Проектирование автоматизированной установки объёмной печати моделей
Аннотация
Данный дипломный проект посвящён проектированию
автоматизированной установки объёмной печати моделей. Установка предназначена
для быстрого прототипирования (печати пластиковых моделей по готовой
3D-модели). В качестве разрабатываемой системы управления в данном проекте
будет система управления на базе контроллера DFRduino MEGA 2560.
Разрабатываемая система управления служит для управления и контроля работы
электрооборудования в установке, а так же обеспечения безопасности персонала и
предупреждение об возникновении чрезвычайной ситуации.
В разделе «Функционально-стоимостной анализ
проекта» произведена экономическая оценка проектных решений и выполнен расчёт
окупаемости проекта в целом (определён период окупаемости).
В разделе «Безопасности и экологичность проекта»
рассмотрены проблемы обеспечения безопасности персонала при работе с
установкой, а так же разработаны меры по её обеспечению. Так же определено
влияние установки на экологию и приняты меры по его снижению.
Данная работа содержит:
расчётно-пояснительная записка объёмом 97+
страниц;
графическая часть объёмом 11 листов формата А1.
Введение
Быстрое прототипирование - это технология
быстрого «макетирования», быстрого создания опытных образцов или работающей
модели системы для демонстрации заказчику или проверки возможности реализации.
Прототип позже дополняется и уточняется для получения конечного продукта.
Для изготовления моделей в промышленности,
ювелирной отрасли, области моделирования в последние годы все чаще и чаще
применяются инновационные разработки и современное оборудование, позволяющее
достигать желаемых результатов в краткие сроки и с наибольшей точностью
исполнения.
Чтобы получить сложную высокоточную модель,
недоступную для выполнения вручную, либо изготовить идентичные модели в любом
количестве (от двух штук до нескольких тысяч), используют оборудование,
позволяющее получить из трехмерной виртуальной модели готовый объект.
D-прототипирование - метод создания физического
объекта на основе виртуальной 3D-модели. На сегодняшний день существует большое
количество технологий объемной 3D-печати, но во всех лежит один и тот же
принцип послойного создания твердой геометрии по электронным данным -
компьютерной CAD-модели (формат STL).
Примерно с начала 1980-х гг. начали интенсивно
развиваться технологии формирования трёхмерных объектов не путём удаления
материала (точение, фрезерование) или изменения формы заготовки (ковка,
штамповка, прессовка), а путём постепенного наращивания (добавления) материала
или изменения фазового состояния вещества в заданной области пространства.
. Обоснование
проектирования автоматизированной установки объёмной печати моделей
1.1 Краткое описание технологического процесса
объёмной печати
Полилактид (ПЛА/PLA) - биоразлагаемый,
биосовместимый, термопластичный, алифатический полиэфир, мономером которого
является молочная кислота. Сырьем для производства служат ежегодно
возобновляемые ресурсы, такие как кукуруза и сахарный тростник.
Акрилонитрилбутадиенстирол (АБС/ABS) - Это один
из лучших расходных материалов для 3D печати. Такой пластик не имеет запаха, не
токсичен, ударопрочен и эластичен. Температура плавления АВС-пластика
составляет от 240˚С до 248˚С.
Струйная 3D-печать осуществляется с
использованием данных материалов. Для этого необходимо нагреть их до температуры
185˚С (для PLA-пластика) или 245 ˚С (для ABS-пластика) и поддержать
её постоянство (нагрев осуществляется в специальной камере в экструдере). Далее
разжиженный пластик выдавливается через специальную головку на охлаждаемую
рабочую поверхность, вследствие чего пластик быстро твердеет. После того как
закончена печать очередного слоя происходит переход на следующий, таким образом
осуществляется послойная печать и формируется объёмная пластиковая модель.
Данные виды пластика не токсичны, но вследствие
того, что для печати требуется высокая температура и высокая точность, работа
человека в данном процессе исключается в пользу автоматизированной системы.
1.2 Анализ существующих решений в области
объёмной печати
В настоящее время 3D-печать набирает популярность,
вследствие чего существует множество решений для 3D-принтеров. Рассмотрим
основные из них и используем их сильные стороны в реализации собственного
проекта.
Стоит начать с того, что существует 2 основных
технологии объёмной печати - это лазерная и струйная. Существует три основные
технологии лазерной 3D-печати:
Лазерная печать - ультрафиолетовый лазер
постепенно, пиксель за пикселем, засвечивает жидкий фотополимер, либо
фотополимер засвечивается ультрафиолетовой лампой через фотошаблон, меняющийся
с новым слоем. При этом жидкий полимер затвердевает и превращается в достаточно
прочный пластик.
Лазерное спекание - при этом лазер выжигает в
порошке из легкосплавного пластика, слой за слоем, контур будущей детали. После
этого лишний порошок стряхивается с готовой детали.
Ламинирование - деталь создаётся из большого
количества слоёв рабочего материала, которые постепенно накладываются друг на
друга и склеиваются, при этом лазер вырезает в каждом контур сечения будущей
детали.
Так же существует пять различных технологий
струйной 3D-печати:
Застывание материала при охлаждении -
раздаточная головка выдавливает на охлаждаемую платформу-основу капли
разогретого термопластика. Капли быстро застывают и слипаются друг с другом,
формируя слои будущего объекта.
Полимеризация фотополимерного пластика под
действием ультрафиолетовой лампы - способ похож на предыдущий, но пластик
твердеет под действием ультрафиолета.
Склеивание или спекание порошкообразного
материала - похоже на лазерное спекание, только порошковая основа (подчас на
основе измельченной бумаги или целлюлозы) склеивается жидким (иногда клеющим)
веществом, поступающим из струйной головки. При этом можно воспроизвести
окраску детали, используя вещества различных цветов. Существуют образцы
3D-принтеров, использующих головки струйных принтеров.
Густые керамические смеси тоже применяются в
качестве самоотверждаемого материала для 3D-печати крупных архитектурных
моделей.
Биопринтеры -- печать 3D-структуры будущего
объекта (органа для пересадки) производится стволовыми клетками. Далее деление,
рост и модификации клеток обеспечивает окончательное формирование объекта.
Поскольку в проекте будет использована
технология струйной печати (под номером 1), необходимо рассмотрение
существующих моделей струйных 3D-принтеров.
Две интересные конструкции предлагает так
называемый проект RepRap, а именно Darwin и Mendel.
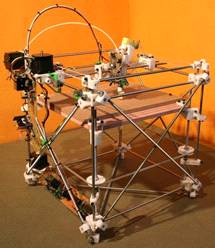
Рисунок 1.1. - Внешний вид 3D-принтера Darwin

Рисунок 1.2. - Внешний вид 3D-принтера Mendel
Оби эти модели, несмотря на их различия, Имеют
одинаковый принцип позиционирования - при помощи трёх взаимно перпендикулярных
направляющих. Этот принцип достаточно точный, но обладает низкой
производительностью. Ещё эти модели снабжены нагревательным солом, что
позволяет использовать в печати ABS пластик. Не смотря на то, что
производительность невелика данное решение используется во многих современных
3D-принтерах, так как оно достаточно компактное и обладает высокой точностью.
Следующая рассмотренная модель сделана на основе
дельта-робота. Эта модель называется Rostock. В основу конструкции положены три
параллелограмма, то есть три радиально-симметрично расположенных направляющих,
по которым перемещаются каретки. К кареткам при помощи шарнирных механизмов
крепится экструдер.
Данная модель весьма интересна, так как обладает
гораздо более высокой производительностью, нежели модели Darwin и Mendel, и не
меньшей точностью, что качественно выделяет её на основе предыдущих моделей.
Данная модель не содержит нагревательного стола, вследствие чего не обладает
возможностью печати с использованием ABS пластика.

Рисунок 1.3. - Внешний вид 3D-принтера Rostock
В настоящее время существует множество
модификаций этих базовых моделей, но рассматривать их по отдельности не имеет
смысла.
1.3 Анализ задач управления
Система управления 3D-принтера должна выполнять
ряд задач, которые можно разделить на несколько основных групп:
Геометрическая - задача с необходимой точностью
и скоростью соблюдать заданную управляющей программой траекторию.
Логическая - задача контроля температуры нагрева
экструдера и давления в подающей камере, а так же отслеживание аварийных
ситуаций.
Терминальная - задача загрузки управляющей
программы и непосредственного управления с ЭВМ, а так же возможность отладки
программы и выявление ошибок.
Для выполнения этих задач необходим контроллер с
достаточным количеством входных и выходных сигналов, как цифровых, так и
аналоговых.
1.4 Функционально-стоимостной анализ базового
варианта установки
За базовый вариант установки был принят
3D-принтер Rostock (см. рисунок 1.3), описанный в пункте 1.2., так как он
наиболее полно подходит по функциональным признакам к проектируемой
автоматизированной установке.
Базовая модель 3D-принтера обладает следующими
элементами:
открытый корпус;
механика привода экструдера и привода подачи
пластика;
контроллер;
датчики начального позиционирования;
шаговые двигатели приводов экструдера и подачи
пластика;
нагреватель экструдера;
датчик температуры;
реле - включатель нагрева.
На рисунке 1.4 показана структурная модель
базового варианта автоматизированной установки. На этой модели отображены все
взаимосвязи между структурными единицами установки.
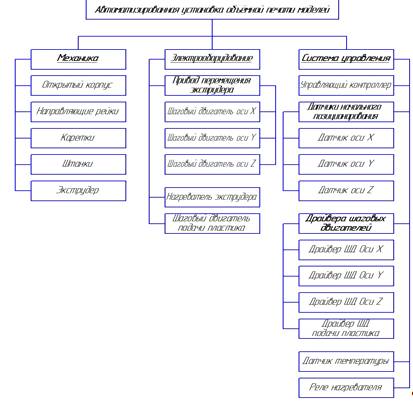
Рисунок 1.4 - Структурная модель базового
варианта автоматизированной установки
На основании структурной модели и информации о
важности конкретных структурных элементов строится функциональная модель
базового варианта автоматизированной установки (см. рисунок 1.5). На этой
модели проставляется вся информация о важности функций.

Рисунок 1.5 - Функциональная модель базового
варианта автоматизированной установки
По данным со структурной и функциональной
моделей составляется функционально-стоимостная модель для базового варианта
автоматизированной установки. На этой модели отображаются такие параметры как
значимость функции r, относительная важность функции R, качество исполнения
функции Q, абсолютная стоимость реализации функции Sабс и относительная
стоимость реализации функции Sотн.
Таблица 1.1 - Функционально-стоимостная модель
базового варианта автоматизированной установки
|
Ин-декс
фун-кции
|
Наименование
функции
|
Материальный
носитель функции
|
r
|
R
|
Q
|
Sабс,
тыс.р.
|
Sотн
|
|
f1.1
|
Обеспечение
целостности конструкции
|
Открытый
корпус
|
0,15
|
0,045
|
0,044
|
0,86
|
0,039
|
|
f1.2
|
Поддержание
кареток
|
Направляющие
рейки
|
0,2
|
0,06
|
0,063
|
1,5
|
0,068
|
|
f1.3
|
Поступательное
движение
|
Каретки
|
0,2
|
0,06
|
0,07
|
1,8
|
0,082
|
|
f1.4
|
Связь
кареток и экструдера
|
Штанги
|
0,2
|
0,06
|
0,069
|
1,2
|
0,055
|
|
f1.5
|
Экструзия
пластика
|
Экструдер
|
0,25
|
0,075
|
0,07
|
0,8
|
0,036
|
|
f2.1
|
Обеспечение
механических перемещений экструдера
|
f2.1=f2.1.1+
+f2.1.2+ f2.1.3
|
0,65
|
0,195
|
0,205
|
4,5
|
0,205
|
|
f2.1.1
|
Движение
каретки вдоль оси X
|
Шаговый
двигатель оси X
|
0,21
|
0,064
|
0,065
|
1,5
|
0,068
|
|
f2.1.2
|
Движение
каретки вдоль оси Y
|
Шаговый
двигатель оси Y
|
0.21
|
0,064
|
0,065
|
1,5
|
0,068
|
|
f2.1.3
|
Движение
каретки вдоль оси Z
|
Шаговый
двигатель оси Z
|
0.21
|
0,064
|
0,065
|
1,5
|
0,068
|
|
f2.2
|
Нагрев
пластика
|
Нагреватель
экструдера
|
0,15
|
0,045
|
0,041
|
0,2
|
0,009
|
|
f2.3
|
Подача
пластика в экструдер
|
Шаговый
двигатель подачи пластика
|
0,2
|
0,06
|
0,065
|
1,5
|
0,068
|
|
f3.1
|
Управление
электрооборудова-нием
|
Управляю-щий
контроллер
|
0,4
|
0,16
|
0,16
|
3,5
|
0,159
|
|
f3.2
|
Начальное
позиционирование экструдера (кареток)
|
f3.2=f3.2.1+
+f3.2.2+ f3.2.3
|
0,2
|
0,08
|
0,085
|
1,8
|
0,082
|
|
f3.2.1
|
Начальное
позиционирование каретки оси X
|
Датчик
оси X
|
0,07
|
0,027
|
0,031
|
0,6
|
0,027
|
|
f3.2.2
|
Начальное
позиционирование каретки оси Y
|
Датчик
оси Y
|
0,07
|
0,027
|
0,031
|
0,6
|
0,027
|
|
f3.2.3
|
Начальное
позиционирование каретки оси Z
|
Датчик
оси Z
|
0,07
|
0,027
|
0,031
|
0,6
|
0,027
|
|
f3.3
|
Управление
шаговыми двигателями
|
f3.3=f3.3.1+
+f3.3.2+f3.3.3+ +f3.3.4
|
0,2
|
0,08
|
0,08
|
3,6
|
0,164
|
|
f3.3.1
|
Управление
шаговым двигателем оси X
|
Драйвер
шагового двигателя оси X
|
0,05
|
0,02
|
0,04
|
0,8
|
0,036
|
|
f3.3.2
|
Управление
шаговым двигателем оси Y
|
Драйвер
шагового двигателя оси Y
|
0,05
|
0,02
|
0,04
|
0,8
|
0,036
|
|
f3.3.3
|
Управление
шаговым двигателем оси Z
|
Драйвер
шагового двигателя оси Z
|
0,05
|
0,02
|
0,04
|
0,8
|
0,036
|
|
f3.3.4
|
Управление
шаговым двигателем подачи пластика
|
Драйвер
шагового двигателя подачи пластика
|
0,05
|
0,02
|
0,04
|
0,8
|
0,036
|
|
f3.4
|
Измерение
температуры пластика в экструдере
|
Датчик
оси Z
|
0,1
|
0,04
|
0,036
|
0,2
|
0,009
|
|
f3.5
|
Регулирование
температуры пластика в экструдере
|
Реле
нагревателя
|
0,1
|
0,04
|
0,041
|
0,5
|
0,023
|
|
F1
|
Обеспечение
целостности и механических связей между узлами установки
|
F1=f1.1+f1.2+
f1.3+ f1.4+ f1.5
|
0,3
|
0,3
|
0,3
|
6,16
|
0,281
|
|
F2
|
Преобразование
электрической энергии в механическую и тепловую
|
F2=f2.1+f2.2+
f2.3
|
0,3
|
0,3
|
0,3
|
6,2
|
0,282
|
|
F3
|
Автоматическое
управление работой установки
|
F3=f3.1+f3.2+
f3.3+f3.4+f3.5
|
0,4
|
0,4
|
0,4
|
9,6
|
0,437
|
|
|
|
|
|
|
|
|
|
|
По данным из таблицы 1.1 строятся
функционально-стоимостная диаграмма и диаграмма качества исполнения функций для
базового варианта автоматизированной установки. По данным с этих диаграмм
принимается решения по выбору конкретных компонентов уже для проектируемого
варианта автоматизированной установки, которые будут отвечать необходимым
требованиям качества и иметь наименьшую возможную стоимость для обеспечения
рентабельности проектирования.
1.5 Техническое задание на проект
Назначение и область применения
Проектируемая установка предназначена для печати
объёмных моделей, максимальные габариты, которых не превышают цилиндра с
радиусом 230 мм., и высотой 230 мм. Печать производится по готовым 3D-моделям,
разработанным в различных CAD и САПР системах, и сохранённых в формате STL.
Основание разработки
Основание разработки служит задание кафедры
автоматизации технологических процессов и производств Курганского государственного
университета, утверждённое приказом по университету, на разработку дипломного
проекта на тему «Проект автоматизированной утсановки объёмной печати моделей».
Цель и назначение разработки
Проектируемая установка должна выполнять
требования качества печати, обладать высокой производительностью, а так же
обеспечивать ряд дополнительных функций, таких как индикация о ходе процесса
печати, сигнализация об ошибках, возможность управления с ЭВМ, и др.
Источники разработки
Источниками разработки являются учебная и
справочная литература, указанные в соответствующем разделе, а также материалы
по данной тематике, предоставленные предприятием и найденные в сети Internet.
Условия эксплуатации
Установка не требует особых условий
эксплуатации. Необходимо лишь не допускать попадание грязи в рабочие органы
установки и при необходимости выполнять чистку и смазку рабочих узлов.
Стадии и этапы разработки
Разработка дипломного проекта должна
осуществляться в сроки, предусмотренные заданием на дипломное проектирование.
Разработку проекта можно разбить на следующие
этапы:
выбор темы проекта и её согласование с
руководителем;
изучение различных решений в области 3D-печати;
изучение технологического процесса 3D-печати;
разработка структурной схемы системы управления;
выбор технических средств для реализации системы
управления;
разработка схемы электрической подключений;
разработка управляющей программы;
экономический расчёт;
оформление листов графической части и сведение
описаний в расчётно-пояснительную записку.
Порядок контроля и приёмки
Контроль за ходом разработки ведется
руководителем проекта и консультантами по графику работы. Распоряжением
заведующего кафедрой создается комиссия в составе 3-х, 4-х человек. Комиссия
оценивает готовность проекта для направления к рецензенту и защиты в ГАК. РПЗ и
графическая часть проекта представляются на предварительную защиту с подписями
нормоконтролера и консультантов.
. Проектирование,
конструирование и моделирование технических средств
2.1 Системный анализ автоматизации установки
объёмной печати моделей
Создание нового эффективного объекта, новой
технологии сегодня невозможно без системного подхода, предусматривающего анализ
задач и синтез решений на всех этапах их разработки и реализации.
Укрупнённая схема рассматриваемого процесса системного
проектирования (СП) технических объектов приведена на рисунке 1.
Согласно схеме СП базируется на двух основных
принципах:
Во-первых, процесс проектирования полностью
согласуется с описаниями объектов, сохраняя при этом иерархическую
соподчинённость;
Во-вторых, СП осуществляется на основе анализа
задач и синтеза решений, обладающих как определённой общностью, так и
спецификой на различных этапах проектирования. Таких этапов в СП выделено пять.
На этапе 1 определяются критерии развития
объекта с ориентацией на создание представителя нового поколения объектов
данного класса с целью длительного применения и многократного тиражирования.
Существенно уточняется функция создаваемого объекта, формируется набор
критериев развития, используемых на последующих этапах системного
проектирования.
На этапе 2 формируется структура и принцип
действия объекта или процесса. Поскольку структура - это совокупность элементов
и их устойчивых отношений, обеспечивающих целостность объекта, то на данном
этапе определяется состав элементов (устройств, технологических приёмов),
выполняющих отдельные части (операции), функции объекта. Для этого
целесообразно использование декомпозиционных методов анализа и синтеза по
схеме, обеспечивающей формирование двухуровневых структурных модулей. Вначале
формируется 1-й модуль создаваемого объекта, затем последовательно получают
этими же методами модули низших уровней, формируя таким путём многоуровневую
иерархическую функциональную структуру технического объекта любой сложности.
Этап 3 является переходным, преобразующим
структурные решения в конструктивные. На этом этапе осуществляется синтез
технического решения, предусматривающий формирование образной модели
технического объекта, представляющей собой конструкцию, лишённую параметров и
других метрических характеристик. Новизна решений на этапе синтеза технического
решения также достигается декомпозиционными подходами, позволяющими формировать
варианты конструкций на основе системного перебора большого числа альтернатив и
выбора новых эффективных конструкторских решений на уровне изобретений класса
“устройства”. Таким образом, на этапах 2 и 3 осуществляется
поисково-структурное проектирование, обеспечивающее получение инновационных
решений на ранних этапах создания технических объектов и процессов.
На этапах 4 и 5 производится разработка
конструкторской документации объекта и его элементов в соответствии с принятой
стадийностью проектирования, например, эскизный, технический и рабочий проекты.
Таким образом, системный подход к созданию
различных новых объектов, проектов, технологий базируется на анализе задач и
синтезе решений. Для этого используются различные методы активизации
инженерного творчества, позволяющие разделять задачи проектирования на части, а
затем производить “свёртку” множеств альтернатив в конкретные решения -
структуру, компоновку, конструкцию.
На рисунке 2.1 показана укрупнённая схема
системного проектирования.
Рисунок 2.1 - Укрупнённая структурная схема
системного проектирования.
2.2 Синтез решений по автоматизации установки
объёмной печати моделей
Потребность и цели создания нового объекта,
структуризация целей и предполагаемых задач, решение которых ведёт к достижению
этих целей, формируют общее представление об объекте. При отсутствии аналога
создаваемому объекту его анализ осуществляется посредством декомпозиции
поставленных задач в пространстве в основном неметрических структурных
характеристик, обусловленных требованиями к функционированию и общему строению
этого объекта. Результатом такого анализа является декомпозиционная схема, при
построении которой предлагается исходить из следующих положений:
Во-первых, декомпозиция осуществляется
неформально и на первом уровне разбиения задач, исходя из назначения или
потребности объекта, определяются основные направления, свойства и признаки,
формирующие концепцию его строения в виде множества относительно независимых
структурных характеристик, образующих n блоков 1-го уровня декомпозиции.
Во-вторых, принимается во внимание весьма важное
обстоятельство, что проблема создания нового объекта не является полностью
неизвестной. Для каждой области, свойства и признака первого уровня на втором
уровне декомпозиции формируются множества альтернатив, выбираемых на основе
анализа известных решений, в том числе из других более развитых классов
объектов.
Используя техническое задание на проектирование,
а также, обсудив особенности проектируемого объекта, построим декомпозиционную
схему анализа задачи формирования структуры автоматизированной установки
объёмной печати моделей.
Таблица 2.1. Декомпозиционная схема анализа
задачи формирования структуры автоматизированной установки объёмной печати
моделей.
|
Xξ
|
Первый
уровень декомпозиции
|
Xξβ
|
Второй
уровень декомпозиции
|
|
X1
|
Технология
печати
|
X11
|
Лазерная
|
|
|
X12
|
Струйная
|
|
X2
|
Технология
позиционирования печатающей головки
|
X21
|
Декартова
|
|
|
X22
|
Технология
дельта-робота
|
|
X3
|
Используемый
пластик
|
X31
|
|
|
X32
|
PLA
и ABS
|
|
X4
|
Режим
работы шаговых двигателей
|
X41
|
Шаговый
|
|
|
X42
|
Полушаговый
|
|
|
X43
|
Микрошаговый
|
|
X5
|
Система
индикации процесса печати
|
X51
|
Отсутствует
|
|
|
X52
|
Присутствует
|
|
X6
|
Контроль
температуры экструдера
|
X61
|
Не
осуществляется
|
|
|
X62
|
Осуществляется
|
|
X7
|
Количество
головок экструдера
|
X71
|
Одна
|
|
|
X72
|
Две
|
|
|
X73
|
Более
двух
|
|
X8
|
Нагревательная
плита
|
X81
|
Отсутствует
|
|
|
X82
|
Присутствует
|
|
X9
|
3D-модель
передаётся в принтер
|
X91
|
С
помощью SD-карты
|
|
|
X92
|
Через
COM-порт с ЭВМ
|
|
|
X93
|
Через
USB-порт с ЭВМ
|
|
X10
|
Возможность
печати без подключения к ЭВМ
|
X101
|
Отсутствует
|
|
|
X102
|
Присутствует
|
|
X11
|
Система
безопасности
|
X111
|
Отсутствует
|
|
|
X112
|
Использование
датчика контроля открытой дверцы
|
|
|
X113
|
Использование
датчика контроля открытой дверцы и датчика пламени
|
Итого общее количество вариантов структуры N
определяется:

