РЕКТИФИКАЦИЯ, ПРОЕКТИРОВАНИЕ, КОЛОННЫЙ АППАРАТ, ТЕПЛООБМЕННЫЙ АППАРАТ,
ТАРЕЛКИ, РЕМОНТ, НАСОС, ДИАГНОСТИКА
Объектом исследования является аппарат колонного типа установки четкой
ректификации ксилолов.
Целью проекта является подбор основного оборудования и расчет аппарата
колонного типа на прочность, определение габаритных размеров и ремонт
оборудования. Эффективное функционирование аппарата зависит от вида
массообменного устройства, его конструктивных особенностей и температурного
режима.
В процессе выполнения
дипломного проекта был проведен тщательный литературный обзор, в ходе которого были
рассмотрены такие вопросы как современные установки фракционирования.
Были проведены механические расчеты колонного и теплообменного аппарата. По расчетным данным
были разработаны чертежи аппарата.
В дипломном проекте приведены меры предосторожности по технике
безопасности и промышленной санитарии. А также рассчитаны затраты на
осуществление проекта.
. Литературный обзор
2. Обоснование выбора темы
3. Технологическая часть
. Механический раздел
. Ремонт и диагностика центробежного насоса
. Экономический раздел
. Безопасность и экологичность проекта
Основными направлениями развития нефтеперерабатывающей отрасли является
повышение эффективности использования нефти, обеспечение дальнейшего углубления
ее переработки, сокращения потерь нефти и нефтепродуктов, и, разумеется,
повышение качества выпускаемых нефтепродуктов.
В настоящее время производство ароматических углеводородов входит в
состав современного нефтеперерабатывающего предприятия. Поэтому актуальным
является вопрос расчета, подбора и содержания технологического оборудования в
рабочем состоянии.
В дипломном проекте рассмотрено технологическое оборудование одной из
установок производства ароматических углеводородов - установки четкой
ректификации ксилолов. Установка чёткой ректификации ксилолов предназначена для
выделения из комбинированного сырья - продуктов платформинга, изомеризации и
трансалкилирования смеси ксилолов ароматических углеводородов С8,
товарного ортоксилола и ароматических углеводородов С9, С10.
В процессе работы решались задачи, связанные с конструированием колонного
аппарата, подбора теплообменного оборудования, ремонтом оборудования,
определением технико - экономических показателей установки и экологичностью и
безопасностью эксплуатации производства.
1. Литературный обзор
Значение производства ароматических углеводородов постоянно
увеличивается, так как применение получаемых на их базе химических продуктов и
синтетических полимеров непрерывно расширяется. Основными ароматическими
углеводородами являются бензол, ксилолы, в том числе изомеры ксилола
(параксилол, ортоксилол, метаксилол), толуол. Конфигурация комплекса
ароматических углеводородов все время видоизменяется. Это зависит от вида
используемого сырья, соотношения спроса на отдельные ароматические углеводороды
и цен на них.
Ароматические углеводороды получаются на нефтеперерабатывающих заводах в
процессе риформинга, направленного специально на увеличение содержания бензола,
толуола и ксилолов в рафинате. Ароматические углеводороды извлекаются из
рафинатов или пироконденсата методами экстракции, экстрактивной дистилляции,
адсорбции. Кроме этого существуют различные методы взаимного превращения
ароматических углеводородов, например, деметилирование толуола в бензол, диспропорционирование
смеси толуола и ксилолов в бензол и изомеры ксилолов, изомеризация ксилолов. В
настоящее время ежегодно выпускаются около 90 миллионов тонн бензола.
Предполагается, что рост спроса на бензол увеличится почти на 4 % в год в связи
с тем, что рынок конечных продуктов, таких как полистирол, поликарбонаты,
фенольные смолы и нейлон, быстро развивается. Спрос на ксилолы зависит от роста
спроса на параксилол, важнейшим по количеству изомером. Ожидается, что
потребность в данном изомере будет расти не более 5 % в год [1].
На основе глубоких знаний в области технологии экстрактивной дистилляции,
немецкая компания "Uhde", в своей превосходно оборудованной лаборатории
разработала наиболее современные схемы технологических процессов по извлечению
из самых разных исходных материалов ароматических углеводородов и других
продуктов таких, как бутен, альфаолефины, изопропилбензол, изопрен и фенолы.
Десятилетиями технологии дистилляции были одной из главных сфер работы
компании "Uhde". Начиная с дистилляции углеводородов С2 и С3 до дистилляции углеводородов
С9 и С10, с дистилляции сырой нефти
до дистилляции чистых компонентов, компания "Uhde" в состоянии
предлагать подходящую технологию фракционирования для всевозможных
углеводородов.
Наш широкий опыт эффективно поддерживается работой нашей лаборатории и
тестированием на пилотных установках. В лаборатории проводится определение
данных по равновесию углеводородов и моделирование данных на стандартных
имитаторах технологических процессов, а эти находки и модели могут быть
апробированы и проверены на пилотных установках.
Опыт компании "Uhde" включает в себя традиционные способы
дистилляции с использованием тарельчатых колонн, а также колонн с
неупорядоченными и упорядоченными насадками.
Если возникает необходимость в разделении более двух фракций с помощью дистилляции
перед инженером всегда стоит вопрос, какая схема технологического процесса
самая эффективная. Схемы с термодинамически полностью сопряженными колоннами
имеют определенные энергетические преимущества над стандартными методами
фракционирования. Последние технологические разработки, однако, заложили основу
подходящих методов расчета и формулирования общих правил термодинамического
моделирования. В результате этого были разработаны средства проектирования,
которые позволяют использовать колонну с разделительной перегородкой и ее
термодинамические преимущества, которые обеспечивают:
Компания "Uhde" успешно внедрила эту технологию в установки по
получению ароматических углеводородов. Две колонны с разделительной
перегородкой промышленного масштаба для производства были только что пущены в
эксплуатацию.
Технология колонны с разделительной перегородкой хорошо зарекомендовала
себя для реконструкции установок, увеличения производительности, повышения
качества и выхода продукции. Перевооружение существующего оборудования может
быть проведено в течение лишь одной недели, т. е. в ходе кратковременной
остановки при низких потерях продукции (рисунок 1.1). За счет этого
перевооружения фирме "Ruhr Öl GmbH" не пришлось устанавливать
вторую колонну для удаления бензола в целях выполнения более строгих норм по
содержанию бензола в автомобильном бензине (рисунок 1.2) [3].
Данная установка предназначена четкой ректификации производства
мономеров. Она состоит из колонны разделения, печей и АВО и теплообменников. Но
смысл данной установки в том в том, что подается в колонну разделения.
Суммарные ксилолы, получаемые на установках каталитического риформинга
лигроиновых фракций, выделяются из катализа риформинга при помощи процесса
Парекс, который разработала американская компания UOP. Абсорбированное
выделение параксилола, изомеризация ксилолов (изомар), трансалкилирование
ароматики (таторей), термодеалкилирование толуола.
С этим процессом хорошо сочетается еще одна технологическая разработка
компании UOP - процесс Изомар, в котором осуществляется изомеризация продуктов
головной колонны процесса Парекс. Сочетание двух этих процессов обеспечивает
высокий выход ортоксилола и параксилола. Это и есть установка фракционирования
ксилолов. Краткая характеристика оборудования представлена в таблице 1.3 [2].
|
Наименование оборудования
(тип, наименование аппарата, назначение)
|
Номер позиции по схеме,
индекс
|
Количество, шт
|
Техническая характеристика
|
|
1. Колонна
фрак-ционирования ксилолов
|
К-1
|
2
|
Габариты: высота - 97100
мм; диаметр - 7050 мм. Число тарелок, шт - 180. Тип тарелок - клапанные.
Расчётное давление, МПа: верх - 0,33; низ - 0,52. Расчётная температура, °С -
229. Среда - ароматические углеводороды С8 - С10.
Объем, м3 - 3582,265.
|
|
2. Колонна выделения
ортоксилола
|
К-2
|
1
|
Габариты: высота - 54950
мм; диаметр - 3700 мм. Число тарелок, шт -100. Тип тарелок - ситчатые.
Расчётное давление, МПа: верх - 0,33; низ - 0,44. Расчётная температура, °С -
271. Среда - ортоксилол, ароматические углеводороды С9,С10.
Объем, м3 - 548,920.
|
|
3. Печь колонны
фракционирования ксилолов
|
П-1
|
2
|
Тип - цилиндрическая,
вертикальная Теплопроизводительность - 41,97 ×106 ккал/ч Зоны печи: радиантная
конвекционная Теплопроиз: 27,25×106
14,72×106 Трубы: гладкие ошипованные
Количество: 144 156 число ходов: 12 12 Размер, мм: 168,3×7,0 168,3×7,0
Ррасч, МПа: 1,62 1,62 Трасч, °С: 427 427 Поверхность труб, м2:
1136,5 2048,8 Материал: угл. сталь угл. сталь Среда: углеводороды
углеводороды
|
|
4. Печь колонны
фракционирования ксилолов
|
П-1
|
2
|
Тип - цилиндрическая,
вертикальная Теплопроизводительность - 41,97×106 ккал/ч Зоны печи: радиантная конвекционная
Теплопроиз: 27,25×106 14,72×106 Трубы: гладкие ошипованные
Количество: 144 156 число ходов: 12 12 Размер, мм: 168,3×7,0 168,3×7,0
Ррасч, МПа 1,62 1,62 Трасч, °С: 427 427 Поверхность труб, м2:
1136,5 2048,8 Материал: угл. сталь угл. сталь Среда: углеводороды
углеводороды
|
|
5. Насос подачи орошения в
колонны Н-1
|
Н-2
|
4
|
Тип - центробежный,
горизонтальный. Марка - 8 HDS 264. Расход, м3/ч - 771. Напор, м
вод. ст. - 162. Давление: на приёме, МПа - не менее 0,01; на выкиде, МПа -не
более1,97. Расчётная температура, °С - 171. Среда - ароматика С8.
Электродвигатель - СЕМ тип МJDR450B3n4 (ADF гр.IIIА). Мощность, кВт - 410.
Напряжение, В - 6000. Количество оборотов, об/мин - 1490.
|
|
6. Насос откачки куба
колонн Н-1
|
Н-5
|
4
|
Тип - центробежный,
горизонтальный. Марка -KSMK 10.14.24Н. Расход, м3/ч - 1291. Напор,
м вод. ст. - 142. Давление: на приёме, МПа - не менее 0,21; на выкиде, МПа
-не более1,08. Расчётная температура, °С - 229. Среда - ортоксилол, ароматика
С9,С10. Электродвигатель - СЕМ тип МJDR450B3n4 (ADF гр.IIIА). Мощность, кВт -
410. Напряжение, В - 6000. Количество оборотов, об/мин - 1490.
|
|
7. Насос подачи сырья на
секцию 700
|
Н-4
|
2
|
Тип - центробежный,
горизонтальный. Марка - DH 360/150. Расход, м3/ч - 172. Напор, м
вод. ст. - 281. Давление: на приёме, МПа - не менее 0,05; на выкиде, МПа - не
более 2,20. Расчётная температура, °С - 177. Среда - ароматика С8.
Электродвигатель - NVTE тип 450S2 (ADF гр.IIIА). Мощность, кВт - 200.
Напряжение, В - 6000. Количество оборотов, об/мин - 2960.
|
Установка "Парекс - Изомар".
Технологическую схему установки можно разделить на три блока, а именно:
подготовка свежего ВСГ (газа - носителя);
собственно "Парекс" с системами стабилизации парафинов и
денормализата;
олеумная очистка нормальных парафинов.
Блок "Парекс", состоящий из трех адсорберов с системами
циркуляции ВСГ, десорбента - аммиака и аппаратами для стабилизации жидких
парафинов и денормализата, имеет главное назначение - производство непрерывной
адсорбции парафинов с последующей десорбцией.
В процессе "Парекс" в качестве десорбента применяется
газообразный аммиак, который легко вытесняет парафины и достаточно легко
десорбируется из цеолита газосырьевой смесью на стадии адсорбции, обеспечивая
тем самым глубокое извлечение парафинов из сырья.
Описание технологической схемы установки "Парекс" Блок очистки
водородсодержащего газа.
Водородсодержащий газ, поступающий на установку "Парекс",
подвергается предварительной очистке с целью снижения содержания в нем
газообразных углеводородов до 2 % .
На установке "Парекс" используется в основном типовое
оборудование, применяемое в нефтепереработке: колонны, теплообменники, водяные
и воздушные холодильники, емкости, насосы.
Содержание этилбензола в сырье, поступающем на установку, может достигать
40 %. Сырьем комбинированной установки "Изомар - Парекс" могут
служить высокоароматизированные риформаты, продукты процессов пиролиза и
ароматизации сжиженных углеводородных газов.
В России с 1983 года в г.Уфе и г.Омске эксплуатируются крупные комплексы
производства ароматических углеводородов из бензиновых фракций, включающие
также установки изомеризации и разделения ксилолов по технологии фирмы
"UOP". Это позволяет дополнительно снижать эксплуатационные расходы
при производстве пароксилолов.
В настоящее время для изомеризации ксилолов предлагаются также платиновые
цеолитсодержащие катализаторы изомеризации ксилолов фирм "Engelhard",
"Süd-Chemie" ("Изоксил") и
"Mobil Oil".
2. Обоснование выбора темы
В связи с сокращением природных запасов углеводородного сырья особая роль
отведена увеличению его глубины переработки. В этой связи актуальность
производства ароматических углеводородов постоянно увеличивается. Основными
ароматическими углеводородами являются бензол, ксилолы, в том числе изомеры
ксилола (параксилол, ортоксилол, метаксилол), толуол. Конфигурация комплекса
ароматических углеводородов все время видоизменяется. Это зависит от вида
используемого сырья, соотношения спроса на отдельные ароматические углеводороды
и цен на них.
На нефтеперерабатывающих заводах одной из технологических установок для
получения ксилолов является установка четкой ректификации ксилолов, основное
оборудование которой:
колонные аппараты;
теплообменные аппараты;
насосное и компрессорное оборудование;
печи;
емкостное оборудование.
От того, насколько правильно будет рассчитано и подобрано
соответствующее оборудование для проведения технологического процесса, зависит
как качество продукта, так и безопасность производства и экология окружающей
среды в целом.
3. Технологическая часть
3.1 Описание технологической схемы
Процесс разделения смесей состоящих из различных по летучести компонентов
основанный на частичном испарении их и массообмене между паровой и жидкой
фазами, называется - процессом ректификации. Процесс проводится в специальных
аппаратах, называемых ректификационными колоннами со ступенями разделения -
тарелками.
В основе процесса ректификации лежит несовпадения состава равновесных
паров и жидкости: в парах концентрируется низкокипящей компонент, в жидкости -
высококипящий. В колонне предусматривается внутренняя циркуляция сырьевых
компонентов между верхом и низом с контактированием встречных потоков на
тарелках.
Циркуляция достигается постановкой внизу колонны кипятильника (печи,
ребойлера), а сверху конденсатора. Работа кипятильника и конденсатора приводит
к тому, что поток пара вверху колонны превышает количество дистиллята. Избыток
пара возвращается в виде конденсата и стекает вниз по тарелкам (жидкое
орошение). Количество жидкости, которое стекает в кипятильник превышает
количество остатка. Избыток жидкости испаряется и идет паровым потоком вверх
колонны (паровое орошение). Действие каждой тарелки сводится к смешению пара и
жидкости с целью теплообмена и массообмена. Это приводит к изменению температур
и состава нового пара и жидкости в нужном направлении: пар становится обогащенным
низкокипящим компонентом, а жидкость высококипящим, температура пара снижается,
а жидкости растет. Одной из основных особенностей ректификации является то, что
с ростом числа тарелок, избыток пара в верхней секции колонны против количества
дистиллята сокращается, как и избыток жидкости в нижней секции против
количества остатка.
