Внедрение технологии СТР на базе компьютерной сети для модернизации производства
Введение
В условиях рыночной экономики информация выступает как один
из важнейших товаров. Новейшие достижения в области микроэлектроники привели к
новым концепциям в организации информационных служб. Успех коммерческой и
предпринимательской деятельности связан с муниципальными, банковскими,
биржевыми информационными системами, информатизацией оптовой и розничной
торговли, торговых домов, служб управления трудом и занятостью, созданием банка
данных рынка товаров и услуг, развитием центров справочной и аналитико-прогнозной
информации, электронной почты, электронного обмена данными и др. Как правило,
работа этих систем базируется на компьютерных сетях различной архитектуры или
их объединениях, получивших название корпоративных сетей.
Любая компьютерная система, состоящая из нескольких
компьютеров, наверняка перерастет в более сложную систему, которая потребует
высокоскоростного обмена данными между компьютерами с сервисными возможностями.
Такой обмен не может быть организован при помощи стандартных простых средств
операционных систем (ОС) и прикладных программ, а требует организации
принципиально новой информационной структуры - сети.
Задание состоит в проектировании компьютерной сети как основы
комплекса технических средств информационной системы на предприятии,
занимающейся полиграфией.
В данной дипломной работе необходимо разработать структурную
схему проектируемой компьютерной сети, на основе которой будем автоматизировать
предприятие путем внедрения технологии CtP и системы NetWorkFlow i2i System от Horizon. Таким образом, на
основе исходных данных об автоматизируемых функциях и основных требований к
комплексу технических средств мы спроектируем компьютерную сеть для
информационной системы в нашей предметной области. Далее будет проведён расчёт
экономической эффективности от внедрения сети.
Обоснование потребности проектирования
компьютерной сети.
Компьютерная сеть - набор аппаратных средств и алгоритмов,
которые обеспечивают соединение компьютеров и других периферийных устройств
(принтеров, дисковых контроллеров и т.п.), расположенных на сравнительно
небольшой территории (одного предприятия, офиса, одной комнаты), и позволяющих
совместно использовать информационные ресурсы, периферийные устройства,
обмениваться данными.
Естественно, основные задачи фирмы, занимающейся дизайном и
рекламой, могут решаться и без сети. В этом случае:
1) Перенос информации с одного компьютера на другой
осуществляется при помощи съемных носителей информации.
2) Доступ к глобальной сети может производиться только с
одного компьютера, имеющего модем.
) Взаимодействие между сотрудниками предприятия
осуществляется только в форме личного контакта.
) В организации имеется несколько периферийных
устройств, однако ими оборудованы не все компьютеры. Чтобы воспользоваться
периферийным устройством, нужно применить съемный носителей информации и
освободить на некоторое время компьютер, к которому подключено данное
устройство.
Отсутствие сети на предприятии сделает невозможным ее
эффективное функционирование, и кроме того повлечёт за собой многочисленные
затраты:
· Во-первых, в отсутствие сети невозможно
быстро обмениваться данными между различными отделами, а также между различными
ПК в пределах одного здания. Этот недостаток вызовет затраты времени на перенос
информации с одного компьютера на другой.
· Во-вторых, без сети невозможно будет
быстро связаться с организациями, взаимодействующими с предприятием. Это также
значительно снизит эффективность работы организации.
· В-третьих, отсутствие сети в фирме
повлечёт за собой значительные затраты на приобретение различных устройств для
каждого компьютера и дорогостоящего программного обеспечения.
· В-четвёртых, без сети невозможно
эффективно осуществлять доступ к глобальным ресурсам всемирной сети Internet и использовать
средства электронной почты (E-mail), которые значительно повысят эффективность
работы организации.
Задачи, которые позволяет выполнять компьютерная
сеть:
§ совместная работа с документами;
§ упрощение документооборота: вы получаете
возможность просматривать, корректировать и комментировать документы, не
покидая своего рабочего места, не организовывая собраний и совещаний,
отнимающих много времени;
§ сохранение и архивирование своей работы на
сервере, чтобы не использовать ценное пространство на жестком диске ПК;
§ простой доступ к приложениям на сервере;
§ облегчение совместного использования в
организациях дорогостоящих ресурсов, таких как принтеры, жесткие диски и
приложения (например, текстовые процессоры или программное обеспечение баз
данных).
Исходя из всех многочисленных возможностей, которые открывает
пользователям сеть, а также особенностей информации, используемой в работе
предприятия, можно выявить потребности проектирования компьютерной сети в
данной организации.
Итак, проектирование сети для предприятия обусловлено
следующими причинами:
1. В рамках работы данного предприятия необходимо
оптимизировать технологический процесс по средствам увеличения количества
рабочих станций по всем отделам предприятия. Естественно, что такой большой
массив компьютеров необходимо объединить в сеть.
2. Для наиболее эффективного функционирования
организации в ее работе необходимо участие внешних по отношению к предприятию
служб: телексная (телетайпная) связь, почтовая корреспонденция, электронные
доски объявлений, а также выход в региональные (глобальные) сети и
использование их услуг. Взаимодействие со всеми этими службами позволяет
организовать компьютерная сеть.
. Сеть в данной организации поможет избежать
многочисленных затрат (времени, денежных ресурсов, информации), проявляющихся в
отсутствие сети.
. На основе компьютерной сети будет производиться
автоматизация производства путем внедрения технологии CtP и системы NetWorkFlow i2i System.
1. Информационные системы в производстве
Современные информационные системы продолжают возникшую в
конце 70-х гг. тенденцию распределенной обработки данных. Начальным этапом
развития таких систем явились многомашинные ассоциации - совокупность
вычислительных машин различной производительности, объединенных в систему с
помощью каналов связи. Высшей стадией систем распределенной обработки данных
являются компьютерные сети различных уровней - от локальных до глобальных. В
данном разделе будет рассмотрено понятие ИТ, компьютерные сети, программное
обеспечение и их роль в производстве
1.1 Понятие информационных технологий
Технология при переводе с греческого (techne) означает
искусство, мастерство, умение, а не что иное, как процессы [1]. Под процессом
следует понимать определённую совокупность действий, направленных на достижение
поставленной цели. Процесс должен определяться выбранной человеком стратегией и
реализовываться с помощью совокупности различных средств и методов. Под
технологией материального производства понимают процесс, определяемый
совокупностью средств и методов обработки, изготовления, изменения состояния,
свойств, формы сырья или материала. Технология изменяет качество или
первоначальное состояние материи в целях получения материального продукта.
Информация является одним из ценнейших ресурсов общества наряду с такими
традиционными материальными видами ресурсов, как нефть, газ, полезные
ископаемые и др., а значит, процесса её переработки по аналогии с процессами
переработки материальных ресурсов можно воспринимать как технологию. Тогда
справедливо следующее определение. Информационная технология - процесс,
использующий совокупность средств и методов сбора, обработки и передачи данных
(первичной информации) для получения информации нового качества о состоянии
объекта, процесса или явления (информационного продукта).
Цель технологии материального производства - выпуск
продукции, удовлетворяющей потребности человека или системы.
Цель ИТ - производство информации для её анализа человеком и
принятия на его основе решения по выполнению какого-либо действия. Известно,
что, применяя разные технологии к одному и тому же материальному ресурсу, можно
получить разные изделия, продукты. То же самое будет справедливо и для
технологии переработки информации.
Современное производство требует высоких скоростей обработки
информации, удобных форм ее хранения и передачи. Необходимо также иметь
динамичные способы обращения к информации, способы поиска данных в заданные
временные интервалы; реализовывать сложную математическую и логическую
обработку данных. Управление крупными предприятиями, управление экономикой на
уровне страны требуют участия в этом процессе достаточно крупных коллективов.
Такие коллективы могут располагаться в различных районах города, в различных
регионах страны и даже в различных странах. Для решения задач управления,
обеспечивающих реализацию экономической стратегии, становятся важными и
актуальными скорость и удобство обмена информацией, а также возможность тесного
взаимодействия всех участвующих в процессе выработки управленческих решений. С
появлением ЭВМ эта задача стала решена в виде компьютерной сети и программного
обеспечение, обеспечивающие обмен информации.
1.2 Компьютерные сети
Компьютерные сети отнюдь не являются единственным видом
сетей, созданным человеческой цивилизацией. Даже водопроводы Древнего Рима
можно рассматривать как один из наиболее древних примеров сетей, покрывающих
большие территории и обслуживающих многочисленных клиентов. Другой, менее
экзотический пример - электрические сети. В них легко можно найти все
компоненты любой территориальной сети: источники ресурсов - электростанции,
магистрали - высоковольтные линии электропередач, сеть доступа -
трансформаторные подстанции, клиентское оборудование - осветительные и бытовые
электроприборы.
Установка сетей и сетевых компьютерных систем - это только
два примера ориентированных на завтрашний день методов работы и концепций в
области допечатных процессов. Функционирование систем и сетей и их применение
обеспечивают сегодня эффективность как производственных, так и экономических
показателей. Поэтому сетевым технологиям отводится все больше внимания, в том
числе и в полиграфической промышленности. Прежде всего представляется все более
насущной задача объединения в сеть всех участков допечатной стадии (а для
создания «сетевой полиграфии» объединение в сеть всех подразделений типографии).
Компьютерные сети, называемые также вычислительными сетями,
или сетями передачи данных, являются логическим результатом эволюции двух
важнейших научно-технических отраслей современной цивилизации - компьютерных и
телекоммуникационных технологий. С одной стороны, сети представляют собой
частный случай распределенных вычислительных систем, в которых группа
компьютеров согласованно выполняет набор взаимосвязанных задач, обмениваясь
данными в автоматическом режиме. С другой стороны, компьютерные сети могут рассматриваться
как средство передачи информации на большие расстояния, для чего в них
применяются методы кодирования и мультиплексирования данных, получившие
развитие в различных телекоммуникационных системах.
Компьютерная (вычислительная) сеть - совокупность компьютеров
и терминалов, соединённых с
помощью каналов связи в единую систему, удовлетворяющую требованиям
распределённой обработки данных [2]. Основное назначение любой компьютерной
сети - предоставление
информационных и вычислительных ресурсов подключенным к ней пользователям.
Компьютерные сети являются высшей формой многомашинных ассоциаций. Выделим
основные отличия компьютерной сети от многомашинного вычислительного комплекса.
Первое отличие - размерность. В состав многомашинного вычислительного комплекса
входят обычно две, максимум три ЭВМ, расположенные преимущественно в одном
помещении. Вычислительная сеть может состоять из десятков и даже сотен ЭВМ,
расположенных на расстоянии друг от друга от нескольких метров до десятков,
сотен и даже тысяч километров.
Второе отличие - разделение функций между ЭВМ. Если в многомашинном
вычислительном комплексе функции обработки данных, передачи данных и управления
системой могут быть реализованы в одной ЭВМ, то в вычислительных сетях эти
функции распределены между различными ЭВМ.
Третье отличие - необходимость решения в сети задачи маршрутизации сообщений.
Сообщение от одной ЭВМ к другой в сети может быть передано по различным
маршрутам в зависимости от состояния каналов связи, соединяющих ЭВМ друг с
другом.
Объединение в один комплекс средств вычислительной техники,
аппаратуры связи и каналов передачи данных предъявляет специфические требования
со стороны каждого элемента многомашинной ассоциации, а также требует
формирования специальной терминологии.
Абоненты сети - объекты, генерирующие или потребляющие
информацию в сети. Ими могут быть отдельные ЭВМ, комплексы ЭВМ, терминалы,
промышленные роботы, станки с числовым программным управлением и т.д. Любой
абонент сети подключается к станции. Станция - это аппаратура, которая
выполняет функции, связанные с передачей и приёмом информации. Совокупность
абонента и станции принято называть абонентской системой
Для организации взаимодействия абонентов необходима
физическая передающая среда. На базе
физической передающей среды строится коммуникационная сеть, которая
обеспечивает передачу информации между абонентскими системами. Такой подход
позволяет рассматривать любую компьютерную сеть как совокупность абонентских
систем и коммуникационной сети.
В зависимости от территориального расположения абонентских
систем вычислительные сети можно разделить на три основных класса:
- глобальные сети (WAN - Wide Area Network);
региональные сети (MAN - Metropolitan Area Network);
локальные сети (LAN - Local Area Network).
Глобальная вычислительная сеть объединяет абонентов,
расположенных в различных странах, на различных континентах. Взаимодействие
между абонентами такой сети может осуществляться на базе телефонных линий
связи, радиосвязи и систем спутниковой связи. Глобальные вычислительные сети
позволят решить проблему объединения информационных ресурсов всего человечества
и организации доступа к этим ресурсам.
Региональная вычислительная сеть связывает абонентов,
расположенных на значительном расстоянии друг от друга. Она может включать абонентов
внутри большого города, экономического региона, отдельной страны. Обычно
расстояние между абонентами региональной вычислительной сети составляет десятки
- сотни километров.
Локальная вычислительная сеть объединяет абонентов,
расположенных в пределах небольшой территории. В настоящее время не существует
четких ограничений на территориальный разброс абонентов локальной
вычислительной сети. Обычно такая сеть привязана к конкретному месту. К классу
локальных вычислительных сетей относятся сети отдельных предприятий, фирм,
банков, офисов и т.д. Протяженность такой сети можно ограничить пределами 2 -
2,5 км.
Объединение глобальных, региональных и локальных
вычислительных сетей позволяет создавать многосетевые иерархии. Они
обеспечивают мощные, экономически целесообразные средства обработки огромных
информационных массивов и доступ к неограниченным информационным ресурсам.
Локальные вычислительные сети могут входить как компоненты в состав
региональной сети, региональные сети - объединяться в составе глобальной сети и,
наконец, глобальные сети могут также образовывать сложные структуры.
А вот потребность в соединении компьютеров, находящихся на
большом расстоянии друг от друга, к этому времени вполне назрела. Началось все
с решения более простой задачи - доступа к компьютеру с терминалов, удаленных
от него на многие сотни, а то и тысячи километров. Терминалы соединялись с
компьютерами через телефонные сети с помощью модемов. Такие сети позволяли
многочисленным пользователям получать удаленный доступ к разделяемым ресурсам
нескольких мощных компьютеров класса суперЭВМ. Затем появились системы, в
которых наряду с удаленными соединениями типа терминал-компьютер были
реализованы и удаленные связи типа компьютер-компьютер. Компьютеры получили
возможность обмениваться данными в автоматическом режиме, что, собственно, и
является базовым механизмом любой вычислительной сети. На основе этого
механизма в первых сетях были реализованы службы обмена файлами, синхронизации
баз данных, электронной почты и другие, ставшие теперь традиционными сетевые
службы.
Таким образом, хронологически первыми появились глобальные
сети (Wide Area Networks, WAN), то есть сети, объединяющие территориально
рассредоточенные компьютеры, возможно находящиеся в различных городах и
странах. Именно при построении глобальных сетей были впервые предложены и
отработаны многие основные идеи и концепции современных вычислительных сетей.
Такие, например, как многоуровневое построение коммуникационных протоколов,
технология коммутации пакетов, маршрутизация пакетов в составных сетях.
Глобальные компьютерные сети очень многое унаследовали от
других, гораздо более старых и распространенных глобальных сетей - телефонных.
Главным результатом создания первых глобальных компьютерных сетей был отказ от
принципа коммутации каналов, на протяжении многих десятков лет успешно
использовавшегося в телефонных сетях [3].
Выделяемый на все время сеанса связи составной канал с
постоянной скоростью не мог эффективно использоваться пульсирующим трафиком
компьютерных данных, у которого периоды интенсивного обмена чередуются с
продолжительными паузами. Натурные эксперименты и математическое моделирование
показали, что пульсирующий и в значительной степени не чувствительный к
задержкам компьютерный трафик гораздо эффективней передается сетями,
использующими принцип коммутации пакетов, когда данные разделяются на небольшие
порции - пакеты, - которые самостоятельно перемещаются по сети за счет
встраивания адреса конечного узла в заголовок пакета.
1.3 Программное обеспечение компьютерных сетей
Сегодня подготовка макетов к печати поражает своей скоростью,
кроме того, она достаточно проста. Но, тем не менее, простота это кажущаяся, и
только профессионал может учесть все факторы, влияющие на работу, и решить
проблемы в комплексе и достаточно быстро. Никогда не стоит забывать о том, что
компьютерные технологии не всемогущи и не столь совершенны, как может
показаться. Центром любой деятельности, в том числе и с помощью компьютера,
по-прежнему остается человек, а человеческий фактор - это основной параметр,
непременно учитывая который можно что-то хорошо выполнить.
Программные средства - это всего лишь инструмент, который необходимо
освоить для подготовки макетов. Необходимо также знать принципы образования
изображений. Самое же главное - это доскональное знание теории цвета и цветовоспроизведения,
теории копирования (репродуцировния) и собственно используемой технологии.
Для успешного использования программных инструментов
необходимы базовые знания по работе каждой из используемых программ. Для
допечатной подготовки существует ряд программ, которые позволяют выполнить весь
комплекс работ, а именно: программы для обработки полутоновых изображений (как
правило, фотографий), программы для обработки векторных изображений (логотипы и
тому подобная информация), программы для верстки изображения (совмещение текста
и графики), дополнительные программы для проверки в процессе работы.
Программы для обработки растровых изображений. Такие программы основаны
на использовании поэлементного представления изображений. Они позволяют
обрабатывать фотографические изображения, служат дизайнерским целям (создание
коллажей, любых художественных работ) и выполняют цветокоррекцию изображений.
Самой популярной и, наверное, наиболее профессиональной
программой такого рода давно уже стал пакет Adobe Photoshop. Вообще de facto
программы фирмы Adobe уже давно стали стандартом в области допечатной обработки
изображений.
Поэлементная структура подразумевает, что все изображение
разбито на маленькие квадратики, которые являются отдельными объектами. Это
позволяет воспроизводить мельчайшие изменения цвета и структуры, поэтому такая
графика и способна передать фотографические изображения.
Для растровых изображений существуют параметры, которые
изначально нужно задавать в зависимости от характера выполняемой работы. Такими
параметрами являются цветовая модель в совокупности с профайлом
цветовоспроизводящего устройства и разрешение.
Понятие цветовой модели заключается в том, что та или иная
цветовая модель характеризуется глубиной цвета для элементов изображения и
числом цветовых каналов.
Глубина цвета характеризует количество информации,
приходящейся на один элемент. Число битов информации, используемых для описания
цвета, зависит от цветовой модели изображения.
В основном при обработке изображений используются две
основные модели - RGB и СMYK, имеющие три и четыре канала соответственно.
Обычно на каждый канал приходится 8 бит информации, поэтому изображения в RGB
являются 24-битными, а CMYK - 32-битные, т.е. размер CMYK-файлов на 33% больше,
чем размер файлов в модели RGB.
Это касается цветных иллюстраций, для черно-белых же
используется один канал. Черно-белые изображения могут быть штриховыми и
полутоновыми. В первом случае используется один бит на канал (черное или
белое), во втором - в осемь бит (шкала серого). Поэтому однобитные изображения
именуются как Bitmap, а восьмибитные - Grayscale.
Разрешение также влияет на размер файла. Оно определяет
размер элементов, а главное - их количество на единицу длины. Например,
разрешение 300 ppi (pixels per inch) означает, что на отрезке в один дюйм
расположено 300 элементов.
Основное требование к растровым изображениям заключается в
том, что значение их так называемого выходного разрешения должно быть в
полтора-два раза больше, чем значение линиатуры напечатанного изображения [4].
Это связано, прежде всего, с принципом перевода изображения из поэлементной
структуры в растровую, где растровая точка образуется из нескольких элементов.
К примеру, наиболее часто используемое разрешение изображения в 300 элементов /
дюйм соответствует линиатуре 150 линий / дюйм. Если использовать меньшее
разрешение, т.е. отличающееся от соотношения 2:1, то при растрировании можно
получить дефект в виде пилообразного контура. Таким образом, золотой серединой
является соотношение 2:1
В упомянутых разрешениях и кроется, кстати, нежелательность
использования изображений из Интернета, которые редко бывают с разрешением
большим 72 ppi. Когда мы увеличим разрешение такого изображения, например, до
300 ppi, мы ничего хорошего не получим. Картинка будет размазанной. Для решения
этой проблемы в программе Photoshop существуют специальные фильтры (об этом
ниже).
Помимо того что программа Photoshop решает множество чисто
технических задач в допечатной подготовке, она обладает значительным
количеством инструментов для разработки дизайна. Однако для решения сугубо
дизайнерских задач возможностей этой программы порой бывает недостаточно, даже
если использовать многочисленные дополнительные фильтры (plug-in).
Для разработки дизайна можно использовать программы так
называемой «фрактальной» графики, где изображение представлено не элементами, а
«фракталами» - участками изображения, имитирующими, например, мазок кисти.
Такой принцип дает гораздо большие возможности для имитации живописи и других
художественных работ. Пример такой программы - Painter.
Также можно использовать более удобную в «рисовальном» плане,
чем Photoshop, программу Corel Photo Paint.
Программы для обработки векторных изображений. Программы
данного типа наиболее широко используются в допечатной подготовке, особенно во
флексографии. В первую очередь, такие программы находят применение на этапе
дизайна, где требуется создать логотип, выполнить совмещение текста и различной
графики.
На сегодня наиболее популярны Adobe Illustrator, Corel Draw и
Macromedia FreeHand. Каждая программа обладает своими специфическими
особенностями: достоинствами и недостатками.
Особенностью макетов для флексографии является то, что здесь
верстка может производиться не в специализированных программах (Quark Xpress,
Adobe PageMaker или InDesign), а прямо в пакетах векторной графики. Ведь в
данном случае верстка подразумевает не совмещение текста и графики (как в
издании), а размещение макетов по печатному полю. Верстка в специализированных
программах, напротив, может создать проблемы.
Считается, что наиболее популярным является пакет Corel Draw.
Но это не совсем верно. Здесь играет роль человеческий фактор. К примеру, всем
известное «противостояние» Москвы и Петербурга. Да, Corel (просторечное
название этой программы по названию фирмы-разработчика) популярен, но в
петербургской среде, в Москве же больше используют Adobe Illustrator.
Программа Corel Draw является весьма простой для освоения, и,
как говорится в ее рекламе, «интуитивно понятной». В этом кроется ее всеобщая
популярность - программа осваивается буквально за день. В ней довольно просто
создавать сложные изображения, и, с точки зрения дизайна, эта программа дает
сто очков вперед любой другой. Да, на первый взгляд это действительно так, но
если профессионально освоить Adobe Illustrator и Macromedia FreeHand, то
программе можно сказать «прощай» за ненадобностью. И все же негативно
относиться к Corel не стоит, т.к. при профессиональном подходе нет ничего
проще, чем начать делать макет в Corel, продолжить в Illustrator, а закончить
во FreeHand.
Многие используют Corel для того, чтобы сгенерировать
различного рода штрих-коды. Противники Corel заявляют, что генерация часто
проходит некорректно и большинство штрих-кодов не читается. Однако генерация
происходит абсолютно корректно, а некорректными могут оказаться последующие
действия: во-первых, часто штрих-код не читается из-за того, что неправильно
импортирован в другую программу, во-вторых, нельзя масштабировать уже
сгенерированный штрих-код, даже пропорционально, очень велика вероятность того,
что соотношение штрихов поменяется и возникнут проблемы.
Самым главным недостатком Corel является нестабильность
работы. Другой недостаток - наличие искажений уже при самом рисовании. К
примеру, на каком-нибудь остром угле может появиться длинное продолжение этого
угла, которого на самом деле нет. Если распечатать такое изображение на
принтере при помощи Win-GDI-драйвера, то данный дефект тоже будет напечатан, а
при записи PS-файла этого длинного продолжения не будет. А если, к примеру,
упомянутая распечатка утверждена заказчиком или дизайнер воспринимает этот
объект как элемент своего творчества, то при готовом тираже могут возникнуть
проблемы.
Поэтому использование данной программы должно ограничиваться
лишь этапом дизайна, а для окончательного формирования макета лучше обратиться
к Illustrator или FreeHand.
Программа Adobe Illustrator сделана действительно для
профессионалов. И в этом есть достоинства и недостатки. Основное достоинство -
развитая Система управления цветовоспроизведением и другие системы, которые
позволяют достоверно видеть, каким получится напечатанный макет (программа, к
примеру, показывает, каким будет конечный цвет при наложении объектов,
печатаемых разными красками - overprint preview). Программа обладает массой
возможностей, но эти возможности требуют длительного изучения. Основной
недостаток программы - ее сложность, но раз освоив эту программу, можно
позабыть о многих проблемах.
Среди других недостатков - большая ресурсоемкость. Программа
работает сравнительно медленно, даже если стоит самая мощная графическая
станция. Поддержка только одной страницы документа тоже не говорит в пользу
этой программы, но это, в общем, не является таким уж серьезным препятствием в
создании макетов, потому что многостраничность векторных программ это скорее
удовлетворение прихоти пользователей, чем реальное требование. К тому же всегда
можно воспользоваться программой для верстки Adobe InDesign, которая
интегрирована с Illustrator.
Самой продуктивной программой, является Macromedia FreeHand.
Любые операции эта программа проводит с поражающей быстротой, в отличие от
Corel Draw не дает искажений. Случаются, конечно, сбои, но это скорее
исключение, чем правило. Программа обладает всем необходимым для быстрого создания
макета.
Несмотря на то, что программа изначально была ориентирована
на создание интернет-публикаций, для полиграфии она, что называется, «подходит
на все 100%». Удобство использования связано, прежде всего, с продуманной
идеологией работы с «цветом». В данном контексте слово «цвет» неслучайно взято
в кавычки - FreeHand не может оперировать собственно цветовыми координатами, но
лишь компонентами той или иной цветовой модели (RGB - or CMYK-combinations).
Здесь очень удобно сортировать «цвета» и избавляться от ненужных. Среди
множества объектов с различными «цветами» можно быстро выбрать нужные и
«перекрасить» любой из них. Легко обходятся «подводные камни», связанные с
появлением компонентов нерабочей цветовой модели (частое явление при конверсии
макета из другой программы).
Правда, за такие удобства приходится платить и некоторыми
недостатками. Самые существенные из них следующие: плохая Система управления
цветовоспроизведением, невозможность прикрепления профайла устройства к
рабочему файлу (и, соответственно, невозможность конверсии из охвата в охват),
а также невозможность использования растровой графики с «пустыми»,
незакрашиваемыми, участками. Такие файлы приходится помещать в специальные
маски, чтобы через такие «пустые» места «проглядывала» остальная графика.
Колоссальным недостатком Adobe Illustrator и Macromedia
FreeHand является «неумение» этих программ работать собственно с цветом, то
есть с цветовыми координатами объектов изображений. Ведь порой до последнего
момента остается неясным, каким способом будет тиражировано данное изображение
и какой профайл печатного оборудования следует выбрать при финальной подготовке
макета.
В общем, каждая из перечисленных программ по-своему вносит
удобства в работу. Налаженный механизм конверсии из одной программы в другую
способствует разработке макета без каких-либо существенных искажений.
Дополнительные программные средства. Помимо перечисленных
программ есть несколько таких, которые делают работу производительнее и
эффективнее.
В первую очередь, это Adobe Type Manager, которая позволяет
наладить работу шрифтов. Здесь можно подключать новые шрифты, сортировать их и
выбирать, какие нужны сейчас для использования, а какие нет.
