Технологические особенности художественного стиля в создании малой пластики
ОГЛАВЛЕНИЕ
ОГЛАВЛЕНИЕ
ВВЕДЕНИЕ
. АНАЛИТИЧЕСКАЯ ЧАСТЬ
.1 Исторические и современные
особенности художественного стиля в создании малой пластики
.1.1Анималистический жанр
.1.2 Мейсенская мануфактура
.1.3 Севрская мануфактура
. ПРОЕКТНО-ХУДОЖЕСТВЕННАЯ ЧАСТЬ
. КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКАЯ
ЧАСТЬ
.1 Основные технологические операции
при производстве фарфора
.2 Технологическая структура
изготовления статуэтки из фарфора
.3 Маршрутные карты технологического
процесса
. ЭКОНОМИЧЕСКАЯ ЧАСТЬ
. ОХРАНА ТРУДА И ПРОМЫШЛЕННАЯ
САНИТАРИЯ
.1 Законодательство Российской
Федерации по охране труда
.2 Нормотивно техническая
документация
.3 Организация охраны труда и её
функции
.4 Виды инструктажа по охране труда
.5 Основные требования по технике
безопасности в керамической промышленности
ЗАКЛЮЧЕНИЕ
СПИСОК ЛИТЕРАТУРЫ
ПРИЛОЖЕНИЕ А
ПРИЛОЖЕНИЕ Б
ВВЕДЕНИЕ
Статуэтка «фр. Statuette, уменьшительное от
statue» - небольшая скульптура «кабинетного размера», предназначенная для
украшения интерьера. Статуэтки размещают на столах, полках-консолях, шкафах, в
специальных витринах, они являются предметом коллекционирования. К статуэткам
применим термин мелкая пластика. Особую разновидность декоративного искусства
представляют собой статуэтки из фарфора. Фигуры из фарфора создавались ещё в
Китае-родине фарфора. Со времен фигуры с Дальнего востока стали популярны и в
Европе, а после открытия секрета создания фарфора в начале XVIII
в. В1709 г. в Европе, тоже стали создавать статуэтки из фарфора. Фарфоровые
статуэтки в XVIII столетии
стали предметом большой страсти и, возможно, одним из самых типичных выражений
искусства того времени. Фарфор с его хрупкостью и волшебным блеском стал
идеальным материалом для маленьких скульптур, а его «плутовские» контрасты,
создаваемые белой пастой, внешней яркой глазурью и разноцветной живописью,
являлись очень привлекательной вещью, которая, несомненно, отражала вкус эпохи.
Тонкое обаяние фарфоровых статуэток усиливалось, благодаря «оживлению» и
выразительности характерных черт, присущих различным группам, фигурам с
определёнными характерами, определённым театральным сценкам, танцорам и
балеринам, персонажам из аристократической или городской жизни. Идеальными
примерами для создания фарфоровых композиций служили произведения великих
художников того времени, таких как, Жанна-Антуана Ватто, Франсуа Буше,
Жана-Батиста-Симеона Шардена.
Это настоящие шедевры, которые составляют
великую коллекцию товаров из фарфора высочайшего качества. Кроме того, большую
часть товаров, которые предлагают производители, составляют фигурки всевозможных
животных, украшенных яркими стразами. Такие статуэтки обязательно станут
отличным вариантом для презентов по случаю тематической вечеринки, встречи с
деловыми партнерами либо просто в качестве презента на какое-нибудь торжество.
Все данные творения настолько изящно изготовлены, а идеи оригинальные и очень
свежие.
Статуэтки прекрасно будут выглядеть и в рабочем
кабинете, и в качестве украшения в спальне либо гостиной. Потому что
уникальность данных творений заключается в том, что они так универсальны, что
могут стать как воплощением престижа, так и воплощением домашнего очага.
По какому поводу бы не приобретались сувениры из
фарфора, они всегда могут создать ощущение уникальности, ведь актуальность
данных творений проверена не одним поколением. Стоит только определиться с
тематикой, выбрать цветовую гамму и вариант изготовления изделия для того либо
другого повода, поскольку эксклюзивный фарфор уже сам по себе ассоциируется с
чем-то праздничным и очень значительным. Статуэтки уже являются более многофункциональным
подарком или сувениром, они украшают любой дом и могут стать гордостью даже
очень большого руководителя. А именно, если данная вещь может нести в себе
некую смысловую нагрузку и вызывать некоторый ряд ассоциаций, связывающих этот
предмет с какими-либо важными событиями из жизни.
В любом случае, памятные презенты к празднику
должны являться не просто протокольным действием, не вызывающих ни у кого
совершенно никаких эмоций. Подарок должен приносить приятные минуты как тому,
кто его приобретает, так и тем кто данный подарок получает, потому что сколько
удивительных, роскошных вещей теперь создается. Именно изделия из фарфора
способны доставить взаимное удовольствие, потому что любоваться ими можно почти
бесконечно. [1]
Оригинальный «классический» стиль фарфоровых
фигур «фарфоровых статуэток» сформировался около 1740-1750 гг. До этого времени
чувствовалось, в большей или меньшей степени, влияние Китая и Японии. Эпоха
барокко внесла новые замысловатые мотивы в композиции фарфоровых фигур, дававшие
начало новому стилю. Также, в эпоху барокко стали изготавливать фигуры больших
животных. Настоящий расцвет «малой скульптуры», конечно же, связан с Мейсенской
мануфактурой и с деятельностью знаменитого модельера Иоганна Иоахима Кендлера,
который и создал классический стиль в духе эпохи рококо. Великолепные небольшие
фигурки в стиле рококо 1740-1756 гг. создавались для украшения будуаров и в
качестве декоративных дополнений к столовым сервизам. Восточная тематика здесь
уже полностью отсутствует; в основном, это были галантные и придворные сцены,
фигуры актеров, танцовщиц, крестьян, пастухов, охотников и мифологические
сюжеты. Кендлер разработал ряд скульптурных серий и композиций, которые затем
не только прочно вошли в ассортимент большинства немецких фабрик, но и
перешагнули границы других стран и вот уже два века продолжают выпускаться
многими производителями фарфора. Это, в первую очередь, персонажи итальянской
комедии масок, серии «Времена года», «Части света», «Четыре стихии», композиция
«Обезьяний оркестр».
В середине XVIII
столетия также были очень известны фарфоровые фигуры в духе рококо итальянской
фабрики Каподемонте, которая выпускала очень изящные статуэтки из мягкого
фарфора. Немного числена, но хорошо известна скульптура этой фабрики-фигурки актёров,
пастухов, горожан, образы святых. Для ассортимента фабрики характерна и
бисквитная скульптура. Наиболее известны фигура танцовщицы Тальони,
полутораметровая композиция «Юпитер» и ряд портретных бюстов, в том числе бюст
Марата.
Во Франции в это время выпускались отдельными
мануфактурами Парижа немногочисленные фигуры, выполненные в глазурованном
фарфоре и с цветной эмалью. Славу же Франции принесли фарфоровые фигуры из
бисквита, производимые в Винсенте, а позже на Севрской фарфоровой мануфактуре.
Наряду с изделиями по образцу античных памятников и современными фигурными
композициями эротического характера, выпускались модели, которые
разрабатывались известными скульпторами Э.Фальконе, С.Буазо, Клодионом «Клод
Мишель». Роспись фигур часто выполнялась в манере Буше. Более того, при
моделировании использовались сюжеты его картин.
С тех пор неоднократно менялась мода на фарфор,
эстетические пристрастия и стилевые направления, но фарфоровые статуэтки всегда
оставались предметом, который вносит в любой интерьер нотки завораживающей
красоты и торжественности.
В мире искусства есть вещи, прикоснувшись к
которым, никто не останется равнодушным. Они дарят тепло, настроение и
положительные эмоции. Они восхищают своей хрупкой изящной красотой. Речь идет о
фарфоровых статуэтках. Фарфоровые статуэтки - это уникальный подарок для любого
случая. Будь то юбилей, свадьба либо новоселье - такой подарок всегда будет к
месту и обязательно придется по вкусу виновнику торжества. Производство
фарфоровых статуэток - по-настоящему творческий процесс созидания прекрасного.
Огромное внимание уделяется образу фигурки. Ведь каждое изделие делается для
того, чтобы приносить положительные эмоции своему обладателю, радовать глаз и
создавать уют в доме.
Маленькая скульптура должна выглядеть
непринужденно и естественно. Поэтому фарфоровые статуэтки отличают «живые»
позы, пластичные жесты, харизматичность и настроение. Глядя на фигурки,
создается впечатления, что они сделаны не из тяжелого фарфора, а из воздушных,
невесомых материй. Современный фарфоровый шедевр имеет две составляющих.
Художественный талант скульптора и уникальная технология производства. Чтобы
кружево на платье куклы смотрелось необыкновенно изящно, а крылья бабочки
казались, словно, сотканными из шелка, необходим качественный материал, а также
строгое соблюдение всех технологических требований.
Было время, когда фарфоровые статуэтки вышли из
моды и потеряли свою популярность. Даже не смотря на свою безумную
привлекательность, прекрасные фигурки признали непрактичными. Благо, период
«немилости» длился недолго. Все-таки человек не может жить без прекрасного, и
это здорово. Теперь падение «рейтинга» этим вещам точно не грозит, ведь
современные статуэтки опровергли убеждение о собственной непрактичности и
доказали свою функциональность.
На скульптурных практиках производства мастера
оттачивали сноровку и нарабатывали уникальные решения, отличающие стиль одних
школ от других.
Маленькие скульптуры на протяжении трех столетий
служили тематическим продолжением определенного сервиза и украшением стола.
Сначала русские умельцы брали за основу мейсенские, немецкие скульптурные
образцы, перерабатывая их на свой лад. Прошло немного времени и русские
фарфоровые виртуозы не нуждались более во внешних идейных подпитках. Они
создают прекрасные скульптуры в стиле классицизма и ампира. Изделия
поставляются ко двору, раскупаются знатью, сохраняются в качестве семейных
реликвий. Например, мастер-лепщик XIX
в. Иванов поднимает ремесло на высокий уровень, создавая воздушные цветы и
букеты из белого бисквита. Законодатель скульптурной моды в нашей стране -
Императорский фарфоровый завод, ныне процветающий и выпускающий шедевры
пластического искусства. Альтернатива аристократическим школам - русский лубок.
Народный примитив скульптуры Гжели также полюбился во всем мире. Небольшое
количество деталей, упрощение, обобщение форм, ясный посыл - неповторимое
дыхание детства и простого быта.
Фарфоровая скульптура представлена на мировом
рынке обширно и качественно. Наработанные техники позволяют создавать обаятельные
изделия, вызывающие и восхищение, и умиление, и восторг. Ассортимент тематик и
аллегорий, выраженных в скульптуре предостаточно. Изящные фарфоровые изваяния
легко передают любое намерение, поэтому являются идеальным подарком на все
случаи жизни. Анимализм, ангелы, типажи народного характера, литературные и
фольклорные персонажи, жанровые сценки - это великолепный выбор для чудесного
презента близким людям. Сложно перечислить тематики, не используемые в практике
скульптуры из фарфора. Превосходный декоративный элемент - детализированные
фигурки людей, животных с уникальным орнаментом. На сегодняшний момент
практически любое фарфоровое производство работает с индивидуальными заказами.
Это значит, что можно пополнить чью-то коллекцию, подчеркнуть увлечение
человека, отразить происходящее памятное событие. Эксклюзивная скульптура -
знак особого расположения!
При строительстве дома, покупке квартиры очень
важно позаботиться о стройности будущего интерьера. Правильно подобранные
скульптуры из фарфора органично впишутся в любой дизайн, наполнят комнаты и
двор атмосферой стабильности, благополучия и комфортной жизни. Альтернативой
«белому золоту» может быть дерево, металл, грубая глина, пластмасса, но у
фарфора особенная прелесть. Он вдохновляет, настраивает на позитивный лад,
радует глаз хрупкостью, благородным глянцем. При вечернем свете «играет»
бликами, будит воображение. У каждого завода по выпуску керамики существуют
своеобразные черты исполнения скульптурного ряда. Иногда достаточно лишь
мельком взглянуть на фарфоровое изделие, чтобы определить производителя.
Кстати, вне зависимости от руки мастера, фарфоровые фигурки и статуэтки имеют
непревзойденную особенность, они замечательно смотреться. Сам материал дает
блеск роскоши и шика! Очень уместны скульптуры из фарфора в качестве
корпоративного подарка. При выборе, которого можно с легкостью избежать две
крайности: пафоса и пошлости, отдавая предпочтение аристократизму легких форм.
В настоящие время существует обширный
ассортимент фарфоровой скульптуры, направленный на различную тематику, которые
предназначены для настольного и напольного размещения. Они используются в
качестве украшения интерьера или в качестве сувенира- подарка. Скульптура
распределяется на различные жанровые направления. Например существует анималистическое
направление в данном виде жанровой стилистики используют тематику изображения :
животных и птиц, как домашних так и представителей дикой природы. В отдельную
группу выделяют работы советского периода. В те времена основными героями
произведений искусства были рабочие, крестьяне, солдаты. Существуют экземпляры,
которые трудно отнести в какую либо категорию, это много - жанровые
оригинальные произведения.
Цель и задачи работы
Целью данной квалификационной работы является
разработка художественного образа и технологии статуэтки из фарфора
Задачами данной квалификационной работы
являются:
· Создание художественного
анималистического образа статуэтки из фарфора.
· Разработка технологического процесса
изготовления статуэтки из фарфора.
· Анализ дефектов в технологическом
процессе при изготовлении статуэтки из фарфора.
1. АНАЛИТИЧЕСКАЯ ЧАСТЬ
1.1 Исторические и
современные особенности художественного стиля в создании малой пластики
.1.1Анималистический
жанр
Данная квалификационная работа напрямую связана
с одним из тематических стилей, каким является анималистический жанр.
Этот жанр скульптуры малых форм отличается почти
полным отсутствием у ваятелей желания очеловечить животных. Они не заставляют
зверей заниматься людскими делами, не изображают через них людей. Опираясь на
образные и стилестические особенности анималистического жанра, была выбрана
фигура орла. Орел, «царь птиц известен как символ всесокрушающей власти и
обороноспособности, отсюда в первую очередь это геральдический символ, представленный
на многих гербах и государственных эмблемах. Как истребитель змей и драконов
орел является символом победы света над властью тьмы; изображения орла со змеей
в клюве можно встретить во многих культурах. На готических застекленных окнах
можно увидеть орла, несущего ввысь своих еще неоперившихся птенцов, чтобы
научить их видеть свет солнца. В христианской иконографии он является символом
евангелиста Иоанна, атрибутом вознесшегося к небесам пророка Илии и воскресшего
Христа. Он наделяется всегда только положительными качествами силой,
обновлением, созерцательностью, зоркостью взгляда, царской сущностью, что
сделало его в античные времена атрибутом Юпитера. С принятием христианства он
олицетворяет добродетель справедливости, но и приписывались грехи высокомерия,
по всей видимости, по причине устремленного вдаль взгляда, который как будто
игнорирует все, что находится вблизи. В масонской символике двуглавый орел с
одной, покрывающей обе головы короной, и мечом, который держат обе лапы в
горизонтальном положении, является символом 33-й степени шотландского ритуала
девиз «Deus meumque ius» то есть: Бог и мое право. «Quauhtli» орел -
обозначение пятнадцатого из двадцати дневного символа в календаре ацтеков.
Родившимся под этим знаком сопутствуют воинствующие качества, но в то же время
и склонность к разбою и воровству. «Орел» и «Ягуар» - так назывались у ацтеков
два «ордена» элитных военных подразделений. Эти животные олицетворяли
дуалистическую систему небесных полярных сил «Солнце и Звезды» на земле и
представляли собой, с одной стороны, самую большую птицу, а с другой - самого
крупного наземного хищного животного Мексики. Богиня Цихуакоатл «женщина-змея»
имела также прозвище Quauh-Cihuatl «Куаух-Цизу-атл» - жена орла. Она была
украшена короной из орлиных перьев и считалась предводительницей женщин.
В Древнем Китае орел был символом силы и мощи
«ying, юинг» орел, произносится так же, как «герой». Сидящий на скале орел
трактовался как одиночный воин, орел на сосне - это символ долголетия и
нерушимой силы. Орел, побеждающий змею, происходит от индийской Гаруды, что
напоминает также изображение герба столицы ацтеков Теночтитлана теперешний
Мехико-Сити.
И у живущих в Центральной Азии гуннов «хзиунгну»
орел был олицетворением власти и господства.