На первой ступени упорядочивания выделим из n
блоков Xξ
декомпозиционной
схемы 2-4 блока, содержащих на уровне альтернатив Xξβ
наиболее
важные характеристики - это и будут целевые условия.
На основании исходного задания и из соображений
улучшения качества устройства из декомпозиционной схемы (табл. 2.1) были
выбраны 3 целевых условия: X12, X23, X32.
Выбранные локальные целевые условия неодинаково
влияют на эффективность синтезируемого решения и потому должны быть ранжированы
по их значимости и оценены с помощью параметра l.
Проведя декомпозицию задачи и выбрав в
полученном поисковом пространстве многоуровневую цель, необходимо решить вторую
часть задачи синтеза - сформировать многомерное «решение-ограничение». Так как
оптимизация неформальных решений при нескольких целях традиционными методами
неосуществима, то в этом случае в качестве оптимизационного подхода
целесообразно будет сформировать Паретово множество альтернатив.
Таблица 2.2. Определение оценок и рангов целевых
условий.
|
Эксперты
|
Оценки
и ранги целевых условий
|
|
XS1=X12
|
XS2=X23
|
XS3=X32
|
|
1-ый
|
0,45
|
0,35
|
0,2
|
|
2-ой
|
0,5
|
0,35
|
0,15
|
|
3-ий
|
0,4
|
0,3
|
0,3
|
|
Суммарная
оценка
|
1,35
|
1,00
|
0,65
|
|
Средняя
оценка ωi
|
0,45
|
0,333
|
0.217
|
|
Скорректированная
оценка
|
0,45
|
0,35
|
0,2
|
|
Ранг
целевого условия
|
1
|
2
|
3
|
Альтернатива считается оптимальной по Парето, если
всякая другая альтернатива, являющаяся более предпочтительной для одних целей,
в то же время будет менее предпочтительной для остальных целей. Также для
оптимальности по Парето никогда не следует выбирать альтернативу, которая не
является Парето-оптимальной.
Каждой альтернативе XGjB в блоках XGj по каждому
целевому условию XSiB присвоим оценку по трёхступенчатой шкале: 1 - лучшая
альтернатива, 2 - альтернативы в блоке по отношению к данной локальной цели
равноценны, 3 - в блоке есть лучшая альтернатива с кодом 1.
В таблице 2.3 представлены результаты присвоения
весов при выборе условий-ограничений. Таблица составлялась на основе
вышеуказанного принципа, где каждой оценке в соответствии с её кодом
присваивалось численное значение по правилу:
|
Код
|
Значение
|
|
1
|
λi
|
|
2
|
λi/
mi
|
|
3
|
0
|
Где mi - количество альтернатив XGjB в блоке
XGj.
Таблица 2.3. Результаты присвоения весов оценкам
при выборе условий-ограничений.
|
XGj
|
XGjB
|
XS1=X12;
λ1=0,45
|
XS2=X23;
λ2=0,35
|
XS3=X32;
λ3=0,2
|
|
|
λ1GgB
|
λ2GgB
|
λ3GgB
|
|
XG1=X4
|
[X41]
|
0,15
|
0
|
0,067
|
|
X42
|
0,15
|
0
|
0,067
|
|
X43
|
0,15
|
0,35
|
0,067
|
|
XG2=X5
|
X51
|
0,15
|
0
|
0,1
|
|
[X52]
|
0,15
|
0,35
|
0,1
|
|
XG3=X6
|
X61
|
0
|
0,175
|
0
|
|
[X62]
|
0,45
|
0,175
|
0,2
|
|
XG4=X7
|
X71
|
0,15
|
0,117
|
0
|
|
[X72]
|
0,15
|
0,117
|
0,2
|
|
X73
|
0,15
|
0,117
|
0
|
|
XG5=X8
|
[X81]
|
0,225
|
0,175
|
0,2
|
|
X82
|
0,225
|
0,175
|
0
|
|
XG6=X9
|
X91
|
0
|
0
|
0,067
|
|
X92
|
0
|
0
|
0,067
|
|
[X93]
|
0,45
|
0,35
|
0,067
|
|
XG7=X10
|
X101
|
0
|
0
|
0,1
|
|
[X102]
|
0,45
|
0,35
|
0,1
|
|
XG8=X11
|
X101
|
0
|
0
|
0
|
|
X102
|
0
|
0
|
0
|
|
[X103]
|
0,45
|
0,35
|
0,2
|
Теперь можно сформировать в виде множества
эффективное решение - наилучший оптимальный по Парето вариант структуры
создаваемого объекта:
X={X12, X23, X32, X41, X52, X62,
X72, X81, X93, X102, X113}.
По завершении декомпозиционного анализа и
синтеза создаётся структурная схема системы управления автоматизированной
установки объёмной печати моделей.
2.3 Разработка корпуса автоматизированной
установки
Все рассмотренные в пункте 1.2 готовые решения в
области объёмной печати (3D-принтеры Darwin, Mendel и Rostock) не имели
корпуса, как такового. У каждого из них были лишь верхнее и нижнее основания, к
которым крепились направляющие и всё это упрочнялось диагональными рейками.
Однако данное решение является небезопасным для пользователя установкой, так
как все движущиеся механизмы, нагревающиеся элементы и сам разогретый пластик
находятся в непосредственной близости к пользователю, который при
неаккуратности может получить травму или ожёг. (подробнее о этом смотри в
пункте 7.1).
Вывод о необходимости разработки корпуса для
автоматизированной установки объёмной печати моделей напрашивается сам собой.
При разработке корпуса необходимо так же учесть
что проектируемая установка (её первые реализации) является прототипом для
исследований и разработки готового варианта. Исходя из этого проектируемый
корпус решено изготовить из акрилового стекла, что позволит визуально
контролировать процесс печати и выявлять ошибки в механике и программном
обеспечении.
Корпус должен иметь два основания: верхнее и
нижнее. Основания имеют форму равностороннего треугольника с отсечёнными
вершинами, то есть являются шестиугольниками. На нижнем основании должны быть
отверстия под крепление направляющих реек и стойки с зубчатым колесом для
крепления ремня. Помимо этого на нижнем основании крепится платформа, на
которой будет производиться печать. Верхнее основание имеет отверстия для
крепления коробок с шаговыми двигателями и отверстие под зубчатый ремень. Так
же на верхнем основании устанавливается электроника и электрооборудование (не
считая трёх шаговых двигателей в коробках, на верхнем основании крепятся: блок
питания, плата контроллера, ЖК-дисплей и клавиатура). Верхнее и нижнее
основания имеют, расположенные в шахматном порядке выступы для крепления
стенок.
Боковые стенки корпуса представляют собой три
пары прямоугольников, с вырезами овальной формы внизу. Те, что больше по размеру
имеют отверстие, через которое происходит съём готовой модели.
К этому отверстию необходима дверца. Так как
таких отверстий будет три, то стоит выбрать одно из них и считать его основным.
На него нужно установить датчик открытия дверцы. Два других отверстия нужно
считать вспомогательными и держать постоянно в закрытом состоянии. Использовать
их нужно только при необходимости (например при техническом обслуживании, или
при установке сложных поддерживающих конструкций для печати на них модели).
Боковые стенки должны иметь отверстия, расположенные в шахматном порядке для
крепления к основаниям. Основания и стенки между собой склеиваются специальным
клеем ACRIFIX 5R 0194 с добавлением ACRIFIX CA 0030.
Сборку необходимо производить с высокой
точностью, так как это напрямую влияет на качество печати.
Итого должен получиться корпус массой порядка
13,2 килограмм.
2.4 Разработка структурной схемы системы
управления
По синтезированным в предыдущем пункте решения
необходимо разработать конкретную структурную схему системы управления. Из
данных предыдущего пункта ясно, что для обеспечения требуемого результата
система управления должна выполнять следующие функции:
Управление приводом перемещения экструдера;
Управление приводом подачи пластика;
Управление нагревом пластика (поддержание
требуемой температуры и давления);
Контроль безопасности процесса печати;
Обеспечение обратной связи с оператором;
Для реализации этих функций система управления
должна содержать следующие элементы:
Контроллер;
Четыре шаговых двигателя;
Четыре драйвера для шаговых двигателей;
Три датчика начального позиционирования;
Датчики температуры и давления;
Нагревательный элемент;
ЖК-дисплей;
Клавиатура;
Система связи с ПК;
Датчики безопасности (корпусной и датчик
пламени).
По данным из этого раздела формируется
структурная схема системы управления. В ней указываются взаимосвязи между
конкретными элементами системы и контроллером.
2.5 Выбор технических средств
Промышленностью выпускается большое количество
различных средств автоматизации, имеющие различную производительность,
параметры работы, сервисные функции и т.д. Как правило, производительности
данных устройств достаточно для решения широкого класса задач управления.
Однако при выборе оборудования своё внимание
должно уделяться достижению высокой точности при достаточно высоком
быстродействии.
Требуемое техническое оснащение
Для обеспечения работы установки объёмной печати
моделей необходимы следующие компоненты:
Контроллер, с USB интерфейсом и количеством
дискретных выходов, работающих в режиме ШИМ не менее 8;
Четыре шаговых двигателя с количеством шагов на
оборот не менее 200 и моментом удержания порядка 3кг∙см;
Четыре драйвера к этим двигателям;
Три высокоточных концевых выключателя для осей;
Концевой выключатель для дверцы;
Датчик пламени;
ЖК-дисплей с разрешением не менее 16х1;
Не менее четырёх клавиш для управления;
Нагревательный элемент, с возможностью
управления от контроллера;
Датчик температуры для экструдера (порядка 200
градусов по Цельсию);
Датчик давления пластика в экструдере
2.5.1 Выбор контроллера
По готовой структурной схеме уже достаточно
хорошо вырисовывается общая картина того как должна выглядеть установка, какие
компоненты она должна содержать и какие функции выполнять.
Всякая современная система управления не
обходится без программируемого логического контроллера - центра этой самой
системы. Контроллер выполняет все логические и арифметические задачи,
поставленные перед системой управления. Контроллер должен подбираться исходя из
ряда критериев:
Достаточное количество аналоговых и дискретных
портов ввода/вывода
Необходимая конфигурация платы контроллера
Необходимая производительность
Приемлемая цена
На основе структуры системы управления
промышленный контроллер должен быть способен обработать следующие сигналы:
Дискретные входы
Опрос концевых выключателей на осях (3 входа)
Опрос датчика безопасности (1 вход)
Аналоговые входы
Работа с датчиком клавиатуры (1 вход)
Опрос датчика пламени (1 вход)
Опрос датчика температуры (1 вход)
Опрос датчика давления в экструдере (1 вход)
Дискретные выходы
Управление шаговыми двигателями (8 выходов и
более, работающих в режиме ШИМ)
Управление нагревательным элементом (1 выход)
Аналоговые выходы
Работа с ЖК-дисплеем (2 выхода)
Итого необходимо четыре дискретных входа, девять
и более дискретных выхода, четыре аналоговых входа и два аналоговый выхода.
Конфигурация платы должна содержать возможность
прошивки и управления через USB-порт.
Так как требуется наибольшая из возможных
производительность и при этом высокая точность печати, то контроллер должен
обладать достаточной производительностью для того чтобы успевать обрабатывать
сигналы с датчиков и мгновенно реагировать на них. Для этого потребуется
контроллер с тактовой частотой не менее 12 МГц.
Исходя из выше сказанного, был выбран контроллер
DFRduino Mega на Atmega 2560 (v2.0 Arduino совместим). Arduino Mega построена
на микроконтроллере ATmega2560 и конвертере USB-UART на базе ATmega8U2. Плата
имеет 54 цифровых каналов ввода/вывода (14 из которых может использоваться в
качестве выводов ШИМ), 16 аналоговых каналов вывода, 4 UART, кварцевый
генератор на 16 МГц, разъем USB, гнездо питания, колодка ICSP и кнопка сброса.
Он обладает следующими характеристиками:
Рабочее напряжение: 5 В
Входное напряжение (рекомендуемое): 7-12 В
Входное напряжение (предельное): 6-20 В
Цифровые каналы ввода/вывода: 54 (из которых 14
обеспечивают вывод ШИМ)
Аналоговые каналы ввода: 16
Постоянный ток через вход/выход: 40 мА
Постоянный ток для вывода 3.3 В: 50 мА
ППЗУ (Flash Memory): 256 КБ из которых 8 КБ
используется загрузчиком
ОЗУ (SRAM): 8 КБ
ПЗУ (EEPROM): 4 КБ
Тактовая частота: 16 МГц
Размер (ДхШхВ): 102 x 54 x 13 мм
Выбор пал на данный контроллер так как он
обладает достаточным количеством каналов ввода/вывода (аналоговых, цифровых и
цифровых обеспечивающих работу в режиме ШИМ) для подключения всех элементов
установки а так же дополнительные каналы для развития устройства в дальнейшем,
имеет USB-порт, обладает достаточной производительностью и удовлетворительной
ценой.

