Автоматизація процесу абсорбції природного газу
Міністерство
освіти і науки України
Національний
університет ”Львівська політехніка”
Кафедра АТХП
КУРСОВИЙ
ПРОЕКТ
із дисципліни
“ Автоматизація технологічних процесів та виробництв ”
на тему:
“Автоматизація процесу абсорбції природного газу”
Виконала: Кушнір Б.Б.
Прийняв: Юсик Я. П.
Львів - 2015
Завдання
по дисципліні : “ Автоматизація неперервних технологічних
процесів”
. П. І. П. студента: Кушнір Б. Б.
. Тема курсової роботи: “Автоматизація процесу абсорбції
природнього газу”
. Вихідні дані до курсової роботи: Технологічна схема процесу
абсорбції в абсорбційній колоні.
. Зміст пояснювальної записки (перелік питань, що підлягають
розробленню):
Þ Аналіз технологічного процесу як
об’єкта керування.
Þ Опис технологічного процесу.
Þ Теоретичні основи технологічного
процесу в окремих технологічних апаратах і машинах.
Þ Матеріальний та тепловий баланси
технологічного об’єкта.
Þ Визначення і аналіз факторів, що
впливають на технологічний процес.
Þ Технологічна карта.
Þ Складання структурної схеми
взаємозв’язків між технологічними параметрами об’єкта.
Þ Обґрунтування і вибір координат
вимірювання, контролю, сигналізації, дистанційного керування, захисту,
блокування та регулювання.
Þ Порівняльний аналіз існуючих схем
автоматизації технологічного процесу.
Þ Вибір технічних засобів
автоматизації.
Þ Специфікація на засоби автоматизації.
Þ Розрахунок системи автоматичного
регулювання.
. Перелік графічних матеріалів: Функціональна схема
автоматизації процесу очистки газу.
. Дата видачі:
. Керівник роботи: Юсик Ярослав Петрович
. Завдання прийняв до виконання:
. Термін захисту курсової роботи:
Студент: Кушнір Б. Б.
Керівник: Юсик Я. П.
Зміст
Вступ
.
Аналіз технологічного процесу як об’єкта керування
.1
Опис технологічного процесу
.2
Теоретичні основи технологічного процесу в окремих технологічних апаратах і
машинах
.3
Матеріальний баланс технологічного об’єкта
.4
Аналіз факторів, що впливають на технологічний процес
.5 Обґрунтування
номінальних значень параметрів технологічного процесу та допустимих відхилень
від цих значень
.6
Технологічна карта процесу
.7 Складання
структурної схеми взаємозв’язку між технологічними параметрами об’єкта
.
Розроблення системи автоматичного керування технологічним процесом
.1
Аналіз структурної схеми взаємозв’язку між технологічними параметрами об’єкта
.2
Аналіз статичних та динамічних характеристик об’єкта по окремих каналах зв’язку
.3
Обґрунтування і вибір координат вимірювання, контролю, сигналізації,
дистанційного керування, захисту, блокування та регулювання
.4
Функціональні ознаки систем автоматизації
.5
Порівняльний аналіз існуючих схем автоматизації технологічного процесу
.6
Синтез оптимальної спрощеної системи автоматизації для заданих умов роботи
об’єкта
.7
Вибір технічних засобів автоматизації (ТЗА)
.8
Специфікація на засоби автоматизації
.9
Опис ФСА
.
Розрахунок САР
.1
Розрахунок моделі об’єкту регулювання
.2
Розрахунок основних параметрів ТОК
.3
Розрахунок параметрів настроювання регулятора
Висновок
Список
літератури
Вступ
Абсорбція - процес виборчого поглинання компонентів газової
суміші рідким поглиначем (абсорбентом). Процес абсорбції відбувається у тому
випадку, коли парціальний тиск витягуваного компоненту в газовій суміші вищий,
ніж в рідкому абсорбенті, вступаючому в контакт з цим газом, тобто для
протікання абсорбції необхідно, щоб газ і абсорбент не знаходилися в стані
рівноваги. Відмінність в парціальному тиску витягуваного компоненту в газі і
рідині є тією рушійною силою, під дією якої відбувається поглинання (абсорбція)
даного компоненту рідкою фазою з газової фази. Чим більше ця рушійна сила, тим
інтенсивніше переходить цей компонент з газової фази в рідку.
За своєю природою розрізняють два види абсорбції: фізичну,
при якій витягання компонентів з газу відбувається завдяки їх розчинності в абсорбентах
і хімічну (хемосорбцію), засновану на хімічній взаємодії витягуваних
компонентів з активною частиною абсорбенту. Швидкість фізичної абсорбції
визначається дифузійними процесами, швидкість хемосорбції залежить від
швидкості дифузії і хімічної реакції.
Поглинання компонентів газової суміші при абсорбції
супроводжується виділенням тепла, величина якого пропорційна масі і теплоті
розчинення qA поглинених компонентів.
При виборі абсорбенту враховують склад газу, що розділяється,
тиск і температуру процесу, продуктивність установки. Вибір абсорбенту
визначається також його селективністю, поглинальною здатністю, корозійною
активністю, вартістю, токсичністю і іншими чинниками.
У нафтовій і газовій промисловості процес абсорбції
застосовується для розділення, осушення і очищення вуглеводневих газів. З
природних і нафтових газів шляхом абсорбції витягують етан, пропан, бутан і
компоненти бензину; абсорбцію застосовують для очищення природних газів від
кислих компонентів - сірководню, використовуваного для виробництва сірки,
діоксиду вуглецю, сіркооксиду вуглецю, сірковуглецю. Для проведення процесу
абсорбції застосовують установки абсорбції, основним елементом яких є апарати
абсорбції.
Апарати абсорбції класифікуються залежно від технологічного
призначення, тиску і виду внутрішнього устрою, що забезпечує контакт газу
(пара) і рідини.
По технологічному призначенню апарати абсорбції
підрозділяються на апарати установок осушення, очищення газу, газорозподіли і
так далі.
Залежно від внутрішнього устрою розрізняють тарілчасті,
насадочні, розпилювальні, роторні (механічні), поверхневі і каскадні абсорбери.
Найпоширеніші тарілчасті і насадочні апарати.
