АИС диагностики работы ковочного пресса
ГОУ ВПО
Уральский Государственный Горный
Университет
Курсовая работа
по дисциплине: "Моделирование
систем"
на тему: "АИС диагностики работы
ковочного пресса"
Преподаватель:
Осипова И.А.
Студент гр. ЦАСК-10:
Галиева С.Ю.
Екатеринбург 2013 г.
Содержание
Введение
1. Характеристика проблемной ситуации и постановка задачи
1.1 Назначение, цель создания системы и содержательное
описание объекта управления
.2 Аналитический обзор
.3 Характеристика проблемной ситуации
2. Концептуальная модель
2.1 Функциональная модель IDEF0
.2 Модель вариантов использования (прецедентов)
.3 Информационно-логическая модель
3. Формализованная модель
3.1 Построение математической модели
.2 Имитационная модель
Заключение
Словарь - глоссарий
Библиографический список
Введение
Использование модели объекта для того, чтобы предсказать поведение
фактического объекта, желательно во многих ситуациях. При проектировании
устройства, когда ещё не существует фактическое устройство, может быть полезно
оценить несколько его возможных конфигураций. При исследовании эксперимент на
фактическом устройстве может занять слишком много или слишком мало времени,
может быть слишком дорогим, и может даже повредить устройство, что является
нежелательным.
Построение моделей производства, а также сбора и обработки информации о
процессе производства в сложных организационных системах, является основой
создания автоматизированных информационных систем (АИС). В свою очередь, именно
внедрение АИС в процесс производства позволяет повысить такие показатели как
эффективность, экологичность, ресурсосбережение, качество продукции за счет
повышения оперативности обработки информации, поэтому тема данной курсовой
работы является актуальной.
В представленной курсовой работе разработана АИС для оператора
гидравлического вертикального ковочного пресса (ВКП), которая позволит
увеличить качество и оперативность обработки информации о производственном
процессе.
1. Характеристика проблемной ситуации и постановка задачи
.1 Назначение, цель создания системы и содержательное
описание объекта управления
Назначение АИС оператора ВКП состоит в предотвращении остановок
производства из-за поломок деталей и конструкций в рабочем режиме, а также в
прогнозировании ремонтов. Это реализуется за счет непрерывного контроля
параметров производства во время работы ВКП (нагруженность и деформации
направляющих колонн; перекос подвижной траверсы; давление рабочей жидкости в
системе гидропривода; состояние фильтрующих элементов).
Целью создания АИС оператора ВКП является повышение эффективности
производства за счет сокращения простоев ВКП по причине поломок, упрощения
обнаружения поломок, прогнозирования ремонтов. Поставленная цель может быть
достигнута путем контроля и визуализации технологических параметров на рабочем
месте оператора ВКП, своевременного оповещения оператора ВКП об аварийном
состоянии узлов и агрегатов, диагностики узлов и агрегатов ВКП, ведения
протоколов важных параметров производственного процесса.
Устройство гидравлического вертикального ковочного пресса
Устройство гидравлического вертикального ковочного пресса приведено на
Рисунке 1.1.1.
Рабочий гидроцилиндр (1) пресса, установленный в верхней траверсе (2),
через колонны (3) жестко соединен с неподвижной нижней траверсой (4),
являющейся одновременно рабочим столом пресса, который устанавливают на
фундамент. Неподвижные верхняя (2) и нижняя (4) траверсы вместе с колоннами (3)
образуют станину пресса.
Рабочий плунжер (5) пресса соединен с подвижной траверсой (6), имеющей
возможность перемещения по направляющим колоннам (3) только вниз при подаче
рабочей жидкости в главный рабочий цилиндр (1). Для подъема подвижной траверсы
(6) вверх, в прессе предусмотрены возвратные цилиндры (7) с плунжерами (8).
Работа гидравлического пресса обеспечивается гидроприводом (9), связанным
с системой управления (10) и прессом трубопроводом (11).
Рисунок 1.1.1 - Схема гидравлического вертикального ковочного пресса: 1 -
рабочий гидроцилиндр; 2 - неподвижная траверса; 3 - направляющие колонны; 4 - нижняя
неподвижная траверса; 5 - плунжер; 6 - подвижная траверса; 7 - возвратный
цилиндр; 8 - плунжер; 9 - система гидропривода; 10 - система управления; 11 -
трубопровод.
Принцип работы гидравлического вертикального ковочного пресса
Принцип действия гидравлического пресса состоит в том, что под давлением
жидкости, являющейся носителем энергии (рабочим телом), плунжер выталкивается
из главного цилиндра, перемещает верхнюю подвижную траверсу с установленным на
ней бойком и после упора в заготовку, расположенную на нижней неподвижной
траверсе, пластически деформирует ее. Чтобы преодолеть сопротивление со стороны
заготовки при ее деформировании, в рабочие цилиндры гидравлических прессов
подают жидкость высокого давления (до 32 МПа и более). Скорость перемещения
подвижной поперечины редко превышает 30 см/с, поэтому кинетическая энергия
поступательного движения подвижных частей пресса очень мала по сравнению с
накапливаемой жидкостью потенциальной энергией и ею обычно пренебрегают. В
связи с этим гидравлические прессы относят к кузнечным машинам
квазистатического действия. Подвижная верхняя траверса возвращается в исходное
положение под давлением жидкости, подаваемой в возвратные цилиндры.
