Первичная упаковка мягких лекарственных форм
Министерство
здравоохранения Российской Федерации
Государственное
образовательное учреждение высшего профессионального образования
Санкт-Петербургская
химико-фармацевтическая академия
Фармацевтический
факультет
Кафедра
промышленной технологии лекарственных препаратов
Курсовая
работа
на тему:
Первичная
упаковка мягких лекарственных средств
Выполнила:
Шакирова Мария
студентка 4
курса 300 гр.
Руководитель:
старший преподаватель
Астахова
Татьяна Викторовна
Санкт-Петербург
2014
Оглавление
Введение
1. Упаковка
2. Виды
упаковок
3. Требования
к упаковке в зависимости от лекарственного вещества
. Операции
упаковки
5. Первичная
упаковка мазей
. Фасовка
и упаковка мягких лекарственных средств в тубы
. Формирование
и упаковка свечей
. Мягкие
желатиновые капсулы
Заключение
Список
литературы
Введение
В настоящее время современный человек не
представляет себе жизнь товаров аптечного ассортимента. Огромный спектр
продукции помогает нам чувствовать себя комфортно, поддерживать нашу физическую
форму, моральное состояние, увеличивать продолжительность и улучшать качество
жизни. Но мало просто произвести лекарственный препарат, необходимо еще
обеспечить его правильное хранение. Именно поэтому сейчас так много внимания
уделяют упаковочным материалам и упаковке в целом. Мягкие лекарственные формы
одни из наиболее часто используемых. Существует большое количество мягких
лекарственных форм с различными действующими и вспомогательными веществами, и
всем им необходимо создать правильные условия хранения. Т.е. правильно
упаковать. Именно этому и посвящена моя курсовая работа: «Первичная упаковка
для мягких лекарственных форм».
1. Упаковка
Упаковка - комплекс способов и мероприятий,
которые предназначены для защиты препарата от влияния окружающей среды,
повреждения, потерь, и облегчающие процесс оборота.
Упаковка объединяет тару, лекарство, укупорочные
и всомогательные элементы, которые определяют потребительские свойства товара.\
Первичная - индивидуальная или потребительская
упаковка, в которой есть непосредственный контакт лекарственного средства с
материалом упаковки Она предназначена для создания необходимых условий,
оеспечивающих продолжительную цельность заключенной в ней лекарственной формы.
Вторичная - упаковка, которая предназначена для
защиты первичных упаковок (их целостности) и для более полных информативных
сведений. [1]
Также имеются групповая и транспортная упаковки.
Мягкие лекарственные средства в большинстве
случаев являются сложными гетерогенными дисперсными системами и имеют
специфические реологические свойства. К ним относятся:
· мази (Ointments)
· кремы
(Creams);
· гели
(Gels);
· пасты
(Pastes);
· линименты
(Liniments);
· суппозитории
(Suppositorium);
· мягкие желатиновые капсулы
(Capsulis);
· пластыри (Emplastra).[2].
Из них дозированными лекарственными формами
являются только суппозитории. Однако сейчас разработаны способы подачи мазей,
кремов и паст из туб дозированными порциями. Подробнее я расскажу об в ходе
работы.
2. Виды упаковок
Первичную упаковку в зависимости от применяемых
материалов, их механической устойчивости и прочности, которые обусловливают
степень сохраняемости товаров, подразделяют на группы и виды. Для различных
лекарственных форм ГОСТом определены виды первичной упаковки и укупорочный
материал.
Существуют следующие виды первичной упаковки для
лекарственных средств (по ГОСТу 17768-90).
Жесткая упаковка:
· металл используется для первичной тары: банок,
пробирок (для упаковки таблеток, драже, порошков, гранул, капсул), аэрозольных
баллонов, туб (для мазей, паст, линиментов);
· стекло используется для
производства: банок, пробирок, флаконов, бутылок (в них запаковывают таблетки,
драже, порошки, гранулы, капсулы, мази, пасты, линименты, глазные капли),
ампул;
· полимер используют для изготовления:
пробирок, стаканчиков, банок (они используются для упаковки таблеток, драже).
[15].
Полужесткая упаковка:
· картон используют для производства: коробок,
пачек (для пластырей, растительных лекарственных средств);
· полимеры используют для
производства: шприц-тюбиков (для лекарственных форм, предназначенных для
инъекций);
· тюбик-капельницы применяют для
упаковки: глазных капель; контуров, используемых для упаковки суппозиториев;
· комбинированный материал применяют
для: контурной упаковки суппозиториев, таблеток, драже, капсул, порошков, гранул,
растительных лекарственных средств. [15]
Мягкая упаковка:
· из полимера применяется как: упаковка в виде
пакетов для порошков, гранул, пластырей;
· бумажная упаковка: в виде пакета,
завертки используется для упаковки драже, таблеток, растительных лекарственных
средств.
Все виды первичной тары и укупорочные средства к
ней должны выбираться в зависимости от свойств, назначения и количества
лекарственных средств, в соответствии с требованиями государственных стандартов
и фармакопейных статей.
Материалы, применяемые для изготовления
первичной тары и укупорочных средств, должны быть допущены к применению
Министерством здравоохранения Российской Федерации.[15].
3. Требования к упаковке в
зависимости от лекарственного вещества
Упаковка должна быть единой для каждой серии
упаковываемых лекарственных средств и учитывать их физико-химические свойства:
· лекарственные средства, чувствительные к
воздействию света, упаковываются в светонепроницаемую тару;
· лекарственные средства, содержащие
летучие, выветривающиеся, гигроскопические или окисляющиеся вещества,
упаковываются в банки или флаконы, укупоренные навинчивающимися крышками в
комплекте с пробками или прокладками с уплотнительными элементами; пробками с
уплотнительными элементами; закатываемыми металлическими колпачками в комплекте
с пробками или прокладками с уплотнительными элементами, закатываемыми
металлическими крышками;
· лекарственные средства, содержащие
легколетучие, выветривающиеся, гигроскопические и окисляющиеся вещества,
предназначенные для экспорта, упаковываются в тару, укупориваемую
закатывающимися крышками, или в другую тару, обеспечивающую их сохранность;
· каждое лекарственное средство,
содержащее летучее вещество или обладающее запахом, упаковывается отдельно от
прочих;
· таблетированные лекарственные
средства, содержащие эфирные масла, перед упаковыванием в пробирки завертывают
в парафинированную бумагу;
· уплотнители-амортизаторы при
упаковывании таблеток, драже или капсул в тару, не имеющую пробки с
амортизаторами. [12],[14]
. Операции упаковки
Проблема упаковки - в связи с современными
требованиями к уровню микробной контаминации в не стерильных лекарственных
средствах. Создаются комбинированные (ламинированные) материалы, сочетаются
лучшие свойства алюминиевой фольги, полимеров, бумаги. Создаются упаковки
одноразового пользования.
