Разработка технологии сварки обечайки
Разработка технологии
сварки обечайки
1. Разработка технологии сборки и сварки изделия
Под технологическим процессом в машиностроении понимают
последовательное изменение формы или состояния материала в целях получения
изделия определенного вида или качества. Основная цель проектирования
технологического процесса - разработка такого способа изготовления заданного
изделия, который бы являлся наиболее рациональным не только технически, но и
экономически при правильном и полном использовании всех технических
возможностей оборудования и оснастки на наиболее выгодных режимах, при
минимальных затратах времени, рабочей силы, вспомогательных материалов и т.д.
Разработку процесса изготовления конструкций в серийном
производстве, в том числе сварных, выполняют в два этапа: предварительный и
окончательный. [5]
На первом этапе производят расчленение изделий (по их
чертежам на сборочные элементы, технологические узлы, под узлы), установление
рациональной последовательности рабочих операций, а также выбор оптимального
способа сборки и сварки изделия, выбор прогрессивных способов обработки и
установление рациональной последовательности операций изготовления и подготовки
деталей, их сборки и сварки в соответствии с техническими условиями по
обеспечению надлежащего качества изделия, выбор основного и специального
технологического оборудования, оснастки и средств механизации, назначение
режимов сварки и обработки, нормирование и определение трудоемкости
изготовления изделия.
В результате выявляется принципиальная схема технологического
процесса (технологический маршрут), одновременно решаются вопросы, связанные с
выбором оборудования, оснастки и режимов работы. В этом маршруте определяются
все основные операции по изготовлению сварного изделия в принятой последовательности.
Применительно к нашей конструкции принципиальная схема сборочно-сварочного
технологического процесса будет выглядеть следующим образом:
Операция 010 - осуществляются заготовительная операция,
операции формообразования и операции механической обработки:
. Раскрой металла;
. Резка по разметке;
. Зачистка от брызг металла;
. Контроль размеров;
. Производится механическая обработка кромок развертки
в месте сварки (разделка кромок);
. Контроль размеров;
. Вальцовка развертки обечайки корпуса на листогибочной
машине;
. Контроль качества вальцовки, выдержки размеров.
Операция 020 - осуществляется прихватка и сварка стыка
обечайки корпуса:
1. Зачистить поверхности под сварку от грязи и ржавчины на
ширине не менее 20 мм;
2. Прихватить стык обечайки корпуса минимум в 6 местах,
выдерживая размер;
. Сварить с зачисткой шва после каждого прохода;
. Зачистить сварной шов с внутренней стороны;
. Заварить корень шва с внутренней стороны;
. Зачистить сварной шов и поверхности деталей от брызг
металла;
. Произвести ВИК;
. Уложить сборку на складское место.
Операция 030 - осуществляется неразрушающий контроль
сварного шва.
2. Выбор способа получения заготовок
.1 Раскрой
Исходные данные:
Ширина - 1500 мм;
Внутренний диаметр - 1400 мм;
Толщина(S) - 12 мм;
σпр сталь 10Х17Н13М2Т - 530
МПа.
Для получения заготовок используются различные операции:
раскрой, резка, гибка, прессование, объемная и листовая штамповка и т.д. [1]
Определяем длину развертки обечайки по формуле 1:
|
 (1) (1)
|
|
где  - длина развертки обечайки;
- длина развертки обечайки;  - внутренний диаметр обечайки;
- внутренний диаметр обечайки;  - толщина металла.
- толщина металла.
 мм
мм
По ГОСТ 19903-74 выбираем лист
2000×000.
Определим коэффициент использования материала:
|
 (2) (2)
|
|
где  площадь материала изделия;
площадь материала изделия;
 площадь материала заготовки.
площадь материала заготовки.