Описанный принцип действия гидравлического пресса остается неизменным,
несмотря на разнообразие технологического назначения, конструктивных форм и
типов привода. Полный цикл одного двойного хода подвижной траверсы
гидравлического пресса включает прямой и обратный ходы, а также технологические
паузы.
Прямой ход имеет два участка. На первом - рабочий инструмент подводится к
заготовке (полезная работа не производится). Это прямой холостой ход (ход
приближения). На втором участке прямого хода происходит деформирование
заготовки, т. е. совершается полезная работа. Это - рабочий ход. При обратном
(возвратном холостом) ходе подвижная поперечина возвращается в первоначальное
положение и полезная работа также не производится.
Подвижную траверсу гидравлического пресса можно остановить в любой точке
ее хода. Эти остановки, необходимые для выполнения вспомогательных операций,
например манипулирования заготовкой, смены рабочего инструмента и др.,
называются технологическими паузами. Чтобы произвести прямой холостой ход
подвижной поперечины, необходимо главный цилиндр посредством наполнительного
клапана (золотника) соединить с источником жидкости низкого давления
(наполнительным баком), а возвратные цилиндры - с открытым сливным (насосным)
баком. Для осуществления прямого рабочего хода в главный цилиндр подают
жидкость высокого давления из аккумулятора (насоса). При этом из возвратных
цилиндров жидкость сливается в наполнительный или сливной бак.
В некоторых быстроходных прессах возвратные цилиндры в процессе рабочего
хода постоянно связаны с источником жидкости высокого давления. Это приводит к
некоторым потерям энергии, но повышает быстроходность, так как исключается
время, необходимое для открытия клапанов и нарастания давления в возвратных
цилиндрах при переключении на обратный холостой ход. В общем случае для
осуществления обратного холостого хода необходимо соединить главный цилиндр с
наполнительным баком, а возвратные - с источником жидкости высокого давления.
При нижнем расположении рабочих цилиндров обратный холостой ход происходит под
действием силы тяжести и возвратные цилиндры в принципе не нужны. Держание
подвижной поперечины на весу во время технологической паузы возможно, если
рабочий цилиндр отключен от источника жидкости высокого давления и перекрыто
вытекание ее из возвратных цилиндров. При нижнем расположении рабочего цилиндра
удержание подвижной поперечины на весу возможно благодаря прекращению подачи в
него жидкости.
Для прижима заготовки необходимо изолировать рабочий цилиндр, наполненный
жидкостью высокого давления. При работе гидравлического пресса жидкость
высокого давления расходуется только во время прямого рабочего и обратного
ходов. В связи с таким прерывистым и в то же время неравномерным (во время
рабочего хода расход жидкости значительно больше, чем во время обратного хода)
расходованием жидкости в приводе устанавливают устройства - аккумуляторы,
позволяющие накапливать ее во время технологических пауз и прямого холостого
хода. Применение аккумуляторов позволяет существенно снизить установочную
мощность насосного привода. Из рассмотренного полного цикла работы гидравлического
пресса следует, что рабочий и возвратные цилиндры попеременно соединяются с
источниками жидкости высокого и низкого давления. Потоки жидкости
перераспределяют посредством клапанных или золотниковых устройств, обычно
установленных в одном блоке, который называют главным распределителем.
Общий признак гидравлического пресса - использование потенциальной
энергии давления жидкости для совершения полного цикла движения подвижной
поперечины. Привод (электродвигатель и насос) преобразует электрическую энергию
в механическую, а затем в потенциальную - давление жидкости, которая
используется для пластического деформирования заготовки. Поэтому привод этих
прессов всегда насосный. Рабочим телом в таком приводе является жидкость -
водные эмульсии или минеральные масла. Если индивидуальный привод установлен не
непосредственно на прессе, а на одном с ним или отдельном от него фундаменте
(иногда даже в другом помещении), то такую комбинацию называют гидропрессовой
установкой. Привод, установленный в отдельном помещении для нескольких прессов,
называют групповым. Это - насосно-аккумуляторная станция.
Главным параметром гидравлического пресса является его номинальная сила,
развиваемая рабочим гидроцилиндром.
Причинно-следственные связи входных и выходных переменных
Для рабочего режима ВКП характерны высокие нагрузки, создаваемые высоким
давлением рабочей жидкости. Несмотря на запас прочности, металлические узлы
пресса под нагрузками подвергаются деформациям, особенно если присутствует
эксцентриситет нагрузки, обусловленный неправильным положением заготовки или
механической выработкой бойка или наковальни.
