925 г/л;
Расход воды на промывку представлен
в таблице 6.2.
Таблица 6.2 - Расход воды на
промывку
|
Операция
|
Схема
промывки
|
Формула
для расчета
|
Расход
воды  ,
л /ч ,
л /ч
|
|
Обезжиривание
|
Т
- П - П
|
 60 60
|
|
|
Травление
|
Т
- 2КП
|
 80 80
|
|
|
Нейтрализация
|
Т
- 2KП
|
40
|
|
|
Цинкование
|
Т
- У - 2КП
|
 60 60
|
|
|
Пассивации
|
Т
- 2КП- П
|
 70 70
|
|
|
Суммарный
расход воды
|
310
|
Умножим суммарный расход воды на действительный
годовой фонд времени:
 .
.
Рассчитаем массу воды:
 .
.
.1.4 Расчет материального баланса
цианидного цинкования [16]
Годовой расход реагентов представлен
в таблице 6.1.
Годовой унос реагентов из
технологической ванны с деталями рассчитывается по формуле:
 , (6.16)PO4
, (6.16)PO4

Материальный баланс процесса
цианидного цинкование приведен в таблице 6.3.
Таблица 6.3 - Материальный баланс
процесса цианидного цинкования
|
Приход
|
Расход
|
|
Статья
баланса
|
кг/год
|
%
|
Статья
баланса
|
кг/год
|
%
|
|
1
|
2
|
3
|
4
|
5
|
6
|
|
Обезжиривание
|
|
NaOH
|
1234,21
|
0,102
|
NaOH
|
1096,21
|
0,091
|
|
|
|
Унос
NaOH
|
138
|
0,011
|
|
Na3PO4
|
411,40
|
0,034
|
Na3PO4
|
365,40
|
0,030
|
|
|
|
Унос
Na3PO4
|
46
|
0,004
|
|
Обезжириватель
ДВ-301
|
69,94
|
0,006
|
Обезжириватель
ДВ-301
|
62,12
|
0,005
|
|
|
|
Унос
обезжиривателя ДВ-301
|
7,82
|
0,001
|
|
Na2SiO3
|
822,81
|
0,068
|
Na2SiO3
|
730,81
|
0,061
|
|
|
|
Унос
Na2SiO3
|
92
|
0,007
|
|
Травление
|
|
Н2SO4
|
10730,48
|
0,889
|
Н2SO4
|
9810,48
|
0,813
|
|
|
|
Унос
Н2SO4
|
920
|
0,076
|
|
Ингибитор
КИ-1
|
214,61
|
0,018
|
Ингибитор
КИ-1
|
196,21
|
0,016
|
|
|
|
Унос
ингибитора КИ-1
|
18,4
|
0,002
|
|
Нейтрализация
|
|
Na2CO3
|
1121,62
|
0,093
|
Na2CO3
|
875,52
|
0,073
|
|
|
|
Унос
Na2CO3
|
246,1
|
0,020
|
|
Цинкование
|
|
Zn(OH)2
|
76,74
|
0,006
|
Zn(OH)2
|
12,34
|
0,001
|
|
|
|
Унос
Zn(OH)2
|
64,4
|
0,005
|
|
NaOH
|
328,87
|
0,027
|
NaOH
|
52,87
|
0,004
|
|
|
|
Унос
NaOH
|
276
|
0,023
|
|
NaCN
|
706,146
|
0,058
|
NaCN
|
567,146
|
0,049
|
|
|
|
Унос
NaCN
|
115
|
0,009
|
|
Na2SO4
|
6,85
|
0,001
|
Na2SO4
|
1,10
|
0,0002
|
|
|
|
Унос
Na2SO4
|
5,75
|
0,0008
|
|
Пассивация
|
|
K2Cr2O7
|
7500,64
|
0,622
|
K2Cr2O7
|
6695,64
|
0,555
|
|
|
|
Унос
K2Cr2O7
|
805
|
0,067
|
|
H2SO4
|
351,19
|
0,029
|
H2SO4
|
305,19
|
0,025
|
|
|
|
Унос
H2SO4
|
46
|
0,004
|
|
Растворимые
аноды
|
1418,45
|
0,118
|
Масса
покрытия
|
1333,34
|
0,111
|
|
|
|
Технологически
неизбежные потери и отходы от растворимых анодов
|
85,11
|
0,007
|
|
Вода
|
1181100
|
97,928
|
Вода
|
1181100
|
97,928
|
|
Итого:
|
1206093,953
|
100
|
Итого:
|
1206093,953
|
100
|
6.1.5 Расчет материального баланса
процесса очистки циансодержащих сточных вод [1]
При обезвреживании циансодержащих СВ хлорной
известью протекает реакция:
NaCN + 2CaOCl2 + O2(из воздуха) = 2Ca(CNO)2 +
4NaCl 6.17
Так как гипохлорит кальция берется в избытке (α
= 1,2 - 1,25), то реакция протекает следующим
образом:
2NaCN + CaOCl2 + 2O2(из
воздуха)
= CaO + N2 + 2CO2 + 2NaCl 6.18
Образующийся оксид кальция взаимодействует с
водой:
+ H2O = Ca(OH)2 6.19
Используя формулу:
 , (6.20)
, (6.20)
где  - масса первого и второго веществ
соответственно, кг;
- масса первого и второго веществ
соответственно, кг;
 - молярная масса первого и второго
веществ соответственно, кг/кмоль.
- молярная масса первого и второго
веществ соответственно, кг/кмоль.
Рассчитаем массы веществ,
участвующих в реакции, и продуктов. Расчет представим в виде таблицы 6.4.
Таблица 6.4 - Расчет веществ,
участвующих в реакциях, и продуктов
|
Вещество
|
Молярная
масса, кг/кмоль
|
Число
моль по реакции
|
Масса,
кг
|
|
NaCN
СaOCl2 CaOCl2(изб) α=1,2
O2 CaO N2 CO2 NaCl H2O Ca(OH)2
|
49
126 32 56 28 44 58 18 74
|
2
1 2 1 1 2 2 1 1
|
115
146,41 173,292 73,35 64,18 34,09 102,86 132,95 25,261 86,121
|
Материальный баланс процесса очистки
циансодержащих СВ представлен в виде таблицы 6.5.
Таблица 6.5 - Материальный баланс процесса
очистки циансодержащих СВ
|
Приход
|
Расход
|
|
Статья
баланса
|
кг/год
|
%
|
Статья
баланса
|
кг/год
|
%
|
|
NaCN
СaOCl2 O2 H2O
|
115
173,292 73,350 25,261
|
29,72
44,79 18,96 6,53
|
Ca(OH)2 N2 CO2 NaCl СaOCl2
|
86,121
34,090 102,860 132,950 30,882
|
22,26
8,81 26,58 34,37 7,98
|
|
Итого:
|
386,903
|
100
|
Итого:
|
386,903
|
100
|
6.2 Фосфатирование
.2.1 Расчет гальванической линии
Годовая программа фосфатирования составляет
23000 м2 стальных деталей II группы сложности профиля, режим работы
гальванического цеха двухсменный (действительный годовой фонд времени работы
оборудования при работе в две смены составляет 3810 ч, с учетом потерь);
толщина 4-6 мкм, средняя толщина покрытия 5 мкм с хроматной пассивацией.
Допустимое количество бракованных изделий составляет 2 %. Продолжительность
фосфатирования принимаем 10 мин. Составы растворов и соответствующие
технологические режимы приведены ранее.
Лимитирующей операцией является фосфатирование,
поэтому расчет количества ванн проводим только для этой операций, количество
остальных ванн принимаем по одной для каждой операции.
Для рассматриваемой линии выбираем
ванну с внутренними размерами 1000 × 500 × 800 мм,
единовременная загрузка ванны 0,7 м2. Действительный годовой фонд времени
работы автоматизированного оборудования при двухсменной работе составляет
3810 ч. Коэффициент загрузки ванн принимаем 0,8.
Подставляем принятые значения в
формулу (6.2) и определяем количество ванн фосфатирования:

принимаем 
После определения количества ванн
рассчитаем ритм Ri работы по формуле (6.3):

Исходя из ритма работы линии
определяют производительность F линии (м2/ч) определяют по формуле (6.4):
С учетом заданной возможной величины брака 2 %,
производительность линии фосфатирования по нанесению годных покрытий будет
меньше производительности ванн фосфатирования на величину брака:
 .
.
.2.2 Расчет годового расхода химикатов
[1]
Расход химикатов (компонентов
технологических растворов) ведется по формулам (6.8-6.11):
SO4
 ,
,
 ,
,
 ,
,
 .
.
Годовой расход реагентов по всем
операциям представлен в таблице 6.6.
Таблица 6.6 - Годовой расход реагентов для
нанесения покрытий
|
Операция
|
Реагент
|
 ,
кг/годкг/годкг/год
кг/год ,
кг/годкг/годкг/год
кг/год
|
|
|
|
|
Обезжиривание
|
средство
моющее Лабомид
|
551,31
|
469,2
|
8
|
1028,51
|
|
Травление
|
Н2SO4
|
3859,17
|
5474
|
56
|
9389,17
|
|
ингибитор
КИ-1
|
88,21
|
125,12
|
1,28
|
214,61
|
|
Нейтрализация
|
Na2CO3
|
380,05
|
844,56
|
14,4
|
1239,01
|
|
хозяйственное
мыло
|
190,03
|
422,28
|
7,2
|
619,51
|
|
Фосфатирование
|
H3РО4
|
2322,54
|
1683
|
26,4
|
4031,94
|
|
ZnO
|
450,43
|
326,4
|
5,12
|
781,95
|
|
NaNO2
|
42,23
|
30,6
|
0,48
|
73,31
|
|
Пассивация
|
K2Cr2O7
|
879,75
|
1005,43
|
24
|
1909,18
|
6.2.3 Расчет расхода воды на
промывку [15]
Расход воды на промывку
рассчитывается по формулам (6.14-6.15). Для стадии обезжиривания расход
составит:
 .
.
Расход воды на промывку представлен
в таблице 6.7.
Таблица 6.7 - Расход воды на
промывку
|
Операция
|
Схема
промывки
|
Формула
для расчета
|
Расход
воды  ,
л /ч ,
л /ч
|
|
Обезжиривание
|
Т
- П - П
|
 35 35
|
|
|
Травление
|
Т
- 2КП
|
75
|
|
|
Нейтрализация
|
Т
- П - П
|
65
|
|
|
Фосфатирование
|
Т
- У - 2КП
|
45
|
|
|
Пассивации
|
Т
- 2КП- П
|
 50 50
|
|
|
Суммарный
расход воды
|
270
|
Умножим суммарный расход воды на действительный
годовой фонд времени:
 .