Перед началом операций по упаковке должны быть
приняты меры, гарантирующие, что рабочая зона: упаковочные линии, печатные
машины и другое оборудование являются чистыми и свободными от любых
использовавшихся ранее препаратов, материалов или документов. Очистку линии
следует осуществлять согласно определенным нормативным документам.
Наименование и номер серии обрабатываемой
продукции должны быть наглядно показаны на упаковочном месте или линии.
5. Первичная упаковка мазей
Мази содержат лекарственные и вспомогательные
вещества с разнообразными физическими и химическими свойствами,
обусловливающими возможность их взаимодействия как с атмосферными факторами, так
и с материалом тары, упаковки или укупорки.
· Общие требования к упаковке мягких лекарственных
форм:
1. Упаковка должна быть изготовлена из
нетоксичных материалов, совместимых с лекарственными средствами и разрешенных
Минздравом России к применению в контакте с данными лекарственными формами.
. Упаковка должна обеспечивать сохранность массы
и качества мазей и суппозиториев в течение установленных сроков годности.
. Соответствие материалов тары и укупорки
требованиям безопасности (безвредности) для организма и совместимости с
лекарственными препаратами следует определять с учетом области и условий
применения препаратов, состава, свойств, препаратов и лекарственных форм, срока
годности и условий хранения последних.
Разрешение, выданное на применение тароупаковочных
и укупорочных материалов в медицине по результатам их проверки на безвредность
(нетоксичность), недействительно для фармацевтической практики без результатов
проверки на совместимость материалов с лекарственными препаратами.
. Детали укупорки должны быть надежно
фиксированы на (в) корпусе тары и в необходимых случаях обеспечивать ее
герметичность (стерильные мази; мази и суппозитории, содержащие летучие
вещества или подверженные влаго- и газообмену с атмосферой).
. Материалы тары и укупорки должны быть
химически и физико-химически совместимы с лекарственными и вспомогательными
веществами: не должны вступать в химические реакции, набухать, растрескиваться,
растворяться, мутнеть, менять окраску, терять механическую прочность и пр.
. Материалы тары и укупорки не должны ад- или
абсорбировать лекарственные и вспомогательные вещества в количестве, влияющем
на уменьшение их содержания в лекарственном средстве сверх установленных норм.
. Материалы тары и укупорки должны быть
практически непроницаемы для летучих и жидких ингредиентов, а также, (в
зависимости от устойчивости ингредиентов, входящих в состав мази или
суппозиториев) - для паров воды и кислорода воздуха и (при необходимости) - для
микроорганизмов.
. Материал упаковки для светочувствительных
препаратов должен обладать светозащитными свойствами в соответствующей области
спектра.
. Материал тары должен быть пригодным или
подготовленным для этикетирования или нанесения печати.
. Тара и укупорка должны быть удобными при
использовании (взятия мазей и суппозиториев) и транспортировке.
. Материал упаковки должен предохранять от
механических воздействий;
. Упаковда должна обеспечивать защиту от
микробного загрязнения. [12], [14], [17].
· Материалы первичной упаковки не должны
содержать:
1. тяжелых металлов, мышьяка, других вредных
примесей, в количествах, превышающих нормативы;
. красителей, не разрешенных к применению;
. канцерогенных и токсичных компонентов;
. постороннего запаха;
. микробной обсемененности выше установленных
норм. [14],[
16]
· Классификация действующих и вспомогательных
веществ, входящих в состав мазей и суппозиториев и их основ по видам требуемой
защиты от воздействия атмосферных факторов
Для целей выбора оптимальных тароупаковочных и
укупорочных средств вещества следует подразделять на следующие группы:
. Требующие защиты от влагообмена с атмосферой
(гигроскопичные, выветривающиеся, гидролизующиеся, окисляющиеся кислородом
воздуха, реагирующие с углекислым газом воздуха): гормоны (преднизолон);
витамины; антибиотики (дибиомицин, неомицина сульфат, нистатин, полимиксина
сульфат, тетрациклина гидрохлорид, эритромицин и др.); сульфаниламиды
(норсульфазол, сульфацил натрия); производные имидазола (пилокарпина
гидрохлорид); амиказол; гепарин; декамин, жиры (свиной), растительные масла
(подсолнечное, арахисовое, оливковое, персиковое, абрикосовое и др.), смесь
жирных спиртов, жир рыбий, гидрофильные воски (ланолин), глицерин, крахмал,
желатин, коллаген, полиэтиленоксид, полипропиленгликоль, циклодекстраны и др.
2. Требующие защиты от улетучивания (летучие
без нагревания): терпеноиды (ментол, камфора, тимол); масло терпентинное
очищенное (скипидар); масла эфирные (гвоздичное, мятное, эвкалиптовое,
лавандовое, лимонное, эвкалиптовое, пихтовое); спирты, вода и др.
. Требующие защиты от газообмена с атмосферой
(кислорода и углекислого газа воздуха, других газов и паров, находящихся в
воздухе хранилища): антибиотики (нистатин, окситетрациклина гидрохлорид,
тетрациклина гидрохлорид и др.); витамины; сульфаниламиды (норсульфазол); масло
терпентинное очищенное (скипидар); соединения цинка (цинка сульфат); жиры
(свиной); растительные масла (подсолнечное, арахисовое, оливковое, персиковое,
абрикосовое и др.); смесь жирных спиртов; жир рыбий; летучие масла:
эвкалиптовое, гвоздичное, масло терпентинное очищенное (скипидар) и др.
Следует учитывать возможность проникновения в
тару и упаковку других газов и паров, выделяемых в атмосферу хранилища
(складского помещения, материального шкафа, транспортной тары и т.п.) другими
лекарственными препаратами, относящимися к пахучим: деготь березовый, ихтиол,
жир рыбий медицинский, нефть нафталанская рафинированная и др.
. Требующие защиты от воздействия прямого
солнечного света (светочувствительные): гормоны (преднизолон); антибиотики
(гелиомицин, дибиомицин, леворин, левомицетин, неомицина сульфат, нистатин,
окситетрациклина гидрохлорид, полимиксин, синтомицин, тетрациклина гидрохлорид,
эритромицин и др.); витамины; сульфаниламиды (норсульфазол, стрептоцид,
сульфацил натрия, сульфадимизин), производные аминоспиртов (эфедрина гидрохлорид);
фенолокислоты и их производные (кислота салициловая, фенилсалицилат); альдегиды
(хлоралгидрат); производные аминокислот (анестезин); гетероциклические
соединения - производные фурана (фурацилин); производные имидазола (пилокарпина
гидрохлорид); жиры; масла и др.