Залежно від вживаного тиску апарати підрозділяються на
вакуумні, атмосферні і такі, що працюють під тиском вище атмосферного.
При виборі типу апарату слід враховувати технологічні вимоги
до процесу і його економічні показники.
Основна складність при проектуванні абсорберів полягає в
правильному виборі розрахункових закономірностей для визначення кінетичних
коефіцієнтів з більшої праці різних, деколи суперечливих, залежностей,
представлених в технічній літературі.
На сьогоднішній день абсорбція займає одне з почесних місць в
промисловому світі.
. Аналіз технологічного процесу як об’єкта керування
.1 Опис технологічного процесу
Газ, який охолоджений в теплообміннику до 20оС, подається в
нижню частину абсорбційної колони, де рівномірно розподіляється по перерізу
колони і поступає на контактні елементи (насадки). В якості насадок
використовуємо кільця Рашига (рис. 1.2). В якості абсорбенту використовується
моноетаноламін. Моноетаноламін (МЕА) - безбарвна в'язка гігроскопічна рідина
<#"790936.files/image001.gif">
Рис. 1.1 Спрощена схема автоматизації процесу абсорбції

Рис. 1.2 Види на садок для абсорбційних колон 1-сідло Берля;
2-кільце Рашига; 3-кільце Палля; 4-розетка Теллера; 5-сідло «Інталюкс»
.2 Теоретичні основи технологічного процесу в окремих
технологічних апаратах і машинах
Абсорбція - дифузний процес, в якому беруть участь дві фази:
газова і рідка. Рушійною силою процесу абсорбції є різниця парціальних тисків
поглинається компонента в газовій і рідкій фазах, який прагне перейти в ту
фазу, де його концентрація менше, ніж це потрібно за умовою рівноваги.
Насадкові абсорбери отримали найбільше застосування у
промисловості. Ці абсорбери представляють собою колони, заповнені насадкою -
твердими тілами різної форми. У насадок колоні насадка укладається на опорні
решітки, що мають отвори або щілини для проходження газу і стоку рідини. Яка
досить рівномірно зрошує насадку за допомогою розподільника і стікає по
поверхні насадок тіл у вигляді тонкої плівки вниз. У нафтовій та газовій
промисловості процес абсорбції застосовується для розділення, осушення та
очищення вуглеводневих газів. З природних і попутних нафтових газів шляхом абсорбції
витягають етан, пропан, бутан і компоненти бензину; абсорбцію застосовують для
очищення природних газів від кислих компонентів - сірководню, використовуваного
для виробництва сірки, діоксиду вуглецю, сірковуглецю.
Розрахунок абсорбційної установки зводиться до визначення:
об'ємної витрати погливної рідини; необхідної поверхні газової суміші з
рідиною; розмірів бака абсорбера.
Об'ємну витрату погливної рідини визначають з рівняння
матеріального балансу процесу абсорбції :
п.p = Qп (у1 - y2) = Qр (x1
- x2)
де Qп - об'ємна витрата очищуваного повітря, м3/с;
Qр - об'ємна витрата погливної рідини, м3/с; х1,х2 - початкова й
кінцева концентрації газового компонента та погливної рідини, г/м3; у1, у2 -
початкова й кінцева концентрації газоподібного компонента в очищеному газі,
г/м3.
Необхідну поверхню контакту загазованого газу з погливною
рідиною визначають за формулою:
k = 103Vп.p/(kабΔрсер)
де kаб - коефіцієнт абсорбції (коефіцієнт
масопередачі), кг/(м2 х год. х Па); Δрсер - середня
рушійна сила абсорбції, Па.
Коефіцієнт абсорбції характеризує швидкість розчинення
газового компоненту в рідині й визначається загальним опором дифузії цього
компоненту через газову і рідинну плівки. Для добре розчинних газів значення
коефіцієнта абсорбції можна визначити за формулою, яка запропонована І. Л.
Пейсаховим:
 ,
,
де М - молекулярна маса компоненту, який поглинається, кг; V
- швидкість газу у вільному перерізі скрубера, м/с; Т - абсолютна температура
газу, К; dе - еквівалентний діаметр насадки, рівний збільшеному вчетверо
значенню живого перерізу насадки, поділеного на її питому поверхню, м.
Варто зазначити, що під час протитічного процесу абсорбції
значення Арсер досить велике порівняно з прямотічним. Це свідчить про те, що
протитічний процес є більш вигідним, оскільки для абсорбції можуть
застосовуватися апарати менших розмірів.
Визначимо секундну витрату газу:= V/3600 = 41700/3600 = 11.6,
м3/с
Максимальна витрата абсорбенту становить 5,8 л/с, з
розрахунку абсорбенту 0,5 л/м3.
Тепловий розрахунок теплообмінного апарата, в залежності від
вихідних даних, проводять за одною з двох відомих методик: проектною або
перевірочною.
Перевірочний тепловий розрахунок виконується у випадку, якщо
відома поверхня нагріву теплообмінного апарата і необхідно визначити
температури теплоносіїв та кількість переданої теплоти. Крім того, він
проводиться для того, щоб відповісти на питання про придатність даної
конструкції теплообмінника для використання в конкретних умовах експлуатації.
Проектний (конструктивний) тепловий розрахунок виконується при створенні нових
апаратів, метою його є визначення поверхні теплообміну, яка б забезпечувала
певне теплове навантаження.
На практиці методики проектного та перевірочного теплового
розрахунку теплообмінного апарата, як правило, поєднують. Тобто, за вихідними
даними, що характеризують технологічний процес (продуктивність установки,
витрати та температури теплоносіїв тощо) розраховують теплове навантаження
апарата (Q) та середньо-логарифмічну різницю температур між теплоносіями (Δt).
Потім, задаючись
наближеним значенням коефіцієнта теплопередачі, розраховують орієнтовне
значення площі поверхні теплообміну за основним рівнянням теплопередачі:
Fop = Q /KΔt,
де К - коефіцієнт теплопередачі, Вт/м2К.
Необхідно звернути увагу на те, що коефіцієнт теплопередачі є
функцією багатьох теплотехнічних, гідравлічних та геометричних параметрів.