Сырьё на установку чёткой ректификации ксилолов поступает в сырьевую
ёмкость из трёх источников питания: продукты изомеризации после очистки глиной,
продукты платформинга после очистки глиной снизу колонны разделения платформата
и продукты трансалкилирования снизу толуольной колонны, секции фракционирования
бензола и толуола (рисунок 3.1).
Для исключения контакта с окружающей средой сырьевая ёмкость находится
под давлением азота не более 0,23 МПа. При достижении максимального 80 % или
минимального 20 % уровней, на мониторе происходит мигание параметра и
включается звуковая технологическая сигнализация. Температура в ёмкости
контролируется прибором. Из ёмкости сырьё (смесь ароматических углеводородов)
насосом Н-1 подаётся в две параллельно работающие колонны К-1 на 53-ю или 61-ю
тарелку в зависимости от его фракционного состава. Расход сырья (49 - 117 м3/ч
по каждой из колонн) регулируется при помощи приборов. В колоннах К-1, снабженных
180-тью тарелками клапанного типа, происходит разделение ароматических
углеводородов на смесь этилбензола и ксилолов (головной погон) и смесь
ортоксилола и ароматических углеводородов С9, С10.
Верхний продукт (головной погон) с температурой не выше 155 °С, выводится
из колонн К-1, проходя трубчатые теплообменники и охлаждается до температуры не
выше 140 °С поступая в
ёмкость орошения Е-1.
При максимальном значении давления в колоннах 0,065 МПа срабатывает
световая и звуковая сигнализации, а при достижении давления 0,18 МПа -
блокировка и закрываются клапаны - отсекатели на линиях топливного газа к
основным горелкам печей, на линиях подачи и возврата жидкого топлива к
форсункам печей П-1.
Из ёмкостей орошения Е-1, насосами Н-2 , головной погон с расходом 120 ÷
570 м3/ч
подаётся в качестве орошения на первые тарелки колонн К-1.
Балансовый избыток головного погона из ёмкостей Е-1, Н-2 подаётся в
сырьевую ёмкость. Расход балансового избытка регулируется приборами по
показаниям (содержание параксилола, метаксилола и нафтенов - парафинов)
автоматических анализаторов, анализирующих состав потока на 130-х тарелках
колонн К-1. Точки отбора анализов состава потока выбраны с учетом большой
инерционности колонн К-1.
Рисунок 3.1 - Принципиальная схема секции фракционироания
Именно при возрастании содержания параксилола и метаксилола на 130-ых
тарелках, необходимо уменьшить расход орошения в колонны К-1 и увеличить
задание на откачку балансового избытка головного погона в ёмкость. Продукт низа
колонн К-1 (смесь ортоксилола и ароматических углеводородов С9,С10)
с температурой не выше 210 °С насосами подается в печи П-1, балансовый избыток
- на загрузку колонны выделения ортоксилола. В печи П-1 продукт низа колонн
подается 12-ю потоками, где нагревается до температуры не выше 213 °С на выходе
из печей и подается в виде "горячей струи" под 180-ю тарелку колонн
К-1. Постоянство подвода тепла к низам колонн К-1 поддерживается по косвенному
показателю - перепаду давления на диафрагме, и температуры установленных на
линиях вывода "горячей струи" из печей П-1соответственно.
Расход продукта низа колонн К-1 не менее 43 м3/ч по каждому из
12-и потоков в печи П-1 регулируется приборами, клапаны которых установлены на
каждом из 12-ти потоков перед подачей в печи. При минимальном расходе 43 м3/ч
по каждому из потоков срабатывает световая и звуковая сигнализации, а при
расходе 25 м3/ч по первому и двенадцатому потокам одновременно -
блокировка, при которой закрываются клапаны - отсекатели на линиях топливного
газа к основным горелкам печей, на линиях подачи и возврата жидкого топлива к
горелкам печей П-1.
Проектом предусмотрена работа печей П-1 на газообразном, жидком и
комбинированном топливах. Давление газообразного топлива (топливный газ) перед
основными горелками регулируется приборами. При достижении давления топливного
газа 0,07 МПа, к пилотным горелкам срабатывает световая и звуковая
сигнализации, а при давлении 0,035 МПа - блокировка и происходит закрытие
клапанов - отсекателей. Давление жидкого топлива к горелкам печей не более 0,8
МПа регулируется приборами, клапаны которых установлены на линиях подачи
жидкого топлива к горелкам печей. Избыток жидкого топлива выводится в общую
систему комплекса по производству ароматических углеводородов. Для распыления
жидкого топлива и полноты его сгорания, в печи П-1 подаётся пар среднего
давления (пар распыления). Перепад давления пара распыления - жидкое топливо не
менее 0,2 МПа регулируется приборами, клапаны которых установлены на линиях
подачи пара распыления. Давление пара распыления контролируется приборами при
понижении которого ниже 0,53 МПа срабатывает световая и звуковая сигнализации,
а при давлении 0,2 МПа - блокировка, при которой закрываются клапаны -
отсекатели на линиях подачи и возврата жидкого топлива к горелкам печей П-1.
Температура уходящих дымовых газов из печей П-1 на выходе из камер
радиаций не выше 846 °С, из камер конвекций не выше 420 °С. Содержание
кислорода (О2) и моноокисида углерода (СО) в дымовых газах на выходе из камеры конвекции
определяется с помощью анализаторов для печи П-1.Балансовый избыток продукта
низа колонн К-1 с расходом не более 40 м3/ч по каждой из подается на
47-ю или 55-ю тарелки колонны параллельно работающей колонны с коррекцией по
уровням колонн К-1.
Основными факторами, влияющими на показатели процесса установки
фракционирования ксилолов, является температура колонны, расход орошения,
давление [3].
Температура.
При прочих равных условиях, заданных составах дистиллята и остатка,
давление в колонне и других - подвод тепла в колонну минимален, случае подачи
жидкой исходной смеси, предварительно нагретой до температуры кипения на
питающей тарелки. Известна следующая закономерность процесса ректификации: по
мере снижения температуры ввода сырья увеличивается теплоподвод в нижнюю часть
колонны; в тоже время уменьшается флегмовое число, то есть сокращается тепло,
вводимое в колонну исходной смесью и через кипятильник. Этой закономерностью
можно объяснить выгодность использование колонн с двумя-тремя вводами исходной
смеси одного и того же состава на различные тарелки. При вводе верхнего потока
сырья с более низкой температурой облегчается состав и уменьшается количество
паров, поступающих в укрепляющую секцию колонны, в связи с чем сокращается
расход орошения. Относительно горячий нижний поток сырья приводит к более
полному извлечению низкокипящих компонентов из жидкости, стекающей с нижних
тарелок и к уменьшению расхода тепла в кипятильнике. Температурный режим
колонны ректификации является основным фактором, влияющим на показатели
процесса. Температурный режим подбирают в зависимости от качества сырья и
качества верхних и нижних продуктов. В оптимальном варианте температурный режим
устанавливается на уровне, обеспечивающим хорошую сепарацию и экономичную
работу колонны.
Расход орошения.
Подача тепла и количество орошения (рефлюкса) являются наиболее важными
переменными при перегонке. По мере уменьшения количества рефлюкса, чистота
верхнего и нижнего продукта снижается, так как падает степень ректификации на
каждой тарелке. С увеличением тепла и рефлюкса улучшается качество верхнего и
нижнего продукта. Однако увеличению подачи рефлюкса и тепла в колонну
существует предел, при котором колонна "захлебывается", то есть
большой объем выходящей паровой фазы препятствует стеканию флегмы по тарелкам
колонны. В этот момент вырастает перепад давления по колонне и ухудшается
качество верхнего и нижнего продукта колонны.
Давление.
При перегонке, давление в колонне не является рабочей переменной. Однако
это не означает, что степень ректификации не меняется с изменением давления.
Выбор давления в колонне прежде всего предопределяется температурным режимом
перегонки. Повышение давления чаще всего ухудшает условия ректификации,
возрастает необходимое число тарелок и кратность орошения. Наиболее четкая
ректификация происходит при пониженном давлении. Ёмкость Е-1 находятся под
азотной подушкой для исключения контакта с окружающей средой (попадания
воздуха). Поэтому подача азота в ёмкости должна быть постоянной с продувкой на
факел.
Наиболее эффективная работа колонн К-1 достигается правильной работой
хроматографов, которые анализируют состав потока на 130-ой тарелке каждой
колонны. Содержание пара и метаксилола на 130-ой тарелке изменяется раньше, чем
в нижнем продукте колонны, что позволяет своевременно принять меры для
корректировки. Примерные показания хроматографов таковы:
метаксилол - до 45 % шкалы прибора (вся шкала 5 % массового содержания в
анализируемой пробе);
параксилол - до 40 % шкалы прибора (вся шкала 1 % массового содержания в
анализируемой пробе).
3.2 Подбор основного оборудования к технологической схеме
Основным оборудованием блока выделения ароматики С8 является:
ректификационная колонна К-1, оснащенная 180-ю клапанными тарелками и
имеющая высоту 97100 мм, диаметр - 7050 мм;
теплообменник горизонтальный Т-1, с неподвижной трубной решеткой
диаметром 1200 мм;
емкость для орошения Е-1;
печь П-1 для поддержания теплового баланса;
насос Н-1 для подачи сырья в колонну;
насос Н-2 для подачи углеводородов в качестве орошения на первую тарелку;
насос Н-3 для подачи продукта низа колонны в печь;
насос Н-4 для подачи "горячей струи" в качестве теплового
баланса.
4. Механический раздел
4.1 Определение диаметра колонного аппарата
Диаметр ректификационной колонны зависит от физических свойств
разгоняемых жидкостей, производительности колонны по пару, четкости
ректификации, конструкции устройств, обеспечивающих массообмен.
Выполним проверочный расчет диаметра колонного аппарата.
Рассчитали ректификационную колонну с
колпачковыми тарелками при следующих исходных данных: нагрузка по пару: Gп = 220000 кг/ч; нагрузка по жидкости: Gж = 880000 кг/ч; плотность паров: ρп = 25 кг/м; плотность жидкости:
ρж =880 кг/м.
В качестве сырья ортоксилол от 110 до 120 оС, в качестве
орошения - параксилол от 220 до 230 оС.
Предварительно принимаем расстояние между
тарелкам Hт = 0,5м и коэффициент спениваемости φ = 0,9.
Рассчитаем величину комплекса по формуле
 , (4.1)
, (4.1)
гдеGж - расход жидкой фазы, кг/ч;
Gп - расход орошения, кг/ч;
ρж - плотность жидкой фазы, кг/м3;
ρп - плотность орошения, кг/м3.
Подставив исходные данные в формулу, получим
 .
.
Скорость пара в рабочем сечении колонны
рассчитаем по формуле
 , (4.2)
, (4.2)
гдеС - коэффициент, зависящий от величины комплекса и высоты
теоретической ступени, С = 0,07.
Подставив исходные данные в формулу, получим
 м/с.
м/с.
Объемный расход пара в колонне рассчитаем по
формуле
 . (4.3)
. (4.3)
Подставив исходные данные в формулу, получим
 м3/с.
м3/с.
Рабочую площадь тарелки найдем по формуле
 (4.4)
(4.4)
Подставив исходные данные в формулу, получим
 м2.
м2.
По данным таблицы 4 [4], полученной расчетным путем величине рабочей
площади тарелки соответствует значение внутреннего диаметра колонного аппарата
равного 7000 мм согласно ГОСТ 9617-76.
.2 Подбор массообменных устройств
В данном колонном аппарате в качестве
массообменных устройств используются клапанные однопоточные тарелки.
Клапанные тарелки применяют в аппаратах с целью увеличения
диапазона нагрузок по газу. Принцип работы таких тарелок основан на том, что
отверстия, через которые проходит газ, перекрыты клапанами, степень открытия
которых зависит от нагрузки по газу.
Клапанные тарелки - это тарелки с переменным проходным сечением газа или
пара, которое изменяется с изменением нагрузки колонны по газу (пару). Клапаны
представляют собой крышки той или иной конструкции, прикрывающие отверстия на
тарелке под действием собственной массы и давления слоя жидкости. При малых
нагрузках по газу клапан открывается незначительно и сечение для прохода газа
также мало. По мере увеличения нагрузки клапан открывается сильнее, увеличивая
свободное сечение для прохода газа (рисунок 4.1). Таким образом, скорость газа
при различных нагрузках остается одинаковой, что обеспечивает устойчивую работу
тарелки в широком диапазоне нагрузок без провала жидкости. Уровень жидкости на
тарелке определяется высотой сливного порога над ней. Конструктивные
особенности клапанных тарелок (рисунок 4.2) позволяют сохранять высокую
интенсивность массопередачи почти во всем допустимом интервале изменения нагрузок
колонны при приблизительной стабильности сопротивления тарелок.
Расстояние между клапанными тарелками в колонне устанавливается 0,4; 0,5;
0,6; 0,8; 1,0 и 1,2 м. Шаг расположения клапанов на секциях - 50 мм. Площадь
свободного сечения клапанных тарелок составляет от 8 до 15 % общей площади
сечения колонны. Наиболее устойчивые в работе балластные клапаны, в которых
легкий клапан помещен внутри более тяжелой балластной детали так, что при
небольшие расходах газа поднимается лишь один легкий клапан, а при больших -
вместе с балластной деталью.
Рисунок 4.1 - Конструкция тарелки с двумя зонами контакта фаз
Диаметр круглых отверстий в клапанных тарелках обычно равен 40 мм;
диаметр клапана - 50 мм, толщина - 2 мм, масса - 30 г. В колоннах, работающих
под атмосферным давлением, расстояние между центрами клапанов в 2 раза больше
их диаметра, при избыточном рабочем давлении - в 3 - 4 раза.
Клапанные прямоточные тарелки типа ТКП применяют при атмосферном или
повышенном давлении, изменяющихся нагрузках по пару (газу) и жидкости, а также
при повышенных требованиях к качеству и четкости разделения смеси.
Преимуществами клапанных тарелок являются высокие относительные скорости
газа (пара) и жидкости, обусловливающие высокую интенсивность массообмена,
низкий перепад давлений на сухой тарелке, устойчивость рабочего режима в
широком интервале изменения нагрузок по газу (пару). Отношение максимальной
нагрузки к минимальной достигает 4 : 5. Промышленность выпускает клапанные
тарелки размером от 1 до 7 м.
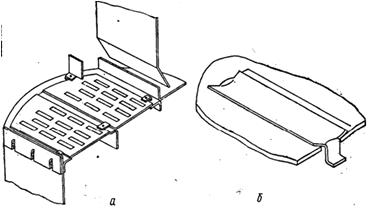
Рисунок 4.2 - Конструкция клапанной тарелки (а) и клапана (б)
.3 Выбор конструкционных материалов и типа основных элементов колонного
аппарата
От правильного выбора конструкционных материалов зависит долговечность и
безопасность эксплуатации аппаратов и машин.
Выбор материала корпуса:
среда - ароматические углеводороды;
рабочее внутреннее избыточное давление Рраб = 0,3 МПа;
Так как среда малокоррозионная, в качестве материала корпуса выбираем
сталь 08Х13 - высоколегированная коррозионностойкая и жаростойкая сталь
ферритного класса. Эта сталь обладает высокой стойкостью от разъедания кислот,
щелочей, растворителей, обладает низкой стоимостью в отличие от других
высоколегированных сталей [5].
Выбор материала опоры:
среда - воздух;
высота Н = 7000 мм.
В качестве материала опорной обечайки выбираем сталь Ст3 - менее
дорогостоящую по сравнению с материалом корпуса.
Результаты выбора конструкционного материала элементов
корпуса и опоры представлены в таблице 4.1.