.
Рассчитаем массу воды:
 .
.
.2.4 Расчет материального баланса
операции фосфатирование [16]
Площадь единовременной загрузки
ванны  , площадь
одной детали примем
, площадь
одной детали примем  . Тогда
число деталей в ванне при одной загрузке будет равно
. Тогда
число деталей в ванне при одной загрузке будет равно  .
.
Толщина покрытия 5 мкм, тогда объем
фосфатов, осадившихся на одной детали рассчитаем по формуле:
 , (6.21)
, (6.21)
где  - толщина покрытия, м.
- толщина покрытия, м.
 .
.
Массу фосфатов, осадившихся на
детали, рассчитаем по формуле:
 , (6.22)
, (6.22)
где  - плотность фосфата цинка, кг/м3.
- плотность фосфата цинка, кг/м3.
 кг.
кг.
+ + 2H3PО4 → Zn(Н2РО4)2 + Н2
6.22+ + Zn(Н2РО4)2 → ZnНРО4 + Н2 6.24+ + 2 ZnНРО4 → Zn3(РО4)2 + Н2
6.25
Общей реакцией является:
Zn2+ + 4H3PО4 → Zn3(РО4)2 +
4Н2 6.25
По формуле (6.20) произведем расчет
материального баланса операции фосфатирование и представим данные в виде
таблицы 6.8.
Таблица 6.8 - материальный баланс по
операции фосфатирование
|
Приход
|
Расход
|
|
Статья
баланса
|
г/0,4
м2
|
%
|
Статья
баланса
|
г/0,4
м2
|
%
|
|
Zn2+
|
5,39
|
39,88
|
Zn3(РО4)2
|
7,99
|
97,97
|
|
H3PО4
|
8,12
|
60,12
|
H2
|
0,17
|
2,03
|
|
Итого:
|
13,51
|
|
Итого:
|
8,16
|
|
Расчет относительной ошибки материального
баланса по операции фосфатирование можно рассчитать по формуле:
 , (6.26)
, (6.26)
где  - суммарный приход, г/0,4 м2;
- суммарный приход, г/0,4 м2;
 - суммарный расход, г/0,4 м2.
- суммарный расход, г/0,4 м2.
 %.
%.
Большая относительная ошибка
получается вследствие того, что в процессе фосфатирования использовались ионы
цинка, а не соединение ZnO, не учтен анион О2- и соединение, которое он
образует.
.2.5 Расчет материального баланса
фосфатирования [16]
Годовой расход реагентов представлен
в таблице 6.6.
Годовой унос реагентов из
технологической ванны с деталями рассчитывается по формуле (6.16):
SO4

Материальный баланс по процессу
приведен в таблице 6.9.
Таблица 6.9 - Материальный баланс
процесса фосфатирование
|
Приход
|
Расход
|
|
Статья
баланса
|
кг/год
|
%
|
Статья
баланса
|
кг/год
|
%
|
|
|
1
|
2
|
3
|
4
|
5
|
6
|
|
|
Обезжиривание
|
|
Средство
моющее Лабомид
|
1028,51
|
0,1
|
Средство
моющее Лабомид
|
913,51
|
0,09
|
|
|
|
Унос
средства моющего Лабомид
|
115
|
0,01
|
|
Травление
|
|
Н2SO4
|
9389,17
|
0,9
|
Н2SO4
|
8584,17
|
0,82
|
|
|
|
Унос
Н2SO4
|
805
|
0,08
|
|
Ингибитор
КИ-1
|
214,64
|
0,02
|
Ингибитор
КИ-1
|
196,21
|
0,019
|
|
|
|
Унос
ингибитора КИ-1
|
18,4
|
0,001
|
|
Нейтрализация
|
|
Na2CO3
|
1239,01
|
0,12
|
Na2CO3
|
1032,01
|
0,1
|
|
|
|
Унос
Na2CO3
|
207
|
0,02
|
|
Хозяйственное
мыло
|
619,51
|
0,06
|
Хозяйственное
мыло
|
516,01
|
0,05
|
|
|
|
Унос
хозяйственного мыла
|
103,5
|
0,01
|
|
Фосфатирование
|
|
H3РО4
|
4031,94
|
0,38
|
H3РО4
|
3185,52
|
0,3
|
|
|
|
Унос
H3РО4
|
379,5
|
0,04
|
|
|
|
Расход
H3РО4
|
466,92
|
0,04
|
|
ZnO
|
781,95
|
0,07
|
Прочие
потери
|
239,05
|
0,023
|
|
|
|
Унос
ZnO
|
73,6
|
0,007
|
|
|
|
Zn3(РО4)2
|
459,77
|
0,044
|
|
|
|
H2
|
9,53
|
0,001
|
|
NaNO2
|
73,31
|
0,01
|
NaNO2
|
66,41
|
0,006
|
|
|
|
Унос
NaNO2
|
6,9
|
0,001
|
|
Пассивация
|
|
K2Cr2O7
|
1909,18
|
0,18
|
K2Cr2O7
|
1564,19
|
0,15
|
|
|
|
Унос
K2Cr2O7
|
345
|
0,03
|
|
Вода
|
1028700
|
98,16
|
Вода
|
1028700
|
98,16
|
|
Итого:
|
1047987,22
|
100
|
Итого:
|
1047987,19
|
100
|
|
|
|
|
|
|
|
|
|
|
6.3 Расчет очистки воздуха [16]
Воздух рабочей зоны составляет очень
важную составляющую при производстве деталей. Для того чтобы не допустить
ухудшение состояние здоровья рабочего, воздух в помещении должен
соответствовать требованиям.
У ванн с растворами, которые могут
выделять опасные соединения, устанавливают бортовые отсосы. На основании
литературных источников по формуле ниже рассчитано удаляемое количество
воздуха.
 , (6.27)
, (6.27)
где  - внутренняя ширина ванны, м;
- внутренняя ширина ванны, м;
 - внутренняя длина ванны, м;
- внутренняя длина ванны, м;
 - расстояние от зеркала раствора до
борта ванны, м;
- расстояние от зеркала раствора до
борта ванны, м;
 - коэффициент, учитывающий разность
температур раствора и воздуха в помещении;
- коэффициент, учитывающий разность
температур раствора и воздуха в помещении;
 - коэффициент, учитывающий
токсичность и интенсивность выделения вредных веществ;
- коэффициент, учитывающий
токсичность и интенсивность выделения вредных веществ;
 - коэффициент, учитывающий тип
отсоса;
- коэффициент, учитывающий тип
отсоса;
 - коэффициент, учитывающий
воздушное перемешивание;
- коэффициент, учитывающий
воздушное перемешивание;
 - коэффициент, учитывающий укрытие
зеркала раствора поплавками;
- коэффициент, учитывающий укрытие
зеркала раствора поплавками;
 - коэффициент, учитывающий укрытие
зеркала раствора пенным слоем путем введения ПАВ.
- коэффициент, учитывающий укрытие
зеркала раствора пенным слоем путем введения ПАВ.
Для одной ванны химического
обезжиривания линии цинкования количество удаляемого воздуха составит:
 м3/ч
м3/ч
В таблице (6.9) представлены
результаты расчетов объема удаляемого воздуха, а также аппарат для очистки
воздуха.
Таблица 6.10 - Объем удаляемого
воздуха и аппарат для его очистки
|
Операция
|
Объем
удаляемого воздуха, м3/ч
|
Аппарат
|
|
Цинкование
|
Обезжиривание
|
865
|
фильтр-туманоуловитель
ФВГ-Т
|
|
Травление
|
1190
|
фильтр-туманоуловитель
ФВГ-Т
|
|
Нейтрализация
|
825
|
фильтр-туманоуловитель
ФВГ-Т
|
|
Цинкование
|
1205
|
фильтр-туманоуловитель
ФВГ-С-Ц
|
|
Хроматирование
|
295
|
фильтр-туманоуловитель
ФВГ-Т
|
|
Фосфатирование
|
Обезжиривание
|
945
|
фильтр-туманоуловитель
ФВГ-Т
|
|
Травление
|
1190
|
фильтр-туманоуловитель
ФВГ-Т
|
|
Нейтрализация
|
825
|
фильтр-туманоуловитель
ФВГ-Т
|
|
Фосфатирование
|
785
|
фильтр-туманоуловитель
ФВГ-Т
|
|
Хроматирование
|
985
|
фильтр-туманоуловитель
ФВГ-Т
|
7. Расчет электрокоагулятора [17]
Доза коагулирующего иона подбирается
экспериментально. Примем Д=60 г/м3. Часовой расход алюминия, который
необходимо ввести в обрабатываемую воду:
 , (7.1)
, (7.1)
где  - расход кислотно-щелочных СВ,
м3/ч.
- расход кислотно-щелочных СВ,
м3/ч.
 г/ч.
г/ч.
Сила тока, обеспечивающая
растворение алюминия:
 , (7.2)
, (7.2)
где  - электрохимический эквивалент
алюминия, г/А (
- электрохимический эквивалент
алюминия, г/А ( г/А);
г/А);
 - выход алюминия по току, (
- выход алюминия по току, ( ).
).
 А.
А.
Рабочая поверхность анодов  определяется
из условия оптимальной плотности тока (
определяется
из условия оптимальной плотности тока ( А/м2):
А/м2):
 , (7.3)
, (7.3)
 м2.
м2.
Необходимая толщина анодов с учетом
их износа:
 , (7.4)
, (7.4)
где  - удельный вес алюминия, т/м3;
- удельный вес алюминия, т/м3;  - расчетная
продолжительность работы одного пакета электродов, сут.
- расчетная
продолжительность работы одного пакета электродов, сут.
 м.
м.
Принимаем толщину анодов 6 мм. Принимаем
размеры пластин электрода в соответствии с конструкцией электролизера:
 , (7.5)
, (7.5)
где  - ширина электрода, м (
- ширина электрода, м ( м);
м);  - высота
электрода, м (
- высота
электрода, м ( м).
м).
 м2.
м2.
Общее количество анодов:
 , (7.6)
, (7.6)  шт.
шт.
Общее количество электродов:
 , (7.7)
, (7.7)
 шт.
шт.
Ширина электролизера:
 , (7.8)
, (7.8)
где  -
расстояние между электродом и корпусом электролизера, м (
-
расстояние между электродом и корпусом электролизера, м ( м).
м).
 м.
м.
Длина электролизера:
 , (7.9)
, (7.9)
где - расстояние между
электродами, м ( м);
м);
 - количество
электродов в одном аппарате.
- количество
электродов в одном аппарате.
 м.
м.
Высота электролизера:
 , (7.10)
, (7.10)
где  -
расстояние от электрода до дна, м;
-
расстояние от электрода до дна, м;
 - расстояние от
электрода до поверхности воды, м.
