Обнаружение явных дефектов при внешнем осмотре отливки
Обнаружение
явных дефектов при внешнем осмотре отливки
Цель работы: приобрести практические навыки
оценки качества поверхности литых заготовок при внешнем осмотре.
Общие сведения
В машиностроении литейное производство является
основным поставщиком заготовок. Доля литых заготовок в различных машинах и
конструкциях велика как по номенклатуре, так и по массе, поэтому качество
продукции машиностроительного предприятия в значительной степени определяется
качеством отливки. В повышении качества отливок ведущая роль принадлежит
контролю, с помощью которого устраняется опасность попадания дефектных отливок
на операции механической обработки и сборки, а также создаются условия для
критического анализа и совершенствования технологии литейного производства.
Существующие в настоящее время технологические
процессы в металлургии и металлообработке не исключают наличия различных
дефектов в материалах и деталях, например нарушение сплошности (трещины,
раковины, пористость, расслоение), недопустимые отклонения от заданных
геометрических размеров и т.д.
Совсем недавно недоброкачественность материалов
и деталей машин устанавливалась при помощи анализа пробы, вырезанной из
единичных образцов, отобранных из большой партии, а иногда только путем их
разрушения.
Такие методы контроля качества ни в коей мере не
могут удовлетворять современное машиностроение.
За последние годы, как у нас в стране, так и за
рубежом, проделана большая работа по разработке и внедрению современных методов
контроля, исключающих разрушение изделий. Создана новая технологическая наука -
дефектоскопия материалов.
К наиболее широко применяемым в настоящее время
неразрушающим методам контроля качества материалов и отливок относятся
магнитный, электромагнитный и индукционный, радиационный, акустический,
ультразвуковой, капиллярный, люминесцентный.
Ни один из указанных методов не является
универсальным. Каждый из них имеет свои преимущества и недостатки, свою область
применения, обладает определенной чувствительностью и точностью в выявлении
дефектов.
Номенклатура показателей качества отливок
устанавливается стандартами или техническими условиями (ТУ). В зависимости от
характеризуемых свойств продукции установлено 11 групп показателей качества, из
которых для оценки качества отливок общего назначения по ГОСТ 4.439-86
рекомендуется использовать только пять:
классификационные показатели (марка сплава,
масса отливки, класс точности, группа сложности);
показатели назначения (временное сопротивление,
предел текучести, относительное сужение и удлинение, ударная вязкость,
твердость, микроструктура);
показатели технологичности и экономного
использования металла (припуски на механическую обработку, допуски на
необрабатываемые размеры отливки);
показатели качества поверхности (шероховатость
поверхности по ГОСТ 2789-73);
экономические показатели (экономический эффект,
себестоимость).
В эту номенклатуру дополнительно могут быть
включены и другие показатели, обычно относящиеся к специальным эксплуатационным
характеристикам:ударная вязкость при пониженных температурах, стабильность
геометрических размеров во времени, склонность к трещинообразованию,
герметичность и т.п.
Качество отливок в значительной мере
определяется уровнем их дефектности. По ГОСТ 15467-79 дефектом называется
каждое отдельное несоответствие продукции установленным требованиям. Изделие,
имеющее хотя бы один дефект, называется дефектным.
В зависимости от предрасположенности дефектов к
обнаружению они могут быть явными и скрытыми.
Явным является дефект, обнаруживаемый при
внешнем осмотре (визуальном контроле), или дефект, для выявления которого в
нормативной документации предусмотрены соответствующие инструментальные
средства и методики. Несмотря на невозможность визуального обнаружения, такой
дефект является явным, так как при использовании предписанной методики
дефектоскопии он будет, безусловно, обнаружен.
В зависимости от степени пораженности дефектами
все отливки подразделяются на четыре группы:
годные, полностью отвечающие всем установленным
требованиям технической документации и стандартов;
условно годные, имеющие небольшие отклонения от
установленных требований (малозначительные дефекты), не оказывающие
существенного значения на эксплутационные показатели отливки или изделия в
целом. Такие отливки допускаются к дальнейшей обработке и используются по своему
назначению с разрешения главных специалистов промышленных предприятий после
тщательной оценки дефектов;
исправимый брак - отливки, имеющие один или
несколько устранимых дефектов, после исправления которых они могут быть
допущены к дальнейшей обработке и использованию по назначению;
неисправимый, или окончательный, брак - отливки,
имеющие такие дефекты, исправление которых технически невозможно или
экономически нецелесообразно, либо качество которых после исправления
невозможно проконтролировать. Забракованию подлежат отливки, имеющие хотя бы
один неустранимый дефект.
В практике используются различные системы
классификации дефектов в отливках.
По ГОСТ 19200-80 дефекты отливок из чугуна,
стали, сплавов на основе алюминия, магния, титана и других подразделяются на
пять основных групп:
несоответствие по геометрии (недолив, незалив,
неслитина, обжим, подутость, перекос и стержневой перекос, стержневой залив,
коробление, вылом и зарез, прорыв и уход металла) (рис. 1.1);




