Исследование факторов, влияющих на качество холоднокатаного листа для автомобильной промышленности в условиях ЛПЦ-5
Министерство Образования и Науки
Российской Федерации
Федеральное агентство по образованию
ГОУ ВПО: «Магнитогорский
государственный технический университет им. Г.И. Носова»
Кафедра Технологий, сертификации и
сервиса автомобилей
ОТЧЁТ
ПО КУРСОВОЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКОЙ
РАБОТЕ
Тема: “Исследование факторов,
влияющих на качество холоднокатаного листа для автомобильной промышленности в
условиях ЛПЦ-5 ”
Проверил:
доцент каф.
ТССА, к.т.н. Михайловский И.А.
Выполнила:
ст. гр.
ТС-03-2 Антипова Е.Ю
Магнитогорск
Содержание
Введение
. Краткая характеристика ЛПЦ-5
. Способы производства и технические решения, применяемые на
предприятиях-конкурентах
.1 Технология производства автолистовой стали в условиях ОАО
«НЛМК»
.2 Технология производства автолистовой стали в условиях ОАО
«Северсталь»
. Технологический процесс производства холоднокатаной стали
на четырехклетевом стане 2500 в условиях ЛПЦ - 5
.1 Требования, предъявляемые к исходному материалу
.2 Требования, предъявляемые к холоднокатаной полосе
.3 Последовательность технологических операций производства
холоднокатаных листов и рулонов
. Анализ нормативных документов
. Метрологическое обеспечение
. Контроль за соблюдением технологии
. Уровень качества продукции предприятия в сравнении с
аналогичной продукцией предприятий-конкурентов
.1 Определение причин возникновения дефектов, рекомендации по
повышению качества
Заключение
Список использованных источников
Введение
Открытое акционерное общество «Магнитогорский металлургический комбинат»
является крупнейшим предприятием чёрной металлургии России, его доля в объёме
металлопродукции, реализуемой на внутреннем рынке страны, составляет около 20
%. Предприятие представляет собой крупный металлургический комплекс с полным
производственным циклом, начиная с подготовки железорудного сырья и заканчивая
глубокой переработкой черных металлов. Общая площадь комбината составляет
11834,9 га, из которых 6842 га заняты производственными помещениями. ММК
производит самый широкий на сегодняшний день сортамент металлопродукции среди
предприятий Российской Федерации и стран СНГ. Более половины продукции ОАО
«ММК» экспортируется в различные страны мира.
В 2005 году комбинат выпустил 1528 тыс. тонн готовой руды, 10343 тыс.
тонн агломерата, 5575,9 тыс. тонн кокса, 9654,5 тыс. тонн чугуна, 11 384,5 тыс.
тонн стали, 11 019,2 тыс. тонн горячего проката. Выпуск товарной
металлопродукции ММК за 12 месяцев 2005 года составил 10 200,6 тыс. тонн, что
является самым высоким показателем в новейшей истории предприятия.
В ОАО «ММК» осуществляется масштабная программа реконструкции и
модернизации производства. В рамках технического перевооружения за последнее
десятилетие были кардинально обновлены все металлургические переделы. Произошел
поэтапный переход от устаревшего мартеновского производства к
кислородно-конвертерному. Также в конце 2004 года на Магнитке была окончательно
прекращена разливка стали в изложницы. Сегодня вся сталь, выпускаемая ММК,
проходит через машины непрерывного литья заготовки. Кардинальные изменения
произошли также в агломерационном, доменном и коксохимическом производствах. Но
основной объем капитальных вложений комбинат традиционно направляет на развитие
прокатного передела и производство продукции дальнейших переделов. Основной
стратегической целью ОАО "ММК" является обеспечение долгосрочной
конкурентоспособности компании на мировом рынке металлопроката.
Разработанная ОАО "ММК" стратегия для достижения вышеупомянутой
цели и занятия соответствующего положения акцентирует внимание на следующих
направлениях:
- Постоянное всестороннее развитие компании, предусматривающее
замену старых технологий и оборудования, использование с максимальной загрузкой
существующих и вновь вводимых современных высокотехнологичных, безопасных для
окружающей среды производственных мощностей.
- Достижение более высокой эффективности при производстве стали
и проката, укрепление на рынке благодаря повышению качества продукции,
проведению маркетинговых исследований и выработке рыночной стратегии.
- Сохранение в долгосрочной перспективе универсальности
сортамента (лист и сорт) с преимущественной ориентацией компании на
производство листового проката с высокой добавленной стоимостью.
- Создание всесторонних гарантий для надежного функционирования
комбината.
- Увеличение производства высокоэффективного холоднокатаного
проката, изделий 4-го и 5-го переделов, в т. ч высококачественного
холоднокатаного листа и листа с покрытием.
- Внедрение энергосберегающих технологий и расширение
собственной энергетической базы.
- Постепенный переход на самые современные экологические
стандарты.
- Улучшение социального климата благодаря наличию хорошо
оплачиваемых мест на комбинате.
- Создание интегрированной финансово-промышленной структуры с
участием ОАО "ММК".
- Приобретение предприятий, перерабатывающих в значительных объемах
продукцию ОАО "ММК".
- Повышение управляемости предприятием и информационной
открытости для инвесторов и акционеров.
ОАО "ММК" позиционирует себя на рынке в долгосрочной
перспективе в качестве массового производителя высококачественного плоского проката.
Корпоративная стратегия в главном направлена на создание и развитие
современного комплекса по производству холодного листа с покрытием и снижение
затрат на производство.
На период с 2003 по 2010 год на ОАО "ММК" запланировано вложить
в техническое развитие производства более миллиарда долларов.