- расстояние от
электрода до поверхности воды, м.
 м.
м.
Строительная высота:
 , (7.11)
, (7.11)
 м.
м.
Объем воды в электролизере:
 , (7.12)
, (7.12)
 м3/ч.
м3/ч.
Время пребывания воды в электролизере:
 , (7.13)
, (7.13)
 ч.
ч.
Скорость потока воды в электролизере:
 , (7.14)
, (7.14)
 м/ч.
м/ч.
Требуемая мощность:
 , (7.15)
, (7.15)
 кВт.
кВт.
Удельный расход электроэнергии:
 , (7.16)
, (7.16)
 кВт
кВт ч/м3.
ч/м3.
Количество аппаратов:
 , (7.17)
, (7.17)
 шт.
шт.
8. Основные аппараты процесса цинкования,
фосфатирования, процессов утилизации и регенерации сточных вод
8.1 Технологическая ванна [13]
От назначения ванны возможно
применение различных типов корпусов ванн. Корпус ванны, показанный на рисунке
8.1, используется для таких технологических операций как: электролитичекое нанесение
покрытия, травление, улавливание, декапирование, пассивирование, осветление,
оксидирование, окрашивание алюминия, нейтрализация, химическое и
электрохимическое полирование, удаление некачественных покрытий, и др.
Для холодных и горячих промывок, химического
и электрохимического обезжиривания, травления алюминия используют ванны на
корпусе которых есть карман (рисунок 8.2).
Корпуса ванн, показанных на рисунках
8.3 и 8.4, предназначены для ванн двух- и трехступенчатой противоточной
промывки.
Вода, в ванны многоступенчатой
противоточной промывки, поступает в последнюю секцию, которая наиболее удалена
от кармана, и переливается в следующую секцию до тех пор, пока не достигнет
кармана, а из него вода попадает на очистку. Промывка деталей осуществляется навстречу
потоку воды, т. е. сначала деталь попадает в наиболее «грязную» секцию, которая
расположена рядом с карманом, далее в следующую и так до тех пор, пока не
попадает в последнюю «чистую» секцию. Применение противоточной каскадной
промывки сокращает расход воды.
Рисунок 8.1 - Корпус ванны без
кармана

Рисунок 8.2 - Корпус ванны с карманом

Рисунок 8.3 - Корпус ванны двухкаскадной
промывки

Рисунок 8.4 - Корпус ванны трехкаскадной
промывки
Корпуса ванн для холодной промывки,
декапирования, цинкования, улавливания, осветления, пассивирования изготовляют
из Ст3.
Внутренние стенки ванн желательно футеровать винипластом
или пластикатом, что предохраняет растворы ванн от попадания в них загрязнений
материала стенок.
Изготовление корпусов ванн для операций
обезжиривания и горячей промывки производят сталью 12Х18Н10Т. Футеровка у
данных ванн не требуется.
Добавка в сталь титана предохраняет ее от
межкристаллитной коррозии, наиболее опасного вида коррозии, которая, не
разрушая зерен металла, продвигается внутрь по их менее стойким границам. Почти
не оставляя следов на поверхности, эта коррозия может привести к полной потере
прочности и разрушению детали или конструкции.
Из всех относительно доступных металлов титан
наиболее коррозионностоек. Сравнительно высокая его стоимость оправдывается
большим экономическим эффектом, химической стойкостью его к воздействию различных
сред.
Процессом футеровки называется облицовка
внутренних поверхностей корпусов гальванических ванн химически стойкими
материалами, которые не только защищают стенки ванн от разрушения, но и
предохраняет раствор от загрязнений продуктами растворения материала стенок.
Материал футеровки выбирают исходя от физических
свойств раствора (агрессивность электролита, температура), а также размеров
ванны и других эксплуатационных условий.
Для футеровки активно используют пластмассовые
или металлические материалы, резину или керамическую плитку. В настоящее время
наибольшее применение в практике защиты корпусного гальванического оборудования
находят пластмасса и металл, защищенный от коррозии, а также резина.
Объясняется это менее трудоемкой по сравнению с облицовкой керамической плиткой
технологией нанесения покрытия, позволяющей применять средства механизации при
подготовке поверхности и нанесении покрытия, менее строгими требованиями к
жесткости корпуса ванны, а также есть возможность защитить оборудование, которое
имеет не только плоские внутренние поверхности.
В гальванических цехах для нагрева растворов в
ваннах используют в качестве теплоносителя насыщенный и перегретый пар,
электроэнергию, горячую воду.
Для нагрева растворов в ваннах теплоносителем
может быть насыщенный и перегретый пар, электроэнергия, горячая вода. При
рабочих температурах растворов 80-90 °С и ниже применение насыщенного пара
является предпочтительным, так как такой способ нагрева является наиболее
дешевым и безопасным. Нагревателем является паровой змеевик. Он может быть
изготовлен из углеродистой стали, коррозионностойкой хромоникелевой стали.
Располагаться может у боковой стенки ванны, боковой змеевик, (рисунок 8.5) или
на дне ванны, донный змеевик, (рисунок 8.6).
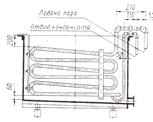
Рисунок 8.5 - Боковой змеевик
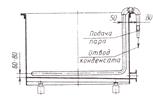
Рисунок 8.6 - Донный змеевик
Разновидностью нагрева раствора является нагрев
пароводяной рубашкой (рисунок 8.7). При таком способе нагрева раствора пар и
вода поступают в тройник 3 одновременно, смешиваются в нем и в барботер 4
поступает горячая вода, которая через отверстия попадает в рубашку и нагревает
в ней воду. Верхний, более холодный слой воды при этом сливается в канализацию
через патрубок 12 к воронку 11. Сечение патрубка 12 принимается примерно в 4
раза большим, чем диаметр барботера. Отверстии в барботере расположены
несколькими группами. Диаметр этих отверстий в небольших по длине ваннах
принимается 2-4 мм, а в более длинных ваннах 3-6 мм. Диаметр этих отверстий увеличивается
по мере их удаления от начала барботера. Для более равномерного нагрева водяной
рубашки барботер может иметь две параллельные трубы, расположенные под дном
ванны 2.
Пароводяная рубашка нагревает ванну медленнее,
чем паровой змеевик. Однако при правильно выбранном объеме она гораздо точнее
поддерживает заданную температуру раствора в рабочей ванне. Объем рубашки
должен составлять 40-60 % от объема раствора в рабочей ванне, а уровень
растворов в обеих ваннах принимается примерно одинаковым или немного большим в
рубашке. Температуру раствора в ванне хромирования при таких соотношениях можно
поддерживать с точностью ±1 °С.
- внешняя ванна; 2 - рабочая ванна; 3 - тройник;
4 - барботер; 5 - патрубок слива воды из рубашки; 6 - ножка ванны; 7, 10 -
обвязка уголков; 8 - ножка рабочей ванны; 9 - опора; 11 - воронка; 12 -
патрубок
Рисунок 8.7 - Ванна с пароводяной рубашкой
8.2 Электрокоагулятор [18]
Электрокоагуляторы могут быть
горизонтальными или вертикальными. Он обычно представляет корпус прямоугольной
или цилиндрической формы, в который находится электродная система - ряд
электродов. СВ протекает между электродами, которые могут располагаться по
вертикали, а по форме бывают плоскими и цилиндрическими. Соединение с электродами
осуществляется двумя токопроводящими медными шинами, крепящиеся к корпусу. При
растворении алюминиевых анодов вода обогащается ионами Al3+, которые под
действием растворенного в воде кислорода переходит в гидроксид.
Простейший электрокоагулятор
представляет собой проточный резервуар с внутренним диэлектрическим покрытием.

Рисунок 8.8 - Электрокоагулятор, вид спереди и
сверху
8.3 Электродиализатор [18]
В промышленных условиях применяются
электродиализаторы с ионитовыми мембранами и с пористыми диафрагмами. На
рисунке 9.9 показана принципиальная схема электродиализатора. Электродиализатор
состоит из корпуса с катодом и анодом, в котором в чередующемся порядке
укреплены катионитовые (К) и анионитовые (А) мембраны, образующие между собой
рассольные и дилюатные (обессоливающие) камеры. При пропускании электрического
тока катионы движутся в направлении к катоду, проникают через катионитовые
мембраны, и задерживаются анионитовыми. Анионы движутся к аноду, проникают
через анионитовые мембраны и задерживаются катионитовыми мембранами. В
результате такого движения анионы и катионы через мембраны выводятся в смежные
камеры. Мембраны выполняются прямоугольной формы или в виде рулонов из
термопластичного полимерного связующего материала или порошка. Электроды
изготавливаются из платинированного титана. Обессоленная вода удаляется из
четных камер, а концентрированный рассол из нечетных.
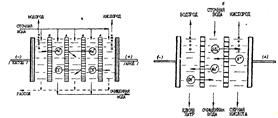
Рисунок 8.9 - Схема электродиализатора с ионитовыми
мембранами (а) и с пористыми диафрагмами (б)
8.4 Барабанный вакуум-фильтр и
пресс-фильтр [18]
- барабан; 2 - перегородки; 3 -
распределительная головка; 4 - корыто;
- нож для срезания осадка;
- распределитель воды для промывания
осадка;
, 8 - трубы для откачки
соответственно отфильтрованной жидкости и
промывной воды; 9 - труба для подачи
сжатого воздуха
Рисунок 8.10 - Барабанный
вакуум-фильтр непрерывного действия
Разделение происходит из-за разности
давлений, создаваемых вакуум-насосом, над фильтрующей перегородкой и под ней.
Вакуум-фильтры могут быть как периодического, так и непрерывного действия.
Вакуум-фильтр непрерывного действия
представляет горизонтальный вращающийся барабан, изнутри разделённый радиальными
герметичными перегородками на отдельные ячейки, которые соединяются трубками с
распределительной головкой. Вакуум создается в ячейках по мере вращения
барабана. При вращении барабан проходит зону фильтрации, где жидкость
засасывается в барабан, а твёрдые частицы оседают на фильтрующей ткани. Промыв
осадок водой, барабан входит в зону сушки воздухом, а затем обезвоженный осадок
удаляют. Внутри барабана подаётся сжатый воздух, а осадок с его поверхности
срезается ножом.
Известны также дисковые, ленточные,
тарельчатые, карусельные и др. вакуум-фильтры непрерывного действия.
Вакуум-фильтры широко применяют в химической и др. отраслях промышленности.
Движущей силой фильтрования
пресс-фильтром является напор подаваемой в аппарат суспензии. Суспензия под
давлением поступает внутрь пакета плотно сжатых фильтровальных плит (плит и
рам), которые обычно обтягиваются фильтровальной тканью. Твердая фаза
задерживается на поверхности фильтровального полотна, а жидкая фаза проходит
через мелкие поры фильтроткани, а далее системой каналов выводится из фильтра.