Таблица 4.1 - Результаты выбора конструкционного материала элементов
корпуса и опоры
|
Корпус колонного аппарата
|
Опорная обечайка
|
|
Название среды в аппарате
|
Ароматические углеводороды
|
|
|
|
Воздействие среды
|
агрессивное
|
Воздействие среды
|
неагрессивное
|
|
Температура среды
(рабочая), 0С
|
tраб =150
|
Температура среды, 0С
|
tраб =20
|
|
Температура наиболее
холодной пятидневки, 0С
|
tх.п.=-37
|
Наличие переходного участка
в опоре
|
да
|
|
Давление рабочее, МПа
|
Рраб =0,3
|
Материал переходного
участка
|
09Г2С
|
|
Материал
|
08Х13
|
Материал опорной обечайки
|
Ст3
|
Обоснование выбора типа цилиндрической обечайки и выбора базового
диаметра.
В зависимости от диаметра корпус колонного аппарата:
может состоять из отдельных цилиндрических царг, соединенных между собой
на фланцах - царговые: диаметром до 800 мм, под давлением до 1,6 МПа;
может быть цельносварным - диаметром 1000 - 7000 мм и более под давлением
до 16 МПа, при атмосферном давлении или под вакуумом с остаточным давлением не
ниже 665 Па. Так как диаметр аппарата более 800 мм, а давление не превышает 16
МПа, то корпус аппарата выбирается цельносварного типа из листового проката, за
базовый принимается внутренний диаметр из нестандартного ряда, равный 7500 мм.
Обоснование выбора типа и высоты опорной обечайки.
Колонные вертикальные аппараты могут устанавливаться на лапах, стойках и
так называемых юбочных опорах - цилиндрических или конических.
Аппараты изготавливают на опорах - лапах для установки на перекрытиях в
помещении. Высота расположения опор - лап для насадочных и тарельчатых колонных
аппаратов определяется заказчиком.
Высоту обечайки опоры выбирают с учетом требований технологии (например,
необходимой высоты столба жидкости в приемном трубопроводе откачивающего
насоса) и условий эксплуатации.
Колонные аппараты диаметром 400, 600, 800 мм рекомендуется устанавливать
на цилиндрические опоры высотой 1100 мм, диаметром 1000 - 3600 мм - на
цилиндрические или конические опоры высотой 2000 - 3000 мм, если высота
аппарата не превышает Нmax (максимальную высоту), указанную в таблице 4.2.
Таблица 4.2 - Максимальная высота колонных аппаратов
|
Диаметр D,
мм
|
400-800
|
1000
|
1200-2200
|
2400-3600
|
|
Высота, макс.,м
|
20
|
23
|
30
|
50
|
Так как диаметр не попадает в диапазон указанный в таблице 4.2 - 7000 мм,
высота колонны превышает максимально допустимое значение, с учетом выбора
достаточно прочного конструкционного материала используя иные справочники,
можно принять цилиндрическую опору высотой 7000 мм [6].
Обоснование выбора типа днищ.
Днища, как и обечайки, являются одним из основных элементов оборудования
нефтегазовой отрасли. Цилиндрические цельносварные и царговые обечайки как
горизонтальных, так и вертикальных аппаратов с обеих сторон ограничиваются
днищами.
Днища бывают эллиптическими, полусферическими, в виде сферического
сегмента, коническими и цилиндрическими отбортованными и не отбортованными, а
также плоскими.
Полусферические днища рисунок, целесообразно применять в крупногабаритных
аппаратах, подведомственных Ростехнадзору, диаметром более 4 м. Стальные
полусферические днища изготавливают диаметром от 3,6 м до 12 м при толщине
стенок 10 - 36 мм.
Сферические не отбортованные днища (в виде сферического сегмента)
применяют главным образом в аппаратах, работающих под наливом, а также в виде
составных частей отъемных крышек аппаратов, работающих под избыточным давлением
до 1,6 МПа.
Так как диаметр колонного аппарата достигает 7000 мм, то остановим свой
выбор на сферическом днище диметром 7050 мм и высотой 3525 мм.
4.4 Определение допускаемых напряжений материала корпуса и опорной
обечайки для рабочих условий и условий испытаний
Расчет производится для двух условий: рабочих и условий испытаний на
основании ГОСТ Р 52857.1 - 2007, ГОСТ Р 52857.2 - 2007.
Найдем допускаемые напряжения материала корпуса:
для рабочих условий

= 153,3 МПа. (4.4)
для условий испытаний
 =
=  МПа. (4.5)
МПа. (4.5)
Найдем допускаемые напряжения материала опорной обечайки:
для рабочих условий
 МПа. (4.6)
МПа. (4.6)
для условий испытаний
 МПа. (4.7)
МПа. (4.7)
При расчете колонного аппарата устанавливаются следующие расчетные
сечения представленные на рисунке 4.3:
для аппаратов постоянного сечения - (по диаметру и толщине стенки) -
сечения Г - Г - поперечное сечение корпуса и опорной обечайки в месте их
присоединения друг к другу;
Д - Д - поперечное сечение опорной обечайки в местах расположения
отверстий (в дипломном проекте в качестве данного сечения выбираем сечение
приблизительно на половине высоты опорной обечайки, где расположен лаз);
Е - Е - поперечное сечение опорной обечайки в месте присоединения нижнего
опорного кольца (в дипломном проекте принимаем, что нижнее опорное кольцо
присоединяется к фундаменту, который находится на одном уровне с землей).
Расстояние от земли до сечения Д - Д составляет 3600 мм, до сечения Г - Г -
7000 мм, а до сечения Е - Е принимаем равным 0.
Рисунок 4.3 - Расчетные сечения
Проверка прочности стенки корпуса аппарата.
Проверку прочности в соответствии со стандартом
следует проводить для рабочего условия  и условия монтажа
и условия монтажа в следующих расчетных сечениях:
в следующих расчетных сечениях:
в поперечном сечении, где корпус присоединяется к
опорной.
Продольные (меридиональные) напряжения возникают от всех трех нагрузок Ррас,
F и Мυ и определяются на наветренной  и подветренной
и подветренной  сторонах соответственно по следующим
формулам
сторонах соответственно по следующим
формулам
 , (4.7)
, (4.7)
 . (4.8)
. (4.8)
Кольцевые (тангенциальные) напряжения  возникают только от внутреннего
(наружного) давления и рассчитываются по формуле
возникают только от внутреннего
(наружного) давления и рассчитываются по формуле
 , (4.9)
, (4.9)
где Di - внутренний диаметр колонны в
соответствующем расчетном сечении, мм;
Si - исполнительная толщина стенки колонны в соответствующем расчетном
сечении, мм;
С - сумма всех прибавок к расчетной толщине стенки, мм.
В формулы (4.7 - 4.13):
при подставляются Р=Р1, М=М1, F=F1;
при подставляются Р3=0, М=М3, F=F3.
Рассчитываются эквивалентные напряжения на наветренной  и подветренной
и подветренной  сторонах для и по формулам
сторонах для и по формулам
 (4.10)
(4.10)
 (4.11)
(4.11)
Производится проверка прочности:
на наветренной стороне по формуле
 (4.12)
(4.12)
на подветренной стороне по формуле
 (4.13)
(4.13)
где [σ] - допускаемое напряжение для материала корпуса аппарата при
расчетной температуре, МПа;
φ - коэффициент прочности сварного шва.
В случаях, когда  или сжимающие напряжения, значение φ
в формулах 4.12 и 4.12
принимают φ =1,0.
или сжимающие напряжения, значение φ
в формулах 4.12 и 4.12
принимают φ =1,0.
Если условия (4.12) и (4.13) не выполняются, то необходимо увеличить
толщину стенки корпуса и повторить расчет.
Для рабочих условий напряжения, рассчитываемые по формулам (4.7), (4.8),
(4.19), будут иметь следующие значения

 .
.
 МПа,
МПа,
 МПа
МПа
Проверка прочности


Таким образом, условия прочности для рабочих условий на наветренной и
подветренной сторонах выполняются.
Для условий монтажа напряжения, рассчитываемые по формулам



 .
.
Проверка прочности


Таким образом, условия прочности для условий монтажа на наветренной и
подветренной сторонах выполняются.
Результаты проверки прочности стенки корпуса.
Результаты проверки прочности стенки корпуса колонного
аппарата в сечении Г-Г представлены в таблице 4.3.
Таблица 4.3 - Результаты проверки прочности стенки
корпуса колонного аппарата
|
Параметр
|
Рабочее условие (υ = 1)
|
Условие монтажа (υ = 3)
|
|
Расчетное сечение
|
Г - Г
|
Г - Г
|
|
Расчетное давление, МПа
|
Р tрас =0
|
Р tрас =0
|
|
Расчетный изгибающий
момент, Н мм
|
М1 =27030457
|
M3 =279955,2194
|
|
Осевая сжимающая сила, Н
|
F1=2168802
|
F3=101680,9
|
|
Исполнительная толщина
стенки корпуса, Sгост ,
мм
|
Sгост =
24
|
Sгост = 8
|
|
Допускаемое напряжение
материала корпуса,МПа
|
[ ]t кор
= 171 ]t кор
= 171
|
 = 250 = 250
|
|
Допускаемое напряжение для
материала опоры, МПа
|
[]t оп= 196
|
 = 250 = 250
Для аппаратов, работающих под внутренним избыточным давлением, и
аппаратов, работающие без давления проверку устойчивости для рабочих условий и
условий испытаний следует проводить по формуле
 , (4.14) , (4.14)
где [F] - допускаемое осевое сжимающее
усилие, соответственно, для рабочих условий или условий испытаний Н;
[M] - допускаемый изгибающий момент,
Н·мм, соответственно, для рабочих условий или условий испытаний;
F -
осевое сжимающие усилие, Н, соответственно, для рабочих условий или условий
испытаний;
M -
расчетный изгибающий момент в сечении Г - Г, Н·мм, соответственно, для рабочих
условий или условий испытаний.
.5 Определение расчетной толщины стенки цилиндрической обечайки и днищ
Расчет толщины стенки корпуса заключается в определении расчетных толщин
стенок цилиндрической обечайки и днищ, нахождении суммы прибавок к расчетной
толщине, округлении полученных величин до стандартных значений по ГОСТу и
проверке условия применимости формул для расчета тонкостенных оболочек.
Определение толщины стенки цилиндрической обечайки в общем случае
производится для рабочих условий и условий испытания по формуле
  19,98мм, (4.15) 19,98мм, (4.15)
где DB - внутренний диаметр цилиндрической
обечайки, м;
 - коэффициент прочности сварного шва. - коэффициент прочности сварного шва.
Определение толщины стенки днищ аппарата, соответствующей рабочим условиям
и условиям испытаний, производится по формуле (4.16)
  =19,94 мм, (4.16) =19,94 мм, (4.16)
где R - расчетный радиус днища, м.
Величина прибавки С для различных элементов корпуса определяется по
формуле (4.17)
 =2+0,238+0=2,238мм, (4.17) =2+0,238+0=2,238мм, (4.17)
где С1 - прибавка для компенсации коррозии и
эрозии, мм;
С2 - прибавка для компенсации минусового допуска, мм;
С3 - прибавка технологическая, мм.
Исходные данные для расчета суммы прибавок представлены в таблице 4.4.
Таблица 4.4 - Значения прибавок к расчетной толщине
|
Наименование параметра
|
Значение
|
|
Цилиндрическая обечайка
|
Днище
|
|
Прибавка для компенсации
коррозии и эрозии, мм (при отсутствии данных С1 может приниматься
равной 2 мм)
|
С1 =2
|
С1 =2
|
|
Прибавка для компенсации
минусового допуска, мм
|
С2 =0,8
|
С2 =0,8
|
|
Прибавка технологическая,
мм
|
С3 = 0 (в
курсовом проекте для цилиндрической обечайки принимаем С3 =0)
|
С3 = 1,44 (для
эллиптического и полусферического днищ, изготавливаемых штамповкой, С3 принимаем
равной 15 % от Sднр)
|
|
Сумма прибавок С2 и
С3 (прибавки учитываются в тех случаях, когда их суммарное
значение превышает 5 % расчетной толщины Sцр или Sднр)
|
С2 + С3
=0,8 (<или >5 % расчетной толщины Sцр )
|
С2 + С3 =2,24
(<или >5 % расчетной толщины Sднр)
|
|
Сумма прибавок к расчетной
толщине стенки, мм
|
Сц=С1+С2
+С3=2+0,8+0=2,8
|
Сдн=С1+С2+С3=
2+0,8+1,44=4,24
|
При отсутствии данных о проницаемости рекомендуется принимать С1=2мм.
Технологическая прибавка С3 предусматривает компенсацию утонения
стенки элемента сосуда или аппарата при технологических операциях. Учитывая,
что утонение нежелательно и обычно оно не превышает 15 % от Sрас, прибавку С3 можно
принимать равной нулю. Величину прибавки на минусовой допуск по толщине листа С2
и зависимости от толщины листа и марки стали принимаем равной 19,98 мм [7].
Исполнительная толщина стенки цилиндрической обечайки Sцисп и днищ Sднисп корпуса аппарата рассчитывается соответственно по формулам (4.17) и
(4.18)
Sцисп=SцR+Сц=19,98+2,4=22,38 мм; ( 4.17)
Sднисп=SднR+Сдн=19,94+2,4=22,34 мм. (4.18)
Sисп
округляется до
ближайшего большого значения по ГОСТу - SГОСТ .
Sцгост = 24 мм;
Sдн гост = 24 мм.
Исполнительная толщина стенки цилиндрической обечайки Sц и днища Sдн
представлен в
таблице 4.5.
Таблица 4.5 - Исполнительная толщина стенки цилиндрической обечайки и
днища
|
Наименование параметра
|
Значение
|
|
Исполнительная толщина
цилиндрической обечайки, мм
|
Sцгост
=24
|
|
Исполнительная толщина
эллиптического днища, мм
|
Sднгост =24
|
Проверка прочности.
Определяется допускаемое внутреннее избыточное давление для рабочих
условий  и условий испытаний и условий испытаний  : :
-для цилиндрической оболочки
 ,( 4.19) ,( 4.19)
 (4.20 (4.20
для днищ
 , (4.21) , (4.21)
 .(4.22) .(4.22)
4.6 Подбор теплообменного аппарата
Обоснование и выбор исходных данных для расчёта теплообменного аппарата.
Основные параметры:
среда в трубном пространстве - конденсированный газ ортоксилол;
температура в трубном пространстве:
а) на входе t1н = 150 °С;
б) на выходе t1к = 140 °С.
среда в межтрубном пространстве - газообразный этилбензол;
расход, G2 = 66,9 кг/с;
температура в межтрубном пространстве:
а) на входе t2н = 120 °С;
б) на выходе t2к = 130 °С.
Так, как оба вещества имеют почти газообразное состояние, вязкость их
мала, то в трубном и межтрубном пространстве будет турбулентный режим.
Определение поверхности нагрева и предварительный выбор типа
теплообменного аппарата по каталогу.
Данный теплообменный аппарат является по своему назначению холодильником,
конденсируя газы, выходящие с колонны разделения К-1 в специальную емкость Е-1.
Охлаждение сырья производится газом этилбензолом. Основные физико-химические
характеристики сред представлены в таблице 4.6.
Таблица 4.6 - Физико-химические характеристики сред
|
Параметр
|
Ортоксилол
|
Этилбензол
|
|
Плотность, ρ кг/м3.
|
652,92
|
680,29
|
|
Вязкость динамическая, μ Па·с.
|
0,122·10-3
|
0,128·10-3
|
|
Вязкость кинематическая, ν м2/с.
|
3,188·10-6
|
0,191·10-3
|
|
Удельная теплоемкость, Ср
Дж/(кг·К).
|
2212,79
|
2120,94
|
|
Коэффициент
теплопроводности, λ
Вт/(м·К).
|
0,079
|
0,082
|
|
Теплота конденсации
водяного пара,  кДж/кг кДж/кг
|
1928,9
|
1846,71
|
Составим уравнение теплового баланса.