Для предотвращения аварийных ситуаций в виде появления пластических
деформаций металла направляющих колонн, необходимо отслеживать величину упругих
деформаций, не допуская их увеличения до предельно допустимых значений, а также
равномерность перемещения подвижной траверсы во избежание перекосов. Для
определения величин деформаций металлических конструкций используется метод
тензометрии. Удлиняясь или укорачиваясь, электротензометрические датчики,
помещенные на металлические конструкции ВКП, будут изменять свои электрические
параметры и передавать их контроллеру, что позволит рассчитать величину
напряжений в колоннах.
Не менее важными входными параметрами являются значения давления и
загрязненности рабочей жидкости. Низкое или высокое давление рабочей жидкости в
одной из систем указывает на неисправность определенного клапана в системе
распределительных клапанов, либо на поломку системы гидропривода или
негерметичность трубопроводов.
Высокая загрязненность рабочей жидкости твердыми фракциями может вызвать
выход из строя клапанов.
.2 Аналитический обзор
гидравлический пресс авария scada
Сегодня уже трудно себе представить объект автоматизации, на который бы
не была установлена система диспетчерского контроля и хранения данных SCADA (от
Supervisory Control And Data Acquisition). Уже практически ушли в историю
огромные шкафы с панелями вторичных приборов, на смену им пришли
автоматизированные рабочие места (АРМ). Внедрение SCADA систем приводит к
существенному удешевлению эксплуатации вторичного оборудования на крупных
объектах, путем переноса индикации и накопления технологической информации на
пульт диспетчера АРМ.
Несмотря на большое разнообразие SCADA систем на рынке, большинство из
них имеет примерно одинаковый набор функциональных возможностей позволяющих
выполнять основные требования, предъявляемые к верхнему уровню АСУ ТП. Набор
стандартных функций в SCADA системах обусловлен общим кругом задач при
разработке систем автоматизации. Определим состав основных функций позволяющих
выполнить полноценный проект по автоматизации:
. То без чего не обходится ни одна SCADA система - это графический
интерфейс, который позволяет упростить задачу построения и отображения
технологического процесса (ТП). К графической части можно отнести возможность
упрощенного или детализированного отображения объектов ТП., средств измерения
физических параметров технологических объектов (ТО). Кроме того позволяет
отображать кнопки, индикаторы, панели стрелочных или цифровых индикаторов,
регуляторов и других вторичных приборов которые раньше располагались на панели
шкафа автоматизации. Поддержка библиотек изображений и видео позволяющая
выводить графическую информацию сторонних разработчиков на графическую панель
SCADA системы, такие как элементы мнемосхем, динамические объекты.
. SCADA системы позволяют вести архив измерений, событий и аварийных
ситуаций происходящих на ТО, с отображением изменений информации в окне
временного тренда.
. Упрощенный язык составления алгоритмов управления ТП, математических
вычислений.
. Драйвера устройств и оборудования согласованной работы со SCADA
системой, находящихся на нижнем и среднем уровнях АСУ ТП, такие как датчики,
вторичное оборудование контроллеры.
. Поддержка других языков программирования высокого уровня (Visual C++,
VBA, VB).
. И одна из важнейших функций SCADA систем - средства зациты от
несанкционированного доступа к файлам и компонентам.
Теперь можно приступить к обзору SCADA систем. Мы не будем подробно
рассматривать каждую из систем, остановимся лишь на ключевых особенностях и
функциях.
Master SCADA
Master SCADA - система визуализации АСУТП, MES, задач учета и
диспетчеризации объектов промышленности, ЖКХ и зданий. Для оценки возможностей
SCADA системы существует ознакомительная бесплатная версия на 32 точки и
учебник по созданию АСУ ТП. Из других функций Master SCADA доступны следующие
возможности:
взаимодействие с другими программами с помощью современных технологий
(OPC, OLE, DCOM, ActiveX, OLE DB, ODBC и др.)
функция использования в операторской панели АСУ ТП документов любого типа
и поддержка обмена данными с ними
наличие открытого интерфейса для создания пользователем любых базовых
элементов
SCADA TRACE MODE
TRACE MODE® - это первая интегрированная информационная система для
управления промышленным производством, объединяющая в едином целом продукты
класса SOFTLOGIC-SCADA / HMI-MES-EAM-HRM. SCADA система TRACE MODE разработана
в 1992 году и к настоящему времени имеет более 7000 внедрений на объектах АСУ
ТП. На данный момент актуальной версией является SCADA система TRACE MODE® 6.
Проекты, разработанные на базе TRACE MODE, имеют инсталляции в энергетической,
металлургической, атомной, нефтяной, газовой, химической, космической и других
отраслях промышленности. Нашли применение при разработке АСДУ ЖКХ и сельском
хозяйстве России.