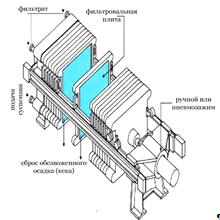
Рисунок 8.11 - Фильтр-пресс
8.5 Ионообменный фильтр [18]

- провальная решетка; 2 -
беспровальная решетка;
- ионообменная колонна; 4 - кольцевой
сливной желоб;
- коническая воронка; 6 - переточная
воронка; 7 - аэролифт;
- регенерационная колонна; 9 -
промывная колонна
Рисунок 8.12 - Ионообменная
установка
Схема ионообменной установки
показана на рисунке выше. Ионообменная колонна (3) по высоте снабжена
беспровальными решетками (2) и провальной (1). В беспровальных решетках
смонтированы конические переточные воронки (6). В верхней части колонны
предусмотрен кольцевой сливной желоб (4) и коническая воронка (5) для подачи
ионита. СВ подается в нижней части колонны и перемешивается с определенной
скоростью снизу вверх, создавая на беспровальных решетках взвешенный слой
ионита. Очищенная вода отводится из колонны через кольцевой желоб. При
насыщении ионита увеличивается его плотность, поэтому он перемещается по
решеткам с верхнего слоя в нижний через переточные воронки. Насыщенный ионит
отводится из конического днища колонны при помощи аэролифта (7), подается
сверху в регенерационную колонну (8), а регенерационный раствор поступает в
колонну снизу. Из колонны отрегенерированный ионит подается в промывную колонну
(9). Отмытый ионит снова возвращается в ионообменную колонну.
8.6 Бортовой отсос
Принцип работы бортового отсоса, состоит в том,
что воздух, который всасывается с большой скоростью через узкую заборную щель
отсоса, образует над зеркалом раствора сильную горизонтальную струю
("факел"). "Факел" сбивает выбрасываемые из раствора газы и
капли, заставляя основную массу капель упасть обратно в ванну, а газы и
остальные капли увлекаются в отсос.
"Факел" бортового отсоса ослабевает с
удалением от заборной щели. Односторонний отсос делают при ширине ванны менее
600 мм. На более широких ваннах делают отсосы с двух противоположных сторон
ванны. Бортовые отсосы не устанавливают с трех или четырех сторон, это
затрудняет вентиляцию из-за образующихся завихрений, которые не дают
вентилировать значительную часть зеркала раствора.
В зависимости от типа ванн применяют местные
отсосы с щелью всасывания в горизонтальной плоскости (опрокинутые) (рис. 8.13,
а, б, в, г) и в вертикальной плоскости (простые или обычные) (рис. 8.13, д, е).
Кроме того используется передувка (рис. 8.13, в, г).
Бортовые отсосы располагают по длинным сторонам
ванн.
Щель бортового отсоса располагается вплотную к
краю ванны и ниже катодных и анодных штанг, чтобы штанги не забрызгивало
раствором.
Опрокинутые бортовые отсосы уменьшают
энергетические затраты на вентиляцию за счёт образования над зеркалом раствора
более благоприятной зоны всасывания. Использование отсосов приводит к увеличению
ширины и емкости ванны, т.к. они занимают внутри ванны по 100 мм ширины зеркала
ванны с каждой стороны.
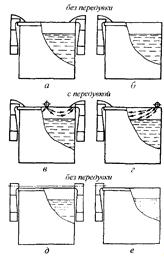
а, в - двухбортные опрокинутые; б, г -
однобортные опрокинутые;
г - однобортный обычный; д - двухбортный обычный
9. Безопасные условия труда и расчет
приточно-вытяжной вентиляции [19]
.1 Характеристика проектируемого объекта
В настоящее время гальваническое производство
играет огромную роль в машиностроении. Необходимость защитить металл от
воздействий окружающей среды ведет к созданию защитного покрытия, в создании
которого применяют опасные вещества. Производственные условия отличаются
повышенной влажностью, значительной концентрацией вредных паров и газов,
дисперсных туманов и брызг электролитов. Все это пагубно влияет на здоровье
рабочего персонала, вызывая различные заболевания. Применение охраны труда
позволяет защитить рабочий персона.
В данном проекте разрабатываются две линии
нанесения покрытия и очисткой от них СВ и воздуха. В обоих случаях используются
вредные для человека вещества и образуются новые токсичные соединения.
Таблица 9.1 - Свойства веществ по
токсичности [20 - 23]
|
Вещество
|
Токсическое
действие
|
ПДКр.з,
мг/м3
|
ПДКм.р,
мг/м3
|
ПДКс.с,
мг/м3
|
ПДКк.б,
мг/л
|
Класс
опасности
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
|
NaOH
|
Действует
на ткани прожигающим образом
|
0,5
|
-
|
0,5
|
0,5
|
II
|
|
Na3PO4
|
-
|
10
|
-
|
-
|
3,5
|
II
|
|
Na2SiO3
|
-
|
0,5
|
-
|
-
|
30
|
II
|
|
Н2SO4
|
Раздражает
и прижигает слизистые верхних дыхательных путей, поражает легкие. Попав на
кожу вызывает тяжелые ожоги
|
1
|
0,3
|
0,1
|
500
|
II
|
|
Na2CO3
|
Наблюдается
изъязвление слизистой носа. Вдыхание вызывает раздражение дыхательных путей
|
2
|
0,1
|
0,05
|
-
|
III
|
|
Zn(OH)2
|
|
0,5
|
1,5
|
0,5
|
1
|
II
|
|
NaCN
|
Вызывает
нарушение тканевого дыхания
|
0,3
|
-
|
-
|
0,035
|
I
|
|
Na2SO4
|
|
10
|
0,3
|
0,1
|
500
|
IV
|
|
HCN
|
Вызывает
нарушение тканевого дыхания
|
0,3
|
-
|
0,01
|
0,035
|
I
|
|
H3РО4
|
Пары
вызывают атрофические процессы в слизистой оболочке,
|
10
|
-
|
-
|
3,5
|
II
|
|
ZnO
|
Вдыхание
пыли зызывает заболевание «литейная лихорадка»
|
0,5
|
1,5
|
0,5
|
1
|
II
|
|
NaNO2
|
Вызывает
раширение сосудов и образует в крови метгемоглобин
|
0,1
|
-
|
-
|
3,3
|
II
|
|
K2Cr2O7
|
Вызывает
раздражение кожи и слизистых, поражает органы дыхания, поражает печень,
почки, желудочно-кишечный тракт, сердечно-сосудистую систему
|
0,01
|
0,03
|
-
|
0,05
|
I
|
|
CrO3
|
Вызывает
раздражение кожи и слизистых, поражает органы дыхания, поражает печень,
почки, желудочно-кишечный тракт, сердечно-сосудистую систему
|
0,01
|
0,03
|
0,0015
|
0,05
|
I
|
ПДКр.з - это концентрация вредного вещества в
воздухе рабочей зоны, эта концентрация не должна вызывать у работающих при ежедневном
вдыхании в течение 8 часов и не более 40 часов в неделю за всё время рабочего
стажа, каких-либо заболеваний или отклонений от нормального состояния здоровья,
которое могло бы быть обнаружены современным методами исследования
непосредственно во время работы или в отдалённые сроки. Рабочая зона -
пространство, высота до 2-х метров над уровнем пола или площадки, на которой
расположены работающие.
ПДКм.р - максимальная 20-30 минутная
концентрация, при воздействии которой у человека не возникают рефлекторные
реакции (задержка дыхания, изменение биопотенциалов коры головного мозга,
ощущение запаха, раздражение слизистых и т.п.), а при регламентированной
частоте повторных воздействий (не менее 99 % проб) не развиваются подострые
эффекты неспецифического и специфического характера (увеличение обращаемости за
медицинской помощью по поводу обострения заболеваний легких, сердца и т.п.).
ПДКс.с - это средне суточная концентрация
вредного вещества в воздухе населённых мест. Эта концентрация не должна
оказывать прямого или косвенного вредного воздействия на организм человека в
условиях неопределённо долгого круглосуточного вдыхания.
ПДКк.б - это максимальная концентрация ЗВ в
водоемах относящихся к статусу культурно-бытовых.
Взрыво-пожароопасные свойства веществ
Из перечисленных выше веществ, некоторые из них
являются пожаро- и взрывоопасные. Это синильная и серная кислоты. Их
характеристики на основании основании литературных источников представлены
ниже.
Таблица 9.2 - Пожаро- и
взрывоопасные вещества [24]
|
Вещество
|
Ткип,
°С
|
Твс,
°С
|
Тсв,
°С
|
Спрн,
г/м3
|
Спрв,
г/м3
|
|
HCN
|
25,6
|
18
|
-
|
62
|
440
|
|
H2SO4
|
330
|
-
|
-
|
-
|
-
|
|
H2
|
-
|
-
|
530
|
3,4
|
66,4
|
Ткип - температура, при которой происходит
кипение жидкости, находящейся под постоянным давлением. Температура кипения
соответствует температуре насыщенного пара над плоской поверхностью кипящей
жидкости, так как сама жидкость всегда несколько перегрета относительно
температуры кипения.
Твс - наименьшая температура летучего
конденсированного вещества, при которой пары над поверхностью вещества способны
вспыхивать в воздухе под воздействием источника зажигания, однако устойчивое
горение после удаления источника зажигания не возникает.
Тсв - наименьшая температура горючего вещества,
при нагреве до которой происходит резкое увеличение скорости экзотермических
объёмных реакций, приводящее к возникновению пламенного горения и/или взрыва.
Эта температура требуется для достижения энергии активации реакции горения.
Спрн - это наименьшая концентрация газов или
паров горючих жидкостей в воздухе, при которой происходит взрыв смеси от
соприкосновения с огнем или искрой.
Спрв - это наибольшая концентрация газов или
паров горючих жидкостей в воздухе, при которой взрыв смеси от соприкосновения с
огнем или искрой невозможен.
Взрыво-пожароопасность производста
Образующиеся пары удаляются
бортовыми отсосами, расположенными на ваннах основных операций, т.о. категория
помещения линий цинкования и фосфатирования является В4, это означает что
удельная пожарная нагрузка на участке составляет 1-180 МДж∙м-2, в
соответствии с литературными данными [25].