Рисунок 2.2 - Внешний вид платы контроллера
DFRduino Mega на Atmega 2560
2.5.2 Выбор электронных компонентов
Начнём выбор электрических компонентов системы
управления по их значимости. автоматизированная
печать контроллер
Первыми стоит выбрать шаговые двигатели и драйвера
к ним. Двигатели нужно подбирать из следующих соображений:
Требуемый угол шага (или требуемое количество
шагов на оборот)
Требуемая точность шага
Требуемая скорость вращения
Требуемая мощность (момент удержания)
Удовлетворительные габариты
Для установки потребуется 3 мощных двигателя с
количеством шагов на оборот не менее 200 (1.8˚ шаг), погрешность шага не
более 5%, момент удержания порядка 3 кг∙см и габариты порядка 45 мм3.
В данной установке будут использованы шаговые
двигатели NEMA17, так как они компактны и обладают достаточной мощностью и
скоростью для решения поставленных перед ним задач.

Рисунок 2.3 - Внешний вид шагового двигателя
NEMA17
Двигатель NEMA17 обладает рядом характеристик:
Момент удержания: 3,4 кг∙см
Тип: Гибридный
Кол-во проводов: 4
Угол шага: 1,8
Длина 40мм
Сопротивление: 2 Ом/фаза
Напряжение 3,4в
Ток: 1,7 А / фазу
Габариты: 42x42x48 мм
Данный двигатель обеспечит требуемую точность
позиционирования и достаточно большой момент для удержания позиции. Для привода
перемещения экструдера необходимо три таких двигателя и ещё один для привода
подачи пластика в экструдер.
Так как непосредственное управления этими
двигателями достаточно накладно в плане программирования и для его реализации
потребуется в два раза большее количество дискретных выходов, необходимо
использовать драйвера шаговых двигателей.
В данной установке будут использованы драйвера
шаговых двигателей Pololu на DRV8825.

Рисунок 2.4. - Внешний вид драйвера шагового
двигателя Pololu на DRV8825
С шаговыми двигателями закончили. Далее стоит
разобраться с оборудованием для экструдера. Здесь нам потребуется
нагревательный элемент и датчик температуры.
Нагревательный элемент должен быть способен долгое
время поддерживать температуру порядка 185˚-190˚ по Цельсию.
Для этих нужд подойдёт резистор 5,6-8,2 Ом, 5Вт.
Но такой резистор можно разогреть до 250˚ и выше. Чтобы не допускать
перегрева необходимо регулировать нагрев. Для этого потребуется датчик температуры,
достаточно точный, чтобы уловить колебания температуры порядка 1-2˚ по
Цельсию.
Для этих нужд будет использоваться термистор
100К.
Оба этих элемента крепятся в алюминиевом блоке с
помощью теплопроводящего клея.
Так как резистору нужна мощность в 5 Вт, а
дискретный вывод контроллера не способен выдать более 0,165 Вт, необходимо
прямое питание нагревательного резистора от блока питания. А для обеспечения
контроля за нагревом (включения и отключения в нужное время) используется
модуль реле DFRobot. Его питающее напряжение - 5 вольт, и он способен
коммутировать достаточную для наших нужд мощность.
Модуль реле управляется с дискретного порта
контроллера.
Для определения начала координат используются
бесконтактные путевые выключатели, которые определяют крайнее верхнее положение
«кареток». Так как от точности определения начала отсчёта напрямую зависит
точность позиционирования термоголовки в дальнейшем при печати, то для него
необходимо использовать очень точные конечные выключатели (см. рисунок 2.6).

Рисунок 2.5 - Внешний вид модуля реле DFRobot
Точность срабатывания должна быть порядка 0,05
мм.
Будут использоваться концевые выключатели D5B
фирмы OMRON - высокочувствительные концевые выключатели, срабатывающие от прикосновения,
которые обладают следующими характеристиками:
Обнаруживает объекты в различных направлениях,
срабатывает даже при приложении незначительного усилия
Порог срабатывания, составляющий 0,01 мм,
обеспечивает высокую точность обнаружения
Позолоченные контакты позволяют коммутировать
слаботочные низковольтные цепи
Высокая устойчивость к пыли, мелкодисперсным
частицам, брызгам воды и масла (IP67)
Степень защиты IP67, допускается погружение в
воду
Номинальный ток: 5 В=1 мА; 30 В=30 мА
Для слаботочных цепей10 мА
Индикатор срабатывания отсутствует

Рисунок 2.6 - Внешний вид концевого выключателя
OMRON D5B
Данный концевой выключатель обладает высокой
точностью и надежностью, защищён от попадания пыли и может быть легко закреплён
в установке. Он подключается к цифровым каналам контроллера, запитывается от
блока питания.
Для обеспечения внешнего контроля и вывода
информации о процессе печати используются модуль ЖК-дисплея символьного 16x2
DFRobot (I2C) (А7 на схеме подключения) и датчик клавиатуры DFRobot
(аналоговый) (А8 на схеме подключения).

Рисунок 2.7 - Внешний вид модуля ЖК-дисплея 16x2
DFRobot
Для возможности управления принтером без
подключения его к ЭВМ необходима клавиатура. В установке будет использован
датчик клавиатуры DFRobot.
Этот датчик клавиатуры DFRobot обеспечит нас
пятью кнопками, задействовав при этом только один аналоговый вход контроллера.
Данный модуль может быть легко подключен к Arduino-совместимому контроллеру
через Плату расширения ввода/вывода DFRobot для Arduino.
Характеристики:
Напряжение питания: +5 Вразъем: 1-выход;
2-земля; 3-питание
Размер (ДхШхВ): 55 x 32 x 14 мм

Рисунок 2.8 - Внешний вид датчика клавиатуры
DFRobot
Для обеспечения безопасности используются два
датчика. Первый - концевой выключатель, закреплённый на дверце, срабатывающий
при её открытии. Для этих нужд подойдёт механический концевой выключатель
Baumer My COM A.
Так же вместо вышеописанных ЖК-дисплея и
клавиатуры может быть использован модуль, включающий в себя оба этих элемента.
Это плата символьного ЖК-дисплея и клавиатуры DFRobot.
Эта плата включает в себя две предыдущих. Она
содержит ЖК-дисплей 16х2 (белые символы на синем фоне), а также пять тактовых
пользовательских кнопок, кнопку сброса, и пять аналоговых разъемов для
подключения датчиков или серво. Она поддерживает регулировку контрастности и
подсветки ЖК-дисплея, а также функцию включения/выключения.
Для функционирования ЖК-дисплея используются
порты D4, D5, D6, D7, D8, D9, D10, порт A0 используется для считывания
состояния пяти кнопок, которые подключены к данному порту через делители
напряжения.

Рисунок 2.9 - Внешний вид платы символьного
ЖК-дисплея и клавиатуры DFRobot
Плата обладает следующими характеристиками:
Кнопка сброса;
Пользовательские кнопки: 5;
Аналоговые порты: 5;
Тип дисплея: символьный;
Разрешение дисплея: 16х2 символов;
Цвет дисплея: синий фон с белым изображением;
Напряжение питания: +5 В.;
Размер (ДхШхВ): 80 x 58 x 12 мм.;
Вес: 56 гр.

Рисунок 2.10 - Внешний вид концевого выключателя
Baumer My COM A
И напоследок, для определения аварийной ситуации
возгорания, внутри принтера устанавливается датчик пламени. Для этих нужд
подойдёт датчик пламени DFRobot (аналоговый). Этот датчик пламени DFRobot может
использоваться для определения открытого пламени или другого источника света с
длиной волны от 760 нм до 1100 нм.
Обладает следующими характеристиками:
Спектр обнаружения: от 760 нм до 1100 нм
Расстояние обнаружения: от 20 см (4,8 В) до 100
см (1 В)
Рабочая температура: от -10 до +85 °C
Интерфейс: аналоговый
Напряжение питания: +5 Вразъем: 1-выход;
2-земля; 3-питание
Размер (ДхШхВ): 30 x 20 x 8 мм
Вес: 3 гр

Рисунок 2.11 - Внешний вид датчика пламени
DFRobot
Существует также проблема, которая напрямую
влияет на точность печати. Это проблема колебаний толщины линии, вследствие
того, что поставляемый пластик (PLA 3мм в диаметре) имеет большую погрешность
сечения (порядка 40%), вследствие чего, если подавать его в экструдер с
определённой постоянной скоростью, то погрешность толщины линии будет разной
всякий раз как меняется бобина с пластиком. Во избежание этого можно
использовать пластик меньшего сечения (1.75 мм), но это лишь немного снизит
погрешность. Однако есть возможность контролировать погрешность путём
поддержания постоянного давления в нагревательной камере экструдера. Для
поддержания этого давления необходимо менять скорость подачи пластика в
экструдер. Для обеспечения возможности такого регулирования нужен датчик
давления в нагревательной камере. Этот датчик должен обладать достаточной
чувствительностью и устойчивостью к высоким температурам. Так же он должен быть
компактным, чтобы была возможность поместить его в экструдер.
Для этого используется фольговый тензорезистор
KFH. Он позволяет выполнять измерение давления при температуре от -196 до +250
градусов Цельсия. Фольга крепится на внутренней стенке нагревательной камеры с
помощью клея PC-6.

Рисунок 2.12 - внешний вид тензорезистора KFH
2.6 Разработка электрической схемы подключений
системы управления
Прежде чем начать разработку схемы подключений
необходимо разобраться с особенностями подключения тех или иных элементов к
контроллеру, и уже основываясь на этой информации разработаться схему.
Датчик давления подключается следующим образом
(см. рис. 2.12): одна наго запитывается от контроллера, вторая подключается к
аналоговому входу, и одновременно с этим через резистор 2.2 кОм к общему
проводу.
Шаговые двигатели подключаются к контроллеру
через драйвер шагового двигателя Pololu на DRV8825. Подключение драйвера
осуществляется следующим образом (см. рис. 2.14): на клеммы VMOT и GND
(верхний) подаётся напряжение питания двигателей (12В); к разъёмам B2, B1, A1 и
A2 подключаются обмотки (A и B соответственно); на клеммы RESET и SLEEP
подаётся напряжение +5В; к разъёмам STEP и DIR подаётся ШИМ сигнал с
контроллера.
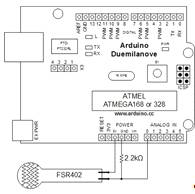
Рисунок 2.13 - Схема подключения тензорезистора
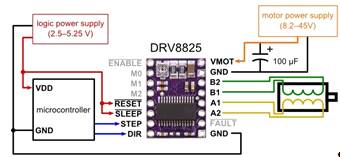
Рисунок 2.14 - Схема подключения драйвера
шагового двигателя Pollou
Модуль ЖК-дисплея подключается к контроллеру
используя два аналоговых выхода и два питающих выхода. Выглядит это следующим
образом (см. рисунок 2.15).

Рисунок 2.15 - Схема подключение модуля
ЖК-дисплея
Далее разберёмся с подключением датчика
клавиатуры. Клавиатура так же использует аналоговый вход. Как видно из схемы
подключения датчика клавиатуры (см. рисунок 2.16), он питается от контроллера
(5 В) и заземляется там же.
Далее разберёмся с подключениями нагревательного
элемента, датчика температуры и датчиков безопасности.
Нагревательный резистор подключается к блоку
питания через модуль реле (см. рис. 2.16). В то же время модуль реле
подключается к дискретному выходу и земле, вследствие чего при подаче на выход
1 нагревательный элемент будет отдавать тепло в нагревательную камеру, при
достижении верхнего порога температуры на выход будет подан 0 и нагрев
прекратится, после чего при достижении нижнего порога нагрев возобновится.

Рисунок 2.16 - Схема подключение датчика
клавиатуры
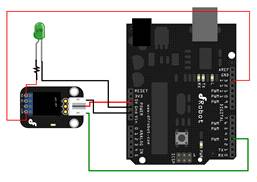
Рисунок 2.17 - Схема подключения модуля реле и
нагревательного резистора
Термистор же подключается к аналоговому входу и
питается от контроллера. Он постоянно выдаёт данные о температуре в камере.
Датчики безопасности подключаются: один к
дискретному входу (датчик дверцы), второй к аналоговому (датчик пламени).
После того как разобрались с особенностями
подключения компонентов, можно приступать к разработке схемы электрической
подключений, в которой будет подробно показано то, как именно подключать
конкретные элементы к контроллеру, как и от чего запитывать контроллер и
периферию.
2.7 Моделирование процесса регулирования
температуры пластика в экструдере
Общий принцип действия системы автоматического
регулирования температуры состоит в том, чтобы поддерживать на требуемом уровне
температуру объекта (в нашем случае пластика в нагревательной камере).
Происходит это следующим образом - с датчика температуры (ДТ), который
находится в непосредственном контакте с нагревательной камерой сигнал поступает
на контроллер, который обрабатывает его и в зависимости от этого меняет температуру
нагрева. Изменение температуры может происходить различными способами, для
примера рассмотрим следующие виды регуляторов:
двухпозиционный регулятор;
П-регулятор;
ПИ-регулятор;
ПИД-регулятор.
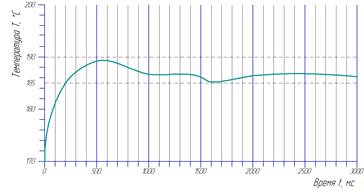
Проведём моделирование для обеспечения требуемой
температуры для печати пластиком PLA (температура 185-190˚C). Для
приближения к реальным условиям в период времени 1,5 секунды нужно подать
возмущающее воздействие (резкое снижение температуры при выдавливании
некоторого объёма пластика и заполнение на его место того же объёма не
разогретого пластика).
Для определения качества результатов
регулирования необходимо проследить процесс регулирования с учётом возмущений.
Функциональная схема регулирования выглядит
следующим образом:

Рисунок 2.18 - Функциональная схема
регулирования температуры
На рисунке обозначены:
Р - регулятор (контроллер, работающей по
конктерному закону регулировния);
Н - нагреватель (исполнительный орган при
регулировании температуры);
ТП - температура пластика в экструдере (объект
регулирования);возм - возмущающее воздействие (выдавливание объёма пластика,
что служит снижению температуры);
ДТ - датчик температуры (обратная связь).
Для обеспечения требуемого качества печати
необходимо поддерживать температуру в диапазоне от 185 до 190 градусов.
Следовательно, те законы регулирования, которые способны выполнить данное
условие и при этом обеспечить достаточно малое время регулирования, годятся для
использования в проектируемой установке.Для двухпозиционного регулятора
установим границы срабатывания на 186 и 188 соответственно нижнюю и верхнюю.
Процесс регулирования по двухпозиционному закону
будет выглядеть следующим образом (см. рисунок 2.19).

Рисунок 2.19 - Переходный процесс при
двухпозиционном регулировании
Данный метод обладает колебательностью. Однако,
даже учитывая колебательность, температура не покидает границы допуска, даже в
случае возмущающего воздействия. Время вхождения в номинальный режим после
возмущения мало. Вывод: данный метод годится для использования в установке.
Для работы с пропорциональными, интегральными и
дифференциальными регуляторами необходимо подбирать соответствующие
коэффициенты регулирования. В таблице 2.4 представлены используемые в моделировании
коэффициенты для П, ПИ и ПИД регуляторов.
Таблица 2.4. Значение коэффициентов
регулирования
|
Тип
регулирования
|
Пропорциональный
коэффициент
|
Интегральный
коэффициент
|
Дифференциальный
коэффициент
|
|
П
|
1,4∙∆T
|
Нет
|
Нет
|
|
ПИ
|
1,6∙∆T
|
2,4∙t
|
Нет
|
|
ПИД
|
1,2∙∆T
|
1,5∙t
|
0,2∙t
|
Вид характеристики при П-регулировании изображён
на рисунке 2.20.
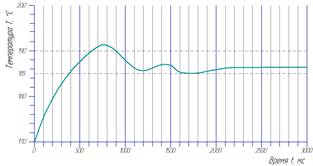
Рисунок 2.20 - График переходного процесса при
П-регулировании температуры
В данном случае отсутствует колебательность.
Время восстановления после возмущения немного выше, чем у двухпозиционного
регулятора, однако достаточно для обеспечения требуемой точности. Вывод: данный
метод годится для использования в установке.
Вид характеристики ПИ-регулятора изображён на
рисунке 2.21.
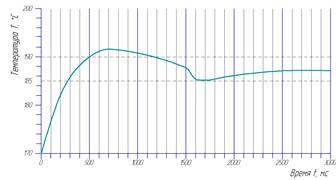
Рисунок 2.21 - График переходного процесса при
ПИ-регулировании температуры
Так же наблюдается отсутствие колебательности и
высокая скорость восстановления после возмущения. Однако появляется постоянная
величина ошибки (порядка 0,5-1˚С), следовательно, необходима
дополнительная коррекция. Вывод: данный метод годится для использования в
установке.
Далее рассмотрим последний исследуемый вариант,
а именно регулирование по ПИД-закону.
Вид характеристики при ПИД-регулировании
изображен на рисунке 2.22.
.22 - График переходного процесса при
ПИД-регулировании температуры
Данный метод обеспечивает наиболее плавный
переходный процесс и малое время восстановления после возмущения. Однако, как и
в случае с ПИ-регулятором, имеет постоянную ошибку и требует дополнительной
коррекции. Вывод: данный метод годится для использования в установке.
Все проанализированные методы регуляции
температуры способны обеспечить требуемую точность. В качестве используемого
метода (по крайней мере в начале разработки) будет использоваться
двухпозиционный закон регулирования, так как он наиболее прост и дёшев в
реализации.
2.8 Моделирование процесса регулирования
давления пластика в экструдере
Процесс регулирования давления в экструдере во
время печати заключается в следующем: с помощью шагового двигателя в экструдер
с постоянной скоростью подаётся пластиковая нить, сечение которой может
колебаться от 1,25 до 3,5 мм; датчик давления, располагающийся в нагревательной
камере экструдера, периодически (с частотой порядка 50 Гц) отправляет в
контроллер данные о давлении пластика, который в зависимости от этих данных
увеличивает или снижает подачу пластика в экструдер (регулируется скорость и
направление вращения шагового двигателя подачи пластика).