Одразу його обчислити неможливо, тому при наближеному розрахунку площі
теплообміну орієнтовний коефіцієнт теплопередачі приймається згідно експериментальних
даних. Відповідно до рекомендацій при конденсації водяної пари на зовнішній
поверхні труб, в яких рухається вода або водні розчини, коефіцієнт
теплопередачі приймається із діапазону К = 800…3500.
Отримане значення поверхні теплообміну Fop округлюється
в більшу сторону до конкретного значення Fнорм, що приведено в
каталогах або нормалях для конкретного типу теплообмінника. Вибраний за
каталогами теплообмінний апарат повинен забезпечувати нормальну роботу та
працювати в оптимальному режимі, який відповідає поєднанню заданої
продуктивності, температур теплоносіїв та інших показників технологічного
процесу з мінімальною витратою теплоти та максимально-ефективно задіяною
поверхнею теплообміну апарата. Вибраний теплообмінник з площею теплообміну та певними
геометричними характеристиками, як було сказано вище, перевіряють на
придатність до використання в заданих умовах.
Наступним кроком є проведення перевірочного розрахунку для
обраного теплообмінного апарата. В основі перевірочного розрахунку покладено
уточнення для заданих умов експлуатації коефіцієнта теплопередачі Кп та площі
поверхні теплообміну Fр. А також, співставлення відповідних площ
теплообміну Fнорм та Fр, що дає змогу говорити про
придатність вибраного за каталогами теплообмінного апарата.
.3 Матеріальний та тепловий баланси технологічного об’єкта
Матеріальний баланс та витрата абсорбенту
Приймемо витрати фаз по висоті апарата сталими і подамо склад
газу, що поглинається, у відносних мольних концентраціях. Позначимо G - витрата
інертного газу, кмоль/с; Yп, Yк - початкова і кінцева
концентрації абсорбтива в газовій суміші, кмоль/кмоль інертного газу; L -
витрата абсорбенту, кмоль/с; Xп, Xк - початкова і кінцева
концентрації абсорбтива в абсорбенті, кмоль/кмоль абсорбенту. Тоді рівняння матеріального
балансу матиме вигляд
 .
.
Загальна витрата абсорбенту
 ,
,
а його питома витрата
 .
.
Це рівняння можна переписати у такому вигляді
 .
.
Останнє рівняння показує, що зміна концентрації в абсорбційному апараті
відбувається прямолінійно і, відповідно, в координатах Y - X робоча лінія
процесу абсорбції є прямою з кутом нахилу, тангенс якого дорівнює l=L/G. Між
питомою витратою абсорбенту і розмірами апарата існує певний зв’язок. Принцип
такого зв’язку зображено на рис. 2. Через точку В з координатами Xn ,Yк
проведемо згідно з рівняннями робочі лінії ВА, ВА1, ВА2,
ВА3, які відповідають різним концентраціям або питомим витратам
абсорбенту.

Рис. 1.3 До визначення питомої витрати абсорбенту
При цьому точки А, А1, А2, А3 лежатимуть
на одній горизонтальній прямій відповідно до заданої концентрації Yп
газу в суміші.
У розчинах невеликої концентрації за будь-якого значення X та заданої
величини l рушійну силу процесу виражають різницею ординат Y-Y*, які
зображені вертикальними відрізками, що з’єднують відповідні точки робочої лінії
і лінії рівноваги Y*=f(X). Для всього апарата можна прийняти середнє
значення  , величина якого, наприклад, для робочої лінії ВА1,
зображена на рис. 2 відрізком
, величина якого, наприклад, для робочої лінії ВА1,
зображена на рис. 2 відрізком  .
.
Величина буде тим більшою, чим крутіший нахил робочих ліній і,
відповідно, чим більшою є питома витрата абсорбенту. Якщо робоча лінія ВА
збігається з вертикаллю, то рушійна сила процесу має максимальну величину,
проте питома витрата абсорбенту l буде нескінченно великою (тому що Xк=
Xn). Якщо робоча лінія ВА3 торкається лінії рівноваги, то
питома витрата абсорбенту l буде мінімальною, а рушійна сила в дотичній точці
дорівнюватиме нулеві, оскільки в цій точці робоча концентрація дорівнює
рівноважній. У першому випадку висота абсорбційного апарата буде мінімальною за
нескінченно великої витрати абсорбенту; в другому - витрата абсорбенту буде
мінімальною за нескінченно великої висоти апарата. Отже, два випадки є
теоретичними та практично нездійсненими.
У реальному абсорбційному апараті рівновага між фазами не досягається,
і завжди  , де
, де  -
концентрація поглинутого газу в рідині, яка знаходиться в рівновазі з газом, що
надходить. Саме тому величина l завжди повинна бути більшою за мінімальне
значення lmin, що відповідає граничному положенню робочої лінії (лінія
ВА3 на рис. 2). Значення lmin можна визначити згідно з
рівнянням (16), змінюючи Xк на :
-
концентрація поглинутого газу в рідині, яка знаходиться в рівновазі з газом, що
надходить. Саме тому величина l завжди повинна бути більшою за мінімальне
значення lmin, що відповідає граничному положенню робочої лінії (лінія
ВА3 на рис. 2). Значення lmin можна визначити згідно з
рівнянням (16), змінюючи Xк на :
 .
.
Варто зазначити, що збільшення питомої витрати l абсорбенту одночасно
із зниженням висоти апарата призводить до збільшення його діаметра. Це
пояснюється тим, що із збільшенням l зростає також витрата поглинача L, і при
цьому знижуються припустимі швидкості в апараті, за якими знаходять його
діаметр. Тому, коли питома витрата абсорбенту не задана технологічними умовами,
необхідно вибирати таке співвідношення між розмірами апарата та питомою
витратою l абсорбенту, за якого величина l і розміри апарата будуть
оптимальними.
Оптимальну питому витрату поглинача lопт можна знайти тільки
за техніко-економічними розрахунками. Швидкість фізичної абсорбції
Швидкість процесу абсорбції характеризується основним рівнянням
масоперенесення; якщо рушійну силу виражати в концентраціях газової фази:
 ,
,
якщо в концентраціях рідкої фази, то рівняння має вигляд
 .
.
У таких рівняннях коефіцієнти масоперенесення Kx, Ky
визначаються за рівняннями :
 ,
,
 ,
,
де  - коефіцієнт масовіддачі від потоку газу до поверхні
контакту фаз;
- коефіцієнт масовіддачі від потоку газу до поверхні
контакту фаз;  - коефіцієнт масовіддачі від поверхні контакту фаз до
рідини.