Таблица 9.3 - Категория помещения
|
Наименование
участка
|
Категория
помещения
|
Характеристики
веществ и материалов в помещении
|
|
Гальванический
цех для нанесения цинкового и фосфатного покрытий
|
В4
|
Горячие
электролиты
|
.2 Характеристика возможных опасностей
К технологическим процессам предъявляют
требования безопасности, которые устанавливаются исходя из потенциальных
опасностей и вредностей. Так при химическом обезжиривании присутствует
повышенная температура поверхность оборудования и материала, а также повышенная
загазованность парами щелочных растворов. Анализ всех возможных воздействий
представлен в таблице ниже.
Из всех перечисленных операций возможными
последствиями могут быть: внешние и внутренние электрические травмы, электрический
удар, электрический шок, термические и химические ожоги, химическое отравление.
Основную возможную опасность представляют физические факторы, при возникновении
аварийной ситуации к ним добавляются химические факторы.
Таблица 9.4 - Характеристика
возможных опасностей [26, 27]
|
Фактор
|
Источник
|
Фактическое
значение фактора
|
Нормативное
значение фактора
|
Последствия
|
|
Опасный
уровень напряжения в электрической цепи
|
Цианидное
цинкование
|
20-30
В
|
12
В
|
Электрические
травмы (внешние и внутренние), электрический удар, электрический шок
|
|
Повышенная
температура поверхности оборудования
|
Обезжиривание
|
50-80
оС
|
51
оС
|
Термический
ожог
|
|
Хроматирование
|
70-80
оС
|
|
|
|
Раздражающее
действие
|
Обезжиривание
|
1
мг/м3
|
0,5
мг/м3
|
Раздражает
и прижигает слизистые верхних дыхательных путей, поражает легкие. Попав на
кожу вызывает ожоги
|
|
Травление
|
2
мг/м3
|
1
мг/м3
|
|
|
Токсическое
действие
|
Хроматирование
|
0,02
мг/м3
|
0,01
мг/м3
|
Вызывает
раздражение кожи и слизистых, поражает органы дыхания, поражает печень,
почки, желудочно-кишечный тракт, сердечно-сосудистую систему
|
.3 Безопасность технологического процесса и
оборудования
Для обеспечения безопасности по операциям
проводят мероприятия и также используют СИЗ на рабочих местах. Основным
мероприятием обеспечения безопасности труда является автоматизация и
механизация труда, когда контакт рабочего с опасными факторами сведен к
минимуму.
В таблице ниже представлены возможные
мероприятия.
Таблица 9.5 - Мероприятия и
средства, обеспечивающие безопасность труда [26]
|
Операция
|
Мероприятия
обеспечивающие безопасность труда
|
СИЗ
|
|
Химическое
обезжиривание
|
Механизация
или автоматизация, применение вентиляции и местных отсосов, применение
блокировочных систем
|
Хлопчатобумажные
комбинезоны, прорезиненные фартуки, резиновые сапоги, резиновые перчатки
|
|
Травление
химическое
|
Механизация
или автоматизация, применение вентиляции и местных отсосов, применение
блокировочных систем
|
Резиновые
перчатки, защитные очки, хлопчатобумажные халаты
|
|
Цианидное
цинкование
|
Механизация
или автоматизация, применение вентиляции и местных отсосов, обеспечение
электробезопасности, применение блокировочных систем
|
Халаты
из кислотостойкой ткани, прорезиненные фартуки, резиновые перчатки, резиновые
сапоги, защитные очки
|
|
Фосфатирование
|
Применение
вентиляции и местных отсосов, применение блокировочных систем, применение
экранов, кожухов и других ограждений
|
Халаты
из кислотостойкой ткани, прорезиненные фартуки, резиновые перчатки и сапоги
|
|
Хроматирование
|
Применение
вентиляции и местных отсосов, применение блокировочных систем, применение
экранов, кожухов и других ограждений
|
Халаты
из кислотостойкой ткани, прорезиненные фартуки, резиновые перчатки и сапоги
|
.4 Электробезопасность
Характеристика помещения по степени опасности
поражения током представлена в таблице ниже.
Таблица 9.6 - Характеристика
помещения по степени опасности поражения током [28]
|
Наименование
помещения, участка
|
Класс
помещения
|
Характеристика
помещения по степени опасности поражения током
|
Класс
взрывопожароопасности (помещения) по ПУЭ
|
|
Гальванический
цех для нанесения цинкового и фосфатного покрытий
|
Особо
опасное
|
Сырость
(относительная влажность воздуха 75%), химически активная среда (содержатся
агрессивные газы, пары, жидкости, образуются отложения или плесень,
действующие разрушающе на изоляцию и токоведущие части электрооборудования)
|
В-Iб
|
В-Iб - помещение производства, связанного с
обращением газообразного водорода, в котором по условиям технологического
процесса исключается образование взрывоопасной смеси в объеме, превышающем 5 %
свободного объема помещения.
Оборудование следует выбирать в
соответствии с ПУЭ [29] в зависимости от характеристики помещения.
В цехе находятся электрические
установки постоянного и переменного тока. Постоянный ток применяется для
питания гальванических ванн напряжение 6 В, а переменный ток применяется при
освещении, а также для работы некоторого подъемно-транспортного оборудования:
110 В, 220 В.
Все корпуса электрооборудования
заземлены при помощи нулевого провода. При поражении электрическим током
персонал цеха должен уметь оказывать помощь: устранить очаг поражения,
отключить ток. При потере сознания пострадавшего необходимо вынести на свежий
воздух, освободить от стесняющей одежды и, при необходимости, применить
искусственное дыхание.
.5 Производственная санитария
В соответствии с СанПиН [30]
проектируемый объект относится к 3 классу, следовательно, граница СЗЗ равна
300м.
Немало важную роль в процессе
производственной деятельности играет микроклимат. Показатели микроклимата
должны обеспечивать сохранение теплового баланса человека с окружающей средой и
поддержание оптимального или допустимого теплового состояния организма.
Требования к микроклимату
производственных помещений представлены в таблице ниже.
Таблица 9.7 - Допустимые параметры
микроклимата в рабочей зоне
производственных помещений [31]
|
Наименование
помещения, участка
|
Категория
работ
|
Сезон
года
|
Температура,
°С
|
Относите-льная
влажность, %
|
Скорость
движения воздуха, м/с
|
|
|
|
диапазон
ниже оптимальных величин
|
диапазон
выше оптимальных величин
|
|
|
|
|
|
|
|
|
не
менее
|
не
более
|
|
Гальванический
цех для нанесения цинкового и фосфатного покрытий
|
IIб
|
Холод-ный
|
15,0-16,9
|
19,1-22,0
|
15-75
|
0,2
|
0,4
|
|
IIб
|
Теплый
|
16,0-18,9
|
21,1-27,0
|
15-75
|
0,2
|
0,5
|
К категории IIб относятся работы с
интенсивностью энергозатрат 201-250 ккал/ч (233-290 Вт), связанные с ходьбой,
перемещением и переноской тяжестей до 10 кг и сопровождающиеся умеренным
физическим напряжением.
С учетом количества технологического
оборудования цеха, площадь на одного работника составит 70 м2. В цехе работают
2 человека, т.о. общая рабочая площадь составляет 140 м2, значение
удовлетворяет площади цеха размером 15х10х4,2 м.
Отопление и вентиляция
При работе гальванической линии в воздух рабочей
зоны выделяются вредные вещества (газы, аэрозоль электролита, пары). С целью
уменьшить выделения вредных веществ, выделяющихся от ванн, применяют местную
вентиляцию (бортовые отсосы). Однако не все технологические ванны могут быть
снабжены бортовыми отсосами и с поверхности этих ванн так же выделяются ЗВ, для
их удаления применяют общеобменную вытяжную вентиляцию. В данном проекте у всех
технологические ванн, кроме промывочных, имеются бортовые отсосы.
Для компенсации удаляемого местными
отсосами воздуха предусматривают механический приток, при этом должен
обеспечиваться не менее чем трехкратный воздухообмен в час. Приточный воздух
следует подавать в верхнюю зону помещения, обеспечивая скорость движения
воздуха в рабочей зоне не более 0,3 м/с [1, 32, 33]. Так как в помещении
установлены открытые ванны, снабженные бортовыми отсосами, рекомендуется рассеянная
подача приточного воздуха в верхнюю зону (выше 2 м от пола). Свежий воздух
подается через неподвижные решетки, устанавливаемые в наружных стенах,
поступает в камеры, где расположены калориферы. Калориферы предназначены для
нагрева воздуха в зимнее время. Из камеры воздух распределяется по помещению
при помощи центробежных вентиляторов по воздуховодам.
При смежном расположении
гальванических и травильных отделений с помещениями других производств, не
имеющими вредных выделений и пыли, приточный воздух следует подавать в
количестве 95% oт расчётного объёма отсасываемого воздуха.
Для расчета приточно-вытяжной
вентиляции, определим коэффициент кратности воздухообмена в помещении.
 (9.1)
(9.1)
где  - объем воздуха, удаляемый
вентиляцией, м3/ч;
- объем воздуха, удаляемый
вентиляцией, м3/ч;
 - объем помещения, м3.
- объем помещения, м3.
Данные объема воздуха возьмем из
таблицы (6.9), размер помещения составляет 15х10х4,2 м.
 ч-1
ч-1
Из полученного значения коэффициента
кратности воздухообмена следует что, санитарно-гигиенические требования
вентиляции помещения допустимы при использовании одних бортовых отсосов в
качестве вытяжной вентиляции. Из сказанного выше определим расход приточной
вентиляции.
 м3/ч
м3/ч
Определим площадь сечения подачи
воздуха их формулы:
 (9.2)
(9.2)
где  - расход приточной вентиляции,
м3/ч;
- расход приточной вентиляции,
м3/ч;
 - площадь сечения подачи воздуха,
м2;
- площадь сечения подачи воздуха,
м2;
 - скорость движения воздуха, м/с.
- скорость движения воздуха, м/с.
 м2
м2
Для поступления воздуха в верхнюю
часть помещения применяются 50 отверстий с сечением 0,1х0,5 м. В нижней части -
24 отверстия с сечением 0,5х0,5 м. общая площадь сечения подачи воздуха будет
составлять 8,5 м2.
Скорость подачи воздуха тогда
составит:
 м/с.
м/с.
Полученная скорость движения воздуха
меньше 0,3 м/с, т.е. удовлетворяет условию [1, 32, 33], поэтому количество
отверстий с принятой площадью возможно и удовлетворяют требованиям безопасности
на рабочем месте.
Освещение
В дневное время цех освещается
естественным освещением, осуществляемое через окна (боковое). Выбираем VIII
разряд зрительных работ, характеризующийся грубой степенью точности (общее
наблюдение за ходом производственного процесса). разряду зрительных работ
соответствует общее наблюдение за ходом производственного процесса.