Есть несколько способов систематизации шрифтов. Шрифты
необходимо разделить на группы по их начертанию. Это шрифты с прямоугольными
засечками (брусковые), с обычными засечками, без засечек и декоративные.
Попутно можно составить каталог шрифтов, который будет представлять собой
распечатку всех групп шрифтов, установленных на данной машине.
Во флексографии не имеет значения, к какому типу принадлежит
шрифт: True Type или Type1. Перед записью PS-файла все тексты следует перевести
«в кривые» (outlines), т.к. обычно используется небольшое количество текстовой
информации.
Для использования таких оригиналов, как различные библиотеки
изображений, понадобится программа, которая позволит быстро просмотреть
необходимые фотографии. Для этого подходит программа ACDSee. К сожалению,
программа плохо отображает цветовой состав изображения и вносит существенные искажения,
когда изображения представлены в цветовой модели CMYK, но для адекватного
представления существует Photoshop.
В данном разделе было рассмотрено понятие ИТ. Целью
информационной технологии является производство информации для её анализа
человеком и принятия на его основе решения по выполнению какого-либо действия.
Также было рассмотрено значение компьютерных сетей в производстве.
Функционирование сетей и их применение обеспечивают сегодня эффективность как
производственных, так и экономических показателей. Программные средства - это всего лишь
инструмент. Для успешного использования программных инструментов необходимы
базовые знания по работе каждой из используемых программ.
2. Характеристика предприятия ЧПКФ «Издательство
ПолиграфПлюс»
Любое современное предприятие пытается идти в «ногу со
временем» и использовать в своей деятельности передовые технологии и передовую
технику. Для этого необходимы и современные кадры, владеющие передовыми
достижениями науки и техники. Не является исключением и предприятие ЧПКФ
«Издательство «ПолиграфПлюс».
В данном разделе будет рассмотрено структура предприятия,
которая состоит их трех этапов: допечатные процессы, печатные процессы и
послепечатные процессы. Так же будет рассмотрено полиграфическое оборудование,
используемое на предприятии.
ЧПКФ «Издательство «ПолиграфПлюс» занимается изготовлением
печатной продукции такой как книги и брошюры, листовки и буклеты, календари,
визитки, плакаты, этикетки, самоклеющиеся этикетки, бланки, наклейки, папки,
журналы, а также выпуск журналов и газет и др.
Любое предприятие характеризуется протекающими в нем
процессами. Полиграфические процессы это регламентированная последовательность
технологических операций, проводимых с использованием технических средств
изготовления печатной продукции и направленных на производство полиграфических
изданий [4].
Полиграфические процессы делятся на следующие этапы:
Допечатная подготовка;
Печатные процессы;
Послепечатные процессы.
2.1 Допечатная подготовка
Допечатная подготовка охватывает этапы работ, начиная от идеи
оформления, подготовки текстовой информации, изобразительных оригиналов и
графики и заканчивая изготовлением готовых печатных форм, которые используются
для печати тиража.
Информационное содержание и профессиональное графическое оформление
печатной продукции одновременно являются основой и для публикаций в области
электронных средств информации, например, домашних страниц в Интернете или на
других информационных носителях. Поэтому кроме понятия «допечатные процессы»
появилось понятие о домедийной подготовке - premedio. Этим термином обозначают
цифровую подготовку текста и изображения, пригодных для вывода на любой
конечный носитель информации. Как представлено на рис. 2.1, собственно
допечатным процессам может предшествовать подготовительный этап домедийной
подготовки.

Рисунок 2.1 - Полиграфические процессы предприятия
В допечатных процессах произошли значительные изменения,
связанные с переходом от традиционных к цифровым технологиям. Тем не менее, в
течение пока непродолжительной переходной стадии фотоформа как носитель
информации используется еще многими предприятиями. Не исключение и ПФКФ
«Издательство «ПолиграфПлюс».
Традиционные допечатные процессы. Традиционные допечатные
процессы разделяются на такие процессы:
Наборные процессы;
Монтаж;
Изготовление печатных форм и контроль качества.
Наборные процессы. Исходной информацией для набора является
авторская рукопись. Однозначность и отсутствие ошибок в тексте являются более
важными, чем формальные и эстетические моменты его оформления. Необходимую
корректуру лучше всего проводить при подготовке рукописи. В целях унификации
корректура должна осуществляться в соответствии с инструкциями, ее
регламентирующими (например, в соответствии с DIN 16511 или ISO 5776).
Ввод текста - первый этап процесса изготовления набора. Все
чаще эту работу выполняет автор. Так как оборудование и программное обеспечение
для обработки текстовых данных на компьютере весьма разнообразны, в типографии
может возникнуть проблема совместимости массивов данных, полученных из разных
источников. Поэтому полиграфические предприятия должны иметь большое количество
программ (фильтров импорта) для преобразования документов, поступающих в разных
цифровых форматах, в приемлемую для последующей обработки форму. После ввода
текста следует его обработка, которая реализует особенности оформления,
заданные макетом, таких как выбор шрифта и его кегля, длины строк, окон для
последующего включения иллюстраций и т.д. Особенности макета задаются автором и
издательством или согласовываются совместно автором, издательством и
типографией.
После обработки следует вывод текста. Оформленные текстовые
блоки отображаются на пленке или бумаге. В этом виде они подлежат верстке, т.е.
объединению с полутоновыми изображениями и графикой, и, в итоге, получаются
сверстанные полосы. Если вёрстка текстовой и изобразительной информации
выполняется электронными способами, то на фотопленку или бумагу выводится
готовая полоса. Цифровые данные полос являются необходимой исходной точкой для
осуществления дальнейших процессов вывода информации, например, по технологиям
«Компьютер - фотоформа», «Компьютер - печатная форма» и цифровой печати DI и
т.п., или для использования в электронных средствах информации.
Корректура экспонированного набора является трудоемким и
дорогостоящим процессом, поэтому ее следует по возможности избегать. По этой
причине в процессе работы до вывода текста на фотопленки, формный материал или
на печать в цифровой машине многократно выполняется корректура, с помощью
распечатки на бумаге текста обрабатываемого в цифровом виде. Авторская
корректура проводится в гранках, доставляемых автору. После выполнения
корректуры следует верстка полос. Правильное размещение иллюстраций,
расположение подписей, наличие сносок, ссылок на другие страницы, колонтитулов
и колонцифр - это главный предмет процесса корректуры при верстке.
Монтаж. Совмещение текста и изображений на полосе происходит
в процессе «верстки». При традиционном способе изготовления печатных форм
исполнитель вручную в соответствии с макетом монтирует полосу из текста и
изображений, обычно представленных в виде фрагментов фотоформ.
Фрагменты укладывают на монтажную основу в нужном положении и
закрепляют. От точности и тщательности монтажа напрямую зависит качество
печати. Ошибки приводки, обусловленные этим этапом, в последующей печати уже
почти невозможно исправить. Монтаж фотоформ производится на специальном столе.
Его рабочей поверхностью служит стеклянная пластина, подсвечиваемая снизу
рассеянным светом. Две перемещающиеся по сторонам перпендикулярные линейки
позволяют производить точный монтаж.
При подготовке к монтажу на поверхность стола сначала кладут
миллиметровку на прозрачной основе, затем монтажную основу, которую закрепляют
липкой лентой. Монтажная основа - это прозрачная пленка со стабильными
размерами, нечувствительная к влаге, стойкая к механическим воздействиям, а
также обладающая антистатическими свойствами. Хорошо зарекомендовала себя
лавсановая основа толщиной 0,15 мм. Для монтажа фотоформ средних и больших
форматов применяется основа толщиной 0,3 мм.
Фотоформы монтируются обязательно эмульсионным слоем вверх,
чтобы при заключительном копировании на чувствительные слои были обращены друг
к другу и могли быть проэкспонированы без рассеяния экспонирующего излучения.
Фрагменты фотоформы (текст и изображения) укладываются на монтажный стол в
соответствии с макетом и закрепляются на монтажной основе жидким клеем или
липкой лентой. Для этого фрагменты фотоформы обрезаются по краям до нужного размера.
Части пленок недолжны перекрываться на монтажной основе, так как при
последующем копировании в местах перекрытия фрагментов нарушается прямой
контакт фотоформы с формной пластиной. В результате светорассеивания при
экспонировании пластины в местах перекрытия появляются непропечатанные участки
(рис. 2.2).
Рисунок 2.2 - Непрокопирование, являющееся следствием
перекрытия фотоформ
В офсетной печати чаще всего используются позитивные формные
пластины. Для копирования на эти пластины необходим монтаж. При позитивном
монтаже встречаются трудности обеспечения качества из-за наличия краев обреза
фрагментов пленок, осевшей пыли и частиц, а также царапин и др. При копировании
они переносятся на формный материал как элементы изображения, так как они
поглощают свет.
Лента для закрепления фотоформ на монтажной основе
представляет собою узкую ленту толщиной 0,05 мм с односторонним клеевым слоем.
Для позитивного монтажа используют прозрачные или светло-голубые прозрачные
липкие ленты. Несмотря на их небольшую толщину, они все же мешают плотному
контакту фотоформы с формной пластиной, что приводит к непропечатанным участкам
на копиях. Липкую ленту размещают только на достаточно широких полях фотоформ
без изображения. Между краем изображения и краем липкой ленты должно быть
расстояние не менее 5 мм.
Монтаж многоцветных изображений выполняют особенно аккуратно.
От точности монтажа непосредственно зависит результат приводки на печатном
оттиске. Прежде всего обращают внимание на избежание ошибок, связанных с
параллаксом, возникающим при наблюдении совмещаемых цветоделенных изображений
под углом. Применение лупы (с делениями) или микроскопа позволяет выполнять
монтаж более точно благодаря увеличению элементов изображения.
При монтаже цветоделенных фотоформ зарекомендовали себя две
технологии:
· основной монтаж. Сначала
изготовляется основной монтаж цветоделенной фотоформы той краски, которая
содержит наиболее четко выраженные детали изображения. Затем он служит образцом
оригиналом для монтажа всех остальных цветоделенных фотоформ на другую
монтажную основу. Между основным монтажом и находящимся в работе размещается
матовая пленка, придающая серый фон основному монтажу;
· монтаж по копии. С
помощью этого способа достигается лучшее качество приводки. На полимерной
пленке, на которую предварительно нанесен эмульсионный слой, изготавливается
позитивная или негативная копия основного монтажа. Светочувствительный слой
окрашен в голубой или красно-голубой цвет, не препятствующий прохождению
излучения. На эту пленку монтируются следующие по порядку цветоделенные
фотоформы.
При позитивном копировании неровности, имеющиеся по контуру
обрезки, и мелкие загрязнения удаляются посредством рассеивающих свет стекол /
пленок, размещаемых со стороны основы фотоформы (рис. 2.3).
В газетном производстве часто используется монтаж негативов.
В этом случае печатающие элементы на фотоформе являются прозрачными. При
монтаже негативных фотоформ применяют темнокоричневую или черную липкую ленту.
Площадь монтажа целиком покрывается пленкой для кадрирования. При освещении
монтажного стола излучением видимого диапазона система пленок остается
прозрачной. Однако участки, закрытые кадрирующей маской становятся
непрозрачными для излучения УФ диапазона. Участки, соответствующие изображению,
на пленке для кадрирования вырезаются. Таким образом исключается появление
дефектов, возникающих при позитивном копировании из-за наличия пыли и контуров
обрезки.
Рисунок. 2.3 - Экспонирование частиц пыли в процессе записи
на формные пластины:) копирование без матовой пленки;
б) копирование с матовой пленкой, предупреждающей запись
пылинок
К негативному монтажу предъявляются требования по оптической
плотности. Необходимо, чтобы будущие печатающие элементы имели высокую
прозрачность (D<0,05), а пробельные элементы - достаточную оптическую
плотность (D>2,5).
Поскольку ручная приводка четырехкрасочных изображений при
негативном монтаже сложна и способствует увеличению числа ошибок, она
преимущественно используется при выполнении однокрасочных работ. Более удобным
является метод, согласно которому растровые изображения копируются на формную
пластину после того, как предварительно уже проведена запись с текстовых и
штриховых фотоформ, т.е. копирование растровых фотоформ осуществляется в
процессе второго экспонирования. Так как участки, соответствующие растровым
изображениям, при первом копировании текстовых и штриховых фотоформ зачернены,
на этих участках формная пластина при экспонировании остается незасвеченной. И
наоборот, при копировании с растровых фотоформ остальные участки кадрируют, и
они становятся непрозрачными для УФизлучения. Это делается для того, чтобы в
процессе второго экспонирования не разрушить уже проэкспонированные участки,
содержащие текст и / или штриховое изображение.
Контроль качества готового монтажа осуществляется посредством
изготовления светокопий. Контроль нужно выполнять очень тщательно, так как на
стадии монтажа еще можно внести необходимые изменения без больших
дополнительных затрат времени, финансов и отвлечения рабочего персонала.
Изготовление печатных форм и контроль качества. Печатные
формы отличаются друг от друга в зависимости от того, для какого вида печати
они изготавливаются: плоской офсетной, высокой / флексографской, глубокой или
трафаретной. Далее дается описание различных способов изготовления печатных
форм с применением соответствующих технологий.
Непосредственно в ходе изготовления печатной формы
оригинал-макет (обычно фотоформа) оптическим методом переносится на незасвеченную
формную пластину. Для этого используется либо метод контактного копирования,
либо метод проекционной записи. В формных процессах проекционная съемка
применяется для регистрации оригинал-макета, выполненного на прозрачной или
непрозрачной основе, например, оригиналмакета, изготовленного методом
выклеивания. Печатная форма изготавливается для каждой из основных красок
конкретного печатного процесса, синтез цвета в котором базируется на
использовании однокрасочных (цветоделенных) изображений.
В процессе контактного копирования светочувствительный слой
проявленного фотографического изображения (фотоформы) приводится в контакт с
копировальным (эмульсионным) слоем неэкспонированной формной пластины. Как
правило, для создания необходимого контакта используется вакуумный прижим.
Запись осуществляется в масштабе 1:1, при этом исходное зеркальное изображение
фотоформы в результате копирования преобразуется в прямое и, наоборот, прямое
изображение - в зеркальное.
Проекционный метод копирования является более гибким как с
точки зрения предоставляемых возможностей изменения масштаба, так и с точки
зрения преобразования зеркальности и, следовательно, является универсальным
методом копирования.
После облучения или экспонирования формной пластины возможно
применение промежуточных этапов (например, нагревания). Промежуточные операции
выполняются перед проведением операции проявления с использованием
предназначенных для данного формного материала физических и химических
процессов. В заключение печатная форма проходит этап отделки, т.е., например,
обжигается (для повышения тиражестойкости) или консервируется (например,
гуммируется для повышения сохранности и обеспечения печатных свойств).
Цифровые допечатные процессы. Цифровые допечатные процессы
разделяются на такие процессы:
Процессы цифрового растрирования;
-
Монтаж печатных листов и спуск полос.
Процессы цифрового растрирования В первые годы
распространения языка программирования PostScript (начиная с 1985 г.) основные
критические замечания в его адрес касались непосредственно процесса
растрирования. Обнаруженные проблемы были связаны в первую очередь с
возникновением нежелательных муаровых картин, ухудшавших изображение в системах
вывода высокого уровня. Муар возникал из-за неподходящего сочетания частоты и
углаповорота растровой структуры - явления, уже хорошо известного в полиграфии.
В то время, когда в технологии фоторепродукционных процессов
во избежание появления легко обнаруживаемых глазом муаровых узоров были
определены и стандартизированы углы поворота и частоты растровых структур (в
соответствии со стандартом DIN 16547, технологии электронного растрирования еще
не существовало [4]. Стандарт базируется на углах поворота 0, 15, 45 и 75° для
желтой, голубой, черной и пурпурной красок соответственно. Эти углы можно установить
без каких-либо трудностей в процессе проекционного или контактного
растрирования. Опыт показал, что стандарт DIN имеет свои недостатки. Так,
например, угол поворота для черной краски не всегда устанавливается на 45°, а
интервал 15° между растровыми структурами для желтой и голубой красок является
не идеальным, а скорее всего, компромиссным. Ситуация может быть улучшена
посредством структур с эллиптической формой растровой точки.
Наконец, проблема электронного растрирования заключается в
необходимости реализации особой системы растрирования (углы поворота и частоты
растровых структур) посредством пиксельной матрицы, используемой в фотовыводных
(экспонирующих) устройствах. Как известно, любой из способов перевода исходного
аналогового сигнала в цифровую форму сопровождается возникновением ошибок
квантования. Цифровое значение сигнала в пределах интервала квантования может
приобретать единственное, наперед заданное значение, соответствующее уровню
квантования (но только не величину, находящуюся внутри интервала квантования).
В результате квантования возникают отклонения, которые могут оказаться
незаметными для невооруженного глаза, однако могут стать причиной муара в
четырехкрасочной печати.(Rational-Tangent) - растрирование (растрирование по
методу рациональных тангенсов). Суть данного метода может быть легко объяснена.
До сих пор мы рассматривали элементарную растровую ячейку как простой квадрат,
который может быть повернут на произвольный угол. Тем не менее при цифровом
растрировании элементарная растровая ячейка в действительности должна
рассматриваться как двухмерная пиксельная сетка, поскольку частично урезанные
пиксельные ячейки получить невозможно. Даже правильная квадратная форма
элементарной растровой ячейки получается только в отдельных случаях, таких,
например, как использование угла поворота 0° (рис. 2.4). При любом повороте
элементарной растровой ячейки ее углы оказываются «занятыми» соседними
пикселями. Таким образом, допустимыми являются лишь такие углы, для которых
края повернутой растровой ячейки имеют как по вертикали, так и по горизонтали
целочисленное пиксельное расстояние (рис. 2.5). Поскольку отношение этих
расстояний описывается тангенсом и в данном случае является числом
рациональным, процесс растрирования называется растрированием с рациональными
тангенсами (RT-растрированием). Отличительной особенностью данного типа
растрирования является то, что все растровые ячейки имеют одну и ту же форму,
при этом доступно только несколько углов поворота и значений частот растровых
структур (рис. 2.6).
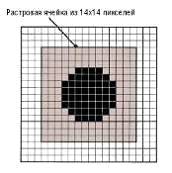
Рисунок 2.4 - Растровая ячейка из 14х14 = 196 пикселей с
площадью растровой точки в 52 пикселя (примерно 26,5%), расположенная под углом
0°

Рисунок 2.5 - Растровая ячейка под углом 45°. Ее контур
отличается от идеального (ширина ячейки wR > wl)
Рисунок 2.6 - Геометрия растровой ячейки, повернутой на угол
с рациональным тангенсом: 18,4 и 71,6° вместо стандартных углов 15 и 75°
На рис. 2.7 приведена схема расположения элементарных
растровых ячеек в записывающей системе ФВУ (рис. 2.6). Становится очевидным,
что последовательность из трех пикселей по вертикали и одного пикселя по
горизонтали образует угол наклона 18,4° (в то время как последовательность из
одного пикселя по вертикали и трех по горизонтали дает угол 71,6°).
Рисунок 2.7 - Отклонения углов поворота и частот растровых
структур с рациональным тангенсом от идеальных (угол 18,4° вместо идеального угла
15° и угол 71,6° вместо идеального угла 75°, частоты растрирования см. рис.
2.8)
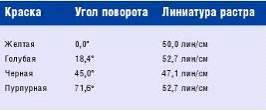
Рисунок 2.8 - Пример различий в линиатурах растрирования при
использовании углов поворота с рациональными тангенсами (RT - растрирование)
Соединение узловых точек в пределах четверти круга
показывает, что точки пересечения для углов 0 и 45° смещены относительно углов
18,4 и 71,6°. Это приводит к различным частотам растровых структур
цветоделенных изображений, что показано в рис. 2.8.
Суперячейки. Чем больше растровая ячейка, тем точнее можно
устанавливать углы поворота. Однако применение ячеек увеличенных размеров
нежелательно, так как снижение линиатуры приводит к растровой структуре,
которая обнаруживается невооруженным глазом, и, более того, ячейка больших
размеров является причиной потери разрешения при воспроизведении мелких
деталей. Поэтому суперячейка - это не просто увеличенная ячейка, её следует
рассматривать исключительно как объединение нескольких отдельных ячеек в одну
увеличенную площадку (рис. 2.9). Отдельные ячейки могут принимать в суперячейке
различные размеры и форму. Эти отличия компенсируются в пределах суперячейки. В
целом растрирование с суперячейками обеспечивает более точную аппроксимацию
стандартных углов поворота (рис. 2.10).

Рисунок 2.9 - Несколько растровых ячеек (3х3), объединенных в
суперячейку. Цифры указывают на число пикселей в ячейке
Рисунок 2.10 - Расчетом суперячеек можно приблизиться к
идеальным углам поворота при применяемых линиатурах
В то время как растровый процессор обработки изображений в
процессе растрирования по типу RT рассчитывает форму растровой точки только
один раз (все точки имеют одну и ту же форму), расчеты суперячеек являются
более сложными. Каждая ячейка в пределах суперячейки имеет свою форму, что
приводит к необходимости расчета каждой элементарной ячейки посредством
интерпретатора. Такие операции требуют увеличения как времени обработки, так и
объемов памяти. Фирма Adobe ввела технологию суперячейки в интерпретатор
PostScript (1-го уровня) и во все интерпретаторы PostScript (2-го уровня) под
названием Accurate Screens (точное растрирование). Но поскольку этот метод
сильно увеличивает время обработки, а повышенная точность пользователями не
всегда востребована, данная функция не является установкой по умолчанию.
Технология Accurate Screening активизируется посредством
специальных указаний PostScript, которые генерируются программой приложения.
Кроме большого увеличения времени обработки, растрирование по методу Accurate
Screening также требует больших объемов памяти. Фирма Adobe обходит трудности,
связанные со сложностью расчетов суперячейки посредством использования
специального аппаратного обеспечения. Сопроцессор PixelBurst разгружает
основной процессор RIP и выполняет, наряду с растрированием, еще и другие
специальные задачи, например, связанные с повышением скорости (рис. 2.11).
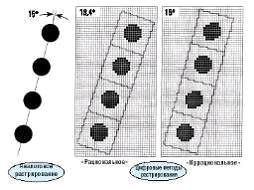
Рисунок 2.11 - Сравнение структур аналогового растрирования с
получаемыми методами цифрового «рационального» и «иррационального» растрирования
Другие производители программных продуктов предложили
варианты растрирования, также основанные на идее суперячейки: фирма
Linotype-Hell (в настоящее время Heidelberg) назвала свое решение HQS
Screening, а фирма Agfa назвала свою систему Balanced Screening.
Растрирование по методу иррациональных тангенсов. Фирма
Linotype-Hell развила принцип суперячейки и назвала его «иррациональным»
растрированием. Данная технология использует те углы поворота и линиатуры
растров, которые уже доказали оптимальное качество для ранних моделей фирменных
репросканеров Hell.
Главное отличие методов «рационального» и «иррационального»
растрирования заключается в разнице между рациональными и иррациональными
числами.
Основой «иррационального» растрирования служит матрица, в
которой расстояние между центрами растровых точек точно соответствует
некоторому определенному значению, например, 166,66 мкм при линиатуре 60
лин/см. Метод «иррационального» растрирования удовлетворяет также требованиям
установки идеальных углов поворота, но при этом форма растровой точки
периодически изменяется из-за изменения порядка чередования пикселей. Например,
через три или четыре пикселя по вертикали и один пиксель по горизонтали (рис.
2.11).
Частотно-модулированное растрирование (рис. 2.12).
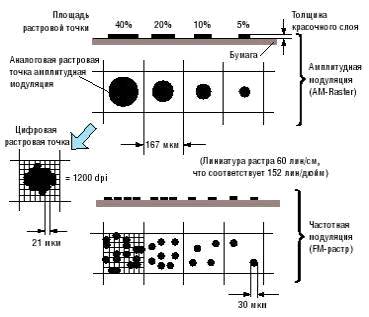
Рисунок 2.12 - Частотно-модулированное растрирование (FM) в
сравнении с амплитудно-модулированным растрированием (АМ) с цифровой структурой
растровой точки
В то время как процессы, базирующиеся на идее суперячейки, подчинены
приведению углов поворота растровых структур как можно ближе к стандартным,
частотно-модулированное растрирование (FM-растрирование) в принципе не имеет
углов поворота. Метод частотно-модулированного растрирования можно отнести
также к способам случайного или стохастического растрирования. В то время как
при традиционном растрировании (АM-растрировании, т.е.
амплитудно-модулированном растрировании) отдельные растровые точки расположены
на равных расстояниях друг от друга и изменяются только их размеры (амплитуда),
при использовании метода FM-растрирования растровые точки имеют одинаковые
размеры, но распределены они на запечатываемой поверхности случайным образом
(рис. 2.12).
Возможности вывода. В настоящее время стало общепринятой
практикой генерировать всю многокрасочную полосу или последовательность полос
на основе совокупности цифровых данных, подготовленных на допечатной стадии.
Для этого полосы обрабатываются в растровом процессоре, выполняющем
растрирование и передающем информацию в форме битовой карты на выводное
устройство.
Обработка цифровых данных с целью получения репродукции во
многих случаях приводит к совершенно новым формам организации производства. Эти
привнесенные изменения в различные системы управления процессом обработки
цифрового потока данных (Workflow) придали новое звучание пробе и цифровой
цветопробе. Эти технологии подробно рассмотрены в разделе 7.
Монтаж
печатных листов и спуск полос. Переход от ручного монтажного стола к компоновке
печатного листа цифровым способом на экране с помощью программного обеспечения
спуска полос сокращает расходы и рационализирует процесс. Технология работы
остается неизменной в зависимости оттого, выводится ли спуск полос с записью на
фотопленку в фотовыводных устройствах большого формата или непосредственно на
офсетную формную пластину («Компьютер - печатная форма». Эта технология
подробно рассмотрена в разделе 6).
В 80-х годах XX века монтажно-копировальные машины позволили
рационализировать процессы монтажа листа, обеспечив последовательное копирование
полос (на площади в формате печатного листа). Машины были оснащены программами
спуска полос, что по тому времени явилось большим шагом вперед.
В этих машинах автоматически располагалась цельнополосная
фотоформа (а также фотоформа из нескольких скомпонованных полос), а затем в
соответствии с требуемым порядком размещения полос на печатной форме
осуществлялось их экспонирование на формную пластину. Оборудование пошагового
копирования, используемое и в настоящее время, послужило причиной появления технологии
«произвести и повторить копирование». В данной системе для получения требуемого
количества идентичных копий (размноженные полосы) на печатной форме, достаточно
изготовить только одну фотоформу.
2.2 Печатные процессы
Печатные процессы включают в себя такие технологии печати как
офсетная печать, глубокая печать, высокая печать, трафаретная печать и
специальные виды печати для определенных видов продукции.
Офсетная печать. Офсетный способ печати является классическим
и практически основным, благодаря экономичности и отличному качеству
выпускаемой продукции. Печать офсетным способом способна воссоздать
высококлассную полиграфическую продукцию. С ее помощью возможно отличное
воспроизведение мелких деталей и хорошая передача полутонов.
Говоря об офсетном способе печати, можно отметить, что
сегодня офсетная печать наиболее популярна и часто используется в
полиграфическом производстве для печати книг, журналов, газет и другой
продукции.