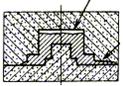
Рисунок 1.1 - Дефекты отливок - несоответствие
по геометрии (стрелки указывают на расположение дефекта)
-дефекты поверхности (пригар, окисление, газовая
шероховатость, спай, складчатость, ужимина, нарост, зазор, залив, просечка,
плена) (рис.1.2);

Рисунок 1.2 - Дефекты поверхности отливки
(стрелки указывают на расположение дефекта)
несплошности в теле отливки (горячая трещина,
холодная трещина, межкристаллическая трещина, усадочная раковина, газовая
раковина, ситовидная раковина, усадочная пористость, рыхлота, песчаная
раковина, вскип) (рис.1.3);

Рисунок 1.3 - Несплошности в теле отливки
(стрелки указывают на расположение дефекта)
-включения (металлические и неметаллические
включения, королек) (рис. 1.4);

Рисунок 1.4 - Включения (стрелки указывают на
расположение дефекта)
несоответствие по структуре (отбел,
половинчатость, ликвация, флокен).
Правильная идентификация дефектов обеспечивает
установление истинных причин их возникновения, помогает правильно выбрать
необходимые методы контроля для надежного выявления дефектов и разработать
эффективные мероприятия по их устранению.
Технический контроль-это процедура проверки
соответствия показателей качества отливок требованиям, установленным нормативно-технической
документацией. Основанием для контроля качества готовых отливок служат ГОСТы,
действующие технические условия, чертежи на отливку со специальными
конструкционными и технологическими требованиями к ней.
Сущность технического контроля в общих чертах
сводится к выполнению следующих операций:
получение первичной информации о фактическом
состоянии отливки, т.е. визуальная или инструментальная оценка различных
показателей качества;
сопоставление первичной информации с
нормативными требованиями, зафиксированными в соответствующей документации;
анализ вторичной информации (информации об
отклонении фактических показателей качества от нормативных) и принятие решения
о годности или отбраковке отливки.
Контроль внешнего вида качества поверхности, наличие
трещин, воспроизведение контура отливок и т.п. выполняют визуально на
соответствие отливок техническим условиям; в некоторых случаях (при серийном и
массовом производстве) - с использованием отливки-эталона; шероховатость
поверхности (ГОСТ 2789-73) определяют по специальным образцам. Дефекты отливок
выявляют выборочной механической обработкой, магнитной дефектоскопией,
рентгеновским способом контроля и др.
Визуальный контроль основан на различном
отражении света от дефектной и качественной поверхности. Поверхность материала
изучают невооруженным глазом или с помощью лупы. В последнем случае возможно
обнаружить поверхностные дефекты размером до 0,01 мм.
Материалы, приборы, инструмент: отливки,
отливки-эталоны, лупа.
Порядок выполнения работы
Получить различные по номенклатуре отливки
одного наименования в количестве 3..5 шт. Одна из них каждого наименования
является эталоном (отмечена специальной меткой).
Провести внешний осмотр отливок для выявления
внешних дефектов поверхности с использованием лупы.
Определить вид и причину возникновения дефектов
(если такие имеются) и представить эскиз отливки с дефектом.

. Залив - тонкие металлические приливы. Основная
причина проникание металла в зазоры по разъему формы.
. Засор - внедрившиеся в поверхность металла
комочки материала формы.
3. Рыхлота - дефект в виде скопления мелких (микроскопических)
усадочных раковин.
Вывод
В данной практической работе визуально
проанализировали качество поверхности отливки. В ходе осмотра были выявлены
такие деффекты как заливы, засоры, рыхлота и неметаллические включения.