. Атмосфероустойчивые: парафин,
низкомолекулярный полиэтилен, гидрогенизаты. [12],
[14].
· Классификация тароупаковочных и укупорочных
изделий для мазей и суппозиториев по защитным свойствам
Защитные свойства тары и упаковки зависят от материала,
типа тары и упаковки, способа герметизации, типа укупорки.
Различают следующие типы тароупаковочных
изделий:
банка, стаканчик, флакон, бутыль стеклянные,
полимерные;
тубы алюминиевые, комбинированные;
банка, бидон металлические;
упаковка контурная (безъячейковая и ячейковая).
Различают следующие типы укупорочных изделий:
пробка корковая, стеклянная притертая,
пластмассовая;
крышка навинчиваемая пластмассовая;
крышка натягиваемая пластмассовая;
крышка комбинированная (с элементами пробки)
пластмассовая;
прокладка пластмассовая, картонная с
двухсторонним полиэтиленовым покрытием. [18].
Банки, стаканчики, флаконы, бутыли, бидоны, тубы
применяют в комплекте с укупорочными изделиями; контурные упаковки сваривают по
шву. Контурная упаковка представляет собой полимерные или комбинированные
пленки, сваренные вместе таким образом, чтобы образовывались контуры гнезда или
ячейки для дозирования мазей и суппозиториев.
Защитные свойства тароупаковочных изделий тем
выше, чем толще материал (стенки) изделий и чем выше герметичность их
укупоривания.
Герметизирующая способность укупорочных изделий
уменьшается в следующем порядке:
крышка навинчиваемая в комплекте с пробкой;
пробка с тремя ламелями (поясками);
крышка натягиваемая и комбинированная;
крышка навинчиваемая с прокладкой из пластмассы,
картона с полиэтиленовым покрытием;
крышка навинчиваемая без пробки или прокладки,
пробка без ламелей (поясков).
Герметичность тароупаковочных изделий
уменьшается в следующем порядке:
контурная упаковка из полимерной или комбинированной
пленки, сваренная по шву;
туба алюминиевая с пластмассовым бушоном;
банка, флакон, укупоренные пробкой с тремя
ламелями или крышкой навинчиваемой в комплекте с пробкой;
банка, флакон, укупоренные крышкой натягиваемой
и комбинированной или крышкой навинчиваемой с прокладкой;
банка, флакон, укупоренные крышкой навинчиваемой
без пробки или прокладки или пробкой без ламелей (поясков). [19].
Использование навинчиваемых крышек без прокладок
нецелесообразно, т.к. они обеспечивают довольно низкую герметичность.
Применение крышек натягиваемых с уплотняющим
элементом из полиэтилена оправдано лишь для препаратов, не требующих высоких
защитных свойств системы тара/укупорка.
На вторичной упаковке мазей необходимо
предусматривать маркировку "верх-низ" для избежания потери
содержимого упаковки (за счет низкой герметичности) при транспортировке и
хранении.
На производстве при ручной укупорке необходимо
использовать навинчиваемые крышки в комплекте с прокладкой, крышки должны
навинчиваться до упора.
При укупоривании на автоматах необходимо
производить закручивание крышек также до упора. Если это условие не
выполняется, то необходимо использовать прокладку "утапливаемую" типа
пробки.
Для мазей, изготавливаемых в аптеках (со сроком
хранения до 3-х мес.), может быть использован любой комплект тары с укупоркой,
в т.ч. навинчиваемые крышки без прокладок и пробок (кроме крышек из
аминопласта).
Для суппозиториев, изготавливаемых в аптеках
экстемпорально, может быть использована обертка из вощаной бумаги или
комбинированных пленочных материалов.
Для мазей и суппозиториев промышленного
изготовления и внутриаптечной заготовки суппозиториев необходимо применять тару
и упаковку, обеспечивающую соответствующую степень герметичности. [16], [17].
· Виды материалов, рекомендованных для
изготовления первичной тары и средств укупоривания мазей и суппозиториев
|
Первичная
тара и средства укупоривания
|
Материал
|
Стекло
медицинское
|
|
Банка
из стекломассы с треугольным венчиком
|
Стекло
медицинское
|
|
Туба
алюминиевая
|
Листы
из алюминия и алюминиевых сплавов Слитки алюминиевые цилиндрические Алюминий
|
|
Бушон
пластмассовый для туб
|
Полистирол
Полиэтилен низкого давления Полиэтилен высокого давления Полипропилен
|
|
Крышка
навинчиваемая
|
Полиэтилен
низкого давления Смесь полиэтилена высокого давления (не более 70%) с
полиэтиленом низкого давления.* Массы прессовочные меламиноформальдегидные
(аминопласты) Полистирол ударопрочный Полипропилен Алюминий с полимерным и
лаковым покрытием
|
|
Крышка
натягиваемая с уплотняющим элементом
|
Полиэтилен
высокого давления
|
|
Прокладка
картонная уплотнительная с 2-стороннимполиэтиленовым покрытием
|
Картон
Полиэтилен высокого давления
|
|
Упаковка
контурная
|
Поливинилхлорид,
полистирол, комбинированные многослойные материалы с алюминиевой фольгой,
бумагой
|
|
Обертка
(суппозиториев)
|
Бумага
вощаная, пленочные комбинированные материалы с алюминиевой фольгой, бумагой
|
* Допускается применение вторичного полиэтилена
тех же марок в количестве не более 30%. [14].
6. Фасовка и упаковка мягких
лекарственных средств в тубы
Требования к упаковке в
фармацевтической отрасли предъявляются высокие, как к материалу, из которого
изготавливается упаковка для лекарственных препаратов, так и к самому процессу
упаковки.
Материалы первичной упаковки
(именно к ним относятся тубы), в частности, должны обеспечивать защиту
лекарственных средств от воздействия неблагоприятных условий внешней среды,
предохранять от механических воздействий, быть удобными для повседневного
использования.
На всех процессах упаковки
лекарственных средств должен быть обеспечен необходимый уровень чистоты,
материалы для изготовления первичной упаковки не должны влиять на стабильность
и фармакотерапевтические свойства укупоренных лекарственных средств. И так,
рассмотрим подробно сам процесс фасовки некоторых лекарственных препаратов
(мази, крема и т.д.).