- коефіцієнт масовіддачі від поверхні контакту фаз до
рідини.
Для добре розчинних газів величина m і дифузійний опір рідкої фази є
незначними. Тоді  і можна прийняти, що
і можна прийняти, що 
Для погано розчинних газів можна знехтувати дифузійним опором газової
фази. Тоді значення  та
та  є
великими. Звідки
є
великими. Звідки  та можна прийняти, що
та можна прийняти, що  .
.
У рівнянні (19) мольні концентрації газової фази можна
замінити парціальними тисками газу, вираженими в частках загального тиску. Тоді
 ,
,
де Dpсeр - середня рушійна сила процесу, виражена в
одиницях тиску; Kp - коефіцієнт масоперенесення, віднесений до
одиниці рушійної сили, що виражається через парціальні тиски газу, що поглинається.
Якщо лінія рівноваги є прямою, то середня рушійна сила
процесу виражається рівнянням
 ,
,
де Dрб = рп - р*к
і Dрм = рк - р*п
- рушійна сила на кінцях абсорбційного апарата; рп і рк -
парціальні тиски газу на вході в апарат і виході з нього; р*к
і р*п - рівноважні парціальні тиски газу на вході в
апарат і виході з нього.
Якщо парціальний тиск виражено у частках загального тиску Р, то
коефіцієнти масоперенесення Kp i Ky чисельно однакові.
Якщо ж парціальні тиски виражені в одиницях тиску, то
 .
.
Тепловий баланс та температура абсорбції
У випадку неізотермічної абсорбції при розчиненні газу в
рідині температура її збільшується внаслідок виділення теплоти. Для технічних
розрахунків нехтують нагріванням газу і рахують, що вся теплота йде на нагрів
рідини.
При ізотермічній абсорбції і температурі і tп
поступаючого в абсорбер поглинача лінія рівноваги зображається кривою ОД
(рис.1.4). Якщо ж температура абсорбенту в процесі абсорбції змінюється, то
лінія рівноваги буде розміщуватись вище, і дійсна лінія рівноваги при змінній
температурі зображується кривою АС.

Рис.1.4 Криві рівноваги при ізотермічній (ОАД) і
неізотермічній (ОАС) абсорбції.
Якщо відома температура t при даному складу, то можна знайти
ординату у* деякої точки О' на кривій рівноваги, що відповідає складу X (див.
рис.1.4).
Для цього потрібно скласти рівняння теплового балансу для
частини абсорбера, розміщеної вище деякого довільного перерізу з дійсним
значенням концентрації рідини і газу X і У відповідно:
аб =qдL(X - Xn) = Lc(t-tn)
або qд(X-Xn) = c(t-tn),
де qд - диференційна теплота розчинення газу,
кДж/кмоль; L - витрата абсорбенту, моль/с; с - теплоємкість рідини, кДж/
(кмоль·К); t - температура рідини в даному перерізі, К; tn -
початкова температура рідини, К.
Тоді
За допомогою рівняння (8.4.2), задаючись рядом довільних
значень X в інтервалі між заданими концентраціями Хп і Хк,
визначають температури t і потім за довідниковими даними знаходять відповідні
значення у* і будують лінію рівноваги (по точкам О1, О2
і т.д.).
.4 Визначення і аналіз факторів, що впливають на
технологічний процес
Метою процесу абсорбції є видалення
шкідливих газів з суміші природного газу, отже, мінімальна їх концентрація у
газовій суміші на виході із абсорбера. Основні фактори, які впливають на даний
технологічний процес: витрата природного газу, яка поступає в абсорбер, що
призводить до зміни концентрації сірководню на виході після абсорбції, а також
зміну тиску на виході з абсорбера;
– температура газу - при
відхиленні від номінального значення викличе зміну температури абсорбції, що є
не допустимим, оскільки при підвищенні температури змінюється якість процесу поглинання
газу рідиною;
– концентрація сірководню у
газовому потоці - при значному відхиленні цього параметру, технологічний процес
може зупинитись, оскільки абсорбер не зможе поглинути таку кількість
сірководню;
– концентрація сірководню в
газовому потоці після процесу адсорбції - при значному відхиленні цього
параметру, технологічний процес може зупинитись, оскільки не задовольняються
вимоги до процесу;
– витрата тепло і холодоагенту
- при їх зміні відбуватиметься недостатня охолодження абсорбенту, що змінить
його абсорбуючі властивості. температура абсорбенту під час процесу абсорбції -
повинна знаходитися в певних межах, оскільки її значення суттєво впливає на
тиск і температуру абсорбції;
– теплоємність газу і
адсорбенту - при їх зміні порушиться тепловий баланс технологічного процесу.
.5 Обґрунтування номінальних значень параметрів
технологічного процесу та допустимих відхилень від цих значень
Головне завдання процесу абсорбції - це очистка газу до
заданого показника концентрації з максимально можливим виходом продукту.
Збільшуючи вимоги до кількості очищеного продукту потрібно збільшувати об’ємні
параметри абсорбційної установки, що не завжди є економічно вигідно. Ліпше
кількісно нарощувати потужність абсорбції природного газу.
Номінальні значення були розраховані та підібрані для даної
абсорбційної установки такі:
температура неочищеного газу та абсорбенту на вході
в колону 20оС, що сприяє якнайкращому проходженню процесу поглинання
сірководню;
витрата газу на вході при продуктивності 10*105
нм3 очищеного газу має становити 11,6 м3/с;
газ у абсорбер подається під тиском 2.5 МПа, який є
найефективнішим для високої якості очистки газу;
висота насадки (кільця Рашига) становить 15м;
перепад тиску в колоні 200-300 кПа;
абсорбент подається через форсунки під тиском 3 МПа;
концентрація моноетаноламіну становить 15%;
максимальна об’ємна витрата абсорбенту становить
21600 л/год;
рівень насиченого абсорбенту у колоні підтримується
0,3 м;
діаметр трубопроводу подачі газу у колону становить
175 мм;
діаметр трубопроводу подачі абсорбенту у колону
становить 75 мм. Найбільший вплив на рівновагу системи становлять: температури
газу та абсорбенту; витрата неочищеного газу на вході в колону та витрата
очищеного газу на виході з неї, що забезпечує потрібний тиск у колоні і якість
очистки газу.