Рисунок 2.23 - Функциональная схема
регулирования давления
На схеме обозначаются:
Р - регулятор (аналогично со схемой в предыдущем
пункте);
ШД - шаговый двигатель подачи пластика
(исполнительное устройство при регулировании давления);
ДП - давление пластика в экструдере (объект
регулирования);возм - возмущающее воздействие (выдавливание объёма пластика,
что служит снижению давления);
ДД - датчик давления (обратная связь).
Исходя из задачи поддержания постоянного
давления порядка 2 бар (1,9-2,1 бар) использование колебательного
двухпозиционного регулятора нецелесообразно и, следовательно, рассматриваться
не будет. А будут рассматриваться лишь П, ПИ и ПИД регуляторы.
По аналогии с предыдущим пунктом, составим таблицу
со значениями коэффициентов регулирования.
Таблица 2.5. Значение коэффициентов
регулирования
|
Тип
регулирования
|
Пропорциональный
коэффициент
|
Интегральный
коэффициент
|
Дифференциальный
коэффициент
|
|
П
|
1,1∙∆P
|
Нет
|
Нет
|
|
ПИ
|
1,9∙∆P
|
1,4∙t
|
Нет
|
|
ПИД
|
1,3∙∆P
|
1,5∙t
|
0,35∙t
|
По порядку проверим действенность методов
регулирования. Начнём по порядку с П-регулятора (см. рисунок 2.24).

Рисунок 2.24 - График переходного процесса при
П-регулировании давления
Пропорциональный метод регулирования показал
хороший результат по времени и погрешности. Вывод: данный закон регулирования
применим в проектируемой установке.
На рисунке 2.24 изображён график переходного
процесса при ПИ-регулировании.
ПИ-регулятор требует большее время на увеличение
давления пластика и под возмущающим воздействием выходит за рамки допуска
давления. Вывод: данный метод регулирования давления не целесообразно
использовать в проектируемой установке.

Рисунок 2.25 - График переходного процесса при
ПИ-регулировании давления
Напоследок разберёмся с ПИД-регулирование
процесса поддержания давления пластика в экструдере.
На рисунке 2.26 изображён график переходного
процесса при ПИД-регулировании давления.
ПИД-регулятор показывает лучший результат в
скорости нарастания давления и скорости восстановления после возмущения. Вывод:
этот метод регулирования давления подходит для проектируемой установки.
Исходя из поставленных задач и информации о их
решении сделаем выбор в пользу ПИД-регулятора, так как он обладает наивысшей
среди исследуемых методов точностью и быстродействием. Однако для облегчения
задачи проектирование можно использовать и метод П-регулирования.
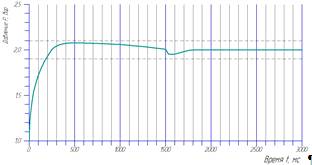
Рисунок 2.26 - График переходного процесса при
ПИД-регулировании давления
3.
Информационное и программное обеспечение автоматизированной установки
3.1 Разработка алгоритмов управления
Алгоритм управления - предписание,
последовательность шагов при реализации проекта на различных этапах выполнения,
точно определенный порядок выработки управленческих решений, формирования
планов, обмена информацией в процессе управления.
Он отражает порядок выработки решений от начала
проекта до его завершения. В алгоритме управления прослеживается логика
процесса преобразования исходных данных и конечный результат проекта.
Тщательная отработка алгоритма управления - необходимый этап проектирования
любой автоматизированной системы управления.
Задача разработки программного обеспечения
автоматизированных систем управления технологических процессов, как правило,
состоит из двух последовательных этапов:
реализация информационных функций системы;
6поддержание достоверной информационной базы, используемой в дальнейшем для
решения задач управления и за человеко-машинный интерфейс, включающий в себя
динамические интерактивные видеокадры, тренды, отчетные формы, сообщения для
оператора. Информационная подсистема должна обеспечивать простое создание,
конфигурацию и реконфигурацию вышеперечисленных компонент для конкретной задачи
автоматизации, как на этапе создания, так и на этапах эксплуатации,
модернизации, комплексирования с другими системами. Алгоритмы управления
строятся на базе принятой модели объекта, стратегии управления и используют
данные информационной подсистемы для выработки управляющих воздействий.
Алгоритмы следует разрабатывать исходя из
особенностей технологического процесса, который необходимо выполнять.
В нашем случае сам по себе технологический
процесс не сложен, однако он требует крайне высокой точности и своевременности
выполнения тех или иных действий.
Процесс состоит из создания трёхмерной модели,
которую необходимо печатать и сохранения её в формате STL. Далее загрузка
модели в диспетчерскую программу, которая формирует G-код. После получения
G-кода он отправляется в контроллер, либо с помощью диспетчерской программы с
ЭВМ, либо с внешнего накопителя.
Следовательно, нужно разработать два алгоритма:
один - для формирования G-кода по готовой 3D-модели и второй - для печати по
готовому G-коду.
Связь между контроллером и ЭВМ, то есть связь
между ПО верхнего и нижнего уровня, необходима для обеспечения возможности
управления установкой удалённо, без необходимости находится рядом. Связь должна
быть организована через USB-порт. По данному каналу связи можно будет передавать
G-код с ЭВМ непосредственно в контроллер, так же передавать управляющие команды
оператора, с другой стороны с контроллера будут поступать сообщения о ходе
выполнения печати и отработке управляющих команд, а так же сообщения о
возникновениях аварийных ситуаций.
3.1.1 Разработка алгоритма диспетчерской
программы
Исходя из поставленных задач, требовалось
разработать диспетчерскую программу, обеспечивающую возможность управления
устройством объемной печати моделей.
Диспетчерская программа должна реализовывать:
возможность загрузки stl моделей с последующей
автоматизированной генерацией управляющих команд для устройства объемной
печати;
возможность управления устройством объемной
печати в ручном режиме;
возможность загружать и проводить изменения над управляющими
командами для устройства объемной печати.
Для решения поставленных задач была
спроектирована система:
Рисунок 3.1 - Блок-схема диспетчерской программы
Модуль «Чтения данных» отвечает за интерпретацию
входящих данных во внутреннее представление в программе для их последующей их
обработки. А так же валидацию входящих данных для обеспечения корректной ее
обработки в дальнейшем. Программное обеспечение должно иметь возможность
обрабатывать:
трехмерные модели в формате «.stl» двух типов,
ASCII и бинарные, представляющие собой описание треугольников из которых
состоит модель объекта;
управляющие команды устройством объемной печати
(G-code);
файлы конфигурации программы, содержащие в себе
предустановленные настройки для устройства объемной печати моделей и данного
программного обеспечения.
Рисунок 3.2 - Декомпозиция модуля «Чтение
данных».
Модуль «Обработка данных» производит
автоматизированную генерацию управляющих программ для устройства объемной
печати в соответствии с выбранными настройками конфигурации программы и
загруженной пользователем моделью. На вход его подаются интерпретированная в
модуле «Чтение данных» 3D модель объекта и конфигурации печати. Данный модуль
проводит анализ модели, строит периметры модели, проводит обнаружение твердых
поверхностей и поверхностей заполнения, производит нарезку модели по слоям и
генерирует путь экструдера для печати данной модели. Путь движения экструдера
после этого преобразуется в набор управляющих команд для устройства объемной
печати.

Рисунок 3.3 - Декомпозиция модуля «Обработка
данных»
Модуль «Запись данных» отвечает за сохранение на
жестком диске данных об используемой конфигурации системы, управляющих командах
для устройства объемной печати, а так же 3D модели.

Рисунок 3.4 - Декомпозиция модуля «Запись
данных»
Модуль «Визуализация данных» отвечает за
отображение 3D моделей, загруженных пользователем в программу, и позволяет
производить над ним манипуляции перемещения, сдвига, поворота для
позиционирования их перед печатью.
.1.2 Разработка алгоритма управляющей программы
контроллера
Исходя из поставленных задач, необходимо
разработать управляющую программу контроллера для обеспечения следующих
функций:
Приём G-кода (через USB-порт либо с SD-карты)
Отработка G-кода (процесс формообразования)
Контроль температуры и давления в экструдере
Контроль безопасности (опрос датчиков
безопасности)
Взаимодействие с оператором (через ЭВМ, либо
через клавиатуру и ЖК-дисплей)
Рисунок 3.5 - Блок-схема управляющей программы
контроллера
Модуль «Инициализация работы» отвечает за
инициализацию системы установки. За начальную проверку безопасности. За
перемещение экструдера в стартовую позицию, с последующей установкой начала
координат. И за организацию приёма данных(G-кода). Позиционирование экструдера
заключается в доводе кареток до касания с концевыми выключателями, после чего
экструдер перемещается в начальную запрограммированную заранее позицию и эта
позиция считается отправной точкой (началом координат (0,0,0)).

Рисунок 3.6 - Декомпозиция модуля «Инициализация
работы»
Модуль «Чтение G-кода» выполняет чтение файла с
G-кодом и его покадровую интерпретацию. После чего передаёт кадры на отработку.
Модуль «Отработка G-кода» выполняет основную
функцию формообразования, то есть передаёт управляющие сигналы на рабочие
органы установки. При этом оба этих модуля держат постоянную связь с модулем
«Взаимодействие с оператором».
Модуль «Взаимодействие с оператором» служит для
обеспечения возможности оператору следить за процессом печати и при
необходимости вносить коррективы в работу установки. При этом оператор постоянно
получает информацию о ходе печати, о том как выполнены его команды и получает
мгновенное сообщение в случае возникновения неисправностей. Управление и
получение сообщений возможно как с помощью ЭВМ, подключённого через USB-порт,
так и без ЭВМ, а с помощью клавиш на установке и ЖК-дисплея.

Рисунок 3.7 - Декомпозиция модуля
«Взаимодействие с оператором»
Модуль «Опрос датчиков безопасности» выполняет
периодический опрос датчиков безопасности (прерывания по таймеру) и при
появлении аварийного сигнала, на каком-либо из них останавливает работу
установки и выдаёт оператору сообщение об возникновении аварийной ситуации.
3.2 Разработка программного обеспечения
автоматизированной установки
3.2.1 Разработка управляющей программы
контроллера
Выбранная ранее в качестве управляющего
устройства плата контроллера DFRduino MEGA едва ли потребует замены даже в
случае расширения функционала установки с будущем, но если вдруг таковое
случится, её можно заменить на любую Arduino-совместимую плату контроллера,
обладающую большими возможностями.
Плата контроллера DFRduino MEGA программируется
и прошивается при помощи фирменной утилиты Arduino IDE. Эта программная среда
использует язык программирования C++ с дополнительными библиотеками для
обеспечения работы с контроллером. Она обладает нужной нам библиотекой для
управления шаговыми двигателями через драйвера шаговых двигателей. Эта
библиотека называется stepper.h.
Как было сказаны выше, управления шаговыми
двигателями программируется при помощи библиотеки stepper.h. Далее поговорим
подробнее о функциях из этой библиотеки, которые используются в нашей
программе.
Начинается всё с объявления шагового двигателя.
Для этого используется функция Stepper. Функция принимает 3 параметра: первый -
количество шагов на оборот (в нашем случае это 200), второе и третье - номера
контактов, к которым подключен драйвер, то есть его контакты step и dir.
Выглядит это примерно так (задали 200 шагов на оборот и подключение к 13 и 14
выводам)
Stepper AStepper = Stepper(200, 14, 13);
Далее требуется усановить скорость вращения
двигателя. Для это служит функция Stepper.setSpeed. Эта функция принимает один
параметр - количество оборотов в минуту. Задание скорости вращения в 120
оборотов в минуту выглядит так:.setSpeed(120);
Для вращения шагового двигателя используется
функция Stepper.step. Она принимает один параметр - число шагов, на которое
необходимо повернуться, если число положительное, то попорот идёт по часовой
стрелке и наоборот, если отрицательное. Поворот двигателя на один шаг выглядит
следующим образом:
AStepper.step(1);
Так же перед управлением двигателями необходимо
запрограммировать необходимые порты на вывод, иначе ничего не выйдет.
Программирование портов на ввод или вывод информации осуществляется с помощью
функции pinMode. Эта функция принимает два параметра: первый - номер порта,
второй - режим работы (ввод или вывод). Программирование 13 и 14 портов на
вывод осуществляется следующим образом:
pinMode(13, OUTPUT);(14, OUTPUT);
С управлением моторами разобрались. Далее
следует разобраться с опросом концевых выключателей. Опрос дискретных датчиков
происходит при помощи опрос дискретных портов, к которым они подключены.
Сначала необходимо задать требуемые порты на ввод информации.
pinMode(1, INPUT);(2, INPUT);(3,
INPUT);
pinMode(4, INPUT);
После необходимо периодически опрашивать порты.
Опрос портов выполняется функцией digitalRead, единственным параметром, которой
является номер опрашиваемого дискретного порта. Функция возвращает значение 1, если
на входе порта напряжение выше 3 вольт и 0 в противном случае. Опрос датчиков
производится через переменную и выполняется следующим образом:
AES = digitalRead(1);= digitalRead(2);=
digitalRead(3);
Опрос концевых выключателей на осях производится
лишь в функции начального позиционирования. Так как для позиционирования
необходима высокая точность необходимо производить опрос датчиков на каждый
повёрнутый шаг двигателя, то есть раз в пол секунды.
Далее перейдём к экструдеру. В экструдере
необходимо поддерживать нужную температуру и давления пластика в нагревательной
камере. Для нагрева у нас используется резистор номиналом 5,6-8,2 Ом,
подключённый через модуль реле к блоку питания. Для включения нагрева
необходимо подать логическую единицы на дискретный порт, к которому подключен
модуль реле (дискретный порт должен быть настроен на вывод). Подача логической
единицы на порт происходит с помощью функции digitalWrite, которая принимает
два параметра: первый - номер дискретного порта, а второй - его значение (0 или
1, LOW или HIGH). Функция выглядит следующим образом:
digitalWrite(5, HIGH);
Контроль температуры осуществляется с помощью
термистора, подключенного к аналоговому входу. Для этого необходимо
запрограммировать прерывание по системному таймеру для периодического опроса
аналогового порта, к которому подключен датчик температуры.
Контроллера Arduino MEGA имеет шесть таймеров,
которые нумеруются начиная с 0 и до 5. Первые два таймера имеют 8-битный
счётчик, остальные четыре - 16-битный (то есть первые ведут счёт максимум до
255, а остальные четыре до 65535). Так же таймера работают с определёнными
определителями от частоты контроллера (8, 16, 32, 64, 128 и т.д.). Эти
параметры определяют частоту срабатывания прерываний. Так же существует
несколько типов, по которым генерируются прерывания:
Прерывание по переполнению (по достижению
максимального значения счётчика происходит прерывание и сброс)
Прерывание по совпадению (при совпадении
назначенного числа происходит прерывание и сброс)
Прерывание по обратному счёту (так же как и
первое, только счёт ведётся с 255 до 0, при нуле - прерывание и сброс)
В нашем случае можно использовать первый тип.
Следует подобрать предделитель таким образом, чтобы прерывание не возникало
слишком часто, дабы не нагружать машинной время контроллера лишними операциями,
и не достаточно большим, чтобы температура колебалась сверх допустимого
предела. Для вычисления точного значения необходимо воспользоваться формулой
3.1.
|