Одной из заключительных стадий
производства мягких лекарственных форм является фасовка и упаковка. В настоящее
время исследованию и разработке новых материалов для производства упаковки и
тары уделяется большое внимание, так как эти материалы должны соответствовать
строгим требованиям в отношении герметичности, стабильности, индифферентности и
прочности. Научно обоснованное применение материалов и специальных форм
упаковки способствует повышению качества лекарственных средств и удобству их
применения.
Упаковку мазей можно
производить в емкости из различных материалов, которые не допускают адсорбции,
диффузии содержимого и загрязнения его материалом упаковки, а также
обеспечивают удобство применения и возможность «этикетирования». Мази,
содержащие воду и летучие вещества, должны упаковываться в емкости,
предотвращающие их испарение. В условиях аптек небольшие количества мазей,
приготовленные по рецептам, помещают в стеклянные или фарфоровые баночки емкостью
от 10 до 100 мл. Наиболее удобными являются стеклянные баночки с
навинчивающимися пластмассовыми крышками. Однако, баночки из стекла, обладая
рядом несомненных преимуществ (химическая и биологическая инертность по
отношению ко многим лекарственным препаратам, непроницаемость для них,
возможность сравнительно легкой герметизации и пр.), имеют и недостатки, такие
как малая механическая прочность, трудоемкость мойки, стерилизации и др.
Поэтому в современном фармацевтическом производстве фасовка мазей и кремов
осуществляется в тубы, изготовленные из алюминия и полимерных материалов.
Алюминиевые тубы готовят на
специализированных тубных заводах путем экструзии из алюминия марок А6 и А7.
Внутренняя поверхность алюминиевых туб должна быть покрыта лаком, используемым
в консервной промышленности, а наружная - эмалевой краской, на которую затем
наносится маркировка. Алюминиевые тубы могут иметь различную емкость - от 2,5
до 40 г и более.

Рис. 1
Тубы из полимерных материалов изготавливаются
из полиэтилена низкой и высокой плотности, полипропилена и поливинилхлорида.
Однако тубы из полимерных материалов имеют существенные недостатки, такие как
проницаемость, для некоторых масел, лекарственных препаратов, газов, паров и
т.д., недоформируемость при сжатии, способность к набуханию и др., что
ограничивает их широкое применение. Чтобы избежать этих недостатков, а также в
связи с повышением требований к уровню микробной контаминации в нестерильных
лекарственных средствах, создаются комбинированные (ламинированные) упаковочные
материалы, сочетающие лучшие свойства алюминиевой фольги, полимеров и бумаги.
Ламинатные тубы производятся из
многослойного комбинированного материала. Как правило, внешние слои ламинатного
материала - полиэтиленовые, а средний слой - алюминиевый. Благодаря барьерному
алюминиевому слою, продукт в ламинатной тубе защищен от внешней среды. Эффект
остаточной деформации ламинатных туб не позволяет воздуху проникать в тубу, в
результате чего продукт не портится. Таким образом, в тубе становятся
невозможными процессы окисления, брожения, изменения химического и физического
состава продукции. Продукция, упакованная в ламинатные тубы, долго хранится и
нетеряет качества в течение всего срока хранения.
Носик тубы закрывается колпачком
(бушоном). Колпачки изготавливаются из полимерных материалов (аминопласта,
полистирола, полиэтилена, поливинилхлорида) методом литья под давлением. Форма
бушонов может быть различной. [6].
Мягкие ЛФ (мази, линименты, пасты) мягкие ЛФ
упаковывают в алюминиевые или пластмассовые тубы, банки из стекломассы с
винтовой горловиной.
Тубы алюминиевые для медицинских мазей
изготавливаются двух типов: обычные и с удлиненным носиком. Оба типа туб
выпускаются различных объемов. Внутренняя поверхность туб покрыта защитным
лаком, а наружная - декоративной водостойкой эмалью, на которую наносят
этикетку. Номер серии наносят путем тиснения на хвостовик тубы при ее
запечатывании.
Для укупорки туб предусмотрен выпуск двух типов
бушонов: многогранных и конусных удлиненных рифленых для обычных и бущон
удлиненных, для укупорки туб с носиком. Если в состав мази входят антибиотики,
ядовитые или легко окисляющиеся вещества, то их часто дозируют в мелкой фасовке
или в упаковке для разового использования. Схема изображена на рисунке.
За последние годы созданы различные устройства
для дозированной выдачи содержимого туб. Примером такого устройства может
служить упаковка, состоящая из основной и дозировочной камер с клапаном между
ними. При открывании выпускного отверстия клапан прикрывает подачу продукты из
основной камеры и дозировочную.
Расфасовывает мягкие лекарственные формы машины
модели УФМ-2, которая состоит из следующих основных узлов: клапанно-поршневого
дозатора и бункера. Все узлы и привод смонтированы в корпусе. Производительность
регулируют изменением передаточного числа клиноременной передачи. Величину дозы
регулируют, изменяя величину хода поршня. Поршень дозатора получает
возвратно-поступательные движения от привода через эксцентрик. Открывают кран
дозатора, заполняют емкость. [1]. упаковка
мазь суппозиторий капсула
Упаковка мазей, кремов,
линиментов и паст в тубы производится с помощью тубонаполнительных машин.
Рассмотрим, как организован процесс фасовки мазей и кремов в промышленности.
Тубонаполнительная машина -
агрегат, благодаря которому можно эффективно производить наполнение и закупорку
туб. Работает машина с фиксированной скоростью в 25 туб/мин и предназначается
для наполнения и запайки туб из различных материалов, в том числе, пластика,
ламинированного алюминия и ламината. Максимальный диаметр туб составляет 50 мм,
а объем - 300 мл. [3]
Виды тубонаполнительных машин:
· Тубонаполнительная машина
· Тубонаполнительная
машина с запайкой туб
· Тубонаполнительная
машина с заверткой алюминиевых туб
Преимущества тубонаполнительной
машины
· Компактные размеры, отсутствие
необходимости в подведении сложной системы подачи продукта и рабочих жидкостей.
· Экономичность в
работе.
· Возможность работы
с широким ассортиментом всевозможных продуктов и туб.
· Высокая производительность
и отсутствие лишних затрат на обеспечение специального обслуживания.
· Наличие
фотоэлемента, благодаря которому осуществляется быстрая и эффективная
подналадка машины для работы с несколькими типоразмерами туб.
· Полностью
автоматический режим наполнения туб, их запайки и дальнейшей обработки.
· Возможность
использования бункера, встроенного в машину, для создания запаса фасуемого
продукта. К тому же, к бункеру подключаются специальные дозирующие головки.
[4].