За последние годы на ММК вошли в строй такие крупные производственные
объекты, как двухклетевой реверсивный стан «1700» холодной прокатки, агрегат
непрерывного горячего цинкования, агрегат нанесения полимерных покрытий. В 2005
году введены в эксплуатацию современные, полностью автоматизированные сортовые
станы «370» и «450». Весной 2006 года произведен пуск проволочного стана «170»,
с вводом которого в строй Магнитка получила самое современное в стране сортопрокатное
производство, способное производить свыше 2 млн. тонн высококачественного
сортового проката в год. Ежегодные затраты ММК на капитальное строительство
составляют сотни миллионов долларов. В 2005 году на обновление основных
производственных фондов комбинатом было направлено порядка 15,8 млрд. рублей (с
НДС), что на 50% выше уровня 2004 года.
Центральным звеном стратегии является реконструкция производственных
мощностей. В соответствии с инвестиционной программой, разработанной до 2013
года, объем вложений в модернизацию производства составляет более 1 млрд.
долларов США.
ОАО «ММК» вместе с реконструкцией и модернизацией производства реализует
экологическую программу, программы по управлению качеством продукции,
сокращения потребления энергии, обеспечения железнодорожным транспортом,
внедрения корпоративной информационной системы, а также социальные программы
для работников комбината.
1. Краткая
характеристика ЛПЦ-5
Холоднокатаный листовой прокат получают в ЛПЦ-5 на
четырехклетевом стане 2500 (1969 г) и двухклетевом реверсивном стане (2002 г).
На стане 2500 прокатывают металл сечением 0,6-2,5x1000-1800 мм, а на
двухклетевом реверсивном - 0,35-3x800-1650 мм.
Специалистами ОАО "ММК" была разработана и
реализована программа перспективного развития производства холоднокатаной
листовой стали. Основными проектами этой программы стали: реконструкция цеха
холодной прокатки ЛПЦ-5; строительство агрегата нанесения полимерных покрытий;
модернизация и замена оборудования для производства жести в ЛПЦ-3 и цехе покрытий.
В 2003 году завершен перевод барабанов моталок и разматывателей агрегатов ЛПЦ-5
на диаметр 610 мм с целью их унификации.
Была проведена комплексная реконструкция ЛПЦ-5. Она
затронула травильный, прокатный и термический участки.
Для обеспечения подкатом двухклетевого реверсивного
стана и ЛПЦ-3 были реконструированы головная и средняя часть травильной линии
№2 ЛПЦ-5, установка изгиборастяжной машины на НТА-1 позволила улучшить
плоскостность подката. За счет реконструкции сварочных машин снизилось время остановки
линии для сварки полосы и повысилась прокатываемость сварных швов на станах
холодной прокатки и производительность травильных линий. После перевода на
травление в соляной кислоте производительность травильных линий составила 2200
и 1000 тыс. тонн в год соответственно. Такой большой объем производства
позволил обеспечить травленым металлом не только станы ЛПЦ-5, но и ЛПЦ-3.
Была проведена реконструкция дрессировочных станов
2500 и 1700, в результате которой можно производить обрезку утолщенных концов рулонов
с реверсивного стана и избежать травмирования внешних витков рулонов при
задаче.
Реконструкция термического отделения заключается в
замене 45 стендов отжига в азотной атмосфере на 36 водородных стендов фирмы
«ЭБНЕР» с увеличением мощностей по отжигу на 330-350 тыс. тонн в год. Новые
водородные печи позволяют:
·
в 3 раза снижать
остаточные загрязнения полосы углеродистыми составляющими;
·
получать до 75%
отжигаемых рулонов с группой вытяжки ВОСВ (весьма особо сложная вытяжка),
пригодных для использования в автомобильной промышленности;
- снижать расходы на электроэнергию и природный
газ в 1,8 раза.
Проведена реконструкция агрегатов резки № 2 и №4 в
ЛПЦ-5 с установкой электростатических промасливающих машин.
2. Способы
производства и технические решения, применяемые на предприятиях-конкурентах
2.1 Технология производства автолистовой стали в условиях ОАО «НЛМК»
холоднокатаный сталь контроль метрологический
Новолипецкий металлургический комбинат для холодной штамповки производит
низкоуглеродистую качественную сталь марок 08ю и 08пс. Сталь поставляется на
автомобильные заводы в виде рулонов холоднокатаного металла толщиной 0,4-2,0 мм
в соответствии с требованиями ГОСТ 9045-93 следующих категорий вытяжки ВГ, СВ,
ОСВ и ВОСВ, ВОСВ-Т.
Рис.1 Технология производства конструкционной стали на НЛМК
Комплексная технология производства малоуглеродистой
конструкционной стали для глубокой вытяжки на НЛМК приведена на рис. 1 и
включает следующие операции:
·
выплавка стали в
конвертерах;
·
непрерывная
разливка в слябы;
·
нагрев слябов в
методических печах и прокатка на НШС-2000 на толщину 2,0-4,0 мм;
·
травление полос и
холодная прокатка на пятиклетевом стане фирмы "Schloemann-Siemag" на толщину 0,5-2,0 мм;
·
термообработка:
отжиг в колпаковых печах (Тотж = 710/680 °С) или в агрегате непрерывного отжига
(Тотж = 850 °С).
·
холодная прокатка
автолистовой стали.
Современный цех холодной прокатки углеродистых
конструкционных сталей НЛМК со станом 2030 представляет собой крупное
специализированное предприятие по производству высококачественной продукции.
Упрощенная схема оборудования стана 2030 приведена на рис. 2.