В вечернее время в цехе
предусмотрено общее искусственное освещение. Согласно СНиП [34] для VIII
разряда работ норма освещения равна 200 люкс. Общее искусственное освещение
обеспечивается газоразрядными лампами, реже лампами накаливания. Для освещения
производственного помещения используют лампы ЛД 80-4 со светильником ЛСО 02 -
2х80.
В цехе предусмотрено аварийное
освещение, так как отключение по каким - либо причинам рабочего освещения может
вызвать нарушение технологического процесса. Аварийное освещение включается
автоматически. Наименьшая освещенность рабочих поверхностей при аварийном
режиме должна составлять не менее 2 люкс внутри здания. Аварийное освещение для
эвакуации людей применяется в основных проходах и на лестницах.
Шум и вибрация
Основным источником шума в цехе
является работа двигателей и насосов. Шум и вибрация вредно действует на
человеческий организм (снижается острота слуха, изменяется кровяное давление,
ослабляется внимание, ухудшается зрение). При одновременной работе двигатели и
насосы не превышают допустимый уровень звука на рабочих местах 80 дб, согласно
СН [35], поэтому нет необходимости применять меры для звукоизоляции. Чтобы
ослабить распространение вибрации по конструкции здания, вызываемых работой
вентиляторов и насосов, под их основание закладывают упругие материалы.
Улавливание и очистка выбросов в
атмосферу
Масса газообразных ЗВ, выделяющихся
в воздушный бассейн при электрохимической и химической обработке металлов с
зеркала раствора, представлена в таблице ниже.
При очистке отсасываемого воздуха от
ЗВ используются волокнистые фильтры типа ФВГ, эффективность очистки 96-98%.
Таблица 9.8 - Масса ЗВ, выделяющихся
в атмосферу
|
Технологический
процесс
|
ЗВ
|
Агрегатное
состояние
|
Масса
загрязнения, мг/ч
|
Степень
очистки,%
|
|
|
|
до
очистки
|
после
очистки
|
|
|
Обезжиривание
|
NaOH
|
аэрозоль
|
1126
|
46
|
97
|
|
Травление
|
H2SO4
|
аэрозоль
|
1407
|
42
|
97
|
|
Цинкование
|
HCN
|
газ
|
2111
|
63
|
97
|
|
Фосфатирование
|
H3PO4
|
аэрозоль
|
845
|
25
|
97
|
|
Хроматирование
|
CrO3
|
аэрозоль
|
5
|
0,15
|
97
|
Водоснабжение
На предприятии предусмотрено устройство
раздельных систем водопровода: хозяйственно-питьевого и
производственно-противопожарного.
Источником хозяйственно-питьевого водоснабжения
является городской водопроводный коллектор. Вода подается в резервуар запаса
питьевой воды, из которого забирается для подачи потребителям.
Производственно-противопожарный водопровод
обеспечивает производственные нужды основных и вспомогательных зданий, а так же
обеспечивает противопожарную безопасность всех сооружений предприятия.
Источником питания производственно-противопожарного водопровода является
оборотная система технического водоснабжения. Возобновление потерь воды,
возникающих в процессе производства, происходит из городского водопроводного
коллектора.
Канализация
На предприятии существует 2 системы канализации:
хозяйственно-бытовая и производственная.
Хозяйственно-бытовые стоки направляются в
городскую систему канализации с последующей очисткой стоков на городских
очистных сооружениях.
Ливневые стоки так же сбрасываются в городскую
канализацию.
Производственные стоки направляются на локальные
очистные сооружения, после очистки, на которых в качестве оборотной воды,
возвращаются обратно в производство.
Использование отходов
Основным отходом в процессе производственной
деятельности гальванического цеха является гальванический шлам, образующийся
при переработке жидких отходов. Образующийся шлам представляет собой смесь
труднорастворимых гидроксидов, карбонатов, ионов тяжелых металлов, соединений
кальция и магния, а так же железистых соединений. Состав шлама не постоянен и
зависит от применяемых в гальваническом цехе растворов и используемых на
очистных сооружениях химикатов.
Шлам, содержаний ионы тяжелых металлов, такие
как Fe2+, Zn2+ и Cr3+. Шлам, образующийся при очистки кислотно-щелочных СВ
сдается для утилизации в ОАО “ Куприт”.
Альтернативные способы использования шламов:
извлечение цветных металлов; производство керамзита, черепицы, керамической
плитки; изготовление асфальтобетонных смесей; производство стеклоизделий и
глазурей; производство бетона; получение пигментов и т.д.
Молниезащита
В качестве основного средства защиты от прямого
удара молнией используют молниеотвод - устройство, рассчитанное на
непосредственный контакт с каналом молнии и отводящее ее ток в землю.
Молниеотвод состоит из молниеприемника, непосредственно воспринимающего удар
молнии, токоотвода, соединяющего молниеприемник с заземлителем, и заземлителя,
через который ток молнии стекает в землю.
Так как производственное помещение
относится к категории B-1б по ПУЭ [29], то в соответствии с РД [36] категория
молниезащиты II.
.6 Пожарная профилактика
Для предотвращения распространения
пожара между зданиями предусматривают противопожарные разрывы. Противопожарные
разрывы предназначены для предупреждения возможности распространения пожара на
соседние здания и сооружения до момента введения сил и средств на тушение
пожара и защиту смежных объектов, а также для успешного маневрирования пожарной
техники.
С целью предотвращения пожара внутри
зданий применяют противопожарные преграды (стена, дверь, перегородка и т.д.),
так же стараются использовать несгораемые материалы.
Средства пожаротушения
В качестве средств пожаротушения
используется вода, химическая пена, твердые и жидкие огнегасительные вещества.
В цехах должны быть противопожарные посты, где находятся пожарный инвентарь,
углекислотные (ОУ-5) и порошковые (ОП-8) огнетушители и ящики с сухим песком.
Средства оповещения о пожаре
В случае пожара предусмотрена сигнализация
с ручным и автоматическим включением, для подачи сигнала в пожарную часть в
случае загорания. Эвакуация людей осуществляется в соответствии с планом
эвакуации, который разрабатывается для каждого предприятия отдельно. Для
информирования направления выхода используется аварийное освещение.
Заключение
Из всего вышесказанного,
безопасность труда на предприятии занимает немаловажное место. Для нормальных
условий труда необходимо правильно использовать меры защиты персонала, учитывая
возможные опасности на производстве, оборудовать рабочее место, соответствующее
нормативным требованиям, как например, была рассчитана приточно-вытяжная
вентиляция. Также необходимо установить средства пожаротушения на случай аварий
на производстве.
. Экономика природопользования
Среди доходных источников бюджетов в
Российской Федерации особое место занимает категория платежей, связанных с
возмещением государству расходов на восстановление используемых природных
ресурсов и компенсацией определенных потерь природных богатств.
Изъятие и иное другое использование
любого природного объекта ведет к нарушению экологического баланса, поскольку
происходит не естественным путем, и поэтому основной проблемой платности
природопользования является соизмерение степени потерь количественного и
качественного состава ресурсов, реальных затрат на восполнение природных
богатств и величины платы за их использование.
Платность природопользования
включает плату за природные ресурсы, за загрязнение ОС и за другие виды
воздействия. Плата за природные ресурсы (земля, недра, вода, лес и иная
растительность, животный мир, реакционные и другие природные ресурсы)
взимается: за право пользования природными ресурсами в пределах установленных
лимитов; за сверхлимитное и нерациональное использования природных ресурсов; за
воспроизводство и охрану природных ресурсов.
Плата за загрязнение ОС и другие
виды воздействия взимается за: выбросы, сбросы ЗВ, размещение отходов и другие
виды загрязнения в пределах установленных лимитов; выбросы, сбросы ЗВ,
размещение отходов и другие виды загрязнения сверх установленных лимитов.
В данном проекте основной объем
загрязнений в ОС вносят сбросы кислотно-щелочных стоков и выбросы в атмосферу
от стационарных источников. Для кислотно-щелочных стоков будут рассчитаны 2
варианта, когда полученные СВ будут сдаваться в ОАО «Куприт» и сбрасываться по
ставке платы текущего года в городскую канализацию. Будет рассчитана плата за
выброс ЗВ в атмосферу с очисткой и без нее.
Согласно данным [16], удельный вынос
электролита составляет 0,2 и 0,3 л/м2 для кислых и щелочных электролитов
соответственно. В таблице ниже представлены массы компонентов вынесенных из
технологических ванн.
Таблица 10.1 - Массы веществ,
вынесенных из ванн
|
Вещество
|
Масса,
кг/год
|
Ион
|
Масса
иона, кг/год
|
|
Na3PO4
|
276
|
Na+
|
116,112
|
|
|
PO43-
|
159,878
|
|
NaOH
|
69
|
Na+
|
39,675
|
|
|
OH-
|
29,325
|
|
Na2SiO3
|
251,85
|
Na+
|
94,96
|
|
|
SiO32-
|
156,89
|
|
Н2SO4
|
1840
|
H+
|
37,55
|
|
|
SO42-
|
1802,45
|
|
Na2CO3
|
1017,75
|
Na+
|
441,665
|
|
|
CO32-
|
576,085
|
Количество воды, в которой поступают ЗВ,
равняется количеству воды, поступающей на ванны промывки. Суммарный расход воды
составляет 355 л/ч. Умножив суммарный расход на годовой фонд времени получим
количество воды, поступающей с ЗВ.
 л.
л.
В таблице ниже представлены значения ПДК и концентраций
ЗВ вынесенных из ванн, подлежащие нормированию, и лимиты на сброс в размере
2ПДК.
Таблица 10.2 - ПДК [23], лимиты,
концентрации ЗВ
|
Ион
|
ПДКрх,
мг/дм3
|
Лимит,
мг/дм3
|
Концентрация
ЗВ, мг/дм3
|
|
Na+
|
200
|
400
|
512,052
|
|
PO43-
|
3,5
|
7
|
118,231
|
|
SO42-
|
500
|
1000
|
1332,926
|
Нормативы массы, лимиты на сброс и количество
сбрасываемой воды с ЗВ представлены в таблице ниже. Нормативы рассчитываются
путем умножения общего количества воды на соответствующую концентрацию.
Таблица 10.3 - Нормативы массы, лимиты на сброс
и количество
сбрасываемой
воды с ЗВ
|
Ион
|
Норматив,
т/год
|
Лимит,
т/год
|
Сбрасываемая
вода, т/год
|
|
Na+
|
0,27
|
0,54
|
0,69
|
|
PO43-
|
0,005
|
0,01
|
0,159
|
|
SO42-
|
0,68
|
1,36
|
1,80
|
Плата за сбросы ЗВ в размерах, не превышающих
установленные природопользователю предельно допустимые нормативы сбросов,
определяется путем умножения соответствующих ставок платы на величину
загрязнения и суммирования полученных произведений по видам загрязняющих
веществ:
 (10.1)
(10.1)
где  -
базовый норматив платы по i-ому ЗВ в пределах норматива, руб;
-
базовый норматив платы по i-ому ЗВ в пределах норматива, руб;
 - образование
сбросов в пределах норматива, т/год,
- образование
сбросов в пределах норматива, т/год,
 - коэффициент
экологической ситуации или экологической значимости территории;
- коэффициент
экологической ситуации или экологической значимости территории;
 - коэффициент инфляции;
- коэффициент инфляции;
 - дополнительный
коэффициент используется, если деятельность располагается на особо охраняемой
природной территории или крайнем севере.
