Автоматизация процесса измельчения зерна
Министерство
сельского хозяйства и продовольствия Республики Беларусь
УО
"Гродненский государственный аграрный университет"
Кафедра
технического обеспечения производства и переработки продукции животноводства
Расчетно-пояснительная
записка
к курсовой
работе на тему:
Автоматизация
процесса измельчения зерна
Руководитель работы:
ассистент кафедры ТОПиППЖ
В.С. Журко
Работу выполнила
студентка 2 гр. 4 курса ИТФ
Н.Б. Недвецкая
Гродно 2014
Реферат
Автоматизация - это деятельность,
направленная на частичное или полное исключение человека из трудового процесса
путем передачи его функций в специально созданную машину. С другой стороны
автоматизация - это научно-техническая дисциплина, разрабатывающая методы,
средства, и приемы такой деятельности. Автоматизация производства
кардинально меняют подход к работе, делая ее проще физически.
Ключевые слова: "Автоматизация,
автоматизируемый технологический процесс, контролируемый параметр, наименование
объекта регулирования, тензометрический датчик, хлебопекарная промышленность,
дозирование муки, весовой дозатор, электрический сигнал".
Целью курсовой работы является выбор, расчет и
анализ технических средств автоматизации технологического процесса дозирования.
Для достижения поставленной цели необходимо
решение следующих задач: описание систем автоматизации технологического
процесса измельчения зерна, принципов их построения и функционирования;
рассмотрение принципов действия и областей применения наиболее распространенных
средств и систем автоматики; проведение анализа свойств технологических
объектов управления; анализа наиболее распространенных схем автоматизации
измельчения зерна.
Процесс измельчения широко применяют в различных
отраслях промышленности. Твердые тела подвергают измельчению различными
способами для получения сыпучего материала, состоящего из частиц определенной
крупности. Различают два метода разрушения твердых тел: простое и избирательное
измельчение. Если измельчаемый продукт однороден по химическому составу и все
его части обладают практически одинаковыми структурно-механическими свойствами,
то измельченные до определенной крупности части твердого тела представляют
собой однородную сыпучую массу, которую можно использовать для соответствующих
целей.
При выполнении работы необходимо решить следующие
задачи:
описать технологический процесс;
провести обзор и анализ наиболее
распространенных схем автоматизации процесса измельчения зерна;
описать структурную схему автоматизации процесса
измельчения и ее элементы;
осуществить выбор датчика;
определить величину и знак КП корректирующего
звена усилителя, входящего в схему САР;
выполнить анализ схемы автоматизации;
разработать вопросы охраны труда и охраны
окружающей среды.
Содержание
Введение
. Описание и анализ технологического
процесса
. Выбор и обоснование датчиков
. Описание структурной схемы
автоматизации измельчения зерна
.1 Определение коэффициента передачи
корректирующего элемента усилителя
.2 Анализ устойчивости системы
.2.1 Частотный критерий (критерий
Найквиста)
.2.2 Алгебраический критерий
(критерий Гурвица)
.2.3 Определение запаса устойчивости
системы
.3 Качество управления системы
.3.1 Определение статической ошибки
.3.2 Величина перерегулирования
.3.3 Время переходного процесса
. Безопасность жизнедеятельности
Заключение
Использованные источники информаци
Введение
Целью данной курсовой работы является анализ и
изучение системы автоматического регулирования процесса измельчения зерна.
Автоматизация производства является наиболее
важным показателем уровня технического развития. Это обеспечит не только
технологические, но и экономические преимущества работы. При повышении уровня
автоматизированности на предприятиях улучшается качество производимой
продукции, оптимизируются все процессы использования производственных ресурсов,
происходит серьезная экономия энергоресурсов.
Автоматизация производства кардинально меняют
подход к работе, делая ее проще физически. Обязательными следствиями является
необходимость повышения технической грамотности специалистов и высвобождение
довольно большого числа персонала, занимавшегося ранее, прежде всего,
неквалифицированной работой.
Одной из основных операций в технологическом
процессе приготовления комбикормов и самой энергоёмкой является измельчение,
поэтому снижение энергоёмкости данного процесса, повышение качества измельчения
являются актуальными задачами.
В составе стандартной оснастки
дробилок имеется система управления, гарантирующая максимальное использование
мощности агрегата и сокращающая тем самым эксплуатационные расходы. Блок
управления интегрирован в систему автоматического управления всего
технологического процесса. Таким образом, эффективная эксплуатация дробилок
позволяет увеличить прибыльность и минимизировать расходы.
1. Описание и анализ
технологического процесса
Автоматические системы можно условно разделить
на малые и большие. Малые системы однозначно определяются свойствами процесса и
ограничены одним типовым процессом, его внутренними связями, а также
особенностями аппаратурного оформления. Большие системы представляют собой
совокупность малых систем и отличаются от них количественно и качественно. зерно помол клейковина автоматизация
Один из самых важных этапов в
процессе приготовления высококачественного муки и крупы - это измельчение
исходных компонентов.