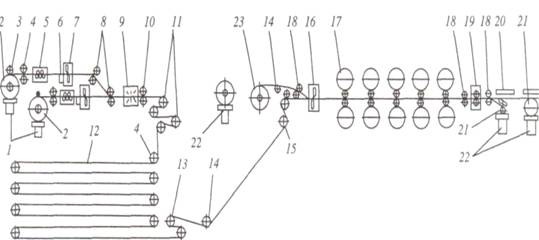
Рис. 2. Упрощенная схема расположения оборудования
пятиклетевого стана бесконечной прокатки:
- рулонная тележка; 2, 23 - разматыватель; 3 -
прижимной ролик; 5 - правильная машина; 6 - стол; 7,16, 19 -ножницы; 4, 8,10,18
- тянущие ролики; 9 - сварочная машина; 11,13,15 - натяжные станции; 12 - петлевой
накопитель; 14 - направляющий ролик; 17 - клети; 20 - магнитный транспортер; 21
- моталка; 22 - рулонная тележка
На стане реализуется технология порулонной и
бесконечной прокатки. Порулонная технология используется при прокатке полос
толщиной свыше 2мм, а также полос всех профилеразмеров из сталей с содержанием
углерода более 0,2%.
Технология холодной прокатки предполагает выбор
суммарной холодной прокатки, определяющей структуру и свойства полосы после
прокатки и отжига, расчет режима прокатки (распределение межклетевых натяжений,
суммарного обжатия и профилировок валков по клетям, скорости прокатки),
определяющей качество полосы по геометрии, устойчивости процесса прокатки и
производительности стана, а также указание последовательности операций, необходимых
для соответствующего режима прокатки, настройки оборудования и проводки полосы
через стан. Технология холодной прокатки на стане 2030 несколько отличается от
широко применяющейся ранее. Эти различия заключаются в следующем: во-первых,
задачи выбора режима прокатки и настройки стана реализуются комплексом
управляющих вычислительных машин (УВМ) и локальных гидросистем; во-вторых,
большая часть сортамента полос, химический состав которых позволяет обеспечить
качественную сварку встык (с низким содержанием углерода), прокатывается по
бесконечной схеме, что исключает заправочные операции. По бесконечному принципу
прокатываются полосы толщиной 0,35-2,0 мм, порулонным способом - 0,35-3,5 мм
при ширине до 1850 мм в обоих случаях.
Готовая холоднокатаная полоса удовлетворяет высоким
требованиям по геометрии. При прокатке обеспечиваются весьма жесткие допуски по
толщине полосы на выходе из стана. Стабилизация толщины полосы обеспечивается
комплексом систем автоматического регулирования толщины, имеющих высокую
точность и быстродействие. Для иллюстрации возможностей стана в табл. 1 даны
значения максимально возможной толщины горячекатаного подката для сортамента
пятиклетевого стана.
Таблица 1
Значения максимально возможной толщины подката для
пятиклетевого стана
|
Толщина полосы, мм
|
Ширина полосы, мм
|
Толщина подката, мм
|
Суммарное обжатие, %
|
|
0,4
|
900,1100,1250,1600
|
2,2
|
81,8
|
|
0,7
|
900,1100,1250,1600
|
3,15
|
77,7
|
|
0,7
|
900, 1100, 1250
|
4,0
|
80,5
|
|
1,0
|
900,1100,1250
|
4,0
|
75,0
|
|
1,0
|
900,1100,1250
|
4,6
|
78,2
|
|
1,5
|
900,1100,1250,1600
|
5,0
|
70,0
|
|
1,5
|
900, 1100, 1250
|
5,6
|
73,2
|
|
1,5
|
900,1100
|
6,0
|
75,0
|
|
2,5
|
900, 1100,1250,1600
|
6,0
|
58,4
|
2.2 Технология производства автолистовой стали в условиях ОАО
«Северсталь»
холоднокатаный сталь контроль метрологический
Открытое акционерное общество "Северсталь" -
Череповецкий металлургический комбинат. В прошлом году комбинат произвел и
реализовал свыше 8,8 млн. т. готового проката. Объем реализации превысил 80,4
млрд. рублей, почти в три раза возросла прибыль.
Наряду с увеличением объемов производства, своей
главной стратегической задачей компания считает всемерное повышение качества
продукции. Учитывая это, в последние годы в практике производства произошло
расширение понятия "качество металла" от элементарного "соблюдение
заданных марок и размеров" до всеобъемлющего - "удовлетворение всех
ожиданий потребителя". Сегодня таких "ожиданий", у потребителя
набирается немало. Это означает необходимость обеспечения качества на
протяжении всего "жизненного цикла" технологического процесса производства
металла - от разработки и проектирования до приемки и отгрузки потребителю.
Производство холоднокатаного листа
Основные агрегаты ПХЛ- два стана холодной прокатки
листа (пятиклетьевой и четырехклетьевой).
На пятиклетьевом стане освоена прокатка холоднокатаного
листа толщиной 0,25-0,35 мм. В ходе освоения был решен ряд проблем, связанных с
обеспечением плоскостности, точности прокатки, качества поверхности полос.
Применение высокоэффективных прокатных эмульсий позволило снизить усилия
прокатки до допустимых и увеличить скорость прокатки.
Одной из основных задач, которая решается в ПХЛ
является повышение потребительских свойств проката при минимальных затратах,
особенно на продукции с высокой добавленной стоимостью, например, сталей для
автомобилестроения.
На традиционной автомобильной стали 08ю проведены
работы по корректировке технологического процесса по всей технологической
цепочке от конвертора до отгрузки в ПХЛ:
- при выплавке снижено содержание
марганца и алюминия, содержание углерода ограничено более узкими пределами;
- на станах горячей прокатки более
узкими допусками ограничены температурные параметры;
- в ПХЛ увеличено суммарное обжатие на
стане за счет увеличения толщины горячекатаного подката;
- скорректированы температурные режимы
при отжиге в колпаковых печах;
- освоена технология производства
холоднокатаного проката с одной порезкой кромки на агрегатах резки.