В европейской геральдике наряду со львом часто
появляется, как правило, стилизованное изображение орла. Именно его воспетые
героические качества способствовали тому, что многие правители делали его своим
гербовым символом, как, например, немецкие «герцоги Баварии, Силезии и Австрии,
маркграфы Бранденбурга» и польские короли. Стремление к сохранению симметрии
при воспроизведении плоского изображения в анфас уже довольно рано привело к
его образному представлению как двуглавого «двойного орла», которого
позаимствовали из древневосточных культур. С 1433 г. такое изображение
появилось на гербе кайзера Священной Римской империи. После ее распада 1806 г.
орел стал символом Австрийской империи до1919 г. царской России до 1917 г.
сербских королей и - по сегодняшний день - частью албанского государственного
герба. Двуглавость связывается с двояким титулом правителя: «Кайзер Священной
Римской империи» и «германский король». Трехглавого орла с двумя головами на
концах крыльев использовал в качестве гербового изображения миннезингер Рейнмар
фон Цветер. Историк геральдистики А.Г. Беклер в 1688 г. сопоставил слова «орел»
«Adler» и «дворянство» «Adel» и, рифмуя их, писал следующее: «Дворянство
проистекает от королевского орла, потому, где нет орла, там не может быть и
дворянства. Королевский орел - лучший защитник дворянства, а тень от орлиных
крыльев на пользу лишь орлу». В другом месте Бёклер указывает: «Орел - царь
среди пернатых, он может смотреть на солнце острым взглядом, он никогда не
упустит свою добычу, он способен омолаживаться и может летать выше всех, и
наблюдающие его полет всегда усматривают в нем предвестника будущей победы. И
когда Ромул впервые увидел на Авентине орла, то он воспринял его как
предвестника радостного события, после чего повелел вместо знамени нести перед
войском орла. Все породы орлов - хищные птицы, и лишь самые маленькие из них и
самые никудышные нападают на угрей. Орел не является персонификацией Его
Королевского Высочества, это - герб Римской империи. Орел в золотом обрамлении
обозначает Господа Бога, звезда которого ярко сияет, и он вносит успокоение, и
пропадает всякий страх».
В науке о символах орел рассматривается как
«существо с мощными крыльями, парящее в небесной голубизне духа» Аеппли, отчего
сон с участием орла следует истолковывать в положительном смысле. Сомнительные
аспекты просматриваются там, где «мысли орлиные» переносятся на инвентарь
повседневной жизни. Тогда течение жизни становится непредсказуемым, охваченное
«всепоглощающей страстью духа». Поэтому представляется понятным, почему орел
стал символом евангелиста Иоанна, пребывавшего по большей части в спиритуальном
мире. Часто неизбежных компромиссов практической жизни под этим знаком ожидать
не приходится.
Современная анималистическая мелкая пластика -
это мир самых разных «характеров», «темпераментов», повадок, мир природной
целесообразности форм, цвета, движения. По значимости своей анималистическая
скульптура малых форм равна литературному произведению, героем которого избрано
животное, его судьба, его отношения с людьми и отношение людей к нему. И так же
как писатели, художники- анималисты раскрывают перед зрителем «красную книгу
природы». Размышления по поводу отечественной малой пластики 1970 г. приводят к
выводу о том. Что метаморфозы, совершающие в ней, укладываются в общее для
мировой практики, русло развития. Свидетельства тому предоставляют
международные биеннале и триеннале мелкой пластики в Будапеште. То, что Венгрия
явилась организатором форумов всех, кто отдаёт свои силы данному виду
скульптура, закономерно. Авторитет этой страны в малой пластике общепризнан и
общеизвестен. Как говорят сами венгерские скульпторы, выражать свои мысли в
период между двумя мировыми войнами они могли исключительно в рамках половины
метра. Монументальное ваяние в это время в Венгрии практически не развивалось.
Самые прогрессивные мастера тогда работали в скульптуре малых форм, воплощали в
ней идеи социальной борьбы, утверждали общественные идеалы. Они подняли малую
пластику до своего рода национального жанра.
Выставки скульптуры малых форм в будапештском
Дворце искусств «Мючарнок »демократичностью своих условий и свободой выбора
тематики привлекают к участию художников всех континентов и таким образом,
демонстрируют их возможности и намерения в самом широком объёме. Достаточная
временная протяженность - показы ведутся с 1971г.- позволяет неспешно сравнить
их опыты, устремления, достижения, подчас и болезни роста, неизбежные в каждом
виде развивающегося творчества. Резюме, к которому приводит объективный анализ
непосредственной информации, сводится к тому, что художники едины в
обращённости своего искусства к людям, в стремлении принести им обаяние
творчества, в серьезности размышлений о сегодняшнем дне. [1]
В русском изобразительном искусстве XVIII-XX
вв. образ животного мира включался в существующую жанровую систему и дополнял
общую картину развития искусства того времени. Однако о значимости
анималистического искусства стали говорить только в XX вв. В связи с
постановкой жизненно важных проблем экологии.
Этот объективный фактор послужил причиной
интереса общественности к нему, а также внимание искусствоведов обратили для
себя художественные достоинства анималистической скульптуры. Надо отметить, что
именно в Росси изображали животных сквозь призму отношения к ним. На этом фоне
исследование вопросов отечественной анималистки будет, является своевременным.
Анималистический образ как токовой ,не
искажённый и не изменённый в орнаментальную форму, стал появляться в XVIII вв.
в живописи и развивался в последующее время в разных видах изобразительного
искусства .Исследование процессов формирования развития отечественного
анималистического искусства как относительно целостного явления показывает, что
среди всех видов изобразительного искусства животное встречается чаще всего в
скульптуре. Говоря словами Б.Р.Випера, «концентрированную органическую энергию,
такое повышенное ощущение жизни из всех изобразительных искусств, способна дать
только скульптура». Анималистическая скульптура наиболее органично отражает эти
качества, позволяет выявить пластику тела животного действительную, а не
иллюзорную, как в живописи.
Черты камерности явились неотъемлемым свойством
анималистических скульптур Е.А Лансере, А.Л. Обера ,Н.И .Либериха, В.Я
.Грачёва. В их композициях лошадь изучена и изображена до мелочей. Именно
внимание к натуре и стремление к её запечатлению в полном объёме привели
скульпторов к некоторой детализации пластических форм, описательности сюжета
«групповые сцены» и их восприятия.
В искусствоведческой литературе правильно
отмечается влияние живописи того времени на скульптуру. Однако вернее
предположить, что анималистическая скульптура развивалась не под влиянием
живописи, а по своим жанровым критериям, наиважнейшим из которых выступала
живая природа. Поэтому, при некоторой композиционно-пластической схожести
произведений Лансере, Либериха, Обера, Грачёва, в них ощутима живая
наблюдательность сцен, деталей.
Современная анималистическая скульптура, ярко
демонстрирующая разнообразные пластические варианты, продолжает отражать
экологическую тему, которая в современном мире становится ещё более актуально
значимой, включая в себя все насущные глобальные вопросы жизнедеятельности. Как
утверждал А.М, Макаров, «сегодняшняя концентрация внимания на анималистическом
жанре объясняется необходимостью решения актуальной проблемы предотвращения
катастрофического внимания животных, а в более широком плане - проблемы
сохранения самой жизни. Происходит возвращение к первоосновам жизни на новом
уровне, на новом витке эволюции. В связи со сказанным правомерно утверждать,
что усиление развития анималистического жанра приобретает характер исторически
закономерного процесса»
Подведём итог развитию анималистического
искусства XVIII-XX вв. Анималистический жанр, возникнув из потребностей
общества XVIII вв. реализации научных устремлений в сфере познания живой
природы, в дальнейшем обретал свои жанровые границы и становился всё более
востребованным. Выработанные навыки, приёмы мастерства, стилистические
особенности находили отражение в творчестве нового поколения
художников-анималистов. На каждом этапе своего развития жанр становится
эстетически значимым в разных видах изобразительного искусства: в скульптуре.
Анималистическое искусство конца 1980-90 гг. XX вв. стало многообразным по
своему жанровому составу, испытало влияние древнего искусства, изобразительный
язык отличался активностью полихромии. Такое положение сохраняется до наших
дней. Только время покажет, каким будет анималистическое искусство XXI вв.
Исторические и географические параметры данного
исследования определяются следующим образом. Начальный этап истории
европейского фарфора связан с основанием Мейсенской мануфактуры в 1710 г. Самые
поздние произведения, рассматриваемые в данной работе, относятся к рубежу ХVIII-Х1Х
вв. Таковы хронологические рамки исследования. Географические границы включают
крупнейшие страны Западной Европы: Германию, Францию, Австрию, Италию, Англию.
Обоснование такого выбора заключается в том, что на мануфактурах этих стран
были созданы лучшие образцы художественного фарфора XVIII вв.
Данное исследование имеет обобщающий характер и
предполагает широкий охват материала. Поэтому необходимым стало рассмотрение
произведений из всех крупнейших музеев мира, имеющих обширные коллекции и
первоклассные образцы западноевропейского фарфора XVIII вв. Это собрания
Дрездена, Гамбурга, Франкфурта-на-Майне, Мюнхена, Севра, «Лувр и музей
декоративных искусств», Лондона «Британский музей, музей Виктории и Альберта»,
Вены, Рима, Неаполя, Нью-Йорка «музей Метрополитен», а также западные частные
коллекции-Уоллес «Лондон», Паульс-Айзенбайс «Базель».
Особую значимость имеют собрания России, в
частности, Эрмитажа. С точки зрения полноты воплощения барокко, рококо и
неоклассицизма в фарфоре особую значимость имеет творчество крупнейших
модельмейстеров и живописцев. Для разработки темы стилистической эволюции
западноевропейского фарфора XVIII в. в первую очередь, были выбраны
произведения выдающихся мастеров -Кендлера, Хёрольдта, Кирхнера, Эберлейна,
Мейера, Рейнике, Бустелли, Люке, Мельхиора, Нидермейера, Грасси, Фальконе,
Буазо, Гриччи, Флаксмана, Виллемса, Боремана, Хилла, Биллингсли и др. В
произведениях этих художников нашли отражение ведущие идеи, эпохи.
Фарфоровые изделия выполненные на многочисленных
мануфактурах разных стран, обладают стилистической «общностью, поскольку
мастера творили в: едином, художественном пространстве Европы, обусловленном
международными связями того времени. Важнейшим фактором творческой атмосферы
XVIII вв. было активное взаимодействие искусств. Сложная образная система
фарфора возникла благодаря разнообразным влияниям - монументальной скульптуры,
станковой живописи, графики «в первую очередь, это сюжетные и орнаментальные
гравюры», различных видов декоративно - прикладного искусства, садово-паркового
искусства, театра, восточного искусства и др. Этим также объясняется синтез
искусств, который характерен для дворцовых интерьеров XVIII столетия,
органической частью убранства, которых стал фарфор.
Неповторимые черты своеобразия
западноевропейский фарфор XVIII вв. обретает благодаря идеалам Просвещения. Как
никогда ранее, в этот период, возрастает роль научного знания. Художники,
работавшие в разных сферах творчества, интересовались результатами исследований
в области, науки о природе. Поэтому не случайно в оформлении различных
предметов фарфора появляются мотивы, связанные с ботаникой, зоологией «в
частности, орнитологией энтомологией», астрономией, географией и др.
Идеи Просвещения несли с собой активное начало и
дух оптимизма. В фарфоре были созданы превосходные портретные изображения этого
времени. В целом же необычайное художественно-образное богатство искусства
западноевропейского фарфора XVIII столетия объясняется тем, что оно создавалось
художниками, в той или иной мере воплощавшими в себе идеал человека эпохи
Просвещения. Благодаря творческой энергии ведущих мастеров, в произведениях
фарфора нашли яркое выражение последовательно сменявшие друг друга барокко,
рококо и неоклассицизм.
Данная дипломная работа нацелена на изготовление
статуэтки из фарфора, так называемой малой пластики. Она включает в себя
огромное разнообразие направлений и техник. Материалы традиционно используемые
в малой пластике фарфор, кость, терракоту, типичны для прикладного искусства и
нетипичны в большой скульптуре. Следует отметить ещё популярную в скульптуре
малых форм глину- шамот. Также в современных произведениях широко используется
эпоксидная смола и другие синтетические пластики, позволяющие стилизовать
скульптуру практически под любой традиционный материал.
1.1.2 Мейсенская
мануфактура
Законодателем моды в производстве фарфоровой
скульптуры считается майсенская мануфактура. Мейсен считается колыбель
европейского фарфора на ряду с Севром, крупнейшем керамическим центром, на
многие годы определившим пути развития фарфорового производства в Европе. Это в
равной мере относится как к технологии получения массы и изготовления изделий,
так и к методам и стилевым особенностям декорирования. Период развития
мануфактуры Мейсон с 1731-1774 год, характеризуется как «скульптурный». Это
связано с деятельностью руководителя с модельной мастерской Иоганна Иоахима
Кендлера. При нём доминирующее место прежней декоративной росписи на гладких
поверхностях изделий заняли скульптура и барельеф. Кендлер разработал ряд
скульптурных серий и композиций, которые затем не только прочно вошли в
ассортимент большинства немецких фабрик, но и перешагнули границы других стран.
Наиболее знаменитыми изделиями Кендлера являются роскошные многопредметные
сервизы, состоящие из скульптурно смоделированных изделий. Именно Кендлер
заложил основы майсенского пластического стиля, для которого характерны
грациозность и жизнерадостность.
1.1.3 Севрская
мануфактура
В отличие от Майсенского фарфора Севрская
мануфактура славилась выпуском бисквитной скульптуры. К работе в Севре был
привлечён талантливый художник и скульптор Франсуа Буше, который создавал
детские фигурки из бисквита. Севрские мастера, начав с 1768 г. выпускать
твёрдый фарфор, разработали новые фоновые цвета: синий, черепаховый,
коричневый, черный. Стилевые предпочтения стали отдаваться классицизму.
Легендарный фарфор этого периода иногда называют «Старым Севром»-эти изделия из
мягкого фарфора имеют чрезвычайно изящную и тонкую отделку, а из-за своей
хрупкости в наше время очень редки, что лишь увеличивает их стоимость.
В XX
веке в создании изделий Севрского завода участвуют многие видные французские
художники, в том числе Жан Люрса.
Выразительность скульптуры малой формы
достигается с помощью особой архитектоники форм, построения основных планов,
объемов масс, ритмических отношений, составляющих единое целое. Содержание
художественного образа в скульптуре малых форм воплощается в материальных
объёмах и формах, которые занимают трехмерное пространство.
Основными эстетическими средствами скульптуры
выступает объём, силуэт, пропорции, светотень, т.е. построение объёмной формы,
пластическая моделировка, разработка силуэта, фактуры, материала, иногда цвета.
Главное средство выражения в скульптуре- её объём. Она смотрится со всех
сторон: возможен круговой осмотр или восприятие с нескольких точек зрения.
Главный предмет изображения в скульптуре- человек. Но скульптура не обращена к
обыденной, случайной, будничной жизни. Она увековечивает и запечатлевает всё
самое прекрасное, возвышенное, героическое в человеке. Скульптура может
правдиво показать фигуру, лицо, сложные переживания, настроения, характер,
порывы, мечты и надежды. Часто она тяготеет к образу- символу с открытым
историческим или философским содержанием.
Соответственно идее и образу скульптор выбирает
материал. Нет случайности в том, что одна работа выполняется в дереве, другая в
мраморе, третья - в бронзе. Бронза даёт например, возможность высокой
детализации ; дерево обладает пластичностью , мрамор - теплотой, камень -
образным обобщением. Однако работа не сразу появляется в материале. Вначале
скульптор уточняет свой замысел на бумаге, затем лепит в глине, пластилине или
гипсе. И лишь после этого переводит замысел в окончательную жесткую пластику
выбранного материала.
Средства изобразительности и выразительности
скульптуры- свет и тень. Плоскости и поверхности изваянной фигуры, отражая свет
и бросая тени, создают пространственную игру форм, эстетически воздействующую
на зрителей. Фарфоровая скульптура допускает резкое разделение света и тени,
проницаемый же для световых лучей мрамор позволяет передать тонкую светотеневую
игру.
Вряд ли найдётся художник, который, в конце
концов, не оглянулся бы на прошлое, ища в нём опоры, не обратился бы к истоку
всякого искусства - народному творчеству. Авторы, чьими помыслами овладела
скульптура малых форм, не исключение в этом плане. Они не редко черпают из
неиссякаемого кладезя народных приёмов и образов. Но если художники прежде
достаточно часто прибегали к внешним приемам, иногда прямому подражанию языку
примитива, то теперь, кажется, уже нет угрозы стилизации. Акцент переместился
на изложение традиций своими собственными средствами, на переосмысление их, на
передачу своеобразия национального характера, народных обычаев, взглядов
нравов. Поэтому так усилилось внимание к типажным разработкам.