Измельчение - это достаточно энергоемкая
технологическая операция, которая выполняется в процессе подготовки исходных
компонентов к смешиванию Процессы измельчения играют важную роль во многих
пищевых производствах. Основные закономерности процессов измельчения рассмотрим
на примере процесса помола зерна в сортовую муку.
Объекты управления процессом сортового помола
зерна определяются технологией производства муки. Одним из основных
направлений, позволяющих повысить эффективность работы мельницы, является
автоматизация управления технологическими процессами. В подготовительном
отделении наибольший интерес как объект автоматизации представляет процесс
формирования помольных партий. На практике расчет соотношения компонентов в
помольной партии зерна производят по одному из показателей этом не всегда
удается получить зерновую смесь со стабильными (стекловидное, выходу
клейковины, зольности и др.). С целью стабилизации указанных свойств был
предложен метод составления зерновой смеси одновременно по трем показателям
качества зерна: стекловидное, выходу сырой клейковины и зольности. Показатель
"стекловидность" оказывает влияние на процесс подготовки и
переработки зерна, выход сырой клейковины на хлебопекарные свойства муки, выход
сырой клейковины и зольность на качество готовой муки, отвечающей стандарту.
Технологические процессы в размольном отделении мельницы в основном
осуществляются на трех видах машин: вальцовых станках, рассевах и ситовейках.
Из них только вальцовый станок имеет регулирующий орган, позволяющий изменять
зазор между вращающимися валками станка. Таким образом, управление процессами в
размольном отделении при существующих технологических машинах возможно только
изменением режима работы вальцовых станков.
Всякая система состоит из взаимосвязанных частей
и в определенном смысле представляет собой замкнутое целое. В любой
промышленной автоматической системе управления всегда можно выделить две
взаимодействующие между собой основные части: объект управления (ОУ) и
управляющее устройство (УУ). В случае, когда в системе управления все функции
по обработке информации о цели и результатах управления, выработке управляющих
воздействий и их передаче на управляющие устройства выполняются без участия
человека, система называется автоматической.
Система управления режимом измельчения состоит
из следующих элементов: самотека, вальцового станка, пневмоприемника,
циклона- разгрузителя, шлюзового затвора, рассева, расходомера,
регулятора, задатчика, исполнительного механизма
регулирования зазора. Сигнал с расходомера подается в
измерительный блок регулятора, где сравнивается с сигналом задатчика; при
несоответствии между этими сигналами возникает сигнал рассогласования, который
поступает в электронный блок регулятора. Электронный блок усиливает сигнал
рассогласования до величины, необходимой для приведения в действие
электродвигателя исполнительного механизма.
Анализ технологического процесса измельчения
зерна.
Предназначение молотковой дробилки - измельчение
зерна в обойную муку, различных компонентов комбикорма и повторного измельчения
муки. Процесс измельчения происходит под воздействием удара и сопровождается
истиранием. При этом, скорость рабочих органов выбирается между 40-120 м/с.
Скорость молотков - один из важнейших факторов, который влияет на эффективную
работу дробилки. При увеличении частоты ударов молотков о частицы продукта,
степень его измельчения также увеличивается. Если скорость молотков низкая, то
эффективность работы падает и увеличивается расход энергии.
В зависимости от типа сырья выбирается нужная
скорость вращения молотков, что позволяет достигнуть определенной степени
помола. Измельчитель для зерна оснащен определенным числом быстровращающихся
молотков, количество которых напрямую зависит от мощности электродвигателя.
Мельница снабжена пневмосистемой, которая отвечает за всасывание зерна через
заборник. Сырье поступает через шланг определенного диаметра в улавливатель.
Затем сырье попадает в молотковую камеру, в которой происходит помол до
определенного размера. Готовый продукт через выпускной патрубок подается
наружу. Через гибкий напорный трубопровод перемолотый корм поступает в
резервуар для хранения кормовой смеси.
Таким образом, если скорость вращения вальцов
изменится при помощи тахогенератора ТП-75-20-0,2(звено обратной связи),
построить цепь управления, то процесс можно автоматизировать.
2. Выбор и обоснование датчиков
Необходимо стабилизировать
частоту вращения рабочего органа вальца. Диапазон регулирования y0
=
250 ± 5 об/мин.
Согласно заданию у 0 =250
об/мин (середина диапазона). Подбираем датчики с диапазоном 200…300об/мин и
классом точности 1,0, включенный по мостовой схеме.
В этом случае:
y0= 100% = 50%
100% = 50%
от диапазона датчика. Это
допустимо.
Погрешность датчика δ%=200·1
⁄ 100=2 об/мин, то есть меньше допустимого отклонения.