Особенности
тубонаполнительной машины
Тубонаполнительная машина
выполнена таким образом, чтобы обеспечить максимальный уровень изоляции всех
рабочих органов и механизмов от попадания загрязнений. Благодаря этому, а также
сравнительной простоте конструкции, удается повысить длительность безотказной
работы агрегата, обеспечить надежность и исключить сложные ремонты и
необходимость в профессиональном обслуживании.
Сконструирован тубо наполнитель
таким образом, чтобы обеспечивать подачу туб вручную, тогда как все остальные
операции процесса (ориентация тубы, наполнение и запайка, кодировка и обрезка)
выполняются полностью в автоматическом режиме. В конструкции машины
предусмотрен специальный фотодатчик, благодаря которому можно контролировать
положение тубы, а также легко настраивать работу с различными типоразмерами
тары.
Тубонаполнитель - техника, в
основном, механическая, а потому проста в обслуживании и эксплуатации. Но,
вместе с механикой, работают также системы качественного и эффективного
наполнения туб и их запайки при помощи горячего воздуха. Такие элементы
применяются в других более производительных машинах, а потому не удивительно,
что работать агрегат может с различными типами туб и обеспечивать их
эффективное наполнение.
Из гомогенизатора продукт
периодически выгружается в буферную емкость, снабженную мешалкой и подогревом.
Отсюда берутся пробы готового продукта для проведения анализа в лаборатории
отдела контроля качества, где проверяют мазь на однородность и содержание
основных лекарственных веществ. Если качество мази соответствует установленным
нормам, из буферной емкости продукт перекачивается в бункер тубонаполнительной
машины, также имеющий мешалку и подогрев, откуда происходит забор продукта для
его дозирования в тубы.[3],[4].
Автоматическая
установка для наполнения и запайки туб
Упаковку мазей производят в
емкости из различных материалов. Мази, содержащие водную фазу или летучие
компоненты, упаковывают в емкости, предотвращающие их испарение. Для упаковки
мазей часто используются банки стеклянные, фарфоровые, из полимерных материалов
(полистирол) емкостью 10, 20, 30, 50 и 100 мл, которые закрываются
завинчивающимися крышками под обтяжку 00.
Для фасовки мазей ангро
используют деревянные бочки (50-100 кг), жестяные или стеклянные банки (5-10-20
кг).
Мази фасуют с помощью шнековых
и поршневых дозирующих машин (рис. 4.5). Шнековая самодозирующая машина состоит
из бункера (1), заполняемого мазью, и шнека (2), подающего мазь через кран (3)
в мундштук (4). Через определенные промежутки времени кран закрывается, и мазь
из мундштука выталкивается в баночку или тубу. Фасовка осуществляется по
времени закрытия и открытия крана. Банки с расфасованной мазью закрывают
крышками. [1], [5], [13].
Шнековая машина для фасовки
мазей
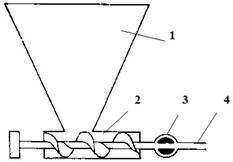
Рис. 2. Шнековая машина для фасовки мазей
Наиболее удобной и современной
упаковкой для мазей являются тубы, изготовленные из металла или полимерных
материалов. Туба является наиболее гигиеничной и удобной упаковкой - на нее
можно наносить деления, допускающие дозирование мази, к ней могут прилагаться
насадки (апликаторы) из пластмассы, позволяющие вводить мазь в полости и т.д.
Для металлических туб используют алюминий марок А6 и А7. Внутренняя поверхность
их покрывается лаком (ФЛ-559), а наружная - эмалевой краской, на которую затем
наносится маркировка.
В качестве полимерных
материалов для изготовления туб используют полиэтилен низкой и высокой
плотности, полипропилен, поливинилхлорид.
С целью герметизации отверстие
тубы закрывают сплошной тонкой алюминиевой пленкой, сверху навинчивается конический
бушон. Внутри бушона имеется острый шип, которым прокалывают отверстие тубы при
использовании.
Для наполнения туб используют
тубонаполнительные машины линейного и карусельного типа. Так, машины Colibri,
“GA-40”, “GA-85” (Италия) предназначены для наполнения как металлических, так и
полиэтиленовых туб (кроме А-85); фирма «Ивка» (Германия) изготавливает машины
«ТИ-23», «TF-24», «TF-51»; фирма «Гофлигер-Карг» - тубонаполнительные машины
марки «Rossi», которые способны упаковывать мази в металлические,
полиэтиленовые и поливинилхлоридные тубы; шведская фирма «Аренко» производит
машины типа «Arencomatic-1000» и «Arencomatic-2000»
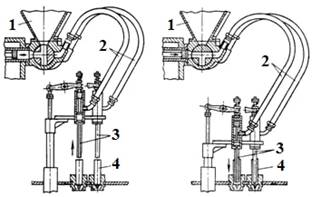
Последовательность
работы тубонаполнительных машин
На роторном столе (например, у
машины TF-51 (рис. 3)) смонтированы попарно 20 тубодержателей. Пустые тубы с
лотка при помощи подающего устройства устанавливаются на разжатых
тубодержателях. Здесь же производится продувка туб и их вакуумирование с целью
удаления пыли, остатков упаковочного материала и др. После перемещения роторного
стола на определенно заданный угол происходит операция подтяжки колпачков для
туб и их рихтовка (вдавливание туб в тубодержатели до отказа). Затем с помощью
фотоэлектрического устройства производится ориентация тубы по этикетке. Это же
устройство играет и контрольно-блокирующую функцию, отключая подачу мази в
случае отсутствия тубы в тубодержателе. В следующей позиции роторного стола
происходит наполнение тубы мазью, которая из бункера подается по шлангам через
наполнительные сопла. Сопло входит в тубу перед началом наполнения и
поднимается по мере ее наполнения. По окончании происходит обратное отсасывание
мази, благодаря чему она не вытекает из сопла в промежутках между стадиями
наполнения.
Далее происходит герметизация
тубы. Края ее сплющиваются и туба фальцуется один раз на 180°. Затем
производится окончательная фальцовка, сжатие фальца, нанесение на него
рифления, цифр, обозначающих дату выпуска, серию и др. После этого тубы
подаются на транспортер или к спусковому желобу. [5].
Тубонаполнительная машина
«TF-51»
Тубонаполнительные машины фирмы
«Ивка» имеют устройства, позволяющие наполнять тубы мазями в среде инертного
газа (антибиотики, легкоокисляющиеся вещества). Машины часто комплектуются в
линии с машинами, подающими пустые тубы, упаковочными машинами в бумажные пеналы,
складывающими их в картонные коробки, обандероливающими и упаковывающими их в
полиэтиленовую пленку. Эти машины одновременно наносят маркировку,
сопроводительные надписи и др. Схема технологической линии для наполнения и
упаковки туб показана на рис. 4. [1],
[5],
[13].
