Зварювання і наплавлення
Міністерство освіти і
науки,молоді та спорту України
Українська державна академія
залізничного транспорту
Розрахунково-графічна робота
З предмету ТКМ і М
На тему:
Зварювання і наплавлення
Виконав Злобін І.Є
Студент групи 11-2-БКМс
Перевірив Федченко І.І.
1. Сутність процесу ручного дугового
зварювання покритими електродами
При ручному дуговому зварюванні покритими металевими
електродами, зварювальна дуга горить із електрода на виріб, оплавляючи крайки
виробу, що зварюються, і розплавляючи метал електродного стержня та покриття
електрода (малюнок 1). Кристалізація основного металу і металу електродного
стержня утворить зварний шов.
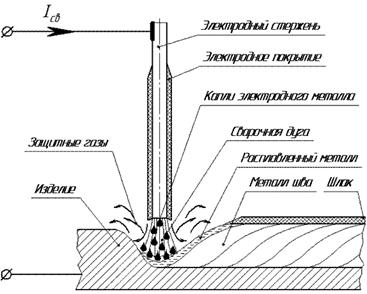
Рисунок 1 - Схема зварювання покритим металевим електродом
Електрод складається з електродного стержня й електродного
покриття (див. малюнок 1). Електродний стержень - зварювальний дріт; електродне
покриття - багатокомпонентна суміш металів і їхніх оксидів. По функціональних
ознаках компонента електродного покриття розділяють:
o Газоутворюючі:
· захисний газ;
· іонізуючий газ;
o Шлакоутворюючі:
· для фізичної ізоляції розплавленого металу від
активних газів атмосферного повітря;
· розкислювачі;
· елементи, що рафінують;
· легуючі елементи;
o Сполучні;
o Пластифікатори.
Техніка виконання шва й режими зварювання
Запалювання зварювальної дуги
Перед запалюванням дуги варто встановити необхідну силу
зварювального струму, що залежить від марки електрода, типу зварного з'єднання,
положення шва в просторі й ін.
Запалювання здійснюється двома способами. При першому способі
електрод підводять перпендикулярно до місця початку зварювання та після
порівняно легкого дотику до виробу відводять вгору на відстань 25 мм. Другий
спосіб нагадує процес, запалювання сірника. При обриві дуги повторне
запалювання її здійснюється поперед кратера на основному металі з поверненням
до наплавленого металу для висновку на поверхню забруднень, що скопилися в
кратері. Після цього зварювання ведуть у потрібному напрямку.
Застосування того або іншого способу запалювання дуги
залежить від умов зварювання й від навички зварника.
Положення й переміщення електрода при зварюванні
Положення електрода залежить від положення шва в просторі.
Розрізняють наступні положення швів: нижнє, вертикальній і горизонтальне на вертикальній
площині, стельове. Зварювання вертикальних швів можна виконувати зверху
долілиць і знизу нагору.
При зварюванні в нижнім положенні електрод має нахил від
вертикалі убік напрямку зварювання. Переміщення електрода при зварюванні може
здійснюватися способами "до себе" і "від себе". При
відсутності поперечних коливальних рухів кінця електрода ширина валика дорівнює
(0,8-1,5) d електрода. Такі шви (або валики) називають вузькими, або нитковими.
Їх застосовують при зварюванні тонкого металу й при накладенні першого шару в
багатошаровому шві.
Одержання середніх швів (або валиків), ширина яких звичайно
не більше (2-4) d електроди, можливо за рахунок коливальних рухів кінця
електрода. Основні варіанти коливальних рухів кінця електрода показані на
малюнку 2.
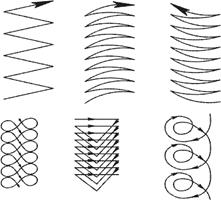
Рисунок 2 - Основні види траєкторій поперечних коливань кінця
електрода
Порядок виконання швів
Залежно від довжини розрізняють короткі (250 300 мм), середні
(350 1000 мм) і довгі (більше 1000 мм) шви. Залежно від розмірів перетину шви
виконують однопрохідними або одношаровими, багатопрохідним або багатошаровими.
Однопрохідне зварювання продуктивне й економічна, але метал шва недостатньо
пластичний внаслідок грубої стовпчастої структури металу шва й збільшеної зони перегріву.
У випадку багатошарового зварювання кожний нижче розташований валик проходить
термічну обробку при накладенні наступного валика, що дозволяє одержати