- дополнительный
коэффициент используется, если деятельность располагается на особо охраняемой
природной территории или крайнем севере.
Плата за сбросы ЗВ в пределах установленных
лимитов определяется путем умножения соответствующих ставок платы на разницу
между лимитными и предельно допустимыми сбросами ЗВ и суммирования полученных
произведений по видам ЗВ:
 (10.2)
(10.2)
где  -
базовый норматив платы по i-ому ЗВ в пределах лимита, руб;
-
базовый норматив платы по i-ому ЗВ в пределах лимита, руб;
 - образование
сбросов в пределах лимита, т/год.
- образование
сбросов в пределах лимита, т/год.
Плата за сверхлимитный сброс ЗВ определяется
путем умножения соответствующих ставок платы за загрязнение в пределах
установленных лимитов на величину превышения фактической массы сбросов над
установленными лимитами, суммирования полученных произведений по видам ЗВ и
умножения этих сумм на пятикратный повышающий коэффициент:
 (10.3)
(10.3)
где  -
сбросов в пределах сверхлимита, т/год
-
сбросов в пределах сверхлимита, т/год
Общая плата за загрязнение поверхностных и
подземных водных объектов определяется по формуле:
 (10.4)
(10.4)
В данных расчетах коэффициент 2* не
используется, остальные данные берутся из Постановления [38], Постановления
[39], и Федерального закона [40].
+
 руб,
руб,
 руб,
руб,
 руб.
руб.
Данные по нормируемым веществам
представлены в сводной таблице ниже.
Таблица 10.4 - Сводная таблица за
сброс ЗВ со СВ в городскую канализацию
|
Вещество
|
 ,
руб/т ,
руб/т
|
 ,
руб/т ,
руб/т
|
 ,
руб ,
руб
|
 ,
руб ,
руб
|
 ,
руб ,
руб
|
 ,
руб ,
руб
|
|
Na+
|
2,5
|
12,5
|
1,748
|
8,743
|
24,492
|
34,984
|
|
PO43-
|
1378
|
6890
|
16,867
|
84,337
|
13401,44
|
13502,645
|
|
SO42-
|
2,8
|
14
|
3,971
|
19,858
|
66,113
|
89,942
|
|
ИТОГО
|
13627,573
|
ОАО «Куприт», исходя из прайс-листа
[41], принимает СВ куб. метрами и оплата происходит за 1 м3. Принимаем ставку
платы 12000 руб/м3.
Работа электродиализатора
сопровождается сбросом элюатов в среднем размере 10 % от объема СВ. Количество
элюатов составит:
 .
.
Размер платы составит:
 руб.
руб.
Сравнение сумм плат представлен на
рисунке ниже.

Рисунок 10.1 - Размер платежей за
сброс ЗВ со СВ в городскую
канализацию
и за сдачу в ОАО «Куприт»
На рисунке показано, что плата за сброс в
городскую канализацию составляет на 2 порядка больше, чем утилизация в ОАО
«Куприт». В СВ находится количество фосфатов во много раз превышающих ПДК, а
они в свою очередь вызывают эвтрофикацию водоемов. Стоимость восстановления
водоема может во много раз превысить платеж за сдачу СВ в ОАО «Куприт», поэтому
рациональнее сдавать СВ.
Для расчета норматива, лимита и количества
выбросов за год используем данные таблиц (6.9, 9.1, 9.6). Значения получаются
путем умножения годового фонда времени на ПДК и на объем удаляемого воздуха.
Для количества выбросов умножают годовой фонд времени на их массу. Лимит
составляет размер 2ПДК.
NaOH
 т/год,
т/год,
 т/год,
т/год,
 т/год,
т/год,
 т/год
т/год
Все данные представлены в таблице ниже.
Таблица 10.5 - Значения нормативов, лимитом и
массы ЗВ за год
|
Название
|
Норматив,
т/год
|
Лимит,
т/год
|
Масса
ЗВ, т/год
|
|
|
|
без
очистки
|
с
очисткой
|
|
NaOH
|
3,448∙10-3
|
6,896∙10-3
|
4,29∙10-3
|
0,175∙10-3
|
|
H2SO4
|
9,068∙10-3
|
18,136∙10-3
|
5,361∙10-3
|
0,16∙10-3
|
|
HCN
|
1,377∙10-3
|
2,755∙10-3
|
8,043∙10-3
|
0,24∙10-3
|
|
H3PO4
|
29,908∙10-3
|
59,817∙10-3
|
3,219∙10-3
|
0,095∙10-3
|
|
CrO3
|
0,049∙10-6
|
0,097∙10-6
|
0,019∙10-6
|
5,715∙10-7
|
По данным из таблицы (10.5) и формулам ниже
рассчитаем плату за загрязнение атмосферного воздуха.
Плата за выбросы ЗВ в размерах, не превышающих
установленные природопользователю предельно допустимые нормативы выбросов,
определяется путем умножения соответствующих ставок платы на величину
загрязнения и суммирования полученных произведений по видам ЗВ:
 (10.5)
(10.5)
где  -
дополнительный коэффициент используется, если источник выброса располагается в
черте населенного пункта.
-
дополнительный коэффициент используется, если источник выброса располагается в
черте населенного пункта.
Плата за выбросы ЗВ в пределах установленных
лимитов определяется путем умножения соответствующих ставок платы на разницу
между лимитными и предельно допустимыми выбросами ЗВ и суммирования полученных
произведений по видам ЗВ:
 (10.6)
(10.6)
Плата за сверхлимитный выброс ЗВ определяется
путем умножения соответствующих ставок платы за загрязнение в пределах
установленных лимитов на величину превышения фактической массы выбросов над
установленными лимитами, суммирования полученных произведений по видам ЗВ и
умножения этих сумм на пятикратный повышающий коэффициент:
 (10.7)
(10.7)
Общая плата за загрязнение атмосферного воздуха
определяется по формуле:
 (10.8)
(10.8)
В сводной таблице ниже представлены данные по
расчетам.
NaOH
 руб,
руб,
 руб.
руб.
Полученные данные представлены в виде таблиц
ниже.
Таблица 10.6 - Сводная таблица за выброс ЗВ в
атмосферу без очистки
|
Вещество
|
,
руб/т
|
,
руб/т
|
,
руб
|
,
руб
|
,
руб
|
,
руб
|
|
NaOH
|
205
|
1025
|
2,174
|
10,869
|
-
|
13,044
|
|
H2SO4
|
21
|
105
|
0,281
|
-
|
-
|
0,281
|
|
HCN
|
205
|
1025
|
0,868
|
4,342
|
83,356
|
88,567
|
|
H3PO4
|
103
|
515
|
1,020
|
-
|
-
|
1,020
|
|
CrO3
|
1366
|
6830
|
0,080
|
-
|
-
|
0,080
|
|
ИТОГО
|
102,991
|
Таблица 10.7 - Сводная таблица за выброс ЗВ в
атмосферу после очистки
|
Вещество
|
,
руб/т
|
,
руб/т
|
,
руб
|
,
руб
|
,
руб
|
,
руб
|
|
NaOH
|
205
|
1025
|
0,111
|
-
|
-
|
0,111
|
|
H2SO4
|
21
|
105
|
0,008
|
-
|
-
|
0,008
|
|
HCN
|
205
|
1025
|
0,151
|
-
|
-
|
0,151
|
|
H3PO4
|
103
|
515
|
0,002
|
-
|
-
|
0,030
|
|
CrO3
|
1366
|
6830
|
0,303
|
-
|
-
|
0,002
|
|
ИТОГО
|
0,303
|
Данные таблиц представлены в виде диаграммы
ниже.


Рисунок 10.2 - Сравнение платежей за
выброс ЗВ в атмосферу
Из диаграммы следует, что плата за
выброс ЗВ в атмосферный воздух с очисткой меньше, чем без нее. Следовательно,
негативное воздействие на ОС будет нанесено в меньшей степени.
Из приведенных расчетов можно
сделать выводы, что мероприятия по очистке СВ и воздуха позволяют заплатить за
загрязнение ОС меньше, чем при решении экологических проблем, связанных с
попаданием ЗВ в водоем и в атмосферу.
Платежи за предельно допустимые
выбросы, размещение отходов в пределах установленных нормативов (лимитов для
отходов) осуществляются за счет себестоимости продукции (работ, услуг), а
платежи за их превышение - за счет прибыли, остающейся в распоряжении
природопользователя.
Используя методы очистки предприятие
не выплачивает денежной компенсации за негативное воздействие на ОС из прибыли,
а закладывает в стоимость продукции.
Заключение
В ходе проделанной работы были
разработаны линии по нанесениям цинкового и фосфатного покрытий с
производительностью 23000 м2/год. Для линий разработана система очистки сточных
вод, а также система очистки воздуха. Для процессов создана технологическая
схема, выбрано наиболее рациональное оборудование, а также произведен расчет
электрокоагулятора. Рассчитан материальный баланс по процессам нанесения
покрытия и очистки сточных вод. Проведен анализ производственной санитарии с
расчетом приточно-вытяжной вентиляции и возможных аварийных ситуаций для
обеспечения безопасной организации труда. Был выполнен расчет платы за
негативное воздействие на окружающую среду выбросами и сбросами загрязняющих
веществ в атмосферный воздух и водные объекты соответственно.
Библиографический список
защитное покрытие цинкование
Виноградов,
С. С. Экологически безопасное гальваническое производство [Текст ] / под ред.
В. Н. Кудрявцева. - 2-е изд., перераб. и доп. - М.: Глобус, 2002. - 352 с.: ил.
Ильин,
В. А. Цинкование, кадмирование, оловянирование и свинцевание [Текст ] / под
ред. П. М. Вячеславова. - 5-е изд., перераб. и доп. - Л.: Машиностроение, 1983.
- 87 с.: ил.
Лапатухин,
В. С. Фосфатирование металлов [Текст ] / В. С. Лапатухин. - М.: Машгиз, 1958. -
265 с.: ил.
О
состоянии окружающей среды Кировской области в 2012 году: Региональный доклад /
под ред. А.В. Албеговой. - Киров: ООО «Кировская областная типография», 2013. -
192 с.
