Технологический процесс изготовления детали 'Коромысло'
Министерство
аграрной политики Украины
Государственный
комитет рыбного хозяйства Украины
Керченский
государственный морской технологический университет
Кафедра:
«Оборудование пищевых и рыбоперерабатывающих производств»
КУРСОВОЙ
ПРОЕКТ
по дисциплине:
«Технологические основы машиностроения»
Руководитель проекта Мануилов В.В.
г.
Содержание
1. Описание
детали
. Выбор вида
заготовки и способа ее получения
. Анализ
технологичности
. Выбор
технологических баз
. Разработка
технологического маршрута процесса
. Определение
припусков и операционных размеров
. Расчёт
режимов резания
.
Нормирование технологического процесса
9.
Описание конструкции приспособления. Расчет приспособления
10. Расчёт
исполнительных размеров предельного калибра
Список использованной
литературы
1. Описание детали
Коромысло - подвижная деталь в виде фасонного стержня или пластины с
отверстиями или цапфами, совершающая неполный оборот вокруг неподвижной оси.
Это, по существу, двуплечий рычаг, качающийся около средней оси. Входя в состав
многих машин и механизмов (двигатели внутреннего сгорания, буровые станки, весы
и т. д.), коромысло передает усилия присоединяемой к нему тяге, толкателю,
клапану, шатуну и т. д. Коромысла изготовляют неравноплечими. Плечо,
находящееся над клапаном, выполняют на 30-50% длиннее плеча, обращенного к
штанге. Это позволяет получить необходимые перемещения клапана при малых
перемещениях и ускорениях толкателя, а следовательно, снизить силы инерции,
действующие в клапанном механизме.
В данном курсовом проекте рассмотрим разработку технологического процесса
изготовления коромысла механизма газораспределения двигателя Д-50.
В коротком плече коромысла имеется резьбовое отверстие под регулировочный
винт и канал для подвода масла к сферической поверхности штанги и винта. На
другом плече коромысла имеется сферическая поверхность (боек коромысла),
которая опирается на стержень клапана. В средней части выполнено гладкое
отверстие под ось качения коромысла. От осевого смешения коромысло удерживается
упорной шайбой и стопорным пружинным кольцом.
. Выбор вида заготовки и способа ее получения
Выбор способа получения заготовки зависит от служебного назначения и
экономичности изготовления детали и оказывает существенное влияние на характер
технологического процесса, трудоемкость и экономичность обработки .
Учитывая необходимое качество детали, требования к геометрическим
размерам, шероховатости поверхностей, экономичность производства, специфику
материала детали, его хорошие литейные свойства, жидкотекучесть и малую
линейную усадку выбираем способ получения заготовки - литьё в оболочковую
форму. Тип производства - серийное.
Литьё в оболочковые формы - способ получения фасонных отливок из
металлических сплавов в формах, состоящих из смеси песчаных зёрен (обычно кварцевых)
и синтетического порошка (обычно фенолоформальдегидной смолы и
пульвер-бакелита). Предпочтительно применение плакированных песчаных зёрен.
Данный способ получения заготовки предпочтителен, так как учитываются
следующие факторы при получении детали «Коромысло»:
) Расход формовочной смеси в 8-10 раз меньше, чем при литье в песчаные
формы.
) Твердение смеси непосредственно на модели обеспечивает высокую точность
размеров. Применение мелкозернистых песков дает возможность получать формы с
чистой и гладкой поверхностью. Припуски составляют 0.5-1.5 мм.
) Возможность механизации и автоматизации труда.
. Анализ технологичности
заготовка
коромысло двигатель припуск
Технологичность изделия рассматривается как совокупность свойств
конструкции изделия, определяющей ее приспособленность к достижению оптимальных
затрат при производстве, эксплуатации и ремонте для заданных показателей