Количество теплоты выделенное горячим теплоносителем, должно быть равно
количеству теплоты полученному холодным теплоносителем.
= Qс = Qв.п., (4.23)
где Qс - количество тепла, получаемое в теплообменнике от
водяного пара, Вт;в.п - количество тепла, передаваемое в
теплообменнике от водяного пара, Вт;
Q -
общее количество тепла, Вт.
Но так как мы не можем получить идеальную систему без потерь, как
тепловых (расход тепла в атмосферу), так и утечек, то величины тепловых потоков
различаются на значение коэффициента полезного действия (КПД), его принимают
равным η
= 0,95.
 , (4.24) , (4.24)
где  - массовый расход сырья, кг/с; - массовый расход сырья, кг/с;
 - теплоёмкость сырья, Дж/кг·К; - теплоёмкость сырья, Дж/кг·К;
 - температура входа сырья, °С; - температура входа сырья, °С;
 - температура выхода сырья, °С; - температура выхода сырья, °С;
 - массовый расход ортоксилола, кг/с; - массовый расход ортоксилола, кг/с;
Подставив исходные данные, в формулу (4.24) получим
 . .
Количество передаваемого тепла
 Вт; Вт;
 . .
Ориентировочная поверхность теплообмена аппарата определяется по формуле
 , (4.25) , (4.25)
где Кор- ориентировочный коэффициент теплопередачи, Вт/(м2·К);
Δtср- средняя разность температур между потоками, ºС.
Средняя разность температур между потоками вычисляется по формуле
 , (4.26) , (4.26)
 , (4.27) , (4.27)
где  , (4.28) , (4.28)
 . (4.29) . (4.29)
Подставив данные в формулы (4.26) - (4.29), получим
 ºС; ºС;
 ºС; ºС;
 ºС; ºС;
 ºС; ºС;
 ºС. ºС.
Для предварительного выбора теплообменного аппарата принимаем из таблицы
К = 50 Вт/м2∙К, как при передаче тепла от конденсирующихся
паров к жидкости.
Подставив данные в формулу (4.25), получим
 м2. м2.
Произведем подбор по каталогу [8] всех типов теплообменных аппаратов,
которые могут быть применены при заданной поверхности теплообмена.
Выбираем 2 теплообменных аппарат типа ТН, исходя из поверхности
теплообмена равной F=1419,6/2=765 м2,
давление Ру =1,6 МПа. Основные характеристики теплообменника
представлены в таблице 4.7.
Таблица 4.7 - Основные характеристики теплообменника
|
Условное обозначение
аппарата
|
Диаметр кожуха внутренний,
мм
|
Давление в кожухе, Ру, МПа
|
Число ходов по трубам
|
Наружный диаметр труб, мм
|
Поверхность теплообмена, м25%
при длине прямого участка труб, 6000мм
|
Площадь проходного сечения
одного хода по трубам м25%
|
|
|
|
|
|
|
|
|
ТНГ
|
1200
|
1,6
|
2
|
21
|
765
|
0,0260
|
условное обозначение: теплообменник 1200 ТНГ - 1,6 - М1/25Г -
6 - 2 - У - И по ТУ 26-02-1090-88.
Уточненный расчет поверхности теплообменного аппарата и окончательный
выбор типа теплообменного аппарата.
Поверхность теплообменного аппарата вычисляется по формуле
 , (4.30) , (4.30)
где Кут - уточненный коэффициент теплопередачи, который
вычисляется по формуле
 , (4.31) , (4.31)
где α1
и α2 - коэффициенты теплоотдачи на
внутренней и наружной поверхностях трубок;
Sст и λст - толщина стенки и теплопроводность
материала. В расчетах принимаем Sст
/ λст = 0.
Коэффициенты α1 и α2 в большой степени зависят от гидродинамических
параметров потока на поверхностях теплообмена (в основном от скорости).
Произведем уточненный расчет поверхности теплообмена по уточненной
теплоотдаче в трубном пространстве [9].
Рассчитаем линейные скорости движения потоков по формулам
 ,(4.32) ,(4.32)
где Gтр- расход ортоксилола, кг/с;
ρтр- плотность ортоксилола, кг/ м3;
Подставив данные, получим
 м/с; м/с;
 м/с. м/с.
Режим потока устанавливается в зависимости безразмерного критерия
Рейнольдса, который определяется по формуле
 , (4.33) , (4.33)
где  - линейная скорость движения потока по трубам, м/с; - линейная скорость движения потока по трубам, м/с;
 - площадь проходного сечения одного хода по трубам м2; - площадь проходного сечения одного хода по трубам м2;
 - плотность продукта, движущегося по трубам, кг/м3; - плотность продукта, движущегося по трубам, кг/м3;
 - динамическая вязкость продукта, движущегося по трубам, Па∙с. - динамическая вязкость продукта, движущегося по трубам, Па∙с.
Подставив указанные данные в формулу (4.34), получим
 . .
Так как критерий Рейнольдса  > 104, следовательно
режим движения - турбулентный. > 104, следовательно
режим движения - турбулентный.
Для турбулентного режима движения рекомендуется следующая зависимость
 ,(4.35) ,(4.35)
где  - критерий Нуссельта, - критерий Нуссельта,
Pr -
критерий Прандтля.
Критерий Прандтля определяется по формуле
 , (4.36) , (4.36)
где  - теплоёмкость продукта, движущегося по трубам, Дж/кг∙К; - теплоёмкость продукта, движущегося по трубам, Дж/кг∙К;
 - динамическая вязкость продукта, движущегося по трубам, Па∙с; - динамическая вязкость продукта, движущегося по трубам, Па∙с;
 - теплопроводность продукта, движущегося по трубам, Вт/м∙К. - теплопроводность продукта, движущегося по трубам, Вт/м∙К.
Коэффициент теплопередачи от внутренней поверхности трубок определим по
формуле
 , (4.37) , (4.37)
где 1-
критерий Нуссельта;
- теплопроводность продукта, движущегося по трубам, Вт/м∙К;
 - внутренний диаметр труб, м. - внутренний диаметр труб, м.
Подставив необходимые данные в формулы (4.35) - (4.37), получим
 ; ;
 ; ;
 . .
Произведем уточненный расчет поверхности теплообмена по уточненной
теплоотдаче в межтрубном пространстве.
Рассчитаем линейные скорости движения потоков по формуле
 , (4.38) , (4.38)
 .(4.39) .(4.39)
где Gмтр - расход этилбензола масла, кг/с;
n -
число трубок;
fмтр
- площадь
проходного сечения по межтрубному пространству, м2.
Подставив указанные данные данные, получим
 м/с; м/с;
 м/с. м/с.
Режим потока устанавливается в зависимости безразмерного критерия
Рейнольдса, который определяется по формуле
 , (4.40) , (4.40)
где  - линейная скорость движения потока в межтрубном
пространстве, м/с; - линейная скорость движения потока в межтрубном
пространстве, м/с;
 - площадь проходного сечения по межтрубному пространству, м2; - площадь проходного сечения по межтрубному пространству, м2;
 - плотность продукта, движущегося по межтрубному
пространству, кг/м3; - плотность продукта, движущегося по межтрубному
пространству, кг/м3;
 - динамическая вязкость продукта, движущегося по межтрубному
пространству, Па·с. - динамическая вязкость продукта, движущегося по межтрубному
пространству, Па·с.
Подставив указанные данные, получим
 . .
Так как критерий Рейнольдса >103, следовательно
режим движения - турбулентный. Для турбулентного режима движения рекомендуется
следующая зависимость
 , (4.41) , (4.41)
где - критерий Нуссельта;
С - коэффициент равный 0,38 для труб расположенных по вершинам квадрата и
0,21 для труб расположенных по вершинам треугольника;
n -
коэффициент равный 0,6 для труб расположенных по вершинам квадрата и 0,65 для
труб расположенных по вершинам треугольника;
 - коэффициент угла атаки, стандартное значение равное 0,6; - коэффициент угла атаки, стандартное значение равное 0,6;
Pr -
критерий Прандтля;
Re -
критерий Рейнольдса.
Для данного теплообменного аппарата было выбрано размещение труб по
вершинам квадрата, поскольку такой вариант размещения не так трудоёмок при
чистке, как вариант размещения труб по вершинам треугольника, а так же при
таком варианте будет меньше гидравлическое сопротивление в межтрубном пространстве.
Критерий Прандтля определяется по формуле
 , (4.42) , (4.42)
где Ср2 - теплоемкость продукта, движущегося в межтрубном
пространстве, Дж/(кг·К);
 - теплопроводность продукта, движущегося в межтрубном
пространстве, Вт/(м·К); - теплопроводность продукта, движущегося в межтрубном
пространстве, Вт/(м·К);
 - динамическая вязкость продукта, движущегося в межтрубном
пространстве, Па·с. - динамическая вязкость продукта, движущегося в межтрубном
пространстве, Па·с.
Коэффициент теплопередачи от внутренней поверхности трубок определим по
формуле
 , (4.43) , (4.43)
где - теплопроводность продукта, движущегося в межтрубном
пространстве, Вт/(м·К);
 - наружный диаметр труб, м. - наружный диаметр труб, м.
Подставив необходимые данные в формулы (4.42) - (4.43) , получим
 ; ;
 ; ;
 . .
Рассчитаем уточненный коэффициент теплопередачи, подставив необходимые
данные
 . .
Найдем уточненную поверхность теплообменного аппарата подставив
необходимые данные
 м2. м2.
Определение запаса поверхности теплообмена производится по выражению
 % , (4.44) % , (4.44)
где F - ориентировочная поверхность
теплообмена, м2;
 - уточнённая поверхность теплообмена, м2. - уточнённая поверхность теплообмена, м2.
Подставив данные в (4.44), получим
 % = 12,5%. % = 12,5%.
То есть необходимая поверхность теплообмена меньше той, которую может
обеспечить выбранный при ориентировочном расчёте теплообменник. Окончательно
выбираем теплообменный аппарата типа ТН [10], основные характеристики которого
приведены в таблице 4.8.
Эскиз данного теплообменного аппарата представлен на рисунке 4.5.

Рисунок 4.5 - Эскиз теплообменного аппарата
Сводная таблица по результатам расчетов
Таблица 4.8 - Результаты расчетов
|
Параметр
|
Значение
|
|
Тепловой поток Q,
Вт
|
1419615,425
|
|
Площадь поверхности
теплообмена ,F м2
|
1241,7
|
|
Линейная скорость движения
потока по межтрубному пространству, ωм.тр.,
м/с
|
0,0935
|
|
Линейная скорость движения
потока по трубному пространству ,ωтр., м/с
|
0,0983
|
|
Критерий Рейнольдса в
межтрубном пространстве, Re
|
24580,79
|
|
Критерий Рейнольдса в
трубном пространстве, Re
|
27984,6
|
|
Критерий Прандтля в
межтрубном пространстве ,Pr
|
3,31
|
|
Критерий Прандтля в трубном
пространстве ,Pr
|
3,42
|
|
Критерий Нуссельта в межтрубном
пространстве, Nu
|
13,84
|
|
Критерий Нуссельта в
трубном пространстве, Nu
|
128,59
|
|
Коэффициент теплопередачи в
трубном пространстве, α1
|
483,7
|
|
Коэффициент теплопередачи в
межтрубном пространстве, α2
|
45,4
|
|
Коэффициент теплопередачи,
К
|
41,5
|
|
Уточненная поверхность
теплообмена, Fу, м2
|
1710
|
|
Запас по поверхности
теплообмена, %
|
12,5
|
В результате проведенных расчетов был выбран теплообменный аппарат с
неподвижными трубными решетками, с диаметром кожуха D=1200 мм, на условное давление в кожухе и трубах P =1,6 МПа, материального исполнения
М1 , с трубами диаметром d=20
мм и длиной L=6000 мм, двухходовой по трубному
пространству, у которого поверхность теплообмена составляет F=1241,7/2=620,89 м2,
площадь проходного сечения одного хода по трубам fтр=0,021 м2, площадь проходного сечения по
межтрубному пространству fмтр=0,025 м2. Его условное
обозначение: 1200 ТНГ-1,6-М1/25Г-6-2-У-И.
5. Ремонт и диагностика центробежного насоса
.1 Общие требования по ремонту насоса
Место установки насосов в помещении должно быть удобным для обслуживания
при эксплуатации и ремонте, соответствовать строительным нормам и требованиям
техники безопасности и промсанитарии.
Всасывающий и напорный трубопроводы должны иметь собственные опоры,
исключающие передачу усилий на патрубки и опорные лапы насоса. Для
предупреждения поломки насоса на пусконаладочный период во всасывающий
трубопровод следует устанавливать сетчатый фильтр. Фильтр имеет форму
усеченного конуса, свободное проходное сечения которого должно быть в 3 - 4
раза больше площади сечения всасывающего трубопровода. Всасывающий трубопровод
должен быть по возможности коротким и прямым с уклоном (8 - 10 м на 1 м длины)
в сторону насоса. При присоединении к насосу трубопровода большего диаметра,
чем диаметр патрубка насоса, между патрубком и трубопроводом устанавливается
конический переход. При необходимости прогрева (охлаждения) насоса перед пуском
и в случаях, предусмотренных требованиями технологического режима,
устанавливаются обводные линии. На всех обводных трубопроводов должна быть
установлена запорная арматура. Трубопроводы, запорная арматура и их соединения
должны соответствовать [11].
На всасывающем и нагнетательных и нагнетательном трубопроводах должна
быть установлены задвижки, а также штуцеры для контроля параметров работы
насоса. На напорном трубопроводе должен быть установлен обратный клапан.
Все вращающиеся части насосного агрегата должны быть ограждены кожухами.
Контрольно - измерительные приборы должны иметь на шкалах отметку
предельно - допустимых значений, выполненных красной чертой.
Корпуса электрических контрольно - измерительных приборов должны быть
заземлены.
При установке насосов вне помещений необходимо руководствоваться ОСТ
26-1141-74.
Вне помещений допускается устанавливать насосы, изготовленные по 1-ой и 2-ой
категориям размещения по ГОСТ 15150 - 69. Установка вне помещений насосов,
выполненных по другим категориям размещения, возможна только при согласовании с
предприятиями - изготовителями.
При перекачивании замерзающих или содержащих воду жидкостей на месте
эксплуатации следует применять средства, исключающие замерзание жидкостей в
трубопроводе и насосе.
Вне помещений насосы с проточной частью из чугуна допускается применять
для перекачивания воды, водных эмульсий, жидкостей, содержащих воду с
температурой не ниже плюс 3 °С, а других незамерзающих жидкостей - с
температурой не ниже минус 15 °С. Температура жидкости в насосе не должна быть
ниже указанных пределов также и при стоянке насоса.
При установке вне помещений наносное оборудование должно быть защищено от
прямого действия атмосферных осадков.
Уровень площадки под насосные агрегаты должен быть выше прилегающей
территории не менее 100 мм. Прилегающая к площадке территория должна быть
спланирована с уклоном, обеспечивающим отвод атмосферных осадков.
К площадкам, на которых установлены насосные агрегаты, должен быть
подведен пар, сжатый воздух или инертный газ (в зависимости от требований
техники безопасности) для прогрева и продувки насосов и трубопроводов.
Площадки должны быть оборудованы канавками для отвода утечек и
незамерзающей дренажной системой. Дренажная система должна иметь люки для
чистки и средства прогрева в случае слива незамерзающих жидкостей.
У насосов, перекачивающих сжиженные газы, все запорные приспособления и
арматура должны быть стальными. При установке таких насосов вне помещений, они
должны быть защищены от нагрева солнечными лучами.