Внедрение этих технологических приемов позволило
снизить отсортировку по дефектам поверхности, механическим свойствам и
уменьшить затраты на 3% к уровню 2002 года.
Разработана технология и освоено производство
холоднокатаного проката из IF
сталей. Эта сталь обладают более высокими потребительскими свойствами по
сравнению со сталью 08Ю. Предел текучести составляет 130-160 Н/мм2, относительное
удлинение 40-45%, коэффициенты: г9о>2, п9о> 0,22. В настоящее время объем
производства этой стали составляет 3-4 тыс. тонн в месяц и постоянно
наращивается.
Совместно с крупнейшей европейской корпорацией
«Арселор» построили непрерывный комплексный агрегат для производства
автомобильных сталей в виде полосы с покрытием. Совместное предприятие получило
название «Севергал». Агрегат расположен в трех новых пролетах.
В качестве подката будет используется холоднокатаная
полоса с пятиклетьевого стана. Этот агрегат позволяет выпускать автомобильную
сталь самого высокого по мировым меркам, качества.
3.
Технологический процесс производства холоднокатаной стали на четырехклетевом
стане 2500 в условиях ЛПЦ - 5
.1 Требования, предъявляемые к исходному материалу
Подкатом для стана 2500 холодной прокатки служит травленая горячекатаная
полоса из нелегированной углеродистой стали с химическим составом в
соответствии с ГОСТ 9045-93, ГОСТ 1050-88, ГОСТ 380-94, ГОСТ 19281-89 EN 10025, EN 10130, EN
10111, смотанная в рулон. Поверхность полосы может быть сухой пли промасленной.
Размеры подката:
Толщина от 2,0 - до 6,0 мм
Ширина от1000-до 2350 мм
Наружный диаметр рулона 990 - 2100 мм
Внутренний диаметр рулона 610 мм
Масса рулона макс. 35 тонн
мин. 5 тонн
Механические свойства должны удовлетворять требованиям:
· предел текучести 370
- 600 Н/мм2;
· временное сопротивление на разрыв 490 - 690 Н/мм2;
Размеры полосы:
· ширина полосы: не более 1
650 мм;
не менее 1000 мм;
· допуск по ширине не более 5 мм;
· серповидность полосы не более 30мм на 10м длины полосы;
· толщина полосы: не более 4,0 мм;
не менее 1,5
мм;
· допуск по толщине ± 7%;
· отклонение от плоскостности не более 15 мм/м.
Подкат должен соответствовать требованиям
СТП-14-101-81 -97 "Комплексная система управления качеством продукции.
Прокат полосовой горячекатаный в рулонах (подкат)" или EN 10051. Технология производства
представлена на рисунке 3.
Поступление г/к рул. из ЛПЦ-4 по конвейеру и
Передача рулонов в ЛПЦ-3, 7, 4, 8 из ЛПЦ -10
по ж/д дороге
по ж/д дороге
АГНЦ
по ж/д
ЛПЦ-7,8,3
по ж/д
Рисунок 3 - Схема технологического процесса производства холоднокатаной
стали в условиях ЛПЦ-5 ОАО ММК
3.2 Требования, предъявляемые к холоднокатаной полосе
Профилеразмеры прокатанной полосы:
· толщина холоднокатаной полосы от 0,35-2,0 мм;
· ширина холоднокатаной полосы от 1000-1650 мм;
· внутренний диаметр
холоднокатаного рулона 610 мм;
· наружный диаметр
холоднокатаного рулона не более 2200 мм;
· максимальная масса
холоднокатаного рулона: для АНГЦ 35 т;
для ЛПЦ-5 30 т.
Таблица 2
Толщина холоднокатаных полос в зависимости от марки стали, толщины и
ширины подката
|
Ширина подката, мм
|
Марки стали
|
Толщина подката, мм
|
Толщина холоднокатаных
полос, мм
|
|
1000-1599
|
08Ю.08кп, 10кп.
|
2.0
|
0,45-0.69
|
|
0-1кп.08пс, 10пс.
|
2.2
|
0,70-0,79
|
|
0-1 пс
|
2,4 2.6 2,8 3.0 3.5 4,0 4,5
5,5 6,0
|
0,8-0,89 0,9-0,99 1.00-1,39
1,40-1,59 1.60-1,89 1,90-2.29 2,30-2,79 2,80-3,19 3,20-3,50
|
|
1600-2000
|
08Ю. 08кп, 10кп,
|
2,0
|
0,60-0,69
|
|
08пс, 10пс, 0-1 кп.
|
2,2
|
0,70-0,89
|
|
0-1 пс
|
2,5 2.8
|
0,90-1,19 1,20-1,39
|
|
1250-2000
|
15-20кп, 15-20пс,
|
3,0
|
1,40-1,69
|
|
10-25, 2-3кп. 2-3 пс,
|
3,5 4,0 4,5 5,5 6.0
|
1,70-1,89 1,90-2,19
2,20-2,79 2,80-3,19 3,20-3.50
|
|
2000-2350
|
081O, 08-20 кп.
0-Зкп,
|
2,0
|
0,60-0,69
|
|
08-20пс. 0-3пс
|
2.2 2,6 2,8
|
0,70-0,79 0,80-0,99
1,00-1,20
|
3.3 Последовательность технологических операций производства
холоднокатаных листов и рулонов
Горячекатаные травленые листы:
Очистка полосы от окалины механическим способом и
химическим путем в непрерывных травильных агрегатах;
Обрезка кромок и резка полосы на мерные длины,
промасливание, укладка в пачку, увязка, взвешивание.