|
(3.1)
|
где fцп - частота работы микропроцессора;пд -
предделитель таймера;сч - значение, до которого ведётся счёт, после чего
происходит сброс.
С предделителем 8 и режимом счёта до 65535
частота будет:
То есть частота вызова прерывания по таймеру 2 -
30,5 раз в секунду.
Для того, чтобы настроить данный таймер на
работу в нужном режиме необходимо установить нужные значения в регистрах,
отвечающих за этот таймер, а именно TIMSK2 (бит TOIE2) отвечает за
разрешение/запрещение прерываний по переполнению, TCCR2A (биты WGM21 и WGM20)
отвечает за режим работы таймера/счётчика, TCCR2B (бит WGM22) так же отвечает
за режим работы, и наконец tcnt2 отвечающий за частоту срабатывания.
Итак для наших нужд программирование таймера
будет выглядеть следующим образом:
&= ~(1<<TOIE2); //запрещение
прерывания по переполнению
TCCR2A &= ~((1<<WGM21) |
(1<<WGM20));B &= ~(1<<AS2);
ASSR &= ~(1<<AS2); //синхронизация от
системного генератора= 65535; //установка счётчика|= (1<<TOIE2);
//разрешение прерывания по переполнению
Таким образом запрограммировали таймер 2 на
частоту срабатывания примерно 30,5 Гц.
Далее нужна функция обработчик этого прерывания.
Для этого необходимо описать нужную нам функция и использовать её в обработчике
прерывания.
Допустим наша функция называется ThermMonitor и
она опрашивает аналоговый порт к которому подключен термистор и сравнивает его
значение с заданным диапазоном температур. Если значение выдаётся за нижний
предел диапазона, то включает нагрев, если за верхний - выключает.
Чтение порта выполняется командой analogRead с
параметром - номер порта. А включение и выключение нагрева происходит по
описанному выше сценарию. Итого получается простая функция с чтением порта и
одним условием.
Внести эту функция в обработчик перекрывания
можно следующим образом:
ISR(TIMER2_OVF_vect)
{= tcnt2;
ThermMonitor();
}
Так же в этом прерывании можно использовать и
функцию проверки датчика пламени. Так как он то же аналоговый не получится
использовать прерывание по порту. Для этого внесём в обработчик прерывания ещё
одну функцию FireMonitor, которая опрашивает датчик пламени и при наличии
сигнала с него использует функцию EmergencyShutdown - функцию аварийной
остановки.
Выглядеть это будет следующим образом:
(TIMER2_OVF_vect)
{= tcnt2;();();
}
И раз уж зашло дело об опросе датчиков
безопасности зададим прерывание и для датчика дверцы.
Делается это с помощью функции attachInterrupt,
который принимает три параметра: пернвый - номер прерывания, второй - функция
обработчик прерывания и третий - тип возникновения прерывания.
В нашем случае будет выглядеть так: (0,
EmergencyShutdown, FALLING);
При исчезновении сигнала с датчика дверцы
происходит вызов функции EmergencyShutdown, которая останавливает процесс
печати, выключает нагрев и выводит сигнал о нарушении безопасности.
Но вернёмся к экструдеру, в нём нужно
по-прежнему контролировать постоянное давление во время печати. Для этого в
процесс печати, когда необходима подача пластика нужно внести функцию
опрашивающую датчик давления и меняющую в зависимости от этого скорость
шагового двигателя, подающего пластик.
Далее стоит перейти к ЖК-дисплею. Модуль
ЖК-дисплея использует два аналоговых выхода. Для программирования ЖК-дисплея
существует специальная библиотека - LiquidCristal.h.
При помощи функций из этой библиотеки необходимо
задать подключение дисплея и инициализировать его. Задание дисплея происходит
следующим образом:
LCD(3, 4);
Теперь LCD подключен к 3 и 4 аналоговым портам
(разумеется они должны быть настроены на выод информации).
Далее инициализируем дисплей с помощью функции
LiquidCristal.begin два параметра которой - это количество символов в строке и
длина строки, в нашем случае это 16 на 2. Инициализация выглядит следующим
образом:
.begin(16, 2);
Для вывода информации используются функции
LiquidCristal.print и LiquidCristal.println. Единственный их параметр это текст
для вывода. Отличаются они тем, что первая функция после вывода оставляет
курсор на той же строке, а вторая - на следующей.
Вывод текста выглядит следующим образом:
.println(“инициализация”);.print(“завершена”);
Этот код выведет на дисплей фразу «инициализация
завершена» в две строки.
Чтобы очистить дисплей есть функция
LiquidCristal.clear, для перемещения курсора используется функция
LiquidCristal.setCursor.
Остался опрос датчика клавиатуры. Так как датчик
клавиатуры аналоговый, то его опрос так же необходимо выполнять от прерывания
таймера. Для этого можно использовать уже готовый ранее таймер 2, либо
запрограммировать другой. Для начала используем таймер 2, и если не будет
возникать проблем, то надобности в другом таймере не будет. Для работы с
клавиатурой создадим функцию KeyMonitor. Эта функция считывает состояние
аналогового порта к которому подключена клавиатура и в зависимости от сигнала
применяет нужную функцию.
Финальный обработчик прерывания таймера 2 будет
выглядеть следующим образом:
ISR(TIMER2_OVF_vect)
{= tcnt2;
FireMonitor();();();
}
В целом прошивка для управления электроникой на
этом готова. Но необходимы ещё ряд функций для обеспечения печати и связи с
ЭВМ.
Передача данных через последовательный порт USB
производится с помощью функций обмена Serial. Для инициализации обмена данными
необходимо использовать функцию Serial.begin и задать скорость обмена в бодах.
Выглядит это так:
.begin(9600);
Задали скорость обмена данными 9600 бод или 9600
бит в секунду.
После инициализации нужно ждать прихода байта в
буфер. Для проверки буфера используется функция Serial.available, которая
возвращает значение, равное количеству байт, находящихся в буфере.
Последовательный буфер может хранить до 128 байт.
Чтение байта из буфера выполняет функция
Serial.read, она возвращает крайний байт из буфера последовательного порта.
Для передачи байта через последовательный порт
служит функция Serial.write, параметром которой служит байт, который необходимо
передать.
Проверка, чтение и отправка данных происходит
следующим образом:
if (Serial.available() > 0)
{= Serial.read();
Serial.write(readData);
}
Данный код принимает байт из буфера
последовательного порта и отправляет его обратно.
Так же есть функции для вывода информации не по
одному байту а по несколько. Это функции Serial.print и Serial.println.
Параметрами этих функция являются данные, которые необходимо передать и их тип
(двоичный, десятичный или шестнадцатеричный). Функции отличаются лишь наличием
символов следующей строки во второй из них. Подробно описан код начального
позиционирования экструдера (см. Приложение А).
3.2.2 Разработка диспетчерской программы
Здесь есть некоторая доля везения, так как на
данный момент существует много программ, схожих по действию с требуемой в моём
случае. И так как некоторые из этих программ свободно распространяются и имеют
открытый код, то почему бы не воспользоваться ими для разработки собственной
программы.
Основная функция, которую должна выполнять эта
программа - это генерация G-кода по готовой 3D-модели в формате STL. Следует
лишь адаптировать интерпретацию команд под управление нашей установкой.
Для чтения и вывода 3D-модели существуют вполне
стандартные решения, переделывать которые не имеет ни малейшего смысла,
следовательно, можно оставить ту реализацию, которая присутствует в свободно
распространяемых программах.
В данной программе уже существует возможность
связи с контроллером через USB-порт, однако она требует адаптации под мой
конкретный случай. Здесь необходимо добавить ряд команд, которые бы понимал
контроллер установки.
Так как детальное описание кода невозможно
вследствие его громоздкости, здесь его не будет, однако в приложении будет
вставка из некоторых ключевых функций, над которыми производилась работа.
К этим функциям относятся:
функции открытия и параметризации файла
3D-модели STL;
функции генерации G-кода с заданными параметрами
печати;
функции обмена данными с установкой.
В Приложении Б приведён код функций открытия
файла STL.
. Технологическое
обеспечение проекта
4.1 Описание
технологического процесса объёмной печати
Технология 3D-печати установки подразумевает
использование ABS и PLA пластиков.пластик
АБС-пластик - ударопрочный материал, относящийся
к инженерным пластикам. Обладает более высокой стойкостью к ударным нагрузкам
по сравнению с полистиролом общего назначения, ударопрочным полистиролом и
другими сополимерами стирола. Превосходит их по механической прочности и
жесткости. Износостоек. Выдерживает кратковременный нагрев до 90-100 °С.
Максимальная температура длительной эксплуатации: 75 - 80°С. АБС-пластик
пригоден для нанесения гальванического покрытия, для вакуумной металлизации, а
также для пайки контактов. Хорошо сваривается. Рекомендуется для точного литья.
Имеет высокую размерную стабильность. Дает блестящую поверхность. Имеются
специальные марки с повышенным и пониженным блеском. Стоек к щелочам, смазочным
маслам, растворам неорганических солей и кислот, углеводородам, жирам, бензину.
Растворяется в ацетоне, эфире, бензоле, этилхлориде, этиленхлориде, анилине,
анизоле. Не стоек к ультрафиолетовому излучению. Характеризуется ограниченной
устойчивостью против атмосферных воздействий и пониженными электроизоляционными
свойствами по сравнению с полистиролом общего назначения и ударопрочным
полистиролом.
Обладает следующими физико-механическими
свойствами:
Плотность: 1,02-1,08 г/см3.
Прочность при растяжении: 35-50 МПа.
Прочность при изгибе: 50-87 МПа.
Прочность при сжатии: 46-80 МПа.
Относительное удлинение: 10-25 %.
Усадка (при изготовлении изделий): 0,4-0,7 %.
Влагопоглощение: 0,2-0,4 %.
Модуль упругости при растяжении при 23 оС: 1700
- 2930 МПа
Ударная вязкость по Шарли (с надрезом): 10-30
кДж/м2.
Твердость по Бринеллю: 90-150 МПа.
Теплостойкость по Мартенсу: 86-96 °С.
Температура размягчения: 90-105 °С.
Максимальная температура длительной
эксплуатации: 75-80 °С.
Диапазон технологических температур: 200-260 °С.
Диэлектрическая проницаемость при 106 Гц:
2,4-5,0.
Тангенс угла диэлектрических потерь при 106 Гц:
(3-7)·10-4.
Удельное объемное электрическое сопротивление:
5·1013 Ом/м.
Электрическая прочность: 12-15 МВ/м.
Температура самовоспламенения: 395 °С.пластик
Полилактид (ПЛА) - биоразлагаемый,
биосовместимый, термопластичный, алифатический полиэфир, мономером которого
является молочная кислота. Сырьем для производства служат ежегодно
возобновляемые ресурсы, такие как кукуруза и сахарный тростник.
Детали из ПЛА имеют хорошее скольжение, из них
можно делать подшипники скольжения. Не токсичен и можно давать детям.
Отлично подходит для большой и маленькой печати.
Срок годности 20 лет при температуре 50 градусов Цельсия.
Как поддерживающий материал очень хорошо
сочетается с ABS, так как легко снимается. При необходимости можно расплавить.
Обладает следующими физико-механическими свойствами:
плотность: 1,25 г/см3;
предел прочности на разрыв: 40 МПа;
ударная прочность: 130 (при 23°C), 100 (при −30°C)
КДж/м2;
модуль упругости при растяжении: 1627 МПа;
модуль упругости при растяжении при 23 °С1700 -
2930 МПа;
модуль упругости при изгибе: 1834 МПа;
коэффициент удлинения: 30%;
электрическая прочность12-15 МВ/м;
влагопоглощение: 0,2-0,4 %;
температура размягчения:~ 50°C;
температура плавления: ~180°C;
температура самовоспламенения:~ 395°С.
Технологический процесс струйной 3D-печати
состоит из следующих действий (считается что в контроллер уже занесён G-код
модели, которую необходимо напечатать):
заправка пластика в экструдер
Для печати используется пластиковая нить
сечением от 1,25 до 3,5 мм. Нить заправляется в привод подачи пластика, где она
закрепляется. После этого необходимо закрыть дверцы и установка готова к
печати.
инициализация печати
Это действие заключается в начальном
позиционировании экструдера (то есть установки нуля координат, относительно
которых будет производиться печать модели). Начальное позиционирование
происходит следующим образом: вверху около каждых трёх пар направляющих реек к
корпусу крепится бесконтактный путевой выключатель (датчик начального
позиционирования); в начале процесса инициализации все шаговые двигатели, отвечающие
за перемещение экструдера, вращаются таким образом, что каретки, связанные
зубчатым ремнём с ними начинают двигаться вверх до тех пор, пока не сработают
датчики начального позиционирования; параллельно с этим процессом происходит
опрос датчиков безопасности, температуры и давления на предмет их
работоспособности, в случае неисправности процесс инициализации прерывается и
установка завершает свою работу; после того как все каретки установились в
начальное положение, и все датчики прошли проверку, инициализация считается
завершённой.
процесс печати
Процесс печати заключается в последовательности
холостых и рабочих ходов экструдера, которые послойно формируют трёхмерную
модель.
Определяемые G-кодом холостые и рабочие ход
отличаются не только скоростью движения но и наличием процесса экструзии в рабочем
ходе. Экструзия пластика осуществляется путём его разогрева в нагревательной
камере экструдера и последующего «выдавливания» через головку экструдера на
нужный слой печатаемой модели. Экструзия характеризуется поддержанием
постоянной температуры и давления пластика в нагревательной камере. При начале
холостого хода давления необходимо сбросить, дабы прекратить экструзию.
Температура не должна меняться в зависимости от типа ходов.

Рисунок 4.1 - Схематическая иллюстрация
перемещения экструдера в зависимости от перемещения кареток
4.2 Временные характеристики процесса объёмной
печати
Не считая времени на обслуживание установки
(ремонт, заправка пластика и др.),в общем случае цикл печати на проектируемой
установке состоит из следующих частей:
подготовительная часть(время на генерацию и
загрузку G-кода в установку, а так же время, необходимое в случае печати
сложных моделей, которым требуется установка дополнительной поддерживающей
конструкции);
основная часть(совокупность рабочих и холостых
ходов в процессе формообразования);
заключительная часть (время, тратящееся на
ожидание охлаждения готовой модели (порядка 1-2 минут) и изъятие её из
установки).
часть постобработки (необязательная часть
рабочего цикла; обработка модели в растворителе с целью придания требуемых
свойств ей поверхности).
Разберёмся по порядку с каждой частью рабочего
цикла объёмной печати:
подготовительная часть
Время, необходимое на генерацию и загрузку
G-кода в установку ненормированное и зависит от сложности модели. В учёт
производительности не идёт.
Время на установку дополнительных удерживающих
каркасов для сложных моделей, так же ненормированное и зависит от сложности
каркаса, необходимого для модели и в расчёт производительности не идёт.
основная часть
Совокупность рабочих и холостых ходов
обеспечивающих процесс формообразования. Исходя из того, что скорости печати и
холостых ходов проектируемой установки известны, можно рассчитать усреднённое
время печати модели в мм3/мин.
Рабочие хода установки бывают двух видов:
рабочий ход для печати периметра слоя (скорость
печати 50 мм/сек или 3000 мм/мин);
рабочий ход для внутреннего заполнения
(необходимо горазд меньшая точность, следовательно используется вдвое большая
скорость печати 100 мм/сек или 6000 мм/мин).
Холостые хода могут развивать скорость до 800
мм/сек или 48000 мм/мин. Но учитывая то, что это максимальная скорость, в
расчёт будем брать её усреднённое значение равное 500 мм/сек (30000 мм/мин).
Зная скорости рабочего и холостых ходов можно
примерно рассчитать время рабочего и холостого хода в процессе печати.
Для максимально возможной модели - сплошного
цилиндра высотой 230мм., с основанием - окружностью диаметра 230мм., время
печати составит примерно 970 минут или 16,2 часа.
заключительная часть
Время, необходимое для того, чтобы напечатанная
модель остыла до безопасной температуры (обычно порядка 1-2 минут) и на изъятие
часть постобработки
Не имеет нормированное время процесса. Время
зависит от качества растворителя, от используемого пластика и прочих
параметров, и, следовательно, не учитывается в расчётах производительности.
4.3 Определение производительности установки
Для определение производительности установки
используем следующие формулы:
|

|
(4.1)
|
где tр - время рабочих ходов;п - время холостых
ходов;п - время простоя.
Время простоя tп определяется по формуле:
|
 (4.2) (4.2)
|
|
Исходя из особенностей установки следует принять
коэффициент ŋт равным 0,9.
Для случая печати цилиндра (см. пункт 4.2) время
рабочих ходов будет равно 930 минут, а время холостых ходов - 40 минут. Исходя
из этого рассчитаем производительность установки:

Значит производительность будет равна

Получается, что проектируемая автоматизированная
установка способна производить 0,0557 цилиндров (230 на 230 миллиметров) в час.
. Эксплуатационная документация
Эксплуатационная документация - это техническая
документация, которая в отдельности или в совокупности с другими документами
определяет правила эксплуатации изделия и (или) отражает сведения,
удостоверяющие гарантированные изготовителем значения основных параметров и
характеристик изделия, гарантии и сведения по его эксплуатации в течении
установленного срока службы. Данная документация регламентирована требованиями
ГОСТ 2.601-2006.
Руководство по эксплуатации - документ,
содержащий сведения о конструкции, принципе действия, характеристиках
(свойствах) изделия, его составных частях и указания, необходимые для
правильной и безопасной эксплуатации изделия (использования по назначению,
технического обслуживания, текущего ремонта, хранения и транспортирования) и
оценок его технического состояния при определении необходимости отправки его в
ремонт, а также сведения по утилизации изделия и его составных частей
5.1 Руководство по эксплуатации
Назначение
Установка предназначена для печати объёмных
моделей, габариты которых не превышают цилиндр с диаметром основания 230 мм. и
высотой 230 мм. путём послойной струйной экструзии пластика. Для печати
используются ПЛА (PLA) пластик, отвечающий требованиям безопасности и
практичности. Его можно обрабатывать, сверлить, шлифовать и окрашивать. Модель
поступает в установку в виде интерпретированного G-кода. Сам G-код и его
интерпретацию формирует диспетчерская программа по готовой 3D-модели в формате
STL. В установку подаётся пластик в виде проволоки диметром до 3,5 мм.
Характеристики
Ключевые особенности и характеристики:
Принтер полностью адаптирован для работы
пользователем, не требуется специальных навыков;
Поставляется собранным, настроенным и
протестированным;
Высокая прочность и точность конструкции
исключает случайные погрешности во время печати;
Высокая адгезия (прилипание) пластика к печатной
платформе. Модель не отлипает и не загибается в процессе печати;
Высокое качество печати. Толщина слоя от 0,25 до
0,05 мм.
Для формирования интерпретированного G-кода и
управления 3D-принтером используется специальная диспетчерская программа, в
которую загружается 3D-модель в формате STL. Программа поставляется вместе с
принтером, а так же открыт доступ к самым свежим версиям через интернет.
Программа сделана с учётом всех особенностей эксплуатации, при этом обладает
простым и понятным интерфейсом, что сократит время на её освоение до минимума.
Технические требования и характеристики
установки объёмной печати моделей (3D-принтера) приведены в таблице 5.1.
Таблица 5.1. Технические характеристики и
требования
|
Питание
|
220
В.
|
|
Потребляемая
мощность
|
300-350
Вт.
|
|
Используемый
вид пластика
|
ПЛА
(PLA)
|
|
Толщина
используемой нити
|
1,75-3,5
мм.
|
|
Толщина
слоя печати
|
0,05-0,25
мм.
|
|
Диаметр
сопла экструдера
|
0,15/0,30
мм.
|
|
Минимальная
толщина печатаемой стенки
|
0,19
мм.
|
|
Область
печати цилиндрическая с диаметром
|
230
мм.
|
|
и
высотой
|
230
мм.
|
|
Формат
файлов моделей для печати
|
STL
|
|
Подключение
к ПК
|
USB
|
|
Скорость
печати
|
До
25 см3/час
|
|
Печатный
стол
|
не
подогреваемый
|
|
Габариты
установки (принтера)
|
482x555x790
мм.
|
|
Вес
установки (принтера)
|
16
кг.
|
Требования к компьютеру
Многоядерный процессор (не менее 2-х ядер), с
частотой 1,6 Ггц.
Оперативная память - не менее 2 Гб. Для
генерации больших моделей с высоким разрешением потребуется до 8 Гб.
Операционная система Windows XP, 7, 8
(рекомендуется 64 разрядная система).
Нештатные ситуации
Аварийные состояния, при которых происходит
аварийное отключение:
Открытие дверцы установки (3D-принтера) во время
печати;
При возгорании (появлении сигнала с датчика
пламени) внутри установки (3D-принтера).
Меры безопасности
Используйте 3D принтер только в стандартных
сетях переменного тока 220 В.
Не используйте принтер с поврежденным или не
оригинальным кабелем питания.
Не открывайте дверцы принтера во время печати во
избежание ожогов и повреждений.
Принтер должен стоять на ровной устойчивой поверхности,
вдали от легковоспламеняющихся веществ, открытого огня, источников воды,
увлажнителей и пр.
Техническое обслуживание
Для поддержания работоспособности установки
(3D-принтера), а так же должного качества (точности) печати необходимо
периодически проводить техническое обслуживание установки.
К техническому обслуживанию относятся следующие
действия:
Ежемесячная смазка направляющих, по которым
движутся каретки. Для этого можно использовать обычное машинное масло или
специальные смазки для подшипников;
При снижении качества печати необходимо
произвести смену сопла. Сопла являются расходным материалом, однако при
правильной эксплуатации могут служить очень долго. Для увеличения срока службы
сопла его необходимо отмочить в активном растворителе или дихлорэтане.
Избегайте использование грязного или пыльного пластика;
Проверять движущиеся части установки
(3D-принтера), чтобы в них не попадали посторонние предметы и грязь;
В случае если сопло экструдера слишком
прижимается к платформе (это видно при печати первого слоя) - остановите
печать, зайдите в меню Сервис - Корректировка смещения оси Z. Там Вы сможете
плавно настроить «ноль» по высоте. При этом сопло должно быть выше платформы с
наклеенной пленкой на толщину бумажного листа от принтера.
5.2 Руководство пользователя
Данное руководство содержит информацию о том,
как работать с программным обеспечением установки. Как генерировать G-код, как
его редактировать и как напрямую управлять контроллером. Руководство поможет
пользователю разобраться с особенностями интерфейса программы.
Основной интерфейс программы выглядит следующим
образом (см. рис. 3.8):
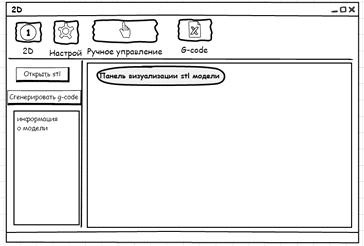
Рисунок 3.8 - Интерфейс диспетчерской программы
Панель управления вверху (содержит кнопки «2D»,
«Настройки», «Ручное управление», «G-код»);
Панель работы с моделью и генерации G-кода слева
(кнопки «Открыть STL» и «Сгенерировать G-код»);
Панель визуализации STL модели в центре
Находясь в этом окне пользователь имеет
возможность:
Открыть трёхмерную модель (кнопка Открыть STL);
Позиционировать модель (производится с помощью
движения мышки с зажатыми левой или правой кнопками);
Сгенерировать набор управляющих команд для
установки объёмной печати моделей (3D-принтера) по загруженной модели и
выставленным настройкам (настройки выставляются по нажатию кнопки «Настройки»
на верхней панели).
Находясь в окне настроек, пользователь может
настраивать параметры печати, в зависимости от которых будет сгенерирован
G-код.
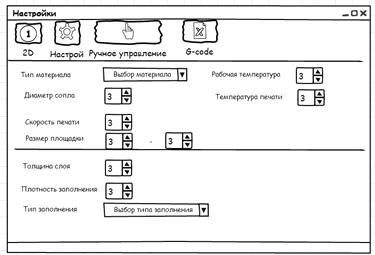
Рисунок 3.9 - Окно настроек параметров печати
В этом окне предусмотрена настройка следующих
параметров печати:
Выбор материала (пока установка поддерживает
только печать PLA пластиком, но в дальнейшем возможно расширение возможностей
для печати другими материалами);
Настройка диаметра сопла (выставляется в
зависимости от установленного сопла);
Установка скорости печати в кубических
сантиметрах в час (влияет на производительность и точность);
Установка размеров рабочей площадки (фактически
масштабирование модели);
Настройка температурных режимов (только для
опытных пользователей).
Настройка толщины слоя печати;
Настройка плотности заполнения (плотность
внутреннего заполнения);
Выбор типа заполнения (тип внутреннего заполнения
модели).
При нажатии на верхней панели кнопки «Ручное
управление» открывается окно ручного управления установкой (3D-принтером).

Рисунок 3.10 - Окно управления установкой в
ручном режиме
Находясь в ручном режиме пользователь может
вручную генерировать управляющие команды и передавать их на установку. В окне
ручного управления можно задать координаты, к которым необходимо подвести
экструдер, скорость, с которой необходимо выполнить движение и температуру,
которая должна поддерживаться во время этого движения. А так же указать,
выполнять ли экструзию пластика во время этого перемещения или нет.
При нажатии на верхней панели кнопки «G-код»
откроется окно редактирования G-кода. В этом окне можно выполнить редактирование
уже сгенерированного G-кода, а так же написать G-код самостоятельно. Есть
возможность сохранения и загрузки G-кода (кнопки «Загрузить» и «Сохранить»), а
так же возможность передать интерпретированный G-код в установки для начала его
отработки.
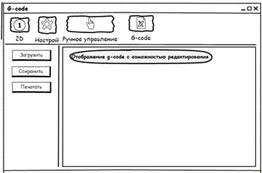
Рисунок 3.11 - Окно работы с G-кодом
. Функционально-стоимостной анализ проекта
Данный раздел дипломного проекта посвящен
экономической и социальной оценке при создании автоматизированных объектов. В
работе приведены прогнозированные результаты проекта, определены величины и
динамики изменения основных экономических параметров проекта. Выявлены
требования экономической целесообразности создания АСУТП.
Для обоснования экономической целесообразности
разработки АСУТП используется функционально-стоимостной анализ. С
использованием корректирующей формы функционально-стоимостного анализа
производится анализ базового варианта технической системы, подвергающийся
инновационным преобразованиям. В результате данного анализа в базовом варианте
обнаруживаются функциональные и структурные элементы системы, обладающие
экономической несостоятельностью или функциональной недостаточностью. Именно
эти элементы должны быть рационализированы. При этом кроме технических эффектов
от разработки, появляются экономические, социальные, экологические и иные
эффекты.
6.1 Функционально-стоимостной анализ проекта
Построение структурной и функциональной модели
объекта
Структурная модель - это упорядоченное
представление элементов объекта и отношений между ними, дающее представление о
составе материальных составляющих объекта, их основных взаимосвязях и уровнях
иерархии.
Структурная модель проектируемого варианта
установки представлена на рисунке 6.1.
Функциональная модель - это логико-графическое
изображение состава и взаимосвязей функций объекта, получаемое по средствам их
формулировки и установления порядка подчинения.
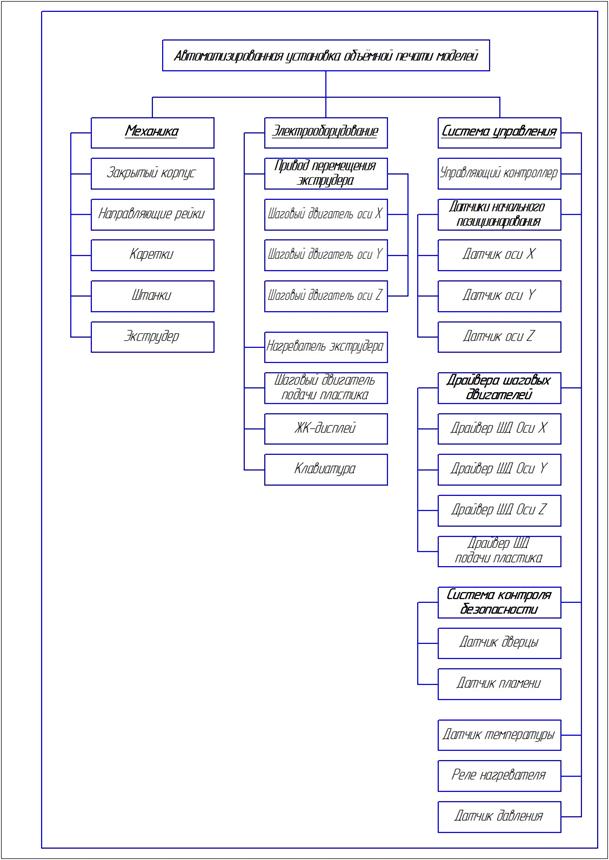
Рисунок 6.1 - Структурная модель проектируемого
варианта установки
При построении функциональной модели объекта
необходимо руководствоваться следующими правилами:
линии критического пути функциональной модели
должны соответствовать тем функциям, которые должны быть выполнены обязательно
при реализации главной функции изделия;
соответствие выделяемой функции как частным
целям данной составляющей объекта, так и общим целям, ради которых создается
объект;
четкая определенность специфики действий,
обуславливающих содержание выделяемой функции;
соблюдение строгой согласованности целей и
задач, определивших выделение данной функции, с действиями, составляющими её
содержание;
функции верхнего уровня должны являться
отражением целей для функций нижестоящего уровня;
сигналом к завершению построения функциональной
модели должна являться невозможность дальнейшей дифференциации функций без
перехода от функций к предметной форме их исполнения.
Функциональная модель проектируемого варианта
установки представлена на рисунке 6.2.
Построение совмещенной функционально-стоимостной
модели объекта.
Функционально-стоимостная модель объекта
необходима для:
выявления ненужных функций и элементов в объекте
(бесполезных и вредных);
определения функциональной достаточности и
полезности материальных элементов объекта;
распределения затрат по функциям;
оценки качества исполнения функций;
выявления дефектных функциональных зон в
объекте;
определения уровня функционально-структурной
организации изделия.
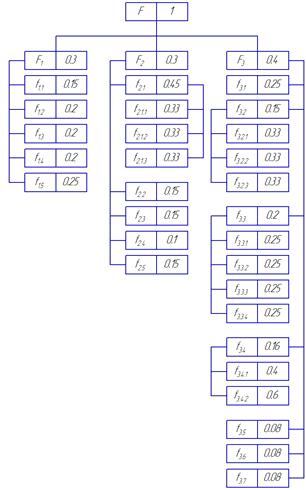
Рисунок 6.2 - Функциональная модель
проектируемого варианта установки
Построение ФСМ осуществляется путем совмещения
функциональной и структурной моделей объекта.
Оценка значимости функции ведется
последовательно по уровням ФМ (сверху вниз), начиная с первого. Для главной и
второстепенной, т.е. внешних функций объекта при оценке их значимости исходным
является распределение требований потребителей (показателей качества,
параметров, свойств) по значимости (важности).
Нормирующим условием для функции является
следующее:
|