Выбираем тахогенегатор ТП
-75-20-0,2. Его технические характеристика приведены в таблице 1
В технологическом процессе измельчения зерна
широко применяются датчики уровня, для контроля количества сыпучего вещества по
его уровню (показатель объема); поплавковые датчики - линейное перемещение
поплавка обеспечивает слежение за уровнем жидкости. Для перемещения уровня
сыпучих веществ предусматривают вибрации поплавка. Основными элементами САУ
являются чувствительные элементы:
· преобразователи;
· усилители;
· исполнительные механизмы;
· объекты регулирования;
· командоаппараты и элементы защиты.
Для требуемого изменения зазора между вальцами
применяется многооборотный исполнительный механизм, разработанный на базе
серийного исполнительного механизма ПР-1М. Вручную зазор регулируется
штурвалом. Крайние значения зазора ограничены пределами хода исполнительного
механизма. Для этого в исполнительном механизме установлены микропереключатели,
производящие отключение электродвигателя в крайних положениях.
Таблица 1 - Технические характеристики
тахогенегатора ТП -75-20-0,2
|
Крутизна
выходного напряжение
|
20+4
мВоб/мин
|
|
Номинальная
частота вращения
|
3000об/мин
|
|
Максимальная
частота вращения
|
6000об/мин
|
|
Минимальная
частота вращения
|
0,1об/мин
|
|
Нагрузочное
сопротивление, не менее
|
10кОм
|
|
Погрешность
в диапазоне частот вращения
|
30-4000
об/мин не более 0,2%
|
|
Коэффициент
пульсации при максимальной частоте вращения
|
1,0%
|
|
Масса
|
не
более - 0,5 кг
|
|
Щетки
|
марки
СГ 1.
|
3. Описание структурной схемы
автоматизации измельчения зерна
Структурная схема САР ТП изображена на Рис. 1

Рис. 1 - Структурная схема САР ТП
у 0 -
заданный параметр;
у -
регулируемый параметр;
f
- возмущающее воздействие;
КУ -
коэффициент передачи (КП) усилительного звена;
ККЭ
- КП корректирующего звена;
КИМ
- КП исполнительного механизма;
КОР
- КП объекта регулирования;
КОС -
КП обратной связи;
ε -
рассогласование между у 0 и у 1 ;
z1,
z2
-
промежуточные значения сигналов;
τ1,
τ2,
τ3
- постоянные времени.
Ку=12; Ким=1,0;
 ;
;
Кор=20;
 ;
;
Кос=1,0; у 0=250±5
об/мин.
3.1 Определение коэффициента
передачи корректирующего элемента усилителя
Для определения коэффициента
передачи корректирующего элемента усилителя Ккэ можно воспользоваться методикой
измерения в [1].
В качестве исходных данных здесь
необходимо использовать ограничения по статической ошибке САР, заданные для
технологического процесса (согласно заданию) как y0 ± Δy=250 5об/мин. При
этом следует помнить, что по определению, статическая ошибка равна разности
между установившимся значением контролируемого параметра yуст и его заданным
значением y0, то есть:
5об/мин. При
этом следует помнить, что по определению, статическая ошибка равна разности
между установившимся значением контролируемого параметра yуст и его заданным
значением y0, то есть:
Δy
= yуст
- y0,
(1)
ууст=250+5=255,
ууст=250-5=245,
<ууст<255.
Между передаточной и переходной характеристиками
линейной системы с постоянными параметрами лежит связь, позволяющая утверждать
что:
К(0) = h(∞).
(2)
Значение h(∞)
характеризует
состояние САР в установившемся режиме, когда все переходные процессы заканчиваются.
При t
→
∞ контролируемый параметр y
→
yуст.
Предположив, что р = 0, выражение для передаточной функции САР, после
преобразований имеет вид:
 (3)
(3)
А = КУ∙ КИМ ∙
КОР=
В = 1+КОС ∙КУ ∙КИМ ∙
КОР=
Если использовать испытательный
сигнал в виде y0 1(t), то получим
переходную характеристику также в виде y0 h(t). Тогда:
yуст = y0 К(0) = y0 h(∞).
(4)
Но согласно заданию:
y0 - Δy ≤
yуст≤
y0 + Δy или y0 - Δy ≤  ≤ y0 +
Δy . (5)
≤ y0 +
Δy . (5)
В последнем неравенстве неизвестным является
параметр ККЭ, значения которого несложно определить из системы:
(y0 - Δy) ( ) ≤
yA0, (6)
) ≤
yA0, (6)
 ;
; 
 ;
; 
 ;
; 
Так как в системе имеются звенья,
охваченные обратной связью, то их заменяют одним эквивалентным звеном. Так для
усилителя, входящего в состав САР (рис.1), передаточная функция будет иметь
вид:
 , (8)
, (8)
Передаточная функция САР с обратной
связью определяет взаимосвязь между регулируемой величиной у(t) и задающим
воздействием у 0. В операторной форме эта взаимосвязь описывается
передаточной функцией К(р):
 (9)
(9)
где Кп(р) -передаточная функция прямой
передачи системы;
Кр(р)
-передаточная функция разомкнутой системы;
Кос(р)-передаточная
функция цепи обратной связи.