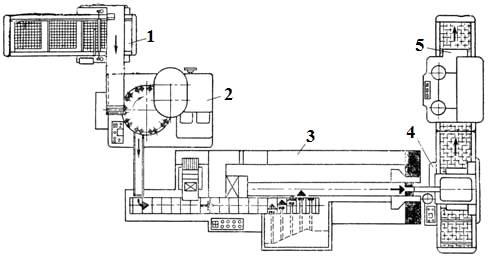
Рис. 4. Схема технологической
линии для наполнения и упаковки туб
- машина, подающая пустые тубы;
2 - тубонаполнительная машина; 3 - машина для упаковки туб в пеналы; 4 - машина
для упаковки пеналов в картонные коробки; 5 - машина для упаковки картонных
коробок в полиэтиленовую пленку.
7. Формирование и упаковка свечей
Технология суппозиториев методом
выливания
Основным методом получения суппозиториев в
промышленном производстве является выливание в формы. Процесс производства
суппозиториев состоит из следующих стадий:
. Подготовка основы
2. Введение лекарственных веществ и
получение суппозиторной массы
. Дозирование и формирование
суппозиториев
. Упаковка [9].
Плавление жировой основы и смешение с действующим
лекарственным веществом и добавками происходит в реакторе для смешения и
разогрева основы и гомогенизаторе. Далее следует фасовка суппозиториев.
Контейнеры в ленте автоматически подаются с загрузочного диска или с
формовочной машины под дозирующую иглу. Фасуемый продукт подается из бункера с
двойными стенками и перемешивающим устройством. Продукт в бункере находится в
расплавленном состоянии при постоянной температуре. После заполнения, лента с
наполненными контейнерами поступает на охлаждающую установку. После охлаждения
происходит запайка, нарезка и кодировка суппозиторных контейнеров. Рассмотрим
более подробно основные стадии процесса.
Приготовление основы. Процесс приготовления
суппозиторной массы может быть следующим. Сначала отвешивают все компоненты
основы. В реактор из нержавеющей стали с паровой рубашкой (плавитель) загружают
парафин, включают обогрев. В другой реактор загружают гидрожир и расплавляют
подачей пара в рубашку реактора. Разогретый гидрожир с помощью насоса
перегружают в реактор с предварительно расплавленным парафином, и смесь
нагревают до температуры 60-70°С. Затем добавляют масло какао, но при этом
следят, чтобы нагрев не превышал 70°С и не был длительным, во избежание
изменения модификации масла какао и повышения на 2-3° температуры его
плавления. После полного расплавления основы ее перемешивают в течение 40мин. В
готовой основе определяют температуру плавления и время полной деформации. Если
температура плавления основы больше или меньше заданной, ее исправляют
введением парафина или гидрожира, добавляя их в подогретую до 60-70°С основу
при тщательном перемешивании. Готовую жировую основу фильтруют через
друк-фильтр, в качестве фильтрующего материала - ткань бельтинг или латунная
сетка. И с помощью сжатого воздуха передают в реактор, где вводятся
лекарственные вещества.
Ведение в основу лекарственных веществ. При этом
учитывают физико-химические свойства компонентов. Их растворяют в воде
(новокаин, резорцин, цинка сульфат), этаноле (йод кристаллический), основе
(ментол) и готовят растворы-концентраты. Часто в состав суппозиториев входит
экстракт красавки густой, который растворяют при перемешивании в равном
количестве воды температура 45-48°С. Растворы-концентраты лекарственных веществ
фильтруют через бязь и подают в реактор. Лекарственные вещества, нерастворимые
в воде, этаноле, жировой основе вводя в виде суспензий (цинка оксид, висмута
нитрат и др.). Измельчение лекарственных веществ ведут на трехвальцовой
мазетерке, а крупно-кристаллические вещества - в шаровой мельнице. Измельченные
лекарственные вещества смешивают в котле с равным или полуторным количеством
основы, нагретой до 40-50°С и поступающей из реактора через друк-фильтр.
Полученную взвесь-концентрат охлаждают и размалывают. Размалывание повторяют
несколько раз для получения необходимого измельчения.
Готовую суппозиторную массу перемешивают течение
45 мин, анализируют и подают на фасовку.[7]
Выпускают свечи двух размеров: №1 (масса от 1,2
до 1,5г, длина 29 мм Ø8мм), №2
(масса 2,3-2,5г, длина 35 мм Ø10мм).
Время полной деформации не более 3-4 минут.
Выливание суппозиториев производят на автоматах
с разделенными операциями отливки и упаковки («Франко-Креспи» Италия) и
автоматизированные линии (ф. Хефлингер и Карг «Servac-200S - ФРГ). [8], [10].
Выливание свечей производят на автомате
"Франко-Креспи" (Италия) (рис. 5). Основными частями автомата
являются три синхронно вращающихся диска(2). Два крайних диска имеют по 36 форм
для формования свечей. Каждая форма состоит из двух разъемных пластин и имеет
по 12 гнезд. Формы взаимозаменяемы и находятся в специальных дорожках.
Охлаждение форм (до -15-18°С) в дорожках осуществляется с помощью холодильного
устройства. Средний диск служит для приема охлажденных форм со свечами с
последующим выталкиванием их в приемные ванны. Перед возвращением на дорожки на
крайних дисках пустые формы смазывают спирто-глицериновым раствором. После
этого повторяют цикл. Автомат имеет два приемных бачка 3 (по одному на каждый
диск). Бачки снабжены паровым обогревом, устройством автоматической регулировки
температуры и лопастными мешалками с числом оборотов от 70 до 600 в час.
Автомат может работать на трех скоростях: продолжительность икла при первой
скорости 2 мин, при второй - 21/2 мин, при третьей - 3мин.
При включении автомата из реактора 7 самотеком в
бачки автомата 21 поступает расплавленная масса, имеющая температуру 48-50°С.