Глубокая печать. Принцип глубокой печати состоит в следующем:
печатный оттиск получают с форм, на которых краска находится в углубленных
печатающих элементах.
Разница в насыщенности изображений, полученных с помощью
глубокой печати, обеспечивается различной глубиной печатающих элементов. Это
является главным преимуществом глубокой печати при воспроизведении тонов,
света, тени на изображении.
С помощью образовавшихся слоев краски различной толщины на
бумаге получается четкое изображение с тончайшими деталями.
Но помимо преимуществ, глубокая печать обладает одним большим
минусом, который сильно ограничивает ее распространение. Дело в том, что
изготовление формных цилиндров для глубокой печати слишком дорого, поэтому к
технологии глубокой печати обращаются лишь для печати больших тиражей (более 1
млн экземпляров).
Высокая печать. Одним из самых старых способов печати
является высокая печать, к которой относят флексографию и печать с
металлических печатных форм - металлографию.
Процесс высокой печати осуществляется посредством, не
вырезанных как в глубокой печати, а наоборот, возвышающихся над поверхностью
печатной формы печатных элементов.
Высокая печать, в основном осуществляется с помощью машин.
Краски для высокой печати применяют вязкие, пастообразные. Переносятся на
бумагу краски с помощью металлических печатных форм.
Трафаретная печать. Трафаретная печать является одним из
технологичных способов печати. Она охватывает самые различные области
применения: от ручных работ до высокотехнологичных промышленных решений, от
самых малых форматов при изготовлении печатных плат до самых крупных плакатов
порядка 3х6 м и от единичных экземпляров до больших тиражей. Способом
трафаретной печати запечатываются бумага, текстиль, керамика и синтетические
материалы в виде полотна, отдельных листов, а также такие изделия различного
предназначения и формы, как банки, бокалы и панели.
Специальные виды печати и их применение для определенных
видов продукции. Печать ценных бумаг не использует самостоятельный способ
печати. Речь идет о применении при их выпуске комбинации существующих способов
офсетной, глубокой, высокой печати. Под печатью ценных бумаг понимается печать
банкнот, знаков почтовой оплаты и таких документов, как акции, удостоверения,
пропуска, паспорта, чеки и свидетельства. От ценной бумаги ожидают, что в
течение длительного времени (годы и десятилетия) она будет удовлетворять
требованиям, предъявляемым к ней, и ее можно будет без труда опознавать именно
как ценную бумагу.
К тому же печать ценных бумаг в высокой степени должна быть
защищена от подделки. Это обеспечивают не только применяемые способы печати и
их комбинации, но также и использование особой бумаги, специальных печатных
красок, защитных элементов и голограмм.
автоматизация программный информационный компьютерный
2.3 Послепечатные процессы
Послепечатные работы - это часть технологического процесса
полиграфического производства, в котором отпечатанной продукции придаются
требуемые формы и свойства (рис. 2.13) [4]. Во время отделочного процесса
продукция принимает законченный вид, отличающийся дизайном (формой) и
функциональностью, зависящими от объема информации. Многообразие продукции
отделочного производства отображено на рис. 2.14.
В брошюровочно-переплетных цехах обрабатываются следующие
виды продукции, как показано в таблице 2.1.
Таблица 2.1 - Обработка продукции
|
Отдельные листы
|
Обрезанные
листы, высечки;
|
|
Сфальцованные
листы
|
листы различных
размеров, которые фальцуются в соответствии с определенной, иногда сложной
конфигурацией;
|
|
Газеты
|
сфальцованные
листы или скомплектованные вкладкой тетради;
|
|
Буклеты
|
сфальцованные
листы в обложке, вставленные и скрепленные проволокой или нитками по корешку;
|
|
Брошюры
|
однотетрадные
или многотетрадные блоки, скомплектованные и скрепленные проволокой или клеем
в обложке;
|
|
Книги
|
многотетрадный
блок, скрепленный нитками или клеем в обложке или крышке;
|
|
Комплекты
|
набор
скрепленных механическим соединением листов, используются металлические или
пластиковые гребенчатые соединения и спирали;
|
|
Упаковочные
материалы / средства
|
открытые или
закрытые изделия, обрезанные и сформированные по размеру предмета во время
процедуры упаковки.
|

Рисунок 2.13 - Производственный поток материалов и данных для
создания печатной продукции

Рисунок 2.14 - Печатная продукция, получаемая в результате отделки
2.4 Полиграфическое оборудование
В полиграфическом производственном процессе печатные машины
занимают центральное место. В ходе печатного процесса краска переносится на
запечатываемый материал, благодаря чему тиражируется текстовая и изобразительная
информация. Контраст между печатными и не печаными элементами создается
посредством свойств печатных форм. В печатном процессе содержащаяся на печатной
форме текстовая и изобразительная информация не может быть изменена. Для
каждого заказа должны быть изготовлены и установлены в машине собственные
формы. Перенос краски с формы на бумагу или другой запечатываемый материал
требует заданного давления в печатной зоне (сила на единицу площади) или
натиска. Это давление составляет для:
высокой печати 5-15 мПа;
флексопечати 0,1-0,5 мПа;
офсетной печати 0,8-2 мПа;
глубокой печати 1,5-2 мПа (1 Па=1 Н/м2).
Рис. 2.15 показывает три основных принципа переноса краски на
запечатываемый материал. Давление создается в машине между печатной парой.
Печатная пара представляет собой две расположенные одна против другой
поверхности, между которыми находятся запечатываемый материал и печатная форма
с нанесенной на нее краской. Технический прогресс развития техники печати
позволил перейти от плоских поверхностей печатной пары к цилиндрическим.
Рисунок 2.15 - Способы печати с примерами машин:
а) тигельная печатная машина;
б) плоскопечатная машина (плоскопечатный автомат);
в) ротационная печатная машина
На рис. 2.15, а показан принцип печати, в котором вертикально
перемещаемая плита прижимает бумагу к печатной форме. Этот принцип применялся в
прессе Гутенберга, а впоследствии в тигельных печатных машинах. Сегодня этот
принцип применяется в машинах для тиснения и высечки.
На рис. 2.15, б представлен печатный аппарат с вращающимся
печатным цилиндром и горизонтально перемещаемой плитой (талером) с печатной
формой, который применяется в плоскопечатных машинах. По сравнению с тигельными
печатными машинами они имеют более высокую скорость печати. Этот печатный
аппарат применялся в плоскопечатных машинах, в машинах для тиснения и высечки,
а также в пробопечатных станках. Последующее развитие печатных пар привело к
появлению высокоэффективного ротационного принципа печати с цилиндрическими
поверхностями (рис. 2.15, в).
Для листовых и рулонных материалов были разработаны так
называемые листовые и рулонные ротационные печатные машины. В печатной паре
ротационных печатных машин для всех способов печати находится эластичное
покрытие, которое компенсирует (сглаживает) разность в толщине печатной формы и
радиальное биение цилиндра. На рис. 2.16 показано расположение декеля при
различных способах печати.
Рисунок 2.16 - Ротационные печатные аппараты
В высокой печати на печатный цилиндр натягивается «рубашка»
из толстого слоя бумаги или картона. Ее толщина (от 1,25 до 1,75 мм) позволяет
выравнивать радиальное давление в печатной паре.
В флексографской печати изготавливаемая из резины или
фотополимеров эластичная печатная форма сглаживает давление радиальной
деформации. Новейшие разработки в области технологий формных процессов
позволяют выполнять более твердые и тонкие печатные формы (< 1 мм), которые
приклеиваются на сжимаемую подложку (пленка или гильза).
В офсетной печати осуществляется контакт формного и офсетного
цилиндра, на который натянуто эластичное резиновое полотно - декель.
В глубокой печати резиновое покрытие печатного цилиндра
прижимает бумагу к ячейкам формного цилиндра.
Печатные машины относятся к группе обрабатывающих машин. Рис.
2.17 показывает их функциональную структуру.
Обрабатывающие машины включают следующие функциональные узлы:
обработки материала (например, нанесение краски, печать,
транспортировка запечатываемого материала);
силовые установки (двигатели, передаточные и исполнительные
механизмы);
управления (сенсоры, управляющие устройства, например ЭВМ);
защитные и опорные узлы (кожухи, корпуса, рамы, опоры).
Рисунок 2.17 - Функциональная структура обрабатывающих машин
Особенностью печатных машин является наличие специальных
устройств для переноса текстовой и изобразительной информации на запечатываемый
материал. Для исполнения этих функций печатные машины содержат нижеописанные
элементы или устройства:
устройства для ввода запечатываемых материалов:
листовые самонаклады для отделения листов от стопы бумаги;
устройства для размотки рулонов;
устройства для транспортировки запечатываемого материала:
выравнивающие, разгонные и транспортирующие элементы и
устройства для листов;
натяжные и направляющие валики для бумажных полотен;
устройства дозирования, выравнивания и нанесения веществ,
образующих покрытия:
красочные аппараты;
увлажняющие аппараты;
аппараты для нанесения лака;
устройства для переноса веществ:
печатные секции;
лакировальные секции;
устройства для сушки веществ, образующих покрытия;
устройства для дальнейшей обработки:
фальцевальные аппараты в рулонных машинах;
устройства для поперечной резки полотна рулона;
продольные резальные устройства;
устройства для хранения запечатанных листов или рулонов:
приемное устройство для приема листов в стапель;
устройство для намотки бумажных полотен в рулоны;
устройство для намотки сфальцованных листов на рулон для
хранения.
Максимальные форматы печати машин определяются размерами
формного цилиндра. Меньшие форматы возможны:
при использовании более узких рулонов;
в листовых печатных машинах путем подачи листов меньшего
формата.
Рулонные машины имеют фиксированную длину печати, которая
определяется лишь диаметром формного цилиндра. Вариабельность формата в машинах
глубокой и флексографской печати достигается посредством смены формного
цилиндра, в то время как в офсетной и высокой печати данная возможность не
предусмотрена.
Отнесение машин к машинам постоянного или переменного форматов
связано с возможностью изменения длины, но не ширины печати. Показанные на рис.
2.16 специфические расположения цилиндров позволяют осуществлять перенос на
запечатываемый материал только одной краски. Для многокрасочной печати
требуется несколько печатных секций в одной машине.
Для печати с двух сторон (двусторонняя печать) листа или
рулона в рулонных машинах часто используются двусторонние печатные аппараты, а
в листовых машинах (за некоторыми исключениями) - специальные устройства
переворота листа.
Принципиальное построение ротационных печатных машин (для
листовой офсетной, рулонной офсетной и рулонной флексографской печати) показано
на рис. 2.18 и будет рассмотрено ниже.
Листовые печатные машины. На примере, приведенном на рис.
2.18, а, стапель листовой бумаги загружается в самонаклад и посредством
механизма подъема стапельного стола перемещается настолько, чтобы верхний лист
мог быть захвачен и далее отправлен в виде отдельного листа на накладной стол.
Форгрейфер забирает лист после выравнивания, разгоняет его до скорости вращения
цилиндров печатной секции и передает в захваты передающего цилиндра. Последую
щая передача листа с цилиндров осуществляется через систему захватов. Таким
образом, в печатных секциях при многокрасочной печати гарантируется точная
приводка.
Обе приведенные на рисунке офсетные печатные секции состоят
из печатного, офсетного и формного цилиндров. На печатную форму, помещенную на
формный цилиндр, наносятся увлажняющий раствор и краска. Захваты последнего
печатного цилиндра передают запечатанный лист в захваты каретки цепного
транспортера, который выводит его на приемное устройство. Там оттиск
освобождается из захватов, притормаживается и опускается на стапель.
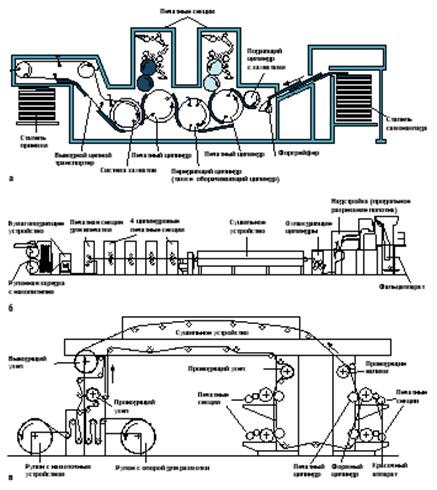
Рисунок 2.18 - Принцип построения ротационных печатных машин:
а) принципиальная схема листовой печатной машины;
б) рулонная печатная машина для акцидентной печати;
в) многосекционная флексографская печатная машина
Рулонные печатные машины. Данный класс машин относительно
области их применения разделяется на следующие группы:
акцидентные печатные машины;
газетные печатные машины;
машины для печати на упаковке.
Представленная на рис. 2.18, б акцидентная печатная машина
имеет двухлучевую рулонную установку с двумя рулонами с накопителем бумаги,
который позволяет производить замену рулона автоматически без останова машины.
Устройство для ввода рулона в машину подает полотно в лентопроводящую систему,
где обеспечивается его натяжение и подача в печатную секцию. Оно обеспечивает
боковое равнение и позволяет управлять натяжением бумажного полотна. Для
рулонных печатных машин горизонтальное движение полотна является традиционным.
Например, полотно запечатывается с двух сторон в четыре краски в четырех
печатных аппаратах. Дополнительный впечатывающий аппарат применяется при
нанесении, например, изменяющегося текста. Красочные и увлажняющие аппараты на
рисунке не показаны. Чтобы избежать отмарывания запечатанной краски при
последующей обработке в фальцаппарате, бумажное полотно проходит через сушильное
устройство.
Группа охлаждающих цилиндров снижает температуру разогретого
в сушке (около 130°С) бумажного полотна. В устройстве для продольной резки
перед фальцаппаратом полотно разрезается вдоль, и с помощью поворотных штанг
образованные полосы накладываются одна на другую.
В фальцаппарате происходит продольная фальцовка и поперечная
разрезка полотна и при необходимости нанесение полоски клея для фальцовки с
приклейкой. Может производиться также продольная и поперечная перфорация, и
многократная фальцовка обрезанных листов.
Для газетных печатных машин типично вертикальное прохождение
полотна и одновременное запечатывание нескольких полотен.
Примером построения печатной машины для производства упаковки
служит схема многоцилиндровой флексографской машины на рис. 2.18, в. Установка
разматывает притормаживающийся рулон. Лентопроводящая система обеспечивает
проводку и натяжение бумажного полотна через четыре печатные секции.
Флексографские печатные секции состоят из печатного, формного
цилиндров и красочного аппарата. Через дополнительное выводное устройство
запечатанное с одной стороны полотно при помощи лентопроводящей системы
проходит через сушильное устройство, прежде чем оно будет смотано в рулон.
Спецификация полиграфического оборудования предприятия ЧПКФ
«Издательство «ПолиграфПлюс». В таблице 2.2 представлена спецификация
полиграфического оборудования.
Таблица 2.2 - Спецификация полиграфического оборудования
|
Наименование
|
Модель
|
Формат
|
Год
|
|
Допечатное
оборудование
|
|
Лаз. принтер
|
HP
5200 LJ A3
|
A3
|
2004
|
|
Лаз. принтер
|
HP
1325 LJ
|
A4
|
2006
|
|
Лаз. принтер
|
NRG
754
|
A3
|
2002
|
|
Стр. принтер
цв.
|
HP
1700 CJ
|
A3
|
2005
|
|
Копировальная
рама
|
Flip
TOP FT40V3UPNS Double-Sided
|
А2
|
2003
|
|
Монтажный стол
|
|
750x1050
|
|
|
Печатное
оборудование
|
|
2-красочная
печатная машина
|
Heidelberg
SM 102-2 P
|
720x1020 (А2)
|
2002
|
|
1-красочная
печатная машина
|
Ryobi 520 NP
|
520x375 (A3)
|
1991
|
|
1-красочная
печатная машина
|
Heidelberg PM GTO 52-1
|
520x375 (A3)
|
2001
|
|
Ризограф
|
DUPLO
DP-550 S HDi
|
A3
|
2006
|
|
Ризограф
|
Riso
RZ 570
|
A3
|
2007
|
|
Послепечатное
оборудование
|
C.P. Bourg BST
20
|
|
1997
|
|
Фальцевальная
машина
|
Stahl T 36-4
|
|
1997
|
|
Термоклеевая
машина
|
Horizon BQ-270
|
|
2006
|
|
Электромеханический
резак
|
Schneider
Senator E-line 78
|
|
1999
|
|
Гидравлический
резак
|
Perfecta
76 SC
|
|
1994
|
В данном разделе было рассмотрено структура предприятия,
которая состоит их трех этапов: допечатные процессы, печатные процессы и
послепечатные процессы. Так же было рассмотрено полиграфическое оборудование,
используемое на предприятии.
3. Анализ компьютерной сети ПВКФ «Издательство
«ПолиграфПлюс»
Данный раздел посвящен анализу структурированной кабельной
системы предприятия ПВКФ «Издательство «ПолиграфПлюс». Будет рассмотрено
спецификации рабочих станций предприятия, сетевое оборудование и проанализировано
спецификации модема, сетевых адаптеров и коммутаторов. Также будет рассмотрено
и проанализировано спецификации дополнительного компьютерного оборудования,
такого как источник бесперебойного питания и принтера.
Итогом будет приведены основные недостатки существующей сети,
что станет поводом и основанием для модернизации компьютерной сети, а в
следствии и автоматизации производства в целом.
3.1 Структурированная кабельная система
предприятия ЧПКФ «Издательство «ПолиграфПлюс»
Компьютерная сеть ПВКФ «Издательство «ПолиграфПлюс» состоит
из 6 рабочих станций:
- директор - 1 рабочая станция;
- главный технолог - 1 рабочая станция;
- бухгалтерия - 2 рабочих станции;
- ОДКВ - 3 рабочих станции.
Сетевое оборудование состоит из сетевых адаптеров рабочих
станций, двух коммутаторов Switch TP-LINK TL-SF1008D 8-PORT, модема D-Link
DSL-2540U/BRU/D и кабеля витая пара UTP c5e. На одной из рабочих
станций с отдела дизайна стоит 2 сетевых адаптера. Один предназначена для
модема, второй для связи с компьютерной сетью предприятия через коммутатор и
раздачи Интернета другим рабочим станциям сети по средством программы UserGate. Также в состав
компьютерного оборудования входит 4 принтера, и источники бесперебойного
питания.
3.2 Спецификация рабочих станций
Рассмотрено спецификации рабочих станций предприятия для
дальнейшего анализа и принятия решения по замене или модернизации.
Кабинет директора. В кабинете директора находится одна
рабочая станция (ноутбук Acer eMachines 510-1A1G12Mi 15,4»). Спецификация
рабочей станции в кабинете директора представлена в таблице 3.1.
Таблица 3.1 - Спецификация рабочей станции в кабинете
директора
|
Экран
|
15.4» WXGA
(1280x800)
|
|
Процессор
|
Intel T1400
(1.73Ghz)
|
|
Объём
оперативной памяти
|
1 GB
|
|
Тип оперативной
памяти
|
DDR2
|
|
Жесткий диск
|
120Gb
|
|
Видеокарта
|
Интегрированная
видеокарта
|
|
Чипсет
материнской платы
|
Intel 965GM
Express
|
|
Беспроводные
технологии
|
Wi-Fi
|
|
Оптические
приводы (CD, DVD)
|
DVD-Super-Multi
|
|
Коммуникационные
возможности и порты ввода-вывода
|
3 x
USB 2.0 / VGA / RJ-11 / RJ-45 / Mic-in / Headphones
|
|
Внутренняя
аудиосистема
|
AC 97
|
|
Устройство
управления курсором
|
Touchpad
|
|
Предустановленное
ПО
|
Microsoft
Windows Vista Home Basic
|
|
Размеры
|
366 x 274 x
42.6 мм
|
Главный технолог. Спецификация компьютера главного технолога
(GRAND Minima 23058) представлена в таблице 3.2.
Таблица 3.2 - Спецификация рабочей станции №1 в бухгалтерии
|
Процессор
|
Celeron
D331 Socket775 2.67 GHz/FSB533 BOX
|
|
Материнская
плата
|
ElitGroup
Socket775 i945GZ i945GZT-M mATX
|
|
Память
|
DDR II 500МB
PC2-5300 M.tec (667Mhz)
|
|
Винчестер
|
SATA
80 GB Samsung HD082GJ 8MB 7200rpm
|
|
Видео
|
Radeon
9250 128Mb
|
|
Дисковод FDD
|
1,44 ALPS
|
|
Оптический
привод
|
DVD+-RW
Samsung 16x DL SH-S183A/BEWN white
|
|
Корпус
|
Grand
104W w/o PU
|
|
Блок питания
|
ATX
Great Wall Hopely 350W
|
|
Монитор
|
Samsung
795 FD
|
|
Клавиатура
|
Sven
Standart 600
|
|
Мышь
|
A4
Tech
|
ОДКВ. В отделе дизайна находится 3 рабочих станции.
Спецификация компьютера №1 (GRAND Minima 23088) представлена в таблице 3.3.
Таблица 3.3 - Спецификация рабочей станции №1 в отделе
дизайна
|
ПроцессорCeleron D331 Socket775 2.67
GHz/FSB533 BOX
|
|
|
Материнская
плата
|
ElitGroup
Socket775 i945GZ i945GZT-M mATX
|
|
Память
|
DDR II 512MB
PC2-5300 M.tec (667Mhz)
|
|
Винчестер
|
SATA
80 GB Samsung HD082GJ 8MB 7200rpm
|
|
Видео
|
Radeon
9250 256Mb
|
|
Дисковод FDD
|
1,44 ALPS
|
|
Оптический
привод
|
DVD+-RW
Samsung 16x DL SH-S183A/BEWN white
|
|
Корпус
|
Grand
104W w/o PU
|
|
Блок питания
|
ATX
Great Wall Hopely 350W
|
|
Монитор
|
Samsung
795 FD
|
|
Клавиатура
|
Sven
Standart 600
|
|
Мышь
|
A4
Tech
|
Спецификация компьютера №2 (GRAND Minima 23098) представлена
в таблице 3.4.
Таблица 3.4 - Спецификация рабочей станции №2 в отделе
дизайна
|
ПроцессорCeleron D331 Socket775 2.67
GHz/FSB533 BOX
|
|
|
Материнская
плата
|
ElitGroup
Socket775 i945GZ i945GZT-M mATX
|
|
Память
|
DDR II 1GB PC2-5300 M.tec (667Mhz)
|
|
Винчестер
|
SATA
160 GB Samsung HD082GJ 8MB 7200rpm
|
|
Видео
|
Radeon
9600 128Mb
|
|
Дисковод FDD
|
1,44 ALPS
|
|
Оптический
привод
|
DVD+-RW
Samsung 16x DL SH-S183A/BEWN white
|
|
Корпус
|
Grand
104W w/o PU
|
|
Блок питания
|
ATX
Great Wall Hopely 350W
|
|
Монитор
|
Samsung
795 FD
|
|
Клавиатура
|
Sven
Standart 600
|
|
Мышь
|
A4
Tech
|
Спецификация компьютера №3 (GRAND Minima 23108) представлена
в таблице 3.5.
Таблица 3.5 - Спецификация рабочей станции №3 в отделе
дизайна
|
ПроцессорCeleron D331 Socket775 2.67
GHz/FSB533 BOX
|
|
|
Материнская
плата
|
ElitGroup
Socket775 i945GZ i945GZT-M mATX
|
|
Память
|
DDR II 2GB PC2-5300 M.tec (667Mhz)
|
|
Винчестер
|
SATA
500 GB Samsung HD082GJ 8MB 7200rpm
|
|
Видео
|
Radeon
9600 256Mb
|
|
Дисковод FDD
|
1,44 ALPS
|
|
Оптический
привод
|
DVD+-RW
Samsung 16x DL SH-S183A/BEWN white
|
|
Корпус
|
Grand
104W w/o PU
|
|
Блок питания
|
ATX
Great Wall Hopely 350W
|
|
Монитор
|
Samsung
795 FD
|
|
Клавиатура
|
Sven
Standart 600
|
|
Мышь
|
A4
Tech
|
Бухгалтерия. В бухгалтерии находятся 2 рабочих станции.
Спецификация компьютера №1 (GRAND Minima 23058) представлена в таблице 3.6.
Таблица 3.6 - Спецификация рабочей станции №1 в бухгалтерии
|
ПроцессорCeleron D331 Socket775 2.67
GHz/FSB533 BOX
|
|
|
Материнская
плата
|
ElitGroup
Socket775 i945GZ i945GZT-M mATX
|
|
Память
|
DDR II 500МB
PC2-5300 M.tec (667Mhz)
|
|
Винчестер
|
SATA
80 GB Samsung HD082GJ 8MB 7200rpm
|
|
Видео
|
Radeon
9250 128Mb
|
|
Дисковод FDD
|
1,44 ALPS
|
|
Оптический
привод
|
DVD+-RW
Samsung 16x DL SH-S183A/BEWN white
|
|
Корпус
|
Grand
104W w/o PU
|
|
Блок питания
|
ATX
Great Wall Hopely 350W
|
|
Монитор
|
Samsung
795 FD
|
|
Клавиатура
|
Sven
Standart 600
|
|
Мышь
|
A4
Tech
|
Спецификация компьютера №2 (GRAND Minima 23068) представлена
в таблице 3.7.
Таблица 3.7 - Спецификация рабочей станции №2 в бухгалтерии
|
ПроцессорCeleron D331 Socket775 2.67
GHz/FSB533 BOX
|
|
|
Материнская
плата
|
ElitGroup
Socket775 i945GZ i945GZT-M mATX
|
|
Память
|
DDR II 500МB
PC2-5300 M.tec (667Mhz)
|
|
Винчестер
|
SATA
80 GB Samsung HD082GJ 8MB 7200rpm
|
|
Видео
|
Radeon
9250 256Mb
|
|
Дисковод FDD
|
1,44 ALPS
|
|
Оптический
привод
|
DVD+-RW
Samsung 16x DL SH-S183A/BEWN white
|
|
Корпус
|
Grand
104W w/o PU
|
|
Блок питания
|
ATX
Great Wall Hopely 350W
|
|
Монитор
|
Samsung
795 FD
|
|
Клавиатура
|
Sven
Standart 600
|
|
Мышь
|
A4
Tech
|
3.3 Сетевое оборудование
Приведем спецификации сетевого оборудования компьютерной сети
предприятия.
Модем D-Link DSL-2540U/BRU/D. Спецификация модема представлена в таблице 3.8.