Холоднокатаные листы и полосы углеродистой и
качественной сталей.
очистка полосы от окалины механическим и химическим
путем в непрерывных травильных агрегатах;
холодная прокатка на четырёхклетевом стане до
окончательной толщины 0,35÷4,0мм;
отжиг рулонов при температуре 680-700°С в
высококонвективных водородных колпаковых печах;
дрессировка полос с обжатием 0,8÷1,1%
на дрессировочном стане;
обрезка кромок и резка полос на листы, сортировка
листов, укладка в пачку, взвешивание пачки, упаковка и увязка пачки в агрегатах
поперечной резки
отгрузка готовой продукции.
4. Анализ
нормативных документов
Автолистовой прокат производится в соответствии с ГОСТ 9045-93
"Прокат тонколистовой холоднокатаный из низкоуглеродистой качественной
стали для холодной штамповки".
Данный ГОСТ 9045-93 ссылается на нормативно-техническую документацию
представленную в следующем порядке:
ГОСТ 19904-90 «Прокат листовой холоднокатаный. Сортамент».
ГОСТ 7566-94 «Металлопродукция. Приемка, маркировка, упаковка,
транспортирование и хранение».
ГОСТ 13813-68 «Металлы. Метод испытания на перегиб листов и лент толщиной
менее 4 мм».
ГОСТ 10510-80 «Металлы. Метод испытания на выдавливание листов и лент по
Эриксену».
ГОСТ 11701-84 «Металлы. Методы испытаний на растяжение тонких листов и
лент».
ГОСТ 14019-80 «Металлы. Методы испытаний на изгиб».
ГОСТ 14192-96 «Маркировка грузов».
ГОСТ 15150-69 «Машины, приборы другие технические изделия».
Автолистовой прокат производится в соответствии с
ТИ101-П-ХЛ5-156-2004. Настоящая инструкция устанавливает технологию холодной
прокатки травленых, горячекатаных полос на четырёхклетевом стане 2500 в ЛПЦ-5 и
дает краткое описание технической характеристики стана. Цель инструкции -
обеспечить:
·
устойчивую
технологию прокатки полос;
·
возможную
наибольшую производительность стана;
·
получение
проката, удовлетворяющего требованиям ИД.
Ответственность за выполнение данной инструкции
возлагается на:
·
старшего мастера
двухклетевого реверсивного стана;
·
начальников смен;
·
мастеров
двухклетевого реверсивного стана;
·
сменный
технологический персонал стана.
Контроль за соблюдением требований инструкции
возлагается на:
- начальника цеха;
- заместителей начальника цеха;
·
начальника
прокатного участка;
·
начальника
участка отдела контроля продукции;
·
сменных мастеров
отдела контроля продукции.
Назначение металла в прокатку производится в
соответствии с заданием НРБ цеха и наличия металла в базе данных ЛПЦ-5.
Инструкция разработана на основании:
СТП СМК 2-4.2-06-2002 “ Система менеджмента качества. Требования к
документации. Технологические инструкции и технологические письма. Требования к
оформлению, построению, содержанию и изложению. Порядок управления.”
СТП СМК 2-8.2.4-01-2002 “ Система менеджмента качества. Мониторинг и
измерение. Контроль продукции в процессе производства.”
СТП СМК 2-8.2.3-01-2002 “ Система менеджмента качества. Мониторинг и
измерение. Контроль за соблюдением технологии.”
СТП СМК 2-8,3-01-2002 “ Система менеджмента качества. Управление не
соответствующей продукцией.”
СТП СМК 2-6.4-01-2002 “ Система менеджмента качества. Управление охраной
труда и промышленной безопасностью.”
СТП СМК 2-7-6-01-2001 “ Система менеджмента качества. Управление устройствами
для мониторинга и измерений. Метрологическое обеспечение производства.”
Вывод: вся нормативная документация по производству проката
тонколистового холоднокатаного стали для холодной штамповки отвечает ряду
требований:
-документация является структурированной, т.е с четкими внутренними
связями между элементами;
-документация является комплексной, т.е затрагивает все аспекты
деятельности в системе качества;
документация является легко идентифицируемой, т.е каждый документ имеет
соответствующие наименования и условные обозначения, позволяющие установить его
принадлежность к определенному виду документов;
документация является адресной, т.е предназначенная для определенной
области применения и адресованная к конкретным исполнителям.
5.
Метрологическое обеспечение
Метрологическое обеспечение технологического процесса
прокатки металла на четырехклетевом стане 2500 представлено в таблице 3.
Применяемые средства измерения (СИ) должны быть исправны. СИ, попадающие
в сферу ГМКиН, должны проходить поверку в органах государственной
метрологической службы. Остальные СИ, применяемые для контроля технологии -
проходить калибровку в специализированных подразделениях ОАО «ММК» или быть
аттестованными в установленном порядке
Таблица 3
Метрологическое обеспечение технологического процесса прокатки металла на
4 клетевом стане «2500»
|
Наименование контролируемой
операции
|
Наименование
контролируемого параметра, ед. изм.
|
Раб.диа-пазон параметра
|
Требование к точности
(допуск)
|
Средства измерений и (или)
методики выполнения измерений
|
Периодичность контроля
параметра, ответственный
|
|
|
|
|
Наименование и НД на
средство измерения
|
Погрешность, класс точности
|
Пределы измерения, ед. изм.