.6 Технологічна карта
|
№ п/п
|
Назва параметру
|
Одиниця вимірювання
|
Номінальне значення
|
Допустимі відхилення
|
|
1
|
Тиск природнього газу на вході
|
кг/см2
|
25,5
|
±0,25
|
|
4
|
Тиск природнього газу на виході
|
кг/см2
|
23,5
|
±0,25
|
|
5
|
Перепад тиску у колоні
|
кг/см2
|
3
|
±0,5
|
|
6
|
Температура газу на вході
|
оС
|
10
|
±2..3
|
|
7
|
Температура абсорбенту
|
оС
|
20
|
±2..3
|
|
8
|
Концентрація H2О в очищеному газі
|
ppm
|
150
|
±
|
|
9
|
Рівень насиченого абсорбенту
|
м
|
0.3
|
±0.05
|
|
10
|
Концентрація діетиленгліколю
|
%
|
15
|
±2
|
|
11
|
Витрата газу на вході
|
м3/год
|
200000
|
±0,002
|
|
12
|
Витрата абсорбенту
|
л/год
|
10000
|
±0,001
|
.7 Складання структурної схеми взаємозв’язку між
технологічними параметрам об’єкта

Рис. 1.5 Структурна схема взаємозв’язку між технологічними параметрами
об’єкта
H2S - концентрація H2S у очищеному газі;a -
температура абсорбенту на вході в колону;г - температура газу на
вході в колону;
ΔР - перепад тиску у
абсорбері;-витрата абсорбенту;- витрата води, що охолоджує абсорбент;г -
витрата води, що охолоджує газ;вих - витрата газу на виході з абсорбера;вх -
витрата газу на вході у абсорбер;
СоH2S - концентрація H2S у
газі на вході;г - температура води, що охолоджує газ;- води, що охолоджує
абсорбент;- концентрація абсорбенту;- густина газу на вході;- коефіцієнт опору
насадок;- висота насадок у колоні.
. Розроблення системи автоматичного керування технологічним
процесом
технологічний автоматичний керування абсорбер
2.1 Аналіз структурної схеми взаємозв’язку між технологічними
параметрами об’єкта
Основними параметрами які необхідно регулювати є концентрація
H2S у очищеному газі та температури газу і абсорбера. У системі
також застабілізовуються значення вхідної витрати газу, рівня абсорбенту та
перепаду тисків у колоні. Вхідними параметрами є витрата абсорбенту на вході у
колону та витрати води, що надходить у теплообмінники. А також є збурюючі
величини, які впливають на хід нашого технологічного процесу такі як:
концентрація H2S на вході, температура охолоджуючої води,
концентрація абсорбенту, коефіцієнт опору насадок у колоні.
.2 Аналіз статичних та динамічних характеристик об’єкта по
окремих каналах зв’язку
Збільшення витрати газу призводить до збільшення концентрації
виловлюваного газу у колоні, що призводить до збільшення витрати подачі
абсорбенту у колону. Але ця дія не може безмежно збільшуватись, бо абсорбер має
свою певну пропускну здатність і при перевищенні витрати абсорберу може
«захлебнутись». Тож витрату газової суміші на вході ми стабілізуємо на значенні
найліпшому для параметрів абсорбційної колони.
Також важливими є температури газу і абсорбенту, тому що в
процесі абсорбції збільшується температура, а це погіршує якість поглинання
газу рідиною. Тому при збільшенні температури газу у абсорбер доведеться
подавати більше абсорбенту. До такого ж результату призведе збільшення
концентрації домішок у газі, і їх значення може бути обмежене максимальною
пропускною здатністю абсорбера колоною. Тож найшвидшим і найякіснішим будемо
вважати процес. У якому витрата газу, температура і концентрація сірководню
будуть змінюватись у дуже малих межах, близьких до розрахованих значень.
.3 Обґрунтування і вибір координат вимірювання, контролю,
сигналізації, дистанційного керування, захисту, блокування та регулювання
Контури в яких проводяться вимірювання:
температура газу на виході з теплообмінника;
температура абсорбенту на виході з теплообмінника;
витрата газу на вході в абсорбер;
витрата газу на виході з абсорбера;
перепад тисків у колоні;
рівень насиченого абсорбенту;
концентрація H2S після процесу абсорбції.
Контури в яких проводиться регулювання:
температура газу на виході з теплообмінника;
температура абсорбенту на виході з теплообмінника;
витрата газу на вході в абсорбер;
витрата газу на виході з абсорбера;
перепад тисків у колоні;
рівень насиченого абсорбенту.
Контури в яких проводиться сигналізація:
температура газу на виході з теплообмінника;
температура абсорбенту на виході з теплообмінника;
перепад тисків у колоні;
рівень насиченого абсорбенту;
концентрація H2S після процесу абсорбції.
2.4 Функціональні ознаки систем автоматизації
|
№ п/п
|
Обсяг автоматизації Назва параметра
|
Показ
|
Реєстрація
|
Сигналізація
|
Дистанційне керування
|
Автоматичне регулювання
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
|
1
|
витрата газу на вході в абсорбер
|
+
|
|
|
|
+
|
|
2
|
витрата газу на виході з абсорбера
|
+
|
|
|
|
+
|
|
3
|
рівень рівень насиченого абсорбенту
|
+
|
|
+
|
|
+
|
|
4
|
температура газу на вході
|
+
|
|
+
|
|
+
|
|
5
|
температура абсорбенту на вході
|
+
|
|
+
|
|
+
|
|
6
|
концентрація H2S у очищеному газі
|
+
|
|
+
|
|
|
|
7
|
перепад тиску у колоні
|
+
|
|
+
|
|
+
|
.5 Порівняльний аналіз існуючих схем автоматизації
технологічного процесу
Для регулювання процесу абсорбції застосовують також каскадні
системи автоматизації.
Регулювання процесом абсорбції можна здійснювати зміною
подачі газу з корекцією по температурі, але така система буде менш
продуктивною. Або регулювання співвідношенням витрат газу та абсорбенту з
корекцією по концентрації вилучуваного газу із суміші.