В состав системы входят бесплатные драйверы для более чем 2-х тысяч контроллеров
и УСО. Для программирования алгоритмов управления технологическими процессами в
SCADA системе TRACE MODE 6 поддержаны все 5 языков международного стандарта IEC
61131-3. Такие как - Techno FBD, Techno LD, Techno SFC и процедурные - Techno ST, Techno IL.
SIMP Light miniSCADA
SIMP Light miniSCADA - реализованные в системе инновационные решения,
позволяют максимально сократить сроки на разработку, настройку и дальнейшую
эксплуатацию проектов по АСУ ТП. SCADA система не требует от разработчика специфических
знаний в области программирования и разработки систем верхнего уровня.
Достаточно только сконфигурировать систему под разрабатываемые задачи, имея
лишь базовые знания пользователя ПК.Light miniSCADA имеет поддержку большого
количеств моделей контроллеров и устройств сбора данных. Является одной из
недорогих сред разработки визуализации.
SIMATIC WinCC
SIMATIC WinCC - мощная среда разработки верхнего уровня управления АСУ ТП
с централизованным контролем и сбором данных, система SIMATIC WinCC (Windows
Control Center) - это компьютерная система человеко-машинного интерфейса,
работающая под управлением операционных систем Windows и предоставляющая
широкие функциональные возможности для построения систем управления различного
назначения и уровней автоматизации.
Citect
Citect SCADA - программный продукт, представляющий собой
полнофункциональную систему визуализации и мониторинга, управления и сбора
данных. ПО Citect SCADA включает в себя все функциональные блоки (тренды,
алармы, отчеты, драйвера, протоколы) представляя собой единое средство
разработки проекта. В отличие от ПК -совместимых АСУ ТП Citect SCADA
разрабатывалась как высокоэффективное средство управления интегрированными
системами предприятия. Технологии Internet Explorer’а позволяют реализовывать
удаленный мониторинг системы и управление технологическим процессом.
Дополнительное расширение возможностей Citect SCADA:- специальное
приложение для автоматизации зданий и систем жизнеобеспечения сооружений и
объектов ЖКХ.Reports - Мощная система сбора данных и генерации отчетов на
основе MS SQL Server 2005 и встроенной службы Reporting Services.
Scada система Intouch
SCADA система InTouch - это достаточно мощная среда разработки
визуализации и управления для промышленной автоматизации технологических процессов
и диспетчерского контроля. SCADA система InTouch применяется для создания DCS
(распределенных систем управления) и других АСУ ТП. Актуальной, на данный
момент является версия InTouch 9
WINLOG PRO SCADA / HMI
WINLOG PRO SCADA / HMI - это простой, гибкий и экономичный инструмент
разработки визуализации управления ТП для использования как на промышленных,
так и на бытовых объектах автоматизации.
Интегрированная среда разработки предоставляет различные инструменты
(Gate Builder, Template Builder, Code Builder) для легкого и интуитивного
создания многоязычных приложений. Система обладает расширеной библиотекой
драйверов и интерфейс OPC клиента обеспечивают коммуникацию с большинством
контрогллеров иоборудования автоматизации.
PcVue Solutions
SCADA система PcVue - полнофункциональный продукт для решения задач
распределенного мониторинга и управления. Интеллектуальный Генератор (Smart
Generator) создает приложения PcVue из различных программных продуктов, включая
AutoCad, CoDeSys и ISaGRAF. В совокупности с компонентом WebVue PcVue
предлагает решение для детальной настройки, которая доступна из обычного
Web-браузера через интранет или Интернет. Система поддерживает возможность
расширения за счет добавления модулей и средств для этого.
Хотелось бы отметить, что большинство SCADA систем имеют бесплатные
ознакомительные дистрибутивы, позволяющие оценить возможности и
функциональность среды разработки. Бесплатные SCADA системы можно скачать либо
на сайте разработчика, либо взять бесплатный диск с установкой на выставке по
автоматизации. Также важным свойством систем SCADA является режим имитации.
.3
Характеристика проблемной ситуации
Существующая на заводе автоматизированная система управления вертикальным
ковочным прессом (АСУ ВКП) обеспечивает контроль над различными
технологическими процессами ковки, однако, она не справляется с задачей
прогнозирования аварийных ситуаций на основных узлах пресса. При возникновении
аварийной ситуации, пресс останавливается до ее выявления и устранения причин и
последствий.
Создание АИС для оператора ВКП позволит решить проблему простоев
оборудования по причине аварий, повысит удобство управления и эксплуатации ВКП.
На аппаратном уровне данную проблему можно решить установкой датчиков,
отслеживающих состояние системы и передающих свои показания контроллеру,
связанному с системой SCADA. Применение системы SCADA, в свою очередь, будет
реализовывать следующие функции:
- сообщение оператору обо всех технологических ситуациях, возникающих на
ВКП;
визуализация технологических и производственных процессов;
сокращение простоев за счет упрощения обнаружения причин поломок;
автоматизирование ведение протоколов, регистрация аварийных ситуаций.