В дереве поиск типажа идёт по линии освоения
религиозного фольклора начала XIX
вв., когда основными его героями были косцы, рожечники, дровосеки, плотники -
умные, сноровистые простые люди. [11]
Аналогичная картина наблюдается в другой ветви
мелкой пластики - фарфоре. В данном случае нити протягиваются к XVIII
столетию, к циклу «Народы Росси», выпускавшемуся Императорским фарфоровым
заводом «Коряк», «Якут», «Эстонка», «Татарин» и другие статуэтки этой серии -
по складу своему станковая скульптура. Для них типична детализация в исполнении
одежды, фигуры, лица, даже рук. Рассчитаны они на разглядывание с близкого
расстояния и со всех точек зрения, что импонирует набирающему силу методу
«чистой», тщательной, подробной проработки вещи в современной скульптуре малых
форм.
Не следуя буквально типологии прошлых веков,
нынешняя малая пластика разрабатывает современные образы и жанровые мотивы.
Фарфоровая пластика, более чем какая-либо другая отрасль скульптуры малых форм,
обладает богатейшим производственным опытом тиражирования, и художники,
работающие в ней сегодня, безусловно, умеют использовать этот опыт. Современным
вещам в фарфоре свойственны усложнённость композиционного строя и поиски
адекватного форме красочного спектра. Проблема цвета в них решается в
нескольких аспектах, но прежде всего в уходе от внешнего оформительства, от
соперничества с иллюзорной, « под натуру», раскраской. В фарфоровой мелкой
пластике заметно желание продемонстрировать сам материал, его белую сверкающую
поверхность. Не менее настойчиво проявляет себя тяга к тактичной подсветке,
причём одни из цветов становится цвет самого фарфора.
2. ПРОЕКТНО-ХУДОЖЕСТВЕННАЯ ЧАСТЬ
Выбор художественного образа статуэтки из
фарфора основывался на анималистическом жанре. Художественный процесс создания
фарфоровой статуэтки - соединение процесса работы автора с материалом, его
духовного мира и художественного образа произведения, эстетического восприятия.
Это целостный, неразделимый процесс единства художественного идеала и его
воплощения в материале художественного произведения. На первом этапе планируются
весь последующий план работы, что обуславливается зарождением художественного
образа в самом начале работы и непрерывным совершенствованием образа. Сначала
осмысливается образ анималистической статуэтки, а для этого необходимо
проанализировать имеющиеся репродукции созданных произведений и
анималистический жанр. После получения всестороннего целостного художественного
познания анималистического образа, путём использования этих материалов и
авторской позиции, можно представить объемно-пространственный образ статуэтки.
С этого момента наступает важный этап в творчестве - необходимость превращения
внутреннего чувства художника в визуальный объёмный реальный образ. Когда все
материалы и фотодокументы собраны и осмысленны, мастер формирует в сознании
более чёткий и ясный образ, превращая эти материалы в трёхмерный реальный
образ. В воображаемом пространстве материал превращается в объёмный
скульптурный образ. Итак, следуя своему представлению о будущей статуэтке,
выполняется визуальная модель изделия. Мастер сам выбирает материал, в котором
будет выполнен макет статуэтки, будь это пластичный материал или компьютерные
программы для 3D
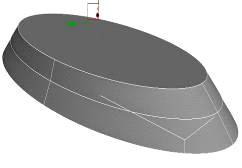
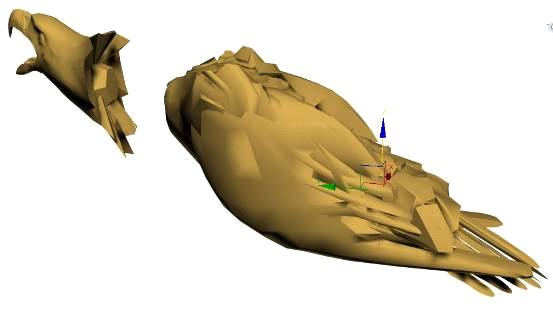
моделирования. В данном дипломном проекте использовалась программа Autodesk 3ds
Max. При создании элементов конструкции изделия в программе Autodesk 3ds Max
воспользовавшись художественной идеей анималистического жанра, моделируется
каркас будущего изделия. Виртуальная модель создаётся поэтапно с помощью
сплайнового моделирования. Образец создания модели показан на Рисунке 1.





Окончательно определив направление творческого
процесса, начинаем разрабатывать эскиз. У каждого мастера есть любимое средство
при обработке деталей. Некоторые предпочитают реалистический подход, иногда
даже очень тщательную реалистическую проработку деталей; другим нравится метод
обобщения целого, разделённого на объёмные детали и плоскости. Применяются
также одновременно эти две формы создания изделия. Опираясь на идею «золотой
середины» был получен ответ на вопрос - «соединять, но с разделением». «Всё
хорошо в меру», «знать меру»- эти советы хорошо используются в скульптуре.
Излишнее реалистическое выполнение скульптуры приводит к созданию натуралистической
копии образа. Используя этот метод, нельзя стать истинным
художником-скульптором. «Обобщение с разделением» дают широкий размах
творчеству. Трудность заключается в выражении внутреннего мира в статуэтке
орла. Для того чтобы создать правдивый образ орла, передать его характер и
выразить это в обработке деталей, было необходимо проанализировать множество
изображений с видом орла, стараясь наилучшим образом передать грозное выражение
фигуры хищной птицы. Соединить внешний облик птицы с охотничьим характером
посредством целостного выражения нескольких плоскостей помогло лучше отразить
живой дух статуэтки орла.
Передача внутреннего мира скульптуры малой
пластики происходит не только через тщательную проработку внешних деталей. Ключ
передачи одухотворённости лежит в изображении головы и глаз. Поэтому мастер,
глубоко анализирует и более внимательно прорабатывает эти части. При работе над
статуэткой мастер постоянно опирается на свои собственные представления о
анимализме, использует личное интуитивное чувство. [8]
В работе мастера всегда присутствует «живое
ощущение», благодаря которому произведение становится одухотворённым, а не
механическим соединением частей, «окаменелостью». Надо стремится к
разнообразию, применить прямые и кривые линии, использовать разные позиции
плоскости и строить композицию фигуры, которая «свободно дышит». Для почти
завершённой работы иногда бывает необходимо добавить один штрих, который не
может оказаться лишним, а нет этого штриха - в работе чего-то не хватает. На
самом деле это и есть совершенство.
При обработке скульптуры две плоскости
соединяются и образуют линию. В данной квалификационной работе используются
законы взаимовлияния света и тени, что способствует художественному восприятию
статуэтки. Это обеспечивает результат, при котором статуэтка легко и свободно
играет под воздействием света, в особенности при изменении угла её визуального
восприятия.
Создание начального эскиза статуэтки орла, из
скульптурного пластилина тоже является процессом всестороннего серьёзного обдумывания
художественного образа. Изготовление предварительного эскиза помогает
определить форму, пропорции и движение орла, а также основные способы и
последовательность создания статуэтки. Этот этап дает первое приближённое
представление о будущем произведении искусства. Изготовление эскиза - это
обязательный этап творческого пути при создании скульптуры малой пластики:
необходимо непрерывно лепить и рисовать и в процессе творчества отбрасывать
неудавшиеся варианты. Конечно, эскиз дает только начальное представление о
скульптуре, помогает определить направление собственных внутренних чувств, а
множество более мелких деталей нужно будет обработать или исправить в процессе
изготовления последующих вариантов.
Завершив начальный этап работы над статуэткой
орла, создаётся эталонный эскиз из пластилина, который поставил задачу по его
сохранению и увеличению до необходимых размеров. Второй основной этап создания
статуэтки орла- это процесс увеличения эскиза, который состоял из трёх частей:
уточнение начальной формы статуэтки, урегулирование формы статуэтки и
углубление деталей.
Начальная работа увеличения эскиза затронула ряд
важных технических операций, среди которых использование традиционного способа
- создание кольца «равновесие сил тяжести», его закрепление и увеличение. На
основе эскиза необходимо убедится в правильности движения фигуры орла, и
уточнить основную форму фигуры, и наконец, настал момент внимательного и
точного изготовления модели из пластилина, с которой будет сниматься первичная
форма, с которой будет изготавливаться маточная модель будущей статуэтки.
Проще говоря, процесс уточнения начальной формы
скульптуры представляет собой пропорциональное механическое увеличение эскиза
до необходимых размеров. Начальный эскиз был выполнен высотой 200 мм, который
необходимо было увеличить до 400 мм, без учёта основания. Остальные объёмные
части скульптуры необходимо было увеличить пропорционально. И после увеличения
по визуальному восприятию делать необходимую доработку.


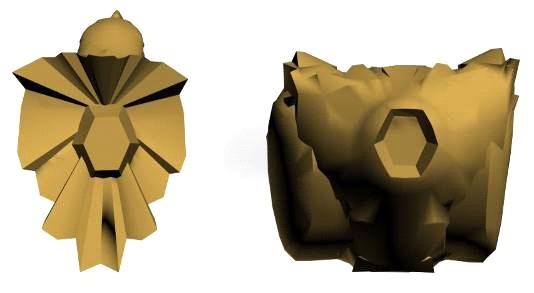
Рисунок 2 - Элементы конструкции модели в сборе
Этот этап считается самым длинным этапом
создания скульптуры. Хотя уже есть основной эскиз, но в творческом процессе
создания визуальной модели изделия, мастер никогда не отступает перед поиском.
В итоге скульптурная модель будущего изделия готова, следующий этап в создании
статуэтки орла- это изготовление гипсовой модели , с которой в дальнейшем будем
снимать первичную гипсовую форму.
3. КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
3.1Основные
технологические операции при производстве фарфора
Изготовление первичной модели
В начале разработки конструкции изделия,
художник-автор определяет его функциональное назначение, основные размеры
каждого предмета в соответствии с допустимыми по действующим стандартам, состав
комплекта, соотношение размеров отдельных предметов.
В зависимости от интерьера, для которого
разрабатывается изделие, определяется стилевое решение формы. При
конструировании изделия учитывают физико-химические процессы, протекающие в
материале при изготовлении, сушке и обжиге. При разработке деталей, состоящих
из частей разных форм и размеров, учитывают условия, при которых внутренние
напряжение, возникающее в процессе сушки и обжига изделия, сводятся к
минимальным для исключения или уменьшения технологических отходов из-за трещин
в местах сочленения. Внутренние напряжения возникают при воздушной и огневой
усадке в результате неравномерности сушки и обжига разных частей изделия,
сконструированных без учёта условий протекания этих процессов. Усадка при сушке
и обжиге «уменьшение линейных и объёмных размеров изделия» изменяет
эстетическое восприятие формы изделия «модели», изготовленного первоначально в
увеличенном виде с учётом воздушной и огневой усадки и после обжига. В зависимости
от результатов визуальной оценки, форму изделия корректируют до получения
удовлетворительных результатов.
Объём будущей скульптуры рассчитывают по
соответствующим формулам. Чтобы достичь заданных размеров, корректируют размеры
изделия по эскизу несколькими методами.
Для упрощения определения требуемых размеров
геометрических фигур профессор. Б.С. Шведов и инж. А.В. Филиппов разработали
номограммы, с помощью которых можно определять коэффициент увеличения размеров
и результат умножения этих размеров на коэффициент без дополнительных
вычислений.
В зависимости от соотношения заданной V3
и вычисленной по эскизу V3
вместимости пользуются соответствующей номограммой. При V3/V3
≥ 1 применяют номограмму.Таким образом получат размеры готового
обожженного изделия. Так как в процессах сушки и обжига происходит воздушная и
огневая усадка материала, то размеры первоначальной модели изделия увеличивают
с учётом усадки y в процентах
путём их умножения на коэффициент, вычисленный по формуле.
 (1)
(1)
где K
- коэффициент
где У - усадка
Метод определения необходимых размеров готовых
изделий по эскизу, отличаются большой трудоёмкостью. Сначала также
изготавливают эскиз изделия в произвольном масштабе, но его размеры должны быть
близки к натуральным. Изделие, резко отличающееся размерами от натурального,
искажает его эстетическое восприятие и может быть ошибочным.
Размеры проектируемых изделий корректируют для
учёта технологической усадки по формуле
где Pи
- искомый размер, измеряется в мм. Pг
- размер готового изделия после обжига, измеряется в мм. yобщ
технологическая усадка массы «воздушная и огневая».Определяется в %.
Рекомендуется строить чертёж модели изделия с
учётом технологической усадки в виде треугольников с использованием оси
симметрии. Подобные треугольники строят по фиксированным точкам изделия на
чертеже. Метод очень удобен и обеспечивает точность воспроизведения формы
изделия и его деталей, показан на Рисунок3.
Изготовление матричной модели
В технологической части изготовления фарфоровой
статуэтки , скульптор выдает модельщику оригинал скульптуры, выполненный из
пластилина. Для выпуска скульптуры из фарфора в массовом производстве
необходимо иметь оригинал из гипса в черновой форме, изготовленной по
модели-оригиналу. Черновую форму для объёмной скульптуры выполняют из
нескольких частей. Для наиболее простых скульптур черновую форму делают из двух
половинок , данная работа делается из много составных частей формы. Перед
формованием размечают границы частей формы «раковин» на поверхности скульптуры
по её рельефу. При определении границ раковин и их числа руководствуется
возможностью наиболее легкого их разъёма, беспрепятственного удаления оригинала
из всех углублений после разъёма, сравнительно свободного заполнения всех
частей раствором гипса. Если скульптура имеет части, выступающие над корпусом,
их отделяют и формуют отдельно. Это нежелательно, так как может привести к
частичной деформации деталей и всей скульптуры. Необходимо избегать отделения
выступающих частей скульптуры при черновом формовании путём увеличения числа
раковин. При разметке скульптуры стремятся получить наименьшее число раковин с
малым числом углублений для сравнительно легкого съёма раковин со скульптуры.
Это упрощает разработку всей формы и извлечение из черновой формы оригинала,
изготовленного из пластилина. Обычно такой раковиной является раковина тыльной
стороны скульптуры, так как она имеет более простую форму. После разметки по её
контуру в модель на глубину 3-4 мм вставляют пластинки из латунной фольги
толщиной 0,20-0,25 мм и шириной 2-3 см. Пластинки втыкают так, чтобы они
перекрывали друг друга на 1-2 мм. В противном случае между ними образуются
щели, способствующие попаданию гипсового раствора на не формуемую сторону,
загрязняя её, что может исказить форму. Пластинки втыкают строго по линии
разметки и по возможности перпендикулярно к поверхности. В тонкие детали
скульптуры, если через них необходимо провести границу раковин, пластинки не
вставляют, так как, несмотря на их незначительную толщину, они всё же
деформируют «раздвигают» форму детали. Раковины по таким местам разделяют
пластинками, изготовленными в ручную из пластилина или формовочной массы. Такие
пластинки осторожно приставляют к оригиналу скульптуры по намеченному контуру.
Целесообразнее такие места включать в состав одной из раковин. Линия стыковки
должна проходить по неответственным и наименее сложным частям модели. В
исключительных случаях при формовании небольших скульптур пластинок не
употребляют. Раковины на таких оригиналах разделяют, накладывая гипс мягкой
кисточкой по лини разъёма. После схватывания гипса место стыка осторожно
выравнивают ножом. Если по какой-либо причине на оригинале нельзя установить
металлические пластинки, то применяют пластилиновые обечайки. При снятии
черновой формы с пластилинового оригинала перед заливкой гипса его слегка
опрыскивают водой из пульверизатора. Небольшие простые оригиналы скульптуры из
пластилина устанавливают горизонтально и по линии разъёма раковин вместо
пластин прокладывают формовочную массу, выравнивая место стыка. На скульптуру в
горизонтальном положении удобнее накладывать гипсовый раствор. Первый слой
черновой формы делают подкрашенным, тщательно просеянным гипсовым раствором.
Раствор цветного гипса должен быть сравнительно густым, но достаточно текучим.
Воду можно подкрашивать, добавляя 5-6 г охры, синьки или мумие на 1литр воды.
На переднюю сторону скульптуры с наиболее сложным рельефом наносят подцвеченный
гипс лопаткой или шпателем, стараясь соблюдать равномерную толщину слоя.
Толщина слоя цветного гипса должна быть 3-5 мм. При нанесении первого слоя на
оригинал модели гипс скатывается с мягкого пластилина из-за его жирности,
образуется большое количество мелких и крупных пузырьков. Чтобы избежать
образования пузырьков, рекомендуется перед заливкой гипса опрыскивать модель
керосином или осторожно наносить его на модель мягкой кистью. На оригиналах из
твердого пластилина раствор гипса распределяется равномерно. Перед нанесением
гипса на такую модель не требуется её опрыскивания керосином. После нанесения
на оригинал слоя цветного гипса затворяют порцию гипса для второго слоя,
который придает форме необходимую механическую прочность. Второй слой гипса
накладывают в начале его схватывания, чтобы успеть нанести его до потери
текучести, обеспечить тем самым его плотное соединение с первым цветным слоем.