.6 Синтез оптимальної спрощеної системи автоматизації для
заданих умов роботи об’єкта
На основі виконаного аналізу ТОК і
враховуючи конкретні умови роботи ТОК синтезуємо схему, яка враховує конкретні
умови роботи ТОК та найкраще забезпечують функціональні, технічні, метрологічні
вимоги до системи автоматизації, необхідні показники перехідного процесу в
окремих контурах регулювання та функціональні ознаки проектованої системи.

Рис. 1.6 Спрощена функціональна схема автоматизації абсорбційної колони
1-9 - теплообмінники; 2 - контур регулювання температури
газу;3 - контур вимірювання показу і регулювання витрати; 4 - абсорбційна
колона; 5 - контур регулювання та сигналізації рівня абсорбенту у колоні; 6 -
контур регулювання та сигналізації перепаду тиску у колоні; 7 - контур
регулювання та сигналізації концентрації H2S; 8 - контур вимірювання
та показу витрати очищеного газу; 10 - контур вимірювання регулювання та показу
температури абсорбенту.
.7 Вибір технічних засобів автоматизації (ТЗА)
При виборі технічних засобів автоматизації (ТЗА) треба
враховувати енергетичні та функціональні ознаки систем автоматичного
регулювання (САР), характер технологічного процесу, екологічний стан довкілля,
параметри та фізико-хімічні властивості вимірюваного середовища, місце
розміщення пунктів управління та контролю стосовно технологічних об’єктів,
необхідну точність і швидкодію. Крім того беруть до уваги такі фактори, як
пожежо- і вибухобезпечність, агресивність, токсичність середовищ, а також інші
фізико-хімічні властивості речовин.
Для складання ФСА вибирають конкретні технічні засоби
автоматизації, які і визначають структуру окремих контурів автоматизації. Під
час вибору ТЗА необхідно враховувати: особливості технологічного процесу, умови
пожежо- і вибухонебезпечності, агресивність і токсичність оточуючого
середовища, Параметри і фізико-хімічні властивості контрольованих середовищ,
радіус дії засобу, необхідну точність і швидкодію ТЗА. Систему автоматизації
технологічного процесу реалізують, як правило, на базі серійних ТЗА з
уніфікованими вхідними та вихідними сигналами. ТЗА повинні забезпечувати
функціональні ознаки окремих контурів регулювання.
Отже, врахувавши вище вказані вимоги, приймемо наступні
рішення, щодо вибору технічних засобів автоматизації:
Температуру неочищеного газу та температуру абсорбенту
вимірюватимемо з допомогою давачів температури типу ТСМ 1088, які безпосередньо
під’єднуються до регуляторів МИК 12 фірми МІКРОЛ. З регулятора аналоговий
сигнал поступає на блок ручного управляння БРУ-5, який подає аналоговий сигнал
керування на електропневматичний перетворювач Самсон 6116-4. З них уніфікований
пневматичний сигнал надходить на пневматичний ВМ з клапаном регулювання Самсон
240. Така система керування клапанами застосована у кожному контурі
регулювання.
Витрати газу вимірюємо з допомогою діафрагм типу ДКС-10-175
та дифманометрів типу Сапфір-22ДД 2410, регулювання проводимо по попередній
схемі, а показ очищеного газу реалізуємо з допомогою мікропроцесорного
індикатора ІМТ 11. Різницю тисків перетворюємо в уніфікований струмовий сигнал
з допомогою дифманометра Сапфір-22ДД 2410. Рівень у абсорбційній колоні
вимірюємо радарним мікрохвильовим рівнеміром SITRANS LG200 з уніфікованим
вихідним сигналом. Концентрацію H2S у очищеному газі вимірюватимемо
з допомогою хроматографічного газоаналізатора GC100 Mark II фірми YOCOGAWA.
.8 Проектування загальної ФСА
На основі вибраних засобів автоматизації проектуємо загальну
ФСА абсорбції, яка входить в склад проекту при розробці технічної документації
на всіх стадіях проектування.
Специфікація на засоби автоматизації
|
№ позиції
|
Назва параметра
|
Назва засобу та коротка технічна характеристика
|
Тип
|
К-ть
|
|
2
|
3
|
5
|
6
|
7
|
|
1-1 7-1
|
Температура
|
Термоперетворювач опору з номінальною статичною
характеристикою 50М. Діапазон вимірювання -50…+180°С Клас допуску - В.
|
ТСМ-1088
|
2
|
|
1-2 2-3 3-2 4-2 5-2 7-2
|
|
Одноканальний аналоговий мікропроцесорний
ПІД-регулятор з умовним тиском середовища 0,4 мРа. Має функцію індикації двох
величин. Має сигналізацію відхилень від значень min та max, функцію добування
квадратного кореня.ТО з номінальною статичною характеристикою 50М.
|
МІК-12
|
6
|
|
1-3 2-4 3-3 4-3 5-3 7-3
|
БРУ-5-3-220
|
6
|
|
1-4 2-5 3-4 4-4 5-4 7-4
|
|
Електропневматичний перетворювач: Вхідні сигнали: 4
... 20мА. Вихідні сигнали: 20 ... 100кПа, 40 ... 200кПа. Лінійність: ± 0,2%
шкали. Гістерезис: ± 0,3% шкали. Відтворюваність: ± 0,1% шкали. Тиск
підведеного повітря: при вих. сигналі 20 ... 100 кПа: 140 кПа; Параметри
навколишнього середовища: температура: -30 ... 70 ° С.
|
Самсон 6116-4
|
6
|
|
1-5 2-6 3-5 4-5 5-5 7-5
|
|
Пневматичний мембранний регулюючий клапан: Вхідний
сигнал: 20 … 100 кПа.
|
Самсон 240
|
6
|
|
2-1 6-1
|
Витрата
|
Діафрагма камерна  =175мм; Pу = 10 МПа ДКС-10-1752 =175мм; Pу = 10 МПа ДКС-10-1752
|
|
|
|
2-2 3-1 6-2
|
|
Вимірювальний перетворювач різниці тисків, з
уніфікованим струмовим вихідним сигналом 4-20мА. Верхня межа вимірювання -3
кг/см2. Клас точності 0.15. Напруга живлення 24-36 В постійного
струму, від 50 до 60 Гц. Споживана потужність 0,85 В·А.
|
САПФИР-22ДД-2410
|
3
|
|
4-1
|
Рівень
|
Сигналізатор рівня радарний мікрохвильовий.