Согласно схемы САР (Рис. 1):
 (10)
(10)

Передаточная функция разомкнутой
системы:
Кр(р) =Кос(р)Кп(р)
(11)


3.2 Анализ устойчивости системы
Под устойчивостью системы понимают ее
способность восстанавливать состояние равновесия после прекращения внешнего
воздействия.
Для определения устойчивости САР существуют
специальные признаки, называемые критериями устойчивости.[1]
.2.1 Частотный критерий (критерий
Найквиста)
Этот критерий позволяет определить устойчивость
замкнутой САР, используя амплитудно-фазовую характеристику (АФХ) разомкнутой
САР.
Сначала, путем формальной замены в выражении
(11) оператора р на jω,
получаем выражение для АФХ разомкнутой САР в виде:

Затем выражение (15) представляют в
алгебраической форме, как:

На комплексной плоскости, изменяя
частоты ω
от
0 до ∞, строим годограф. Согласно критерию Найквиста замкнутая САР будет
устойчива, если годограф АФХ разомкнутой системы на комплексной плоскости не
охватывает точку с координатами (-1,j0).
3.2.2 Алгебраический критерий
(критерий Гурвица)
Данный критерий основан на анализе
коэффициентов характеристического уравнения замкнутой САР
 (14)
(14)

Согласно критерию Гурвица САР будет
устойчива, если все коэффициенты характеристического уравнения n-го порядка
положительны и все определители Гурвица до (n-1)-го порядка больше нуля.
 ,
,  ,
, 

Так как при а 0 > 0,  то САР
устойчива.
то САР
устойчива.
Таблица 2-Значения вещественной и
мнимой части АФХ
|
w
|
Re
|
Im
|
|
0
|
3,992
|
0
|
|
0,01
|
3,989914
|
-0,007038972
|
|
0,02
|
3,989655
|
-0,014071781
|
|
0,03
|
3,989225
|
-0,02109228
|
|
0,04
|
3,988623
|
-0,02809435
|
|
0,05
|
3,987851
|
-0,035071921
|
|
0,06
|
3,98691
|
-0,042018983
|
|
0,07
|
3,985801
|
-0,048929602
|
|
0,08
|
3,984526
|
-0,055797933
|
3,983088
|
-0,062618234
|
|
0,1
|
3,981487
|
-0,069384882
|
|
0,11
|
3,979727
|
-0,076092382
|
|
0,12
|
3,977811
|
-0,082735382
|
|
0,13
|
3,97574
|
-0,089308682
|
|
0,14
|
3,973519
|
-0,095807246
|
|
0,15
|
3,971151
|
-0,102226214
|
|
0,16
|
3,968638
|
-0,108560906
|
|
0,17
|
3,965985
|
-0,114806834
|
|
0,18
|
3,963195
|
-0,120959711
|
|
0,19
|
3,960272
|
-0,127015451
|
|
0,2
|
3,957221
|
-0,132970184
|
|
0,21
|
3,954045
|
-0,138820251
|
|
0,22
|
3,950749
|
-0,144562215
|
|
0,23
|
3,957338
|
-0,150192863
|
|
0,24
|
3,583815
|
-0,155709205
|
|
0,6
|
3,230572
|
-0,26993796
|
|
0,7
|
3,185791
|
-0,27561055