|
Цена деления
|
|
|
Контроль исходной и
конечной продукции
|
Толщина полосы, мм
|
0,45-6,0
|
±0,01
|
Микрометр ГОСТ 6507-90,
рентгеновский измеритель толщины полосы за 1 кл. - FMM2620, за 4
кл.- F2000
|
2-й класс
|
0-10,0 0-6,0
|
0,01 0,05
|
Каждый раз при переходе на
новый профилеразмер, ст.вальцовщик
|
|
Контроль технологических
параметров
|
Натяжение полосы, т
|
0-70
|
|
Амперметр ГОСТ 8711-93
|
0,5
|
0-100
|
0,5
|
Постоянно
|
|
Скорость прокатки, м/с
|
0-21
|
|
Амперметр ГОСТ 8711-93
|
0,5
|
0-25
|
0,5
|
Постоянно
|
|
Температура эмульсии, °С
|
30-60
|
|
Термометр ГОСТ 28497-90
|
-
|
0-100
|
1
|
Постоянно
|
|
Давление эмульсии, Па
|
20-40
|
|
Манометр ГОСТ2405-88
|
2,5
|
0-100
|
5
|
Постоянно
|
|
Расход эмульсии, м3/ч
|
100-500
|
|
ГОСТ 8243-77 КСП-3, ГОСТ
7164-78
|
2,5
|
0-1000
|
30
|
Постоянно
|
|
Давление масла в ПЖТ, Па
|
20-25
|
|
Манометр ГОСТ2405-88
|
2,5
|
0-35
|
0,5
|
Постоянно
|
|
Нагрузка на клетях главного
привода, кА
|
0-10000
|
|
Амперметр ГОСТ 8711-93
|
2,5
|
0-15000
|
50
|
Постоянно
|
|
рН среды
|
7-9
|
|
РН-метр
|
0,5
|
0-10
|
0,5
|
Постоянно
|
6. Контроль
за соблюдением технологии
Технологические процессы проверяются на способность производить продукцию
в соответствии с установленными требованиями НД. За нарушения требований НД
предусмотрен порядок применения талонов предупреждения к работникам,
допустившим нарушения технологии и выдачи предписаний должностным лицам в
соответствии с ПД ММК 3-ТУ-01. Контроль за соблюдением технологической
дисциплины подразумевает следующие виды проверок:
·
проверку
технологии на участках цеха;
·
проверку
технологии в цехе (далее - комплексная проверка).
Проверка осуществляется комиссией в составе начальника цеха (или его
заместителя), представителей технического отдела, ОКП и ЦЛК.
Комиссией проверяется:
- соблюдение требований технологических инструкций, технологических писем
и планов управления;
- выполнение мероприятий по результатам предыдущих проверок;
- наличие НД и управление ими на проверяемом участке;
- наличие выписок из НД и управление ими в соответствии с СТП ОС 2-08;
- соблюдение требований нормативной документации;
- знание технологическим персоналом требований НД;
- состояние и применение СИ, средств контроля и испытательного
оборудования;
- выполнение правил технической эксплуатации оборудования;
- выполнение системы технического обслуживания и содержания оборудования;
- выполнение мероприятий по повышению качества выпускаемой продукции,
снижению брака, вторых сортов, эффективному использованию сырья, материалов,
энергоресурсов.
Результаты еженедельных проверок по технологии в тот же день разбираются
на совещании у начальника цеха.
По результатам проверки начальник цеха в трехдневный срок издает распоряжение
по цеху, в котором указываются выявленные недостатки и нарушения, причины их
возникновения, устанавливаются сроки выполнения мероприятий по их устранению.
Распоряжения прорабатываются с персоналом цеха. Распоряжения по цеху
рассылаются членам комиссии; хранятся у заместителя начальника цеха по
технологии и начальника проверяемого участка. Комплексная проверка соблюдения
технологии в цехе проводится в сроки, установленные годовым графиком. График
комплексных проверок на предстоящий календарный год разрабатывает технический
отдел технологического управления в декабре текущего года. График утверждает
технический директор. Не позднее 25 декабря текущего года технический отдел
рассылает график комплексных проверок на предстоящий календарный год всем заинтересованным
службам и руководителям цехов. Ответственным за составление графика комплексных
проверок является начальник технического отдела технологического управления.
В состав комиссии включаются представители ТО, ЦЛК, УГМ, УГЭ, управления
персонала, управления кадров, ДИТ. Комиссия проверяет соблюдение требований,
указанных выше и дополнительно:
- управление документацией;
- проведение рапортов, сменно-встречных собраний, совещаний по качеству в
бригаде, в цехе, анализ работы по качеству;
- знание и понимание персоналом Политики в области качества (в том числе
наличие протокола ознакомления работников подразделения с Политикой в области
качества);
- наличие рекламных плакатов с Политикой в области качества (доступность
к документу Политика в области качества);
- выполнение мероприятий по реализации Целей в области качества в
соответствии с СТП СМК 2-5.4.1-01;
- обеспечение материальными ресурсами, соблюдение правил входного
контроля;
·
выполнение
графика проверки оборудования на технологическую точность в соответствии с СТП
СМК 2-6.3-01;
·
метрологическое
обеспечение в соответствии с ПД ММК 3-ТУ-05 и СТП СМК 2-7.6-01;
- управление выписками из НД в соответствии с СТП ОС 2-08;
·
укомплектованность
штата, работу с резервом, молодыми специалистами и рабочими, анализ трудовой
дисциплины в цехе;
- организацию работы по повышению профессионального уровня
технологического персонала;
- планирование, организацию и проведение ремонтов оборудования
(капитальных и профилактических), состояние оборудования, выполнение системы по
надзору и технической эксплуатации оборудования;
- выполнение производственной программы;
- работу по рекламациям и претензиям в соответствии с СТП СМК 2-7.2.3-01,
СТП СМК 2-7.2.3-04, СТП СМК 2-7.2.3-05.