Из бачков с помощью насосов 4 поступает в приемники-дозаторы 5, число которых
равно количеству гнезд в форме. Ходом вверх насосы всасывают массу в
приемники-дозаторы, ходом вниз выталкивают ее в гнезда форм; происходит точное
заполнение гнезд в формах. После заполнения форма продолжает движение вместе с
дисками. Вращающиеся диски охлаждаются, масса в формах застывает. Излишек массы
снимается подогретым ножом и направляется в реактор для разогрева, после чего
снова поступает в реактор 7. Как только форма на диске пройдет около 5/i6
оборота, с крайнего диска с помощью специального захвата 6 она подается на
средний диск 2. На среднем диске форма раскрывается, свечи выталкиваются в
приемные ванны специальными выталкивателями 7 и попадают в лоток 8. Отсюда
свечи идут на просушивание в сушильные шкафы 22 на 2 ч для обдувания воздухом
при температуре 10-15°С. Пустая форма смазывается спиртовым раствором глицерина
и занимает место на дорожке крайнего диска, где снова заполняется массой. Такой
путь совершают поочередно все 72 формы обоих крайних дисков. Растворы для
смазывания приготовляют в чаше 18, а хранят в плотно закрывающемся бачке 19.
Приготовление ведут по одной из следующих прописей: №1-спирта этилового 96%,
57,1%, глицерина 15,2% и воды 27,7%; №2 - спирта изопропилового 56%, глицерина
16,5% и воды 27,5%. [11].
При пониженной температуре вязкость массы
повышается и свечи получаются неплотные, с воздушными полостями и заниженной массой.

Рис. 5
Залитые формы ставят для застывания на лоток на
2-3 мин, затем деревянным или пластмассовым ножом снимают с поверхности форм
излишне налитый слой массы, после чего формы ставят для охлаждения на движущуюся
ленту транспортера. Снятые излишки массы собирают в реакторе 8 для разогрева, а
затем подают их в реактор 7 и снова включают в производство. Время пребывания
форм на транспортере 12 мин. Затем формы снимают с ленты, разбирают и готовые
свечи вынимают на деревянные решетки, выстланные бумагой. Пустые формы
собирают, ставят на обратную ленту транспортера, промывают мыльной водой и
снова передают на наполнение.
Готовые свечи отбраковывают по внешнему виду и
массе и сдают на анализ. Затем свечи помещают в сушильный шкаф 22 для обдувания
воздухом при температуре 10-15°С в течение 2 ч. Готовые свечи, поступающие с
автомата "Франко-Креспи" 21 или транспортера 20 через сушильный шкаф
22, упаковывают на оцеллофанивающих полуавтоматах 23 по 5 шт. в ленту из
термосклеивающегося целлофана шириной 50-55 мм (ФРГ). [8].
Принцип действия полуавтомата (Рис. 6)
заключается в следующем. Находящиеся в приемнике 1 свечи вручную укладывают в
ячейки вращающегося диска 3. При вращении диска свечи выталкиваются из его
ячеек горизонтальным толкателем 3 во входное отверстие 4, образованное
целлофановыми лентами 5 и 6. Эти ленты идут по двум направляющим и охватывают
входное отверстие 4 с двух сторон. Дальше свечи проходят к свечному держателю
7, который удерживает их во время упаковки. Как только свечи принимаются
держателем, прессующие штампы 8 покрывают и упаковывают свечи в целлофан. Затем
свечи продвигаются в нарез, где происходит их отсекание по 5 штук в ленте с
помощью отсекающего устройства 9. После отсечения группы свечей лента с ними
идет через паз в обрезающее устройство 10.
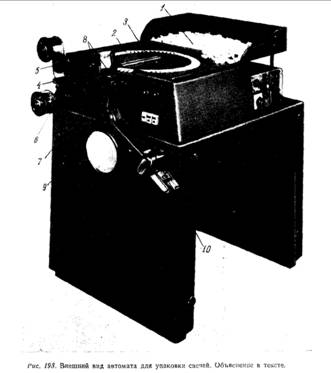
Рис. 6
Оцеллофаненные свечи после отбраковки поступают
на укладочные автоматы. Автомат укладывает свечи по 10 шт. в картонные коробки,
на которых цветной краской нанесены этикетки установленного образца. 30 000-50
000 коробок свечей, полученных из одной загрузки, составляют одну серию готовой
продукции. Коробки завертывают по 50 шт. в бумажные пачки 25, укладывают по 5-8
пачек в фанерные ящики и маркируют. Хранят свечи в сухом, защищенном от света
месте при температуре не выше 20°С. [10], [11].
На химико-фармацевтических заводах сейчас
функционируют автоматизированная линия фирмы Хефлигер и Карг "Sarong-200S"
(ФРГ), обеспечивающая полную автоматизацию производства суппозиториев. Внешний
вид автомата "Sarong-200S"
и схема устройства приведены на рисунках.

Рис. 7
С двух рулонов (позиция 1) стягиваются по одной
вертикально-стоящей ленте алюминиевой фольги. Обе ленты сначала ведутся
раздельно и в позиции 2, благодаря режущему инструменту, разрезаются в
вертикальном направлении, чтобы сделать возможной безукоризненную формовку.
Кроме того, благодаря разрезам облегчается последующее отрывание упаковочных
суппозиториев с полосы. В позиции 3 обе ленты формуются (чеканятся) в
чашеобразные половины, которые в дальнейшем (позиция 4) соединяются в
комплектную форму и в позиции 5 термосвариваются. При этом наверху каждой формы
остается открытым наполнительное отверстие, через которое наполнительная игла
(позиции 6, 7) вливает жидкую суппозиторную массу. Таким образом,
сформированная из фольги упаковка одновременно служит литьевой формой.
Наполнительная двустенная емкость 7 содержит примерно 30 л 'массы. Необходимая
температура массы поддерживается постоянной посредством водяного обогрева при
непрерывно работающей мешалке. Дозирование проводится при помощи точно
работающего насоса. На следующей позиции (8) упаковка герметически закрывается
и снабжается (позиция 9) между отдельно сваренными суппозиториями
дополнительными поперечными ребрами жесткости (холодное тиснение). Далее
(позиции 10 и 11) от ленты нарезают полоски по определенному количеству
суппозиториев (5, 6, 10). Отрезанная полоска поступает на охладительный участок
(позиция 12), после пробега которого покидает как готовая упаковка (Рис. 8).
Наружная поверхность фольги (толщина 40 мкм) покрыта растянутой
полипропиленовой пленкой (12,5 мк). Внутренняя сторона полирована под
сваривание при нагреве либо наслоена полиэтиленом высокого давления массой 20
г/м2. Производительность автомата 200-250 суппозиториев в минуту.
Для изготовления суппозиториев методом выливания
используются так же автоматические линии "Sarong" (Италия). На одной
линии выполняются следующие операции:
изготовление контурных упаковок;
дозирование суппозиторной массы;
охлаждение;
термосваривание;
обрезка контурной упаковки и кодирование;
упаковка в пачки.15
AP крепкая, высокоточная машина, имеющая низкий
уровень шума, высокую производительность и гигиеничность. PLC контролирует
логику машины, управляет тревогами, регулировкой температуры и дает информацию
относительно процесса производства.