здрібнену структуру металу шва й відповідно підвищені механічні властивості шва
й зварювального з'єднання.
Розташування шарів при багатошаровому зварюванні буває трьох
видів накладення; послідовне кожного шару по всій довжині шва,
"каскадним" способом і способом "гірки". Обоє останніх
способу застосовують при зварюванні металу значної товщини (більше 20 25 мм).
При виконанні багатошарових швів особлива увага варто приділяти якісному
виконанню першого шару в корені шва. Провар кореня шва визначає міцність усього
багатошарового шва.
Підбір сили струму й діаметра електрода
Силу зварювального струму вибирають залежно від марки й
діаметра електрода, при цьому враховують положення шва в просторі, вид
з'єднання, товщину й хімічний склад металу, що зварюється, а також температуру
навколишнього середовища. При обліку всіх зазначених факторів необхідно
прагнути працювати на максимально можливій силі струму.
Таблиця
1
Вибір діаметра електрода при зварюванні стикових з'єднань
|
Товщина деталей
|
1, 5-2,0
|
3,0
|
4, 0-8,0
|
9, 0-12,0
|
13, 0-15,0
|
16, 0-20,0
|
більше 20
|
|
Діаметр електрода
|
1, 6-2,0
|
3,0
|
4,0
|
4, 0-5,0
|
5,0
|
5, 0-6,0
|
6, 0-10,0
|
Таблиця 2 - Вибір діаметра електрода при кутових і таврових
з'єднань
|
Катет шва
|
3,0
|
4, 0-5,0
|
6, 0-9,0
|
|
Діаметр електрода
|
3,0
|
4,0
|
5,0
|
Силу зварювального струму визначають по
формуліIсв=ndэ2*j/4,де dэ - діаметр електрода (електродного стрижня), мм; j -
допустима щільність, що, струму, А/мм2.
Таблиця
3
Значення допустимої щільності струму в електроді
Щільність струму,
що допускається, j в електроді, А/мм2, діаметр електрода dэ, мм
|
|
3
|
4
|
5
|
6
|
|
Рудно-кисле,
рутиловое
|
14, 0-20,0
|
11, 5-16,0
|
10, 0-13,5
|
9, 5-12,5
|
|
Фтористо-Кальцієве
|
13, 0-18,5
|
10, 0-14,5
|
9, 0-12,5
|
8, 5-12,0
|
При наближених підрахунках величина зварювального струму може
бути визначена по одній з наступних формул:
св=k*dэ Iсв=k1*dэ1,5 Iсв=dэ*(k2+a*dэ)
де dэ - діаметр електрода (електродного стрижня), мм;, k2, a
- коефіцієнти, певні досвідченим шляхом: k1=20...25…25; k2=20;a=6
Переваги способу:
· Простота встаткування;
· Можливість зварювання у всіх
просторових положеннях;
· Можливість зварювання у
важкодоступних місцях;
· Швидкий, за часом перехід від одного
виду матеріалу до іншого;
· Більша номенклатура металів, що
зварюються.
Недоліки способу:
· Більші матеріальні й тимчасові витрати на підготовку
зварника;
· Якість звареного з'єднання і його
властивості багато в чому визначаються суб'єктивним фактором;
· Низька продуктивність (пропорційна
зварювальному струму, збільшення зварювального струму приводить до руйнування
електродного покриття);
· Шкідливі й тяжкі умови праці.
Раціональні області застосування:
· Зварювання на монтажі;
· Зварювання непротяжних швів
2. Розшифруйте марку електрода
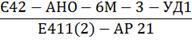
Є42 - тип електрода що характеризує міцність 420МПа
АНО-6М - марка електрода
- діаметр електрода 3мм
У - призначення для зварювання вуглеводистих та низько
вуглеводистих сталей
Д1 - товщина покриття з товстим покриттям
Е411(2) - група індексів що вказують на характеристику
міцності металу шва по ГОСТ 9467-75
АР - вид покриття кисле рутилові
- допустиме просторове положення для зварювання в усіх просторових
положеннях крім вертикального зверху вниз
- постійній струм полярність будь яка
Електроди для зварювання углеродистих и низьколегованих сталей
|
Тип Э42АНО-6М
|
|
ГОСТ 9466-75 ГОСТ
9467-75 ТУ 1272-001-50133500-2003
|
AWS А5.1 E6013
DIN1913-E4330АR7 EN499:E382R12
|
Э42-АНО-6М- Ø
-УД Е 41 3-АР21
|
Основне
призначення
Для зварювання конструкцій из углеродистих сталей із вмістом
углероду до 0,25%.
Зварювання в усіх просторових положеннях, крім вертикального
зверху донизу, постійним струмом будь-якої полярності и перемінним струмом від
джерел живлення з напругою холостого ходу (50±5) В.