|
(6.1)
|
где rij - значимость j-ой функции, принадлежащей
данному i-ому уровню функциональной модели;=l, 2,...,n;- количество функций,
расположенных на одном уровне функциональной модели и от носящихся к общему
узлу вышестоящего уровня.
Определение относительной важности функции R
Учитывая многоступенчатую структуру ФМ, наряду с
оценкой значимости функций по отношению к ближайшей вышестоящей определяется
показатель относительной важности функции любого i-го уровня Rij по от ношению
к изделию в целом:
|
 (6.2) (6.2)
|
|
где G - количество уровней ФМ.
В случае, если одна функция участвует
одновременно в обеспечении нескольких функций верхнего уровня ФМ, ее значимость
определяется для каждой из них отдельно, а относительная важность функции для
объекта в целом рассчитывается как сумма значений Rij по каждой ветви ФМ (от
i-го уровня до первого), проходящей через эту функцию.
Оценка качества исполнения функций Q
Обобщенный (комплексный) показатель качества
варианта исполнения функций оценивается по формуле:
|
 (6.3) (6.3)
|
|
где βn- значимость
n-го потребительского свойства;- степень удовлетворения n-го свойства в v-ом
варианте;- количество свойств.
Важным элементом качества исполнения функций
является функциональная организованность изделий, которая определяется
следующими показателями:
показатель актуализации функций, определяется
коэффициентом актуализации:
|
 (6.4) (6.4)
|
|
где FП - необходимые функции;- общее количество
действительных функций;
показатель сосредоточения функций, определяется
коэффициентом сосредоточения:
|
 (6.5) (6.5)
|
|
где Fосн - количество основных функций;- общее
количество функций.
показатель совместимости функций, определяется коэффициентом
совместимости:
|
 (6.6) (6.6)
|
|
где Fc - функции согласования;- общее количество
функций.
показатель гибкости функций, определяется
коэффициентом гибкости:
|
 (6.7) (6.7)
|
|
где FP - количество потенциальных функции;П -
количество необходимых функций.
Учитывая формулы (6.4) - (6.7), выражение
качества выполнения функций будет иметь вид:
|
 (6.8) (6.8)
|
|
Определение абсолютной стоимости функций
Функционально необходимые затраты - минимально
возможные за траты на реализацию комплекса функций объекта при соблюдении задан
ных требований потребителей (параметров качества) в условиях производ ства и
применения (эксплуатации), организационно- технический уровень которых
соответствует уровню сложности спроектированного объекта.
Абсолютная стоимость реализации функций Sa6c
определяется по формуле:
|
 (6.9) (6.9)
|
|
где Sабс - затраты, связанные с изготовлением
(приобретением) материального носителя функции. В состав этих затрат входят:
затраты на проектирование, изготовление (модернизацию), пуско-наладочные
работы, обучение персонала.экспл - эксплуатационные затраты;тр - затраты,
связанные с трудоемкостью реализации функции;эн - энергозатраты на реализацию
функции;проч - прочие затраты на реализацию функции.
Определение относительной стоимости реализации
функций
Относительная стоимость реализации функций SотнF
определяется по формуле:
|
|
(6.10)
|
где ΣSa6c - суммарная
абсолютная стоимость функционирования объекта, определяется путем суммирования
значений абсолютных стоимостей реализации функций;cFij - абсолютная стоимость
реализации j-ой функции i-го уровня ФМ.
По вышеописанным формулам производится расчёт,
результату которого сводятся в таблицу.
Таблица 6.1. Функционально-стоимостная модель
проектируемого варианта установки
|
Ин-декс
фун-кции
|
Наименование
функции
|
Материальный
носитель функции
|
r
|
R
|
Q
|
Sабс,
тыс.р.
|
Sотн
|
|
f1.1
|
Обеспечение
целостности конструкции
|
Закрытый
корпус
|
0,15
|
0,045
|
0,044
|
1,5
|
0,058
|
|
f1.2
|
Поддержание
кареток
|
Направляющие
рейки
|
0,2
|
0,06
|
0,063
|
1,5
|
0,058
|
|
f1.3
|
Поступательное
движение
|
Каретки
|
0,2
|
0,06
|
0,07
|
1,8
|
0,07
|
|
f1.4
|
Связь
кареток и экструдера
|
Штанги
|
0,2
|
0,06
|
0,069
|
1,2
|
0,047
|
|
f1.5
|
Экструзия
пластика
|
Экструдер
|
0,25
|
0,075
|
0,07
|
0,8
|
0,031
|
|
f2.1
|
Обеспечение
механических перемещений экструдера
|
f2.1=f2.1.1+
+f2.1.2+ f2.1.3
|
0,45
|
0,135
|
0,14
|
4,5
|
0,175
|
|
f2.1.1
|
Движение
каретки вдоль оси X
|
Шаговый
двигатель оси X
|
0,15
|
0,045
|
0,045
|
1,5
|
0,058
|
|
f2.1.2
|
Движение
каретки вдоль оси Y
|
Шаговый
двигатель оси Y
|
0.15
|
0,045
|
0,045
|
1,5
|
0,058
|
|
f2.1.3
|
Движение
каретки вдоль оси Z
|
Шаговый
двигатель оси Z
|
0.15
|
0,045
|
0,045
|
1,5
|
0,058
|
|
f2.2
|
Нагрев
пластика
|
Нагреватель
экструдера
|
0,15
|
0,045
|
0,041
|
0,2
|
0,008
|
|
f2.3
|
Подача
пластика в экструдер
|
Шаговый
двигатель подачи пластика
|
0,15
|
0,045
|
0,045
|
1,5
|
0,058
|
|
f2.4
|
Вывод
информации о процессе печати
|
ЖК-дисплей
|
0,1
|
0,03
|
0,035
|
1,1
|
0,043
|
|
f2.5
|
Управление
установкой без подключения к ПК
|
Клавиатура
|
0,15
|
0,045
|
0,045
|
0,45
|
0,018
|
|
f3.1
|
Управление
электрооборудова-нием
|
Управляю-щий
контроллер
|
0,25
|
0,08
|
0,082
|
3,5
|
0,136
|
|
f3.2
|
Начальное
позиционирование экструдера (кареток)
|
f3.2=f3.2.1+
+f3.2.2+ f3.2.3
|
0,15
|
0,06
|
0,063
|
1,8
|
0,07
|
|
f3.2.1
|
Начальное
позиционирование каретки оси X
|
Датчик
оси X
|
0,05
|
0,02
|
0,021
|
0,6
|
0,023
|
|
f3.2.2
|
Начальное
позиционирование каретки оси Y
|
Датчик
оси Y
|
0,05
|
0,02
|
0,021
|
0,6
|
0,023
|
|
f3.2.3
|
Датчик
оси Z
|
0,05
|
0,02
|
0,021
|
0,6
|
0,023
|
|
f3.3
|
Управление
шаговыми двигателями
|
f3.3=f3.3.1+
+f3.3.2+f3.3.3+ +f3.3.4
|
0,2
|
0,08
|
0,08
|
3,6
|
0,140
|
|
f3.3.1
|
Управление
шаговым двигателем оси X
|
Драйвер
шагового двигателя оси X
|
0,05
|
0,02
|
0,02
|
0,8
|
0,031
|
|
f3.3.2
|
Управление
шаговым двигателем оси Y
|
Драйвер
шагового двигателя оси Y
|
0,05
|
0,02
|
0,02
|
0,8
|
0,031
|
|
f3.3.3
|
Управление
шаговым двигателем оси Z
|
Драйвер
шагового двигателя оси Z
|
0,05
|
0,02
|
0,02
|
0,8
|
0,031
|
|
f3.3.4
|
Управление
шаговым двигателем подачи пластика
|
Драйвер
шагового двигателя подачи пластика
|
0,05
|
0,02
|
0,02
|
0,8
|
0,031
|
|
f3.4
|
Контроль
безопасности
|
f3.4=f3.4.1+
+f3.4.2
|
0,16
|
0,06
|
0,059
|
0,6
|
0,023
|
|
f3.4.1
|
Контроль
открытия дверцы корпуса
|
Датчик
дверцы
|
0,06
|
0,02
|
0,02
|
0,2
|
0,008
|
|
f3.4.2
|
Контроль
возгорания внутри установки
|
Датчик
пламени
|
0,1
|
0,04
|
0,039
|
0,4
|
0,016
|
|
f3.5
|
Измерение
температуры пластика в экструдере
|
Датчик
оси Z
|
0,08
|
0,03
|
0,036
|
0,2
|
0,008
|
|
f3.6
|
Регулирование
температуры пластика в экструдере
|
Реле
нагревателя
|
0,08
|
0,03
|
0,041
|
0,5
|
0,019
|
|
f3.7
|
Измерение
давления пластика в экструдере
|
Датчик
давления
|
0,08
|
0,03
|
0,035
|
0,9
|
0,035
|
|
F1
|
Обеспечение
целостности и механических связей между узлами установки
|
F1=f1.1+f1.2+
f1.3+ f1.4+ f1.5
|
0,3
|
0,3
|
0,3
|
6,8
|
0,265
|
|
F2
|
Преобразование
электрической энергии в механическую и тепловую
|
F2=f2.1+f2.2+
f2.3+f2.4+f2.5
|
0,3
|
0,3
|
0,3
|
7,75
|
0,302
|
|
F3
|
Автоматическое
управление работой установки
|
F3=f3.1+f3.2+
f3.3+f3.4+f3.5+ +f3.6
|
0,4
|
0,4
|
0,4
|
11,1
|
0,433
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Исходя из таблицы, себестоимость одной установки
равна 25,65 тысяч рублей, учитывая стоимость компонентов и работ по сборке и
наладке.
Построение функционально стоимостной диаграммы и
диаграммы качества исполнения функций.
На основании таблицы 6.1 строим
функционально-стоимостную диаграмму и диаграмму качества исполнения для
проектируемого варианта автоматизированной установки. После построения диаграмм
выявляются зоны диспропорции, т.е. зоны избыточной затратности реализации
функции, а также зоны функциональной недостаточности (низкого качества
исполнения функций).
По данным с диаграмм принимаются решения,
касательно замены конкретных компонентов со слишком высоким или низким
показателями качества исполнения по отношению к важности.
6.2 Расчёт окупаемости и экономическая оценка
проекта
Экономическая оценка проекта осуществляется при
использовании следующих показателей:
Чистая приведённая величина
дохода (Net Present Value -NPV)
|
 (6.11) (6.11)
|
|
где Т
- продолжительность реализации проекта;
t - порядковый номер года
реализации проекта;
NCFt - чистый денежный поток года t;
PVt - коэффициент
дисконтирования в году t.
Коэффициент дисконтирования
(PV-фактор) для года t
определяется по формуле:
|
 (6.12) (6.12)
|
|
где
r - ставка дисконта, r = 0,19 (19%)
Итого получается: PV1=0,84;
PV2=0,71;PV3=0,59;PV4=0,5;PV5=0,41.
Внутренняя норма доходности
Internal Rate of Return (IRR) -
это то значение ставки
дисконтирования, при котором сумма дисконтированных поступлений
денежных средств равна сумме дисконтированных
платежей или чистая
приведённая величина дохода
(NPV) обращается в ноль.
Таким образом, значение
внутренней нормы доходности определяется
из соотношения:
|
 (6.13) (6.13)
|
|
Подбирая ставку
дисконтирования, определим IRR = 0,47(47%). Так как IRR > r, то проект считается эффективным.
Период окупаемости проекта или
период возврата инвестиций
(Descounted Payback Period - DPP) - период
времени, за который
дисконтированные поступления от результатов внедрения проектных
решений покроют инвестиции, т.е. значение периода окупаемости
определяется из соотношения:
|
 (6.14) (6.14)
|
|
где CFt - поступление денежных средств от эффектов, связанных
с
внедрением проекта;
Инвестиции в разработку данного проекта
составляют 1250 тысяч рублей. Себестоимость одной установки 25,65 тысяч рублей.
С учётом того, что на производство одной
установки тратится 25, 65 тысяч рублей, инвестиции на разработку установки и
сборку первого экземпляра тратиться 1250 тысяч рублей, принятое количество
продаваемых установок в год составляет 5 единиц, а прибыль с продажи одной
составляет 180 тысяч рублей, можно рассчитать период окупаемости, построив
таблицу.
Таблица 6.2. Таблица формирования денежного
потока
|
Показатели
|
Год
|
Итого
|
|
0
|
1
|
2
|
3
|
4
|
5
|
|
|
Результаты
|
0
|
900
|
900
|
900
|
900
|
900
|
4500
|
|
Затраты
|
0
|
128,25
|
128,25
|
128,25
|
128,25
|
128,25
|
641,25
|
|
Денежные
средства от реализации
|
0
|
771,75
|
771,75
|
771,75
|
771,75
|
771,75
|
3858,75
|
|
Инвести-ции
|
1250
|
|
|
|
|
|
|
|
Ликвидационная
стоимость
|
0
|
|
|
|
|
|
|
|
Денежные
средства от инвести-ционной деятель-ности
|
-1250
|
|
|
|
|
|
|
|
Чистый
денежный поток
|
-1250
|
771,75
|
771,75
|
771,75
|
771,75
|
771,75
|
|
|
Дисконти-рованный
чистый денежный поток
|
-1250
|
648,27
|
547,94
|
455,33
|
385,86
|
316,42
|
1103,82
|
|
Дисконти-рованный
денежный поток нараста-ющим шагом
|
-1250
|
-601,73
|
-53,79
|
401,54
|
787,4
|
1103,82
|
|
. Безопасность и экологичность проекта
В настоящее время на одном из первых мест в мире
по остроте стоят проблемы экономии природных ресурсов и сохранения
экологического равновесия между производственной деятельностью человека и
окружающей средой. А так же проблемы обеспечения безопасности труда рабочих.
Безопасность - это состояние деятельности, при
котором с определённой вероятностью исключается появление нежелательных
последствий.
К нежелательным последствиям относятся: ущерб
здоровью и жизни человека, пожары, аварии, катастрофы и т.п. Явления,
воздействия и другие процессы, вызывающие эти нежелательные последствия,
называют опасностями.
Обеспечение безопасности достигается следующим:
определением риска возникновения травмоопасного
воздействия в системе и снижение его значения до допустимого уровня,
применением защитных устройств и других
мероприятий;
обеспечением малоотходности производства и
максимальной эффективности использования энергоресурсов при выборе технического
решения;
выявлением травмирующих и вредных факторов,
возникновение которых потенциально возможно при эксплуатации технических
средств и реализации производственных процессов в штатных и аварийных режимах
работы.
В данном разделе дипломного проекта разработаны
технические решения по обеспечению безопасности и экологичности при работе с
проектируемой автоматизированной установкой.
.1 Анализ безопасности и экологичности
проектируемой установки
Автоматизированная установка объёмной печати
моделей имеет конструкцию с подвижными механическими частями, которые
перемещаются со скоростью до 25 сантиметров в секунду и развивающие усилие с
моментом порядка 3 кг на сантиметр. Установка работает от сети переменного тока
220 В., потребляет мощность порядка 300-350 ватт. Температура печатающей
головки достигает значений 190-230 градусов по Цельсию. Температура пластика в
начальный момент экструзии так же достигает значений порядка 190-230 градусов.
При печати применяются термопласты, такие как Поливинилхлорид, полистирол,
полиамид-6, поликарбонат, ABS и PLA пластики.
Для работы с автоматизированной установкой
объёмной печати моделей достаточно одного человека (оператора), следящего за
процессом, производящего изъятие готовой модели и её постобработку. Так же
оператор работает за ПК, обрабатывает 3D-модели, генерирует G-код и производит
управление установкой. Однако установка поддерживает так же вариант раздельной
работы с ПК, то есть работы в отсутствие связи с ПК. В этом случае установка
управляется с клавиатуры, находящейся на корпусе, а индикация производится с
помощью ЖК-дисплея, рядом с клавиатурой.
Работа с автоматизированной установкой объёмной
печати моделей сопряжена с определёнными опасностями (см. таблицу 7.1). Для
удобства восприятия и более точного понимания того, на каком именно этапе какие
опасные и вредные факторы могут возникнуть, таблица разбита на операции и к
каждой из них приведены факторы, которые возникают во время её выполнения.
Таблица 7.1. Опасные и вредные факторы при
работе с автоматизированной установкой объёмной печати моделей
|
Операция
технологического процесса
|
Опасные
и вредные факторы
|
|
Включение
установки
|
Электрический
ток.
|
|
Процесс
печати
|
Электрический
ток; движущиеся части механизмов; высокие температуры рабочего органа и
печатаемых материалов; токсичность используемого сырья; шум от движущихся
частей механизмов и электрооборудования.
|
|
Изъятие
готовой детали из установки
|
Высокая
температура рабочего органа; высокая температура изготовленной модели;
токсичность материала из которого изготовлена модель; острые кромки
изготовленной модели; электрический ток.
|
|
Проведение
постобработки модели
|
Токсичность
материала из которого изготовлена модель; токсичность растворителя;
раздражающее воздействие испарений растворителя.
|
К экологическим опасностям проекта стоит отнести
следующее:
загрязнение воздуха токсичными испарениями,
возникающими в процессе использования некачественного пластика, при печати;
загрязнение воздуха токсичными испарениями,
возникающими в процессе постобработки при использовании некачественных пластика
и/или растворителя;
электромагнитное загрязнение окружающей среды
следствие излучения электрических компонентов установки.
7.2 Выбор мер по обеспечению норм безопасности и
уменьшению риска
Важными физическими факторами при работе с
установкой являются параметры микроклимата, а именно:
влажность воздуха;
температура воздуха;
скорость движения воздуха.
Оптимальные и допустимые параметры микроклимата
в помещении с установкой связаны с такими физическими факторами, как
энергозатраты механизма в зависимости от тяжести физического труда. Типичные
работы с установкой относятся ко второй категории тяжести труда. Вторая
категория характеризуется тем, что работы выполняются в условиях, когда уровни
вредных и опасных производственных факторов не превышают нормативных или
предельно-допустимых. При этом работоспособность не нарушается, отклонений в
состоянии здоровья, связанных с профессиональной деятельностью , не
наблюдается.
Требования к параметрам микроклимата и
производственному помещению должны быть сопоставимы с требованиями, которые
применяются к офисным помещениям при организации режима работы с оргтехникой
(ГОСТ 30494-96).
А именно:
помещение должно иметь естественное и
искусственное освещение;
искусственное освещение должно осуществляться
системой общего равномерного освещения. Освещённость на поверхности стола
должна быть 300-500 лк;
в качестве источника искусственного освещения
должны применяться преимущественно люминесцентные лампы тип ЛБ. Применение
светильников без рассеивателей и экранирующих решеток не допускается. В
помещениях следует проводить чистку стекол оконных рам и светильников не реже
двух раз в год и проводить своевременную замену перегоревших ламп;
площадь на одно рабочее место с ПЭВМ должна быть
не менее 6,0 кв.м, а объем - не менее 24,0 куб.м.;
звукоизоляция помещений должна отвечать
гигиеническим требованиям и обеспечивать нормируемые параметры шума согласно
требованиям СанПиН 2.2.2.542-96, не более 50 дБА.;
помещения должны оборудоваться системами
отопления, кондиционирования воздуха или эффективной приточно-вытяжной
вентиляцией;
в помещении должны поддерживаться следующие
климатические условия:
Температура воздуха - +15..+35˚C;
Относительная влажность воздуха - 5-85% без
конденсации;
Вибрация не более 0,25-55Гц;
во время эксплуатации техники форточки и рамы
должны быть закрыты, техника должна быть защищена от воздействия прямых лучей;
в помещении ежедневно должна производиться
влажная уборка.
Что касается самой автоматизированной установки,
то для обеспечения безопасности необходимы соблюдать следующие правила:
подключать установку только в работающую розетку;
не допускать попадания влаги в установку (в
случае попадания немедленно выключить и высушить);
не допускать попадание грязи и пыли в установку
(в случае попадания нужно выключить и почистить);
использовать для печати только качественный
пластик ABS или PLA;
по окончании печати выждать некоторое время
прежде чем извлекать модель, либо извлекать модель в теплозащитных перчатках;
не выполнять постобработку в некачественном
растворителе;
не выполнять постобработку в непроветриваемом
помещении;
работать с растворителем только в специальных
перчатках.
Для обеспечения соблюдения правил безопасности,
работники должны их знать. Для этого необходимо проводить обязательный
инструктаж по технике безопасности для всех лиц, принимаемых на работу.
Работники должны пройти следующие инструктажи:
вводный
первичный
повторный
внеплановый
целевой
Проведение инструктажей по охране труда включает
в себя ознакомление работников с имеющимися опасными или вредными
производственными факторами, изучение требований охраны труда, содержащихся в
локальных нормативных актах организации, инструкциях по охране труда,
технической, эксплуатационной документации, а также применение безопасных
методов и приемов выполнения работ
Так же необходимо проводить обучение работников
правилам пожарной безопасности. Противопожарный инструктаж должен проводиться с
учётом специфики предприятия. Проведение противопожарного инструктажа включает
в себя ознакомление работников организаций с:
правилами содержания территории, зданий
(сооружений) и помещений, в том числе эвакуационных путей, наружного и
внутреннего водопровода, систем оповещения о пожаре и управления процессом
эвакуации людей;
требованиями пожарной безопасности, исходя из
специфики пожарной опасности технологических процессов, производств и объектов;
мероприятиями по обеспечению пожарной
безопасности при эксплуатации зданий (сооружений), оборудования, производстве
пожароопасных работ;
правилами применения открытого огня и проведения
огневых работ;
обязанностями и действиями работников при пожаре,
правилами вызова пожарной охраны, правилами применения средств пожаротушения и
установок пожарной автоматики.
Руководители, специалисты и работники
организаций, ответственные за пожарную безопасность, обучаются
пожарно-техническому минимуму в объеме знаний требований нормативных правовых
актов, регламентирующих пожарную безопасность, в части противопожарного режима,
пожарной опасности технологического процесса и производства организации, а
также приемов и действий при возникновении пожара в организации, позволяющих
выработать практические навыки по предупреждению пожара, спасению жизни,
здоровья людей и имущества при пожаре.
Необходимо обеспечить наличие всех инструкций по
охране труда на рабочих местах.
При работе с установкой рекомендуется
использовать средства индивидуальной защиты. Так как при работе с установкой
существует вероятность получения термических ожогов (в первую очередь рук) то
работникам необходимо использовать средства защиты рук от воздействия высоких
температур. Для этих нужд подойдут рукавицы суконные, рукавицы с брезентовым
наладонником и другие рукавицы, защищающие от высоких температур.
При постобработке модели в растворителе
необходимо использовать как средства индивидуальной защиты, так и средства
коллективной защиты.
В качестве средств индивидуальной защиты
необходимо использовать:
средства защиты рук: перчатки х/б с полным
нитриловым покрытием и манжетой (защита от кислот);
средства защиты органов дыхания, лица и глаз:
закрытые противогаз или респиратор.
В качестве средств коллективной защиты
необходимо использовать средства нормализации воздушной среды, а именно:
вентиляция и очистка воздуха;
локализация вредных факторов.
Соблюдение всех этих мер обеспечит требуемый
уровень безопасности на объекте.
7.3 Разработка проектных решений
7.3.1 Разработка мероприятий, методов и средств
обеспечения безопасности работы установки
Для обеспечения безопасности работы установки,
необходимо определить, какие именно опасности можно устранить путём внесения
конструктивных решений в проект. В таблице 6.1 был указан перечень возможных
опасностей, которые могут возникнуть при работе с установкой.
Стоит начать с самого простого. Так как
установка рассчитана на применение пластиков ABS и PLA, которые в свою очередь
изготавливаются из натуральных компонентов и не токсичны, так что при
использовании их в качестве сырья для трёхмерной печати всякая опасность,
связанная с химическим поражением человека исчезает. То есть мероприятие по
устранению химической опасности, связанной с некачественным пластиком заключается
в закупке качественного сырья.
Такой же принцип и по устранению химической
опасности вследствие использования некачественного растворителя. Для
растворения ABS пластика необходимо использовать ацетон, а для растворения PLA
необходимы фенол или концентрированная серная кислота. Для работы с данными
растворителями необходимо помещение с хорошей вентиляцией. Так же необходимо
применять средства индивидуальной защиты. Для допуска персонала к работе с
вредными веществами требуется проведение инструктажа по технике безопасности, а
так же необходимо проводить предварительные и периодические медицинские осмотры
лиц, имеющих контакты с вредными веществами. Вследствие этих мероприятий
химическая опасность установки устраняется целиком, а химическая опасность
постобработки модели в растворителях снижается.
Для предотвращения опасности механических травм
о движущиеся части установки, опасности ожогов о нагревающиеся элементы
установки и об пластик, а так же снижения опасности поражения электрическим
током в конструктив установки необходимо внести изменения.
Для устранения и снижения вышеописанных
опасностей необходимо изолировать процесс печати от человека. Для этого
Установке необходимо сделать корпус, который не допускает возможности случайно
травмироваться о рабочие органы установки. Корпус должен быть снабжён дверцей,
через которую можно извлекать готовую модель. Для усиления безопасности и
предотвращения вторжения человека через дверцу во время печати, необходим
датчик открытия дверцы. Датчик открытия дверцы сделает невозможным запуск
печати при открытой дверце, а так же, при открытии дверцы во время печати
подаст сигнал на контроллер, вследствие чего произойдёт аварийная остановка
процесса печати. Это конструктивное решение призвано устранить вероятность механических
травм о рабочие органы установки, а так же снизить вероятность ожогов и
поражения электрическим током. Так же корпус поможет снизить такой негативный
фактор как шум приводов. Помимо прочего, корпус изолирует установку от
попадания грязи и пыли в рабочие органы, что в свою очередь снижает вероятность
возникновения возгорания внутри установки.
Но так как полностью устранить попадание грязи и
пыли невозможно, необходимо применять профилактические меры по очистке рабочих
органов установки. Очистку необходимо производить периодически, не реже одного
раза в неделю при постоянном использовании установки.
Однако нет возможности полностью исключить
вероятность возгорания. Можно лишь мгновенно отреагировать на него и избежать
возникновения пожара в помещении с последующими трагическими последствиями. Для
этих нужд установку необходимо оборудовать датчиком пламени, который немедленно
оповестит контроллер в случае возгорания, а контроллер в свою очередь
произведёт аварийное отключение установки и просигнализирует оператору о
возникновении аварийной ситуации. Это позволит вовремя ликвидировать возгорание
и не допустить возникновение пожара.
7.3.2 Выбор способов утилизации отходов
производства
Сам процесс печати безотходен, и даже если
приходится утилизировать старые отработанные модели, напечатанные на установке,
то в этом не возникает никаких трудностей, поскольку используемые в печати
пластики ABS и PLA являются нетоксичными и биоразлагаемыми.
Однако в постобработке моделей присутствует
работа с кислотами, а именно с серной кислотой и фенолом (карболовая кислота).
Прежде чем утилизировать серную кислоту, её
необходимо нейтрализовать. В настоящее время существует множество способов
нейтрализации серной кислоты:
Разложение кислоты при высокой температуре.
В жидком состоянии серная кислота может
находиться при температуре ну более 300 градусов по Цельсию, при температуре
296 градусов уже начинается процесс разложения. Метод заключается в том, что
кислота разогревается до температуры порядка 305 градусов, вследствие чего
происходит нейтрализация;
Нейтрализация гидроксидом натрия.
Концентрированная серная кислота разбавляется
одной порцией NaOH:
H2SO4 (конц.)+NaOH=NaHSO4+H2O.
Для разбавленной серной кислоты требуется та же
щелочь в двойном размере:
H2SO4 (разб.)+2NaOH=Na2SO4+H2O.
В обоих случаях образуются оксосоли Na2SO4;
Помимо этого, серная кислота при определенных
условиях нейтрализуется оксидами некоторых металлов.
Так, например, разбавленная серная кислота,
соединяясь с оксидом бария, образует соль - сульфат бария и воду:
H2SO4 (разб.)+BaO=BaSO4+H2O.
Некоторые металлы, например цинк, хорошо
реагируют с разбавленной кислотой, в результате чего образуется соль, а водород
выделяется наружу:
H2SO4 (разб.)+Zn=ZnSO4+H2.
Для нейтрализации паров фенола можно
использовать специальную установку.
Абсорбционно-биохимическая установка очистки
вентиляционного воздуха от вредных веществ (АБХУ).