Ким≥75%, следовательно материал расходуется
рационально.
Оставшийся после раскроя металл пойдет на изготовление
деталей данного цеха или других цехов завода.
2.2 Резка
Для резки металла в данном реферате применяется установка
автоматизированного плазменного раскроя CyberSTEP - CyberCUT 2060 с источником
плазменной резки Kjellberg - HiFocus 440i
Установка автоматизированного плазменного
раскроя CyberCUT 2060 позволяет резать листовой металл размерами до 2000 х 9000
мм.
Конструкция установки представляет собой
портал с двусторонним приводом, перемещающийся по продольным рельсовым
направляющим, и суппорта с закрепленным на нем плазмотроном.
На суппорте установлена система
регулировки высоты плазмотрона THC, которая обеспечивает автоматическое
поддержание требуемой высоты в процессе резки, что обеспечивает высокую
точность, воспроизводимость и качество реза. Система THC контролирует процесс
резки по напряжению дуги, система THC газопламенного резака (если установлен)
имеет емкостный тип управления. Обе системы полностью независимы и обеспечивают
комфортную работу оператора установки.
Система подвода коммуникаций (кабели,
шланги) выполнена с использованием гибких кабельных каналов.
Источник плазменной резки, а так же все
необходимые системы подачи газа подбираются в соответствии с требованиями
заказчика.
Управление установкой осуществляется с
помощью системы ЧПУ.
Таблица 1 - Технические характеристики
установки автоматизированного плазменного раскроя CyberCUT 2060
|
Ширина обрабатываемого листа, мм
|
2000
|
|
Длина обрабатываемого листа, мм
|
9000
|
|
Вертикальный ход перемещения плазмотрона, мм
|
150
|
|
Длина рельсового пути (с учетом парковочной
зоны), мм
|
9800
|
|
Скорость позиционирования, мм/мин
|
до 30000
|
|
Точность воспроизведения заданного контура, мм
|
± 0,1
|
|
Стабилизация расстояния между плазмотроном и
поверхностью заготовки
|
автоматическая
|
|
Система питания
|
220В, 50 Гц
|
|
Потребляемая мощность, кВт
|
|
Условия эксплуатации
|
закрытое помещение цеха +5…+40˚С
|
Источник плазменной резки Kjellberg -
HiFocus 440i
Самый мощный в линейке источник плазменной
резки металла.
Имеет высокую гибкость применения для
плазменной резки металла толщиной от 0,5 до 120 мм.
Обеспечивает максимальную продуктивность
при высокой скорости плазменной резки и минимальных эксплуатационных расходах.
Источник плазменной резки HiFocus 440i
использует технологию Contour Cut для резки мелких контуров и малых отверстий в
конструкционной стали.
Таблица 2 - Технические характеристики
источника плазменной резки Kjellberg - HiFocus 440i
|
Напряжение питания
|
400 В; 3-фазы; 50Гц
|
|
Подключаемая нагрузка
|
макс. 127 КВт
|
|
Плазмообразующий газ Газ для маркировки
|
Воздух, Кислород, Азот / Водород (forming gas:
N2 - 95%, H2 - 5%), Аргон / Водород Аргон
|
|
Вихревой газ
|
Воздух, Азот, Кислород
|
|
Режим плазменной резки
|
20 - 440 A, пошагово; 200 V, 440
A / 100% ПВ
|
|
Режим маркировки маркировки
|
5 - 50 A, пошагово
|
|
Диапазон толщины металла: Высоколегированная
сталь Углеродистая
|
1.0 - 120 мм 0.5 - 120 мм
|
|
Рекомендуемая толщина металла:
Высоколегированная сталь Углеродистая сталь
|
1.0 - 80 мм 0.5 - 60 мм
|
|
Прожиг
|
до 50 мм
|
|
Масса
|
589 кг
|
|
Габаритные размеры (L x W x H)
|
1030 x 680 x 1450 мм
|
2.3 Вальцовка
сварка флюс обечайка плазменный
Для вальцовки используем листогибочную машину с
гидравлическим приводом LHF-1260Н.
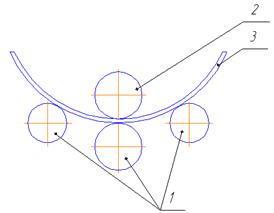
Рисунок 2 - Схема листогибочной машины с гидравлическим
приводом LHF-1260Н: 1 - нижние валки; 2 - верхний валок; 3 - изгибаемый лист
Таблица 3 - Технические характеристики листогибочной машины с
гидравлическим приводом LHF-1260Н
|
Параметры
|
Значения
|
|
Длинна гибки, мм
|
6100
|
|
Наибольшая толщина изгибаемого листа, мм
|
80
|
|
Диаметр валков, мм
|
800
|
|
Габаритные размеры, мм
|
7695×2350×2620
|
|
Масса, кг
|
105000
|
|
Мощность привода, кВт
|
255
|
3. Расчет режимов автоматической сварки под флюсом
Сварной шов обечайки варится автоматической сваркой под
флюсом, следовательно, к нему можно применить следующую методику расчета [1]:
Исходные данные: основной материал - сталь (10Х17Н13М2Т);
толщина свариваемых деталей - S = 12 мм.
Рисунок 3 - Сварной шов при автоматической сварке под слоем флюса
1. Выбираем диаметр электродной проволоки:
dэ=3 мм для шва №1 и для dэ=4 мм для шва №2. Выбор
такого диаметра проволоки сопряжен с рядом факторов: пониженные токи сварки,
минимальное тепловложение, высокое качество шва окупает меньшую
производительность по сравнению с проволоками большего диаметра.
. Для диаметра электродной проволоки 3 мм в расчетах
будем использовать сварной ток Iсв= 280…300 А., а для проволоки 4 мм будем
использовать ток 480 А.
. Определяем величину напряжения на дуге по
эмпирической зависимости:

 ,
,
Принимаем напряжение Uсв=32 В для 4 мм и Uсв=28 В
для 3 мм.
4. Определяем площадь сечения наплавленного металла шва
за данный проход исходя из рисунка 3:
 ,
,
Так как площадь наплавленного металла меньше рекомендуемой
площади (не более 100 мм2), то сварку будем вести в один проход.
. Определяем скорость сварки одного прохода:
 , для dэ=4 мм
, для dэ=4 мм
 , для dэ=3 мм
, для dэ=3 мм
Принимаем 35 м/ч

где ψ - потери
электродного металла вследствие испарения разбрызгивания и окисления, %. Обычно
ψ=7…15%.
Для расчетов ψ принимают
10%.
6. Определяем скорость подачи проволоки:

В таблице 4 представлены рассчитанные параметры режимов
сварки.
Таблица 4 - Параметры режимов автоматической сварки шва под
флюсом
|
Диаметр электродной проволоки, мм
|
Сварочный ток, А
|
Сварочное напряжение, В
|
Скорость сварки, м/ч
|
Скорость подачи проволоки, м/ч.
|
|
3
|
480
|
30
|
35
|
68,5
|
|
4
|
280
|
32
|
57
|
62,5
|
4. Расчет режимов дуговой сварки
Сварной шов обечайки варится электрошлаковой сваркой.
Следовательно, к нему можно применить следующую методику расчета [1]:
Исходные данные: основной материал - сталь (10Х17Н13М2Т);
толщина свариваемых деталей - S = 12 мм.
Рисунок 4 - Сварной шов при ручной дуговой сварке
Согласно рекомендациям для 10Х17Н13М2Т выбираем электроды ЭА-400.
1. Выбираем диаметр электрода согласно рекомендациям
- 5 мм оптимальный вариант для РД сварки покрытыми электродами.
2. Определяем силу сварочного тока:
 А
А
3. Берем значение I=180А
4. Оптимальное напряжение на дуге электродов ЭА-400
находится в пределах 22…24 В. Для расчетов принимаем Uд=24В.
Определение длины дуги lд=(0,5…1,2) dэл
Dэл=5 мм lд=(0,5.. 1,2)∙5=2,5…6 мм.
5. Рассчитываем скорость сварки:

6. Определение числа проходов:
n =6
 в моем случае составляет 30,4
в моем случае составляет 30,4  , то потребное количество
проходов будет равно 1
, то потребное количество
проходов будет равно 1
7. Расход электродов




Для того чтобы проворить шов длиной 4433,7 мм потребуется 2,2
кг электродов.
8. Время работы оборудования

 14 мин
14 мин
Вывод: В таблице 5 представлены рассчитанные параметры
режимов сварки.
Таблица 5 - Параметры режимов ручной дуговой сварки.
|
Диаметр электрода, мм
|
Сварочный ток, А
|
Сварочное напряжение, В
|
Скорость сварки, м/ч
|
|
3
|
100-110
|
22-26
|
8,8 м/ч
|
|
5
|
180
|
|
|
5. Выбор сварочного оборудования
Для
РД сварки используем форсаж-250
Таблица 3 - Технические характеристики
|
Наименование параметра
|
Значение
|
|
Напряжение питания, В
|
3х380
|
|
Допустимые отклонения напряжения, %
|
|
Номинальный сварочный ток, А
|
250
|
|
Диапазон регулирования сварочного тока, А
|
15-250
|
|
Потребляемая мощность, кВА
|
10
|
|
Продолжительность включения (ПВ), %
|
80
|
|
Диаметр электрода, мм
|
1,6-5,0
|
|
Напряжение холостого хода, В
|
95
|
|
Габаритные размеры ДхШхВ, мм
|
430х190х350
|
|
Масса, кг
|
13,6
|
|
Температурный диапазон, °С
|
|
Заключение
В результате проделанной работы мною был разработан
технологический процесс изготовления обечайки промывной колонны. В работе
использовались разные методы заготовительных, формообразующих,
механообрабатывающих, сборочно-сварочных, контрольных и других операций, в
результате чего схема технологического процесса подобрана наиболее рационально,
с учетом всех конструктивных и технических элементов.
В зависимости от скорости сварки наиболее эффективно
использовать автоматическую сварку под слоем флюса.
Список источников
1
Инженерно-технологические
основы подготовки сварочного производства/ под редакцией д.т.н. профессора
Розена А.Е. Пенза 2010.
2
Справочник
сталей и сплавов/ Под ред. В.Т. Сорокина - М.: Машиностроение, 1989 -640 с.
3
Сварка
и свариваемые материалы: В 3 т. Свариваемость материалов. Справоч. изд./ Под
ред. Э.Л. Макарова.-М.: Металлургия, 1991. Т1. - 528 с.
4
Потапьевский
А.Г. Сварка в защитных газах плавящимся электродом. - М.: Машиностроение, 1974.
- 238 с.
5
Попков
А.М. Расчет параметров режима сварки и технологических характеристик дугового
разряда в углекислом газе. // Свароч. пр-во. 1989. №8. С. 16.
6
Общемашиностроительные
укрупненные нормативы времени на дуговую сварку в среде углекислого газа. - М.:
Экономика, 1980. - 193 с.
7
Промышленное
оборудование. - Каталог. №5, М.: Дюкон, 2001. - 98 с.
8
Контроль
качества сварки /Под. ред. В.Н. Волченко. - М.: Машиностроение, 1975. - 328 с.
9
Павеле
Л.А., Рыбаков А.С. Производство технологического оборудования. Методические
указания по выполнению курсового проекта для студентов направления 551800
«Технологические машины и оборудование». Тула, 2003. - 33 с.
10 Красовский А.И. Основы
проектирования сварочных цехов. - М.: Машиностроение, 1980. - 319 с.
11 Элементы и устройства
пневмоавтоматики высокого давления: Отрасл. Каталог / Под ред. Кудрявцева В.И.
- ВНИИгидропривод. - М.:ВНИИТЭМР, 1990.-184 с.