При этом необходимо следить, чтобы между двумя слоями не образовались пустоты,
из-за которых тонкий цветной слой с малой механической прочностью может
вырываться из формы при её разъёме в результате сцепления его с моделью. Форма
будет испорчена. После схватывания гипса на передней стороне скульптуры
переворачивают гипсовою раковину вниз, не за формованной частью вверх,
осторожно снимают пластинки по контуру плоскости разъёма, освобождённые от
пластин формы тщательно выравнивают и зачищают ножом. На зачищенных плоскостях
раковин делают 4-6 углублений замков полукруглой формы для обеспечения сборки
готовой формы без смещения. На второй половине формы в этих местах при заливке
гипса будут образованы выступы, препятствующие смещению частей формы.
Углубления можно делать заточенной лопаткой или стекой. Поверхность сочленения
раковины тщательно смазывают мыльно-масляной эмульсией кистью. Затем также
заливают вторую половину формы цветным и неокрашенным гипсом. [13]
После схватывания гипса форму очищают от натёков
циклей, разбирают форму, осторожно вгоняя заточенные клинья шириной 3-4 см в
шов с обеих сторон формы. Перед разъёмом формы обильно поливают водой. Как
только шов начнёт расходиться под воздействием клиньев, в образовавшуюся щель
заливают немного воды и стамеской осторожно расширяют зазор до окончательного
разъёма. Первой, как правило, отходит часть формы с более мелким рельефом, т.е.
тыльная сторона. Лицевую сторону формы очищают от материала, из которого
выполнен оригинал, вручную «стекой, лопаткой», соблюдая осторожность, чтобы
избежать повреждения формы. После очистки формы промывают тёплой водой из
спринцовки.
Не допускается промывка формы кистью или
тампонами, так как это приведёт к стиранию поверхности, а впоследствии - и к
искажению гипсовой модели.
Закрепление с помощью спринцовки обеспечивает
сохранность рабочей части формы при любой тонкости рельефа. При формовании
сложных оригиналов скульптуры, имеющих несколько выступающих деталей,
невозможно ограничиться изготовлением формы, состоящей из двух раковин. Такие
оригиналы должны быть размечены на необходимое число частей. Этот метод
формования подходит под тип формы данной квалификационной работы.
Раковины разграничивают по намеченному контуру
также тонкими металлическими пластинами. При разграничении необходимо учитывать
удобство последующей заливки гипсовой модели по этой форме. Все детали формы
должны быть доступны для заполнения их гипсом при изготовлении модели. Раковины
после прокладки по контуру металлических пластинок последовательно заливают
гипсом. Первыми заливают раковины корпуса загустевшим, но не потерявшим
текучести гипсом, затем заливают раковины мелких деталей подцвеченным и белым
гипсом методом, описанным ранее.
Черновую форму сложной скульптурной композиции
орла делают с демонтажем её частей. При разметке границ разъёма частей
учитывают особенность технологического процесса изготовления скульптуры из
фарфора, необходимость получения рабочих форм этих частей, рациональность
деления, технологичность приставки в шликере и т.д.
Части скульптуры из пластилина отделяют тонкой
стальной проволокой «струной». При наличии в корпусе отделяемой детали
металлического или иного каркаса его распиливают лобзиком. Иногда для удобства
работы на месте распиливания каркаса аккуратно вырезают часть пластилина с
условием последующей установки её на прежнее место. Перед окончательным
отделением деталей на их поверхности с двух противоположных сторон наносят
метки длиной 1,5-2 см, проходящие перпендикулярно к линии разреза. Метки
наносят, легко вдавливая лезвие лопатки в пластилин. Они служат для ориентации
гипсовой детали при её монтаже к корпусу скульптуры. Каждую отрезанную деталь
формуют в цветном гипсе. Для этого на смазанное мыльно-масляной эмульсией
стекло или мрамор накладывают небольшое количество начавшего схватываться гипса
«в зависимости от размера деталей» , подкрашенного одним из пигментов. Деталь
осторожно, чтобы не деформировать , погружают тыльной стороной «более гладкой,
без рельефа» в цветной гипс до границы раковины. Гипсу придают определённую
форму, лопаткой выравнивают линию шва. После схватывания гипса плоскость
сочленения подчищают и делают 2-3 замка, смазывают мыльно-масляной эмульсией
или жидкой глиной, после чего на верхнюю часть детали наносят цветной гипс
толщиной до 3 мм. В начале схватывания первого слоя наносят второй слой гипса.
После схватывания гипса очищают стекой стыки
раковины от потёков, разнимают форму и извлекают из неё пластилин. Очищенную
форму промывают горячей водой из спринцовки. На плоскостях сочленения раковин
на расстоянии 1,5-2 мм от периметра рабочей части формы вырезают канавку
шириной 10-15 мм и глубиной 6-8 мм для выхода лишнего гипса при отливке модели
детали.
Черновую форму обильно смачивают водой,
внутреннюю часть её и плоскости сочленения покрывают мыльно-масленой эмульсией.
При необходимости «в зависимости детали» изготовляют и подгоняют по форме
каркас из проволоки «лучше из цветного метала». Затворяют гипс, выдерживают его
до начала схватывания, лопаткой и небольшой волосяной кисточкой накладывают его
в обе половины формы до поверхностей сочленения. В гипс одной из половинок
слегка вдавливают каркас и соединяют обе половинки формы до поверхностей
сопряжения. Избыток гипса уходит в проделанные канавки. После схватывания гипса
форму расколачивают с помощью специальных зубил. Вынутые из формы детали модели
тщательно зачищают и монтируют к корпусу скульптуры. Перед изготовлением модели
по черновой форме определяют способ заполнения её гипсовым раствором «окат,
подливание, отливка и др», который зависит от размеров, формы, характера
рельефа скульптуры. К данной скульптуре подходит метод подливание.
Подливание - необходимо при изготовлении сложных
моделей, форма которых состоит из большого числа деталей. При данном способе
необходимо придавать форме для каждой детали положение, обеспечивающее удобство
заливки. Участки заливают поочередно. Для изготовления гипсовых форм, капов и
моделей применяемый формовочный гипс должен отвечать следующим требованиям,
указанным в таблицах 1,2,3.
Таблица 1 - Тонина помола
|
Тип
сита
|
отв./см2
|
Остаток
на сите не более %
|
|
№
02
|
900
|
0,5
|
|
№
0085
|
435
|
2,5
|
Таблица 2 - Сроки схватывания гипса
|
Этап
|
Сроки
схватывания. мин.
|
|
Начало
|
не
ранее 8
|
|
Конец
|
не
ранее 15, не позднее 25
|
Таблица 3 - Допустимые
характеристики гипса
|
Свойства
|
Единицы
измерения
|
Значение
|
|
Водопоглощение
|
%
|
не
менее 30
|
|
Температурный
коэффициент объёмного расширения
|
%
|
не
более 0,15
|
|
Нерастворимые
в HCI примеси
|
%
|
не
более 0,5
|
|
Предел
прочности образцов при растяжении через сутки после изготовления
|
МПа
|
не
менее 1,3
|
|
Предел
прочности образцов при растяжении высушенных до постоянной массы
|
МПа
|
не
менее 2,3
|
|
МПа
|
7,5
|
|
Предел
прочности образцов при при сжатии высушенных до постоянной массы
|
|
не
менее 16
|
Несоответствие гипса требуемым показателям
ухудшает качество изготовляемых из него изделий и способствует приведению их в
непригодное для эксплуатации в производстве состояние.
Несоответствие тонины помола гипса можно
устранить путём просева его на вибрационном сите с сеткой № 2 980 отв./см2 или
сите-бурате с сеткой №07, 100 отв./см2.
Остальные показатели качества гипса улучшить
нельзя. Гипс перед подачей на рабочие места, просеивают через сито № 045 237
отв./см2 при литье форм и сито № 0355 376 отв. / см2 при изготовлении капов и
моделей.
Воду комнатной температуры для затворения
гипсового теста держат в больших бочках или деревянных кадках. Воду закрывают
крышками от загрязнений. Для замешивания гипса используют специальную посуду.
При отливке небольших изделий «моделей малых размеров» применяют гипсовки, а
при отливке большого количества деталей на потоке- нержавеющую металлическую
или пластмассовую посуду с оттянутым краем типа лейки.
В сосуд заливают необходимое количество воды,
засыпают гипс, равномерно распределяя его по всей поверхности воды. Гипс
засыпают до тех пор, пока на поверхности воды не образуется островок, не
поглощаемый водой.
После выдержки гипса в течение 0,5-1 мин для
пропитки водой начинают энергичное перемешивание его мутовкой, лопаткой или
механизированной мешалкой « в зависимости от количества раствора».
Перемешивание продолжают 1-1,5 мин до полной однородности раствора и выхода
всех пузырьков воздуха.
Если после окончания перемешивания на
поверхности гипсового раствора образуется пенистый слой, его снимают лопаткой
или другим инструментом.
Большинство показателей качества гипсовых форм
зависит от водогипсового соотношения. Для каждого вида ассортимента необходимо
подбирать наиболее низкое водогипсовое соотношение.
При затворении рекомендуется брать гипс и воду в
соотношениях указанных в таблице 4.
Таблица 4 - Пропорции затворения
гипса
|
Тип
изделий
|
Пропорция
% от V
|
|
Капсель
|
50:50
|
|
Капы
и модели
|
67:33
|
|
Формование
изделий на шпиндельных станках
|
56:44
|
|
Формование
изделий на полуавтоматах
|
60:40
|
|
При
литье толстостенных изделий
|
50:50
|
|
При
литье тонкостенных изделий
|
56:44
|
При правильной дозировке гипса и воды
обеспечивается необходимая пористость отливок применительно к ассортименту и
методу формования изделий: при пластичном формовании 33-38%, при формовании
методом литья 38-40 %.
Нельзя засыпать в раствор скомкивавший гипс. В
процессе перемешивания не допускается образование комков гипса. Добавлять воду
или гипс после начала перемешивания не рекомендуется, так как это способствует
получению гипсового раствора неравномерной консистенции.
После окончания перемешивания готовый гипсовый
раствор сразу используют по назначению. В процессе отливки изделий «форм,
моделей, капов, пристроев и т.д.» не допускается доливание новой порции
гипсового раствора. Добавление новой порции раствора ведет к деформации
изделия, разной пористости отдельных участков отливки, неодинаковой их
механической прочности и т.д.
Для смазки гипсовых деталей изготавливают
мыльно-масляную эмульсию по рецептуре, указанную в таблице 5.
Таблица 5 - Состав мыльно-масляной
эмульсии
|
Компоненты
эмульсии
|
Процентный
состав , %
|
|
72%
хозяйственное мыло или мыло ядровое, или детское мыло
|
33
|
|
Масло
веретённое или трансформаторное
|
67
|
|
Вода
|
Количество
определяется требуемой густотой
|
В сосуд вместимостью около 10 литров наливают
2,5 литра горячей воды и опускают в неё стружку хозяйственного 72% мыла.
Содержимое сосуда тщательно взбивают с помощью механизированной мешалки до
получения однородной пенистой массы, в которую заливают трансформаторное или
веретённое масло и снова механизированной мешалкой смешивают состав до
однородности. Каждый день рекомендуется приготавливать свежею эмульсию.
Кроме того, мыльно-масляную эмульсию можно
приготавливать по другим рецептам. В зависимости от характера выполняемых
работ, тонкости рельефа, размера отливаемых изделий состав эмульсии можно
менять, изменяя количество масла.
Подготовка модели изделия к изготовлению форм
Для отливки формы скульптуры изготавливают
гипсовый раствор- модель из пластилина- черновую форму- гипсовую модель из
черновой формы, затем демонтируют модели, изготавливают кусковую форму-модель
из пластмассы, зачищают и усиливают рельеф, выполняют пристрои по рабочей
модели и кусковой форме. Гипсовую модель скульптуры после окончательной отделки
автором подвергают обработке, увеличивающей её механическую прочность. С этой
целью сырую гипсовую модель «до сушки» неоднократно пропитывают натуральной
олифой кистью до насыщения, избегая образования потеков на её поверхности.
Пропитанную олифой модель сушат по режиму сушки
гипсовых форм. Сухую модель покрывают шеллачным лаком. При отсутствии
натуральной олифы применяют только шеллачный или любой другой спиртовой лак.
Гипсовую модель скульптуры сложной формы,
имеющую выступающие элементы, для упрощения процесса формования и изготовления
изделия из фарфора при массовом производстве разделяют на части более простой
формы. В первую очередь отделяют выступающие элементы модели, имеющие мало
точек соприкосновения с корпусом скульптуры, а затем детали, имеющие полости с
глубоким рельефом.
Перед отделением выступающих элементов от модели
модельщик делает разметку скульптуры, т.е. наносит карандашом линии, по которым
детали должны быть отрезаны. Разметка должна обеспечивать минимальное число
отрезаемых деталей, простоту формования, удобство монтажа и отделки.
Детали можно отделять лобзиком или свитой вдвое
мягкой стальной проволокой. Витая проволока дает возможность распиливать по
кривой линии разметки, часто необходимой при разделении сложной скульптуры.
В каждом отдельном случае модельщик решает,
какой инструмент рациональнее применить в зависимости от места отделения
детали, её толщины, кривизны распиливания, наличия каркаса и. т.д. Во всех
случаях он стремится к созданию наиболее узкого разреза, что уменьшает
отклонения формы и положения деталей от оригинала. Чаще всего используют витую
проволоку.
При использовании лобзика ширина распиливания
незначительна, при этом с двух сторон детали образуется посадочный замок из-за
несовпадения направления реза. Детали с таким разрезом плотно подходят друг к
другу при сборке.
При более надежной установке деталей и
правильного их ориентирования на корпусе скульптуры при изготовлении
посадочного замка перед распиливанием модели перпендикулярно линии разреза
наносят метки в виде черточек. Метки должны пересекать линию разреза и
сохраняться на детали и корпусе скульптуры после их разделения.
При массовом производстве скульптуры из фарфора
важно создать такие условия на потоке, которые способствовали бы высокой
производительности труда исполнителя, устраняли возможность искажения формы
оригинала при приклеивании деталей. Для этого в местах присоединения деталей к
корпусу создают специальные замки.
Для изготовления замка на сочленяемой
поверхности детали острым ножом делают вырез конусообразной или другой формы
глубиной 5-6 мм и покрывают его шеллачным лаком. На сочленяемую поверхность
корпуса модели резачком наносят насечку. На поверхность с насечкой накладывают
загустевший гипсовый раствор и прижимают к нему сочленяемую поверхность детали
со смазанным мыльно-масляной эмульсией конусообразным вырезом. Деталь
устанавливают в необходимом «в соответствии с оригиналом» положении по меткам и
прижимают. Пример размантировки и шарнировки показан на Рисунке 4-5. Излишки
гипса вокруг детали снимают. После затвердения гипса в зазоре между корпусом
модели и деталью деталь отнимают. Вторую половину замка на корпусе модели
покрывают шеллачным лаком для повышения механической прочности.
Размонтированная скульптура передается для изготовления маточной кусковой
формы.
художественный пластика фарфор
статуэтка
Изготовление гипсовых форм
Подготовка для массового производства статуэтки
из фарфора начинается с изготовления маточной кусковой формы. Поступающая в
работу гипсовая модель должна иметь достаточную механическую прочность, гладкую
и блестящую поверхность. Принцип изготовления кусковой формы одинаков для всех
видов скульптуры. Как правило, кусковые формы изготавливают из двух раковин, но
сравнительно редко формы бывают из двух частей. Только формы простых моделей
можно выполнять из двух половинок, из которых они легко извлекаются при
разъёме.
Перед формованием , на модель наносится мягким
карандашом «химическим» линия, разделяющую её на две половины «обычно заднюю и
переднюю». Необходимо стремиться, чтобы линия проходила по выступающим и
сравнительно гладким местам для получения кусков достаточной толщины и
сравнительной толщины и сравнительно легкого снятия их с модели. [13]
Изготовление кусковых форм начинают обычно с
тыльной, наиболее гладкой стороны модели. На ровную подставку из мягкой бумаги,
картона, пенополиуретана, расположенную на турнетке, устанавливают модель
лицевой стороной вниз, чтобы избежать повреждения рельефа.
Модель на ширину 30-40 мм в зависимости от её
размера по всему периметру до карандашной черты обкладывают массой или глиной.