|
|
0,8
|
3,145362
|
-0,273623333
|
|
0,9
|
3,109951
|
-0,266098827
|
|
1
|
3,079638
|
-0,254841629
|
|
1,25
|
3,023944
|
-0,218917704
|
|
1,5
|
-0,00946
|
-0,181555406
|
|
2
|
-0,03767
|
|
2,5
|
-0,04261
|
-0,080213637
|
|
3
|
-0,03985
|
-0,054654849
|
|
3,5
|
-0,03508
|
-0,038332948
|
|
4
|
-0,03026
|
-0,027662083
|
|
4,5
|
-0,02597
|
-0,020490411
|
|
5
|
-0,02233
|
-0,015536552
|
|
5,5
|
-0,0193
|
-0,012025913
|
|
6
|
-0,01679
|
-0,009479354
|
|
6,5
|
-0,01469
|
-0,007592924
|
|
7
|
-0,01294
|
-0,006168926
|
|
7,5
|
-0,01147
|
-0,005075684
|
|
8
|
-0,01023
|
-0,004223535
|
|
8,5
|
-0,00917
|
-0,003550168
|
|
9
|
-0,00826
|
-0,003011461
|
|
∞
|
0
|
0
|
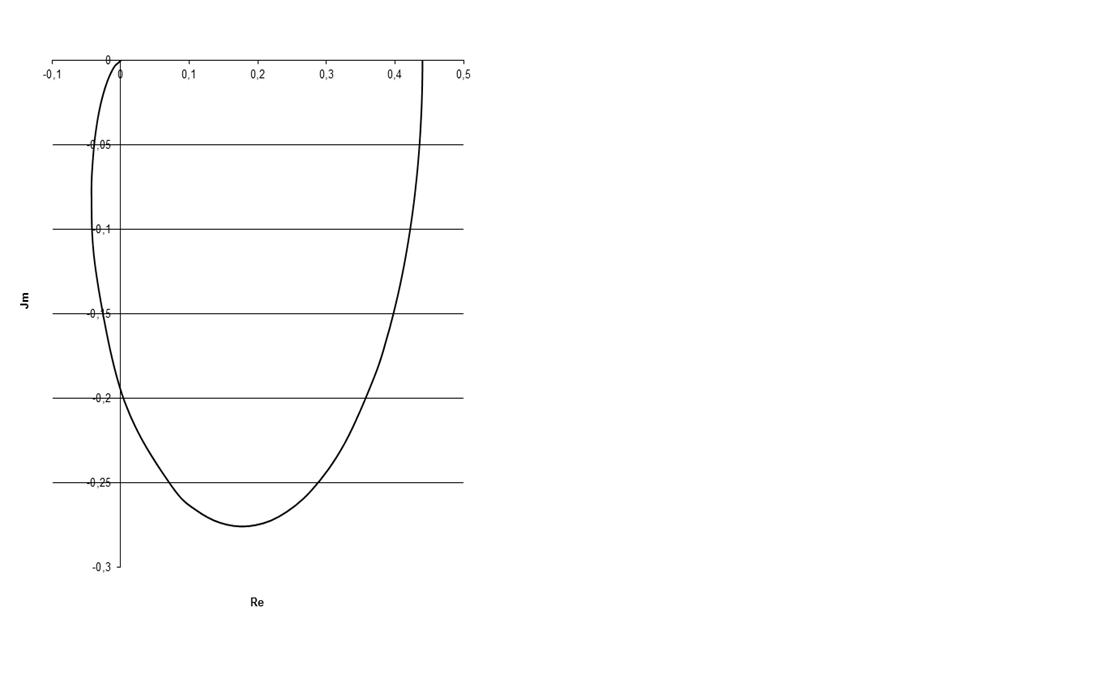
.2.3 Определение запаса устойчивости
системы
Наибольшее распространение для определения
запаса устойчивости получил способ, основанный на использовании критерия
Найквиста.
Определяются две величины - запас устойчивости по
амплитуде и запас устойчивости по фазе. Запас устойчивости по амплитуде определяется
как величина ∆К, на которую может возрасти модуль АЧХ разомкнутой
системы, чтобы система оказалась на границе устойчивости: ∆К=0 -(-1)=1
Запас устойчивости по фазе равен
величине ∆ , на которую
должно измениться запаздывание по фазе, чтобы система оказалась на границе
устойчивости.
, на которую
должно измениться запаздывание по фазе, чтобы система оказалась на границе
устойчивости.
Дуга радиусом R=1
проведенная из центра координат из точки (0;j0) не
пересекает годограф.
Система не устойчива по критерию
Найквиста.
.3 Качество управления системы
Оценка качества САУ производится по
показателям качества, к которым относятся:
статическая ошибка;
величина перерегулирования;
время переходного процесса.
 (15)
(15)






Таблица 3 - Значения переходной характеристики
|
t, c
|
h, об/мин
|
|
0
|
0
|
291,1933
|
|
2
|
245,328
|
|
3
|
245,3116
|
|
4
|
248,4893
|
|
5
|
247,0969
|
|
6
|
247,4878
|
|
7
|
247,4127
|
|
8
|
247,4186
|
|
9
|
247,4212
|
|
10
|
247,4196
|
|
11
|
247,4201
|
|
12
|
247,42
|
|
13
|
247,42
|
|
14
|
247,42
|
|
15
|
247,42
|
|
∞
|
247,42
|
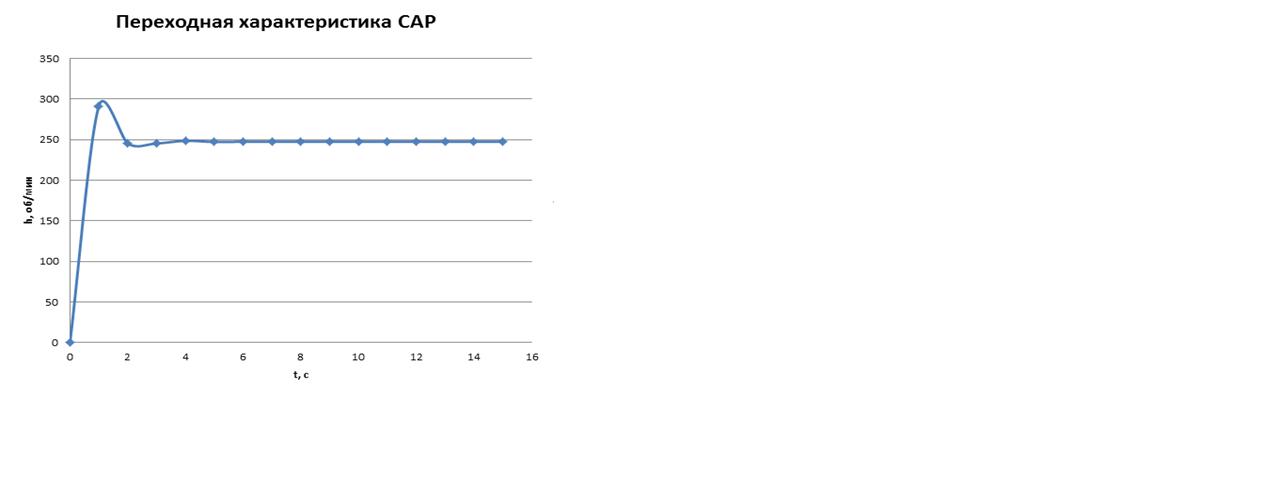
3.3.1 Определение статической ошибки
Статическая ошибка может быть
абсолютная и относительная. Абсолютная статическая ошибка  определяется
как разность между установившемся значением регулируемого параметра ууст и его
заданным значением у 0.