2. Концептуальная модель
Концептуальная модель это описание предметной области, выполненное при
помощи формальных языковых средств (схем, диаграмм, графиков), она включает в
себя содержательное описание предмета исследования, направленное на достижение
цели моделирования.
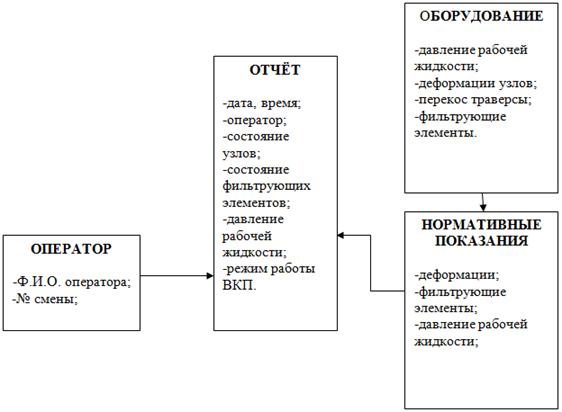
На Рисунке 2.1 приведена концептуальная модель пресса, отражающая
содержание объекта исследования, принцип его работы и функции основных систем,
обеспечивающих функционирование ВКП. Из рисунка видно, что основными узлами
пресса являются гидроаккумулятор, гидронасос (гидропривод), рабочие и
возвратные цилиндры. Гидроаккумулятор питает рабочей жидкостью гидропривод, в
него вытесняется рабочая жидкость из возвратных цилиндров при рабочем ходе и из
рабочего цилиндра - при обратном. Рабочая жидкость, поступающая из
гидроаккумулятора в гидропривод, фильтруется во всасывающем трубопроводе, благодаря
фильтрующему элементу. Гидронасос создает давление рабочего тела для нагнетания
в рабочие и возвратные цилиндры, обеспечивая опускание и подъем траверсы, то
есть процесс ковки.
Таким образом, определим входные переменные, необходимее для построения модели:
деформации направляющих колонн во время рабочего хода плунжера;
перекос подвижной траверсы;
давление рабочей жидкости;
загрязненность рабочей жидкости.
Тогда выходными переменными будут показания: тензометрических датчиков,
датчиков положения траверсы, датчиков давления рабочей жидкости и фильтрующих
элементов рабочей жидкости.

Рисунок 2.1 - Концептуальная модель ВКП
2.1 Функциональная модель IDEF0
Функциональная модель является структурированным изображением функций
проектируемой организационно-технической системы, а также информации,
поддерживающей выполнение этих функций. На этапе проектирования ФМ используется
для разработки требований, а затем системы, удовлетворяющей этим требованиям.
Для подробного рассмотрения проблемной ситуации рассмотрим функциональные
модели "как есть" и "как будет", а также входящие в них
переменные.
Анализ процесса включает в себя непосредственно диагностику процесса,
осуществляемую с помощью средств автоматизации, фиксацию выхода контролируемого
параметра за допустимые границы и анализ возникновения аварийных и
предаварийных ситуаций.
Рисунок 2.1.1 - Функциональная схема "Как есть"

Рисунок 2.1.2 - Функциональная схема "Как будет"
Рисунок 2.1.3 - Функциональная модель АИС
2.2 Модель вариантов использования (прецедентов)
Конкретизация требований к проектируемой системе может быть проведена с
помощью модели вариантов использования (ВИ).
ВИ представляет собой множество последовательностей действий, выполняемых
для того, чтобы исполнитель мог получить определенный результат. Под
исполнителем понимается сущность, обладающую поведением (например, человек,
система или организация), в нашем случае это оператор ВКП.
ВИ фиксирует соглашение между участниками системы о ее поведении;
описывает поведение системы при запросах исполнителя в различных условиях.
Исполнитель инициирует взаимодействие с системой, чтобы добиться некоторой цели.
Система отвечает, соблюдая интересы всех участников. Различные модели поведения
развертываются в зависимости от определенных условий и запросов, в которых эти
запросы делались.
Таблица 2.2.1 Вариант использования АИС диагностики неисправностей ВКП
|
Основной сценарий
|
|
1
|
Оператор визуально
проверяет исправность оборудования, запускает силовую установку;
|
|
2
|
АИС регистрирует показания
датчиков, сравнивает фактические показания с допустимыми, выводит
технологические показания на пульт управления (ПУ);
|
|
3
|
Оператор анализирует
технологические параметры, тестирует работу оборудования без нагрузки;
|
|
4
|
АИС регистрирует показания
датчиков, сравнивает фактические показания с допустимыми, выводит
технологические показания на пульт управления (ПУ);
|
|
5
|
Оператор приступает к
выполнению технологического процесса ковки;
|
|
6
|
АИС регистрирует показания
датчиков, сравнивает фактические показания с допустимыми, выводит
технологические показания на пульт управления (ПУ);
|
|
Расширения:
|
|
2а, 4а, 6а
|
АИС, при недопустимых
отклонениях фактических показаний датчиков от нормативных значений, отключает
оборудование, оповещая об этом оператора;
|
2.3 Информационно-логическая модель
3. Формализованная модель
Формализованная модель связывает выходные переменные объекта с
управляющими и возмущающими воздействиями. Построение ФМ сводится к определению
пассивного или активного эксперимента операторов, связующих выходные переменные
с возмущающими воздействиями. С использованием полученной модели необходимо
определить качество выходных переменных.