Рисунок 7.1 - Технологическая схема АБХУ
Установка состоит из следующих элементов:
вентилятор;
абсорбер;
массообменная решётка;
биореактор;
насос.
Вентиляционный воздух, удаляемый от
технологического оборудования, с помощью вентилятора 1 подается в абсорбер 2,
где на массообменной решетке расположен слой насадки 3. Насадка непрерывно
орошается абсорбентом, подаваемым насосом 5 и находится в «кипящем» состоянии,
что обеспечивает интенсивный массообмен между газовой и жидкой фазами. В
качестве абсорбента применяется техническая вода. Регенерация абсорбента
осуществляется в биореакторе 4, где с помощью специально селекционированного
штамма микроорганизмов вредные органические вещества минерализуются до СО2 и
Н2О. Для обеспечения активной жизнедеятельности микроорганизмов, за счет
добавления в биореактор биогенных добавок, в растворе поддерживается
концентрация азота и фосфора. Очищенный абсорбент вновь подается на орошение в
абсорбер. Установка имеет замкнутый цикл циркуляции абсорбента и не имеет
стоков в канализацию. Очищенный вентвоздух после сепарации выбрасывается в
атмосферу.
Так же можно воспользоваться услугами
специальных фирм по утилизации вредных отходов.
7.3.3 Оценка вероятности возникновения пожара.
Так как автоматизированная установка объёмной
печати моделей является пожароопасной, необходимо провести расчёт вероятности
возникновения пожара при её эксплуатации.
При определении вероятности возникновения пожара
из за электрооборудования использовались следующие источники:
ГОСТ 12.1.004-91. Пожарная безопасность. Общие
требования;
Статья 143. Требования пожарной безопасности к
электрооборудованию (Федеральный закон 123-ФЗ);
Из этих источников можно заключить, что
вероятность возникновения пожара в электрооборудовании не должна превышать 10-6
в год. Это относится к электрическим розеткам, компьютерам, блокам питания,
электромоторам и т.д.
Предполагаем, что каждая единица
электрооборудования имеет соответствующую худшему случаю вероятность
возникновения пожара: 10-6. Поскольку, в случае, если эта вероятность больше,
то применение данного электрооборудования не соответствует действующим нормативным
документам.
При расчёте вероятности возникновения пожара
используется ГОСТ 12.1.004-91* "Метод определения вероятности
возникновения пожара (взрыва) в пожаровзрывоопасном объекте".
Для определения пожаровзрывоопасности любого
объекта, необходимо определить пожаровзрывоопасность его составных частей
(технологических аппаратов, установок, помещений). Вероятность возникновения
пожара (взрыва) в объекте в течение года Q(ПЗ) вычисляют по формуле:
|

|
(7.1)
|
где Qi(ПП) - вероятность возникновения пожара в
i-ом помещении объекта в течение года;- количество помещений в объекте.
Возникновение пожара (взрыва) в любом из
помещений объекта (событие ПП) обусловлено возникновением пожара (взрыва) или в
одном из технологических аппаратов, находящихся в этом помещении (событие
ПТАj,), или непосредственно в объеме исследуемого помещения (событие ПОi).
Вероятность Qi(ПП) вычисляют по формуле:
|
 (7.2) (7.2)
|
|
где Qj(ПТА) - вероятность возникновения пожара в
j-м технологическом аппарате i-го помещения в течение года;(ПО) - вероятность
возникновения пожара в объеме i-го помещения в течение года;- количество
технологических аппаратов в i-м помещении.
Предполагаем, что вероятность возникновения
пожара в объеме i-го помещения в течение года Qi(ПО) равна нулю. Т.е. вся
опасность возникновения пожара исходит от электрооборудования. Это допущение
применимо для объектов, где в объеме помещений не могут образовываться
пожаровзрывоопасные смеси или газы. Например, такие объекты как общественные и
административные здания.
Для примера расчёта примем цех, в котором есть 5
помещений, среднее количество человек в помещении - 5, среднее количество
электрооборудования на человека - 10 (в том числе: сетевых розеток, офисной техники,
светильников и т.п.).
Расчёт возникновения пожара в типовом помещении:

То есть с вероятностью 50∙10-6 в каждом
помещении может возникнуть пожар.

Вероятность возникновения пожара на объекте в
целом составляет 0,00025. В соответствии с приказом С.К. Шойгу от 30 июня 2009
г. № 382, для объектов, на которых нет собранной статистики пожаров допускается
принимать вероятность возникновения пожара равной 4∙10-2 для каждого
здания. Следовательно, расчёт для нашего цеха удовлетворяет требованиям
пожарной безопасности.
Заключение
В данном дипломном проекте была освещена тема
проектирования автоматизированной установки объёмной печати моделей. В
результате проделанной работы были разработаны: корпус установки, система
управления установки и программное обеспечение для установки. Произведён подбор
электронных компонентов системы управления и разработана схема электрическая подключений.
Произведён выбор вспомогательных элементов для системы управления, таких как
ЖК-дисплей и клавиатура. Проектирование производилось с учётом
функциональности, совместимости и экономичности.
Так же проведено моделирование процессов
регулирования температуры и давления пластика в экструдере и проанализирована
их работа с различными видами регуляторов (двухпозиционный, П, ПИ и ПИД).
Проведён функционально-стоимостной анализ
проекта и определён период его окупаемости (около 3-х лет).
Освещена тема безопасности и экологичности
проекта, выбраны меры по обеспечению безопасности работающих с установкой, а
так же меры по обеспечению экологичности проекта и по предотвращению
чрезвычайной ситуации (пожара).
Список использованных источников
Кузнецов
В.П. Методические указания к выполнению дипломного проекта для студентов
специальности 210200. - Курган: Курганский государственный университет,
ризограф, 2001. - 50 с.
Пухов
А.С. Синтез решений при создании автоматизированных объектов. Учебное пособие.
- Курган: Кург. гос. ун-т, 2000. - 36 с.
Кенио
Т. Шаговые двигатели и их процессорные системы управления. М.: Москва
Энергоиздат, 1987. - 200 с.
Брайан
Керниган, Деннис Ритчи. Язык программирования C. М.: Вильямс, 2012. - 304 с.
Нестеров
А.Л. Проектирование АСУТП. Книга 1. М.: ДЕАН, 2006. - 544 с.
Вальков
В.М., Вершин В.Е. Автоматизированные системы управления технологическими
процессами.- Л.: Политехника, 1991.-269 с
Проектирование
систем автоматизации технологических процессов: Справ. пособие / Под общ. ред.
А.С. Клюева-М.: Энергоатомиздат,1990.- 464 с.:ил.
Бахвалов
Л.А. Моделирование систем: Учебное пособие для вузов. - Москва: Московский
государственный университет, 2006. - 290 с.
Шемелин
В.К. Проектирование систем управления в машиностроении: Учебник для студентов
техн. вузов. - М.: Издательствово “Станкин”, 1988. - 254 с.
Таранов
С.Т., Макарова И.М. “Автоматизация технологических процессов и производств”.
Методические указания к выполнению экономической части дипломного проекта для
студентов специальности 220301
Н.Л.
Попова. Безопасности и экологичность проекта. Методические указания к
выполнению раздела «Безопасность и экологичность проекта» в дипломных проектах
для студентов специальности 210200. - Курган: Курганский государственный
университет. - 27 с.
Безопасность
и охрана труда: Учебное пособие для вузов / Под ред. О.Н.Русака. - СПб.: Изд-во
МАНЭБ, 2001.
Об
утверждении норм пожарной безопасности «Обучение мерам пожарной безопасности
работников организаций»: Приказ МЧС РФ от 12.12.2007 № 645.
Об
утверждении методики определения расчётных величин пожарного риска в зданиях,
сооружениях и строениях различных классов функциональной пожарной опасности:
Приказ МЧС РФ от 30.06.2009 № 382 (ред. От 12.12.2011).
ГОСТ
12.1.007-76 (1999) ССБТ. Вредные вещества. Классификация и общие требования
безопасности.
ГОСТ
12.1.004-91. Пожарная безопасность. Общие требования.
ГОСТ
12.4.011-89. Система стандартов безопасности труда. Средства защиты работающих.
Общие требования и классификация.
Приложение А
Управляющая программа контроллера. Функция
начального позиционирования экструдера.
#include <Stepper.h>
//Здесь определяются выводы, к которым
подключены шаговики и количество шагов на оборот для них
#define AStpStep 14
#define AStpDir 13
#define BStpStep 12
#define BStpDir 11
#define CStpStep 10
#define CStpDir 9
#define StepsPerRevolution 200
//Здесь определено подключение концевиков
#define AEndSwitch 1
#define BEndSwitch 2
#define CEndSwitch 3
//Стандартные скоростные режимы двигателей
привода
#define open_circuit_speed 100
#define pretravel_speed 50
//Здесь создаётся класс для каждого шаговика
(число шагов на оборот, первый пин, второй пин)
//============================================================AStepper
= Stepper(StepsPerRevolution, AStpStep, AStpDir);BStepper = Stepper(StepsPerRevolution,
BStpStep, BStpDir);CStepper = Stepper(StepsPerRevolution, CStpStep, CStpDir);
//============================================================
//Функция установки экструдера в начало
координат
void Stepper_init()
{AES;BES;CES;
{= digitalRead(AEndSwitch);=
digitalRead(BEndSwitch);= digitalRead(CEndSwitch);(AES<1)
{.step(1);
}(BES<1)
{.step(1);
}(CES<1)
{.step(1);
}
}while (AES<1 || BES<1 ||
CES<1);
}setup() {
//Установка скорости вращения двгателей на 100
оборотов в минуту (в дальнейшем уточнится)
AStepper.setSpeed(open_circuit_speed);.setSpeed(open_circuit_speed);.setSpeed(open_circuit_speed);
//Установка портов, к которым подключены
концевики на ввод
pinMode(AEndSwitch,
INPUT);(BEndSwitch, INPUT);
pinMode(CEndSwitch, INPUT);
//Установка портов, к которым подключены
двигатели на вывод
pinMode(AStpStep, OUTPUT);(AStpDir,
OUTPUT);(BStpStep, OUTPUT);(BStpDir, OUTPUT);(CStpStep, OUTPUT);(CStpDir,
OUTPUT);
Stepper_init();
}
Приложение Б
Диспетчерская программа. Функции открытия и
валидации 3D-модели в формате STL.
package
Slic3r::Format::STL;Moo;Slic3r::Geometry qw(X Y Z triangle_normal);read_file
{$self = shift;($file) = @_;
Slic3r::open(\my $fh, '<', $file)
or die "Failed to open $file\n";
# let's detect whether file is ASCII
or binary$mode;
{$size = +(stat $fh)[7];
$mode = 'ascii' if $size < 80 +
4;
# skip binary header$fh, 80, 0;$fh,
my $buf, 4;$triangle_count = unpack 'L', $buf;"STL file seems invalid,
could not read facet count\n" if !defined $triangle_count;$expected_size =
+ 80 # header
+ 4 # count
+ $triangle_count * (
+ 4 # normal, pt,pt,pt (vectors)
* 4 # bytes per value
* 3 # values per vector
+ 2 # the trailing 'short'
);
$mode = ($size == $expected_size) ?
'binary' : 'ascii';
}
my $facets = [];$vertices = [];
$mode eq 'ascii'
? _read_ascii($fh, $facets,
$vertices)
: _read_binary($fh, $facets,
$vertices);$fh;
my $model =
Slic3r::Model->new;$object = $model->add_object(vertices =>
$vertices);$volume = $object->add_volume(facets => $facets);$model;
}_read_ascii {($fh, $facets, $vertices)
= @_;
my $point_re = qr/(([^ ]+)\s+([^
]+)\s+([^ ]+))/;
my $facet;%vertices_map = ();$fh, 0,
0;(my $_ = <$fh>) {(!$facet) {
/^\s*facet\s+normal\s+/ or next;
$facet = []; # ignore normal
} else {(/^\s*endfacet/) {@$facets,
$facet;$facet;
} else {
/^\s*vertex\s+$point_re/o or
next;$vertex_id = $1;$vertex_idx;(exists $vertices_map{$vertex_id}) {
$vertex_idx =
$vertices_map{$vertex_id};
} else {@$vertices, [map $_ * 1, $2,
$3, $4];
$vertex_idx =
$vertices_map{$vertex_id} = $#$vertices;
}@$facet, $vertex_idx;
}
}
}($facet) {"STL file seems
invalid\n";
}
}_read_binary {($fh, $facets,
$vertices) = @_;
die "bigfloat" unless
length(pack "f", 1) == 4;
my %vertices_map = ();$fh;$fh, 80 +
4, 0;(read $fh, my $_, 4*4*3+2) {@$facets, my $facet = [];(unpack
'x[f3](a[f3])3') { # ignore normal$vertex_idx;(exists $vertices_map{$_}) {
$vertex_idx = $vertices_map{$_};
} else {@$vertices, [ unpack
'f<3', $_ ];
$vertex_idx = $vertices_map{$_} =
$#$vertices;
}@$facet, $vertex_idx;
}
}
}write_file {$self = shift;($file,
$model, %params) = @_;
Slic3r::open(\my $fh, '>',
$file);
$params{binary}
? _write_binary($fh,
$model->mesh)
: _write_ascii($fh,
$model->mesh);
close $fh;
}_write_binary {($fh, $mesh) = @_;
die "bigfloat" unless
length(pack "f", 1) == 4;
binmode $fh;$fh pack 'x80';$fh pack
'L', scalar(@{$mesh->facets});my $facet (@{$mesh->facets}) {$fh pack
'(f<3)4S',
@{_facet_normal($mesh, $facet)},
(map @{$mesh->vertices->[$_]},
@$facet[-3..-1]),
;
}
}_write_ascii {($fh, $mesh) = @_;
printf $fh "solid\n";my
$facet (@{$mesh->facets}) {$fh " facet normal %f %f %f\n",
@{_facet_normal($mesh, $facet)};$fh " outer loop\n";$fh " vertex
%f %f %f\n", @{$mesh->vertices->[$_]} for @$facet[-3..-1];$fh "
endloop\n";$fh " endfacet\n";
}$fh "endsolid\n";
}_facet_normal {($mesh, $facet) =
@_;triangle_normal(map $mesh->vertices->[$_], @$facet[-3..-1]);
}