Массу тщательно выравнивают циклей или другим инструментом, делая её на 1 мм
ниже намеченной линии для создания возможности выравнивая плоскости стыковки в
гипсе после снятия первой раковины с модели.
Взамен обкладки модели небольших размеров на
подставку кладут слой формовочной массы или глины толщиной, несколько
превышающей толщину нижней половины модели. В этом пласте вырезают контур
модели и в образовавшуюся полость закладывают модель до карандашной черты. Щели
между моделью и пластом заделывают и кромки выравнивают. Формовочная масса
вокруг модели придает ей внешнее очертание и размеры будущей формы. Основание
«опорную часть» модели не разделяют и массой не обкладывают. По внешнему
периметру обкладки устанавливают стенки из фанеры или другого материала
высотой, соответствующей толщине будущей формы. К основанию скульптуры
приставляют стекло или другой ровный листовой материал на высоту стенок. Стенки
прижимают к обкладке проволочными зажимами. Модель смазывают мыльно-масляной
эмульсией и образовавшуюся полость вокруг части модели заливают гипсовым
раствором. После схватывания гипса снимают стенку и циклей придают раковине
рациональную геометрическую форму по общему очертанию модели. Раковину переворачивают
вместе с моделью и удаляют обкладку. Поверхность сочленения раковины тщательно
выравнивают. Иногда эти поверхности выравнивают, не доходя до модели, извлекают
модель и заканчивают выравнивание. После обработки модель кладут на свое место.
Затем формуют переднюю часть модели. Перед
формованием размечают модель мягким карандашом на участки будущих кусков формы.
Куски второй половины формы начинают делать с её нижней части , т.е. с тех
кусков, которые будут соприкасаться с первой половиной. Ориентируясь на
карандашную линию модели первого куска, обкладывают формовочной массой его
границы с небольшим резервом. На плоскостях стыковки первой половины формы
делают замки. Модель и плоскости сопряжения первой половины формы смазывают
мыльно-масляной эмульсией и заливают раствором гипса. После схватывания
гипсового раствора снимают формовочную массу «или глину», ограничивающую контур
первого куска. Кусок с помощью деревянного молотка с резиновой набойкой и
резачков осторожно снимают с модели, тщательно обрабатывают усенки в
соответствии с намеченной разметкой. Внешним очертаниям куска придают
конусообразную форму «на выход». После окончательной обработки кусок
устанавливают на место. Так же изготавливают и другие куски.
Куски по возможности не должны иметь острых углов,
которые приводят к скалыванию этих мест.
Ширина плоскостей стыковки кусков должна быть не
менее 20 мм, в противном случае механическая прочность их будет низкой.
Последовательность изготовления кусков должна
быть такой, чтобы разъём формы был простым, без затруднений и повреждений
кусков и отливок.
После отливки всех кусков второй «лицевой»
половины модели на них наносят замки, все поверхности кусков обильно смазывают
мыльно-масляной эмульсией и приступают к заливке кожуха- части формы,
объединяющей все куски, залитые на модели. Кожух обеспечивает возможность
сборки кусков в процессе эксплуатации формы.
По примеру нижней половины формы устанавливают
стенки из фанеры или другого листового материала. К основанию, как и прежде,
приставляют стекло. Всё тщательно закрепляют проволочными зажимами, и в
образовавшуюся полость заливают гипсовый раствор. После схватывания гипса
ограждения убирают и циклей придают наружные очертания второй половины формы.
Придают наружным очертаниям формы рациональных размеров, учитывая удобство её
установки на рабочем столе или механизированном устройстве для литья, простоту
скрепления половинок формы и др.
Обе половины формы скрепляют резиновой манжетой
или проволочным зажимом и ставят на стол основанием модели вверх. На основание
модели «по центру» устанавливают металлическую конусообразную модель литника
малым диаметром вниз. Торцевую часть формы, основание модели и модель литника
смазывают мыльно-масляной эмульсией. На верхнем периметре формы крепят
резиновую или иную обводку высотой 30-35 мм и в образовавшуюся полость заливают
раствор гипса, предварительно сделав замки на торцовых плоскостях стыковки
частей формы.
После схватывания гипса удаляют обводку и циклей
придают необходимую форму крышке с литником. На этом изготовление кусковой
формы скульптуры заканчивают.
Разборку формы начинают со снятия крышки с
литником. Крышку снимают стамеской или резачком. Из крышки деревянным стержнем
и молотком выбивают модель литника. Острые кромки снимают циклей или ножом.
Форму с моделью «без крышки» ставят на тыльную
сторону, с помощью инструментов снимают кожух и по его внешнему периметру
циклей наносят разъёмную фаску, очищают от возможного загрязнения при разъёме,
устанавливают на стол полностью вверх и приступают к разъёму кусков. Разъём
кусков производят в порядке, обратном их изготовлению. После снятия каждого
куска его устанавливают на свое место в кожухе после тщательной очистки от
загрязнений. Сняв все куски верхней части форм и уложив их в кожух, извлекают
модель из второй половины формы. Очищенную вторую половину формы накладывают на
собранную верхнюю часть и приставляют крышку с литником. Всю форму скрепляют
металлическими зажимами или резиновыми манжетами и сушат по установленному
режиму. После просушивания, для лучшего распределения шликера на рабочей
поверхности, форму обдают паором. Этот процесс производится для отчистки
рабочей поверхности от не заметных остатков мыльно- масляной эмульсии и
удаления пыли которая попала на рабочую поверхность во время сушки формы. При
необходимости на поверхности формы изготавливают дополнительные воздуховоды в
зависимости от структуры формы, для лучшего удаления воздуха при фармовке
изделия.

По размонтированной модели- оригиналу
изготавливают модельные кусочные формы всех её частей, пропитывают их
натуральной олифой и покрывают спиртовым лаком для увеличения срока службы и
используют для отливки моделей рабочих форм, обеспечивающих массовое
производство скульптуры. Пример кусочной формы приведен на Рисунке 6.
Основой для изготовления оснастки,
обеспечивающей массовое производство изделия является модель. Гипсовая модель
будущего изделия имеет сравнительно небольшую механическую прочность, она не
может долго служить для изготовления рабочих форм и требует частой замены.
Для увеличения срока службы модели в массовом
производстве её изготавливают из материалов большой механической прочности,
бронзы и различных полимерных материалов. Лучше применять пластмассовые модели,
так как модели на основе металлов и серо-графитной массы сложна и трудоёмка.
Для изготовления модели из любого полимерного
материала необходима модельная форма из гипса. Способ изготовления такой формы
не отличается от способа изготовления маточной кусковой формы, но он должен
учитывать особенности формования модели из той или иной пластмассы. Все изделия
из пластмасс формуют обычно под давлением. Следовательно, все детали кусков
форм должны быть изготовлены с учетом восприятия необходимых давлений сжатия и
растяжения, т.е. они должны быть более массивными и армированными стальной
проволокой.
Форма для моделей из пластмассы отличается от
кусковой формы и тем, что она не имеет литника, так как пластмассу закладывают
в раскрытую форму в тестообразном виде. Для выхода излишка массы при закрывании
и сжатии формы по всему периметру формующей полости проделывают канавку шириной
10-15 мм и глубиной 5-8 мм на расстоянии 1-1,5 мм от её края. Наличие такой
канавки обеспечивает образование шва минимальной толщины. Форму для моделей из
пластмассы изготавливают из густо затворяемого гипса для достижения её
максимальной механической прочности.
Изготовленную описанным ранее способом кусковую
форму собирают, скрепляют и сушат по установленному режиму.
Сухую форму заполняют мыльно-масляной эмульсией
на 12-16 часов, после чего её излишки тщательно снимают щетинной кистью, форму
оставляют в раскрытом виде «формующими полостями вверх». При использовании
самотвердеющей пластмассы марки АСТ-Т берут 2 мас.ч. порошка и 1 мас.ч.
мономера. Такое соотношение длжно быть строго выдержано, иначе появляются поры
в пластмассе и снижается механическая прочность модели.
Состав тщательно перемешивают в полиэтиленовом
или алюминиевом сосуде. Несколько уплотнив шпателем массу в сосуде, накрывают
его крышкой и выдерживают при комнатной температуре до полного набухания
порошка. Набухание происходит в течение 15-40 мин в зависимости от температуры
помещения. За это время 2-3 раза перемешивают массу шпателем, каждый раз после
перемешивания уплотняя. Масса считается готовой к работе, когда она перестает
прилипать к шпателю и стенкам сосуда и принимает вид теста. Следует иметь в
виду, что при низких температурах процесс полимеризации замедляется. Из
полученной тестообразной массы формуют обе половины модели способом отмина.
Готовой массе придают конфигурацию полости одной из половинок формы. В таком
виде массу плотно укладывают ф форму и тщательно вдавливают её пальцами,
добиваясь заполнения ею полости без пузырей и пустот. Отмин массы производят
руками, смазанными мыльно-масляной эмульсией или силиконовым кремом. После
тщательного отмина рельефа обеих половин формы оставшиеся пустыми полости
заполняют этой же массой с помощью лопатки. Края формы должны быть заполнены
пластмассой с некоторым избытком, чтобы избежать образования пустот. Затем
половины модели в форме соединяют, слегка смочив место сочленения мономером.
Собранную форму ставят под груз или зажимают струбцинами до максимального их
сближения с минимальным зазором. Оставшуюся полость основания статуэтки
заполняют остатками пластмассы и закрывают крышкой формы под грузом. Излишки
пластмассы выходят через канавки в форме. Оставлять заформованную модель без
давления нельзя.
Форму разъединяют после окончания полимеризации пластмассы.
Время полимеризации зависит от температуры в рабочем помещении. Выдержка формы
с моделью в сушиле при температуре 60-700C
в течение 15-16 часов обеспечивает полную полимеризацию.
Аналогичным способом изготавливается модель из
других пластмасс, отличающихся только составом, пропорцией, временем выдержки и
другими технологическими особенностями.
Хорошие результаты изготовления модели получают
при применении полимерных материалов АКР-7, АКР-15, протакрила и др.
После освобождения от формы модель в местах
соединения кусков тщательно обрабатывают на бормашине с применением
зубоврачебных фрез, а также напильников, надфилей, наждачной бумаги. Полировать
модель следует мягкими полировочными кругами с помощью полировочной пасты или
чистого мела, разведённого на воде или масле. В процессе обработки
пластмассовой модели могут усиливаться рельефные места гравировочным
инструментом «штихелем». Обработка пластмассовой модели должна производится при
участии скульптора- автора модели.
Детали модели скульптуры из пластмассы подгоняют
после формования. Пластмассовые детали не должны иметь отклонений от оригинала.
Пластмассовая модель должна иметь гладкую поверхность в соответствии с гипсовым
оригиналом.
Кусковую форму для массового производства
статуэтки изготавливают по модели в том же порядке, в котором изготавливают
чистовую форму, но с использованием пристроев.
Пристрой исключает необходимость применения
обводок и формовочной массы при отливке элементов кусковой формы, разметки
карандашом. Пристрой изготавливают по модельной форме.
Пристроями служат все элементы кусковой формы,
изготовленные из гипса, обработанные натуральной олифой и спиртовым лаком, или
пластмассы. При производстве рабочей формы на модель накладывают все
пристройные куски, за исключением подлежащего изготовлению.
После отливки первого куска его снимают с модели
и после зачистки устанавливают на место. Снимают следующий «соседний» пристрой,
освобождают полость смазывают мыльно-масляной эмульсией и заливают гипсовым
раствором для получения очередного элемента формы и так до получения готовой
рабочей формы.
При изготовлении рабочей формы вместо обводки по
внешнему её очертанию устанавливают, пристрой обводки из эпоксидной смолы. Для
получения пристроя обводки, вокруг формы устанавливают обводку с учётом толщины
будущего пристроя. Форму смазывают, полость между формой и обводкой заливают
гипсовым раствором. После затвердения гипса обводку снимают, получившейся
гипсовой модели пристроя обводки придают необходимую форму с учётом её
максимального облегчения. Учитывая, что в дальнейшем пристой будет изготовлен
из армированной эпоксидной смолы, его делают сравнительно тонким. Если модель
пристроя обводки не может быть свободно снята с формы, её раскалывают ножом или
стамеской по предварительно сделанному надрезу циклей.
Порядок изготовления формы для массового
производства такой же, как и при изготовлении первичной чистовой кусковой
формы, только вместо формовочной массы для ограждения мест заливки применяют,
пристрой.
Рабочие формы деталей статуэтки, состоящие из
двух половинок, можно выполняются по капам, изготовленным на каждую половинку
скульптуры из эпоксидной смолы. Этот метод применяется только для деталей
скульптуры несложной конфигурации, так как формы, сделанные по капам, имеют
большие зазоры на стыках частей формы, швы от которых трудно избавится при
оправке изделий в шликере.
Безусловно, изготовление рабочей формы статуэтки
непосредственно с пластмассовой модели с использованием пристроев из эпоксидной
смолы или других полимерных материалов имеет большое преимущество, так как
изготовление кусковых форм почти не отличается от изготовления маточной
кусковой формы. Отличие заключается в упрощении технологического процесса в
результате применения пристроев вместо обводок стенок из формовочных масс. Каждый
последующий кусок присоединяют к предыдущему с минимальными швами, чего не
достигнуть при отливке из капов.
Для продления срока службы гипсовой формы
рекомендуется пропитывать растворами квасцов «калиевых», цинкового или медного
купороса , буры и обрабатывать «окунанием» наружную поверхность 2 % раствором
поливинильного спирта с последующей сушкой при температуре 550 С или раствором
бората алюминия при температуре 300 С.
Режим литья в значительной степени определяет
качество форм. Гипсовые формы рекомендуется заливать осторожно , в один угол
капа или пристроя, чтобы далее гипсовый раствор растекался по всей плоскости.
Это позволяет избежать уплотнения гипсовой формы в местах соприкосновения струи
гипсового раствора с рабочей плоскостью. Вследствие этого водопоглощение
гипсовой формы становится равномерным. Для удаления пузырьков воздуха залитые
гипсовым раствором формы следует встряхивать или вращать по мере заполнения их
гипсовым раствором.
После засыпки гипса в воду надо выждать
некоторое время, чтобы закончилось бурное выделение пузырьков воздуха, а затем
размешивать смесь до пастообразного состояния.
Перед выливанием гипса в пристрой необходимо
удалить собравшиеся на поверхности пузырьки воздуха. Гипс следует заливать
только непрерывной струёй. Чтобы избежать образования твердых участков на
поверхности формы, тщательно перемешивают гипс с водой, не допускать попадания
остатков мыльно-масляной эмульсии на поверхность формы.
Гипс нельзя перемешивать после того , как он
начал реакцию затвердения. Чтобы избежать деформации форм при сушке, необходимо
отливать их из одной порции раствора гипса, тщательно контролировать плотность
сборки пристроя, не допускать односторонней сушки формы.
При резком охлаждении высушенных горячих форм,
ударе горячей струи воздуха в холодные формы, а также при гидратации
поверхности слоя формы под действием высокой температуры >600 С на
поверхности формы образуются мелкие трещины.
От расширения гипса во время схватывания больше
всего страдает кожух, который в результате изнашивается быстрее внутренних
частей пристроя, отчего и появляются колебания внешних размеров. Эти колебания
приводят к разной толщине черепка изделия. Данный дефект устраняется при
использовании капов и пристроев из синтетических смол. Необходимо следить за
тщательностью изготовления капов и пристроев их своевременной замене.
Хорошее качество модельной оснастки получается
при применении фосфогипса и вакуумировании гипсового раствора. Вакуумированный
гипсовый раствор обладает повышенной текучестью, лучше заполняет рабочую
поверхность пристроя. Структура формы из вакуумированного раствора более
однородна, чем структура формы из невакуумированного гипсового раствора, и не
имеет воздушных включений, снижающих её прочность и не участвующих в
капиллярном отсосе влаги.
Вакуумирование гипсового раствора в течение
нескольких минут при вакууме 0,8-0,9 МПа увеличивает сроки эксплуатации на
20-30 %, сроки схватывания раствора на 15-20 %, удлиняет износостойкость формы
на 20-22% при улучшении состояния её поверхности. [5]
Влияние добавок, регулирующих скорость
схватывания гипсового раствора, сводится в основном к изменению формы и
размеров кристаллов двуводного гипса, прочности связи кристаллов в отливке и её
текстуры: органические добавки высокой молекулярной массы- клей , желатин, меласса,
гидролизованный протеин, танин и др. - образуют коллоидную защиту ; спирт,
глицерин, ацетон, сахар, фосфорная, борная, уксусная и лимонная кислоты; а
также растворы их солей уменьшают растворимость гипса; триполифосфат, сапонин,
ацетат кальция и т.д. изменяют структуру двуводного гипса. Добавки-ускорителя
схватывания гипсового раствора - серная и соляная кислоты, щелочи, мыло, хромат
кальция, силикат кальция и др,- гораздо меньше влияют на изменение формы и
размеры кристаллов двуводного гипса, чем указанные выше добавки - заменители.