.1 Построение математической модели
Установление причин и предупреждение разрушений базовых деталей требуют
уточненного анализа условий взаимодействия и напряженного состояния деталей
пресса. Базовые детали станины имеют сложную геометрическую форму, работают в
силовом контакте, поэтому метод решения должен позволять находить как условия
взаимодействия деталей, так и величины максимальных напряжений в зонах
концентрации. Поставленным требованиям отвечает математическое моделирование
методом конечных элементов.
Полное моделирование силовых конструкций прессов силой 60 МН является
весьма сложным и трудоемким. Кроме того, оценка влияния
эксцентриситета на базовые детали прессов не требует полного
воспроизведения геометрии силовых конструкций. Это позволяет провести
исследование напряженного состояния базовых деталей при различных режимах
нагружения на локальных математических моделях, что существенно упрощает
конструкцию моделей и сокращает объем вычислений.
Исследование напряженного состояния колонн прессов 60 МН при
центральном и эксцентричном нагружениях выполнено в предположении, что
зазоры между направляющими подвижной поперечины и колоннами больше прогиба
колонн, т.е. поперечина не оказывает непосредственного влияния на колонны.
Расчеты колонн, являющихся элементом станины гидравлического пресса,
подробно освещены в работах по гидропрессостроению.

Рис. 3.1.1 - Гидравлический пресс конструкции УЗТМ силой 60 МН: 1 -
гидроцилиндр; 2 - плунжер; 3 - поперечина верхняя; 4 - подвижная поперечина; 5
- плиты верхнего штампового набора; 6 - плиты нижнего штампового набора; 7 -
основание; 8 -колонна; 9 - гайка внутренняя; 10 -гайка внешняя.
Для пресса 60 МН точка приложения эксцентричной силы пресса расположена в
продольной плоскости симметрии. Расчеты показали, что силатрения в шаровых
опорах плунжеров больше силы Т, поэтому момент эксцентричного нагружения
воспринимается плунжерами и передается на архитрав в области посадочных мест
под рабочие цилиндры. Эта сила может быть определена из условия равновесия:
 (3.1.1)
(3.1.1)

Рисунок 3.1.2 - Расчетная схема пресса при внецентренном нагружении: Р -
усилие пресса; Н - высота подвижной поперечины со штамповым набором; L - высота
от подвижной поперечины до приложения силы Т к архитраву; е - величина
эксцентриситета.
После определения силы Т, напряжения в колоннах определяются на локальных
моделях, состоящих из архитрава, колонн и основания. Архитравы прессов 60 МН
имеют меньшую жесткость, чем основания, поэтому в колоннах напряжения в зоне
архитрава выше, чем в зоне основания. На рисунках представлены эпюры напряжений
по контурам колонн прессов 60 МН в сечениях с линейным распределением
напряжений, лежащих в непосредственной близости от верхних внутренних гаек
колонн.
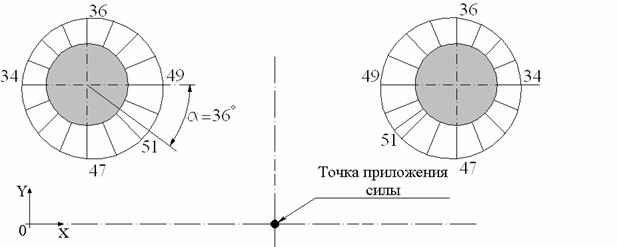
Рисунок 3.1.3 - Эпюры напряжений в колоннах при центральном нагружении
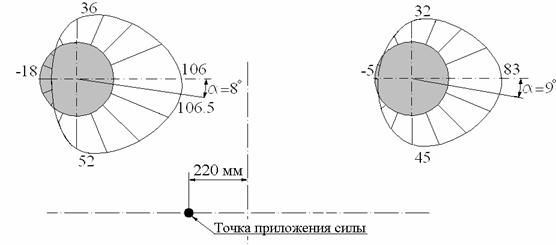
Рисунок 3.1.4 - Эпюры напряжений в колоннах при внецентренном нагружении
При эксцентриситете 220 мм по сравнению с центральным нагружением
максимальные напряжения в колоннах возрастают вдвое, а их величины для прессов
60 МН достигают величины 110 МПа. Эти величины
вполне достаточны для технических измерений, а линейное распределение
напряжений по сечению колонны позволяет определить величину и угловое положение
плоскости с максимальными напряжениями по замерам в трех точках сечения.