При контроле управления нормативной документацией, хранящейся у
ответственного за СМК в цехе, проверяется:
- наличие перечня нормативной документации, действующей в цехе;
- своевременное и правильное внесение в нормативную документацию
изменений и изъятие отмененной документации в соответствии с СТП ОС 2-07.
При контроле соблюдения технологических инструкций и планов управления
проверяется соответствие фактических параметров процесса производства продукции
на каждой технологической операции, а также средств измерений требованиям
действующих технологических инструкций и планов управления.
При проверках метрологического обеспечения проверяются:
·
наличие
распоряжения по цеху о назначении ответственного за метрологическое обеспечение
в цехе и ответственных за состояние средств измерений;
·
состояние
нормативной и технической документации по метрологическому обеспечению
производства (СТП СМК, положение о метрологической службе ОАО «ММК», методики
выполнения измерений, методики калибровки СИ (если калибровка проводится в
цехе), методики аттестации испытательного оборудования, инструкции по
эксплуатации);
·
учет применяемых
в подразделении СИ, средств контроля, испытательного оборудования в
соответствии с СТП СМК 2-7.6-04;
·
наличие графиков
поверки/калибровки СИ, проверки средств контроля, аттестации испытательного
оборудования в соответствии с СТП СМК 2-7.6-03 и наличие документов,
подтверждающих выполнение графиков (свидетельства о поверке, сертификаты о
калибровке, свидетельства об аттестации, оттиски клейм поверки и калибровки);
·
правильность
применения СИ, средств контроля и испытательного оборудования в соответствии с
их назначением и инструкциями по эксплуатации, соблюдение условий хранения СИ;
·
обеспеченность
технологических и контрольных операций необходимыми СИ, средствами контроля,
испытательным оборудованием.
При контроле выполнения порядка расследования инцидентов и аварий
проверяется своевременность и правильность оформления актов расследования
аварий, наличие распоряжений начальника цеха по материалам прошедших аварий,
фактическое выполнение мероприятий и предложений, указанных в актах и
распоряжениях.
За три недели до срока, установленного в годовом графике, работниками по
направлениям проводится комплексная проверка соблюдения технологии в проверяемом
подразделении.
Каждое из участвующих в проверке подразделений готовит справку о
результатах проверки и предоставляет ее в технический отдел за две недели до
срока, установленного годовым графиком комплексных проверок.
ОКП и ПЭО управления экономики предоставляют справки о выполнении
качественных и производственных показателей проверяемого подразделения.
Справки подписывают руководители проверяющих подразделений.
На основании предоставленных справок о результатах комплексной проверки в
течение двух недель технический отдел составляет акт проверки.
Работник технического отдела, ответственный за данную проверку, передает
начальнику проверяемого подразделения акт проверки, подписанный председателем
комиссии и утвержденный техническим директором.
В недельный срок ответственный за данную проверку работник технического
отдела готовит распоряжение по ОАО «ММК» по итогам комплексной проверки.
Начальник цеха в недельный срок выпускает распоряжение по цеху с
указанием причин нарушений, выявленных в ходе комплексной проверки,
ответственных лиц за устранение и сроков устранения нарушений.
Контроль за исполнением распоряжений возлагается на начальника
технического отдела.
Результаты комплексных проверок рассматриваются на совещаниях по
качеству.
В случаях неудовлетворительной работы цеха по указанию технического
директора проводится внеочередная комплексная проверка соблюдения технологии.
7. Уровень
качества продукции предприятия в сравнении с аналогичной продукцией
предприятий-конкурентов
Для сравнения уровня качества автолистового проката, производимого в
условиях ЛПЦ-5 ОАО ММК с уровнем качества аналогичной продукции других
крупнейших предприятий России воспользуемся сводными данными полученными от
одного из крупных потребителей автолистового проката, «АвтоВАЗ», представленными
в таблице 4.
Таблица 4
Анализ дефектов по итогам поставок за 8 месяцев 2005 года
|
Поставщик
|
Объем поставки, тонн
|
Вид дефекта, % отклонений
|
|
|
Коррозия
|
Механические свойства
|
Несоответствия по геометрии
|
Дефекты поверхности
|
Загрязнение
|
Отклонения по химсоставу
|
Прочие
|
|
НЛМК
|
82210
|
9,0
|
62,5
|
2,8
|
24,1
|
1,6
|
0
|
0
|
|
Северсталь
|
153499
|
14,4
|
12,2
|
5,0
|
53,9
|
13,5
|
0
|
0,8
|
|
ММК
|
99516
|
23,5
|
9,2
|
3,1
|
61,4
|
2,7
|
0
|
0,2
|
|
АК ЛМЗ
|
82850
|
11,2
|
15,3
|
4,5
|
67,4
|
0
|
0
|
1,6
|
Из таблицы видно, что наибольшая доля отклонений приходится на дефекты
поверхности листа, поставляемого как ММК, так и другими предприятиями.