Перед тем как приступить к работе, рабочую
поверхность гипсовых форм рекомендуется промыть 2-3 % раствором карбоната
натрия или раствором медного купороса.
Оснастка для сушки и обжига полуфабриката
Для того чтобы избежать деформации выступающих
деталей статуэтки и сохранности изделия при обработке и обжиге изготавливается
специальная оснастка «подставки», с которыми скульптура проходит весь
технологический процесс от литья, а такое изделие изготавливается только
методом литья, до окончательного обжига.
Подставки выполняются по гипсовой модели
изделия. В зависимости от конфигурации изделия определяются места, требующие
дополнительных упоров. Основание изделия устанавливается на стол, плиту или
гипсовую подставку. Под намеченными местами дополнительных упоров из пластилина
или гипса изготавливаются подставки нужной высоты, чтобы они достигали мест
упора. Место касания подставки с моделью заостряют для получения минимальной
площади. Подставки, кроме того, должны иметь такую конструкцию, которая
обеспечивала бы их самостоятельную устойчивость на плоскости. Конфигурация
подставки зависит от формы изделия. Подставке придают конусообразную форму. По
первичной подставке из пластилина изготавливают черновую форму, «служит только
для одной отливки» . По черновой форме отливают гипсовую модель, которая
подгоняется по модели изделия, промазывают натуральной олифой и используют в
дальнейшем как оригинал подставки для этого изделия. Подставки в материале
используют для изготовления и сушки только одного изделия.
Инструменты, приспособления и оборудование для
производства фарфорового изделия
Инструменты для изготовления черновых форм,
моделей, формовочной оснастки и рабочих форм характеризуются в основном
режущими свойствами. Так как инструменты применяют для отделки сложных по форме
изделий, они имеют различную конфигурацию рабочих частей и свойства.
Инструменты можно разделить на несколько типов
1. Режущие - для
проточки моделей форм и другой формовочной оснастки, соскабливания, изготовления
различных углублений «типа замков» , распиливания и др. Это клюшки, долота,
ножи, ножовки, лобзики, проволочные пилки, напильники, цикли;
2. Отделочные - для
грубой и чистовой отделки поверхностей изделий из гипса, пластмасс и других
материалов , проработки рельефов, заделки дефектов на отливках, придания
необходимой фактуры поверхности изделия и т.д. Это стеки, царапки, тупилки,
кисти волосяные и щеточные;
3. Инструменты-приспособления
- для облегчения выполнения производственных операций при изготовлении моделей
форм и формовочной оснастки. Это мутовки и гипсовки.
4. Клюшки - стальные
отточенные резцы разных форм и размеров из листовой стали, укреплённые на
стальном стержне диаметром 6-8 мм с деревянной ручкой. Клюшки применяют для
чистовой проточки формовочной оснастки или гипсовых моделей, имеющих форму тел
вращения, при всех работах, выполняемых на модельно-шпиндельном станке. Для
удобства изготавливаются наборы резцов разных форм и размеров. Резцы насаживают
на металлические стержни, которые вставляют в цанговый патрон на деревянной
ручке.
5. Долота
металлические прямые - чаще стальные, разной ширины с заостренными лезвиями
применяют для обработки гипсовых заготовок или деталей вручную.
6. Лезвия долот -
металлических полукруглых имеют разную ширину и различные радиусы закругления.
Полукруглыми долотами обрабатывают продольные полукруглые канавки на гипсовых
моделях или других деталях. Для удобства работы долота часто делают
односторонними с деревянной ручкой. Долота для скульптурных и формовочных работ
делают двусторонними с лезвиями разных размеров и конфигурации.
7. Ножи разных
размеров - с укороченными лезвиями разной ширины широко используют при
формовочных работах. С их помощью подрезают и выравнивают поверхности
сочленения частей форм, зачищают отливки, срезают швы при расколотке черновых
форм, разъемы кусковых форм и т.п. При формовочных работах необходимы ножи с
гнущимися и упругими заострёнными лезвиями.
8. Ножовки и лобзики
из металла и дерева стандартные ручные применяются для отпиливания деталей
скульптуры. Проволочную пилку - свиванием двух стальных проволок диаметром
0,2-0,8 мм.
9. Напильники - разной
формы и размеров применяют для обточки модельной оснастки.
10. Цикли металлические
- преимущественно стальные гибкие пластины толщиной 0,8 - 1 мм прямоугольной
формы разных размеров. Цикли бывают с ровно отточенным или зубчатым краем. Для
удобства работы один край заделывают в деревянную ручку- держатель.
11. Стеки- разных
размеров и формы изготавливают из дерева, меди, стали и других твердых, плотных
малослоистых материалов. Стеки применяют для отделочных работ, заделывания
дефектов и придания поверхности необходимой фактуры.
12. Царапки -
двусторонний металлический инструмент длиной до 30 см с копьевидными
сплюснутыми перьями, края которых могут быть нарезаны зубчиками разных
размеров, что облегчает обработку поверхности отливок при достижении заданной
формы изделия.
13. Кисти волосяные и
щетинные - используют для сметания пыли с форм и моделей, смазки деталей
пастой, заполнения узких мест гипсовым раствором и др.
14. Тупилки -
металлический двусторонний инструмент с зауженным округлыми концами - применяют
для тонкой отделки мелких рельефов на модели или углубления их на форме.
15. Мутовка - лопатка с
крестовиной на конце для взбалтывания гипсового раствора в небольшом сосуде или
деревянная палка, на конце которой врезаны крест-накрест две металлические
планки с отверстиями. Длина мутовки 30-60 см в зависимости от количества
замешиваемого гипса.
16. Гипсовка -
небольшая резиновая чаша с толстыми стенками. Она легко очищается от остатков
гипса простым нажатием на её стенки. Для замешивания большого количества
гипсового раствора применяют металлические или полиэтиленовые сосуды «лейки»
соответствующей вместимости. Употребляют чаще сосуды из нержавеющих материалов
или эмалированные.
17. Модельно-формовочный
станок - применяют для изготовления формовочной оснастки и моделей из гипса,
имеющих форму тел вращения. На модельно-формовочных станках обтачивают наружные
поверхности форм и других гипсовых изделий. Модельно-формовочные станки серийно
выпускаются промышленностью. Кроме того, существует множество конструкций
модельных станков разных предприятий фарфорофаянсовой промышленности,
отличающихся в основном габаритными размерами, конструкцией привода и устройством
шайб «болванов», но принцип их эксплуатации один и тот же.
18. Модельно-шпиндельный
станок - представляет собой металлическую станину, изготовленную из углового
железа длинной 800 мм , шириной 1000 и высотой 950 мм «ориентировочно» . Внутри
станины на расстоянии 300 мм от её края смонтирован стальной вертикальный
шпиндель, вращающийся в шариковых и опорном подшипниках. На верхний конец
шпинделя с помощью резьбы насажена металлическая шайба диаметром 550- 560 мм.
На отдельных предприятиях вместо металлической шайбы изготавливается гипсовый
«болван» облегчает небольшие развороты гипсовой шайбы вручную при выключенном
электроприводе. В том и другом случае металлическая шайба имеет отверстие для
фиксирующих гипсовую заготовку приспособлений «металлических штырей, гвоздей и
др». Электропривод шпинделя позволяет регулировать частоту его вращения от 0 до
600 мин -1 и снабжен дисковым тормозным устройством с ножным приводом. Станина
- сварная конструкция, обшита листовым металлом. Верхняя часть каркаса «стол»
покрыта пластиком. На станине смонтированы все узлы станка и
электрооборудование. Стол, над которым размещается металлическая шайба, с трех
сторон на высоту 700 мм имеет ограждения, предотвращающие загрязнения соседних
рабочих мест гипсовой стружкой в процессе проточки изделия резцами. В верхней
части каркаса с двух сторон установлены направляющие для крепления упорной
лестницы. Лестница закрепляется в направляющих зажимами. На упорной лестнице
устанавливают правило «деревянной рейки», служащее упором для режущего
инструмента при проточке гипсовых изделий. Ступеньки упорной лестницы позволяют
устанавливать правила на необходимую высоту в зависимости от размера изделии.
Модельно-шпиндельный станок имеет арматуру местного освещения, позволяющую
размещать светильник в удобном для работающего положении. Частоту вращения
шайбы «болвана» регулируют в зависимости от режимов резания или другой
обработки.
Процессы и особенности технологии фарфорового
производства
Керамика раньше металлов стала важным материалом
для изготовления декоративных изделий. Это способствовало широкое
распространение доступного сырья - глин - и их высокая технологичность.
Глины и их наиболее чистые представители -
каолины - являются единственными горными породами, из которых вместе с отощающими
добавками можно приготовить пластичные и текучие «литейные» керамические массы
или сухие заготовки и прессованные порошки. Только глины и каолины обеспечивают
керамическим массам универсальные свойства: пластичность и податливость при
формовании изделий, хорошее заполнение гипсовых форм жидкой массой и
последующее её упрочнение за счёт отдачи влаги через капилляры формы, хорошую
обрабатываемость резанием подвяленных или высушенных заготовок.
Основными отличиями тонкой керамики от грубой,
является использование для формования изделий тонкодисперсных масс «шихт» и
однородное мелкозернистое строение этой керамики, отдельные элементы которого
различимы лишь под микроскопом. По этим общим признакам к тонкой керамике
относят обожжённые изделия древнейших эпох, которые изготовлялись из глин,
содержащих лишь тонкодисперсные примеси кварца, полевого шпата и других
минералов. Таким образом, история развития технологии тонкой керамики
начинается с изготовления обожжённой посуды, имеющей в изломе однородную
структуру.
Тонкая керамика как материал в производстве
художественно-декоративных изделий получила широкое распространение благодаря
сочетанию присущих ей ценных свойств и удерживая свои твёрдые позиции в этой
области, несмотря на конкуренцию.
Химическая стойкость и жаропрочность тонкой
керамики обеспечивают длительную её службу, пока она случайно не будет разбита
вследствие невысокой ударной прочности, существенный недостаток любой керамики.
Благодаря этим положительным свойствам образцы тонкой керамики древнейших времён
сохранились до наших дней, свидетельствуя об уровне культуры народов, несмотря
на губительное действие огня, почвенных вод, замораживания и других атмосферных
явлений.
Особенностью тонкой керамики является также
возможность её покрытия тонким слоем глазури специального состава,
разработанного применительно к свойствам глазируемого изделия.
Обработка сырьевых материалов
Сырьё для производства тонкокерамического
изделия поставляется в виде порошков, не требующих среднего дробления и
отсортировки, или крупными кусками, которые необходимо рассортировать и
измельчить. Сырьё для производства тонкой керамики обрабатывают по следующей
схеме: первичная сортировка, грубое дробление, среднее дробление, грубый и
средний помол, тонкий помол. В зависимости от качества исходного материала и
требований к конечному продукту должно быть предусмотрено оборудование,
обеспечивающее выход продукта с заданными стабильными свойствами.
Успешное протекание физико-химических реакций
при обжиге тонкокерамического изделия, в результате которых материал
приобретает все необходимые свойства, возможно только в случае достаточно
тонкого зернового состава масс, из которых это изделие изготовлено. Измельчая
материал, необходимо обеспечить зерновой состав, при котором достигается
максимально плотная укладка всех компонентов массы. Небольшая плотность
достигается, когда промежутки между касающимися друг друга крупными частицами
отощающих материалов заполнены более тонкими частицами этих же материалов и
глинистыми компонентами.
Измельчение сырья занимает в технологии керамики
значительную часть всего процесса. В зависимости от размеров кусков исходного и
конечного продукта измельчение приближенно делится на несколько стадий.
Для крупного и среднего измельчения каменистых
материалов применяются щековые и конусные дробилки. Для мелкого дробления в
производстве тонкой керамики применяют бегуны с гранитными катками и подом. Они
не загрязняют сырьё металлическим железом, однако имеют низкую
производительность, энергоёмки и трудны в обслуживании.
При тонком помоле большого количества каменистых
материалов используются непрерывно действующие установки, состоящие из шаровой
мельницы и устройств для непрерывной подачи материала и вывода измельчённого
продукта. В тонкой керамике наибольшее распространение получил мокрый помол
каменистых материалов в шаровых мельницах непрерывного и периодического
действия.
Шаровая мельница периодического действия состоит
из барабана, торцы которого закрыты плоскими или выпуклыми днищами. Внутренняя
полость барабана выложена защитным слоем из фарфоровых или кремниевых брусков
толщиной 60-90 мм. К наружной части днищ приварены стальные цапфы, которые
входят в гнёзда подшипников качения.
Привод мельницы состоит из электродвигателя и
редуктора. Загружают и выгружают мельницу через люк. На противоположной от люка
части барабана устанавливается штуцер для свободного доступа воздуха или
подсоединения шланга, по которому в мельницу подаётся сжатый воздух, что
значительно сокращает время разгрузки. Для контроля за временем помола на мельнице
должен быть установлен счётчик оборотов. Эффективность работы мельницы прежде
всего зависит от правильного выбора частоты вращения её барабана и степени
заполнения, а также от подготовки измельчаемого материала и качества мелющих
тел и футеровки. Частота вращения, при которой прекращается падение шаров и
измельчение материала, называется критической. За оптимальную частоту вращения
барабана мельницы принимается такая частота, при которой наибольшее количество
шаров будет падать с самой высокой точки. При этом условии шары будут совершать
наибольшую работу. Для определения скорости выведена формула, которая учитывает
коэффициент загрузки мельницы:
 (3)
(3)
где n
- частота вращения барабана мельницы, C
-1;
R
δ - радиус
внутренней полости барабана, M;
δ - коэффициент
загрузки.
Количество материала, загружаемого в мельницу,
должно быть на 15-20% больше, чем необходимо для заполнения пустот между
шарами. При меньшей загрузке часть работы шаров будет направлена на истирание
друг друга.
На 1м3 объёма мельницы необходимо загружать
дробящих тел
1▪ 0,45= 0,45м3 (4)
измельчаемого материала
0,45 ▪ 0,4 ▪ 1,2 = 0,22м3 (5)
Сила удара шаров будет зависеть и от высоты их
падения. Поэтому в шаровой мельнице большого диаметра шары обладают большей
энергией. Отсюда целесообразно применять более мелкие шары. Очевидно также, что
шары изготовленные из материала с большой плотностью, будут обладать большей
энергией. Для повышения эффективности работы мельниц особенно важно не
допускать загрузки измельчаемого материала кусками выше критического размера.
Все материалы перед загрузкой должны просеиваться через сито № 1-2, 36 отв./см2
.
В качестве мелющих тел применяют природную
кремневую гальку или специально изготовленные тела из высокоглинозёмистой массы
«уралит», циркониевые, фарфоровые и т.д.
Уралитовые шары обладают высокой плотностью 2,95
- 3,1 г/см3 , большой твердостью и механической прочностью, низким
коэффициентом истираемости и отличаются высоким абразивным действием.
Приготовление шликера для отливки фарфорового
полуфабриката
Сырье, необходимое для производства фарфорового
изделия сначала поступает в Массо-заготовительный цех, где в первую очередь
попадает на участок заготовки сырьевых материалов. На этом участке сырье
проходит предварительную подготовку: дробление, вылеживание, очистку,
обогащение и т.д. Глинистые материалы попадают в массозаготовительный цех в
виде порошков или комков различных размеров. Перед смешиванием с каменистыми
материалами глину распускают в воде, и полученную суспензию процеживают через
сито. Для крупного и среднего измельчения каменистых материалов применяются
щековые и конусные дробилки. Для мелкого дробления в производстве тонкой
керамики применяют бегуны с гранитными катками и подом. В условиях данного
предприятия используется мокрый помол каменистых материалов в шаровых мельницах
непрерывного действия. В качестве дробящих элементов используются уралитовые
шарики. [5]
При смешивании с водой глина остаётся липкой и
пластичной до тех пор, пока количество воды не будет больше некоторой
критической величины, при которой наступает текучее состояние суспензии. При
наблюдении этого процесса под микроскопом видно, что вначале глинистые частицы
связаны между собой в агрегаты или флоккулы. При добавлении воды связь между
отдельными частицами нарушается, и суспензия становится текучей. Этот момент
наступает значительно быстрее, если в систему добавить небольшое количество
силиката натрия. В этом случае текучесть может наступить при меньшем содержании
воды, иногда около 20% . Такие системы при незначительной потере воды
утрачивают текучесть и вновь становятся пластичными.