дуговий електрод шов метал
Рекомендоване значення струму (А)
|
Диаметр, мм
|
Положение шва
|
|
нижнее
|
вертикальное
|
потолочное
|
|
3.0
|
90-140
|
80-100
|
800-100
|
|
4.0
|
170-210
|
140-170
|
140-170
|
|
5.0
|
190-240
|
150-170
|
-
|
220-280
|
-
|
-
|
Характеристики плавлення електродів
Коефіціент наплавки, г/Ач8,5
Розхід электродів на 1 кг наплавленого металу, кг1,7
Основні характеристики металу шва і наплавленого металу
Механічні властивості металу шва, не менш
Тимчасовий опір розриву, МПа450
Відносне подовження, %25
Ударна в’язкість, Дж/см2120
Хімічний склад наплавленого металу, %
Углерод, не більше 0,10
Марганець 0,50-0,80
Кремній 0,08-0,15
Сірка, не більше 0,040
Фосфор, не більше 0,040
3. Напівавтоматичне зварювання у вуглекислому газі
порошковім дротом діаметром 2мм
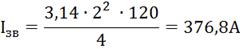
Розрахунок зварювального струму

Де а - щільність струму в електродному дроті при зварюванні CO2 a=110-130А/мм2
Напруга дуги U=30-32В
Витрата CO2=18-20л/хв
Швидкість подачі електродного дроту розраховується за формулою

Де αр - коефіцієнт розплавлювання дроту
 - зварювальний струм
- зварювальний струм
de - діаметр електродного дроту
ρ - щільність металлу дроту
Для зварювання у вуглекислому газі значення αр може бути розраховане за формулою
αр=3,0+0,08(Iзв/de)=
3,0+0,08(376,8/2)=18,072 г/А∙год

Швидкість напівавтоматичного зварювання
αн= αр(1-ψ)
де ψ - коефіцієнт утрат металу на чад і
розбризкування. При зварюванні в СО2 ψ=0,10-0,15.
αн=18,072(1-0,125)=15,8 см/с
Маса наплавленого металу, час горіння дуги і час зварювання
Маса металу
Де FH - площа наплавлення
L -
довжина шва
ρ - щільність металу, для сталі 7,8 г/см3

Час горіння дуги
t=GH/ αн∙Iзв
t=435,4/ 15,8∙376,8=0,07год
Повний час зварювання
T=t/Kп
T=0,07/0,6=0,12год
Витрата електродного дроту
Qпр=GH(1+ψ)
Qпр=0,4354(1+0,125)=0,5кг
Витрата електроенергії
Де Uд - напруга дуги
- зварювальний струм
η - ККД джерела струму
ω0 - потужність
t і T - час горіння дуги та повний час
зварювання

Виходячи з розрахунків обираємо Напівавтомат ПДО-517(А-765),
випрямляч ВДУ-506.
Список використаної літератури
1. Зварювальне устаткування. Каталог-довідник, ч. 1-3. - К.,
1992
2. Бельфор М.Г., Патон Б.Е., Устаткування для дугового
і жужільного зварювання і наплавлення, М., 1984;
. Гитлевич А.Д., Етингоф Л.А., Механізація й
автоматизація зварювального виробництва, М., 1982;
. Севбо П.І. Комплексна механізація й автоматизація
зварювального виробництва. - К., 1984;
. Чвертко А.І., Тимченко В.А., Установки і верстати
для електродугового зварювання і наплавлення. - К., 1999.