7.1 Определение причин возникновения дефектов, рекомендации по повышению
качества
Таблица 5
Контрольный листок регистрационных данных.
|
Обозначение
|
Типы дефектов
|
Группы данных
|
Итого
|
|
A
|
Коробоватость
|
IIII IIII
IIII IIII II
|
22
|
|
Б
|
Отпечатки
|
IIII IIII
IIII
|
15
|
|
В
|
Порез
|
IIII IIII
|
10
|
|
Г
|
Вкатанная крошка
|
IIII IIII
II
|
12
|
|
Д
|
Царапина
|
IIII IIII
II
|
12
|
|
Ж
|
Волна
|
IIII III
|
8
|
|
З
|
Пятна загрязнений
|
IIII IIII
IIII II
|
17
|
|
И
|
Смятие
|
IIII
|
4
|
|
П
|
Прочие
|
II
|
2
|
|
Итого
|
|
|
102
|
Таблица 6
Таблица данных
|
Типы дефектов
|
Число дефектов
|
Накопленная сумма числа
дефектов
|
% числа дефектов по каждому
признаку
|
Накопленный %
|
|
А
|
22
|
22
|
21,569
|
21,569
|
|
З
|
17
|
39
|
16,666
|
38,235
|
|
Б
|
15
|
54
|
14,71
|
52,944
|
|
Г
|
12
|
66
|
11,765
|
64,709
|
|
Д
|
12
|
78
|
11,765
|
76,474
|
|
В
|
10
|
88
|
9,8
|
86,274
|
|
Ж
|
8
|
96
|
7,843
|
94,117
|
|
И
|
4
|
100
|
3,922
|
98,039
|
|
П
|
2
|
102
|
1,96
|
100
|
|
Итого
|
102
|
102
|
100
|
100
|
Из
диаграммы Парето можно сделать вывод что 70% всех дефектов приходится на А, З,
Б, Г, Д. Можно сделать вывод о том, что, чтобы повысить уровень качества
продукции нужно устранить эти дефекты. Это можно обеспечить пересмотром
технологического процесса и повышением его уровня, наймом или повышением
квалификации рабочих, заменой или ремонтом оборудования и т.д.
Для
устранения дефекта А (коробоатость), причинами возникновения которого могут
быть нарушения режима натяжения полосы при смотке или режима термообработки,
чрезмерно большая выпуклость валка необходимо охлаждать эмульсией середину
бочки валка или заменить валки.
Для устранения дефекта Б (отпечатки), причиной появления, которого служат
вдавлины на поверхности валка от попадания металлической крошки с валки во
время прокатки и/или выкрошка валка, нужно:
) не допускать попадания крошки на поверхность полосы перед
холодной прокаткой;
) произвести перевалку валков.
Для устранения дефекта Г (вкатанная крошка), котораый возникает
вследствие попадания металлической крошки на поверхность полосы оторванной или
чешуйчатой кромки в результате трения горячекатаной полосы о проводку и ролики
моталки травильной линии, о проводки перед станом или при трении витка о виток
в плохо смотанном рулоне, нужно:
) не доппускать попадания металлических крошек на полосу во время
смотки на травильных линиях;
) не допускать царапин на подкате
) обеспечить плотную смотку рулонов при травлении
) неплотно смотанные рулоны прокатывать с минимальным натяжением
между 1-й клетью и разматывателем.
Для устранения дефекта Д (царапина), причинами
которого являются соприкосновение полосы в процессе прокатки с выступающими
острыми кромками на поводках и другом оборудовании, навары на роликах
пресс-проводки, трение витка о виток в неровно и неплотно смотанном рулоне
необходимо:
) периодически зачищать проводки и ролики от
наваров и заусенцев
) не допускать соприкосновения полосы с
проводками во время прокатки;
) заменить заклинивший ролик
) производить плотную и ровную смотку рулонов.
Для устранения дефекта З (пятна загрязнений), причинами появления
которого являются применение грязной эмульсии и/или попадание пыли и
отработанного масла с подшипников и нажимного устройства на полосу, плохо
протравленный и промытый подкат, необходимо:
) заменить эмульсию, проверить и устранить течь;
) не допускать недотрава;
) проверить состояние зонта, предотвращающего попадание масла с
нажимного устройства и устранить течь.
Заключение
В данной курсовой научно-исследовательской работе проведен анализ
фактического качества автолистового проката, производимого в условиях ЛПЦ-5 ОАО
«ММК», проведен анализ способов производства аналогичной продукции на
предприятиях-конкурентах, сопоставлены уровни качества обозначенной ранее
продукции и аналогичной продукции, производимой на ведущих предприятиях страны.
Кроме того, при помощи диаграммы Парето проведена оценка истинного состояния
технологического процесса, вследствие чего предложены способы устранения
отклонений в качестве автолистового проката.
Список
использованных источников
1. Травление горячекатаного металла в соляной кислоте на агрегате
непрерывного травления №1 в листопрокатном цехе №5. Технологическая инструкция
ТИ 101-П-ХЛ5-524-2006. Магнитогорск, 2006г.
.Производство холоднокатаных полос на четырехклетевом непрерывном стане
2500 в ЛПЦ-5. Технологическая инструкция ТИ 101-П-ХЛ5-156-2004. Магнитогорск,
2004 г.
. Термическая обработка рулонов холоднокатаной стали в высококонвективных
водородных колпаковых печах фирмы «Эбнер» в ЛПЦ-5. Технологическая инструкция
ТИ 101-П-ХЛ5-517-2006, Магнитогорск, 2006г.
. Дрессировка холоднокатаных полос на станах 2500 и 1700. Технологическая
инструкция ТИ 101-П-ХЛ5-159-2004. Магнитогорск, 2004 г.
. Резка холоднокатаных полос на листы на агрегатах поперечной резки №2 и
№3. Упаковка, маркировка и отгрузка готовой продукции. Технологическая
инструкция ТИ 101-П-ХЛ5-177-2006. Магнитогорск, 2006 г.
6. Франценюк
И.В., Франценюк Л.И. Современные технологии прокатного производства НЛМК.-
М.:2003. - 513 с.
. Труды
межзаводской школы по обмену опытом специалистов ОАО «ММК», ОАО «НЛМК», ОАО
«Северсталь». - М.: Черметинформация, 2004. - 65 с.