Указанные явления возникают вследствие действия
слабых молекулярных сил, водородных связей, электростатического отталкивания
одноименно заряженных или притяжения противоположно заряженных мест частиц и их
полярных гидратных оболочек. Прослойки воды ослабляют действие этих сил.
Свойства глинистых суспензий зависят от структуры силы взаимодействия частиц,
которые определяются минералогическим составом, морфологией и дисперсностью
твёрдой фазы, концентрацией суспензий, родом и концентрацией ионов и
поверхностно-активных веществ, поглощённых глиной и растворённых в воде,
температурой. Воздействие на эти факторы, можно изменить свойства шликера.
Дефлокуляция зависит от сил отталкивания и
притяжения между частицами глины. Установлено, что в результате различных
дефектов кристаллической решетки частицы глины имеют отрицательный заряд,
благодаря которому их поверхностью адсорбируется положительные ионы, способные
к обмену. В природных глинах присутствуют щелочноземельные Ca2+
или другие ионы, прочно адсорбированные глиной и уменьшающие потенциал
отрицательного заряда.
При добавке в такую систему раствора силиката
натрия происходит реакция, в результате которой адсорбированные ионы кальция
осаждаются в виде нерастворимого силиката кальция, а их место замещают ионы
натрия:
Благодаря высокой гидратации ионов натрия
глинистая частица сохраняет остаточный отрицательный заряд, препятствующий
сближению её с другими частицами. В этом случае наблюдается увеличение
текучести системы.
Роль воды в керамической суспензии не
ограничивается ролью пассивной среды, не взаимодействующей с компонентами
системы.
Если абсолютно сухие коллоидные частицы
минералов, входящих в состав керамических масс, смачивать водой, то можно
заметить повышение температуры порошка, что свидетельствует о наличии
экзотермического процесса.
Этот процесс состоит в том, что молекулы воды
прочно связываются с поверхностью минеральных частиц, располагаясь на ней в
определённом ориентированном порядке. Этот процесс называется сольватацией, а
оболочка из ориентированных молекул воды именуется сольватной оболочкой.
Толщина сольватной оболочки зависит от индивидуальных свойств минералов и от
наличия электролитов в воде и иногда достигает значительных размеров 0,0075
мкм.
К сольватной оболочке примыкают диффузная водная
оболочка, в которой ориентация молекул постепенно нарушается по мере удаления
от поверхности частиц. Это диффузно связанная водная оболочка называется рыхло
связанной водой.
Находящиеся в водной среде катионы также
окружены водными оболочками. Эти оболочки тем больше, чем меньше радиус
катиона. Определено, что катионы одновалентных металлов образуют оболочки,
содержащие следующее количество молекул воды, Li
-120, Na - 66 и K
-16. У двухвалентных и трехвалентных ионов сольватные оболочки значительно
меньше. При адсорбции минеральная частица захватывает катион вместе с его
сольватной оболочкой.
В процессе обменной адсорбции из сольватных
оболочек минеральных частиц могут быть вытеснены катионы, имеющие большую
сольватную оболочку. В этом случае в системе увеличится количество свободной
воды и наступит разжижение.
В системе вода - минеральные частицы воды
находится в виде сольватных оболочек «прочно связанная вода», диффузных
оболочек «рыхло связанная вода», свободной воды между твёрдыми частицами
«разжижающая вода».
Уменьшая толщину оболочек рыхло связанной воды и
переводя её в категорию разжижающей воды, можно увеличить её содержание, в
результате чего шликер становится подвижнее.
Процесс разжижения шликера можно условно
разделить на три стадии: стабилизации, разжижение шликера и коагуляция шликера.
Стабилизация суспензии происходит при введении
электролита в количестве, меньшем необходимого для полного разжижения. При этом
катионы натрия электролита замещают менее активные катионы калия, магния,
кальция и другие и происходит дефлокуляция. При этом освобождается вода,
заключённая внутри частиц, однако разжижения не происходит, так как количество
рыхло связанной воды увеличивается и в этом случае может наступить даже
некоторое увеличение вязкости шликера.
При дальнейшем добавлении электролита наступает
третья стадия процесса. Толщина оболочек сокращается до критической величины,
при которой они не могут препятствовать взаимному притяжению частиц. Частицы
начинают слипаться в агрегаты, т.е. наступает коагуляция шликера. При этом
часть свободной воды оказывается замкнутой между слипшимися частицами
«механически захваченной».
Таким образом, очевидно, что основным фактором,
влияющим на свойство шликера, является дефлокуляция, показанная на рисунке 7.
Показано изменение относительной вязкости водно-глинистой суспензии
глуховецкого каолина в зависимости от количества жидкого стекла 1, гуматной
вытяжки жидким стеклом 2 и гуматной вытяжки едким натром 3.
В качестве дефлокулянтов, или разжижающих
электролитов, чаще всего применяют растворимое стекло и соду. Могут быть
использованы дубильный экстракт, танин, пирофосфатнокислый натрий, лигносульфат
натрия и некоторые другие материалы. Лучший литейный шликер получается, если
для его приготовления используют коржи массы, из которых в процессе
фильтр-прессования с ретурными водами удалены примеси, видно влияющие на его
свойства.
Для удаления из шликера воздуха используют
специальную установку, рисунок 8


Отливка фарфорового изделия
Механизм процесса отливки керамического изделия
основан на способности шликера (текучей керамической массы) отдавать воду
пористой гипсовой форме с образованием на её поверхности плотного слоя -
формуемого изделия. Изделие формуется сливным способом, при сливном способе
избыток шликера после образования на внутренней поверхности формы плотного слоя
заданной толщины сливается и затем используется для отливки других изделий.
Этот способ применяется преимущественно для отливки изделия с приближенно
одинаковой толщиной. Движущий слой отбора влаги из жидкого шликера является
капиллярное давление в порах гипсовой формы.
Перемещению влаги из шликера в капилляры формы,
а затем в окружающую среду препятствует главным образом сопротивление слоя
массы, по мере отложения которого скорость фильтрации воды, а следовательно, и
формирования изделия резко снижается. Сопротивление перемещению воды в
капиллярах формы незначительно и практически не ограничевает отбор влаги из
шликера. Влагопроницаемость отложившегося слоя плотной массы зависит от
содержания в ней отощающих материалов и их гранулометрии. Для нормального
выполнения процесса отливки высококачественного изделия с минимальными отходами
«деформации, растрескивание и другие дефекты» к свойствам шликера и их
стабильности предъявляются высокие требования. Шликер оптимального состава
должен содержать минимальное количество воды при невысокой вязкости,
обеспечивающей его прохождение в самых узких полостях гипсовых форм. При
заданном составе керамической массы - дисперсной части шликера - его вязкость и
влажность регулируются добавкой электролитов и подвергают вакуумированию для
удаления воздушных включений и интенсивному перемешиванию для устранения
преждевременного тиксотропного увеличения вязкости. Шликер, используемый для
отливки изделия, должен удовлетворять требованиям.
Таблица 6 - Рабочие требования для
шликерной массы
|
Показатель
|
Допустимые
значения
|
|
Остаток
на сите № 0056. %
|
1
- 2
|
|
Влажность,
%
|
32
- 34
|
|
Плотность,
г / см3
|
1,75
- 1,76
|
|
Коэффициент
загустеваемости
|
1,8
- 2,2
|
|
Продолжительность
выдержки шликера сутки,
|
2
- 3
|
Изделие формуется методом отливки, так как
методом формования из пластичной массы трудно получить полуфабрикат изделия. На
внутренней поверхности формы откладывается плотный слой массы и таким образом
формуется корпус статуэтки. Избыток шликера из плоскости полуфабриката
статуэтки удаляется при опрокидывании формы. С помощью углублений в одной
половинке формы и соответствующих выступов в другой достигается точное
совмещение отдельных элементов.
Важным условием при заливке шликера в гипсовые
формы является предварительная их обработка влажной губкой с целью открытия
пор. Во избежание утечки шликера при заливке стыки между формами иногда обмазывают
шамотной массой. Гипсовые формы заливают таким образом, чтобы обеспечить
свободный выход воздуха из формы. Шликер в форме выдерживают до конца
формования стенок изделия в течение 1,5 - 3 часов в зависимости от свойств
шликера, влажности гипсовых форм и температуры помещения. По окончании отливки
в каждой форме открывается сливное отверстие для удаления избыточного шликера.
Выемку изделия производят через 8-16 часа после
его затвердевания. Для сушки гипсовой формы устанавливаются радиаторы. Подача
тепла непосредственно к месту отливки изделия уменьшает продолжительность
формования и упрочнения.
Для приклейки приставных деталей полуфабриката
фарфоровой статуэтки, используют шликер-жижель. Рекомендуется применять жижель,
приготовленный из сушья того изделия, для которого он применяется, или
загустевший шликер влажностью 30-33% и шликер с добавкой сульфитно-спиртовой
барды для лучшего сцепления деталей и корпуса. Для улучшения качества жижеля
ему нужно дать отстояться не менее двух недель. Влажность готового жижеля
должна быть 30-32%. Для предупреждения отставания деталей во время сушки и при
транспортировании в жижель рекомендуется добавлять 1-2% раствора КМЦ
«карбоксилметилцеллюлоза» при концентрации 6-8% или декстрин
Глазурование изделия
Цель глазурования изделия-получение тонкой
стекловидной пленки, предающей изделию большую стойкость к воздействию влаги и
газов, предохраняющей от загрязнений и существенно улучшающей внешний вид
изделия.
Глазурь наносят на предворительно обожженное или
хорошо высушенное изделие в виде тонкодисперсной водной суспензии, плотность
которой может колебаться в значительных пределах в зависимости от
водопоглащения глазуруемого полуфабриката. Содержащаяся в глазурной суспензии
влага проникает в поры изделия, благодаря чему и закрепляется слой глазури
заданной толщины. В процессе обжига глазурь плавится на поверхности изделия и
при охлаждении твердеет на ней в виде тонкой стекловидной пленки толщиной
0,1-0,3 мм.
Таблица 7 - Плотность глазурной
суспензии в зависимости от водопоглощения глазуруемого полуфабриката
|
Параметры
|
Показатели
|
|
Температура
первого обжига, 0С
|
900-1000
|
|
Водопоглощение
нормально обожженного черепка, %
|
16-19
|
|
Плотность
глазурной суспензии, г см3
|
1,33-1,40
|
С участков изделия, покрытых пылью и
загрязненных жиром, глазурь скатывается и вызывает появление плешин, наколов и
других дефектов. Чтобы предотвратить появление таких дефектов, поверхность
проклеенного изделия перед глазурованием очищают от пыли кистями, волосяными
ручными и механическими щетками и обдувкой сжатым воздухом.
Изделие глазуруется методом пульверизации, для
этого метода применяется глазурная суспензия плотностью 1,5-1,8 г см3,
распыляют суспензию при избыточном давлении 196 кПа. Для обработки изделия
применяют 2-3 форсунки. Расход воздуха на одну форсунку составляет 0,4 м3/мин
при давлении 196-294 кПа. Воздух содержащий тонкораспыленную глазурь,
вентилятором отсасывается из глазуровочной камеры. На плешины и плохо
заглазурованные участки с помощью волосяной кисти наносят глазурную суспензию.
Натеки, наколы, пузыри и подобные им неровности глазурного покрытия зачищают,
слегка протирая глазурованную поверхность войлоком. Одновременно осматривая
изделие для обнаружения скрытых трещин, которые становятся хорошо видны на
глазурованном изделии.
Разработка состава глазури для фарфорового
изделия должна предусматривать сочетание таких составных частей, которые могут
обеспечить сохранение условий равномерности взаимного полного растворения
компонентов глазури, появление должной вязкости и поверхностного натяжения
глазурного расплава на изделии во время его политого обжига-разлива глазури.
В фарфоровой глазури образование стекла
осуществляется на самом изделии в узком интервале температур разлива глазури.
Поэтому получение однородного расплава и равномерности его разлива на
поверхности изделия ограничивает выбор сырья для такой глазури.
Разработка состава фарфоровой глазури идет по
пути преимущественно использования полевого шпата, который в значительном
количестве входит и в состав фарфора, или по пути замены части полевого шпата
карбонатами кальция и магния, тальком с корректировкой состава карбонатом
лития, окисью цинка, двуокисью циркония и другими. Такая корректировка
необходима для получения наиболшей согласованности глазури с керамической
массой.
В состав фарфоровой глазури вводится политой бой
фарфора. Бой «роднит» глазурь с черепком, но снижает её товарный вид. При
значительном бое в глазури может понизится белизна глазурованного изделия, так
как в фарфоре содержится больше красящих силикатов, чем в глазури. Фарфоровые
глазури более тугоплавки, чем стекла, поэтому точка перехода пластического
состояния в твердое (Тg
) наблюдается в интервале 700-8000С.
Учитывая необходимость обеспечения благоприятных
условий для реакции взаимодействия составных частей фарфоровой глазури и
получения однородного покрытия на черепке тонкий помол её доводят до 0,1-0,2%
остатка на сите с 10000 отв./см2. Фарфоровые глазури не идентичны стеклам, так
как в глазурях могут находится нерастворившиеся зерна кварца и фарфорового боя,
пузырьки газа, кристаллы новообразовавшихся фаз.
Таблица 8 - Состав сырья для
приготовления глазури, %
|
Материал
|
SiO2
|
B2O3
|
TiO2
|
Al2O3
|
Fe2O3
|
CaO
|
MgO
|
K2O
|
Na2O
|
SrO
|
SO3
|
Потери
при прокаливании
|
|
Полевой
шпат
|
64,87
|
|
|
20,02
|
|
1,20
|
|
9,22
|
4,69
|
|
|
|
|
Песок
|
99
|
|
|
0,52
|
0,12
|
0,38
|
|
|
|
|
|
|
|
Целестин
|
1,33
|
|
|
0,23
|
0,08
|
|
|
|
|
55,67
|
42,69
|
|
|
Боратная
руда
|
0,32
|
30,14
|
|
0,56
|
22,17
|
|
15,46
|
|
|
|
|
28,35
|
|
Мел
|
4,22
|
|
|
0,77
|
|
53,4
|
0,18
|
|
|
|
|
41,43
|
|
Карбонат
стронция
|
4,13
|
|
|
0,48
|
0,96
|
6,79
|
0,53
|
0,22
|
1,08
|
59,46
|
2,17
|
24,18
|
|
Политой
бой
|
72
|
|
0,54
|
25,02
|
0,63
|
0,52
|
0,23
|
0,96
|
0,1
|
|
|
|
|
Бура
|
|
68,03
|
|
|
|
|
|
|
16,33
|
|
|
45,64
|
|
Сода
|
|
|
|
|
|
|
|
|
58,97
|
|
|
43,03
|
Обжиг фарфорового изделия
Обжиг заформованного и высушенного полуфабриката
является основным процессом производства, в результате которого и получается
керамическое изделие. Путём нагревания при высоких температурах обычно в
пределах 1000-16000С непрочный конгломерат из слабо связанных частиц
превращается в прочное монолитное изделие с заданными свойствами. Сложные
физико-химические процессы взаимодействия компонентов обжигаемой керамической
массы приводят к образованию новых соединений и стекловидной фазы, к уплотнению
и упрочнению полуфабриката. По мере повышения температуры обжигаемого изделия в
керамической массе протекают последовательно или накладываясь друг на друга разнообразные
и довольно сложные физико-химические процессы. Кинетикой этих процессов
определяются продолжительность обжига, производительность печей и в
значительной мере стоимость продукции. В первую очередь удаляются через крупные
капилляры остатки воды из микро-капилляров и гидратных оболочек глинистых
частиц. Полное выделение этой более прочно связанной воды при сушке потребовало
бы много времени и повышения температуры сушки, а в печь всё же поступал бы
полуфабрикат с влагой, поглощённой из атмосферы или при однократном обжиге из
глазури. Процесс удаления физически связанной влаги при обжиге изделия , может
протекать быстро при нагреве до 300С в минуту. Интенсификация сушки
тонкостенного фарфорового изделия происходит за счёт повышения температуры теплоносителя
до 300-4600С ( например, при однократном обжиге). Поэтому нагрев изделия до
начальной стадии обжига может проходить с высокой скоростью, ограничиваемой
лишь термостойкость полуфабриката. При дальнейшем подъёме температуры
происходит дегидратация введённых в керамическую массу глин и каолинов. В
зависимости от содержания в этой массе водных алюмосиликатов, каолинита,
галлуазита, монтмориллонита и др, изменяется температура интенсивной её
дегидратации и как видно из кривых термического анализа, колеблется в интервале
550-6000С. При скоростном обжиге в конвейрных печах по условиям кинетики
завершение гидратации сдвигается в область более высоких температур и
сближается с декарбонизацией карбонатов кальция и магния. До завершения при
температуре 900-10000С дегидратации и декарбонизации поток выделяющихся через
капилляры паров воды и углекислого газа препятствует прониканию воздуха в
обжигаемый материал и окислению частиц углерода, образовавшихся при разложении
органических примесей в фарфоровой массе. В отличие от грубой керамики даже
ничтожное содержание углерода здесь недопустимо, так как он снижает белизну
фарфора. При температуре 1000-10500С должен закончиться окислительный период
обжига фарфорового изделия, так как в последующем восстановительном обжиге
изделия будут окружены печными газами, не содержащими кислород. Восстановление
окиси железа - нежелательной, но неизбежной примеси в любых глинах и каолинах -
до закиси железа способствует устранению желтоватого оттенка фарфора и
протекает в интервале температур 1050-12000С.