При выборе насосов, перекачивающих жидкостей с температурой с
температурой более 100 °С, необходимо учитывать снижение механических свойств
материала проточной части при повышении температуры.
Перед пуском насоса необходимо:
убрать с насосного агрегата посторонние предметы и очистить площадку
вокруг насоса;
проверить визуально исправность измерительных приборов, заземления,
основных и вспомогательных трубопроводов, давление во всасывающем трубопроводе
состояние крепления полумуфт и фундаментных болтов;
проверит наличие масла в корпусах подшипников, масленках постоянного
уровня, зубчатой муфты;
убедиться, что монтажные скобы торцовых уплотнений сняты, провернув ротор
на 1,5 - 2,0 оборота вручную;
проверить установку и крепление кожухов ограждения.
Для пуска насоса необходимо:
закрыть задвижку на нагнетательном трубопроводе;
открыть вентили на вспомогательных трубопроводах, подводящих охлаждающую
воду в рубашки корпуса насоса и подшипников, в систему охлаждения торцовых и
сальниковых уплотнений, а также затворную жидкость;
открыть задвижку на всасывающем трубопроводе, заполнить насос
перекачиваемой жидкостью.
Во время работы насоса необходимо:
следить за показаниями приборов и не допускать работу насосов при
давлении во всасывающем трубопроводе ниже предусмотренного инструкцией;
следить за уровнем масла, не допуская его падения ниже допустимого
уровня;
проверять температуру подшипников, торцового и сальникового уплотнения,
электродвигателя. Следить за поступлением достаточного количества охлаждающей и
уплотнительной жидкости;
- контролировать величину утечки перекачиваемой жидкости через
уплотнения, которая не должна превышать допустимых норм. При работе насоса не
должно быть посторонних шумов и повышенной вибрации.
Для остановки насоса необходимо:
закрыть задвижку на напорном трубопроводе;
выключить электродвигатель;
закрыть задвижку на всасывающем трубопроводе;
после охлаждения насоса до температуры 50 - 60 °С закрыть все вентили на
вспомогательных трубопроводах;
при остановке насосов, перекачивающих кристаллизующиеся и
легкозастывающие жидкости, полностью слить продукт из насоса, прокачать через
насос незамерзающую жидкость или применить другой способ предупреждения
застывания продукта или выпадения из него кристаллов.
Насосы ремонтируются в соответствии графиком ППР.
Насос должен быть подготовлен к производству насоса ремонта: оглушен от
трубопроводов, освобожден от перекачиваемого продукта, промыт и пропарен. Электродвигатель
насоса должен быть обесточен и вывешена предупредительная табличка.
При ремонтах насоса с его разборкой делать отметки в ремонтом формуляре
или карте о состоянии корпуса насоса и основных узлов.
Для механизации ремонтных операций рекомендуется использовать стенды и
приспособления.
Фундамент.
Сооружение фундаментов должно производиться в соответствии со СНиП Ш 15 -
76 "Бетонные и железобетонные конструкции монолитные. Правила производства
и приемки работ".
Бетон, применяемых для сооружения фундаментов, должен соответствовать
указаниям проекта, но быть не ниже марки 100, где 10 - предел прочности на
сжатие в МПа.
Перед монтажом насосов необходимо проверить правильность разбивки осей и
высотных отметок, а также соответствие фактических размеров, фундаментов
проектным. Одновременно проверяется расположение закладных деталей анкерных
болтов или колодцев для них. Отклонения от проектных размеров не должны
превышать допускать отклонений.
Фундаменты, на которые насосы устанавливается с последующей подливкой,
что должно быть оговорено в чертежах, сдаются под монтаж забетонированным до
уровня на 50 - 80 мм ниже отметки опорной поверхности, а в местах выступающих
ребер жесткости на 50 - 80 мм ниже отметки этих ребер.
Марка бетона или раствора для подливки принимается в соответствии с
проектом, но не ниже марки бетона фундамента. Подливку оборудования при
температуре окружающего воздуха ниже 5 °С следует производить с подогревом слоя
подливки. Перед подливкой оборудования фундаменты должны быть обдуты сжатым
воздухом и увлажнены. Скопления воды в приямках и нишах не допускается.
Поверхности фундамента, выступающая за опорную плиту, после подливки должна
иметь уклон не менее 1:50 в наружную сторону и должна быть защищена
маслостойким покрытием.
Анкерные болты должны быть укомплектованы шайбами и гайками и защищены от
коррозии смазкой. Гайки должны свободно наворачиваться на всю длину нарезной
части болта.
Отклонение забетонированного анкерного болта от вертикали по всей высоте
выступающей части не должно превышать 1,5 мм.
Готовность фундамента под монтаж оформляется актом. К актам приемки
фундамента под монтаж прилагается исполнительная техническая документация по
фундаменту.
В период эксплуатации ведется наблюдение за состоянием фундамента. При
обнаружении трещин за ними устанавливается наблюдение, в 15 - 20 см от конца
ставятся маяки, границы трещин отмечаются масляной краской. Если величина
трещины возрастает, вопрос о возможности дальнейшей эксплуатации или ремонта
должен решаться в каждом конкретном случае.
Соединительные муфты.
Центробежные насосы соединяются с приводами муфтами: зубчатыми, упругими,
втулочно - пальцевыми и другими.
Зубчатые (ГОСТ 5006-83) применяют двух типов:
) МЗ - муфты зубчатые ля непосредственного соединения валов.:
) МЗП - муфты зубчатые для соединения с промежуточным элементом.
Втулки и обоймы зубчатых должны быть:
кованные из стали не ниже Сталь 40 (ГОСТ 1050-88);
литые из стали не ниже таль 45Л (ГОСТ 977-88).
Зубчатые полумуфты подлежат отбраковке при наличии следующих дефектов:
поломка и выкрашивание зубьев;
утонение зубьев вследствие износа;
увеличение диаметрального зазора в зубчатом зацеплении промежуточного
вала с зубчатой втулкой более 0,3 мм.
Зазоры в зацеплении зубчатых муфт должны быть в пределах:
боковой между зубьями - 0,2 - 0,45 мм;
радиальный - между вершиной зуба и впадиной - 0,8- 1,5 мм.
Испытание насоса.
Испытание насоса производят после среднего и капитального ремонтов.
Целью испытаний после ремонта является проверка надежности работы торцового
или сальникового уплотнения вала, герметичности насоса, величины вибрации
насоса и трубопроводов, температуры подшипников, сальниковых или торцовых
уплотнений и электродвигателя, напора, создаваемого насосом и, при
необходимости, производительности, потребляемой мощности и к.п.д.
Контрольные испытания допускается проводить на месте установки насоса.
Подготовку к испытаниям, пуск и остановку насоса проводить согласно
инструкции завода - изготовителя, настоящих ОТУ и производительных инструкций
предприятия.
Во время испытаний все отсчеты (напор, подача, число оборотов и т.д.)
следует делать одновременно. При колебании показаний приборов необходимо в
течении равных интервалов проводить отсчеты и брать средне их значение.
При испытаниях должны применяться манометры класса точности не ниже 1,6 с
такой шкалой, чтобы предел измерения рабочего давления находился во второй
трети шкалы.
Испытания на месте установки насоса производят в следующей
последовательности:
а) кратковременный пуск;
б) испытание насоса под рабочей нагрузкой.
Кратковременный пуск производится при заполненном насосе, открытой
задвижке на всасывающей и закрытой на нагнетательной линии.
При кратковременном пуске проводят работу подшипников, системы смазки,
охлаждения, уплотнений вала, герметичность насоса и вспомогательных
трубопроводов, а также отсутствие посторонних шумов, ударов и повышенной
вибрации.
Продолжительность работы насоса при кратковременном пуске не должна
превышать 5 мин.
При обнаружении неисправностей их устраняет ремонтный персонал.
Продолжительность испытаний насоса под рабочей нагрузкой не менее 4-х
часов.
При испытаниях насоса под рабочей нагрузкой в соединениях насоса не
должно быть посторонних шумов.
Утечки через торцевые уплотнения не должны превышать 10 капель в минуту,
через сальниковые уплотнения - 60 капель в минуту [12].
.2 Методика проведения балансировки консольных роторов
В данном разделе описаны различные положения и операции, необходимые для
балансировки роторов. Все описанные операции должны производиться в указанной
последовательности.
Подготовка ротора.
Подготовка ротора заключается в проведении следующих действий:
. Очистка от грязи и масла.
. Зачистка поверхности.
. Забивка шпоночных пазов.
При подготовке к балансировке необходимо:
определить следующие основные размеры:
а) максимальные длина и диаметр ротора;
б) диаметры опорных шеек ротора;
в) расстояние между серединами опорных шеек ротора;
г) расстояния между упорными галтелями шеек ротора;
д) расстояние от середины опорных шеек до балансировочных плоскостей;
определить общую массу и массы, приходящиеся на каждую опору (убедиться,
что максимальная нагрузка на каждую опору не превышает нормы, особенно для
несимметричного ротора;
выбрать места установки пробных и постоянных балансировочных грузов
(желательно, чтобы эти места совпадали, тогда удастся избежать погрешности при
пересчете и переносе грузов после балансировки);
определить следующие размеры:
а) радиусы установки пробных и постоянных балансировочных грузов;
б) размеры крепежных элементов (шпилек, винтов, пазов и т.п.) для
установки постоянных балансировочных грузов;
выбрать поверхность для охвата приводным ремнем (может быть использована
любая гладкая сплошная или прерывистая (типа поверхности коллектора)
цилиндрическая поверхность, которая может находиться как между, так и за
пределами опор).
выбрать поверхность для установки контрастной метки для фотоотметчика
станка.
выбрать любые две противоположные друг другу наружные торцевые
поверхности для контактов с осевыми упорами, удовлетворяющие следующим условиям:
поверхности должны быть механически обработанными, непрерывными, без забоин, с
наименьшим торцевым биением и доступными для установки упоров.
определить величины допусков на остаточный дисбаланс по чертежу ротора
или с помощью диаграммы.
Далее наклеить метку из комплекта балансировочного прибора [13].
Подготовка станка.
Для подготовки станка необходимо выполнить ряд последовательных операций:
. Подготовить опорные узлы:
установить опорные элементы и проверить их по уровню;
установить предварительно штанги осевых упоров;
- произвести следующие проверки:
а) вращение опорных роликов (поверхности опорных роликов смазаны
небольшим количеством смазки;
б) вращение вертушки вокруг вертикальной оси;
в) колебательное движение качалки;
г) свободное возвратно - поступательное движение маятниковых подвесок с
постепенным затуханием и мягкой остановкой в одном и том же положении.
2. Подготовить фотоотметчик:
установить фотоотметчик на выбранный держатель на стойке станка;
проверить подсоединение к фотоотметчику соответствующего кабеля от
измерительного блока.
. Подготовить измерительный блок "МОРИОН":
подключить или проверить подключение кабелей станка к измерительному
блоку;
включить блок;
проверить установки опций в измерительном блоке "МОРИОН":
а) "Параметры ротора" - параметры ротора, скорость
балансировки, способ корректировки массы;
б) "Установки" - чувствительность датчиков, а также
конфигурацию входов, тип метки, автоматическое выключение привода после
окончания замера вибрации.
. Подготовить привод:
установить шкив на вал электродвигателя;
переместить направляющие ролики в позицию, обеспечивающую требуемое
положение сбегающей и набегающей ветвей приводного ремня или пассика;
накинуть ремень на все ролики привода кроме приводного;
включить питание станка;
произвести следующие проверки:
а) двигатель разгоняется при нажатии кнопки "ПУСК" и
останавливается при нажатии кнопки "СТОП",
б) устойчиво вращается на заданной частоте оборотов .
Укладка ротора на станок.
Укладка балансируемого изделия на станок - ответственная операция,
требующая повышенного внимания от персонала.
В первую очередь необходимо аккуратно уложить ротор на опорные элементы
станка. В процессе укладки возможна уточняющая корректировка:
положения стоек вдоль основания (переместить стойки так, чтобы шейки
ротора оказались строго над опорными роликами, ротор не должен касаться
неподвижных частей станка);
·
положения опорных
роликов по высоте (выполнять только при поднятом роторе); выравнивание по
высоте с учетом разницы в диаметрах шеек ротора необходимо, чтобы избежать
значительных усилий на осевые упоры, возникающих при вращении ротора;
- положения осевых упоров (один из упоров должен контактировать с
соответствующей поверхностью, а второй находиться на расстоянии 0,5 - 1 мм от
второй выбранной поверхности ротора).
Далее зафиксировать маятниковые подвески и накинуть ремень на ротор и все
ролики привода. В процессе проводки ремня возможна уточняющая корректировка
положения хобота привода (хобот привода должен быть под выбранной поверхностью
под приводной ремень).
Затем необходимо натянуть ремень (достаточным условием добротности
контакта является отсутствие видимого проскальзывания ремня при раскручивании
изделия) и проверить надежную фиксацию узлов в требуемом положении [14].
Установка фотоотметчика.
Установить набор из держателей с фотоотметчиком на штангу таким образом
чтобы:
он оказался в одной плоскости с осью ротора и был направлен на выбранную
поверхность с меткой;
более предпочтительное положение фотоотметчика такое, когда он лежит в
горизонтальной плоскости и не мешает укладке и съёму пробных грузов с ротора;
фотоотметчик должен отстоять от поверхности ротора на 50 - 280мм.
Далее настроить фотоотметчик и окончательно затянуть все фиксаторы в
выбранном положении.
Балансировка.
После описанных выше действий укладывается ротор. Проводится необходимое
количество пусков до тех пор, пока остаточная неуравновешенность не достигнет
допустимого значения. По окончании балансировки необходимо ослабить натяжение
ремня до его свободного провисания, сняв его с направляющих роликов, отвести
осевые упоры от торцов ротора, если упоры будут мешать разгрузке станка и снять
ротор со станка, вынув его из под ремня.
Техника безопасности.
Запрещается:
укладывать ротор на опорные элементы с резким ударом во избежание повреждения
высокоточных опорных роликов и других деталей маятниковой подвески;
включать станок, не проверив фиксацию стоек, осевых упоров, привода, не
проверив системы натяжения ремня, не проверив наличия свободного вращения
опорных роликов и шкивов привода вращения;
производить регулировку и наладку механизмов во время работы станка,
кроме натяжения ремня;
вскрывать измерительный блок "МОРИОН";
вращать ротор с незакрепленными деталями;
балансировать грязные (со стружкой, абразивом и т.п.) детали;
находиться у работающего станка в плоскостях коррекции ротора;
оставлять станок работающим без присмотра оператора;
выполнять работы с использованием оборудования для электродуговой или
контактной сварки [15].
.3 Экспериментальная часть
В ходе эксперимента был определен остаточный дисбаланс исследуемого
ротора при различных скоростях и областью балансировки. Результаты приведены в
таблицах 5.1 - 5.3.