определяется
как разность между установившемся значением регулируемого параметра ууст и его
заданным значением у 0.
 (16)
(16)

Относительная статическая ошибка  равна
отношению абсолютной статической ошибки к заданному значению параметра у 0.
равна
отношению абсолютной статической ошибки к заданному значению параметра у 0.
 , (17)
, (17)
.3.2 Величина перерегулирования
Этот показатель определяют как
максимальную относительную динамическую ошибку из соотношения
δД max . (18)
. (18)

.3.3 Время переходного процесса
Данный показатель характеризует
быстродействие САР, под которым понимают промежуток времени t пр от начала
приложения внешнего воздействия до установления значения выходной величины у(t)
в пределах , где ∆
- допустимая динамическая ошибка [2].
, где ∆
- допустимая динамическая ошибка [2].
tпр=3,8 сек.
(Определили графически).
4. Безопасность жизнедеятельности
Условия эксплуатации
электрического оборудования с точки зрения безопасности труда коренным образом
отличаются от условий эксплуатации другого оборудования. Электрический ток не
имеет внешних признаков, и органы чувств человека не обнаруживают грозящей ему
опасности. При эксплуатации, ремонте электрического оборудования очень важно
соблюдать как технические, так и организационные требования безопасности.
К наиболее распространенным
техническим способам и средствам защиты от поражения электрическим током
относятся:
изоляция токоведущих частей.
Для обеспечения нормальной работы электроустановок и защиты от поражения
электрическим током применяется рабочая изоляция - электрическая изоляция
токоведущих частей. Может предусматриваться также дополнительная изоляция для
защиты в случае повреждения рабочей изоляции. Изоляция, состоящая из рабочей и
дополнительной, называется двойной изоляцией.
оградительные устройства
(ограждения). С целью исключения возможности прикосновения к токоведущим частям
или приближения к ним на опасное расстояние применяются ограждения. Защитные
ограждения должны обладать соответствующими электрическими и механическими
свойствами. Они могут иметь различное конструктивное исполнение (сплошные,
сетчатые). Ограждения должны сниматься или открываться специальным инструментом
или ключом.
электрическое разделение сетей.
Разветвленные сети большой протяженности имеют значительные емкости и
небольшие активные сопротивления изоляции относительно земли. Однофазное
прикосновение в таких случаях весьма опасно. Электрическое разделение сети,
т.е. разделение сети на отдельные, не связанные между собой участки,
способствует резкому снижению опасности поражения электрическим током за счет
уменьшения емкостной и активной проводимости. Для разделения сети применяются
разделяющие трансформаторы, позволяющие изолировать электроприемники от сети, а
также преобразователи частоты и выпрямительные устройства, которые связываются
с питающей их сетью через трансформаторы.
применение малых напряжений.
Малым называется номинальное напряжение не более 42 В, применяемое в целях
уменьшения опасности поражения электрическим током. Малые напряжения
используются для питания электрифицированного инструмента, переносных
светильников и местного освещения в помещениях с повышенной опасностью и особо
опасных.
электрозащитные средства.
Изолирующие средства служат для изоляции человека от токоведущих частей. В свою
очередь, они подразделяются на основные и дополнительные.
К основным относятся средства
защиты, изоляция которых длительно выдерживает рабочее напряжение
электроустановок. Они позволяют прикасаться к токоведущим частям, находящимся
под напряжением. К основным изолирующим средствам в электроустановках
напряжением до 1000 В относятся изолирующие штанги, изолирующие и
электромагнитные клещи, диэлектрические перчатки, слесарно-монтажный инструмент
с изолирующими рукоятками, указатели напряжения.