Основные свойства:
Оптимизированная система работы, позволяющая
избежать отходов в процессе производства;
Формирующая камору система: для алюминия - с
матричным пуансоном - пластик - термоформирование;
Точечный (или линейный) тип сварки двух пленок,
в алюминии пластике: этот метод совершенно копирует профиль каморы, гарантируя
сварку вокруг края и поэтому ведет к постоянству требуемой силы для извлечения
каждой суппозитории из упаковки методами открытия " peel-off"
Автоматическое наполнение продукта при помощи
объемных дозаторов. Объем наполнения устанавливается через дисплей;
Процесс охлаждения для отвердевания продукта,
возможна две или четыре стадии охлаждения; Использование спиральной дорожки, в
которой суппозитории охлаждаются с обоих сторон при помощи потока воздуха с
контролируемой температурой до полного затвердения и, следовательно,
оптимальной формы.
Производство суппозиториев в виде непрерывной
ленты, позволяет любое количество суппозиториев в упаковке, даже если машина
связана с любой горизонтальной картонажной машиной при помощи блока CT 1.40
Автоматическая машина высокой производительности для термоформирования
контейнеров в виде непрерывной ленты для суппозиториев, жидкостей, паст и пр.
Термоформирующая секция (без отходов). Патент Sarong.
Описание: Автоматическая машина высокой
производительности для термоформирования контейнеров в виде непрерывной ленты
для суппозиториев, жидкостей, паст и пр. Комбинация механики и приводов
mechatronic - это лучшая комбинация традиционной надежности механики и
преимуществ, предлагаемых последними технологиями. Машина управляется PLC;
взаимодействие человека с машиной осуществляется через монитор Тач Скрин.
Гибкость машины гарантируется переменной подачей, возможностью изменения ширины
ленты и использованием различных конфигураций машины, позволяющих упаковку
различных продуктов в различную упаковку. Возможно оборудовать машину
различными типами дозирующих систем и каждая система подходит для определенного
вида продукта. Дозирующая система установлена на вагонетке, и может быть
перемещена для очистки. Дозирующие системы предназначенные для C.I.P., могут
поставляться под запрос. Отличительная особенность этой машины - очень малые
отходы упаковочного материла, объединенные с высокой производительностью даже
при производстве контейнеров, имеющих специальные формы. [10], [11].
Препараты в форме суппозиториев:
«цефекон» (салициламида 0,6 г, амидопирина 0,2
г, фенацетина 0,2 г, кофеина 0,05 г);
«бетиол» (экстракта красавки 0,015 г, ихтиола
0,2 г);
«анузол» (экстракта красавки 0,02 г, ксероформа
0,1 г, цинка сульфата 0,05 г, глицерина 0,12 г);
«анестезол» (анестезина 0,1 г, дерматола 0,04 г,
ментола 0,004 г, цинка оксида 0,02 г);
и др.
. Мягкие желатиновые капсулы
В большинстве случаев упаковывают в контурную
ячеистую упаковку с помощью автомата. Это автомат смешанного типа, выполняющий
непрерывное формование пленки, загрузку ее суппозиториями или капсулами,
запечатывание, маркировку и вырубку готовых упаковок.
Из бобины, устанавливаемой в бобинодержателе,
пленка ПВХ поступает на барабан формования, где разогревается до пластичного
состояния и формуется. Отформованная пленка поступает на стол, где заполняется
капсулами, поступающими из питателя по трубам в барабан, который перегружает их
в ячейки пленки. Оператор контролирует заполнение ячеек капсулами. Затем пленка
поступает на валки термоклейки, где склеивается с фольгой; склеенное полотно
циклично подается в пресс для нанесения серии и срока годности лекарственного
средства и далее в пресс для вырубки готовых упаковок, поступающих в приемную
тару. [1].
Заключение
В заключение всему вышесказанному необходимо
упомянуть о том, что сейчас нет универсального вида упаковочного материала,
который обладал бы всеми необходимыми свойствами. В связи с этим большое
разнообразие приобретают комбинированные упаковочные средства, состоящие из
нескольких компонентов. Также огромное значение имеет переход к полной
автоматизации, поэтому наибольшее предпочтение при выборе первичной упаковки
производители отдают тубам, как наиболее удобным в использовании в
механизированном производстве. Туба позволяет мягким лекарственным формам
сохранять свои свойства согласно их указанным срокам годности. А также они
очень удобны в использовании. Для упаковки суппозиториев используют
автоматизированные машины. При этом суппозиторная масса сразу поступает в
первичную упаковку, что максимально уменьшает бактериологическую контаминацию.
Сама же упаковка тоже представляет собой комбинированную систему.
Список литературы
1. Н.Е.
Чернов. «Промышленная технология лекарственных средств» 2 том. 715стр. под
редакцией проф. В.И. Чуешова.
2. Технологии
и оборудование для производства мягких лекарственных форм
. Агромаш.
Тубонаполнительные машины
. Тубонаполнительная
машина
. Электронный
учебник. Фасовка и упаковка мазей
. Производство
мазей. Фасовка и упаковка мазей
. Л.Г.
Марченко, А.В. Русак, И.Е. Смехова. Технология мягких лекарственных форм. СПб:
СпецЛит, 2004
. Высокотехнологичное
упаковочное и производственное оборудование от ведущих мировых производителей,
начиная от отдельных агрегатов, установок, машин, производственных линий, и
заканчивая готовыми фабриками для фармацевтической химической промышленности
. Особенности
современного производства лекарственных средств. -
. Способы
упаковки суппозиториев
. Методические
рекомендации для практических и научных работников упаковка мягких
лекарственных форм (мазей и суппозиториев)
. Упаковка
и фасовка мазей
. Методические
рекомендации для практических и научных работников "упаковка мягких
лекарственных форм (мазей и суппозиториев)" (утв. Минздравом РФ
16.09.1997)
. Виды
упаковок
. ОСТ
64-803-01. Тара транспортная, групповая и потребительская для лекарственных
средств
. В.Ф.
Столепин, Л.Л. Гурарий. «Исходные материалы для производства лекарственных
средств». М.: Медицинское информационное агентство, 2003
. «Фармацевтическая
технология: технология лекарственных форм», И.И. Краснюк и др. М.: Издательский
центр «Академия», 2006 г.
. М.М.
Губин «Основные проблемы разработки и изготовления элементов упаковки,
связанные с использованием их в автоматических упаковочных машинах» Семинар
«Школа фармупаковки 2005» - Тезисы доклада, 2005 г., Санкт-Петербург, с. 13.
20. Упаковка
и фасовка лекарств