качества, объема выпуска и условий выполнения работ. Основная задача
обеспечения технологичности конструкции изделия - достижение оптимальных
трудовых, материальных, топливно-энергетических затрат на проектирование,
подготовку, изготовление и монтаж вне производства. Отливку считают
технологичной, если ее конструкция соответствует общим принципам обеспечения
качества заготовок при литье и сложившимся конкретным производственным
условиям. Высокое качество отливки обеспечивают: использование литейного сплава
с высокой жидкотекучестью и оптимальная конфигурация отливки, благодаря чему
возможно применение простой литейной формы, предусматривающей одновременное или
направленное затвердевание сплава и свободное извлечение отливки (модели) из
формы. В конструкции отливки необходимо также учитывать реальные
производственные возможности: наличие определенного оборудования для подготовки
сплава и формирования отливки при заданном объеме выпуска продукции.
Конфигурация отливки проста, не требует сложной формы, литейный сплав обладает
необходимыми литейными свойствами и можно сделать вывод, что деталь
технологична.
. Выбор технологических баз
При выборе технологической базы для данной заготовки ориентируемся на
принцип единства баз.
Принцип единства баз заключается в том, что в качестве технологических
или измерительных баз на различных операциях технологического процесса
используют одни и те же поверхности детали. Применение принципа единства баз
позволяет исключить появление погрешностей обработки и сборки, связанных со
сменой баз
Исходя из принципа базирования целесообразно сначала провести обработку
плоскость базирования детали, основание для установки, т.к. относительно данной
плоскости происходит определение необходимых геометрических размеров.
Технологическая база (установочная) - наружная поверхность диаметром 30 мм.
Направляющую и опорную базы выбирают из условий удобства установки детали.
5. Маршрут обработки
Заготовительная.
Заготовку получаем литьем .
Фрезерная.
Фрезеровать размер 30+Δ мм.
Фрезеровать торцы поверхности Ø 18
Сверлильная
Сверление отверстия под резьбу М10, выдерживая размер 33,5+- 0,3
Сверление отверстия Ø 4,4…..5,0 мм, выдерживая размер 18 +0,5,
угол 200 на длину 30 мм
020 Токарная Расточить диаметр Ø21Н9.
Снять фаски
Токарная
Нарезание резьбы. Нарезание происходит с помощью метчика. Режущая часть
из быстрорежущей стали, хвостовик- сталь 40Х.
Термическая. Закалить до HRC 49-57
Промывочная.
Промыть деталь
ОТК.
. Определение припусков и операционных размеров
Припуск - слой материала, удаляемый с поверхности заготовки в целях
достижения заданных свойств обрабатываемой поверхности детали.
Минимальный припуск необходимый для обработки детали «Коромысло»
определяем по формулам:
а) при обработке наружных и внутренних поверхностей
(двусторонний припуск):
2Zmin=2[(Rz+h)i-1+
б) при последовательной обработке противолежащих
поверхностей (односторонний припуск):
Zmin=(Rz+h)i-1+ 
где Rz i-1 - высота
неровностей профиля по десяти точкам на предшествующем переходе;
hi-1 - глубина дефектного поверхностного
слоя на предшествующем переходе (обезуглероженный или отбеленный слой);
 -
суммарное отклонение расположения поверхности (отклонение от параллельности,
перпендикулярности, соосности) на предшествующем переходе;
-
суммарное отклонение расположения поверхности (отклонение от параллельности,
перпендикулярности, соосности) на предшествующем переходе;
 -
погрешность установки заготовки на выполняемом переходе.
-
погрешность установки заготовки на выполняемом переходе.
Общие припуски Z0max и Z0min находят как сумму промежуточных припусков на обработку:
Z0max=∑ Zi max;
Z0min=∑ Zi min;
Припуск на обработку торцовых поверхностей Ø 30 фрезерованием:

 -
отклонение плоской поверхности отливки от плоскостности (коробление);
-
отклонение плоской поверхности отливки от плоскостности (коробление);
=

 )
)
Rz =40 мкм; hi-1 =160
мкм;  = 110
мкм
= 110
мкм
Zmin=40+160+30+110=
340 (мкм)
Минимальный
размер :
а)
30 - 0,18 = 29,82 (мм)
б)
29,82+0,39 = 30,21 (мм)
где
0,39 -допуск на размер 30 мм, соответствующий заданному квалитету .
Максимальный
размер:
а)
29,82+0,18 = 30 (мм)
б)
30,21 + 0,39 = 30,6 (мм)
Максимальный
припуск:
,6
- 30 = 0,6 (мм)
Наименьший
припуск:
,2-
29,8 = 0,4 (мм)
Общий
наибольший припуск:
Z0max= 0,6 (мм)
Общий
наименьший припуск:
Z0min= 0,4 (мм)
Припуск
на обработку торцовых поверхностей Ø 18 фрезерованием:
-
отклонение плоской поверхности отливки от плоскостности (коробление);
=
где
 ,
, 

 )
)
Rz =40 мкм; hi-1 =160
мкм; = 100
мкм
Zmin=40+160+30+100=
318 (мкм)
Минимальный
размер :
а)
14,5 - 0,13 = 14,37 (мм)
б)
14,37+0,33 = 14,7 (мм)
где
0,33 -допуск на размер 18 мм, соответствующий заданному квалитету.
Максимальный
размер:
а)
14,37+0,13 = 14,5 (мм)
б)
14,7 + 0,33 = 15,03 (мм)
Максимальный
припуск:
,03
- 14,5 = 0,53 (мм)
Минимальный
припуск:
,7-
14,4 = 0,3 (мм)
Общий
наибольший припуск:
Z0max= 0,53 (мм)
Общий
наименьший припуск:
Z0min= 0,3 (мм)
Припуск
на нарезание резьбы :
Нарезания
внутренней резьбы начинается с засверливания отверстия и снятия фаски для
захода метчика. Диаметр отверстия в зависимости от шага резьбы подбирается по
справочной таблице.

Припуск
на обработку отверстия Ø
21H9:
Маршрут
обработки: черновое и чистовое точение.

 (мкм)
(мкм)
= 60 мкм
;
 r = Ky
r = Ky

где
r - величина остаточных
пространственных отклонений
Ky -
коэффициент уточнения
r1 = 211 0,05 =
10,55 (мкм)
Zmin
=2(40+160+ ) = 2*
419 (мкм)
) = 2*
419 (мкм)
Zmin
=2(20+20+
 ) = 2*
100 (мкм)
) = 2*
100 (мкм)
Минимальные
размеры:
,948+0,13=21,078
(мм)
,078+0,21
= 21,288 (мм)
Максимальные
размеры:
,948
+0,052 = 21 (мм)
,948+0,13=
21,208 (мм)
,288+0,21
= 21,498 (мм)
Минимальные
припуски:
,078-20,948=0,130
(мкм)
,288-21,078=
0,210(мкм)
Максимальные
припуски:
,208
- 21= 0,208 (мм)
,498-21,208
=0,290 (мм)
Общий
наибольший припуск:
Z0max= 0,208+0,290=0,498 (мм)
Z0min= 0,130+0,210= 0,340 (мм)
.
Расчёт режимов резания
Фрезерование
Выбираем горизонтально-фрезерный станок 6Н80, его характеристики:
Размеры рабочей поверхности стола, мм………….200*800
Расстояние от оси шпинделя:
до стола………………………………………20-320
до хобота……………………………………….123
Наибольшее расстояние оси вертикальных направляющих до задней кромки
стола…………………………………..…….240
Количество Т-образных пазов………………….3
Ширина Т-образного паза……………………14А3
Наибольшие:
угол поворота стола в градусах………………±45
перемещение стола:
продольное……………………………………...500
поперечное………………………………………160
вертикальное…………………………………….300
Конус Морзе отверстия шпинделя ГОСТ 836-62…………2
Число ступеней шпинделя ………………………12
Число ступеней подач стола……………………12
Подача стола:
продольная ………………………………..…25-1120
поперечная…………………………………….18-800
вертикальная ………………………………….9-400
Мощность главного электродвигателя в кВт.......…3
Габаритные размеры, мм:
длина ..........……… …………………………1360
ширина .........………………………………..1860
высота ………………………………............1530
Масса в кг ...………………………………...1150
В качестве режущего инструмента принимается цилиндрическая фреза из
быстрорежущей стали L=50 мм, материал
режущей части Т15К6.
Подача при фрезеровании цилиндрической фрезой из быстрорежущей стали при
мощности станка до 5 кВт, средней жесткости СПИД, для стали 0,08-0,12 мм на
один зуб.
Глубина фрезерования принимается равной припуску на механическую
обработку. Для чернового фрезерования после литья в и длине обрабатываемого
участка 30 мм припуск равен 0,5 мм . Для поверхности диаметром 18 - припуск
(глубина резания) 0,4 мм
Sz =0,12
 =390
=390
 =0,17
=0,17
 =0,19
=0,19
 =0,28
=0,28
 =0,05
=0,05
 =0,1
=0,1  =0,33
=0,33