Таблица 3.8 - Спецификация модема D-Link DSL-2540U/BRU/D
|
Тип
оборудования
|
ADSL-модем,
маршрутизатор, коммутатор, межсетевой экран
|
|
ADSL
|
ADSL2+
|
|
Firewall
|
Защита от
DoS-атак
|
|
Защищенные
|
VPN-протоколы
IPSec, PPTP, L2TP
|
|
Протоколы
|
PPPoA,
PPPoE, IGMP, SNTP, UPnP
|
|
Маршрутизация
|
Статическая
IP-маршрутизация
|
|
Скорость
передачи данных
|
До 24 Мбит/сек
для нисходящего потока, до 1 Мбит/сек для восходящего потока
|
|
QoS
|
Поддерживается
приоритизация / классификация трафика на основе физического порта, очереди
приоритетов 802.1p, доп. порта, определяемого пользователем протокола
(TCP/UDP/ICMP и т.д.). 3 очереди приоритетов PVC. PVC/VLAN port mapping. IGMP
v. 2 snooping.
|
|
Соответствие
стандартам
|
RoHS
|
|
Кнопки
|
Reset
|
|
DMZ
|
Поддерживается
|
|
NAT
|
Поддерживается
|
|
DHCP-сервер
|
Есть
|
|
Управление
|
Веб-интерфейс,
SNMP v1, v2c
|
|
Порты
|
4 порта 10/100
Мбит/сек RJ-45 LAN с автоопределением MDI/MDIX, 1 порт ADSL с разъемом RJ-11
|
|
Безопасность
|
Фильтрация по
MAC-адресу, фильтрация пакетов (IP/ICMP/TCP/UDP)
|
|
Блок питания
|
Внешний; входит
в комплект поставки
|
|
Комплект
поставки
|
Кабель
Ethernet, ADSL Splitter, 2 телефонных кабеля, блок питания, CD-ROM
|
|
Размеры (ширина
х высота х глубина)
|
196 x 32 x 121
мм
|
|
Вес
|
308 г.
|
Сетевые адаптеры. На всех рабочих станциях стоят однотипные
сетевые адаптеры TP-LINK TF-3283 10/100Mбит/с.
Сетевая карта Fast Ethernet TF-3283 является высоко
интегрированным, обеспечивающим 32-битную производительность, контроллер шины
PCI и полную совместимость со стандартами IEEE 802.3 10Base-T, IEEE 802.3u
100Base-TX и технологию управления потоком данных IEEE 802.3x в режиме Full
Duplex. Сетевая карта TF-3283 сохраняет низкую стоимость и игнорирует преграды
для использования. Он является самым легким способом, чтобы модернизировать
сеть с 10 до 100Mбит/с. Поддерживает скорость передачи данных как 10Mбит/с так
и 100Mбит/с в режимах Half-Duplex и Full-Duplex, использует технологию авто-настройки
для определения скорости сети. Он может быть широко использован в самых
современных операционных системах. Снабженный драйвером для Windows
Me/2000/2003/XP, сетевая карта TF-3283 является устройством с поддержкой
технологии «включай и работай» (plug-and-play).
Коммутатор. В компьютерной сети предприятия 2 коммутатора
Switch TP-LINK TL-SF1008D 8-PORT.
8-портовый коммутатор 10/100Mбит/с Fast Ethernet TL-SF1008D
обеспечивает 8 RJ45 портов 10/100Mбит/с с авто-настройкой. Все порты
поддерживают функцию авто MDI/MDIX, которая исключает необходимость в кабеле
кроссоверного соединения или портах Uplink. Коммутатор поддерживает технологию
Plug-and-Play («Подключи и работай»), каждый порт может быть использован как
обычный или порт Uplink, может быть легко подключен к серверу, концентратору
или коммутатору, используя кабель прямого или кроссоверного соединения.
-портовый коммутатор Fast Ethernet TL-SF1008D обеспечивает
высокую производительность, низкую стоимость, легкость использования, плавную и
стандартную модернизацию, направленную на усовершенствование старой сети до
сети 100 бит/с. Он поможет увеличить производительность сети до скорости
передачи данных в режиме full duplex. Коммутация со скоростью канала, с помощью
которой осуществляется пересылка пакетов, может быть с такой скоростью, с
которой сеть осуществляет доставку этих пакетов.
3.4 Периферия и дополнительное компьютерное
оборудование
В состав входит 7 однотипных источников бесперебойного
питания Mustek PowerMust 400VA. В таблице 3.9 приведена спецификация.
Таблица 3.9 - Спецификация ИБП Mustek PowerMust 400VA
|
Тип
|
Линейно-интерактивный
|
|
Индикаторы
|
Световой
индикатор, звуковое сопровождение
|
|
Мощность
|
400VA\240W
|
|
Время зарядки
|
8 ч.
|
|
Размеры
|
100 x 330 x 140
мм
|
|
Описание
|
UPS
Mustek Powermust 400VA USB. Надежная
защита Ваших данных Особенности * Источник бесперебойного питания * Линейно
интерактивный / AVR (автоматическое регулирование напряжения) * Функция
отключения * Кабель RS-232 для соединения с ПК * Гнездо телефонной линии для
защиты модема и телефонной линии * Защита от скачков, перегрузок напряжения и
короткого замыкания Технические характеристики * Диапазон входного
напряжения: 85-145V; 160-290V * Время переключения: менее 3 мс * Время
резервирования: 400USB: 200VA - 8 мин, 300VA ~ 3 мин, 400VA ~ 1 мин; 600USB:
200VA - 15 мин, 300VA - 8 мин, 400VA ~ 5 мин, 600VA ~ 1 мин; * Интерфейсы:
RS-232, USB * Масса: 6 кг
|
Также 4 принтера:
HP 5200 LJ A3
HP 1325 LJ A4
HP 1700 CJ A3
NRG 754 A3
3.5 Предложение по модернизации компьютерной сети
Анализ недостатков. Перед тем как вносить предложения по
модернизации компьютерной сети, выявим основные существенные недостатки
существующей на данный момент компьютерной сети предприятия [5]. Выявленные
недостатки и будут поводом и основанием для модернизации компьютерной сети, а в
следствии и автоматизации производства в целом.
Первый недостаток состоит в неправильном построении СКС сети,
точнее ее отсутствие, на базе которой невозможно построить современную
компьютерную сеть для модернизации предприятия. Невозможность масштабирования и
расширяемости компьютерной сети. СКС построена с использованием кабеля
неэкранированной «витой пары», что в присутствии установок, которые используют
высокие мощности, могут создавать помехи в сети, что может повлечь за собой
потерю данных и нестабильность работы.
Второй недостаток в недостаточной мощности рабочих станций,
что влечет за собой плохую производительность, а следствием и недостаточную
производительность всего предприятия от объективно возможной. Также
недостаточная мощность рабочей станции делает невозможным применение такой
технологии как «computer-to-plate».
Третьим недостатком является малое количество рабочих
станций. Рабочие станции есть не на всех отделах предприятия, а так и не на
всех этапах технологического процесса предприятия, что делает невозможным
автоматизацию производства в целом.
Четвертым недостатком является отсутствие выделенного
сервера. При отсутствии такого вся важная информация и потоки данных
распределенно хранятся на разных рабочих станциях предприятия, что являет собой
угрозу потери данных, и срыв текущих процессов. Интернет распределяется от
одной рабочей станции, что при недостаточном аппаратном обеспечении дает
дополнительную нагрузку как на сеть, так и на саму рабочую станцию.
Предложения по модернизации. На основании анализа недостатков
внесено предложение по модернизации компьютерной сети и самого предприятия в
целом:
. Модернизация СКС предприятия ЧПКФ «Издательство
«ПолиграфПлюс», на базе которой будет проектироваться современная компьютерная
сеть, удовлетворяющая все условия производства;
. Увеличение числа рабочих станций на предприятии чтобы
получить замкнутый цикл производства;
. Выбор аппаратных и программных средств удовлетворяющие все
условия производства, для реализации компьютерной сети предприятия.
. Создание АСУ ТП предприятия путем внедрения технологии
«computer-to-plate».
. На базе спроектированной компьютерной сети создание АСУ ТП
предприятия путем внедрения системы workflow.
В таблице 3.10 показан анализ недостатков и предложения по
модернизации компьютерной сети предприятия.
Таблица 3.10 - Анализ недостатков и предложения по
модернизации
|
Анализ
недостатков
|
Предложения по
модернизации
|
|
Неправильное
построении СКС
|
Модернизация
СКС
|
|
Не достаточная
мощность рабочих станций
|
Выбор
аппаратных и программных средств удовлетворяющие все условия
|
|
Малое
количество рабочих станций
|
Увеличение
числа рабочих станций на предприятии
|
|
Отсутствие
выделенного сервера
|
Выделение
сервера
|
|
Создание АСУ
ТП предприятия путем внедрения технологии «computer-to-plate» и системы
workflow
|
В этом разделе была рассмотрена структурированная кабельная
система предприятия ПВКФ «Издательство «ПолиграфПлюс». Рассмотрено спецификации
рабочих станций предприятия. Было проанализировано рабочие станции директора,
главного технолога, ОДКВ и бухгалтерии.
Рассмотрено сетевое оборудование и проанализировано
спецификации модема, сетевых адаптеров и коммутаторов. Также рассмотрено и
проанализировано спецификации дополнительного компьютерного оборудования,
такого как источник бесперебойного питания и принтера.
В итоге были приведены основные недостатки существующей сети,
что стало поводом и основанием для модернизации компьютерной сети, а в
следствии и автоматизации производства в целом.
4. Модернизация структурированной кабельной
системы предприятия ЧПКФ «Издательство «ПолиграфПлюс»
Данный раздел посвящен проектированию СКС предприятия. Будет
выбрана топология проектируемой компьютерной сети на основе технологии Fast Ethernet, оборудование для проекта.
Будет выбраен кабель и его компоненты. Будет проанализировано методики
прокладки и монтажа кабеля, используемого в проектируемой КС. Итогом проекта
станет схема компьютерной сети предприятия ЧПКФ «Издательство «ПолиграфПлюс».
Также будет произведен математический расчет по пригодности использования
данного кабеля в проекте.
4.1 Выбор топологии для проектируемой компьютерной сети
Структурированная кабельная система (СКС) является
основополагающей базой на протяжении всего времени существования информационной
сети [6]. Это основа, от которой зависит функционирование всех деловых
приложений. Правильно спроектированная, смонтированная кабельная система
снижает расходы любой организации на всех фазах своей жизни. По данным
статистики несовершенные кабельные системы являются причиной до 70% всех
простоев информационной сети. Монтируя СКС, созданную в соответствии с
положениями стандартов, можно эффективно устранять значительную долю времени
простоев.
Выбор используемой топологии зависит от условий, задач и возможностей,
или же определяется стандартом используемой сети. Основными факторами,
влияющими на выбор топологии для построения сети, являются:
·
среда
передачи информации (тип кабеля);
·
метод
доступа к среде;
·
максимальная
протяженность сети;
·
пропускная
способность сети;
·
метод
передачи и др.
На данном этапе ставится задача связать административный
отдел, он же отдел дизайна и компьютерной верстки, предприятия со всеми важными
цехами в технологическом процессе посредством высокоскоростной сети со скоростью
передачи данных - 100-1000 Мбит/сек.
Рассмотрим вариант построения сети: на основе технологии Fast Ethernet.
Данный стандарт предусматривает скорость передачи данных 100
Мбит/сек и поддерживает два вида передающей среды - неэкранированная витая пара
и волоконно-оптический кабель. Для описания типа передающей среды используются
следующие аббревиатуры, табл. 4.1.
Таблица 4.1 - Аббревиатуры передающей среды
|
Название
|
Тип
передающей среды
|
|
100Base-T
|
Основное
название для стандарта Fast
Ethernet (включает все типы передающих сред)
|
|
100Base-TX
|
Неэкранированная
витая пара категории 5 и выше.
|
|
100Base-FX
|
Многомодовый
двухволоконный оптический кабель
|
|
100Base-T4
|
Витая пара. 4
пары категории 3, 4 или 5.
|
Правила проектирования топологии стандарта 100Base-T
Следующие топологические правила и рекомендации для
100Base-TX и 100Base-FX сетей основаны на стандарте IEEE 802.3u
100Base-TX
Правило 1: Сетевая топология должна быть физической
топологией типа «звезда» без ответвлений или зацикливаний.
Правило 2: Должен использоваться кабель категории 5.
Правило 3: Класс используемых повторителей определяет
количество повторителей, которые можно каскадировать.
·
Класс
1. Можно каскадировать до 5 включительно концентраторов, используя специальный
каскадирующий кабель.
·
Класс
2. Можно каскадировать только 2 концентратора, используя витую пару для
соединения средозависимых портов MDI обоих концентраторов.
Правило 4: Длина сегмента ограничена 100 метрами.
Правило 5: Диаметр сети не должен превышать 205 метров.
100Base-FX
Правило 1: Максимальное расстояние между двумя устройствами -
2 километра при полнодуплексной связи и 412 метров при полудуплексной для
коммутируемых соединений.
Правило 2: Расстояние между концентратором и конечным
устройством не должно превышать 208 метров
План предприятия приведен в приложении А. Также, известны
расстояния между объектами (Табл. 4.2) и количество рабочих станций, которые необходимо
подключить к сети (Табл. 4.3).
Таблица 4.2 - Расстояния между объектами
|
Расстояние
между
|
Отдел дизайна и
компьютерной верстки (ОДКВ)
|
|
Директор
|
50
|
|
Бухгалтерия
|
45
|
|
Главный
технолог
|
|
Допечатный цех
|
10
|
|
Печатный цех №1
|
25
|
|
Печатный цех №2
|
30
|
|
Печатный цех №3
|
20
|
|
Послепечатный
цех
|
35
|
|
Склад готовой
продукции
|
30
|
|
Материальный
склад
|
40
|
Таблица 4.3 - Распределение подключаемых рабочих станций по объектам
|
Объект
|
Количество
подключаемых станций
|
|
Директор
|
1
|
|
Бухгалтерия
|
2
|
|
Главный
технолог
|
1
|
|
ОДКВ
|
3
|
|
Допечатный цех
|
1
|
|
Печатный цех №1
|
1
|
|
Печатный цех №2
|
1
|
|
Печатный цех №3
|
1
|
|
Послепечатный
цех
|
1
|
|
Склад готовой
продукции
|
1
|
|
Материальный
склад
|
1
|
Как видно из таблицы 4.2, расстояния между объектами не велики и
подходят для витой пары (физического интерфейса 100Base-TX), но чтобы избежать
больших электромагнитных и шумовых помех и добиться максимального качества
проектированной сети, для соединения этих объектов необходимо оптическое
волокно. Кабельную систему здания представим в виде трех сегментов по принципу
территориального размещения, как показано в приложении Г: сегмент №1 (кабинет
директора, главного технолога и бухгалтерия); сегмент №2 (ОДКВ, Допечатный цех,
Печатный цех №3, Материальный склад); сегмент №3 (Печатный цех №№1,2,
Послепечатный цех, Склад готовой продукции). Используя коммутатор, мы
значительно повысим пропускную способность сети путем применения стянутой в
точку магистрали (collapsed backbone) - структуры, при которой объединение
узлов, сегментов или сетей происходит на внутренней магистрали коммутатора.
Пример построения сети, использующей такую структуру, приведен на рисунке 4.2. Преимуществом такой
структуры является высокая производительность магистрали. Так как для
коммутатора производительность внутренней шины или схемы общей памяти,
объединяющей модули портов, в несколько Гб/c не является редкостью, то
магистраль сети может быть весьма быстродействующей, причем ее скорость не
зависит от применяемых в сети протоколов и может быть повышена с помощью замены
одной модели коммутатора на другую. Имитационное моделирование сети Ethernet и
исследование ее работы с помощью анализаторов протоколов показали, что при
коэффициенте загрузки в районе 0.3 - 0.5 начинается быстрый рост числа коллизий
и соответственно времени ожидания доступа. Также пропускная способность сети с
коммутатором при повышенной загрузке дополнительно увеличится из-за локализации
трафика в пределах отдельных сегментов.

Рисунок 4.1 - Структура сети со стянутой в точку магистралью
В рабочих группах, располагающихся в сегментах в здании
предприятия допустимо использование концентраторов, так как в основном все
рабочие станции будут работать с выделенным сервером, который находятся в ОДКВ,
и не будет необходимости локализовывать трафик между станциями рабочих групп.
4.2 Выбор оборудования для проектируемой
компьютерной сети
Выбор оборудования производится согласно таблицам 4.2 и 4.3. Итак, нам необходимо
выбрать коммутатор для ОДКВ, три концентратора для трех сегментов сети. Также
необходимо выбрать сетевые адаптеры для подключения рабочих станций и сервера.
Коммутатор для ОДКВ. Должен соответствовать следующим
требованиям:
·
наличие
портов Fast Ethernet для подключения сервера;
·
наличие
как минимум 4 портов 100Base-FX для подключения сегментов здания;
·
высокое
быстродействие внутренней шины.
Данным требованиям соответствует несколько моделей
коммутаторов фирмы Hewlett-Packard: HP ProCurve Switch 1600M и HP AdvanceStack Switch 800T. Технические
характеристики моделей коммутаторов приведены в таблице 4.4.
Таблица 4.4 - Технические характеристики коммутаторов
|
Характеристика
|
HP
ProCurve Switch 1600M
|
HP
AdvanceStack Switch 800T
|
|
Порты
|
16 портов RJ-45 с автоопределением скорости 10/100Base-TX 1 открытый модульный слот 1 RS-232C DB-9 консольный порт
|
4 порта 10/100Base-TX 4 открытых трансиверных слота 1 RS-232C DB-9 консольный
порт
|
|
Модули
|
HP
ProCurve Switch 10/100Base-T Module (J4111A) HP ProCurve Switch 100Base-FX
Module (J4112A) HP ProCurve Switch Gigabit-SX Module (J4113A) HP ProCurve
Switch Gigabit-LX Module (J4114A) HP ProCurve Switch 10Base-FL Module
(J4118A)
|
HP
AdvanceStack 100Base-TX UTP Transceiver(J3192C) HP AdvanceStack 100Base-FX
Fiber-optic Transceiver(J3193B)
|
|
Память
и процессор
|
буфер
8 Мб для 10/100 портов буфер 2 Мб для Gigabit порта RAM/ROM емкость 12 Мб Flash память: 2 Мб Процессор:
Intel i960JD - 66 MHz
|
буфер 512 Кб
(100Mb порты) буфер 256 Кб (10Mb порты) RAM/ROM емкость: 8 Мб Flash память: 1
Мб Процессор: Intel i960JF - 25 MHz
|
|
Производитель-ность
|
Задержка: 8µs
Пропускная способность: 3.87 миллионов пакетов в сек (64 байтных) Пропускная
способность внутренней магистрали: 3.5 Гбит/с Емкость таблицы адресов: 10,000
|
Задержка: <10µs Пропускная способность: 1,19
миллионов пакетов в сек (64 байтных) Пропускная способность внутренней
магистрали: 1,0 Гбит/с Емкость таблицы адресов: 10,000
|
|
Управление
|
HP TopTools for
Hubs & Switches SNMPv1/v2c RMON
|
HP TopTools for
Hubs & Switches SNMPv1/v2c RMON
|
|
Габариты
|
44.2 x 33.5 x
6.6 см
|
44.2 x 30.0 x
6.6 см
|
|
Масса
|
4.5 кг
|
4.5 кг
|
При сравнительном анализе характеристик данных коммутаторов
видно, что коммутатор HP ProCurve Switch 1600M (рис. 4.2) имеет большую производительность и для него
имеется существенно больший набор модулей. Также следует отметить, что данный
коммутатор имеет 16 портов с автоопределением скорости 10/100TX, которые могут быть
необходимы для расширения сети, подключения новых пользователей и рабочих групп
м серверов. Данный коммутатор также имеет ряд дополнительных функций - это
использование различных классов сервиса (class-of-service) и поддержка виртуальных
сетей VLAN.

Рисунок 4.2 - ProCurve Switch 1600M
Class-of-Service
Эта функция позволяет администратору назначить различным
типам кадров различные приоритеты их обработки. При этом коммутатор
поддерживает несколько очередей необработанных кадров и может быть
сконфигурирован, например, так, что он передает один низкоприоритетный пакет на
каждые 10 высокоприоритетных пакетов [6]. Это свойство может особенно
пригодиться на низкоскоростных линиях и при наличии приложений, предъявляющих
различные требования к допустимым задержкам. Так как не все протоколы
канального уровня поддерживают поле приоритета кадра, например, у кадров
Ethernet оно отсутствует, то коммутатор должен использовать какой-либо
дополнительный механизм для связывания кадра с его приоритетом. Наиболее
распространенный способ - приписывание приоритета портам коммутатора. При этом
способе коммутатор помещает кадр в очередь кадров соответствующего приоритета в
зависимости от того, через какой порт поступил кадр в коммутатор. Способ
несложный, но недостаточно гибкий - если к порту коммутатора подключен не
отдельный узел, а сегмент, то все узлы сегмента получают одинаковый приоритет.
Более гибким является назначение приоритетов МАС-адресам узлов, но этот способ
требует выполнения большого объема ручной работы администратором.
VLAN
Виртуальной сетью называется группа узлов сети, трафик
которой, в том числе и широковещательный, на канальном уровне полностью
изолирован от других узлов сети. Это означает, что передача кадров между
разными виртуальными сегментами на основании адреса канального уровня
невозможна, независимо от типа адреса - уникального, группового или
широковещательного. В то же время внутри виртуальной сети кадры передаются по
технологии коммутации, то есть только на тот порт, который связан с адресом
назначения кадра. Виртуальная сеть образует домен широковещательного трафика (broadcast domain), по аналогии с доменом
коллизий, который образуется повторителями сетей Ethernet.
При создании виртуальных сетей на основе одного коммутатора
обычно используется механизм группирования в сети портов коммутатора. Это
логично, так как виртуальных сетей, построенных на основе одного коммутатора,
не может быть больше, чем портов. Если к одному порту подключен сегмент,
построенный на основе повторителя, то узлы такого сегмента не имеет смысла
включать в разные виртуальные сети - все равно трафик этих узлов будет общим.
Создание виртуальных сетей на основе группирования портов не
требует от администратора большого объема ручной работы - достаточно каждый
порт приписать к нескольким заранее поименованным виртуальным сетям. Обычно
такая операция выполняется путем перетаскивания мышью графических символов
портов на графические символы сетей.
На основании вышесказанного выбираем коммутатор HP ProCurve Switch 1600M в качестве коммутатора
для ОДКВ (Рис. 4.2).
Для подключения к коммутатору сегментов предприятия используем модуль HP
ProCurve Switch 100Base-FX Module (4 порта) (Рис. 4.3).
Рисунок 4.3 - Модуль HP ProCurve Switch 100Base-FX Module (4 порта) (J4112A).
Концентраторы для сегментов здания. Для подключения сегментов берем концентраторы HP
AdvanceStack 100Base-T Hub-12TXM (HP J3234A) и коммутирующие модули к ним HP
AdvanceStack 100Base-FX Switch Port Module (J3248A).
Сетевой адаптер для сервера. Сегодня все чаще и чаще возникают повышенные требование к
пропускной способности каналов между клиентами сети и серверами. Это происходит
по разным причинам:
·
повышение
производительности клиентских компьютеров;
·
увеличение
числа пользователей в сети;
·
появление
приложений, работающих с мультимедийной информацией, которая хранится в файлах
очень больших размеров;
·
увеличение
числа сервисов, работающих в реальном масштабе времени.
Следовательно, имеется потребность в экономичном решении,
предоставляющем нужную пропускную способность во всех перечисленных случаях.
Ситуация усложняется еще и тем, что нужны различные технологические решения -
для организации магистралей сети и подключения серверов одни, а для подключения
настольных клиентов - другие.
В проектируемой сети предполагается установить один сервер. В
основном все рабочие станции будут работать с ресурсами сервера, следовательно,
в этом случае появляется потенциальное узкое место в сети, а конкретно - порт
коммутатора для подключения сервера. Так как все сегменты новых рабочих групп
будут подключаться на скорости 100 Мбит/сек, и сервера подключаются тоже на
этой скорости, то все рабочие группы будут делить между собой полосу
пропускания в 100 Мбит/сек. В зависимости от создаваемого ими трафика, время
ожидания отклика серверов может варьироваться в значительных пределах.
Расширить полосу пропускания между сервером и коммутатором, можно несколькими
способами: либо используя коммутатор с одним высокоскоростным гигабитным портом
для подключения сервера и несколькими портами на 100 Мбит/сек для подключения
рабочих станций и групп, либо используя для подключения сервера специальных
двухканальных полнодуплексных сетевых карт. Второе решение представляется более
экономичным. Альтернативным решением данной проблемы может являться установка
еще одного сервера, но данное решение я рассматривать не буду.
Компания SMC предлагает комплекс «TigerArray2» на базе двухканального
сетевого адаптера EtherPower 10/100 (SMC9334BDT/SC).является мощной комбинацией
аппаратного и програмного обеспечения, созданной специально для решения
проблем, связанных с высоким уровнем сетевого трафика на серверах, повышает
устойчивость и надежность сети. Аппаратная часть комплекта TigerArray2 содержит
двухканальную сетевую плату EtherPower 10/100 PCI. Данный адаптер сочетает в
себе функциональность двух отдельных плат, занимая всего один слот. Однако
настоящим преимуществом этого комплекта является програмный TigerArray2 драйвер
для распределения нагрузки. Этот промежуточный NT драйвер объединяет оба канала
в единую «виртуальную» плату. Програмное обеспечение в этом случае распределяет
общую нагрузку на оба канала, эффективно удваивая пропускную способность
сетевого подключения на сервере.
Свойства/преимущества
Высокая производительность
·
Распределение
нагрузки сетевого трафика
·
Двухканальный
режим удваивает пропускную способность сети, используя один слот PCI
·
Низкий
коэфицент использования ЦП
·
Дуплексный
режим на обеих скоростях передачи данных
·
32-битный
режим bus-master
Высокая пропускная способность
·
Дуплексное
200 Мбит/с соединение сервера с коммутатором исключает «узкие места» и
максимизирует производительность
Отказоустойчивость
·
Динамичное
восстановление после сбоя на обеих каналах для исключения потери данных
·
Автоматическое
определение и оповещение по SNMP об ошибках в каналах связи, платах и кабельной
проводке
·
Резервирование
тракта данных и сетевых портов
Простота установки и использования
·
Auto
Negotiation
·
Утилита
диагностики сетевых плат EZDiag упрощает мониторинг и отладку
Универсальность
·
Позволяет
исползовать несколько TigerArray2 в одном сервере
·
Регилирует
трафик IP, IPX, NetBEUI
·
Экономия
одного слота расширения
Надежность
·
Пожизненная
гарантия
·
Бесплатная
техническая поддержка
Оценим, хватит ли пропускной способности данного решения для
обеспечения высокой производительности работы сети. Итак, в сети имеется 1
сервер и 3 рабочих группы, каждая из которых подключена к коммутатору по
полнодуплексному соединению 100 Мбит/сек. Если на сервер поставить TigerArray2,
то пропускная способность тракта «коммутатор - сервер» будет составлять 200
Мбит/сек при полнодуплексном соединении. А все три сегмента рабочих групп могут
создать общий трафик тоже соответственно 200 Мбит/сек при полнодуплексном
соединении. Но учитывая то, что вероятность одновременного обращения клиентов
разных рабочих групп к серверу не очень велика, данного решения вполне
достаточно для обеспечения высокой пропускной способности сети.
На основании вышесказанного выбираем для сервера сетевой адаптер
SMC TigerArray2.