К дополнительным относятся
средства защиты, которые сами по себе не обеспечивают защиту от поражения
током, а применяются совместно с основными средствами. В электроустановках
напряжением до 1000 В к дополнительным средствам защиты относятся
диэлектрические галоши и коврики, изолирующие подставки.
защитное заземление - это
преднамеренное соединение металлических нетоковедущих частей
электрооборудования, которые могут оказаться под напряжением, с землей.
Защитное заземление снижает (до безопасных пределов) напряжение прикосновения и
тока, обусловленных замыканием на корпус. Предельно допустимые уровни
напряжений прикосновения и токов регламентирует ГОСТ 12.1.038-82.
Совокупность заземлителя и
заземляющих проводников называют заземляющим устройством. В качестве таких
устройств в первую очередь используют естественные заземлители, например
металлическую арматуру железобетонных фундаментов промышленных зданий и
сооружений.
зануление - это преднамеренное
соединение с нулевым проводником металлических нетоковедущих частей
электрооборудования, которые могут оказаться под напряжением.
Назначение зануления то же, что
и заземления, однако решается эта задача другим способом - автоматическим
отключением поврежденной электроустановки от питающей электросети. При
электрическом замыкании фазы на корпус она окажется соединенной накоротко с
нулевым проводником, благодаря чему через защиту (плавкий предохранитель или
автомат) потечет ток короткого замыкания, который и вызовет перегорание
предохранителя или отключение автомата.
защитное отключение - это
быстродействующая защита, обеспечивающая автоматическое отключение
электрооборудования при возникновении опасности поражения током. Эта опасность
возникает при замыкании на корпус вследствие старения или повреждения изоляции
токоведущей части. Следует отметить, что только приборы защитного отключения
реагируют на токи утечки (величиной до 300 мА), возникающие при старении
изоляции. Выявления таких токов весьма важно для предотвращения возгорания при
размещении электрооборудования во взрывопожароопасных помещениях.
Организационные мероприятия по
безопасной эксплуатации электроустановок. Требования к персоналу. Персонал для
работы в электроустановках готовится специально. К работе могут быть допущены
лица, достигшие 18-летнего возраста, прошедшие медицинскую комиссию.
Для персонала, непосредственно
работающего в электроустановках, производится повторная проверка знаний раз в
год.
Для безопасности работ в
электроустановках осуществляются организационные и технические мероприятия.
Организационными мероприятиями
являются:
оформление работы нарядом или
распоряжением;
допуск к работе, надзор во
время работы, оформление перерывов в работе, переводов на другое рабочее место,
окончания работы.
К техническим мероприятиям
относятся:
вывешивание плакатов и при
необходимости установка ограждений, присоединение к заземленным частям
переносных заземлений, проверка отсутствия напряжения на токоведущих частях, к
которым должно быть присоединено переносное заземление;
наложение заземлений.
Если работа выполняется без
применения переносного заземления, то должны быть приняты дополнительные меры
по предотвращению ошибочного включения.
Проверка отсутствия напряжения
должна быть произведена между каждой фазой и остальными фазами и заземленными
частями установки с помощью указателя напряжения. Непосредственно перед
проверкой отсутствия напряжения указатель должен быть проверен на ближайших
токоведущих частях при наличии напряжения.
Согласно ГОСТ 12.0.003-74 "ССБТ. Опасные и
вредные производственные факторы. Классификация", опасные и вредные
производственные факторы (ОВПФ) подразделяются на:
) физические - электрический ток, повышенный
шум, повышенная вибрация, пониженная (повышенная) температура и др.;
) химические - вредные для человека вещества,
подразделяющиеся по характеру воздействия (токсические, раздражающие,
канцерогенные, мутагенные и др.) и пути проникновения в организм человека
(органы дыхания, кожные покровы и слизистые оболочки, желудочно-кишечный
тракт);
) биологические - патогенные микроорганизмы и
продукты их жизнедеятельности;
) психофизиологические - физические и
эмоциональные перегрузки, умственное перенапряжение, монотонность труда и др.
По характеру воздействия на человека ОВПФ могут
быть связанными с трудовым процессом или с воздействием окружающей среды.
Воздействие опасных и вредных производственных
факторов на человека можно ослабить или исключить нормальной организацией
рабочих мест, совершенствованием технологических процессов, применением
коллективных и (или) индивидуальных средств защиты и др.
Одна из самых распространенных мер по
предупреждению неблагоприятного воздействия на работающих опасных и вредных
производственных факторов - использование средств коллективной и индивидуальной
защиты. Первые из них предназначены для одновременной защиты двух и более
работающих, вторые - для защиты одного работающего. Так, при загрязнении пылью
воздушной среды в процессе производства в качестве коллективного средства
защиты может быть рекомендована общеобменная приточно-вытяжная вентиляция, а в
качестве индивидуального - респиратор.