Таблица 5.1 - При 450 об/мин
|
Уравновешивающие грузы, г
|
|
I
|
Пуск
|
Масса
|
Угол
|
|
1
|
9,733
|
54
|
|
2
|
3,915
|
110
|
|
3
|
1,819
|
214
|
|
4
|
0,550
|
307
|
|
II
|
1
|
19,098
|
69
|
|
2
|
6,287
|
135
|
|
3
|
2,010
|
222
|
|
4
|
0,661
|
331
|
|
Вибрация, мкм
|
|
Л
|
Пуск
|
Амплитуда
|
Фаза
|
|
1
|
106,46
|
327
|
|
2
|
42,23
|
23
|
|
3
|
19,59
|
125
|
|
4
|
5,89
|
219
|
|
Пр
|
1
|
170,78
|
336
|
|
2
|
56,21
|
42
|
|
3
|
17,98
|
129
|
|
4
|
5,91
|
238
|
|
Дисбаланс, гхмм/кг
|
|
I
|
Пуск
|
Значение
|
Допуск
|
|
1
|
86,515
|
9
|
|
2
|
34,800
|
9
|
|
3
|
16,167
|
9
|
|
4
|
4,890
|
9
|
|
II
|
1
|
169,76
|
9
|
|
2
|
55,88
|
9
|
|
3
|
17,871
|
9
|
|
4
|
5,873
|
9
|
|
Коэффициенты влияния
|
|
Пл
|
Опора
|
|
левая
|
правая
|
|
1
|
А
|
10,486
|
0,011
|
|
Ф
|
90
|
6
|
|
2
|
А
|
0,348
|
8,943
|
|
Ф
|
124
|
87
|
Таблица 5.2 - При 500 об/мин
|
Уравновешивающие грузы, г
|
|
I
|
Пуск
|
Масса
|
Угол
|
|
1
|
7,994
|
84
|
|
2
|
2,004
|
337
|
|
3
|
0,277
|
203
|
|
II
|
1
|
14,806
|
90
|
|
2
|
1,332
|
274
|
|
3
|
0,255
|
50
|
|
Вибрация, мкм
|
|
Л
|
Пуск
|
Амплитуда
|
Фаза
|
|
1
|
104,23
|
350
|
|
2
|
22,34
|
241
|
|
3
|
2,78
|
111
|
|
Пр
|
1
|
167,09
|
358
|
|
2
|
15,47
|
189
|
|
3
|
2,48
|
321
|
|
Дисбаланс, гхмм/кг
|
|
I
|
Пуск
|
Значение
|
Допуск
|
|
1
|
79,943
|
10
|
|
2
|
20,043
|
10
|
|
3
|
2,7704
|
10
|
|
II
|
1
|
148,06
|
10
|
|
2
|
13,324
|
10
|
|
3
|
2,546
|
10
|
|
Коэффициенты влияния
|
|
Пл
|
Опора
|
|
левая
|
правая
|
|
1
|
А
|
11,052
|
1,053
|
|
Ф
|
88
|
85
|
|
2
|
А
|
1,109
|
10,724
|
|
Ф
|
66
|
88
|
Таблица 5.3 - При 600 об/мин
|
Уравновешивающие грузы, г
|
|
I
|
Пуск
|
Масса
|
Угол
|
|
1
|
7,965
|
80
|
|
2
|
1,195
|
319
|
|
3
|
0,552
|
192
|
|
II
|
1
|
14,370
|
75
|
|
2
|
2,641
|
190
|
|
3
|
0,315
|
312
|
|
Вибрация, мкм
|
|
Л
|
Пуск
|
Амплитуда
|
Фаза
|
|
1
|
104,81
|
337
|
|
2
|
11,45
|
199
|
|
3
|
5,66
|
91
|
|
Пр
|
1
|
167,32
|
345
|
|
2
|
28,32
|
102
|
3,20
|
212
|
|
Дисбаланс, гхмм/кг
|
|
I
|
Пуск
|
Значение
|
Допуск
|
|
1
|
79,649
|
10
|
|
2
|
11,951
|
10
|
|
3
|
5,5182
|
10
|
|
II
|
1
|
143,70
|
10
|
|
2
|
26,409
|
10
|
|
3
|
3,146
|
10
|
|
Коэффициенты влияния
|
|
Пл
|
Опора
|
|
|
левая
|
правая
|
|
1
|
А
|
10,716
|
1,119
|
|
|
Ф
|
76
|
89
|
|
2
|
А
|
1,356
|
11,026
|
|
|
Ф
|
85
|
90
|
|
|
|
|
|
Результаты эксперимента показали, что область балансировки влияет на
значение остаточной неуравновешенности.
В результате эксперимента можно сделать следующие выводы.
При эксплуатации роторного оборудования неизбежно возникают повышенные
вибрационные нагрузки различной природы возникновения. Эти нагрузки
впоследствии всегда приводят к отказу агрегата, а в самом неблагоприятном
случае к аварии на производстве, поскольку насосное оборудование
нефтеперерабатывающих предприятий перекачивает взрыво - пожароопасные вещества.
Одним из основных подходов к восстановлению работоспособности агрегата является
динамическая балансировка ротора. Балансировка ротора проводится согласно
нормативно - технической документации. Тем не менее, как показывает практика,
большинство роторных агрегатов не выдерживает регламентированного межремонтного
ресурса. Чтобы свести данные недочеты к минимуму, необходимо провести
исследования, позволяющие получить информацию об изменениях, происходящих в
агрегате при креплении определенной массы (грузиков) в определенной плоскости
ротора в зависимости от режимов нагружения. При прохождении научно -
исследовательской практики изучили методику проведения балансировки консольных
роторов в собственных опорах на балансировочном станке ВМ - 050, подготовили
ротор и определили амплитуду колебаний при различных нагружениях ротора. Масса
и положение корректирующего груза влияет на остаточный дисбаланс ротора.
6. Экономический раздел
Целью экономического раздела является определение затрат на модернизацию
ректификационной колонны путем замены массообменных устройств с колпачковых
тарелок на клапанные, а также определить экономический эффект от модернизации.
Объектом экономического расчета являются затраты на изготовление и
установку ректификационной колонны с клапанными тарелками. Рассчитанная в
данном дипломном проекте ректификационная колонна имеет следующие габариты:
высота 101,0 м;
диаметр 7,0 м.
Установка такого крупногабаритного технологического оборудования как
колонный аппарат, реактор, нагревательная печь, или их реконструкция, проводит
в капитальный ремонт технологической установки сторонняя организация, имеющая
соответствующую лицензию или разрешение ГГТН России. В нашей республике к
работе могут привлекаться такие специализированные организации как АО
"Востокнефтезаводмонтаж", АО "Нефтехимремонтстрой", имеющие
подготовленный персонал и необходимую специальную технику для проведения
высотных работ.
В данном разделе затраты на установку колонны состоят из следующих
составляющих: стоимость проектных работ, непосредственная стоимость колонны с
комплектом массообменных устройств (по прайс-листу предприятия изготовителя),
монтажные работы (установка колонны в вертикальное положение, врезка штуцеров,
люков, всех необходимых внутренних устройств), обвязка колонны технологическими
трубопроводами, сопроводительные работы. Стоимость фундамента не учитывалась.
Расчёт численности персонала
Баланс рабочего времени приведен в таблице 7.1.
Таблица 6.1 - Баланс рабочего времени одного рабочего на год
|
Фонд времени
|
Дни
|
|
Календарный фонд рабочего
времени Нерабочие дни: - выходные дни - праздничные дни Итого: нерабочих дней
Номинальный фонд рабочего времени Неиспользованные дни: - очередной отпуск -
выполнение государственных и общественных обязанностей - болезни - прочие
невыходы Итого: неиспользуемых дней Эффективный фонд рабочего времени
Коэффициент подмены 
|
365 91 - 91 274 24 0 3 0
27 247 1,11
|
Расчёт численности персонала приведен в таблице 6.2.
Таблица 6.2 - Результаты расчёта численности персонала
|
Профессия (должность)
|
Тарифный разряд
|
Численность в смену
|
Количество бригад
|
Коэффициент подмены
|
Списочная численность
|
|
Ведущий инженер-технолог
|
ИТР
|
-
|
-
|
-
|
1
|
|
Инженер-технолог
|
ИТР
|
-
|
-
|
-
|
1
|
|
Начальник производства
|
ИТР
|
-
|
-
|
-
|
1
|
|
Начальник смены
|
ИТР
|
1
|
4
|
1,11
|
4
|
|
Инженер
|
ИТР
|
1
|
-
|
-
|
1
|
|
Оператор отделений
|
5
|
2
|
4
|
1,11
|
9
|
|
Машинист отделений
|
5
|
2
|
4
|
1,11
|
9
|
|
Аппаратчик
|
5
|
2
|
4
|
1,11
|
9
|
|
ВСЕГО
|
-
|
8
|
-
|
-
|
35
|
Расчет годового фонда заработной платы
Фонд заработной платы представляет сумму всех денежных средств,
предназначенных для оплаты труда работников предприятия. Фонд заработной платы
делится на основную и дополнительную зарплату.
Расчёт фонда заработной платы для слесаря 4,5,6 разряда.
. Заработная плата, начисленная по сдельным расценкам и тарифным ставкам,
определяется по формуле
 , (7.1) , (7.1)
где  =
64,78 - тарифная ставка слесаря 4 разряда; =
64,78 - тарифная ставка слесаря 4 разряда;
=
79,65 - тарифная ставка слесаря 5 разряда;
=
88,40 - тарифная ставка слесаря 6 разряда;
 - продолжительность рабочего дня. - продолжительность рабочего дня.
Подставив данные в формулу (7.1), получим
 рублей, рублей,
 рублей, рублей,
 рублей. рублей.
. Премии рабочим за выполнение количественных и качественных показателей
составляют 100% от тарифной ставки, т.е определяются по формуле
 . (7.2) . (7.2)
Подставив данные в формулу (7.2), получим
 рублей, рублей,
 рублей, рублей,
 рублей. рублей.
. Доплата за работу в праздничные дни определяется по формуле
 , (7.3) , (7.3)
где  - количество праздничных смен, отрабатываемое каждым рабочим,
определяется по формуле - количество праздничных смен, отрабатываемое каждым рабочим,
определяется по формуле
 , (7.4) , (7.4)
где Тпр - количество праздничных дней, Тпр = 16;
В - количество бригад по графику сменности.
Подставив данные в формулы (7.3) и (7.4), получим
 смен, смен,
 рублей, рублей,
 рублей, рублей,
 рублей. рублей.
4. Доплата за работу в ночное время определяется по формуле
 , (7.5) , (7.5)
где n = 50 % - доплата за 1 час работы в
ночное время;
 - количество ночных часов, отрабатываемых каждым рабочим,
которое определяется по формуле - количество ночных часов, отрабатываемых каждым рабочим,
которое определяется по формуле
 , (7.6) , (7.6)
где  -
годовое количество дней работы установки; -
годовое количество дней работы установки;
t -
продолжительность рабочего дня в ночное время, ч;
Подставив данные в формулы (7.5) и (7.6), получим
 ч, ч, 
 рублей, рублей,
 рублей, рублей,
 рублей. рублей.
. Основной фонд заработной платы слесарей 4,5,6 разряда определяется по
формуле
 . (7.7) . (7.7)
Подставив данные в формулу (7.7), получим
 рублей, рублей,
 рублей, рублей,
 рублей. рублей.
. Фонд дополнительной заработной платы
Оплата отпусков определяется по формуле
 , (7.8) , (7.8)
где Тотп. - количество дней отпуска, Тотп. = 24
дня.
Подставив данные в формулу (6.12), получим
 рублей, рублей,
 рублей, рублей,
 рублей рублей
Общий фонд заработной платы слесарей определяется по формуле
 . (7.9) . (7.9)
Подставив данные в формулу (7.9), получим
 рублей, рублей,
 рублей, рублей,
 рублей. рублей.
Расчёт фондов заработной платы для рабочих остальных разрядов сведён в
таблицу 7.3.
Затраты на изготовление и установку ректификационной колонны с клапанными
тарелками
В строке "Основная зарплата" учтена заработная плата проектной
группы, 1 бригады строителей, 1 бригады слесарей, 1 бригады слесарей -
монтажников (в данной бригаде 2 сварщика), 2 специалистов по неразрушающему
контролю. Заработная плата почасовая и при 40 часовой рабочей неделе составляет
у слесарей 4 разряда 64,78 руб/час, слесарей 5 разряда - 79,65 руб/час и 88,40
руб/час у слесарей 6 разряда. Надбавка за вредные условия труда 4 %, и по
итогам работы до 100 %. Надбавка за вредные условия принимается на предприятии
по итогам аттестации рабочих мест с учетом условий работы. Аттестация рабочих
мест проходит 1 раз в 3 года. Зарплата ИТР - 185 руб/час. Надбавки аналогичные.
В данном разделе учитывались максимальные надбавки.
При аварийной ситуации надбавки иные. Так сверхурочные первые два часа
оплачиваются с коэффициентом 1,5; каждый следующий час - с коэффициентом 2;
выходные - с коэффициентом 2; ночные - с коэффициентом 1,5. Поскольку в данном
случае рассматривалась плановая ситуация, то учитывались только две
обязательные доплаты - за вредность и премия [16]. Принимая во внимание
аналогичные работы на предприятиях нефтеперерабатывающего комплекса РФ, которые
проводятся через тендерную систему
Таблица 6.3 - Фонд заработной платы
Установка колонного аппарата под ключ выполняется в течение 1 месяца (4
рабочих недель) при четком выполнении условий поставки материалов и
комплектующих. Вначале идет поставка материала на рабочую площадку (1 неделя),
затем определенные строительные работы и строительно - монтажные (2 недели),
обвязка и подключение к системе (1 неделя).
Так, заработная плата 1 бригады слесарей - монтажников (10 слесарей и 2
сварщика) составляет: руб. Определим следующим образом:
почасовая оплата труда:
слесарь 4 разряда - 64,78 руб/час;
слесарь 5 разряда - 79,65 руб/час;
слесарь 6 разряда - 88,42 руб/час.
обязательные доплаты:
за вредные условия труда- 4 % от основной заработной платы;
премия 100 %.
Количество рабочих:
2 слесаря 4 разряда;
4 слесаря 5 разряда;
3 слесаря 6 разряда;
1 бригадир (слесарь 6 разряда);
2 сварщика (по тарифной сетке приравниваются к слесарю 6 разряда).
Получаем следующее:
ЗП = КР ·(Ст + Ст · 4% + Ст · 100%) · В, (7.10)
где ЗП - заработная плата работника, руб.;
КР - количество работников, чел.;
Ст - ставка заработной платы, руб./час;
В - суммарное время работы, час.
Подставив данные в формулу (7.10) получим
 рублей, рублей,
Почасовая тарифная ставка слесарей 5 разряда равна
 рублей рублей
Почасовая тарифная ставка слесарей 6 разряда равна
 рублей рублей
Итого: заработная плата 1 бригады слесарей - монтажников: 159700,89 руб.
Аналогично рассчитываем заработную плату другим участникам. Заработная
плата проектной группы из 7 человек (инженер - сметчик, инженер - технолог, 2
инженера - механика, монтажник, строитель и ГИП) составляет - 150 000 руб.
Заработная плата 1 бригады строителей (5 человек) составляет: 65423,56
руб.
Заработная плата 1 бригады слесарей (6 человек) составляет: 79850,45 руб.
Заработная плата 2 специалистов по НК- 28853,76 руб.
Как показывает практика проведения капитальных ремонтов на
нефтеперерабатывающих предприятиях уфимской группы НПЗ, в капитальном ремонте
участвуют не менее трех организаций: проектная, строительно - монтажная и
ремонтная. Ремонтную, как правило, представляют ремонтные цеха самого
предприятия, на котором проводится ремонт.
В строке "Материальные ресурсы" учтена стоимость колонны и комплекта
клапанных тарелок с дополнительным комплектом клапанов (по ориентировочным
расценкам ОАО "Туймазыхиммаш"), 50 единиц арматуры, технологические
трубопроводы, строительные, лакокрасочные и расходные материалы. В эту же
строку включено освещение монтажных площадок, этажерок и эстакад. Стоимость
колонны с опорной обечайкой и опорным кольцом на декабрь 2011 года
ориентировочно составляет 20,5 млн.руб., стоимость 1 тарелки с крепежом и
дополнительным комплектом клапанов к тарелке - 155 тыс.руб., в колонне по
расчету 180 клапанных тарелок.
В ремонтные работы входят следующие основные виды работ: подготовка
фундамента, установка опоры, арматуры, установка на колонне штуцеров, прихватка
и электродуговая сварка снаружи и внутри аппарата, зачистка поверхностей для
проведения неразрушающих методов контроля непосредственно монтаж колонного
оборудования. Колонна устанавливается на опору либо в собранном виде, т.е.