Сетевые адаптеры для рабочих станций. Основные
требования к сетевым адаптерам рабочих станций:
·
Высокая
производительность
·
Универсальность
·
Гибкость
конфигурации
·
Дополнительные
возможности
Адаптеры Fast Ethernet обеспечивают различным приложениям
(графика, multimedia, Windows-программы) высокую производительность сети при
малой загрузке процессора. Адаптеры для шины PCI поддерживают полнодуплексный
режим (Full Duplex Fast Ethernet - FDFE), позволяющий вдвое повысить
производительность сети. FDFE управляется программными средствами и не требует
установки каких-либо переключателей или перемычек. Комбинированные адаптеры TX
и T4 обеспечивают возможность подключения к сети через разъем BNC (10 Мбит/сек)
или RJ-45. Вы можете включить сегодня адаптер в старую сеть на базе
коаксиального кабеля с тем, чтобы завтра перейти к использованию технологии
Fast Ethernet. Режим AutoSense во всех адаптерах 10/100 Mbps позволяет
автоматически устанавливать максимальную для используемого оборудования скорость
обмена. Вам не потребуется конфигурировать адаптер вручную, адаптеры
автоматически установят скорость и режим даже при работе с устройствами, не
поддерживающими спецификации о согласование скорости. Независимо от выбранной
Вами модели инсталляция адаптера не составит труда. Все адаптеры PCI
поддерживают автоматическую установку параметров с помощью PCI BIOS. Адаптеры
EISA поставляются с конфигурационными файлами и поддерживают конфигурационные
утилиты EISA. Модели с шиной ISA поддерживают технологию Plug-and-Play.
Для рабочих станций выбираем адаптер HP 100TX
NightDIRECTOR/100 Ethernet Card (D3999A) который имеет следующие технические
характеристики:
·
вставляется
в стандартный PCI слот;
·
имеет
один порт 10/100TX, поддерживающий удаленное включение и активизацию компьютера
после засыпания (Remote Power On (RPO), Remote Wake Up (RWU));
·
имеет
один разъем для Flash-памяти, которая обеспечивает проверку на вирусы;
·
режим
Full-Duplex;
·
чипсет AMD
PCnet-FAST Chip.
4.3 Выбор кабельной системы для проектируемой
компьютерной сети
Чтобы построить любую сеть, необходимо знать ограничения и
возможности каждого типа кабелей, применяющихся в сетевой инфраструктуре [7].
На тип применяемого кабеля существенное влияние оказывает характеристики
передаваемой информации, важнейшей из которых является скорость передачи.
Так для 100Base-TX сетей, нужно использовать кабель 5
Категории или лучший. Длина сегмента от конечного устройства до концентратора -
100 метров для витой пары. При выборе кабельной инфраструктуры могут возникнуть
особые ситуации:
·
требуется
большие длины непрерывного кабеля
·
необходима
защита от помех
·
необходима
внешняя прокладка кабеля
Большие длины. Номинальная максимальная длина кабеля витой
пары - 100 метров. Номинал указывает, что фактическая, максимальная длина может
изменяться от изготовителя к изготовителю. Можно узнать характеристики у вашего
кабельного поставщика, чтобы найти фактическую максимальную длину для кабеля.
Если нужно более длинный кабель, чем 100 метров, есть два решения: одно,
использующее кабель витую пару и одно использующее волоконно-оптический кабель.
Можно получить кабельные длины вплоть до 225 метров с витой парой, и вплоть до
2000 метров с волоконно-оптическим кабелем. Для того, чтобы увеличить
максимальную длину витой пары, применяются трансиверы, которые имеют функцию
удлинения номинальной длины (Рис. 4.4)
Рисунок 4.4 - Использование трансиверов для витой пары
При использовании волоконно-оптического кабеля необходимы
оптоволоконные трансиверы. Если кабель подключен между устройствами, которые
формируют границы LAN (мосты, коммутаторы, маршрутизаторы), то расстояние в
2000 метров соответствует стандарту Fast Ethernet на задержку. В принципе
можно подключить даже небольшую рабочую группу к другому концу кабеля, при
условии, что один из концив является устройством, формирующим границу сети
(мосты, коммутаторы, маршрутизаторы) - то есть коллизионный домен (Рис. 4.5).
Рисунок 4.5 - Использование коммутатора для удлинения ВОК
Защита от помех. Поскольку волоконно-оптический кабель
использует оптический, а не электрический сигналы, волоконно-оптический кабель
устойчив от воздействия электромагнитных помех. Если нужно сделать сеть, в
которой будут присутствовать соединения через области высоких электромагнитных
помех, то рекомендуется использование волоконно-оптической направляющей
системы, которая обеспечит устойчивость против помех.
Кабель для внешней прокладки. Для прокладки кабеля на
открытом воздухе между строениями единственный кабель, который рекомендуется
использовать - волоконно-оптический. Поскольку у волоконно-оптического кабеля -
оптическая, а не электрическая середина, он устойчив от ударов молний. Внешний
волоконно-оптический кабель должен прокладываться так, чтобы предохранить его
от физического повреждения.
Выбор кабельных компонентов. В нашем случае для соединения
ОДКВ с цехами требуется оптический кабель. Выбираем ОКП - 62,5-02-0,7-4. Это
кабель оптический подвесной, укомплектованый оптическими волокнами компании
Corning. Кабель имеет 4 многомодовых 62,5/125 волокна, предназначенный для
наружной прокладки. Для каждого соединения нам требуется два волокна, -
следовательно, остальные два могут быть использованы в качестве резерва на
случай расширения сети или при повреждении других волокон.
Для организации ввода оптического кабеля в сегменты
необходимы оптические распределительные коробки. Выбираем для ОДКВ коробку,
рассчитанную на 16 SC портов (по числу входящих оптических волокон) фирмы FOCI, имеющую
сплайс-пластину и дверь с замком. Для сегментов выбираем распределительные
коробки расчитанные на 4 SC портов, предлагаемые фирмой Vimcom-Optic. Для соединения
активного оборудования с оптическими коробками необходимы сдвоенные
соединительные оптические шнуры с SC коннекторами. Выбираем предлагаемый фирмой Vimcom-Optic DPC-M-3-SC/SC сдвоенный
патч-корд SC, рассчитанный на мнгогомодовое волокно, длиной 1 метра.
Для подключения рабочих станций к концентраторам используем
кабель категории 5 компании AMP. Кабель содержит 4 экранированых витых пары,
заключенных в поливинилхлоридную оболочку и упакован в коробку (305 метров).
одножильный, 4-парный, 100 0 м, диаметр проводника -0,51 мм (0,0201» или 24 AWG). Общий экран является
дополнением к основной конструкции. Внешний диаметр кабеля не более 6,35 мм
(0,25»). Имеет 15-летнюю гарантию производителя.
Активное оборудование должно быть защищено от внешнего
воздействия, для чего необходимы телекоммуникационные шкафы. Выберем настенный
шкаф компании Rittal серии EL2243.600 - 3ВЕ с габаритами 600*212*415
миллиметров, со стеклянной дверцей, 2-секционный.
В коммуникационных центрах формируется коммутационное поле из
двухрядных панелей. К портам нижнего ряда задней стороны панелей подключается
коммуникационное оборудование активное сетевое оборудование. К портам верхнего
ряда задней стороны панелей подключается система кабелей горизонтальной
разводки. Соединение конкретной розетки с конкретным портом оборудования
осуществляется на «чистом» коммутационном поле на фронтальной стороне панели
коммутационными перемычками. Применение двухрядной панели вызвано:
·
необходимостью
защиты оборудования и горизонтальной кабельной системы от действий персонала,
работающего в коммуникационном центре;
·
удобством
проведения перекоммутаций только на легкодоступной лицевой поверхности панелей;
·
удобством
работы не с жесткими горизонтальными кабелями, а с гибкими коммутационными
перемычками.
Заделка кабелей на тыльной части панели производится в
жесткое соединение типа «110» или «Krone», что увеличивает его надежность. В
подобной схеме легко осуществляема реализация соединения любого порта
оборудования с любой розеткой. Выбираем патч-панель компании Siemon: HD5-16T4-CK Патч-панель
16-ти портовая (T568A) 5-й категории.
В табл. 4.5 приведем всё необходимое оборудование:
Таблица 4.5 - Список необходимого оборудования
|
Код
|
Название
|
Кол-во
|
|
J4120A
|
HP
ProCurve Switch 1600M (16 ports/1slot)
|
1
|
|
J4112A
|
HP
ProCurve Switch 100Base-FX Module (4 ports)
|
1
|
|
J3233B
|
HP
AdvanceStack 100Base-T Hub-12TXM
|
3
|
|
J3248A
|
HP
AdvanceStack 100Base-FX Switch Port Module
|
3
|
|
SMC9334BDT/SC
|
TigerArray, 1
card, 2*RJ-45, Software
|
1
|
|
D6692A
|
HP
10/100Base-TX NightDirector/100 card
|
14
|
|
ОКП -
62,5-02-0,7-4
|
Кабель
оптический подвесной mm 4х62,5/125
|
300
|
|
PT-M-1-SC/NC
|
Pig
Tail SC mm, 1m
|
42
|
|
DPC-M-3-SC/SC
|
Dual
Patch-cord SC mm, 1 м
|
10
|
|
EL2243.600
|
Rittal Шкаф
2ВЕ-600*212*415 стекл. дв., 2-секц.
|
3
|
|
0-0057819-2
|
FTP,
Cat. 5, 4 pair, solid, 100MHz, PVC, for 15-years AMP Warr., box (305m)
|
100
|
|
MMT0
|
(MINI TRUNKING)
Короб 16 x 10mm (1 м) Стандартная длина - 2,92 м
|
100
|
|
MMT2
|
(MINI TRUNKING)
Короб 25 x 16mm (1 м) Стандартная длина - 2,92 м
|
100
|
|
CT-5F-T4 - (XX)
|
Розетка
CT-серии 5-й категории RJ45 (T568A) белый, в полной комп. (шт.)
|
20
|
|
MB5004SC
|
Распределительная
коробка Vimcom-Optic. до 4 портов SC
|
3
|
|
D-WP-B-016
|
Распределительная
коробка FOCI, 16 портов ST/FC/SC сплайс, дверь с замком
|
1
|
4.4
Методика прокладки и монтажа кабеля, используемого в проектируемой сети
В данной работе проектируется распределенная сеть, связывающая
несколько сегментов здания предприятия. Строительство подвесных
волоконно-оптических линий связи - современная альтернатива коллекторным,
траншейным и прочим «подземным» оптическим трактам.
Основные отличия от традиционных (коллекторных):
·
минимум
в 1.5 раза более низкая стоимость;
·
низкая
стоимость обслуживания (в разы);
·
высокая
скорость восстановления серьезных разрушений;
Для правильной прокладки оптического кабеля необходимо
выполнить ряд действий:
Разработка подготовительных мероприятий. В процессе
подготовки к строительству изучается проектная документация и трасса линии в
натуре. При этом особое внимание обращают на места ввода кабеля в здание,
прокладку кабеля по воздушным опорам и стенам зданий.
Проект производства работ. По результатам изучения проектной
документации и ознакомлением с трассой линии составляется проект производства
работ, который содержит сетевой график с указанием сроков и последовательности
выполнения отдельных видов работ.
Подготовка кабеля к прокладке и испытания. Все строительные
длины кабеля перед прокладкой подвергаются полной или частичной проверке [7].
Кабели, поступившие к месту прокладки с внешними дефектами, такими как:
вмятины, пережимы, обломанные концы, - подвергаются полной проверке. При полной
проверке производится: внешний осмотр барабанов, проверка целостности
оптических волокон путем просветки электрическим фонарем, испытания на
герметичность оболочки, измерение затухания оптических волокон. Изготавливаемые
в настоящее время оптические кабели имеют на длинах волн 1,3 и 1,55 мкм средние
значения затухания 0,3…1 дБ/км и дисперсии 0,1…0,3 нс/км*нм для градиентных
волокон. В реальных оптических волокнах отклонения этих параметров
увеличиваются из-за воздействия множества случайных факторов, к которым
относятся: неоднородности в конструкции волокна; сторонние примеси в материале
сердцевины и оболочки; отклонение профиля показателя преломления от
оптимального; флуктуации микроизгибов волокон в процессе их укладки в
оптический кабель и прокладки; неоднородности, возникающие в местах соединения
волокон. В результате параметры передачи реальных волокон содержат случайные
составляющие, абсолютные значения которых обычно невелики, но их относительные
отклонения от средних значений ввиду малости последних могут иметь большие
значения. Большие относительные колебания дисперсии градиентных волокон
обусловлены в основном отклонениями профиля показателя преломления от
оптимального. Случайные относительные колебания затухания от средних значений
на строительных длинах составляют 30…50%. Отклонения дисперсии могут достигать
50…80%.
Прокладка кабеля по стенам зданий и подвеска на опорах. При
монтаже территориально распределенных сетей, связывающих несколько зданий,
приходится прокладывать кабель по стенам зданий - следовательно необходимо
защитить кабель от механических повреждений стальным угловым профилем или
желобом на высоте до 3 метров от поверхности земли. Если кабель прокладывается
по стенам зданий, имеющих карнизы или другие выступающие части, стараются
проложить кабель под ними, чтобы защитить его от механических повреждений,
возможных при сбрасывании с крыши льда и снега.
Особенности прокладки ОК обусловлены меньшими допустимыми
значениями тяговых усилий, радиусов изгибов ОК, снижением габаритных размеров и
массы ОК по сравнению с аналогичными значениями этих величин для обычных
электрических кабелей (табл. 4.6).
Таблица 4.6 - Сравнение монтажных параметров кабелей
|
Параметр
|
Значение
параметра кабеля
|
|
оптического
|
электрического
|
|
Допустимое
тяговое усилие, Н
|
600…1200
|
500…30000
|
|
Минимально
допустимый радиус изгиба, см
|
20…30
|
10…80
|
|
Диаметр кабеля,
мм
|
10…15
|
10…80
|
|
Масса кабеля,
кг/км
|
80…160
|
95…6400
|
|
Строительная
длина кабеля, м
|
500…2000
|
260…500
|
Монтаж оптических кабелей. Монтаж ОК является наиболее
ответственной операцией, предопределяющей качество и дальность связи по
оптическим кабельным линиям. Соединение волокон производится как в процессе
производства, так и при строительстве и эксплуатации кабельных линий. При
монтаже ОК должны быть обеспечены: высокая влагоустойчивость сростка, надежные
механические характеристики на разрыв и смятие, и стабильность характеристик
сростка при длительной эксплуатации.
Соединение волокон механическим сплайсом (МС). МС -
это прецизионное, простое в использовании, недорогое устройство для быстрой
стыковки обнаженных многомодовых и одномодовых волокон в покрытии с диаметром
250 мкм - 1 мм посредством специальных механических зажимов. Стеклянный
капилляр, заполненный иммерсионным гелем, обеспечивает вносимые потери < 0,2
дБ и обратные потери <-50 дБ. По надежности и вносимым потерям МС уступает
сварному соединению.
Сварное соединение волокон. Сварка оптических волокон
основана на их точном центрировании, после чего волокна свариваются друг с
другом при помощи дугового разряда между электродами. Центрирование волокон
представляет из себя либо автоматическое центрирование, либо центрирование в V-образном пазу. Наиболее
распространенный метод автоматического центрирования основан на так называемой
системе PAS, когда место сращивания волокон освещается сбоку при помощи
зеркал с двух сторон. При этом на экране, находящемся на противоположной
стороне от места сращивания, появляется изображение, определяемое профилем
показателя преломления оптического волокна, по которому можно определить
положение сердцевины. Более простой в использовании метод центрирования в V-образном пазу (V-groove) требует высокого
качества геометрии волокна для обеспечения приемлемых характеристик сварного
соединения.
Три геометрические характеристики волокна влияют на качество
сварки методом V-groove:
·
разброс
значений диаметров оболочки волокна;
·
концентричность
сердцевина / оболочка;
·
неоднородности
оболочки волокна - утолщения или полости.
Неоднородность оболочки обычно проявляется реже и только на
определенных участках волокна. Влияние этого фактора меньше, чем для двух
предыдущих, для волокон ведущих фирм-производителей.
После сварки оголенное волокно должно быть механически
защищено, для чего чаще всего используют термоусаживающиеся защитные гильзы.
Термоусадка этих гильз происходит в предназначенной для этой цели специальной
печи, которая, как правило, является одним из узлов сварочного аппарата. Сварка
создает неразрывное соединение и поэтому обеспечивает наилучшие характеристики
по вносимым обратным потерям по сравнению с разъемным соединением или
механическим сплайсом.
Преимущества сварного соединения:
·
непрерывное
соединение
·
меньшие
вносимые потери
·
меньшие
обратные потери
·
легче
достигается герметичность
·
менее
дорогое в расчете на одно соединение
·
более
компактное в расчете на одно соединение
Терминирование ОК. Терминированием называется
оконцовывание волокон ОК оптическими коннекторами и последующее подключение
оконцованных волокон к переходным розеткам, закрепленным на оптической
распределительной коробке / панели, для обеспечения дальнейшей связи с сетевым
оборудованием через оптические соединительные шнуры. В здание может заходить
несколько линейных ОК. Оптический узел является тем центром, где осуществляется
сопряжение волокон внешних и внутренних ОК. Основные требования, которые
предъявляются к оптическому узлу - его надежность и гибкость. В данной сети
рекомендуется использовать оптические распределительные коробки (ОРК). ОРК
предназначены для крепления на стену и выполняют функцию терминирования волокон
внешнего ОК требуемым типом оптических соединительных розеток, рис. 4.8. Они
могут устанавливаться в тех случаях, когда не требуется сложная коммутация,
например, на удаленном сетевом узле или в центральном узле с небольшой
концентрацией волокон. Как правило, ОРК используются при построении
волоконно-оптических магистралей локальных сетей предприятий. По способу
терминирования волокон ОРК относятся к терминированию через сварку с pig-tail-ами. При монтаже ОРК
происходит сварка оптических волокон предварительно разделанного внешнего
кабеля с волокнами pig-tail-ов. Места сварки защищаются термоусаживающимися защитными
гильзами, которые крепятся в специальное гнездо. Pig-tail с внутренней стороны
подключается к переходной розетке, установленной в боковой панели ОРК. Излишки
волокон внешнего кабеля и pig-tail-ов укладываются в сплайс-пластины. Запас волокон
в пластине должен составлять 0,8…1 м с каждой стороны кабеля. Pig-tail-ы заготавливаются
заранее с типом коннектора, соответствующим типу переходных розеток. Оптические
распределительные шнуры подключаются к соединительным розеткам с наружной
стороны коробок.
В данном разделе была выбрана топология проектируемой
компьютерной сети на основе технологии Fast Ethernet. Выбрали оборудования
для проекта. Коммутатор для ОДКВ - HP ProCurve Switch 1600M (16 ports/1slot). Концентраторы для
сегментов здания - HP AdvanceStack 100Base-T Hub-12TXM. И соответствующие к ним модули HP ProCurve
Switch 100Base-FX Module (4 ports) и HP AdvanceStack 100Base-FX Switch Port Module. Выбрано. сетевой адаптер для сервера - TigerArray, 1
card, 2*RJ-45, Software и
сетевые адаптеры для рабочих станций HP
10/100Base-TX NightDirector/100 card. Выбрали кабель - оптический подвесной 4х62,5/125
и кабельные компоненты. Проанализировали методики прокладки и монтажа кабеля, используемого
в проектируемой КС. Было спроектирована схема компьютерной сети предприятия ЧПКФ
«Издательство «ПолиграфПлюс», что показано в приложении Д. В приложении Е
показан математический расчет основных параметров оптического кабеля.
5. Выбор аппаратных и программных средств
реализации компьютерной сети ЧПКФ «Издательство «ПолиграфПлюс»
Не секрет, что в производстве важную роль играет не только
сам сотрудник конкретного предприятия, а и оборудование или установка, за
которой он работает. В нашем случае - это персональный компьютер, или как уже
было сказано - рабочая станция. Качество выполнимой работы сотрудником на 80%
процентов состоит от такой станции, на которой он работает [8]. И чтобы
предприятие могло получить хорошие результаты, нужно выбрать хорошее аппаратное
и программное обеспечение сервера и рабочих станций.
Данный раздел посвящен выбору аппаратных и программных
средств реализации компьютерной сети ЧПКФ «Издательство «ПолиграфПлюс».
5.1 Выбор аппаратного обеспечения сервера и
рабочих станций
Можно выделить два основных параметра, отличающих сервер от
обычных компьютеров. Во-первых, это очень высокая производительность (это
касается, разумеется, и эффективного обмена с периферийными устройствами),
достаточно мощная дисковая подсистема (преимущественно со SCSI интерфейсом), а
во-вторых, повышенная надежность (сервер как правило работает круглые сутки не
выключаясь). Что касается производительности, то для сервера ее довольно часто
оценивают в транзакциях. Вообще говоря, под транзакцией понимают совокупность
трех последовательных действий: чтение данных, обработка данных и запись
данных. Применительно, например, к файл-серверу транзакцией можно считать
процесс изменения записи на сервере, когда рабочая станция выполняет
модификацию файла, хранимого на сервере.
Немалую роль играет возможность расширения системы и простота
ее модернизации, поскольку именно это позволяет обеспечить требуемую
производительность не только на текущий момент времени, но и в будущем.
Наибольший интерес представляет максимальный объем
оперативной памяти, который можно использовать на данном сервере, возможность
установки более мощного процессора, а так же второго процессора (если
планируется использование операционной системы, поддерживающей двухпроцессорную
конфигурацию). Немаловажным так же остается вопрос о том, какую конфигурацию
дисковой подсистемы можно использовать на данном сервере, в первую очередь,
какой объем дисков, максимальное их количество. Если в конкретном случае к
дисковой подсистеме должны предъявляться особые требования необходимо узнать о
возможности применения RAID - массива, а также возможность «горячей» замены
накопителей.
Несомненно, что жизненно важным параметром любого сервера
является его качественное и бесперебойное питание. В связи с этим необходимо
проверить наличие у сервера нескольких (хотя бы двух) блоков питания. Обычно
эти два блока питания работают параллельно, т.е. при выходе из строя одного,
сервер продолжает работать, получая питание от другого (исправного) блока
питания. При этом должна так же быть возможность их «горячей» замены. И само
собой разумеется, необходим источник бесперебойного питания. Его наличие
позволяет в случае пропадания напряжения в электросети по крайней мере
корректно завершить работу операционной системы и выключить сервер.
Если сервер планируется подключать к двум, физически
несвязанным сетям необходимо убедиться в возможности установки второй сетевой
платы.
Высокая надежность серверов достигается путем реализации
комплекса мер, касающихся как обеспечения необходимого теплообмена в корпусе,
контроля температуры важнейших компонентов, слежения за рядом других
параметров, так и полного или частичного дублирования подсистем.
Так, в подсистеме памяти наряду с обычным контролем четности
часто используется контроль с исправлением ошибок ECC (Error Checking and Correction).
В принципе сервер может быть реализован и на обычном,
стандартном компьютере, имеющим конфигурацию с достаточно хорошими
характеристиками. Операционная система, реализующая сервер не предъявляет
специальных требований к аппаратному обеспечению, однако надежность при этом
будет снижена. Поэтому если в конкретном случае к надежности сервера
предъявляются повышенные требования рекомендуется использовать специально
предназначенные для этого компьютеры.
Выбор процессора. На сегодняшний день рынок центральных
процессоров заняли и уже удерживают несколько лет две ведущие компании - AMD и
INTEL.
Процессоры от этих фирм отличаются архитектурой и принципом
работы. Ведется очень сильная конкурентная борьба, и INTEL и AMD предлагают
множество процессоров, разной производительности и различной стоимости.
Сравнивать же по техническим характеристикам эти процессоры не представляется
возможным из-за разности архитектур. Ни частота работы, ни объем кэш памяти не
скажут нам о действительном превосходстве процессора той или иной фирмы.
Единственный способ определения «кто лучше?» является
проведение их тестирование с помощью различных программных комплексов. И именно
здесь проявляются их различия. Во многих обзорах выделяют, что процессоры AMD
обгоняют процессоры от Intel в игровых приложениях, обратная ситуация
наблюдается при решении математических задач и в работе с базами данных. Также
можно указать ту особенность, что при почти одинаковых показателях
производительности в некоторых приложениях, процессоры фирмы AMD имеют
стоимость гораздо меньшую, чем их соперники из INTEL.
Что касается надежности работы, энергопотребления и
температурных показателей, то здесь, судя по обзорам, AMD уступает INTEL.
В результате почти все серверные машины строятся на базе
процессоров INTEL (хотя и здесь в последнее время AMD отвоевывает позиции с
процессорами phenom). Что касается мультимедийных систем, то здесь лидирует
AMD. В офисном секторе фирмы занимают почти равные позиции.
При выборе аппаратного обеспечения сервера я остановлюсь на
процессоре от INTEL, обладающим высокой производительностью на основе 4-ядерных
технологий CPU Intel Quad-Core Xeon.
При выборе аппаратного обеспечения рабочих станций, я
остановлюсь на процессоры от INTEL Core 2 Duo со средним значением производительности и не
высокой ценой.
Выбор системной платы. Материнская плата для сервера должна
быть надежной, и поддерживать как можно больше различных спецификаций (RAID, DDR3 и др.). Также необходима
поддержка всех современных процессоров от INTEL, чтобы при необходимости
было бы возможным повысить производительность системы заменой процессора. Также
должно быть достаточно различных слотов для расширения системы.
При выборе материнской платы я остановлюсь на ABIT P-35 на sockete 775, так как она
является оптимальной по варианту цена-производительность, она обладает хорошей
пропускной способностью, двухканальной архитектурой для оперативной памяти
(поддержка объема оперативной памяти до 8Гб). Также эта плата обеспечена
встроенной сетевой картой с пропускной способностью до 1Гб/сек.
Данная материнская плата не имеет интегрированного
видео-адаптера, по этой причине в дополнении к ней была выбрана видео-карта PCI Express GeForce 8600 - оптимальный вариант
для работы с графическими программами.
При выборе оперативной памяти для сервера я остановлюсь на
двух комплектах Kingston (2 планки по 2 Гбайт) Установка памяти из комплектов
позволит наиболее эффективно использовать двухканальный режим её работы.
Выбор жесткого диска. При выборе запоминающих устройств надо
особое внимание уделять его надежности, это особенно касается оборудования для
сервером. Учитывая то обстоятельство, что предполагается организация большой
базы данных, считаю необходимым использование RAID-массива.
В построении сервера я отдам предпочтение уровню RAID-5.
Блоки данных и контрольные суммы, в этом массиве, циклически записываются на
все диски. Это самый популярный из уровней, в первую очередь благодаря своей
экономичности. Жертвуя ради избыточности ёмкостью всего одного диска из
массива, мы получаем защиту от выхода из строя любого из винчестеров тома. На
запись информации на том RAID 5 тратятся дополнительные ресурсы, так как
требуются дополнительные вычисления, зато при чтении (по сравнению с отдельным
винчестером) имеется выигрыш, потому что потоки данных с нескольких накопителей
массива распараллеливаются.
Минимальное количество используемых дисков равно трём,
поэтому для организации RAID были выбраны именно три диска от надежного производителя
Segate, емкостью в 1000 Gb каждый.
Для рабочих станций были выбраны по одному винчестеру Segate, емкостью в 1000 Gb каждый. Данный объем
вполне достаточен для установки различных профессиональных приложений и офисных
программ. А размер кэш-памяти в 32Мб и интерфейс SATA3 позволят организовать
работу без задержек.