Гамбург,
Ю.Д. Гальванические покрытия. Справочник по применению [Текст]: учеб. / Ю.Д.
Гамбург - М.: Техносфера, 2006. - 216 с.: ил.
Грилихес,
С.Я. Обезжиривание, травление и полирование металлов [Текст]: учеб. / С.Я.
Грилихес - Л.: Машиностроение, 1983. - 101 с.: ил.
ГОСТ
9.305-84. Покрытия металлические и неметаллические неорганические. Операции
технологических процессов получения покрытий [Текст]. - Введ. 1986-01-01. - М.:
Изд-во стандартов, 1984. - 104 с.
Дасоян,
М. А. Технология электрохимических покрытий [Текст]: учеб. для средних
специальных учебных заведений / М. А. Дасоян, И. Я. Пальмская, Е. В. Сахарова.
- Л.: Машиностроение, 1989. - 391 с.
Вайнер,
Я. В. Технология электрохимических покрытий [Текст]: учеб. для химических
техникумов / Я. В. Вайнер, М. А. Дасоян. - 2 - е изд. - Л.: Машиностроение,
1972. - 464 с.
Ямпольский,
А.М. Краткий справочник гальванотехника [Текст] / А.М. Ямпольский, В.А. Ильин.
- Л.: МАШГИЗ, 1962. - 244 с.: ил.
Грихлес,
С. Я. Оксидирование и фосфатирование металлов [Текст ] / под ред. П. М.
Вячеславова. - 3-е изд., перераб. и доп. - Л.: Машиностроение, 1971. - 120 с.:
ил.
ГОСТ
9.314-90. Вода для гальванического производства и схемы промывок. Общие
требования [Текст]. - Введ. 1991-07-01. - М.: Изд-во стандартов, 1990. - 15 с.
Гибкие
автоматизированные гальванические линии: справочник [Текст] / В. Л. Зубченко,
В. И. Захаров, В. М. Рогов [и др.] - М.: Машиностроение, 1989. - 672 с.: ил.
Девятерикова,
С.В. Основы охраны окружающей среды и биосферы [Текст] : учеб. пособие. В 3 ч.
Ч. 2. / ВятГУ, ХФ, каф. ТЗБ; С. В. Девятерикова, С. Л. Фукс - Киров: ПРИП ФГБОУ
ВПО «ВятГУ», 2012. - 103 с.: ил.
Хранилов,
Ю.П. Автооператорные гальванические линии. Курсовое и дипломное проектирование
[Текст]: учеб. пособие: специальность 240302 и для студентов направления
подготовки бакалавров 240100.62 всех форм обучения / ВятГУ, ХФ, каф. ТЭП; Ю. П.
Хранилов, В. И. Мамаев. - Киров, 2012. - 86 с.
Виноградов,
С. С. Организация гальванического производства. Оборудование, расчет
производства, нормирование [Текст]: под редакцией проф. В. Н. Кудрявцева.- М.:
Глобус, 2002. - 208 с.
Халтурина,
Т.И. Водоотводящие системы промышленных предприятий [Текст]: учеб. пособие: для
студентов направления 270100 специальности 270112.62 / ИГУРЭ, ИЭФ, каф. ВИВ;
Т.И Халтурина, О.В. Чурбакова. - Красноярск, 2008. - 126.: ил.
Чуянов,
Г. Г. Хвостохранилица и очистка сточных вод [Текст] / учеб. пособие / Г. Г.
Чуянов - Екатеринбург: УГГГА, 1998. - 246 с.: ил.
Загоскин,
Н. Н. Безопасность жизнедеятельности [Текст] : метод. указания для дипломного
проектирования. Специальность 250300, 250600, 250500, 070100, 320700, 100700,
200900 / ВятГУ, ИСФ, каф. ПЭиБ ; Н. Н. Загоскин, С. А. Михайловская. - Киров,
2005. - 24 с.
Вредные
вещества в промышленности. Справочник для химиков, инженеров и врачей. В 3 ч. Ч
3. [Текст] / В. Н. Лазарев, И. Д. Гаданская [и др.] - 7-е изд. перераб. и доп.
- Л.: Химия, 1977. - 608 с.
ГН
2.2.5.1313-03. Предельно-допустимая концентрация вредных веществ в воздухе
рабочей зоны [Текст]. - Введ. 2003-04-30. - М.: Изд-во стандартов, 2003. - 161
с.
ГН
2.1.6.695-98. Предельно-допустимая концентрация загрязняющих веществ в
атмосферном воздухе населенных мест [Текст]. - Введ. 1998-04-29. - М.: Изд-во
стандартов, 1998. - 54 с.
ГН
2.2.5.1315-03. Предельно-допустимая концентрация химических веществ воде водных
объектов хозяйственно-питьевого и культурно-бытового водопользования [Текст]. -
Введ. 2003-06-15. - М.: Изд-во стандартов, 2003. - 37 с.
Баратов,
А. Н. Пожаро-взрывоопасность веществ и метериалов и средства их тушения:
справочник [Текст] : справ. в 2 ч. / А. Н. Баратов, А. Я. Корольченко [и др.] -
М.: Химия, 1990. - 384 с.
СП
12.13130.2009. Определение категорий помещений, зданий и наружных установок по
взрывопожарной и пожарной опасности [Текст]. - Введ. 2009-05-01. - М.: Изд-во
стандартов, 2009. - 29 с.
ГОСТ
12.3.008-75. Система стандартов безопасности труда. Производство покрытий металлических
и неметаллических неорганических. Общие требования безопасности [Текст]. -
Введ. 1976-07-01. - М.: Изд-во стандартов, 1975. - 25 с.
ГОСТ
12.0.003-74*. ССБТ. Опасные и вредные производственные факторы. Классификация
[Текст]. - Введ. 1976-01-01. - М.: Изд-во стандартов, 1974. - 4 с.
Долин,
П. А. Справочник по технике безопасности [Текст] : учеб. пособие /П. А. Долин -
3-е изд., перераб. и доп. - М.: Знак, 2000. - 400 с.
ПУЭ.
Правила устройства электроустановок [Текст]. - Введ. 2003-01-01. - М.: НЦ «ЭЕНАС»,
2004. - 980 с.
ГН
2.2.1/2.1.1.1200-03. Санитарно-защитные зоны и санитарная классификация
предприятия, сооружений и иных объектов [Текст]. - Введ. 2003-06-15. - М.:
Изд-во стандартов, 2003. - 29 с.
ГН
2.2.4.548-96. Гигиенические требования к микроклимату производственных
помещений [Текст]. - Введ. 1996-10-01. - М.: Изд-во стандартов, 1996. - 11 с.
СНИП
2.04.05-91*. Отопление, вентиляция и кондиционирование [Текст]. - Введ.
1992-01-01. - М.: Изд-во стандартов, 1991. - 71 с.
Справочник
проектировщика. Внутренние санитарно-технические устройства. Вентиляция и
кондиционирование воздуха. Книга 2. В 3 ч. Ч 3. [Текст] / Б. В. Баркалов, Н. Н.
Павлов, С. С. Амирджанов [и др.] - 4-е изд., перераб. и доп. - М.: Стройиздат,
1992. - 416 с.
СНиП
23-05-95. Естественное и искусственное освещение [Текст]. - Введ. 1996-01-01. -
М.: Изд-во стандартов, 1995. - 76 с.
СН
2.2.4/2.1.8.562-96. Шум на рабочих местах, в помещениях жилых, общественных
зданий и на территории жилой застройки [Текст]. - Введ. 1996-10-31. - М.: Изд-во
стандартов, 1996. - 8 с.
РД
34.21.122-87. Инструкция по устройству молниезащиты зданий и сооружений
[Текст]. - Введ. 1987-07-30. - М.: Изд-во стандартов, 1987. - 72 с.
Лукьянчиков,
Н.Н. Экономика и организация природопользования [Текст]: Учебник для вузов /
Н.Н. Лукьянчиков, И.М. Потравный. -2-е изд., перераб. и доп. - М.:ЮНИТИ - ДАТА,
2002. - 454 с.
Постановление
Правительства РФ от 12 июня 2003 года N 344 "О нормативах платы за выбросы
в атмосферный воздух загрязняющих веществ стационарными и передвижными
источниками, сбросы загрязняющих веществ в поверхностные и подземные водные
объекты, размещение отходов производства и потребления".
Постановление
Правительства РФ от 1 июля 2005 года N 410 "О внесении изменений в
приложение N 1 к Постановлению Правительства Российской Федерации".
Федеральный
закон от 02.12.2013 N 349-ФЗ "О федеральном бюджете на 2014 год и на
плановый период 2015 и 2016 годов".
Приложение А
(обязательное)
Авторская справка
Я, _________________________________
автор выпускной квалификационной работы
______________________
сообщаю, что мне известно о персональной
ответственности автора за разглашение сведений, подлежащих защите законами РФ о
защите объектов интеллектуальной собственности.
Одновременно сообщаю, что:
. При подготовке к защите (опубликованию)
выпускной квалификационной работы не использованы источники (документы, отчёты,
диссертации, литература и т.п.), имеющие гриф секретности или «Для служебного
пользования» ФГБОУ ВПО «ВятГУ» или другой организации.
. Данная работа не связана (связана) с
незавершёнными исследованиями или уже с завершёнными, но еще официально не
разрешёнными к опубликованию ФГБОУ ВПО «ВятГУ» или другими организациями.
. Данная работа не содержит (содержит)
коммерческую информацию, способную нанести ущерб интеллектуальной собственности
ФГБОУ ВПО «ВятГУ» или другой организации.
. Данная работа является (не является)
результатом НИР или ОКР, выполняемой по договору с организацией (указать
согласие заказчика) _______________
. В предлагаемом к опубликованию тексте нет данных
по незащищённым объектам интеллектуальной собственности других авторов.
. Согласен на использование результатов своей
работы безвозмездно в ФГБОУ ВПО «ВятГУ» для учебного процесса.
. Использование моей дипломной работы в научных
исследованиях оформляется в соответствии с законодательством РФ о защите
интеллектуальной собственности отдельным договором.
Автор / /
(подпись) (Фамилия,
И., О.)
« » 201 г.
Сведения по авторской справке подтверждаю:
Заведующий кафедрой / /
(подпись) (Фамилия, И., О.)
« » 201 г.
Приложение Б
(обязательное)
Перечень принятых сокращений
СВ - сточные воды,
ПДК - предельно допустимая концентрация,
ЗВ - загрязняющее вещество,
ОС - окружающая среда,
СЗЗ - санитарно-защитная зона,
ПАВ - поверхностно-активные вещества,
СИЗ - средства индивидуальной защиты,
ГО - гражданская оборона.