внутренние перекрытия, массообменные устройства (тарелки или насадки, а также
отбойники, стаканы) устанавливаются в колонну еще на рабочей площадке, либо
пустотелым аппаратом, имеющим только люки и щтуцера. В этом случае монтаж новых
(тарелок), отбойников и распределителей, газовая резка, прихватка и
электродуговая сварка внутри аппарата, зачистка поверхностей для проведения
неразрушающих методов контроля корпуса аппарата, монтаж и демонтаж внутренних
перекрытий, проводятся на высоте. Все основные расценки на ремонтные работы
представлены в таблице 6.4.
Таблица 6.4 - Расценки на ремонтные работы
|
№ п/п
|
Наименование
|
Сумма, руб.
|
|
1
|
Основная зарплата
|
470699,9
|
|
2
|
Аварийный коэффициент 60%
|
-
|
|
3
|
Коэффициент стесненности
25%
|
117674,97
|
|
4
|
Уральский коэффициент 15%
|
70604,98
|
|
5
|
Итого
|
422775,05
|
|
6
|
Накладные расходы 112% от
основной зарплаты
|
338220,31
|
|
7
|
Плановые накопления, 50% от
основной зарплаты
|
150891,21
|
|
8
|
Эксплуатация машин
|
216 000,00
|
|
9
|
Материальные ресурсы
|
48400000,00
|
|
10
|
Прямые затраты
|
49527886,57
|
|
11
|
Зимнее удорожание 4 %
|
1981115,40
|
|
12
|
Итого
|
51509001,97
|
|
13
|
Повышающий коэффициент 0,9
|
463581,02
|
|
14
|
Всего затрат
|
51972,582,98
|
Таким образом, затраты на установку новой ректификационной колонны
ориентировочно составляют 51,97 млн. рублей.
Затраты на изготовление и установку ректификационной колонны с
колпачковыми тарелками
В настоящем подразделе представлены затраты на изготовление и установку
ректификационной колонны с аналогичными габаритами и технологическими
параметрами, только в качестве массообменных устройств приняты колпачковые
тарелки. Этот тип тарелок был установлен в колонне с момента ввода установки в
эксплуатацию (с 1983 года) до 2004 года. Затем, по объективным причинам тип
массообменных устройств заменили.
Для сравнения представим затраты на изготовление и установку
ректификационной колонны с колпачковыми тарелками, стоимость которых с крепежом
и дополнительным комплектом клапанов к тарелке - 172,50 тыс.руб.
Таблица 6.5 - Расценки на ремонтные работы
|
№ п/п
|
Наименование
|
Сумма, руб.
|
|
1
|
2
|
3
|
|
1
|
Основная зарплата
|
401927,45
|
|
2
|
Аварийный коэффициент 60%
|
-
|
|
3
|
Коэффициент стесненности
25%
|
75495,05
|
|
4
|
Уральский коэффициент 15%
|
45297,63
|
|
5
|
Итого
|
422775,05
|
|
6
|
Накладные расходы 112% от
основной зарплаты
|
338220,31
|
|
7
|
Плановые накопления, 50% от
основной зарплаты
|
150891,21
|
|
8
|
Эксплуатация машин
|
216 000,00
|
|
9
|
Материальные ресурсы
|
51550000
|
|
10
|
Прямые затраты стр.
5+6+7+8+9
|
52677886,36
|
|
11
|
Зимнее удорожание 4%
|
2107115,40
|
|
12
|
Итого
|
54785001,36
|
|
13
|
Повышающий коэффициент 0,9
|
493065,01
|
|
14
|
Всего затрат
|
55278066,37
|
Таким образом, затраты на установку ректификационной колонны с
колпачковыми тарелками ориентировочно составляют 54,83 млн. рублей.
Экономия затрат ЭЗ. на изготовление колонн определяется в
сравнении как разница.
 (7.11) (7.11)
Подставив данные в формулу (7.11) получим
 рублей рублей
Определяем условно-годовой экономический эффект за 10 лет
 (7.12) (7.12)
 = 330548,4 рублей = 330548,4 рублей
Определяем срок окупаемости проекта Ток
 (7.13) (7.13)
где К = Зклап дополнительные капиталовложения, руб.
 дней дней
Технико - экономические показатели по проекту представлены в таблице
Таблица 6.6 - Основные технико-экономические показатели проекта
|
Наименование
|
Значения по проекту
|
|
Объем производства,
тыс.т/год - по сырью - по целевому продукту
|
1164 165
|
|
Потери продукции при
простое колонны, млн.руб*
|
16,423
|
|
Затраты на изготовление и
установку колонны, млн.руб.
|
51,972
|
|
Срок окупаемости проекта,
лет
|
0,43
7. Безопасность и экологичность проекта
Охрана труда и техника безопасности
Темой данного дипломного проекта, является установка четкой ректификации
ксилолов производства ароматических углеводородов (секция 900В). С целью
обеспечения безопасности производства при монтаже, эксплуатации и ремонте
средств автоматизации, в данном разделе необходимо дать характеристику
производственной среды, и произвести анализ производственных опасностей и
вредных факторов. Безопасность производства должны соблюдаться при всех видах
работ.
Несоблюдение требования безопасности производства при монтаже,
эксплуатации и ремонте средств автоматизации может привести к производственным
травмам.
Вследствие того, что дожимная насосная станция является вредным и опасным
производственным объектом, в данном разделе будут рассмотрены мероприятия по
безопасной эксплуатации оборудования и анализ безопасной работы средств
автоматизации .
Анализ опасных и вредных производственных факторов.
Процесс четкой ректификации ксилолов относится к вредным для здоровья
обслуживающего персонала. Основными опасностями являются:
наличие на объекте горючих, легковоспламеняющихся, взрывоопасных
продуктов, нагретых до высоких (150 °С) температур, избыточных давлений внутри
аппаратов и трубопроводов до 0,23 МПа;
нагретые до высокой температуры поверхности технологического
оборудования;
возникновение пожара и взрыва при выходе растворителя, аммиака и масел в
случае разгерметизации трубопроводов и аппаратов, при нарушении режима работы
оборудования;
наличие аппаратов, работающих под давлением и вакуумом;
возможны поражения и травмирование людей в аварийных ситуациях и в
случаях несоблюдения требований охраны труда:
а) электрическим током при выходе из строя токоведущих частей
электрооборудования и пробоя электроизоляции;
б) отравление работающих растворителем и аммиаком в случае аварийной утечки
их из аппаратов, трубопроводов, запорной арматуры, при дренировании аппаратов,
отборе проб;
в) удушье при нахождении в среде с недостатком кислорода без средств
защиты, а также в среде инертного газа;
г) ожоги работающих паром, нагретыми продуктами, при соприкосновении с
горячими трубопроводами или частями оборудования;
д) обморожения при воздействии продуктов охлажденных до минусовых
температур;
е) падение и травмирование работающих при розливе масла в
производственных помещениях, на территории установки, на площадках блоков
колонн, при нарушениях перекрытия лотков, колодцев, площадок;
ж) захват и травмирование вращающимися деталями оборудования спец.
одежды, пальцев, волос при неисправности ограждения.
наиболее опасные места на установке: блок колонн, блок теплообменников,
насосная, фильтровальное отделение, места отбора проб, все низкие места,
колодцы и технологические лотки, где возможно скопление углеводородных газов и
паров [27].
Взрыво и пожароопасность производства.
Учитывая взрыво - пожароопасность установки, для измерения и
регулирования технологических параметров процесса все средства измерения и
автоматики, электрическое оборудование, устанавливаемые во взрывоопасных зонах
имеют взрывозащищённое исполнение.
Для обеспечения безопасности работников установки введено постоянное
ношение и использование фильтрующих противогазов, защитных касок и очков их при
выполнении различного рода работ: пропарка, промывка, продувка, чистка
оборудования и трубопроводов, работа с ударным инструментом, при операциях
слива и налива, при установке и снятии заглушек, замене прокладок, запорной и
регулирующей арматуры, побелке и покраске, погрузке и выгрузке сыпучих и
пылящих материалов и мусора, при снятии изоляции.
Основные опасности применяемого оборудования и трубопроводов обусловлены:
особенностями технологического процесса;
выполнением отдельных производственных операций;
особенностями используемого оборудования и условиями его эксплуатации;
нарушениями правил безопасности работающими;
наличием в аппаратах и трубопроводах взрыво - пожароопасных паров
нефтепродуктов и растворителей;
наличием в системе давления и высокой температуры.
Основными опасными факторами на установке являются:
наличие большого теплового напряжения;
взрывы и пожары из-за разгерметизации оборудования и трубопроводов, при
нарушении норм технологического режима;
отравление работающих углеводородными газами и парами нефтепродукта и
растворителя;
термические ожоги при соприкосновении с горячими частями оборудования,
трубопроводами, водяным паром, горячей водой;
травмирование вращающимися частями механизмов;
падение при ремонте и обслуживании оборудования, расположенного на
высоте.
Характеристика всех взрыво и пожароопасных приведена в
виде таблицы 7.1:
Таблица 7.1 Взрыво и пожароопасные свойства веществ
|
Наименование Вещества
|
ПДК, мг/м3
|
Класс опасности
|
Температура, К
|
|
|
|
вспышки
|
самовоспламенения
|
|
Ксилолы
|
50
|
III
|
29
|
553
|
|
Ортоксилол
|
50
|
III
|
31
|
460
|
|
Ароматика С9
|
50
|
III
|
20
|
420
|
|
Ароматика С10
|
10
|
III
|
45
|
-
|
|
Углеводородный газ
|
300
|
IV
|
-
|
466
|
|
Азот
|
300
|
IV
|
-
|
-
|
Ортоксилол и ароматика имеют жидкое агрегатное состояние. Возможно
воспламенение и взрыв при воздействии на ароматические углеводороды кислородом.
Электроопасность.
Электронасыщенность современного производства формирует электрическую
опасность, источником которой могут быть электрические сети,
электрифицированное оборудование и инструмент, вычислительная и организационная
техника, работающая на электричестве.
Электротравматизм по сравнению с другими видами производственного
травматизма составляет небольшой процент, однако по числу травм с тяжелым, и
особенно летальным, исходом занимает одно из первых мест. Наибольшее число
электротравм происходит при работе на электроустановках напряжением до 1000 В.
Это объясняется широким распространением таких установок и сравнительно низким
уровнем подготовки лиц, эксплуатирующих их. Электроустановок напряжением свыше
1000 В в эксплуатации значительно меньше и обслуживает их специально обученный
персонал, что и обусловливает меньшее количество электротравм .
На установке четкой ректификации ксилолов используются электродвигатели,
такие как : асинхронный трехфазный двигатель марки CEM тип MJDR 450В3n4,
мощностью 410,0 кВт, напряжением, 6000 В, количеством оборотов, 1500 об/мин;
асинхронный трехфазный двигатель марки CEN тип N180 L1b мощностью 22,0 кВт, напряжением в 380 В и количеством
оборотов 1500 об/мин. Классификация взрывоопасных зон представлена в таблице
7.2.
Таблица 7.2 - Электрооборудование и вид защиты
|
Классификация взрывоопасных
зон
|
Защита электрооборудования
|
|
Класс зоны
|
Категория зоны
|
Группа зоны
|
|
|
В-1г
|
II A
|
T 2
|
ADF гр. IIIA 110 ºС
|
|
В-1г
|
II A
|
T 2
|
ADF гр. IIIA 110 ºС
|
Токсичность и вредность веществ.
Токсичность - способность вещества вызывать нарушения физиологических
функций организма, в результате чего возникают симптомы интоксикаций
(заболевания), а при тяжелых поражениях - его гибель.
Степень токсичности вещества характеризуется величиной токсической дозы -
количеством вещества (отнесенным, как правило, к единице массы животного или
человека), вызывающим определенный токсический эффект. Чем меньше токсическая
доза, тем выше токсичность.
На установке в качестве сырья используют ксилолы, а в качестве готового
продута ароматику С9, С10 и ортоксилол.
Ксилолы - бесцветные жидкости, хорошо растворимые в органических
растворителях, в воде - плохо. Ксилолы образуют взрывоопасные паровоздушные
смеси. Вызывают острые и хронические поражения кроветворных органов, при
контакте с кожей - дерматиты. Токсичен, оказывают наркотическое действие на
центральную нервную систему.
Шум и вибрация.
Шум - это беспорядочное сочетание звуков различной
частоты и интенсивности, возникающих при механических колебаниях в твердых,
жидких и газообразных средах.
Источниками производственного шума являются машины и оборудование, в
частности насосы. Уровень звука в 130 дБ вызывает болевое ощущение, а в 150 дБ
приводит к поражению слуха при любой частоте.
Шум отрицательно влияет на организм человека, и в
первую очередь на его центральную нервную и сердечно - сосудистую системы.
Длительное воздействие шума снижает остроту слуха и зрения, повышает кровяное
давление, утомляет центральную нервную систему, в результате чего ослабляется
внимание, снижается производительность труда. Вибрация представляет собой
процесс распространения механических колебаний в твердом теле. При воздействии
вибрации на организм важную роль играют анализаторы ЦНС - вестибулярный, кожный
и другие аппараты.
Источниками вибраций является насосное оборудование,
применяемое на установке. Длительное воздействие вибрации ведет к развитию
профессиональной вибрационной болезни .
Метеорологические условия на рабочих местах.
Уфа находится в северо-лесостепной подзоне умеренного пояса. Климат
континентальный, достаточно влажный, лето тёплое, зима умеренно холодная и
продолжительная. Средняя температура января - минус 14,6 °C, минимальная -
минус 50 °C; июля - плюс 19,3 °C, максимальная - плюс 40 °C. Среднее количество
осадков - 419 мм.
Вентиляция предусматривается во всех производственных и вспомогательных
зданиях независимо от степени загрязненности воздуха.
Каждая вентиляционная система имеет свой порядковый номер:
П-1 - приточная установка I;
- В-1 - вытяжная установка I;
ПЭ-1 - система продува электродвигателей;
АВ-1 - аварийная вытяжная установка.
Номера на вентиляционных системах нанесены несмываемой краской.
Меры по обеспечению безопасности труда
Инжерно - технические мероприятия.
Для предотвращения возникновения опасных потенциалов, образующихся при
перемещении взрывоопасных продуктов внутри аппаратов и трубопроводов, а также в
результате прямых и вторичных проявлений молнии, все аппараты, трубопроводы,
взрывоопасные помещения имеют соответствующую защиту от статического
электричества и защиту от прямых и вторичных ударов и проявлений молнии.
Каждая система аппаратов, трубопроводов представляет собой на всем
протяжении непрерывную электрическую цепь, которая в пределах установки
заземлена не менее чем в двух местах.
Для предупреждения возможности возникновения опасных искровых разрядов с
поверхности оборудования предусмотрены отвод статического электричества путем
заземления оборудования и коммуникаций. Заземляющие устройства
электрооборудования объединены устройствами аппаратов и трубопроводов в
соответствии с требованиями ПУЭ.
Методами и средствами защиты работающих от производственных опасностей
являются:
применение системы сигнализаций, блокировок и ПАЗ, обеспечивающих защиту
работающего оборудования и своевременное отключение оборудования в аварийном
состоянии;
применение средств индивидуальной защиты работников, для исключения непосредственного
контакта производственного персонала с опасными и вредными веществами;
автоматизация ведения технологического процесса;
ведение технологического процесса в герметично закрытом оборудовании;
постоянная работа приточной и вытяжной вентиляции, наличие аварийной
вентиляции при загазованности в производственных помещениях;
наличие телефонной связи и пожарных извещателей рычажного типа;
В целях контроля за состоянием воздушной среды на территории установки и
в производственных помещениях, ежемесячно производится определение содержания
паров ароматических углеводородов (хроматографический метод) в воздухе рабочей
зоны, проводимых по плану - графику ГСО (ежемесячно). В производственных
помещениях осуществляется автоматический контроль за состоянием воздуха рабочей
зоны при помощи сигнализаторов термохимических модифицированных СТМ - 10. В
случае превышения ПДК в воздухе рабочей зоны срабатывает звуковая и световая
сигнализация.