Поэтому в качестве индикатора эксцентриситета силы пресса принимается
напряженное состояние колонн. Для оценки величины и направления эксцентриситета
используются векторы максима-льных напряжений в сечениях колонн, расположенных
вблизи верхних внутренних гаек.
Как уже отмечалось выше, на каждой колонне установлено четыре датчика с
угловым расстоянием межу ними 90°:
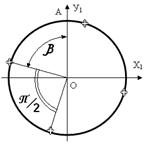
Рисунок 3.1.5 - Схема расположения тензодатчиков в сечении колонны
По
показателям четырех тензодатчиков  ,
,  ,
,  ,
,  (измеряемые
каналы) определяется поле напряжений в сечении каждой колонны и другие
расчетные параметры. При линейном распределении напряжений в сечении колонны
напряжения по ее контуру (на поверхности колонны) изменяются по закону:
(измеряемые
каналы) определяется поле напряжений в сечении каждой колонны и другие
расчетные параметры. При линейном распределении напряжений в сечении колонны
напряжения по ее контуру (на поверхности колонны) изменяются по закону:
 (3.1.2)
(3.1.2)
Записав
выражения для напряжений на каждом датчике и решив эту сис-тему относительно  ,
,  и β, получаем следующие зависимости:
и β, получаем следующие зависимости:
 (3.1.3)
(3.1.3)
 (3.1.4)
(3.1.4)
 (3.1.5)
(3.1.5)
где:
-растягивающее
напряжение;
-изгибающее
напряжение;
β - угол приложения напряжения.
Как отмечалось выше, аварийный уровень напряжений устанавливается из
условия предотвращения опасных для целостности колонн перегрузок. А
предварительный уровень должен быть заметно ниже аварийного, но с запасом выше
рабочих напряжений в колоннах.
В автоматическом режиме работы система опрашивает 18 каналов,
оцифровывает поступающие данные, производит их математическую обработку,
отображает измеряемые, расчетные и логические параметры на экране монитора. Вся
визуальная информация для легкости восприятия привязана к положению колонн пресса
и расположению тензодатчиков.
.2 Имитационная модель
Использование модели устройства для того, чтобы предсказать режим
фактического устройства, желательно во многих ситуациях. При проектировании
устройства, когда ещё не существует фактическое устройство, может быть полезно
оценить несколько его возможных конфигураций. При исследовании эксперимент на
фактическом устройстве может занять слишком много или слишком мало времени,
может быть слишком дорогим, и может даже повредить устройство, что является нежелательным.
Однако, много комплексных устройств не могут быть точно описаны математическими
моделями, которые могут быть выражены аналитически, для того чтобы получить
ответы на тот или иной набор входов или параметров. Альтернатива моделированию
состоит в численном расчете модели с входами и рассматриваемыми параметрами,
чтобы определить, как интересующие выходы воздействованы.
Система распознавания технических неполадок состоит из аппаратной части с
системой сигнализации, расходомера рабочей жидкости на фильтрующем элементе,
датчика давления рабочей жидкости и тензодатчиков аналогового типа. Последние
крепятся на каждой колонне пресса по 4 штуке напротив друг друга параллельно
поперечной и продольной осям пресса. Аппаратная часть состоит из промышленной рабочей
станции, а система оповещения включает аварийный и предварительный уровни
напряжения. Как результат, высокая надежность системы диагностики и мгновенное
ее реагирование на малейшие изменения при наличии признаков деформации.
Система диагностики гидравлического штамповочного пресса выполняет ряд
задач. Повышается надежность и оперативность в работе гидравлического пресса. В
работе оборудования применяются бесконтактные тензодатчики, которые надежно
предохраняются от механических повреждений. На пульте управления гидравлическим
прессом при каждом погружении его фиксируется информация о максимальных
напряжениях в каждой отдельно взятой колонне, давление рабочей жидкости и
состояние фильтрующего элемента. Надежность и гарантии работы системы
диагностики гидравлического штамповочного пресса обеспечивает возможность
регулярного использование полуавтоматического бесконтактного контроля
(проверки), постоянное наблюдение за настройками и работоспособностью всех
приборов гидравлического пресса. Также АИС ВКП диагностики обеспечивает
сохранение информации об изменении напряжения в колоннах пресса, подает ее на
монитор и сохраняет на жестком диске компьютера.
Программная часть Системы выполнена на основе комплекса Master SCADA,
предназначенного для автоматизации технологических установок.
Программное обеспечение Системы позволяет задействовать режим имитации
работы ВКП для контроля работоспособности датчиков, проводить измерения в
реальном масштабе времени с одновременной архивацией и визуализацией
экспериментальных данных. В масштабе реального времени выполняется первичная
математическая обработка и допусковый контроль значений измеряемых параметров
При работе пресса Система в автоматическом режиме опрашивает 18 входных
каналов, оцифровывает поступающие данные, производит их математическую
обработку, отображает измеряемые, расчётные и логические параметры на экране
монитора. Визуальная информация привязана к колоннам и расположенным на них
тензодатчикам.