Нормирования опасных и вредных факторов - это
определение количественных показателей факторов окружающей среды,
характеризующих безопасные уровни их влияния на состояние здоровья и условия
жизни населения. Нормативы не могут быть установлены произвольно, они
разрабатываются на основе всестороннего изучения взаимоотношений организма с соответствующими
факторами окружающей среды. Соблюдение нормативов на практике способствует
созданию благоприятных условий труда, быта и отдыха, снижению заболеваемости,
увеличению долголетия и работоспособности всех членов общества.
В основу нормирования положены принципы
сохранения постоянства внутренней среды организма (гомеостаза) и обеспечения
его единства с окружающей средой, зависимости реакций организма от
интенсивности и длительности воздействия факторов окружающей среды, пороговости
в проявлении неблагоприятных эффектов, допустимости при исследовании
воздействия факторов среды на организм человека и условия его жизни.
В зависимости от нормируемого фактора окружающей
среды различают предельно допустимые концентрации (ПДК), допустимые остаточные
(ДОК), предельно допустимые уровни (ПДУ), ориентировочные безопасные уровни
воздействия (ОБУВ), предельно допустимые выбросы (ПДВ), предельно допустимые
сбросы (ПДС) и др.
Предельно допустимый уровень фактора (ПДУ) - это
тот максимальный уровень воздействия, который при постоянном действии в течение
всего рабочего времени и трудового стажа не вызывает биологических изменений
адаптационно-компенсаторных возможностей, психологических нарушений у человека
и его потомства.
Нормативы являются составной частью санитарного
законодательства и основой предупредительного и текущего санитарного надзора, а
также служат критерием эффективности разрабатываемых и проводимых
оздоровительных мероприятий по созданию безопасных условий среды обитания.
Заключение
Таким образом, проведя анализ процесса
измельчения зерна, можно сделать вывод о том, что он может происходить при
различных скоростях движения рабочего органа в зависимости от режима
измельчения и в различных измельчительных устройствах.
Для того, чтобы оптимизировать сложные
измельчительные процессы, иметь возможность оперативно изменять технологические
режимы, гибко изменять схему дробления, сэкономить производственные площади,
упростить монтаж и сервисное обслуживание необходима автоматизация заданного
процесса.
В ходе анализа САР выяснилось, что она устойчива
по двум критериям - Найквиста и Гурвица. Как результат проведенных расчётов,
были построены годограф разомкнутой системы и переходная характеристика САР.
Для автоматизации процесса измельчения зерна был
выбран тахогенератора ТП-75-20-0,2.
Абсолютная статическая ошибка равна 0,0678,
относительная статическая ошибка равна 0,00027, величина перерегулирования
отсутствует. Это свидетельствует о том, что система автоматического
регулирования технологического процесса не является абсолютно идеальной.
Длительность переходного процесса САР равно 3,8 секунды.
При анализе влияния автоматизации на условия
труда работников, обслуживающих технологическое оборудование очевидным стало
то, что автоматизация процесса измельчения зерна облегчает и оздоравливает
условия труда, повышает его безопасность. Труд становится более престижным, при
этом сокращается текучесть рабочей силы и снижаются затраты на единицу
продукции, увеличивается её количество и повышается качество.
Использованные источники информации
. Автоматика, автоматизация и АСУТП
Методические указания по выполнению курсовой работы/ П.Ф. Богданович, Д. А
Григорьев, Потреба В.В. - Гродно: ГГАУ, 2009. -32 с
. Технология элеваторной
промышленности: Учебное пособие/ Вобликов Е.М. - Ростов н/Д: издательский центр
"МарТ", 2001. - 192 с.
. Автоматизация технологических
процессов пищевых производств: Учебное пособие/ Е.Б. Каприн, М.М. Солошенко,
Л.А. Широков и др.; Под ред. Е.Б. Каприна. - М.: Пищевая промышленность, 1977.
- 432 с.
. Автоматика, автоматизация и АСУТП:
методические указания/ П.Ф. Богданович, Д.А. Григорьев.
. Русский орфографический словарь
РАН [Электронный ресурс] / Под ред. В.В. Лопатина - Электрон. дан. - М.:
Справочно-информационный интернет-портал "Грамота. Ру", 2014. - Режим
доступа: http://www.slovari.gramota.ru/ свободный.
. Семенов Л.И., Теслер Л.А.
Взрывобезопасность элеваторов, мукомольных и комбикормовых заводов. - М.:
Агропромиздат, 1991. - 367 с.
. Золотарев О.М. Проектирование
мукомольных, крупяных и комбикормовых заводов. - М.: Колос, 1976.
. Банников А.Г., Рустамов А.К.
Охрана природы. М.: Колос, 1977.
. Мерко И.Т. Совершенствование
технологических процессов сортового помола пшеницы. - М.: Колос, 1979.
. Технология муки. Технология крупы:
Учебное пособие/ Егоров Г.А.: М.: КолосС, 2005. - 296 с.