Діапазон: 0-20 м. Вимірюване середовище: рідина, сипкі речовини. Температура
вимірюваного середовища: -40… 200 °C Тиск в системі: до 40 бар Матеріал:
нержавіюча сталь 1.4404, пластик (корпус). Вихід: 4-20 мА.
|
SITRANS LG200
|
1
|
|
5-1
|
Концентрація
|
Газоаналізатор хроматографічний. Вимірювань t
середовище: газ. Діапазон вимірів:FPD: 1ррm ... 0,1%. Максимальна кількість вимірюваних
компонентів 255. Відтворюваність ± 1% шкали. Параметри навколишнього
середовища температура: -10 ... 50 ° С; вологість: <95%. Виходи:
аналоговий: 4 ... 20 мА (36 точок); порт зв'язку: RS422/RS232; пневматичні
виходи до вентилів системи відбору проб: 8. Живлення 220 В / 50 Гц.
|
GC100 Mark II
|
1
|
.9 Опис ФСА
. Контури регулювання температури газу та абсорбенту
Вимірювання температури здійснимо термометром опору ТСМ-1088.
Його підключаємо до аналогового регулятора МІК-12 з нього сигнал керування подаємо
через блок ручного управління БРУ-5 який у свою чергу подає сигнал на
електропневматичний перетворювач Самсон 6116-4, який подає пневматичний сигнал
на регулюючий клапан Самсон 240 і той змінює витрату води, що подається у
теплообмінник.
. Контур регулювання витрати газу на вході в колону
Вимірюємо витрату за допомогою діафрагми ДКС-10-175 та
дифманометра Сапфір 22ДД який подає вихідний сигнал 4-20 мА на вхід регулятора
МІК-12. Регулятор формує вихідний сигнал за законом регулювання і подає його на
блок ручного управління БРУ-5 який у свою чергу подає сигнал на
електропневматичний перетворювач Самсон 6116-4, котрий подає пневматичний
сигнал на регулюючий клапан Самсон 240 і керує витратою газу.
. Контур регулювання перепаду парціального тиску в
абсорбційній колоні
Різниця тисків на вході та виході з колони вимірюється
дифманометром Сапфір 22ДД і у вигляді уніфікованого сигналу 4-20 мА подаються
на регулятор МІК-12. Він опрацьовує значення різниці тисків та подає сигнал на
блок ручного управління БРУ-5 який у свою чергу подає сигнал на
електропневматичний перетворювач Самсон 6116-4, який керує регулюючим клапаном
Самсон 240 і регулює тиск у абсорбційній колоні.
. Контур регулювання рівня насиченого абсорберу у
колоні
Рівень насиченого абсорбенту у колоні вимірюється радарним
мікрохвильовим рівнеміром SITRANS LG200. З нього уніфікований сигнал надходить
на регулятор, який подає сигнал керування на блок ручного управління БРУ-5 який
у свою чергу подає сигнал на електропневматичний перетворювач Самсон 6116-4 і
керує регулюючим клапаном Самсон 240 змінюючи витрату насиченого абсорбенту що
виходить з колони.
. Контур регулювання концентрації вилучуваного
елемента у очищеному газі
Концентрація газу (Н2S, CO2) вимірюється хроматографічним
газоаналізатором GC100 Mark II. З нього сигнал 4-20 мА надходить на МІК-12
який, опрацювавши сигнал, керує роботою блоку ручного управління БРУ-5,
електропневматичного перетворювача Самсон 6116-4 та регулюючого клапана Самсон
240 змінюючи кількість абсорбенту.
. Контур вимірювання та реєстрації витрати очищеного
газу
На трубопроводі після колони встановлюється діафрагма
ДКС-10-175, перепад тиску на якій вимірюється дифманометром Сапфір 22ДД. З
нього уніфікований сигнал надходить на мікропроцесорний індикатор, який
опрацьовує цей сигнал і показує значення витрати очищеного газу у трубопроводі.
. Розрахунок САР
.1 Розрахунок моделі об’єкту регулювання
Математичну модель об'єкта регулювання для розрахунків
оптимальних параметрів настройки регулятора знаходимо у вигляді функції передачі.
Регулюємо температуру абсорбенту.
Функцію передачі даного контуру буду знаходити з перехідної
функції при зміні положення РО на 15% :
|
t, oC
|
20
|
20.2
|
20.5
|
20.8
|
21.35
|
21.6
|
21.8
|
21.85
|
21.9
|
21.95
|
22
|
22
|
|
t, с
|
0
|
7
|
25
|
50
|
75
|
100
|
125
|
150
|
175
|
200
|
225
|
250
|
Будую в середовищі MATLAB графік перехідної функції при зміні
відкриття РО на 15%:
t=[0 7 25 50 75 100 125 150 175 200 225 250];=[20 20.2 20.5
20.8 21.35 21.6 21.8 21.85 21.9 21.95 22 22];(t,y,'*');grid; xlabel('t, c');
ylabel('T,oC');

Рис. 1.7 Графік перехідної функції при зміні положення РО на
15%.
.2 Розрахунок основних параметрів ТОК
На основі отриманої перехідної функції визначаю основні
параметри математичної моделі об’єкта. За її виглядом обираю для апроксимації
функцію передачі у вигляді:

де Т - стала часу; n - кількість аперіодичних ланок; τ - час запізнення; k -
розмірний коефіцієнт передачі ОР.
З графіка перехідної функції при зміні відкриття РО на 15%
відразу можемо визначити час запізнення τ =6с. Для знаходження параметрів
математичної моделі спочатку криву розгону ОР нормую діленням її значень на
максимальну зміну вихідної величини:
 :
:
 ,
,
=[20 20.2 20.5 20.8 21.35 21.6 21.8 21.85 21.9 21.95 22 22];
t=[0 7 25 50 75 100 125 150 175 200 225 250];=y/4;(2);
plot(t,dy);grid; xlabel('t, c'); ylabel('T,oC');
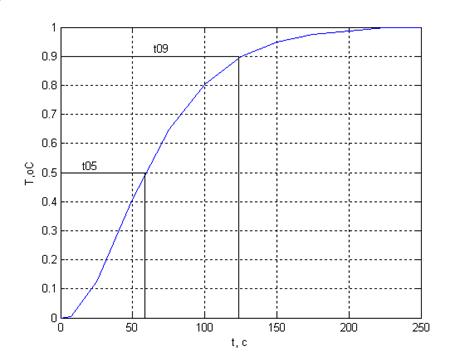
Рис. 1.8 Графік нормованої перехідної функції при зміні
положення РО на 15%.