Установлены пороговые предаварийный (120 МПа) и аварийный (150 МПа)
уровни напряжений. Если при работе пресса предаварийный уровень будет превышен
хотя бы одним из 18 измеряемых или 4 расчетных показаний, то на пульт
управления подается сигнал предаварийной ситуации. Если превышен аварийный
уровень, то на пульт управления подается сигнал аварийной ситуации и
автоматически прекращается подача давления в рабочие цилиндры. Информация по
изменению всех параметров на протяжении процесса прессования заносится в файл
на жесткий диск. Вся информация сохраняется в формате базы данных и доступна
для последующей обработки и сравнительного анализа.
Рисунок 3.2.1 - Внешний вид экрана при работе системы в автоматическом
режиме
Стрелки показывают направление действия максимального напряжения по колонне.
Заключение
Использование графического моделирующего устройства и программного
обеспечения для моделирования очень помогает в создании моделирующего процесса,
систематического, саморегистрирующего, точного, и эффективного. Возможность
быстро выполнить эксперименты, касающиеся различных стратегий управления,
контроля оборудования и т.д., позволяет принимать решения по оптимизации
процесса производства, автоматизированию процессов, обоснованию решений
относительно потенциальных изменений в существующем оборудовании обработки
металлов давлением и/или операции по обработке.
В настоящей курсовой работе проведено исследование
напряженно-деформированного состояния базовых деталей прессов со станиной
колонного типа силой 60 МН при центральном и эксцентричном нагружениях методом
математического моделирования.
Разработана постоянно действующая АИС контроля и диагностики ВКП.
Применение АИС позволяет:
предотвращать критические ситуации на прессе при возникновении
недопустимых величин напряжений вследствие эксцентриситета нагружения путем
ограничения силы пресса;
выполнять корректировку параметров технологического процесса и оценивать
качество монтажа колонн.
В результате создания АИС ВКП обеспечивается повышение эффективности
технологического процесса ковки, за счет повышения надежности оборудования и
его своевременной диагностики.
Цель выполнения данной курсовой работу считаю достигнутой.
Словарь -
глоссарий
Авария - повреждение, ущерб, выход из строя, повреждение какого-либо механизма,
устройства машины и т.п. во время работы, движения.
Антаблемент - это балочное перекрытие пролёта, опирающееся на колонны
или завершение стены. Высота антаблемента, обычно не более четверти высоты
колонны. Антаблемент относится к элементам классического архитектурного ордера.
Архитрав - нижняя из 3 горизонтальных частей антаблемента, лежащая на капителях
колонн, имеет вид балки.
Гидравлический ковочный пресс - это устройство, предназначенное
для выполнения операций свободной ковки, а также для объемной штамповки в
подкладных штампах, приводимое в действие жидкостью, находящейся под высоким
давлением.
Деформация - изменение размеров, формы твердого тела под действием
внешних сил, обычно без изменения его массы.
Капитель - венчающая часть колонны.
Простой производственный - временная приостановка работы
по вине работника или по не зависящим от него причинам (поломка станка,
отсутствие сырья, материалов, электроэнергии и т.д.).
Пульт управления - устройство в виде стола, колонки, стенда
и т.п. с размещенными на его лицевых частях (панелях) средствами отображения
информации и органами управления, с помощью которых оператор (часто группа
операторов) воздействует на управляемые объекты (процессы), их качественные
либо количественные характеристики.
Рабочий цилиндр - это емкость, в которой под воздействием рабочей жидкости
приводится в действие плунжер для совершения работ.
Траверса - элемент несущей конструкции: горизонтальная балка, опирающаяся на
вертикальные опоры или подвешенная.
Библиографический список
1. Зобнин Б.Б., Сурин А.А. Моделирование систем: задания и
методические указания по выполнению курсовой работы. Урал. гос. горный
университет. Екатеринбург: издательство УГГУ, 2011. 103 с.
2. Зобнин Б.Б. Моделирование систем: конспект лекций.
Екатеринбург: издательство УГГГА, 2001. 129 с.
4. www.oKIPiA.ru
5. www.eworld.ru
. Гидравлические прессы, некоторые конструкции и
расчеты. Под ред. Васильева Б.П. - М.: Машиностроение, 1966, с.183-189.
. СНиП II-23-81. Стальные конструкции.
. Болоткин С.Н. Расчет стержней на прочность при
продольном изгибе. Карагандинский государственный технический университет.
Труды университета, вып.2. 1997
. Коркин Н.П., Сурков И.А., Тимохин И.В. Влияние
эксцентриситета нагружения на напряженное состояние колонн мощного
гидравлического пресса. КШП-ОМД. 2008. № 5. c. 40-43.
10. Коркин Н.П., Сафронов Д.В., Сурков И.А. Система контроля
и ограничения нагрузки на колонны мощных гидравлических прессов. Автоматизация
в промышленности. 2008. № 12. C. 9-12.