 =0,84
=0,84
V=295 м/мин
Число
оборотов фрезы:
 об/мин;
об/мин;
Уточняем
частоту вращения по данным станка: nф=2100 об/мин;
Уточняем
скорость по фактической частоте вращения:
 м/мин;
м/мин;
Определим
машинное время
 , где
, где
i - количество
проходов;
Сила
резания:
Значение коэффициента и показателей степени в формуле определения силы
резания при фрезеровании.). Для стали
 =101
=101
 =0,88
=0,88
 =0,75
=0,75
 =1
=1
q=0,87
 =0
=0
 =628 Н
=628 Н
Мощность
резания:
 кВт
кВт
Фрезерование
поверхности диаметром 18 мм
V=215 м/мин
Число
оборотов фрезы:
 об/мин;
об/мин;
Уточняем
частоту вращения по данным станка: nф=1700 об/мин;
 м/мин;
м/мин;
Сила
резания:
=629 Н
Мощность
резания:
кВт
Растачивание
отверстия
Выбираем станок горизонтально-расточной 2654
Тип компоновки станка …………….………..Б
Размеры рабочей поверхности стола (ширина*длина) …1600*2000
Диаметр выдвижного шпинделя……….…….…150
Конус отверстия шпинделя …………..метрический 80
Перемещения:
выдвижного шпинделя продольное ........….……..1240
радиального суппорта …………….………….….240
стола:
поперечное …………………….………………..1800
передней стойки:
продольное…………………….………………...1800
планшайбы ………………………………….3,75-192
Подача в мм/мин:
выдвижного шпинделя ……………………..…2-150
шпиндельной бабки……………………....1-750
Выбор резца и его параметров:
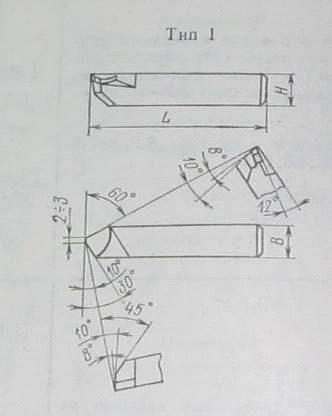
Резец расточной державочный с пластиной из твердого сплава. ГОСТ 9795-84
t -
глубина резания, t=0,42/2 мм;
Подача S=0,06…0,12 мм/об, следуя рекомендациям примечания выбираем подачу
из середины диапазона и сравниваем её с паспортными данными станка, S=0,1
мм/об.
По справочным данным выбираем скорость V= 120 мм/мин
Число оборотов:
 об/мин;
об/мин;
Уточняем
частоту вращения по паспортным данным станка: nф=1800 об/мин;
Уточняем
скорость по фактической частоте вращения:
 мм/мин;
мм/мин;
Определим
машинное время
 , где
, где
L=l1+l2+l,
l1 - величина врезания, l1=t/tgφ=2,76/tg95°=0,25мм;
l2 - величина перебега, l2=1…3мм;
l=30мм - длина
точения;
i - количество
проходов;
Определение
сил резания
 , где
, где
 -
постоянные для данной операции;
-
постоянные для данной операции;
 -
поправочный коэффициент;
-
поправочный коэффициент;
 -
зависит от качества обрабатываемого материала;
-
зависит от качества обрабатываемого материала;
 ,
, ,
, - зависит от параметров резца;
- зависит от параметров резца;
=204;  = 1;
= 1;  = 0,75;
= 0,75;  = 0; = 0,75; = 1,08; = 1,25; = 1
= 0; = 0,75; = 1,08; = 1,25; = 1
 = 0,75
= 0,75 1,081,251=1,01
1,081,251=1,01
Pz = 
Определение
мощности резания