Выбор устройства считывания и записи оптических носителей
информации. При выборе устройств считывания и записи оптических носителей
информации для сервера и рабочих станций было отдано предпочтение DVD±RW ASUS
DRW-2014L1T - позволяющим надежно записывать все распространенные форматы
дисков в данный момент.
Выбор корпусов. Форм-фактов корпусов определился при выборе
материнских плат - для рабочих станций я отдам предпочитение mini-Tower фирмы Foxconn, с мощностью блоков
питания на 500Вт. Для сервера был выбран средний корпус midi-Tower с 6 отсеками 3,5,
мощностью блока питания в 500Вт, и дополнительной системой охлаждения.
Выбор монитора. При выборе монитора было отдано предпочтение
19-ти дюймовым жидкокристаллическим мониторам, так как различия в стоимости с
17-ти дюймовыми минимальны. При этом следует помнить, что офисная работа не
предъявляет особых требований к производительности монитора (время отклика,
угол обзора и др.), по этой причине была выбрана модель фирмы ACER - надежного
производителя мониторов.
5.2 Выбор сетевого программного обеспечения
Основными разработчиками сетевых программных продуктов для
серверных компьютерных сетей являются фирмы Novell и Microsoft. Семейство основных
сетевых операционных систем фирмы Novell содержит продукты NetWare версий 1.X, 2.X, 3.X, 4.X, 5.X.
Версия 2.0 Advanced NetWare была выпущена в 1986-м году и предоставляла ЛВС
улучшенные характеристики, лучшую производительность и возможности организации
межсетевого обмена. Одной из выдающихся особенностей данной версии была
способность соединять до четырех различных сетей с одним файловым сервером [8].
Версия 3.12 ОС NetWare воплотила обещание фирмы Novell поддерживать рабочие
станции под управлением различных ОС. На сервере могут храниться файлы для
рабочих станций с операционными системами Dos, Macintosh, OS/2, UNIX. Для этого на сервере,
управляемом ОС NetWare 3.12 предусмотрены специальные атрибуты для имен файлов.
В 1993-м году фирмой была выпущена версия NetWare 4.X Эта версия полностью
совместима с предыдущими версиями систем, однако в эту версию фирма внесла ряд
существенных новшеств. Стало возможным присоединение к серверу с рабочих
станций, работающих под управлением OC Windows всех версий. Для этого
необходимо инсталлировать на рабочих станциях специальную программу, входящую в
комплект системы NetWare 4.X.
NetWare 4.X позволяет одновременную работу до 1000 пользователей, против
250, как это было в предыдущей версии, причем фирма продает лицензии на
определенное количество пользователей (от 5 до 1000).
На настоящий момент фирмой Novell выпущена версия NetWare 5.X. В ней еще больше
улучшена совместимость с рабочими станциями, работающими на операционных
системах семейства Windows, причем администрирование сервера возможно только с рабочей
станции под управлением ОС Windows. Во всех предыдущих системах это делалось из ОС Ms-Dos.
В 1995-м году фирмой Microsoft была разработана
операционная система Windows NT в качестве серверной платформы. Windows NT является уникальной и
мощной ОС. При ее разработке преследовались следующие цели: надежность,
производительность, переносимость, масштабируемость, совместимость и
безопасность.
Надежность позволяет использовать Windows NT в качестве основы для
задач, требующих именно этого свойства. Она идеально приспособлена для работы в
качестве сетевого сервера и рабочей станции, где требуется повышенная
устойчивость и высокая производительность.
Будучи истинно 32-х разрядной системой, Windows NT работает в 32-х битовой
линейной модели памяти, которая позволяет адресовать 4 Гбайт (свыше 4-х
миллиардов байт) памяти.
Windows NT использует метод вытесняющей многозадачности,
что гарантирует адекватное распределение ресурсов процессора на протяжении всей
работы системы. Это также предотвращает монопольный захват процессора
приложением и остановку системы в тех случаях, когда приложение работает
нестабильно или внезапно прекратило работу. Это позволяет Windows NT работать даже тогда,
когда другая операционная система окончательно бы зависла.
Транзакционная файловая система (NTFS) Windows NT усовершенствована и
предельно надежна. Используя транзакции, Windows NT имеет возможность
отменить незавершенную или неправильную операцию записи, возникающую в случае
сбоя аппаратного или программного обеспечения (например, внезапное отключение
электропитания во время записи файла). Благодаря такому подходу файловая
система Windows NT гораздо менее подвержена разрушению при различных нештатных
ситуациях.
Все составляющие части Windows NT используют 32-х битовый
код что позволяет повысить скорость работы по сравнению операционными системами
использующими 16-ти разрядную технологию.
Операционная система Windows NT существует в двух
вариантах - Wndows NT Server и Windows NT Workstation. Первая предназначена для использования в
качестве сервера и имеет все возможности для его реализации. Вторая
предназначена для рабочих станций, ее целесообразно использовать на рабочих
станциях, где требуется повышенная защищенность и надежность работы.
ОС Windows 2000. В эту версию вложено несколько новых
усовершенствований, среди них: поддержка файловой системы FAT32, в связи с чем стало
возможным использование жестких дисков больших емкостей и возможность
использование их емкости с меньшими потерями, по сравнению с более старой
файловой системой FAT16. Еще в систему внесена технология Plug-and-Play, позволяющая упростить
процесс инсталляции новых аппаратных компонентов. В операционной системе Windows NT этих возможностей не
было
Эта система также выпущена в двух вариантах Windows 2000 Server - для сервера и Windows 2000 Professional - для рабочих станций.
Выбор операционной системы. При выборе операционной системы
следует остановиться на Windows Server 2003. Windows Server 2003 (кодовое
название при разработке - Whistler Server, внутренняя версия - Windows NT 5.2)
- операционная система семейства Windows NT от компании Microsoft,
предназначенная для работы на серверах. Она была выпущена 24 апреля 2003
года.Server 2003 является развитием Windows 2000 Server и серверным вариантом
операционной системы Windows XP. Изначально Microsoft планировала назвать этот
продукт «Windows.NET Server» с целью продвижения своей новой платформы
Microsoft.NET. Однако впоследствии это название было отброшено, чтобы не
вызвать неправильное представление о.NET на рынке программного
обеспечения.Server 2008 - следующая серверная версия Windows NT, которая должна
будет заменить Windows Server 2003.
В качестве операционной системы для рабочих станций фирмы
мной была выбрана Microsoft Windows XP Pro. Среди её достоинств
можно выделить следующие:
Стабильность. Windows XP Professional намного улучшена
по сравнению с предыдущими версиями. Причиной надежности системы является то,
что приложения работают в своих собственных пространствах памяти. Это предохраняет
их от конфликтов и возникающих в связи с ними проблем. Windows XP Professional
может выдать предупреждение о возможных проблемах с драйвером из-за работы с
непроверенным источником. Windows XP Professional включает в себя механизм,
называющийся Driver Protection, который блокирует работу драйверов других
производителей в связи с возможным нарушением стабильности системы.
При сбое компьютер переходит в Safe Mode (Безопасный режим),
операционная система предлагает возможность отката под названием System Restore
(Восстановление системы). Это позволяет пользователю вернуться к тем
установкам, которые имелись в компьютере до инцидента. Так называемые точки
восстановления (restore points) могут быть созданы пользователем в любое время.
Кроме того, операционная система периодически создает свои собственные точки
восстановления и при каждой инсталляции новой программы. При откате компьютера
к точке восстановления операционная система использует установочные данные,
соответствующие тому времени, когда система работала нормально.
Организация безопасной работы компьютерной сети. Организация
безопасной работы компьютерной сети не возможна без применения антивирусного
программного обеспечения. Поэтому в качестве антивирусной защиты был выбран
Kaspersky Anti-Virus Internet Security 2009 - надежная, и относительно дешевая
система.
Антивирус Касперского обладает тремя степенями защиты от
известных и новых интернет-угроз: проверка по базам сигнатур, эвристический
анализатор и поведенческий блокиратор.
Защита Антивируса Касперского от вирусов является комплексной
и включает в себя:
защиту электронной почты. Антивирус Касперского осуществляет
антивирусную проверку почтового трафика на уровне протокола передачи данных
(POP3, IMAP и NNTP для входящих сообщений и SMTP для исходящих) независимо от
используемой почтовой программы.
проверку интернет-трафика. Антивирус Касперского обеспечивает
антивирусную проверку интернет-трафика, поступающего по HTTP-протоколу, в
режиме реального времени и независимо от используемого браузера. Это позволяет
предотвратить заражение еще до сохранения файлов на жестком диске компьютера.
cканирование файловой системы. Проверке могут быть
подвергнуты любые отдельные файлы, каталоги и диски. Кроме того, можно
запустить проверку только критических областей операционной системы и объектов,
загружаемых при старте Windows.
Антивирус Касперского защищает компьютер от троянских
программ и всех типов клавиатурных шпионов, предотвращая передачу
конфиденциальных данных злоумышленникам.
5.3 Планирование информационной безопасности
Защита информации включает в себя комплекс мероприятий,
направленных на обеспечение информационной безопасности [8]. На практике под
этим понимается поддержание целостности, доступности и если необходимо
конфиденциальности информации и ресурсов, используемых для ввода, хранения,
обработки и передачи данных. Информационная безопасность - это защищенность
данных и поддерживающей инфраструктуры от случайных или преднамеренных
воздействий естественного или искусственного характера, чреватых нанесению
ущерба владельцам или пользователям.
Оценка вероятности реализации угрозы. Проведем анализ угроз и
их оценку с точки зрения вероятности реализации и ущерба от реализации угрозы
(табл. 5.1).
Оценка вероятности реализации угрозы:
·
очень
вероятна - 9-10 баллов,
·
вероятна
- 5-8 баллов,
·
маловероятна
-3-5 баллов.
·
практически
невероятна 1-2 балла.
Оценка степени ущерба от реализации угрозы:
·
полная
потеря данных - 9-10 баллов,
·
частичная
потеря данных - 3-8 балла,
·
возможная
потеря данных - 1-2 балла.
Таблица 5.1 - Оценка вероятности реализации угрозы
|
Угрозы
|
Вероятность
реализации
|
Ущерб
|
Общая оценка
угрозы
|
|
Угрозы из
внешней среды: отказы источников питания и скачки напряжения,
|
9
|
2
|
18
|
|
Природные
явления (молния, бури и т.д.),
|
5
|
6
|
30
|
|
Пожары.
|
3
|
3
|
9
|
|
Ошибки
пользователей, операторов
|
5
|
5
|
25
|
|
Воровство или
вандализм
|
3
|
24
|
|
Несанкционированный
доступ к ресурсам
|
4
|
4
|
16
|
|
Компьютерные
вирусы
|
8
|
6
|
48
|
|
Сбои
программного обеспечения
|
3
|
9
|
27
|
|
Сбои
аппаратного обеспечения
|
4
|
9
|
36
|
|
Механические
повреждения кабеля
|
2
|
10
|
20
|
Обеспечения информационной безопасности. Для обеспечения
информационной безопасности будем использовать следующие методы:
·
источники
бесперебойного питания,
·
пароли
и шифрование,
·
защиту
от вирусов с помощью специальных программных средств,
·
предупреждение
кражи данных.
Также для обеспечения безопасности установим для
пользователей определенные права доступа к каталогам и создадим группы для
предоставления доступа к общим сетевым ресурсам (табл. 5.2).
Таблица 5.2 - Права доступа для групп пользователей
|
Название группы
|
Внутренние
ресурсы
|
Уровни доступа
к внутренним ресурсам
|
Доступ в Internet и электронная почта
|
|
Администратор
|
Все сетевые
ресурсы
|
Права
администратора в каталогах, в том числе изменения уровня и прав доступа
|
Все сетевые
ресурсы
|
|
Директор
|
Все сетевые
ресурсы
|
Пользование
базой данных без изменения, добавления, удаления, ограничение доступа к
папкам (по необходимости).
|
Все сетевые
ресурсы
|
|
Сотрудники
осуществляющие приём заявлений от клиентов центра, а также ответственные за
обратную связь с клиентами
|
Базы данных
используемых документов
|
Создание,
чтение запись файлов, создание подкаталогов, удаление каталогов.
|
Все сетевые
ресурсы
|
|
Сотрудники
|
Базы данных
используемых документов
|
Пользование
базой данных без изменения, добавления, удаления, ограничение доступа к
папкам (по необходимости).
|
Все сетевые
ресурсы
|
|
Бухгалтер
|
Вся информация
организации
|
Ограничение
доступа к папкам (по необходимости).
|
Все сетевые
ресурсы -
|
|
Клиенты,
партнеры,
|
Специальные
каталоги и папки
|
Доступ только к
специальным файлам и объектам
|
Ограничение по IP-адресу (адресата и источника)
|
|
Потенциальные
клиенты
|
Специальные
каталоги для клиентов
|
Просмотр
объектов (чтение и поиск файлов)
|
При открытом
доступе Интранет должна быть изолирована; идентификация пользователя не
требуется
|
В данном разделе было проанализировано и выбрано технические
средств реализации компьютерной сети ЧПКФ «Издательство «ПолиграфПлюс». Выбрано
такое аппаратное обеспечение сервера и рабочих станций как процессор, системная
плата, жесткий диск и прочее. При выборе программного обеспечения остановились
на операционной системе Windows Server 2003 для сервера, и Windows XP Pro - для рабочих станций.
При выборе антивируса отдали предпочтение Kaspersky Anti-Virus Internet
Security 2009. Было оценено вероятности реализации угроз и обеспечено
информационную безопасность. Спецификации аппаратных и программных средств
представлена в приложении Ж и И, соответственно.
6. Создание АСУ ТП предприятия путем внедрения
технологии «Computer-to-Plate»
В последнее время во всем мире наблюдается широкое
распространение устройств «прямого экспонирования пластин» и вытеснение ими
традиционных пленочных процессов. Технология прямого экспонирования пластин
получила название CtP (сокращение от англоязычного Computer-to-Plate, дословно
- «с компьютера на пластины»). В ее основе лежит принцип получения готовых
печатных пластин без промежуточного этапа изготовления фотоформ. Впервые
технологии CtP были широко представлены на выставке Drupa-95, проходившей в
Дюссельдорфе. На сегодня почти все производители фотовыводной техники в своем
ассортименте имеют CtP-устройства.
Прежде, чем перейти к описанию особенностей технологии,
рассмотрим области применения CtP и их преимущества. Традиционно различают два
основных направления использования CtP: печать коммерческой продукции и печать
газет [9].
6.1 Использование CtP в газетном производстве
С точки зрения читателя, газета качественна, если редакция
обеспечивает интересную содержательную часть, а производство - своевременную
печать (газета оказывается в киоске именно тогда, когда ее там ждут). По этой
причине имеет смысл разделить редакционную и производственную части газетного
комплекса. Это особенно важно, если производство удалено от редакции, что
бывает довольно часто. При использовании традиционной технологии такое
разделение практически невозможно. Вывод пленок должен располагаться в редакции
(происходит ручной монтаж и / или подстановка рекламы в виде пленок; требуется
визуальный контроль за правильностью монтажа страниц), но тогда пленки
необходимокаким-то образом пересылать в производство, что отнимает время (все
это невозможно в случае, если газета ежедневная). Кроме того, пленки могут быть
перепутаны, испорчены, не говоря уже о невозможности оперативного исправления ошибок
в пленках.
Можно, конечно, передавать на производство PostScript-файлы,
но это потребует дополнительного времени на изготовление фотоформ, а его может
не оказаться. Если говорить о CtP, то логичный технологический процесс
выстраивается сам собой. В редакции используется оборудование для подготовки
данных для печати. Эти же данные могут быть использованы для пробной печати на
предмет проверки правильности содержания. В производственном отделе
изготавливают спусковой макет. Растровый процессор создает битовые / растровые
данные, которые и выводят на CtP-устройство. Могут также использоваться
средства для получения пробных оттисков и средства создания дополнительных
данных, например, данных CIP3 для автоматизированной настройки печатной машины
(рис. 6.1).

Рисунок 6.1 - Построение газетного комплекса с использованием
CtP
Технологический процесс. Немаловажным аспектом газетного
производства является производительность допечатного комплекса. Если газета -
многополосная, ежедневная, а печатная машина небольшого формата,
производительность всего технологического процесса должна быть очень высокой.
Используя CtP, можно получить как минимум двойной выигрыш в производительности
по сравнению с традиционной технологией.
Один CtP хорошо, а два - лучше! В газетном производстве не
может быть остановки процесса. По этой причине никто никогда не использует
только один выводной аппарат. Используют, как минимум, два (один основной и
один резервный), а в некоторых случаях - и больше.устройства, предназначенные
для газетного производства, имеют ряд особенностей. Прежде всего, это скорость
экспонирования и общая производительность (включающая загрузку, выгрузку, гибку
и перфорацию пластин). Последняя, как правило, составляет 120 пластин в час.
Формат устройства обычно должен соответствовать формату печатной машины, а они
бывают самые разные (от 420і600 до 1300і850 и более). Хотя наиболее типичный
формат газетной печатной машины - 650і850. Газетные CtP не требуют высокого
разрешения. Вывод осуществляют обычно на 1200-1800 dpi. Самое важное для таких
устройств - скорость изготовления пластин.
Качество печати. Применение технологии CtP, помимо
значительного увеличения производительности, позволяет повысить качество
печати. Прежде всего появляется возможность использовать стохастические растры.
Качество современных полноцветных газет, напечатанных стандартным полутоновым
растром, далеко отстает от качества журнальной продукции. Это происходит из-за
применения сравнительно низких линиатур, а также из-за высокого растискивания
точки - газетная бумага тонкая и обладает хорошими показателями по впитыванию,
а газетная краска более жидкая, чем краска для журнальной печати, и
закрепляется впитыванием. По этой причине она хорошо растекается по бумаге, сильно
искажая форму растровых точек, вынуждая таким образом работать на низких
линиатурах. Применение стохастических растров существенно улучшает качество
изображения даже на низких линиатурах, более того - позволяет экономить краску,
что немаловажно для газетной печати! Все это становится возможным только при
использовании CtP, так как с пленками процесс сильно усложняется и
эффективность его сходит на нет.
Степень автоматизации процесса обработки, доставки и
сортировки пластин напрямую зависит от объемов их производства. В «тяжелых»
случаях, когда газета многополосная и / или не единственная, следует обратить
особое внимание на процесс сортировки пластин. Здесь можно применить систему
маркировки при помощи бар-кодов и использовать роботизированный конвейер доставки
пластин к печатным секциям. Чем меньше вмешательство оператора, тем ниже
вероятность постановки «не тех» пластин «не на те» секции.
Марки CtP. Попробуем кратко обрисовать картину. Данные по
выводным устройствам представлены в табл. 6.1. В таблице представлена только
часть всех устройств, на самом деле их больше и регулярно появляются новые.
Таблица 6.1 - Производители CtP для газетной печати
|
Марка
|
Макс. формат
|
Макс.
разрешение
|
Скорость
(пластин/час)
|
|
AGFA Polaris
100
|
900x650 мм
|
1270 dpi
|
до 150
|
|
AGFA Polaris
200
|
900x650 мм
|
1270 dpi
|
до 260
|
|
Autologic APS
3850
|
472x660 мм
|
2540 dpi
|
до 100
|
|
Autologic APS
3850 Wide
|
685x1112 мм
|
2540 dpi
|
до 160
|
|
ECRM WildCat
|
618x820 мм
|
2540 dpi
|
до 120
|
|
Krause LSJet
|
640x840 мм
|
1270 dpi
|
до 200
|
|
Krause LSN
|
800x1030 мм
|
2540 dpi
|
до 50
|
|
Purup-Eskofot
DMX2737
|
690x940 мм
|
2032 dpi
|
до 120
|
Производительность устройств в таблице дана условно, так как
каждый изготовитель заявляет этот параметр по-разному. Обычно
производительность для газетных CtP измеряется на 1016 dpi или 1270 dpi. Формат
вывода при этой производительности может быть полным, а может и нет. С
системами workflow для газетных типографий дела обстоят несколько сложнее.
Некоторые производители CtP предлагают собственные разработки, некоторые
рекомендуют «чужие». Большинство систем workflow допускают интеграцию
различного оборудования. Наиболее распространенные: IntelliNet от бельгийской
компании AGFA, Gevaert и NewsWay от израильской компании Proimage/Newsway Ltd.
Имеется аналогичная система и у компании Krause, но, в отличие от двух первых,
Krause использует только станции Sun Sparc, и система очень дорога.
.2 Использование CtP в репроцентрах и
коммерческих типографиях
устройства и технологии их применения в репроцентрах и
коммерческих типографиях отличаются от тех, что используются при производстве
газет. Здесь не требуется высокое быстродействие, зато важны большие форматы и
высокое разрешение. Такие параметры, как точность и повторяемость, также
выходят на первый план.
Технологический процесс. Использование CtP в репроцентре и
коммерческой типографии с точки зрения построения технологического процесса
практически не отличается. Разница лишь в том, что репроцентры, как правило,
работают с несколькими типографиями (следовательно, с несколькими типами и
форматами печатных машин), и путь от CtP до печатной машины в этом случае более
длинный [9].
На восемьдесят процентов успех использования CtP в
коммерческой типографии определяется правильностью построения технологического
процесса, на двадцать - маркой CtP. Проанализируем, какие аспекты должен
учитывать техпроцесс, который условно можно поделить на три основных этапа:
прием задания, обработка задания и вывод. Полученные извне задания принимаются
и сохраняются. Для каждого задания формируется список действий (Job Jacket).
Затем задания переводятся во внутренний формат (интерпретация), который может
быть специальным (системы со специальными форматами proprietary systems) или
стандартным (открытым). Далее собираются спусковые макеты, выполняется
цветоделение / цветокоррекция, подставляются файлы высокого разрешения
(технология OPI). Затем задания отправляют на цветопробную печать, на вывод
пластин и сохраняют для повторного вывода. При этом может выполняться
ресемплирование файлов (понижение разрешения) для вывода на различных
устройствах (например, на цветопробных принтерах). Операции интерпретации и
растрирования могут быть разделены и находиться на разных участках процесса.
Таким образом, системы workflow можно разделить на два
больших класса: использующие открытые форматы и использующие специальные
«закрытые» форматы данных. Открытых форматов сегодня используется два - PDF 1.3
с вариациями и TIFF/IT. Основное требование к ним - достаточность информации
для вывода на различных устройствах и возможность характеризации цвета.
Закрытых форматов существует достаточно много. Это Scitex Handshake CT/LW,
Heidelberg DeltaList, Harlequin DisplayList и другие. Преимущество открытых
форматов перед закрытыми состоит в возможности использовать в техпроцессе
решения от третьих фирм или создавать такие решения самим, а не становиться
«заложником» одной марки. В качестве примера представляем два техпроцесса от
компании AGFA (рис. 6.2, а) и Heidelberg (рис. 6.2, б).
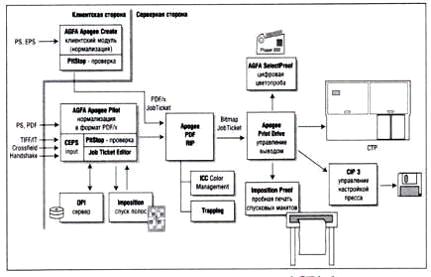
Рисунок 6.2, а - Технологический процесс AGFA Apogee
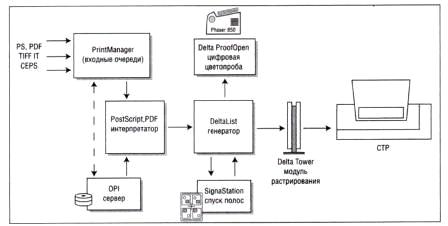
Рисунок 6.2, б - Технологический процесс Heidelberg Delta
Technology
Марки CtP. В настоящее время практически все производители
фотовыводной техники представляют на рынке CtP-устройства. При этом заявляются
не только устройства, экспонирующие металлические формы, но и обычные
фотонаборные аппараты, способные наряду с пленкой экспонировать фотополимерные
(полиэстровые) печатные формы. Основные производители «настоящих» CtP сегодня
следующие: AGFA, Autologic, BARCO, Creo, ECRM, Fuji, Gerber, Heidelberg,
Krause, Purup Eskofot, ScanView, Scitex, Screen. Из них дольше всего CtP
производят: AGFA, BARCO, Creo, Gerber и Krause. Некоторые компании, например,
Autologic, сами не производят выводные устройства, а используют OEM-марки
других производителей, комплектуя их своими растровыми процессорами и workflow.
Рынок CtP сегодня очень подвижен и динамичен. Образуется и
распадается много альянсов. Так, Creo и Heidelberg некоторое время сотрудничали
в области разработки CtP, но сейчас альянс распался и Creo образовал совместную
компанию с израильской компанией Scitex (она теперь называется CreoScitex).
Компании ScanView и Purup Eskofot сегодня также работают вместе. Компания
Gerber, один из пионеров разработки систем CtP, недавно была продана Barco.
Все вышеперечисленные производители имеют несколько модельных
рядов, характеризующихся различными технологиями экспонирования, форматами,
производительностью и типами лазеров. По существу все компании пытаются занять
места на трех имеющихся сегодня рынках: газетное производство, коммерческая
печать и рынок услуг (репроцентры). В табл. 6.2 приведены модельные ряды
устройств, представленные сегодня перечисленными компаниями. Информация носит
справочный характер и показывает, что оборудование имеет широкие диапазоны
характеристик.
Таблица 6.2 - Производители CtP для коммерческих типографий
|
Производитель
|
Модель CTP
|
Скорость
(пластин/час)
|
Форматы до, мм
|
|
AGFA
|
Polaris,
Galileo, X-Calibur
|
до 260, до 20
|
900х650,
1475х2030
|
|
Autologic
|
APS3850CTP
|
50-240
|
472х660,
685х1112
|
|
BARCO
|
Crescent,
Mondrian
|
до 20, до 50
|
813х1067,
591х914
|
|
Creo-Scitex
|
Lotem,
TrendSetter, PlateSetter
|
до 20
|
до 32-up
|
|
ECRM
|
WildCat,
TigerCat
|
до 120
|
618х820
|
|
FujiFilm
|
Luxel, Celix
|
до 50
|
1130х900
|
|
Heidelberg
|
TrendSetter,
TopSetter
|
до 20
|
838х1117,
900х1130
|
|
Krause
|
LS110/140/170,
LSJat, LSN
|
до 50, до 200
|
1380х1700,
640х840
|
|
Purup-Eskofot
|
DMX, DPX
Genesis
|
до 120, до 38
|
690х940,
340х550
|
|
Screen
|
FlatRide,
PlateRide
|
до 20
|
510х745,
940х1160
|
6.3 Устройство CtP
В большинстве аппаратов CtP пластины экспонируются лучом
лазера, обрабатываются в процессоре, после чего готовы к использованию.
Технология похожа на традиционную, но имеет ряд особенностей, связанных именно
с пластинами. В системах CtP используется три основных принципа конструкции
аппаратов:
аппараты с внутренним барабаном;
аппараты с внешним барабаном;
аппараты планарного типа.
Аппараты с внутренним барабаном. Загружаемая пластина
размещается по вогнутой поверхности, имеющей форму незавершенного правильного
цилиндра (рис. 6.3, а). Луч лазера передается на чувствительную поверхность
пластины посредством вращающейся призмы по радиусу. Это дает адресацию одной
координаты формата. Каретка с призмой движется вдоль оси цилиндра, обеспечивая
тем самым адресацию другой координаты. Технология внутреннего барабана дает
наибольшую точность позиционирования, так как пластина неподвижна, а точность
перемещения каретки с призмой достигается легко. Однако за счет длительности
загрузки пластины в барабан процесс проистекает медленно.