Обслуживающим персоналом, в течение рабочей смены производится
периодический контроль за состоянием технологического оборудования, насосов,
компрессоров, вакуумных фильтров, кристаллизаторов, вентиляционных систем и за
чистотой рабочей зоны.
С учётом места расположения и загруженности вентиляционных систем,
производится периодическая очистка воздуховодов, защитных решёток и корпусов
вентиляторов от пыли и грязи, но не реже чем раз в полгода.
Каждая бригада перед сдачей вахты выполняет уборку производственных
помещений и операторной от посторонних предметов пыли, грязи и нефтепродукта.
Один раз в сутки обслуживающим персоналом производится влажная уборка в
местах общего пользования операторной и производственных помещениях установки.
Организационные мероприятия.
Для обеспечения безопасного ведения технологического процесса необходимо соблюдать
следующее:
. Не допускать резких изменений расхода, давления и температуры в
аппаратах, строго соблюдать технологические параметры ведения процесса.
. Перед пуском установки в работу, проверить герметичность оборудования,
арматуры, фланцевых соединений путем опрессовки азотом.
. Запорные устройства должны содержаться в исправном состоянии и
обеспечивать быстрое и надежное прекращение подачи или вывода нефтепродукта.
. Клапаны-отсекатели должны находиться в технически исправном состоянии.
. Не эксплуатируемые аппараты и трубопроводы должны быть освобождены,
продуты азотом и отглушены от рабочих систем.
. Неиспользуемое и неэксплуатируемое электрооборудование не должно иметь
возможности случайной подачи напряжения электрического тока.
. Не разрешается дренирование аппаратов и трубопроводов с нефтепродуктом
на открытую площадку. Освобождение аппаратов и трубопроводов от остатков
нефтепродуктов производится в дренажную емкость 92DB-991.
. Для отогрева застывших участков трубопроводов, следует применять пар
или горячую воду, предварительно отключив отогреваемый участок от работающей
системы. Отогрев вести со стороны открытого дренажа. Запрещается отогревать
замерзшие трубопроводы с помощью открытого огня.
. Не допускать к эксплуатации оборудование с неисправным заземлением, с
неисправными средствами КИПиА, СиПАЗ.
. Ремонтные, земляные, газоопасные, огневые работы должны выполняться
только по нарядам-допускам и разрешениям на проведение данных работ по форме,
установленной на предприятии. Запрещается выполнять ремонтные работы на
работающем оборудовании и оборудовании, находящемся под давлением.
. Не допускать эксплуатации аппаратов с неисправными ППК.
.Запрещается эксплуатация трубопроводов, предназначенных для перекачки
взрыво- и пожароопасных, токсичных веществ, при наличии хомутов.
. Во всех взрыво- и пожароопасных помещениях и на территории установки
вывешены предупредительные плакаты: "Взрывоопасно",
"Огнеопасно".
. При переключении с работающего насоса на резервный, проверяется
правильность открытия соответствующих задвижек и подготовленность резервного
насоса к пуску.
. При обнаружении пропуска в корпусе колонн, ребойлеров, теплообменников,
другом оборудовании или трубопроводах, для предотвращения воспламенения
вытекающего нефтепродукта необходимо подать пар к месту пропуска и отключить
данное оборудование или трубопровод из работы.
Чрезвычайные ситуации
План ликвидации возможных аварийных ситуаций.
При локализации аварийной ситуации на одном из блоков
и связывающих по технологии работу всей установки, а также создающих опасность
ее нормальной эксплуатации необходимо полностью остановить установку.
При розливах нефтепродукта необходимо засыпать место розлива песком и
песок убрать, а затем это место помыть водой. При попадании нефтепродукта на
тело, руки, следует промыть водой с мылом.
При ремонтах аппаратов и коммуникаций, в которых находились
нефтепродукты, должны приниматься меры, исключающие искрообразование и
возможность загорания.
Установка обеспечена системами и средствами пожаротушения:
система пенотушения;
система паротушения;
система противопожарной воды высокого и низкого давления;
первичные средства, такие как песок, кошма, огнетушители ОПУ-5.
Для обеспечения противопожарной защиты установки предусмотрены следующие
мероприятия:
1.Вокруг установки предусмотрена сеть противопожарного водопровода,
соединенная с сетью предприятия. На установке имеются пожарные гидранты в
количестве четырёх. Один установлен вдоль проезда), один у операторной и два на
проезде между установкой.
2.Для защиты площадок и этажерок с оборудованием, содержащим горючие
жидкости, установлены лафетные стволы в количестве четырех, подсоединенные к
сети противопожарного водопровода.
3.Насосные оборудованы системой пенотушения с восемью пеногенераторами,
питающимися из емкостей пенообразования, расположенными в специальном помещении
пожарной насосной и работающей под давлением пены и воды, создаваемым насосами.
4. Колонна - К-1, и ёмкости Е-1, оснащены оросительной системой состоящей
из:
стояков, идущих вдоль колонн и емкостей;
- оросительных кольцевых трубопроводов по высоте колонн и емкостей;
- подводящих трубопроводов с электрозадвижками.
Для предотвращения проникновения к печам П-1, облака горючих и
взрывоопасных газов предусмотрено создание паровой завесы вокруг печи путём
открытия электрозадвижек подачи пара, а также подача пара в камеру сгорания
через клапана.
5. На территории установки, в насосных имеются энергопосты,
предназначенные для пропарки, продувки, а также локализации и ликвидации
местных очагов пожара.
6. В качестве первичных средств пожаротушения применяются асбестовые
полотна, песок, порошковые огнетушители.
7. Объёмно - планированные и конструктивные решения зданий
соответствующие СНиП, а также требования "Противопожарных, технических
условий строительного проектирования предприятия нефтеперерабатывающей
промышленности"
8. Здания и сооружения выполнены II степени огнестойкости.
. Аппараты, оборудование, запорная арматура трубопроводов обеспечены
площадками обслуживания, ограждениями и лестницами согласно норм.
. На установке имеются пожарные извещатели в количестве трех,
расположенные:
- у колонны К-1;
у ёмкости Е-1;
перед операторной.
Организация управления в чрезвычайных ситуациях.
Весь персонал установки за время от 15 до 20 минут
должен выполнить следующие операции:
согласовать со старшими операторами расход сырья на
установку и при невозможности увеличения расхода сырья из этих секций;
уменьшить расход сырья в колонны К-1;
понизить температуру низа колонн К-1;
уменьшить вывод головного погона из емкостей Е-1 в ёмкость
Е-2;
перейти на ручное регулирование;
пустить резервный насос;
установку полностью остановить;
с прибытием на установку руководства информировать их
о причинах и последствиях аварии и в дальнейшем выполнять указания
ответственного руководителя по ее ликвидации.
Устойчивость работы предприятия в условиях
чрезвычайной ситуации.
Под устойчивостью функционирования организации в ЧС понимается ее
способность предупреждать возникновение аварий и катастроф, противостоять
воздействию их поражающих факторов в целях предотвращения или ограничения
угрозы жизни, здоровью персонала, проживающего вблизи населения, снижения
материального ущерба, а также обеспечивать восстановление нарушенного
производства в минимально короткие сроки.
Главными направлениями подготовки и проведения комплекса мероприятий по
предупреждению ЧС и повышению устойчивости функционирования предприятий,
организаций, учреждений являются:
перевод потенциально опасных предприятий на современные, более
безопасные, технологии или вывод их из населенных пунктов;
внедрение автоматизированных систем контроля и управления за опасными
технологическими процессами;
разработка системы безаварийной остановки технологически сложных
производств;
внедрение систем оповещения и информирования о ЧС;
защита людей от поражающих факторов ЧС;
снижение количества опасных веществ и материалов на производстве;
наличие и готовность сил и средств для ликвидации ЧС;
улучшение технологической дисциплины и охраны объектов.
Экологичность проекта
Перечень мероприятий по охране окружающей среды.
Охрана окружающей среды - это неотъемлемая и обязательная часть проектной
документации, которая разрабатывается на реконструкцию, расширение,
строительство промышленного или хозяйственного объекта.
Охрана окружающей среды содержит информацию, касающуюся вопросов
экологической безопасности в процессе намечаемой хозяйственной деятельностью. В
нем приводятся разработки проектов по охране природной окружающей среды с
элементами экологического нормирования, которые учитываются при контроле, реализации,
проектировании за хозяйственной деятельностью.
Наиболее вероятные причины аварийных пропусков следующие:
разгерметизация торцовых уплотнений компрессоров и насосов;
разгерметизация фланцевых соединений обвязки компрессоров и насосов
вследствие вибрации;
разгерметизация фланцевых соединений теплообменников и аппаратов
вследствие неправильного включения их в работу;
разгерметизация трубопроводов и аппаратов вследствие их коррозии;
разгерметизация фланцевых соединений вследствие выдавливания прокладок.
Во всех случаях обнаружения аварийных пропусков необходимо принять меры к
тому, чтобы исключить воспламенение и горение продукта. Для этого к месту
пропуска подводится водяной пар или азот.
Для ликвидации пропуска необходимо отключить аппарат из работы, а если
необходимо остановить всю установку.
В случае розлива нефтепродукта, необходимо место розлива засыпать песком
и пропитанный песок вывезти с территории установки, после чего место розлива
промыть водой.
По экономическим соображениям, требованиям экологии, а также ограниченным
запасам воды в природных источниках на предприятии используется оборотная
система технического водоснабжения.
Система водоснабжения.
Оборотные системы открывают большие возможности в удешевлении системы
водоснабжения, сокращении потребления свежей воды и сбросов загрязненных
стоков.
Потребность предприятия в воде всех категорий удовлетворяется из
природных источников, которые должны соответствовать следующим основным
требованиям:
- обеспечивать бесперебойное получение необходимого предприятию
количества воды с учетом перспективы его развития;
подавать воду такого качества, которое в наибольшей степени отвечает
требованиям потребителей или позволяет достичь его за счет простой и
экологичной обработки исходной воды;
обеспечивать возможность подачи воды потребителям с наименьшей затратой
средств;
обладать такой мощностью, чтобы расчетный отбор воды из него не нарушал
сложившуюся экологическую систему.
По экономическим соображениям, требованиям экологии, а также ограниченным
запасам воды в природных источниках на предприятии используется оборотная
система технического водоснабжения.
Для обеспечения основного производства ароматики оборотной водой,
предусматривается водоблок. Водоблок включает в себя: хлороторную со складом
хлора, установку по обработке оборотной воды, установку нефтегазоотделения,
станцию фильтрации оборотной воды с илонакоплением, насосная станция оборотной
воды. Сведения о потребителях в системе водоснабжения приведены в таблице 8.1
[18].
Таблица 7.3 - Сведения о потребителях в системе водоснабжения
|
Наименование зоны
|
Здания, сооружения и
установки, размещаемые в пределах зоны
|
|
Зона производственных
зданий, сооружений и установок
|
- технологические
установки, цехи и связывающие их нефте- и продуктопроводы, газопроводы; -
технологические насосные и компрессорные; - приемные и промежуточные
резервуары (парки); - трансформаторные подстанции напряжение до 10 кВ и
распределительные устройства; - подсобные цехи, помещения и сооружения,
цеховые лаборатории, ремонтные мастерские, душевые, цеховые конторы, пункты
первой помощи, градирни, цеховые котельные; - хранилища нефтепродуктов в
таре.
|
|
Зона подсобных цехов
|
- механические и ремонтные
мастерские; - трансформаторные подстанции напряжением более 10 кВ и
распределительные устройства; - заводские лаборатории; - склады оборудования
и материалов.
|
|
Зона административных,
хозяйственных и бытовых зданий
|
- заводоуправление,
столовые, душевые; - гаражи, заправочные пункты; - пожарное депо, караульные
помещения, охрана.
|
Вода для системы наружного пожаротушения подается из общезаводской
системы. Предусмотрены кабельные галлереи, оборудованные стационарными
оросительными системами. Вода на орошение кабельной галереи открывается
электрозадвижкой и включается дистанционно с компьютера управления установкой
или по месту
Система
водоотведения.
Условия спуска производственных сточных вод в водоемы общественного
пользования регламентируются санитарными правилами и нормами.
Углеводороды в сточных водах находится:
- в виде плавающей пленки;
в мелкодисперсном и эмульсированном состоянии;
в растворенном состоянии.
Трубопроводы, заложенные на глубине менее 0,7 м, считая от их верха,
предохранены от повреждения наземным транспортом.
Расстояние между трубами хозяйственно-питьевых, водопроводных и
канализационных линий при прокладке на одном уровне:
- при диаметре водопроводных труб до 200 мм - не менее 1,5 м;
при диаметре водопроводных труб более 200 мм - не менее 3 м.
По техническим условиям наружная сеть промышленной канализации
прокладывается на расстоянии не менее 3,5 м от параллельно идущей
хозяйственно-фекальной канализации, считая между осями труб, и 3 м - между
стенками смотровых колодцев.
Для очистки сточных вод от промышленных стоков на заводе имеются
механические очистки стоков, установка предназначена для первичной очистки
промышленных и эмульсионных стоков. Загрязнения извлекают путем отстаивания в
нефтеловушках и прудах дополнительного отстоя, фильтрации на кварцевых
фильтрах.
При механической очистке из сточных вод удаляются загрязнения,
находящиеся в них в нерастворенном и коллоидном состоянии.
Схема дренажной системы.
Дренирование нефтепродуктов со всех аппаратов и насосов производится в
подземную емкость. Подземная емкость обогревается теплофикационной водой,
проходящей через змеевик находящийся внутри емкости. При достижении
максимального уровня 80% в подземной емкости автоматически запускается насос,
который откачивает жидкие углеводороды на соседнюю секцию. При достижении
минимального уровня в 20 % автоматически останавливается насос.
Схема сброса на факел.
Газовые выбросы от контрольных и рабочих предохранительных клапанов при
нормальной работе направляются в коллекторы и поступают в отбойники газового
конденсата. Отсепарированные из отбойников газы выбрасываются в факельные
стоянки комплекса на сжигание.
Газовый конденсат из отбойников, по мере накопления, насосами
откачиваются в сборник конденсата на факельном хозяйстве.
Газовые выбросы водородосодержащего газа по коллектору направляется на
факельную стоянку на сжигание.
Канализация.
Установка оборудована двумя системами канализации:
промышленная канализация для сбора промышленных и ливневых стоков с
территории установки, из производственных помещений (насосная, вакуумная
компрессорная, аммиачная компрессорная, фильтровальное и кристаллизаторное
отделения), при дренировании аппаратов, отборе проб, при аварийной
разгерметизации оборудования;
фекальная канализация для отвода стоков из санузла и комнаты приёма пищи.
На сетях канализации для предотвращения распространения огня и взрывов по длине
сети, а также на всех выпусках из производственных помещений установлены
гидравлические затворы.
Сточные воды, выбросы в атмосферу приведены в таблицах:
Таблица 7. 4 - Отходы, образующиеся при производстве продукции
|
Наименование отхода
|
Место складирования или
сброса, транспорт
|
Периодичность образования
|
Условие (метод) и место
захоронения обезвреживания, утилизации
|
Количество (т/год)
|
|
Отложения в аппаратах,
удаляемые в период проведения ремонтов установки
|
Вывоз автотранспортом
|
1 раз в 4 года
|
|
Похожие работы на - Аппарат колонного типа установки четкой ректификации ксилолов
|