СВЕРЛИЛЬНАЯ ОПЕРАЦИЯ
Выбираем радиально сверлильный станок 2Е52:
Наибольший условный диаметр сверления .………...25
Диаметр круга, описываемого при вращении рукава
его концом …………………………………1120
Расстояния:
от торца шпинделя до поверхности стола …….....325-852
от торца шпинделя до поверхности фундаментной плиты ......0-900
от пси шпинделя до стойки (вылет шпинделя)…………500
Наибольшие вертикальное перемещение рукава по колонне....890
Конус Морзе отверстия шпинделя .....……..3
Число ступеней оборотов шпинделя .....……………8
Число оборотов шпинделя в минуту ………………45-2000
Число ступеней механических подач шпинделя ……………9
Мощность главного электродвигателя в кВт……….……3,2
Габаритные размеры:
длина ....................……………….1130
ширина ..................………………805
Вес в кг.………………………..….980
) Сверление отверстия Ø8,5мм
) 1 Сверление отверстия Ø5мм
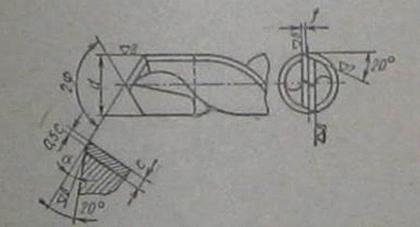
Сверла
выбираем спиральные, оснащенные пластинками из твердого сплава(ВК15), для
сверления стали с коническим хвостиком. ГОСТ 22736-77 и ТУ 2-035-636 - 78.
Диметр свёрл d =5 30мм,
длина рабочей части 60125мм, общая длина сверла140275мм, конус Морзе № 1-4. Угол наклона канавок 10-450.
30мм,
длина рабочей части 60125мм, общая длина сверла140275мм, конус Морзе № 1-4. Угол наклона канавок 10-450.
Для
сверления диаметров до 12мм
 =70
=70
 =118±30
=118±30
 =16±30
=16±30
Из стандартного ряда выбираем диаметры сверл
Сверло Ø4,8 мм для сверления Ø5мм
Сверло Ø8,3мм для сверления Ø8,5мм
Глубина резания равна половине диаметра сверла t=0,5D=4,25
мм
) Режим резания для сверления отверстия Ø8,5мм
=3,5
=0,5
 =0,45
=0,45
=0,12
Т=30
мин

 =1,4
=1,4
 м/мин
м/мин
 об/мин
об/мин
Уточняем частоту вращения по паспортным данным станка: nф=950
об/мин;
Уточняем скорость по фактической частоте вращения:
 м/мин;
м/мин;
Определим
машинное время
 , где
, где
i - количество
проходов;
Крутящий
момент и осевую силу при сверлении определяем по следующим формулам:


 =0,041
=0,041
 =2,0
=2,0
 =0,7
=0,7
 =143
=143
 =1,0
=1,0
 =0,7
=0,7
М=9,4
Н*м
Р=3857
Н*м
Определение
мощности резания

) Режим резания для свеления отверстия Ø5мм
S=0,2-0,25
мм/об; T=40
 м/мин
м/мин
 об/мин
об/мин
Уточняем частоту вращения по паспортным данным станка: nф=650
об/мин;
Уточняем скорость по фактической частоте вращения:
 м/мин;
м/мин;
Определим
машинное время
, где
i - количество
проходов;
Крутящий
момент и осевую сила:
М=4,6 Н*м
Р=3244 Н*м
Определение мощности резания

Нарезание
резьбы
Нарезание
происходит с помощью метчика. Режущая часть из быстрорежущей стали, хвостовик-
сталь 40Х. Машинно-ручной ГОСТ 3266-81
Расчёт скорости резания:
=64,8
=1,2
=0,5
=0,9
Т=90
мин




V=15 м/мин
 об/мин
об/мин
Уточняем частоту вращения по паспортным данным станка: nф=450
об/мин;
Уточняем скорость по фактической частоте вращения:
 м/мин;
м/мин;
Определим
машинное время
, где
i - количество
проходов;


=0,027
=1,4
=1,5
 =1,4
=1,4
P=1 - шаг резьбы
М=10
Н*м
Определение
мощности резания