Аппараты с внешним барабаном. Пластина монтируется на внешнюю
поверхность вращающегося цилиндра. Экспонирование производится линейной
матрицей лазеров, перемещающейся вдоль поверхности цилиндра (рис. 6.3, б).
Такая матрица состоит из большого числа лазеров (48-96 и более). Так как за
один оборот барабана экспонируется сразу несколько линий, то производительность
такого устройства высока. Основными недостатками этого способа являются время
монтирования пластины на барабан и ограничения по формату пластин, связанные с
технологией закрепления. Кроме того, если портится один из лазеров матрицы,
заменяют всю матрицу целиком, следовательно, больших затрат не избежать.
Аппараты планарного типа. Принцип работы этих устройств
напоминает принцип работы копировального аппарата (рис. 6.3, в). Стол с
закрепленной пластиной движется в продольном направлении вдоль поперечно
перемещающегося луча лазера. Луч лазера отклоняется вращающейся призмой, как в
ролевом фотовыводном аппарате. Такой способ обеспечивает высокую скорость
экспонирования, высокую скорость смены пластин и неплохие точностные
характеристики. Конструкция планарных CtP проста, что делает их надежными, а
также пригодными для ремонта.
Важным параметром устройства CtP является его формат. Он
обязательно должен соотвествовать формату печатной машины, поскольку
«смонтировать» печатные формы невозможно.

Рисунок 6.3 - Три основных типа конструкции CtP:
а) с планарным размещением;
б) с внешним барабаном;
в) с внутренним барабаном
Лазеры и пластины. Типы лазеров и типы пластин образуют
комплиментарные пары, определяющие технологию экспонирования CtP. В настоящее
время наиболее широко применяются два основных типа лазера - зеленый YAG-лазер
(длина волны 532 нм) и тепловой лазер (длина волны 830 нм). Кроме этих
используются YAG-лазеры с двойным понижением частоты (длина волны 1064 нм),
образующие тепловое излучение. Лазеры также различаются по мощности: от
десятков до сотен милливатт. В соответствии с типом лазера используют определенный
тип пластин. Для зеленого лазера применяют металлические пластины с эмульсией
либо на основе фотополимера, либо на основе серебра. Для термолазера используют
термочувствительные пластины.
Тиражестойкость пластин и максимальное качество получаемого
изображения зависят от их типа. Без дополнительной обработки все типы пластин
выдерживают до нескольких сотен тысяч оттисков (150-300 тыс.) На эту цифру,
безусловно, оказывает влияние и состояние печатной машины. Термопластины и
пластины с фотополимерной эмульсией можно подвергать обжигу. После обжига
тиражестойкость увеличивается до 1,5-2 млн отт. Пластины на основе серебра
обжигать нельзя, зато именно этот тип пластин обеспечивает наилучшее качество
оттисков и держит более высокие линиатуры.
Есть еще один тип - пластины, не требующие обработки. В
CtP-устройствах на них просто выжигается чувствительный слой, и пластина сразу
готова к работе. Эта технология пока не получила широкого распространения, так
как такие пластины не слишком стойкие, в CtP очень быстро накапливаются отходы
от выжига пластин и требуется частая профилактика.
Форматы и разрешения. Так как получаемая пластина
сразу идет на печатную машину, формат CtP-устройства должен соответствовать ее
формату. «Смонтировать» большую печатную форму из нескольких маленьких нельзя.
Если в типографии используется несколько типов печатных машин, то
CtP-устройство должно удовлетворять всем, то есть иметь формат самой большой
печатной машины. По этой причине в CtP, как правило, имеется возможность
экспонирования различных форматов (задаются минимальный и максимальный форматы
с любыми промежуточными градациями). Приводка пластин при этом обеспечивается
по двум смежным сторонам механическими или электронными средствами.
В отличие от фотонаборной техники, в CtP диапазон разрешений
экспонирования гораздо меньше. Обычно это два разрешения в одном аппарате.
Иногда делают два варианта одной марки CtP с низкими (например, 1200 и 2400
dpi) и высокими (1600 и 3200 dpi) разрешениями. Это связано с типом и мощностью
применяемого лазера. В области применяемых лазеров существует множество
патентованных технологий. Например, компания Creo использует лазер, дающий не
круглое, а квадратное пятно. Это позволяет сделать аппарат идеально линейным,
но дает и побочные эффекты, связанные с возникновением полос при неточном
позиционировании лучей
6.4 Автоматизация технологического процесса
предприятия
Системы на базе CtP бывают и очень простыми (только выводной
аппарат с ручной загрузкой и выгрузкой пластин), и очень сложными, полностью
автоматическими (весь процесс требует минимального вмешательства оператора)
[9]. Такая дифференциация связана с тремя факторами: сокращением затрат на
обслуживающий персонал, увеличением производительности и технологическими
особенностями. С персоналом все понятно и так. Производительность повышается за
счет ускорения отдельных процессов и уменьшения числа персонала.
Технологические особенности определяются типом пластин. Если используются
термопластины, то их можно загружать вручную при дневном освещении. Другие типы
пластин требуют наличия «темной» комнаты или применения средств автоматизации
загрузки и выгрузки пластин из экспонирующего устройства.
Автоматизация может также касаться и доставки уже готовых
пластин. Во-первых, требуется гибка краев пластин (для монтажа на печатной
машине). Для гибки применяют автоматические или ручные устройства загибки.
Во-вторых, на пластинах нужно пробить специальные отверстия и пазы для
закрепления и корректного расположения пластин на печатной машине. Отверстия делаются
или до экспонирования, или после; вручную или автоматически. При выполнении
приводочных отверстий требуется аккуратно совместить пластины и устройство
перфорирования. Это можно сделать механически или при помощи оптических средств
совмещения.
Если пластин производится много и для нескольких печатных
машин, то автоматизировать следует и доставку / сортировку пластин. Это
позволит избежать ошибок при постановке пластин на машину (так как пластины все
серые и выглядят примерно одинаково). При автоматизации на краю пластины
печатают бар-код и организуют транспортер. При заезде на транспортер датчик
считывает бар-код; пластина едет по транспортеру до нужной позиции, и там робот
переносит ее в специальный лоток, соответствующий определенной секции определенного
пресса. На рис. 6.3 - автоматическая линия гибки и доставки пластин в одной из
типографий Бельгии.

Рисунок 6.4 - Автоматическая линия доставки пластин
Преимущества. Оборудование CtP еще сравнительно дорогое. Gервый вопрос, который
встает перед потребителем, - какие преимущества он получит, вкладывая средства
в CtP. Ведь у большинства уже есть хорошо отлаженный традиционный процесс.
Кроме того, фотовыводное оборудование сегодня стоит намного дешевле, да и на
рынке труда имеется множество специалистов в области фотовывода. Что же дает
CtP.
Прежде всего, CtP обеспечивает переход на полностью цифровой
процесс. Это значит, что исчезает субъективизм в оценке качества. Все этапы
производства можно контролировать и автоматизировать: от получения изображений
с цифровых камер или баз данных до готовых печатных пластин.
При использовании CtP производственный процесс сокращается на
несколько этапов. Так, становятся ненужными два проявочных процессора (один -
для пленки и другой - для пластин), измерительное оборудование для контроля
пленки, копировальное оборудование, системы перфорации и совмещения фотоформ,
монтажное оборудование. Уменьшаются затраты на зарплату персонала. Требуется
значительно меньше помещений под оборудование, что ведет к сокращению арендной
платы. Расходных материалов используется как минимум в два раза меньше (при
ручном монтаже пленки - более, чем в два раза). Производственный процесс
становится проще и надежнее. Себестоимость изготовления пластин значительно
уменьшается. Еще одним следствием «укорачивания» производственного процесса
является повышение производительности на 70-100%.
Очень важным следствием применения CtP является улучшение
качества готовой продукции. Если пластина производится с использованием
фотоформ, то растровая точка обычно не получается «жесткой» - вокруг такой
точки всегда присутствует небольшая полутоновая область. При контактном способе
это может вызывать достаточно сильные изменения размера растровой точки на
пластине (зависящие от настройки копировальной рамы и процесса обработки
пластины). При использовании CtP получаем точку «первого поколения» - с
«жесткими» краями и отсутствием девиации плотности. Это позволяет не только
повышать визуальное качество оттисков, но и применять новые методы
растрирования, например, частотно-модулированные растры (стохастику). При
использовании CtP-пластин перенастройки печатной машины при переходе с обычных
растров на стохастику и обратно не требуется. Все, что нужно, - выбрать
требуемые кривые компенсации растискивания точки в растровом процессоре при
производстве пластины. О преимуществах стохастических растров можно и не
говорить. Достаточно один раз увидеть.
При использовании технологии CtP цветопробу можно получить
только цифровым способом, поскольку получить аналоговую просто невозможно
(фотоформы отсутствуют)
Комплексный технологический процесс. Системы CtP
позволяют пользователю перейти на цифровую технологию подготовки пластин и
избавиться от массы ручных операций. Но сделать это возможно только при
правильном построении всего технологического процесса. По этой причине сегодня
пользователи приобретают CtP не просто как устройство вывода, а как целое
решение (workflow). Такие технологические решения создаются либо самими
производителями CtP, либо независимыми разработчиками. Надо сказать, что
построение технологического процесса сильно зависит от области применения:
печать газет, коммерческой продукции и т.д. Но есть несколько общих аспектов,
которые решаются для любого CtP.
Прежде всего, это необходимость организации цифрового монтажа
формы. В пленочной технологии формат ФНА обычно не соответствует формату
печатной машины. Монтаж делается путем выклеивания фотоформы из отдельных
страниц или работ на прозрачной пленке. На ту же пленку монтируют специальные
шкалы для контроля параметров печати. Из полученной фотоформы в копировальной
раме контактным способом изготавливают печатную форму. При использовании CtP на
вход растрового процессора следует подавать уже готовое к печати изображение -
со всеми страницами, шкалами, метками и т.п. Таким образом, процесс подготовки
форм должен включать этап электронного монтажа.
Другой важный аспект процесса CtP - принципиальная
невозможность получения контрактного цветопробного отпечатка аналоговым
способом (за исключением применения пробопечатного офсетного станка, но это
долго и дорого). Так как нет фотоформ, нельзя и изготовить аналоговый
цветопробный отпечаток. Вопросы контрактной цветопробы для CtP решаются
несколькими способами. Первый, наиболее удобный, - использование цветного
печатающего устройства (назовем его цветным принтером) и системы управления
цветом для эмуляции офсетных печатных процессов на этом принтере. Печатают на
такой принтер с уже отрастрированных данных, уменьшив их разрешение до
требуемого. Это позволяет избежать повторного растрирования, сэкономить время и
снизить вероятность появления ошибок. Как правило, в качестве систем управления
цветом используют системы, основывающиеся на ICC-профилях устройств: Apple
ColorSync, AGFA ColorTune, Kodak CMS, Heidelberg CMM и другие.
Контрактная цветопроба является своеобразным «паспортом»
задания для печатника при работе на машине. Она показывает, как должны
выглядеть цвета при печати. Зачастую помимо контрактной цветопробы, которая
обычно имеет формат будущего издания (А5, А4), требуется проба всего спускового
макета, то есть получение оттиска в том виде, в каком он выходит из печатной
машины. Такая проба позволяет контролировать, насколько правильно сформирован
макет с точки зрения последующей фальцовки. Кроме того, имея пробу спускового
макета, можно выпускать сигнальные экземпляры печатной продукции.
Еще одно отличие CtP-технологии от традиционной -
невозможность подачи рекламных материалов в виде цветоделенных пленок. Раньше
принесенные пленки просто вклеивались в монтируемую фотоформу. Так как в CtP
промежуточного этапа нет, такие материалы попросту некуда «вклеивать». Их
необходимо перевести в цифровую форму для электронного монтажа. На помощь
приходит технология сканирования CopyDot. Цветоделенные пленки сканируются в
монохроме с высоким разрешением. Если не требуется масштабирование изображения,
параметры растра изображения и спускового макета совпадают, то полученные
четыре (или больше, если это не CMYK) файла заверстывают в спусковой макет.
Если требуется масштабирование, то отсканированные данные нужно перевести в
форму графического файла непрерывного тона (например, TIFF CMYK). Для этого
имеются специальные алгоритмы, обеспечивающие хорошую передачу цветов и в тоже
время сохраняющие резкость мелких деталей (текста и векторной графики). Для
сканирования цветоделенных пленок применяют или специализированные сканеры
(если требуется большой формат и большая производительность), или стандартные
сканеры больших форматов со специальными опциями (например, сканер Heidelberg
Topaz с опцией Copix или сканер AgfaScan XY 15 с опцией AgfaDot). Перед
монтажом пластины на печатную машину ее сканируют специальным устройством
(сканером форм) для настройки красочного аппарата печатной машины. Большинство
современных печатных машин поддерживают стандарт настройки красочного аппарата
CIP3. При растрировании спускового макета можно извлечь данные о будущей
пластине и передать на печатную машину, избегая тем самым стадии ручного
сканирования пластины. Это еще один процесс, который можно автоматизировать при
использовании технологии CtP. Гипотетический комплекс с использованием CtP
представлен на рис. 6.4. Рассмотрев схему, можно увидеть, что гипотетический
комплекс несколько далек от реальной жизни.
Рисунок 6.5 - Допечатный комплекс с использованием CtP
В данном разделе было проанализировано за счет преимуществ
создание АСУ ТП предприятия путем внедрения технологии «СtР». Рассмотрено
значение технологии CtP в газетном производстве, репроцентрах и коммерческих
типографиях. Рассмотрено устройство CtP. Обосновано внедрение технологии на
предприятие как метод автоматизации. Рассмотрено преимущества внедрения CtP как
части комплексного технологического процесса. В приложении К приведены две
статьи из журнала «Курсив»: «Инновации в области CtP» и «CtP в Украине.
Приживется ли?».
7. Создание асу ТП предприятия путем внедрения
системы WorkFlow на основе JDF-формата
Данный раздел посвящен обоснованно создание АСУ ТП
предприятия путем внедрения системы WorkFlow на основе JDF-формата. Будет
рассмотрена реализация АСУ ТП путем использования системы WorkFlow «NetWorkFlow i2i System» от Horizon. Будут приведены
преимущества автоматизированной системы, такие как: автоматическая настройка
оборудования; визуальный контроль и удобство обслуживания техники; оптимизация
работы типографии в целом; оперативная память типографии; контроль в реальном
времени. Также будет обоснованно увеличение производительности и эффективность
работы предприятия от внедрения системы Horizon i2i System.
Когда хотят дать хорошую оценку коллективу сотрудников,
говорят, что они работают как единый организм. Действительно, в таких фирмах
каждый понимает другого с полуслова, нет потерь времени на разъяснения между
сотрудниками и руководством или на общение разных отделов [9]. Согласованное
менеджером и клиентом решение становится известным каждому сотруднику,
принимающему участие в выполнение заказа. Но как этого добиться на
полиграфических предприятиях? И если подобную слаженность работы еще можно
представить в небольших «семейных» типографиях, где небольшое количество людей
могут находиться в курсе всех событий, то как организовать подобное на
предприятиях, где работают десятки и сотни сотрудников. Главная сложность
задачи - организовать грамотное управление всеми рабочими процедурами и
операциями. А для этого необходимо наладить полноценный обмен информации между
различными участками и службами предприятия. Обычно руководители всех уровней
тратят массу сил и времени на ясную постановку заданий для подчиненных и на
контроль выполняемых работ. Много времени уходит на согласование работ между
различными службами. И это объяснимо: везде работают люди, которые имеют
физический предел по восприятию информации. Из-за «человеческого фактора»
оборудование может простаивать, выполнение заказов затягиваться, приоритеты в
выполнение заданий расставляться неправильно. Это снижает эффективность и
стабильность бизнеса, делает его зависимым от случайных факторов.
Частично с этой проблемой помогают справиться средства
автоматизации. Но большинство решений (чаще всего реализованных в технологиях
СУБД) достаточно эффективно автоматизируют лишь отдельные операции и функции, а
не весь процесс. Например, сейчас очень распространены информационные системы для
облегчения функции продаж. Чаще всего эти системы не отражают
последовательность действий и правила взаимодействия сотрудников. Поэтому
несколько лет назад разработчики из разных стран пришли к идеи создания
интеграционных систем, называемых профессионалами термином Workflow.
Дословно английское слово Workflow можно перевести как «поток
работ». А по сути это сквозная система работы предприятия, позволяющая
организовывать процессы с поэтапным обменом информацией между различными его
участками и рабочими местами. В ходе исполнения заказа осуществляется передача
информации, задач и данных о состоянии работы между различными исполнителями в
соответствии с возложенными на них функциями. Workflow способен обеспечить
начальников отделов информацией, позволяющей принимать им решения в нужный
момент, т.е. обеспечить работу в реальном времени. Персонал действует быстрее и
компетентнее, поскольку всегда имеет доступ к информации о состоянии каждого
заказа. Говоря проще, каждый сотрудник видит перечень функций, которые он
должен выполнить, и может грамотно организовывать свою работу. Руководитель же
затем получает в свое распоряжение всю необходимую статистику для анализа
рабочих нагрузок, затрат, периодов пиковой нагрузки и многих других аспектов
деятельности предприятия.
Исторически так получилось, что системы Workflow вошли в
полиграфию через дверь препресса. Примеры workflow-систем хорошо известны
специалистам - это препресс-системы Agfa, Esko graphics, Сreo, Scitex и
издательские системы ведущих поставщиков QPS, Prestige или BaseView. Позже в
подобные системы стало интегрировать современное печатное оборудование, а о
послепечатных участках разговоры только начинаются. Возможно, поэтому многие до
сих пор глобальное понятие Workflow ассоциативно связывают лишь с допечатными
системами. Чтобы не было путаницы, общую автоматизированную систему,
действующую по всей цепочке производства, на Западе называют термином
Management Information System (MIS), а Workflow означает систему управления
технологическим процессом. Учитывая разнообразие форматов данных от
производителей оборудования, часто приходится уточнять, в отношении какого
этапа полиграфического производства термин употребляется в данный момент
(workflow-препресс, workflow-пресс или workflow-постпресс). Причем, несовместимость
данных отражалась не только при переходе задания в другой участок типографии,
но и внутри каждого этапа производства. Например, данные, подготовленные для
фотонаборного аппарата одной фирмы оказывались не совместимыми с цветопробными
устройствами от другого производителя. Один и тот же файл верстки приходилось
отправлять на несколько растровых процессоров, чтобы выполнить заказ.
Разумеется, такое положение дел не могло долго устраивать полиграфическое
сообщество. Международный консорциум ведущих производителей полиграфического
оборудования CIP разработал единый стандарт по передаче управляющих данных в
печатном процессе - CIP3. Его дальнейшим развитием стал международный стандарт
CIP4, включающий системный общий формат описания заданий Job Definition Format
(JDF), первая версия которого увидела свет в 2001 году. Это стало переломным
моментом, после которого производители оборудования получили ясное
представление, что им делать в плане автоматизации своего оборудования, а
системы WorkFlow получили возможность объединить все процессы, происходящие в
современной типографии.
7.1 Внедрение JDF-формата
Достаточно долго после создания, JDF не мог найти
практического применения, оставаясь своеобразным элементов научной фантастики
от полиграфии. Появлялось новое оборудование, в первую очередь системы прямого
вывода форм CtP, печатные и бумагорезальные машины ведущих производителей,
способные понимать этот формат данных. Но до внедрения полноценных систем
WorkFlow на предприятиях дело не доходило. Редкие же инсталляции с шумными
презентациями, на поверку чаще всего оказывались не глобальными, а
предназначались для работы лишь в отдельных участках типографии (чаще в
печатном и допечатном). Объяснялось это малым количеством современного
автоматизированного оборудования и дороговизной систем WorkFlow. Действительно,
не только традиционные, но и многие новые модели оборудования до сих пор не
имеют возможности работать с данными в формате JDF. Особенно неразвитым в этом
плане остается сектор послепечатного оборудования.
Можно сказать, что качественный прорыв в этом направлении
произошел относительно недавно, на выставке DRUPA 2004. Здесь посетители не
только в очередной раз узнали о возможности автоматизации своих предприятий, но
и воочию увидели действующие системы WorkFlow на стендах ведущих производителей
полиграфического оборудования. На отдельном стенде «JDF Parc», размещенном в
павильоне 4 на 18 рабочих станциях демонстрировали рабочие потоки на основе JDF
в режиме реального времени. Посетители могли моделировать свой рабочий поток,
основанный на комбинации 91 вида оборудования. В Интеграционном центре
PrintCity прошла презентация системы Рrintnet, было показана последовательность
работ по изготовлению ежедневной газеты «PrintCity Connections», линии
молодежной продукции «Nasty Beast», журнала «Print Works». Производственные
процессы планировались и контролировались на всех стадиях: от получения заказа
системой управления информацией (Management Information System), допечатной
подготовки и печати до послепечатной обработки. Специальное программное
обеспечение, работающее с форматом данных JDF, демонстрировалось на стендах
Agfa (Delano и ApogeeX), Heidelberg (Prinect Control), Creo (Prinergy,
Synapse), Esko-Graphics (Scope), Adobe Systems, Xerox (FreeFlow), Ryobi (RPI,
IVS), Horizon (i2i system) и многих других известных компаний. «Лед тронулся» и
сейчас, по крайней мере технически, созданы все предпосылки для того, чтобы по
настоящему автоматизированные типографии появились на свет. В Москве, в
издательском доме «МЕДИА-ПРЕССА» была установлена первая в мире система
Workflow JDF для газетного производства на базе оборудования MAN Roland. Здесь
с помощью JDF были объединены в одно целое две системы: управления печатным
производством РЕСОМ («MAN Roland») и общая система управления предприятием DISO
(«SSB»). К сожалению, традиционных типографий с листовым оборудованием,
работающих под управлением Workflow JDF пока нет. Но главная проблема для их
создания - интеграция послепечатного участка в общую систему - уже снята. И, возможно,
уже скоро мы услышим о таких сверхсовременных предприятиях. Дальше будет
рассмотрен пример работы системы WorkFlow на послепечатном участке, нового
продукта, презентация которого состоялась на DRUPA 2004 на стенде японской
фирмы Horizon International.
7.2 NetWorkFlow i2i System от Horizon
Крупнейший японский производитель послепечатной техники не
ограничился созданием машин с компьютерным управлением и сервоприводными
регулировками, и создал систему, способную связать современные бумагорезальные,
фальцевальные, листоподборочные и брошюровальные машины в единую локальную сеть
с допечатным и печатным участками. Такая система получила название NetWorkFlow
i2i System и, естественно, общим форматом передачи данных о заданиях в ней стал
JDF. Общая концепция предусматривает оснащение отдельных участков финишной
обработки заказов персональными компьютерами, способными принимать текущие
задания и настраивать машину к работе, а также передавать информацию об
измененном статусе задания, после выполнения работы, обратно в управляющую
сеть.
Основной принцип работы системы i2i System заключается в
использовании специальных PPF/JDF файлов заданий, содержащих не только
информацию об изображениях и страницах, но и данные для проверки и управления
всем технологическим процессом [9]. Эти файлы создаются и сохраняются в
процессе предпечатной подготовки, а затем могут просматриваться и
корректироваться в любое время. В процессе обработки задания NetWorkFlow i2i
System извлекает данные о необходимых финишных операциях из этих файлов и
передает их на пульты управления машин, для автоматической настройки
оборудования к работе. Все изменения, произошедшие с заданием после выполнения
рабочей операции, также вносятся в протокол с компьютерных станций,
расположенных у каждого участка. Принцип работы современного полиграфического
предприятия с использованием i2i System от Horizon схематически показан на
рисунке 7.1.
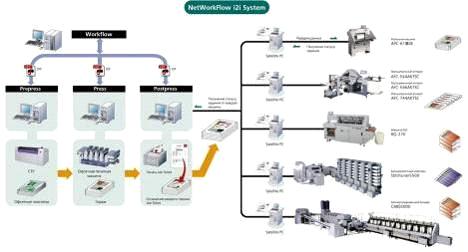
Рисунок 7.1 - Схема работы Horizon NetWorkFlow i2i System
На стадии общения с клиентом и согласования параметров
задания задействуется информационная система управления полиграфическим
предприятием MIS (management information system). Основная цель MIS заключается
в оптимизации управления и планирования потока заказов:
учет клиентской базы и эффективное обслуживание заказчиков
оперативный расчет стоимости работ;
постоянный контроль состояния взаиморасчетов;
своевременное обеспечение производства бумагой и расходными
материалами
учет кадров и других ресурсов предприятия;
оперативное планирование и контроль производства;
учет и анализ производственных затрат и накладных расходов.
Описание подобных системы можно найти в многочисленных
публикациях, в том числе и на страницах журнала «Курсив». Информация о
полученных заданиях из MIS поступает на допечатный, печатный и послепечатный
участки типографии и находит отражение в соответствующих данных в формате JDF.
Первые этапы работы системы не содержат в себе ничего нового
для полиграфических специалистов. Окончательным продуктом допечатного участка
являются печатные формы, выведенные на оборудовании CtP и JDF файлы, с полными
данными о заданиях. Их использованием на печатном участке может существенно
ускорить процесс печати тиража. При этом на современной офсетной машине могут
быть задействованы системы автоматической смены форм и смывки цилиндров,
подстройки машины на формат и толщину бумаги, первоначальной настройки
красочного и увлажняющего аппаратов, а также спектрофотометрического контроля
печатных оттисков. Финальным продуктом, выходящим из печатного участка,
является стопа запечатанных листов и вышеупомянутый файл JDF, созданный в
процессе верстки, с учетом данных о печати от системы MIS.
А вот затем начинается самое интересное. На управляющем
сервере финишного участка (Control Server) на основании JDF-файла создается и
распечатывается лист данных о задании со специальным штрих-кодом (Job Ticket).
Этот лист прилагается к стопе с тиражом, для последующего перемещения совместно
с ним по технологической цепочке.
При дальнейшей обработке задания этот листок служит
своеобразным гидом и позволяет просто и быстро настроить каждую единицу
оборудования для работы по данному заказу. Для этого у каждой
автоматизированной (бумагорезальной, фальцевальной, листоподборочной,
брошюровальной на проволоку или клей) машины стоит компьютерная консоль
Satellite PC со сканером штрих-кодов. При поступлении тиража оператор сканирует
лист Job Ticket и тем самым вызывает все необходимые данные по заданию,
сформированные на управляющем сервере, и инициирует настройку машины
послепечатной обработки. После этого ему остается просто загрузить паллету с
тиражом на подающий стапель и снять готовую работу с приемного транспортера или
лотка. Конечно, оператору приходится иногда корректировать работу машины в
процессе обработки задания, но вводить большие программы в память или делать
длительные и трудоемкие операции по настройке уже нет необходимости.
После выполнения задания Job Ticket с измененным статусом
задания вместе с тиражом переходит на следующий участок цеха послепечатной
обработки, где все повторяется по тому же сценарию.