З нормованої експериментальної перехідної функції знаходжу
значення часу t05 i t09, що відповідають значенням
перехідної функції Те(t05) = 0.5 i Те(t09)
= 0.9, і розраховуюю відношення t05 /t09 .05=54.509=119.505
/t09=54.5/119.5=0,456
З таблиці 1 знаходжу найближче до розрахованого відношення t05/t09
табличне значення і відповідне йому значення n.
Таблиця 1.
|
n
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
|
t05 /Т
|
1.68
|
2.67
|
3.67
|
4.67
|
5.67
|
6.67
|
7.67
|
8.69
|
9.69
|
|
t09 /Т
|
3.89
|
5.32
|
6.68
|
7.99
|
9.27
|
10.53
|
11.77
|
12.99
|
14.21
|
|
t05 /t09
|
0.43
|
0.5
|
0.55
|
0.58
|
0.61
|
0.63
|
0.65
|
0.67
|
0.68
|
Отже, n=2;05 /Т=1.68=> Т=54.5/1.68=32.44с09
/Т=3.89=> Т=119.5/3.89=30.72c=(32.44с +30.72c)/2=31.58c.
Розмірний коефіцієнт передачі ОР з експериментальної кривої
розгону визначаю за формулою:
 ,
,

Отже, маємо наступну функцію передачі:

Моделюю ОР в середовищі Simulink:


Рис. 1.9 Порівняльний графік експериментальної та аналітичної
нормованих перехідних функцій при зміні положення РО на 15%
.3 Розрахунок параметрів настроювання регулятора
Будь-яка промислова CАР крім стійкості повинна забезпечувати якісні
показники процесу регулювання. Якість процесу регулювання для стабілізуючих CАР
зазвичай оцінюють по перехідній функції по відношенню до одиничного
стрибкоподібного збурення, а для слідкуючих САР - по перехідній функції по
відношенню до одиничного стрибкоподібного задаючого впливу.
Основними показниками якості є: час регулювання,
перерегулювання, коливальність і похибка регулювання.
Крім цього, слід відмітити, що в конкретних умовах до якості
регулювання можуть пред’являтися і інші вимоги, наприклад максимальна швидкість
зміни значення величини і т.д.
Основним показником якості в даній САР є час регулювання, він
повинен становити не більше 40с. Оскільки я використовую регулятор з
І-складовою, то вона повинна усунути статичну похибку. Максимальне динамічне
відхилення 0,5 OC. Для того щоб задовольнити показники якості я
обрав ПІД-регулятор.
Розрахуємо параметри настройки регуляторів за допомогою
оптимізаційного блоку NCD (в Simulink):

Рис. 1.10 Структурна схема об’єкта регулювання з блоком
оптимізації NCD.
Отримаємо такі значення параметрів настроювання
ПІД-регулятора:
Кр= 75.1132;
Ті=0.2698;Д=608.8109.
Дослідимо роботу САР при максимальній зміні збурення Хв=15%
ходу РО. Отримаємо наступний результат:

Рис.1.11 Перехідний процес при збуренні 15% ходу РО
Максимальне динамічне відхилення у1=0,188<
у1доп
Час регулювання < tр.доп
Дослідимо роботу САР при зміні завдання. Отримаємо наступний
результат:

Рис.1.12. Перехідний процес зі зміною завдання
- Максимальне динамічне відхилення у1=0,06
< у1доп
Час регулювання tр=32с < tр.доп
Як бачимо показники якості перехідних процесів, які ми
отримали в результаті моделювання, задовольняються. Отже параметри настроювання
автоматичного регулятора знайдені правильно.
Висновок
В даній роботі був спроектований абсорбер з шаром насадок -
кільця Рашига, для вилучення сірководню із природного газу. Метою проекту
являється підбір пристроїв, які забезпечують неперервну взаємодію стікаючої
вниз рідини і піднімаючого вверх газу.
Для очистки природного газу в якості абсорбера
використовувався моноетаноламін. В матеріальному балансі даного абсорбера була
визначена витрата поглинача. Розраховані номінальні значення процесу абсорбції
у даній установці.
Для технічної реалізації системи було побудовано ФСА та
підібрано технічні засоби автоматизації, по яких створено специфікацію. Описані
процеси вимірювання та регулювання у кожному контурі.
Для контуру регулювання температури газу на вході в абсорбер
було розраховано оптимальні параметри настроювання регулятора.
Список літератури
1. Е.
Г. Дудников “Автоматическое управление в химической промышленности”, М. : Химия
1987 р. 368 с.
.
Преображенский В.П. Теплотехнические измерения и приборы. М.: Энергия. 1978.
704 с.
. А.
Л. Коуль, Ф. С. Ризенфельд «Очистка газа», Москва 1962
.
Плановский А.Н., Николаев П.И. Процессы и аппараты химической и нефтехимической
технологии. Учебник для вузов. - 3-е. Изд., М.: Химия,1987.-496с.
.
Голубятников В.А., Шувалов В.В. Автоматизация производственных процессов и АСУП
в химической промышленности. - М.Химия, 1989.- 376с.,ил.
.
ГОСТ 21.404 - 85. Автоматизация технологических процессов. Обозначения условные
приборов и средств автоматизации в схемах. - М.: Стандартиздат, 1985.
.
Лащинский А.А. Основы конструирования и расчета химической аппаратуры / А.А.
Лащинский, А.Р. Толчинский. - М.: Машиностроение, 1963. - 572 с.
.
Романков П.Г. Процессы и аппараты химической промышленности: учеб. пособие для
техникумов / П.Г. Романков, М.И. Курочкина, Ю.Я. Мозжерин. - Ленинград: Химия,
1989. - 560 с.