.
Нормирование технологического процесса
В
процессе расчётов режимов резания для каждой операции было определено машинное
время То.
Время
на выполнение операции равно:
 , где
, где
Твсп
- вспомогательное время, Твсп=10-15%То;
Тобс
- время обслуживания станка, Тобс=3-5%То;
Тпер
- время перерывов, Тпер=3-5%То.
Кроме
того, определяется оперативное время Топер,
Топер=То+Твсп.
|
Переход
|
Tо
|
Твсп
|
Тобс
|
Тпер
|
Топер
|
Топ
|
|
Фрезерование плоскости Ø 30
|
0,02
|
0,003
|
0,001
|
0,001
|
0,023
|
0,025
|
|
Фрезерование плоскости Ø 18
|
0,015
|
0,002
|
0,0008
|
0,0008
|
0,017
|
0,037
|
|
Растачивание отверстия Ø21
|
0,18
|
0,027
|
0,009
|
0,009
|
0,207
|
0,225
|
|
Сверление Ø 8,5
|
0,13
|
0,02
|
0,0065
|
0,0065
|
0,15
|
0,163
|
|
Сверление Ø 5
|
0,27
|
0,04
|
0,0135
|
0,0135
|
0,31
|
|
Нарезание резьбы M10x1-6H
|
0,8
|
0,12
|
0,04
|
0,04
|
0,92
|
1
|
. Описание конструкции приспособления. Расчет приспособления
Так как фиксация заготовки осуществляется наружной поверхностью вращения
то в качестве приспособления выбираем призму. Данное приспособление подходит
как для выполнения операций сверления, фрезерования, токарной. В момент начала
обработки , когда необходимо обеспечить надежный прижим, на заготовку действует
момент резания М, стремящийся повернуть заготовку вокруг ее оси, и осевая сила
подачи инструмента , прижимающая заготовку к опорной поверхности.
Определим силу зажима:
Pз=2KM/[Dз(f1+f2/sin0,5α)]
где M - крутящий момент;
K -
коэффициент запаса;
f1, f2 - коэффициенты трения;
Dз
- диаметр заготовки;
K= K0 *K1* K2* K3*
K4* K5* K6*
K0=1,5; K1=1; K2=1; K3=1,2;
K4=1,3; K5=1,2; K6=1,5=4,2
f1,=0,7
f2= 0,2
Pз=2*4,2*9,4/[0,03з(0,7+0,2/sin0,5*90)] = 2047 H
. Расчёт исполнительных размеров предельного калибра
По ГОСТ 25437-82 определяются предельные отклонения отверстия 21H9: ES=+52 мкм;EI=0;
. В соответствии с ГОСТом 24853-81 строятся схемы расположения полей
допусков калибров относительно границ расположения поля допуска отверстия. Из
этого же стандарта определяются следующие величины:
Н- допуски на изготовление калибра пробки;
Z -
отклонение середины поля допуска на изготовление проходного калибра пробки; У -
допустимый выход размера изношенного проходного калибра (пробки) за границу
поля допуска; а также допуски на форму калибров:
Н=4 мкм;
У= 0 мкм;
Z= 9
мкм.
Р-ПРmax=D-EI+Z+H/2=21-0+0,009+0,004/2=21,011 мм;
Р-ПРmin=D+EI+Z-H/2=120+0+0,009-0,004/2=21,007 мм;
Р-ПРизн=D+EI-У=120+0-0=21 мм;
Р-ПРисп=(Р-ПРmax)-H=120,011-0.004 мм;
Р-НЕmax=D+ES+H/2=21+0,052+0,004/2=21,054 мм;
Р-НЕmin=D+ES-H/2=21+0,052-0,004/2=21,05 мм;
Р-НЕисп=(Р-НЕmax)-H=21,054-0.004
мм.
Список использованной литературы
1. Под
ред. А.Г. Косиловой и Р.К Мещерякова Справочник технолога-машиностроителя.- М.:
Машиностроение, 1985. т.1, 665 с.
. Под
ред. А.Г.Косиловой и Р.К.Мещерякова Справочник технолога-машиностроителя.- М.:
Машиностроение, 1985. т.2, 496 с.
. Козловский
Ю.Г., Кардаш В.Ф. Аннотированные чертежи деталей машин..- Киев. ГИИО: Высшая
школа, 1987. 224с.
. Горбацевич
А.Ф., Шкред В.А.. Курсовое проектирование по технологии машиностроения.- Минск:
Высшая школа, 1983. 256 с.
. Справочник
инструментальщика. Под ред. И.А. Ординарцева. -Л: Машиностроение, Ленинградское
отделение. 1987-846 с.
. Сушков
О.Д., Методические указания к выполнению курсовых работ по курсу
«Взаимозаменяемость, стандартизация и технические измерения» Керчь, КГМТУ, 2009
- 59 стр.;