Чтобы наполнить эту идею содержанием и приблизить
практическое использование i2i System, фирма Horizon выпускает множество
брошюровального оборудования, способного органично встраиваться в концепцию
полной автоматизации производства. Уже сейчас список автоматизированного
оборудования, серийно выпускаемого японской фирмой достаточно широк:
трехножевые бумагорезальные машины HT-30, 101; фальцевальные машины AFC-544,
546, 744; машины клеевого бесшвейного скрепления BQ-270, BQ-470, SB-09;
листоподборочные комплексы VAC-60, VAC-100 + StitchLiner; автоматизированные
брошюровальные линии CABS. Можно сказать, что все последующие новинки фирмы
Horizon смогут работать в автоматизированной системе WorkFlow. Кроме этого,
конечно, в состав производства на основе i2i System могут встраиваться любые
современные модели послепечатного оборудования от других ведущих
производителей, способные «понимать» данные в формате JDF.
7.3 Преимущества автоматизированной системы
После того как мы вкратце познакомились с системой Horizon
i2i System, посмотрим, какие реальные преимущества она добавляет конкретному
полиграфическому предприятию.
Автоматическая настройка оборудования. В данных, выходящих из
препресс-участка, сохраняется не только информация о печатаемом изображении, но
и данные по необходимой фальцовки, резке и брошюровке продукции. Данные
оформлены в JDF формате. Это позволяет автоматически настраивать послепечатное
оборудования на формат, количество полос, параметры брошюровки и подрезки и
другие параметры выполняемых заданий. При этом экономится большое количество
времени и бумаги на приладочные операции, а также исключаются ошибки, вызванные
усталостью или невнимательностью оператора. Возрастает коэффициент полезного
действия полиграфического оборудования и качество получаемой продукции.
Особенно сильно это сказывается при работе с малыми и средними тиражами
продукции, доля которых в общей массе растет в последние годы.
Визуальный контроль и удобство обслуживания техники. Horizon
i2i System присваивает каждому тиражу и каждой акции, выполняемой в процессе
производства печатной продукции, уникальные идентификационные номера. Каждое
задание оснащается сопроводительным листом Job Ticket (рис. 7.2.), в котором в виде
текста и штрих-кода хранится информации о заказе. Он позволяет идентифицировать
стопу бумаги с проделанными и предстоящими работами по изготовлению продукции.
За счет этого сотрудники типографии легко могут определить дальнейший
технологический маршрут данного тиража, т.е. стопы с печатной продукцией.

Рисунок 7.2 - Job Tickets
Способ ввода задания в послепечатные машины по удобству
напоминает работу кассира в супермаркете. Оператор просто считывает штрих-код
на Job Tickets и загружает стопу на самонаклад машины. В это время на пульте
управления машины отображаются все параметры работы, и делается запрос на их
подтверждение. После того как оператор нажимает клавишу подтверждения, машина
настраивается и выполняет работу в автоматическом режиме.
Оптимизация работы типографии в целом. Контроль всех
заданий, выполняемых типографией в данный момент (со сроками сдачи,
приоритетами и другими факторами), а также программирование всех этапов
выполнения каждой задачи, позволяют оптимально планировать загрузку
оборудования и персонала типографии. Каждый оператор финишного оборудования
видит на дисплее компьютера предстоящие в ближайшее время задания со всеми
параметрами и необходимыми сроками выполнения. В такой ситуации можно не
волноваться, что какой-то тираж или его часть «забудут» или неправильно
передвинут очередность его выполнения [9].
Постоянное планирование работы с помощью компьютера помогает
выявить слабые места в технологической цепочке, недостаток или переизбыток оборудования,
оценить квалификацию персонала или решить другие проблемы полиграфического
предприятия. Руководитель может понять, за счет каких мер можно увеличить
эффективность работы типографии, какие машины следует модернизировать или
приобрести в первую очередь и т.п.
Оперативная память типографии. Все выполненные работы
сохраняются на центральном сервере типографии. В любое время эта информация
доступна для просмотра руководством и для демонстрации заказчику. Сохраненные
данные облегчают анализ работы того или иного участка типографии, составление
отчетов, помощь в расчете очередных схожих по параметрам заказов. Эффективная
функция поиска позволяет найти любую работу по названию, дате или ее
характерным признакам (заказчик, вид работы, тираж, формат и т.п.)
Наиболее часто выполняемые заказы сохраняются в «оперативной
памяти типографии» и при их очередном выполнении нет необходимости в повторных
настройках и приладках оборудования. В результате существенно экономится время
и деньги типографии, возрастает доверие и уважение к полиграфическому
предприятию со стороны постоянных клиентов. На рисунке 7.3 показано меню
«Favorite» со списком часто повторяющихся заданий.

Рисунок 7.3 - Информация о выполненном заказе
Контроль в реальном времени. Состояние процесса выполнения
текущих заказов, время начала и завершения каждой операции, текущий статус
заданий в реальном времени отображаются на мониторе центральной станции
типографии. Таким образом, руководители участков и менеджеры, отвечающие перед
клиентом, всегда находятся в курсе событий. Они могут контролировать процесс и
в любой момент делать оперативные корректировки работы типографии. Все команды
мгновенно отображаются на всех рабочих компьютерах сотрудников. Это позволяет избежать
неразберихи и путаницы в выполнении заказов.
7.4 Увеличение производительности и эффективность
работы предприятия от внедрения системы Horizon i2i System
По мнению многочисленных экспертов, именно автоматизация -
основной путь развития полиграфических предприятий во всем мире. Еще в 2003
году генеральный директор CIP4 Мартин Бейли (Martin Bailey) заявил на одном из
семинаров серии Seybold о том, что уже через пять лет вся полиграфия перейдет
на формат JDF. Полиграфическая выставка DRUPA 2004, прошедшая под «знаменем»
автоматизации производства, подтвердила верность этого прогноза.
Система Horizon i2i System, о которой много рассказывалось
выше, явилась важным (если не сказать последним) взятым рубежом на пути к
полной автоматизации полиграфического предприятия.
Конечно, цифровые системы WorkFlow - удовольствие не из
дешевых, но, в конечном итоге, преимущества от инноваций должны перевесить все
недостатки. Главным же итогом внедрения на производстве станет существенное
увеличение производительность и эффективность работы типографий, оптимизация
загрузки оборудования и уменьшение себестоимости печатной продукции. С ростом
степени автоматизации возрастет оперативность выполнения малых и средних
тиражей, гибкость производства, способность быстро настраиваться к выполнению
новой работы. Системы WorkFlow особенно хорошо себя зарекомендуют на
предприятиях, где есть возможность увеличения количества заказов и только
техническая перегрузка предприятия сдерживает это. Автоматизация производства
поможет выжать из существующих ресурсов максимум возможного. Кризис показал,
что автоматизация несет практическую пользу и помогает выжить типографиям в
сложных финансовых условиях. Также отметим, что в России уже сейчас существуют
передовые типографии, которые достигли такого уровня, что внедрение
комплексного WorkFlow, подобно «второму дыханию» у спортсменов, поможет им
совершить качественный скачок в своем дальнейшем развитии.
В данном разделе было обоснованно создание АСУ ТП предприятия
путем внедрения системы WorkFlow на основе JDF-формата. Для реализации АСУ ТП
была использована система WorkFlow «NetWorkFlow i2i System» от Horizon. Были приведены
преимущества автоматизированной системы, такие как: автоматическая настройка
оборудования; визуальный контроль и удобство обслуживания техники; оптимизация
работы типографии в целом; оперативная память типографии; контроль в реальном
времени. Также было обоснованно увеличение производительности и эффективность
работы предприятия от внедрения системы Horizon i2i System. Еще одним
немаловажным преимуществом данной системы является тот факт, что внедрение WorkFlow на данное предприятие
будет являться фундаментом для построения современной типографии, типографии
будущего, где все процессы будут контролироваться в реальном времени и будут
подчинены программному обеспечению. Это действительно так, так как на данный
момент всё новое оборудование, которое производится, поддерживает формат данных
JDF.
8.
Технико-экономические расчеты и оценка эффективности проекта
Данный раздел посвящен расчету технико-экономических
показателей от внедрения проекта. В данном разделе будет дана оценка
экономического эффекта от внедрения проекта, будет дана оценка стоимости
внедрения проекта и расчет срока окупаемости проекта.
8.1
Оценка экономического эффекта от внедрения проекта
При внедрении проекта будут повышаться текущие
эксплуатационные расходы, однако, так как производительность труда служащих
возрастет, то будет происходить экономия фонда оплаты труда [10]. Однако для
обслуживания и управления работой компьютерной сети необходимо нанять
специалиста, для чего необходимо предусмотреть статью расходов на заработную
плату. Рассчитаем чистую экономию фондов оплаты труда после внедрения проекта
по формуле:
Эфотч = Эфот - Зфот,
где Эфот - годовая экономия фондов оплаты
труда,
Зфот - затраты на заработную плату обслуживающему
персоналу.
Годовая экономия от внедрения проекта определяется по
формуле:
Эфот = N*H+ Эфот1, где
Эфот1 - годовая экономия фондов оплаты труда от
удаления рабочей единицы монтажиста и исключение затраты на заработную плату в
пол ставки при работе с проявкой печатных форм.
Эфот1 = (1500+750)*12 = 27 000 грн.- количество
станций, подключенных к сети;
H - экономия фондов при подключения одной станции.
Ежегодная экономия фондов при подключении одной рабочей
станции определяется по формуле:
 , где
, где
Х - число служащих, пользующихся одной рабочей
станцией (обычно 2-4);
К - средневзвешенное число смен (1 - 2,5);
С - средние ежегодные затраты на одного сотрудника;
Р - относительная средняя производительность
сотрудника, пользующегося рабочей станцией (110 - 350%).
Расчет: Примем Х = 1, К = 1, С = 20 000 грн., Р =
140%. Имеем ежегодную экономию от подключения одной рабочей станции Н =
8 000 грн.
Таким образом годовая экономия фондов оплаты труда составляет
Эфот = 14 * 8 000+27 000 = 139 000 грн.
Затраты на заработную плату обслуживающему персоналу (табл.
8.1)
Таблица 8.1 - Смета на заработную плату обслуживающему
персоналу
|
Должность
|
Ставка
|
Сумма
заработной платы в год
|
|
Администратор
сети
|
1
|
24 000
|
|
Препресс
|
0,5
|
12 000
|
|
Итого (Зфот)
|
36 000
|
Теперь можно рассчитать чистую экономию фондов при внедрения
проекта:
Эфотч = Эфот - Зфот
= 139 000 - 36000 = 103 000 грн.
Однако, при экономии на фондах оплаты труда, также происходит
экономия на налогах с фонда оплаты труда, которые составляют 39% [10].
Итого экономия на налогах с фонда оплаты труда:
Энч = Эфотч * 0,39 = 103
000*0,39 = 40 170 грн.
В итоге предприятие имеет прибыль в виде экономии фондов
оплаты труда и экономии налогов с фонда оплаты труда, которая составляет:
Пр = Эфотч + Энч
= 103 000+40 170=143 170 грн.
Чистая прибыль предприятия: Пч = Пр
- Нпр, где Нпр - налог на прибыль (33% от
суммы прибыли).
Пч = Пр - Нпр =
Пр - Пр * 0,33=143 170-143
170*0,33 = 95 924 грн.
8.2
Оценка стоимости внедрения проекта
Общие затраты на проектирование и создание сети определяются:
К = К1+К2 - К3,
где
К1 - производственные затраты;
К2 - капитальные вложения.
К3 ¾ прибыль от списывания
ненужного оборудования.
От списывания копировальной рамы прибыль составило 5000 грн.
Оценим производственные затраты:
К1 = С1 + С2 + С3, где
С1 - затраты на НИР и ТЗ;
С2 - затраты на опытную эксплуатацию и внедрение;
С3 - затраты на рабочий проект.
Смета производственных затрат приведена в табл. 8.2.
Таблица 8.2 - Смета производственных затрат
|
Производственные
затраты
|
Сумма
|
|
Затраты на НИР
и ТЗ
|
2 000
|
|
Затраты на
опытную эксплуатацию и внедрение
|
10 000
|
|
Затраты на
рабочий проект
|
2 000
|
|
ИТОГО
|
14 000 гнр.
|
Имеем производственные затраты К1 = 14 000 грн.
Оценим капитальные вложения:
Смета затрат на капитальные вложения приведена в табл. 8.3.
Таблица 8.3 - Смета затрат на капитальные вложения
|
N
|
Тип
|
Наименование и
характеристики
|
Цена, грн.
|
Кол-во, шт.
|
Стоимость, грн.
|
|
|
СКС
|
|
|
1
|
Коммутатор
|
HP
ProCurve Switch 1600M (16 ports/1slot)
|
1 000,00
|
1
|
1 000,00
|
|
|
2
|
Коммутатор
|
HP
ProCurve Switch 100Base-FX Module (4 ports)
|
800,00
|
1
|
800,00
|
|
|
3
|
ОВ модуль
|
HP
AdvanceStack 100Base-T Hub-12TXM
|
500,00
|
3
|
1 500,00
|
|
|
4
|
ОВ модуль
|
HP
AdvanceStack 100Base-FX Switch Port Module
|
3
|
1 200,00
|
|
|
5
|
Сетевой адаптер
|
TigerArray, 1
card, 2*RJ-45, Software
|
500,00
|
1
|
500,00
|
|
|
6
|
Сетевой адаптер
|
HP
10/100Base-TX NightDirector/100 card
|
200,00
|
14
|
2 800,00
|
|
|
7
|
Кабель
|
Кабель
оптический подвесной mm 4х62,5/125
|
20,00
|
300
|
6 000,00
|
|
|
8
|
Коннектор
|
Pig
Tail SC mm, 1m
|
10,00
|
42
|
420,00
|
|
|
9
|
Патч-корд
|
Dual
Patch-cord SC mm, 1 м
|
25,00
|
10
|
250,00
|
|
|
10
|
Сетевой шкаф
|
Rittal Шкаф
2ВЕ-600*212*415 стекл. дв., 2-секц.
|
1 000,00
|
3
|
3 000,00
|
|
|
11
|
Кабель
|
FTP,
Cat. 5, 4 pair, solid, 100MHz, PVC, for 15-years AMP Warr., box (305m)
|
5,00
|
305
|
1 525,00
|
|
|
12
|
Короб
|
(MINI TRUNKING)
Короб 16 x 10mm (1 м) Стандартная длина - 2,92 м
|
5,00
|
100
|
500,00
|
|
|
13
|
Короб
|
(MINI TRUNKING)
Короб 25 x 16mm (1 м) Стандартная длина - 2,92 м
|
3,00
|
100
|
300,00
|
|
|
14
|
Розетка
CT-серии
|
Розетка
CT-серии 5-й категории RJ45 (T568A) белый, в полной комп. (шт.)
|
20,00
|
20
|
400,00
|
|
|
15
|
Распределительная
коробка
|
Распределительная
коробка Vimcom-Optic. до 4 портов SC
|
200,00
|
3
|
600,00
|
|
|
16
|
Распределительная
коробка
|
Распределительная
коробка FOCI, 16 портов ST/FC/SC сплайс, дверь с замком
|
300,00
|
1
|
300,00
|
|
|
Итого
|
|
|
|
21 100,00
|
|
|
Сервер
|
|
|
1
|
Микропроцессор
|
CPU
Intel Quad-Core Xeon 3360 2,83GHz/1333/6Mb S775 BOX
|
2 519,00
|
1
|
2 519,00
|
|
|
2
|
Системная плата
|
ABIT
P35-E s775 PCI-Ex16 1333 DDR-II-6400 GLAN ATX
|
785,50
|
1
|
785,50
|
|
|
3
|
Оперативная
память
|
DDR
II 2048MB PC2-9200 Kingston HyperX KHX9200D2K2/2G (1150MHz)
|
700,00
|
2
|
1 400,00
|
|
|
4
|
Видеоадаптер
|
ASUS
256 МБ PCI-E DDR3 EN8600GT / HTDI
(RTL)+DualDVI+TV Out GeForce 8600GT
|
750,00
|
1
|
750,00
|
|
|
5
|
Жесткий диск
|
SATA
1000 GB Seagate ST31000333AS 32MB 7200rpm
|
900,00
|
3
|
2 700,00
|
|
|
6
|
Привод
|
DVD±RW
ASUS DRW-2014L1T, SATA, black
|
200,00
|
1
|
200,00
|
|
|
8
|
Корпус
|
RaidMax
Ninja WB, 500W, Black
|
600,00
|
1
|
600,00
|
|
|
9
|
Монитор
|
19» Acer
AL1916WDB TFT *
|
1 500,00
|
1
|
1 500,00
|
|
|
10
|
Комплект
мышь+клавиатура
|
A4Tech
KBS-21533RP, PS/2
|
150,00
|
1
|
150,00
|
|
|
Итого
|
|
|
|
10 604,50
|
|
|
Персональный
компьютер
|
|
|
1
|
Микропроцессор
|
Core
2 Duo E7400 2.80 Ghz/3MB/1066MHz S775 tray
|
920,00
|
14
|
12 880,00
|
|
|
2
|
Системная плата
|
ABIT
P35-E s775 PCI-Ex16 1333 DDR-II-6400 GLAN ATX
|
758,50
|
14
|
10 619,00
|
|
|
3
|
Оперативная
память
|
DDR
II 2048MB PC2-9200 Kingston HyperX KHX9200D2K2/2G (1150MHz)
|
700,00
|
14
|
9 800,00
|
|
|
4
|
Жесткий диск
|
SATA
1000 GB Seagate ST31000333AS 32MB 7200rpm
|
900,00
|
14
|
12 600,00
|
|
|
5
|
Привод
|
DVD±RW
ASUS DRW-2014L1T, SATA, black
|
200,00
|
14
|
2 800,00
|
|
|
6
|
Корпус
|
RaidMax
Ninja WB, 500W, Black
|
600,00
|
14
|
8 400,00
|
|
|
7
|
Монитор
|
19» Acer
AL1916WDB TFT *
|
150,00
|
14
|
2 100,00
|
|
|
8
|
Комплект
мышь+клавиатура
|
Комплект Defender W Maverick KM-9515
S, silver, USB
|
150,00
|
14
|
2 100,00
|
|
|
Итого
|
|
4 378,50
|
14
|
61 299,00
|
|
|
Всего по
аппаратному обеспечению
|
95 103,50
|
|
|
Программное
обеспечение
|
|
|
1
|
Сетевая
операционная система
|
MS
Windows Svr Std 2003 R2 w/SP2 Win32 Russian 1pk DSP OEI CD 1-4CPU 5 Clt
(MSP73-02761)
|
6 000,00
|
1
|
6 000,00
|
|
|
2
|
СУБД
|
SQL
Svr Standard Edtn 2008 Russian CD/DVD 5 Clt
|
15 000,00
|
1
|
15 000,00
|
|
|
3
|
Клиенты СУБД
|
SQL
CAL 2005 Russian OLP NL Device CAL, клиентский доступ
|
1 200,00
|
14
|
16 800,00
|
|
|
3
|
Операционная
система ПК
|
MS
Windows XP Pro OEM RUS, 1pk (E85-04757)
|
1 000,00
|
14
|
14 000,00
|
|
|
4
|
Интегрированная
офисная система
|
Пакет
OpenOffice.org
|
0,00
|
14
|
0,00
|
|
|
5
|
Антивирусное ПО
|
Kaspersky
Anti-Virus Internet Security 2009 Desktop 1Dt BOX Лицензия на 2ПК
|
400,00
|
8
|
3 200,00
|
|
|
Всего по
программному обеспечению
|
55 000,00
|
|
|
CtP
|
Heidelberg TrendSetter + 838х1117, 900х1130
|
100000
|
1
|
300 000,00
|
|
Система
workflow
|
Horizon
NetWorkFlow i2i System
|
200000
|
1
|
200 000,00
|
|
ИТОГО
|
850 103,50
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Итого капитальные вложения К2 = 650 103,50 грн.
Таким образом общие затраты на модернизацию предприятия:
К = К1+К2 - К3 = 14
000 + 650 103,50 - 5 000 = 659 103,50 грн.
8.3
Расчет срока окупаемости проекта
Теперь мы можем оценить срок окупаемости проекта:
Ток = К / Пч = 659 103,50 / 95 924,00 = ~ 6,87 года или ~ 82
месяца.
В данном разделе рассматривается расчет технико-экономических
показателей от внедрения проекта. Была дана оценка экономического эффекта от
внедрения проекта, дана оценка стоимости внедрения проекта и расчет срока
окупаемости проекта.
Таким образом, предприятие внедрив проект модернизации, будет
иметь прибыль за счет экономии фондов оплаты труда, за счет экономии на налоговых
отчислениях, за счет сокращения ненужных трудовых единиц и списывания не
нужного оборудования. Проект окупит затраты за ~ 82 месяца.
Заключение
Задание дипломной работы состояло в проектировании
компьютерной сети предприятия ЧПКФ «Издательство «ПолиграфПлюс» как основы
комплекса технических средств информационной системы, занимающейся полиграфией.
В данной дипломной работе необходимо было разработать
структурную схему проектируемой компьютерной сети, на основе которой
создавалось автоматизация технологических процессов предприятие путем внедрения
технологии CtP и системы NetWorkFlow i2i System от Horizon
Было рассмотрено понятие ИТ. Цель ИТ - производство
информации для её анализа человеком и принятия на его основе решения по
выполнению какого-либо действия. Также было рассмотрено значение компьютерных
сетей в производстве. Функционирование сетей и их применение обеспечивают
сегодня эффективность как производственных, так и экономических показателей.
Программные средства - это всего лишь инструмент. Для успешного использования
программных инструментов необходимы базовые знания по работе каждой из
используемых программ.
Проанализирована структура предприятия, которая состоит их
трех этапов: допечатные процессы, печатные процессы и послепечатные процессы.
Так же было рассмотрено полиграфическое оборудование, используемое на
предприятии.
Проанализирована СКС ПВКФ «Издательство «ПолиграфПлюс».
Рассмотрено спецификации рабочих станций предприятия. Рассмотрено сетевое
оборудование и проанализировано спецификации модема, сетевых адаптеров и
коммутаторов. Также рассмотрено и проанализировано спецификации дополнительного
компьютерного оборудования, такого как источник бесперебойного питания и
принтера. Были приведены основные недостатки существующей сети, что стало
поводом и основанием для модернизации компьютерной сети, а в следствии и
автоматизации производства в целом.
Была выбрана топология проектируемой компьютерной сети на
основе технологии Fast Ethernet. Выбрали оборудования для проекта. Коммутатор
для ОДКВ - HP ProCurve Switch 1600M (16 ports/1slot). Концентраторы для сегментов здания - HP AdvanceStack 100Base-T Hub-12TXM. И соответствующие к ним модули HP ProCurve
Switch 100Base-FX Module (4 ports) и HP AdvanceStack 100Base-FX Switch Port Module. Выбрано. сетевой адаптер для сервера - TigerArray, 1
card, 2*RJ-45, Software и
сетевые адаптеры для рабочих станций HP
10/100Base-TX NightDirector/100 card. Выбрали кабель - оптический подвесной 4х62,5/125
и кабельные компоненты. Рассмотрели методики прокладки и монтажа кабеля, используемого
в проектируемой КС. Было спроектирована схема компьютерной сети предприятия ЧПКФ
«Издательство «ПолиграфПлюс». Сделан математический расчет основных параметров
оптического кабеля.
Рассмотрено и выбрано технические средств реализации
компьютерной сети ЧПКФ «Издательство «ПолиграфПлюс». Выбрано такое аппаратное
обеспечение сервера и рабочих станций как процессор, системная плата, жесткий
диск и прочее. При выборе программного обеспечения остановились на операционной
системе Windows Server 2003 для сервера, и Windows XP Pro - для рабочих станций.
При выборе антивируса отдали предпочтение Kaspersky Anti-Virus Internet
Security 2009. Было оценено вероятности реализации угроз и обеспечено
информационную безопасность.
Было проанализировано создание АСУ ТП предприятия путем
внедрения технологии «СtР». Рассмотрено значение технологии CtP в газетном
производстве, репроцентрах и коммерческих типографиях. Рассмотрено устройство
CtP. Обосновано внедрение технологии на предприятие как метод автоматизации.
Рассмотрено преимущества внедрения CtP как части комплексного технологического
процесса.
Было обоснованно создание АСУ ТП предприятия путем внедрения
системы WorkFlow на основе JDF-формата. Для реализации АСУ ТП была использована
система WorkFlow «NetWorkFlow i2i System» от Horizon. Были приведены преимущества автоматизированной системы, такие
как: автоматическая настройка оборудования; визуальный контроль и
удобство обслуживания техники; оптимизация работы типографии в целом;
оперативная память типографии; контроль в реальном времени. Также
было обоснованно увеличение производительности и эффективность работы
предприятия от внедрения системы Horizon i2i System. Еще одним немаловажным
преимуществом данной системы является тот факт, что внедрение WorkFlow на данное предприятие
будет являться фундаментом для построения современной типографии, типографии
будущего, где все процессы будут контролироваться в реальном времени и будут
подчинены программному обеспечению. Это действительно так, так как на данный
момент всё новое оборудование, которое производится, поддерживает формат данных
JDF.
Был сделан расчет технико-экономических показателей от
внедрения проекта. Была дана оценка экономического эффекта от внедрения
проекта, дана оценка стоимости внедрения проекта и расчет срока окупаемости
проекта. Предприятие внедрив проект модернизации, будет иметь прибыль за счет
экономии фондов оплаты труда, за счет экономии на налоговых отчислениях, за
счет сокращения ненужных трудовых единиц и списывания не нужного оборудования.
Проект окупит затраты за ~ 82 месяца.
Было определенно основные конструктивные параметры
заземлителя, при которых сопротивление растеканию тока выбранного группового
заземлителя не превышает требуемое сопротивление.
Список использованных источников информации
1. «Вычислительные системы, сети и
телекоммуникации» учебник для ВУЗов, издательский дом «Питер» 2002.
2. «Компьютерные сети 1-е изд.» В.Г. Олифер.
Питер. 2001
. «Компьютерные сети 3-е изд.» В.Г. Олифер.
Питер. 2007
. Веб-сайт «Украина полиграфическая» -
http://www.ukr-print.net/
. «Компьютерная сеть своими руками. Самоучитель».
В. Холмогоров. Питер 2003 г.
. «Компьютерные сети. Практика построения. Для
профессионалов». 2-е изд - М. Кульгин. Питер 2003
. «Офисные локальные сети. Самоучитель».Сергеев
А.П. Диалектика 2003
. «Сделай сам компьютерную сеть» Д.Н.
Колисниченко. Наука и техника 2004
. Веб-сайт компании «Легион» -
http://www.legion.ru/
. Э.Н. Сванидзе., Технико-экономическое
обоснование эффективности НИОКР. - Москва, 1998. - 80 с.
11. ГОСТ 12.1.030. - 81. ССБТ.
Электробезопасность. Защитное заземление. Зануление. Введ. 01.07.82 г.
. ГОСТ 12.1.013. - 78. ССБТ. Строительство.
Электробезопасность. Общие требования. Введ. 01.01.80 г.
13. Методичні вказівки щодо оформлення курсових і
дипломних проектів. Інструктивні матеріали для студентів спеціальності 7.091401
«Системи управління і автоматики» денної та заочної форм навчання. - Суми
Вид-во СумДУ 2007