Изменение фазового состава керамической массы
при обжиге, сопровождается изменением текстуры и структуры кристаллических
составляющих, повышением плотности фарфора, должно обеспечить необходимые
эксплуатационные его свойства , механической и электрической прочности,
химической стойкости и пр, что и является основной задачей спекания.
В технологии обжига керамического изделия
необходимо знать температуру начала спекания и температуру, при которой
происходит наибольшее уплотнение полуфабриката; до этой температуры и следует
обжигать данный состав массы.
Учитывая некоторую неравномерность
температурного поля в печи и перепад температур по толщине обжигаемого изделия,
намечается оптимальная температура обжига, на 20-300С превышающая температуру
наибольшего уплотнения. Примерные температуры фарфоровых масс приведены в
таблице 9
Таблица 9 - Температура спекания
массы мягкого фарфора, 0С
|
Вид
фарфора
|
Температура
начала спекания,0С
|
Температура
наибольшего уплотнения,0С
|
Оптимальная
температура обжига,0С
|
Интервал
спекания в среднем,0С
|
|
Мягкий
|
980
|
1260
|
1280
|
300
|
|
Твердый
|
от
1040
|
1350-1380
|
1380-1410
|
340
|
|
Полутвердый
|
1000-1030
|
1300-1320
|
1320-1350
|
320
|
|
Высшей
твердости
|
1080
|
1400
|
1430
|
350
|
С повышением твёрдости фарфора интервал спекания
«разница между температурами - оптимальной и начала спекания» несколько
увеличивается.
Увеличение интервала спекания «что облегчает
технологию обжига» при сохранении одного и того же состава фарфора может быть
достигнут более тонким помолом кварца: происходит большее насыщение расплава
кварцем и расплав становится более вязким. [5]
Интервал спекания может быть определён с помощью
дилатометра. Этот метод позволяет сравнить кривые изменения линейных размеров
образца по мере нагревания и судить о скорости и интенсивности спекания массы и
ходе расплавления глазури.
Спекание керамической массы начинается при
температуре действия твердофазных реакций 600-7000С.
Целесообразно разделить процесс спекания на три
физико-химических этапа, определяющих главную особенность каждого из них.
1. Плавление легкоплавких твёрдых фаз;
. Диффузионное растворение в расплаве
других, более тугоплавких фаз;
. Кристаллизация из расплава новых, более
термодинамических устойчивых фаз.
Такое подразделение позволяет описать кинетику
спекания фарфора тремя уравнениями.
Скорость расплавления зерна полевого шпата,
имеющего размеры применительно к тонкокерамическому изделию 30-60 мкм, при
температуре 12000С составляет около 30 минут.
Скорость диффузии в расплаве полевого шпата
ионов алюминия из метакаолина, необходим для построения решетки вторичного
муллита, описывается уравнением.
 (7)
(7)
Если, примем радиус зерна полевого шпата равным
3,5 · 10-3 см,
постоянная функция вероятности Больцмана, равная
1,4 · 10-16 эгр/град, равной 1,5 · 103 K
, поверхностное натяжение примем по данным опыта равным 2,5· 102 дин/см,
вектор Бюргерса B примем по
аналогии с другими кристаллическими решетками равным 8·10-8 см, размеры 𝑙
в полевом шпате около 10-4см, атомный объем, равный 10-23 см, D-коэффициент
диффузии по Кингери, для случая самодиффузии иона алюминия на окиси алюминия
около 10-13см2 ·с, то скорость диффузии иона алюминия в полевошпатовом расплаве
будет около 20 мин.
Третий этап- кристаллизация муллита из
расплава-описывается уравнением первого порядка формальной кинетики
 (8)
(8)
Приняв концентрацию глинозёма в фарфоровой массе
равной 25 % и константу реакции, равной 0,121, имеем
 (9)
(9)
Где x
- степень перехода глинозема в состав муллита.
Тогда для 10% глинозема массы, входящего в
состав 15% муллита в фарфоре, a
при x =0,1z’’’=0,8ч.
Пользуясь опытными данными, можно приближённо
оценить общую длительность спекания фарфора, исходя из кинетики протекающих в
фарфоровой массе отмеченных выше процессов.
Расплавление полевого шпата продолжается 0,5 ч,
диффузия ионов алюминия- 0,3 ч, кристаллизация вторичного муллита-0,8 ч.
Прочность фарфоровой массы по мере спекания
возрастает до некоторого предела, определяемого оптимальной температурой
обжига, после чего прочность снижается вследствие наступающего пережога,
характеризуемого появлением неравномерной и крупной пористости черепка и
изменением его фазового состава в сторону повышения содержания стекловидной
фазы и уменьшения содержания муллита. На рисунке 9 приведены кривые,
свидетельствующие об антибатном характере роста прочности при изгибе и снижении
пористости для фарфоровых масс на кондиционном сырье 1 и 2, на рядовом сырье 3
и 4 и на гусевском камне 5 и 6. Влияние пористости ( в пределах 5-30% объёмных
) на снижение прочности керамики характеризуется уменьшением прочности на
3,5-4% при увеличении пористости на 1%.
Белизна фарфорового изделия характеризуется
интенсивностью рассеяния ораженного света по сравнению с белизной поверхности
свежеосаждённого сульфата бария, определяемой с помощью фотометра.
Степень белизны фарфора изменяется с повышением
температуры обжига своеобразно: примерно при температуре 12500С и выше белизна
снижается вследствие спекания массы и уменьшения пористости, достигает
некоторого минимума при 68-72% и затем повышается благодаря развитию мулитовой
фазы при условии её мелкой кристалличности до 70-75% при температуре
1400-14200С, после чего начинает снова сесколько снижатся вследствие пережога,
с чем связано увеличение количества стеклофазы и уменьшение частично
растворяющейся муллитовой фазы.
Просвечиваемость фарфора как отношение
количества проходящего света к количеству падающего растёт не линейно при
повышении температуры обжига вследствие увеличения количества стекловидной фазы
и уменьшения количества растворяющегося кварца. Просвечиваемость повышается с
увеличением зерен муллита. Тонкий помол кварца также благоприятствует
увеличению просвечиваемости. [5]
При охлаждении обожженного изделия большое
значение имеет точка перехода стеклофазы фарфора из расплавленного пластичного
в твердое упругое состояние и точка отверждения глазури. Эта точка соответствует
Tд в обычном стекле.
Чем больше содержание кремнезема и глинозёма в стеклофазе фарфора, тем точка
перехода ближе к температуре 6000С.
Температуре перехода стеклофазы в твердое
состояние соответствует точка отверждения глазури на фарфоре. У глазурей
мягкого фарфора эта точка лежит в интервале температур 570-5300С. Поэтому
рекомендуется замедлять скорость охлаждения в этих интервалах во избежание
появления значительных термических напряжений между черепом и глазурью.
Знание точки перехода важно в технологическом
отношении потому, что от температуры конечной выдержки до этой точки
интенсивность охлаждения может быть весьма значительной, так как возникающие
термические напряжения погашаются пластической деформацией стеклофазы.
Первый этап охлаждения до температуры 1000 0 С
следует проводить максимально быстро, поддерживая безокислительную газовую
среду в печи.
После отверждения стеклофазы фарфора возникает
напряжение как следствие разных значений коэффициентов α
термического
расширения и модулей упругости Е кристаллических фаз и стекла. Величина этих
напряжений относительно невелика, составляя по расчёту теории сопротивления
материалов 2,9-3,9МПа , 29-39 кгс/см2 . Напряжения могут быть значительно
большими при реакциях изоморфных превращений α→β
- кварц
при температуре 5730С, α→β-
кристобалит
в интервале температур 230-1750С, сопровождаемых изменением объёма: первого
около 2 %, второго-около 5 %.
Так как количество реликтов кварца в фарфоре в
8-10 раз больше кристобалита, то изменения модуля упругости Е к. т.р. фарфора
прослеживаются вполне отчетливо при температурах инверсии кварца и обычно не
наблюдается при дилятметрических измерениях для реакции α→β
- кристобалит.
В кристобалитовом фарфоре « с 44% кристобалита»
кристобалитовая инверсия на дилятометрической кривой хорошо видна.
Можно оценить величину возникающих напряжений
при температурах 550-6000С, применив уравнение из общей теории сопративления
материалов.
Практически инверсия α→β-
кварца
в фарфоре при его охлаждении не сопроваждается двухпроцентным изменением объёма
кварцевых зерен ввиду сильного растрескивания зерен и наличия вокруг них каемок
реакционного взаимодействия, играющих, по-видимому, роль буфера, смягчающего
действия напряжений. Напряжения, возникающие в фарфоре в связи с этими
реакциями, требуют некоторого замедления скорости охлаждения, что находит
отражение в режимной кривой охлаждения. [4]
Важнейшей особенностью режима обжига фарфорового
изделия со спекшейся структурой является необходимость удаления летучих из
массы до закрытия капилляров. Для этого процесс обжига четко разделяется на
периоды с различными параметрами состава газов, температуры и скорости
нагревания.
Температура первого обжига фарфора в зависимости
от его продолжительности и состава массы находится в пределах от 800-10000С.
Цвет обжигаемого полуфабриката в конечный период
нагревания изменяется от темно-розового до белого со слабым розовым оттенком.

Скульптурное изделие мягкого фарфора подвергают
однократному обжигу при максимальной температуре 1280 0 С и средней
продолжительности цикла в туннельной электропечи 8-9 часов.
Окислительную среду при обжиге фарфора
поддерживают до температуры не ниже 900 0С. Чем ниже температура спекания
массы, выше содержание в ней органических веществ и больше перепад температур в
садке, тем продолжительнее должен быть период первой «промежуточной» выдержки.
Поздняя спекаемость массы является существенным фактором, предотвращающим
появление огневых дефектов и способствующим получению плотного бесцветного
фарфора благодаря полному выгоранию из массы органических веществ и выделению
остатков конституционной воды и других летучих.
Во избежание увеличения объёма выделяющихся из
массы газов и возникновения на глазури пузырей и наколов переход окиси железа в
закисную форму и разложение сульфатов осуществляется в восстановительной печной
среде.
При повышении температуры фарфоровой массы с
600до 9500С предел прочности при изгибе увеличивается в 2,5 раза. Одновременно
повышаются сопротивление резким изменениям температуры и неразмокаемость при
глазуровании, а также уменьшается образование прыщей и пятнистости при втором
обжиге.
Вид глазури спекшихся изделий частично зависит
от степени дегидратации и дегазации в частности, обезуглероживания изделия при
первом обжиге полуфабриката. Чем меньше количество паров и газов проходит через
слой глазури, тем в меньшей степени образуются наколы и пузыри в политом
обжиге.
Таблица 10 - Причины возникновения
дефектов при обжиге фарфорового изделия
|
Дефект
|
Причина
возникновения дефекта
|
Способы
предотвращения дефекта
|
|
Низкие
показатели белизны и просвечиваемости
|
Недостаточная
степень созревания фарфоровой массы и плавления глазури
|
Повысить
температуру политого обжига или удлинить выдержку (в соответствии с составом
массы и глазури).
|
|
Сероватая
(сплошная или пятнистая) окраска фарфора.
|
Присутствие
в изделии невыгоревшего углерода.
|
Увеличить
содержание кислорода в печной среде в период окисления органических веществ
или продолжительность этого периода. Улучшить газопроницаемость садки.
Снизить содержание продуктов неполного сгорания в заключительный период
нагрева.
|
|
Желтоватая(сплошная
или пятнистая) окраска.
|
Недостаточное
восстановление окрашивающих соединений в фарфоровой массе.
|
Увеличить
продолжительность восстановительного периода.
|
|
Матовые
пятна, кристаллизация, слабый блеск глазури
|
Недостаточная
степень расплавления глазури (особенно при повышенном содержании в ней Al2O3
)
|
Повысить
температуру обжига изделия или увеличить продолжительность выдержки при
максимальной температуре.
|
|
Задувка
(зашлаковка)
|
Образование
на глазури окрашенного легкоплав- кого силиката в результате осаждения летучей
золы из дымовых газов.
|
Использовать
мазут с содержанием золы не более 0,15%. Применить канализированный под на
вагонетках высотой не менее
|
|
Трещины
(бой и брак)
|
Появление
напряжения в массе, нагреваемых с чрезмерной скоростью: При удалении
гигроскопической и гидратной влаги.
|
Снизить
скорость нагревания полуфабриката в туннельной печи до 300-4000С;
|
Таблица 11 - Деформация изделия и
образование пузырей
|
Дефект
|
Причина
возникновения дефекта
|
Способы
предотвращения дефекта
|
|
Прыщи
(местные мелкие конические вздутия в фарфоре)
|
Перенасыщение
жидкой фазы фарфора парами и газами, своевременно не удалёнными из массы и
глазури и выделяющихся при высоких температурах. Термический удар.
|
Обеспечить
проведение первой выдержки при температуре 850-10500С (в зависимости от
состава массы) в среде с достаточным содержанием кислорода, исключив
возможность термических ударов.
|
|
Пузыри,
местные крупные газовые вздутия в фарфоре
|
Присутствие
кислорода и серосодержащих газов диссоциации.
|
Обеспечить
в период интенсивного спекания массы до закрытия капилляров достаточную
полноту восстановления трёхвалентного железа в двухвалентное и разложение
сульфатов в интервале температур от 1000-1050 до 1180-12500С в зависимости от
состава массы
|
|
Вспученность
фарфора, образование большого количества замкнутых пор и пузырей
|
Остатки
межслойной воды монтмориллонита, конституционной воды различных глинистых
компонентов массы, невыгоревшего углерода и газов диссоциации при
использовании раноспекащихся масс или снижения вязкости стекловидной фазы.
|
Скорректировать
состав массы для повышения температуры спекания. Снизить температуру
дегидратации и дегазации. Предотвратить загрязгнение массы карбидкремниевой
пылью.
|
|
Деформация
изделия.
|
Возникновение
напряжений в изделии, находящемся в пластическом (вязком) состоянии, особенно
при одностороннем нагревании, вызывающем неодинаковую усадку.
|
Обеспечить
равномерный нагрев изделия по всему периметру, не допуская пережога от
локального воздействия топочных факелов путём ввода распылённой воды и
обеспечения равномерной циркуляции печных газов в садке изделий.
|
|
Мутная
глазурь (видимая невооруженным глазом при величине пузырьков более 0,1мм)
|
Образование
многочисленных пузырьков на поверхности глазури вследствие слишком большой
вязкости. В порах содержатся при газовых средах любого состава: двуокись
углерода,H2O, азот,
кислород , сернистые газы при восстановительной газовой среде дополнительно
окись углерода и водород
|
Повысить
максимальную температуру обжига и увеличить выдержку для уменьшения вязкости,
препятствующей удалению газов.
|
Технологические операции, связанные с обжигом
изделия
· Загрузка, или так называемая
заборка, полуфабриката-сырца в капсели, на этожерочные вагонетки.
· Установка заполненного капселя на
туннельную вагонетку или в камеру печи периодического действия.
· Разгрузка печи и выгрузка изделия из
капселя после обжига.
· Рассортировка полуфабриката после
обжига .
· Очистка изделия от пыли с помощью
механических или ручных щеток или обдувки сжатым воздухом.
· Глазурование изделия и связанные с
ним зачистка и оправка нанесенного слоя.
· Загрузка глазурованного изделия в
капсель.
· Установка загруженного капселя на
вагонетку.
· Разгрузка печи и выгрузка изделия из
капселя
Загрузка изделия в капсель и на этажерки печных
вагонеток
Для загрузки изделия используют огнеупорные
капсели и кассеты, плиты и стойки каркасных этажерок для бескапсельного обжига,
подставки и бомзы, гребёнки, крестики, полозки, клинышки и другие
приспособления.
Капсели служат для защиты обжигаемого изделия от
загрязнения летучей золой, а также от прямого воздействия дымовых газов и
пламени. Образуя при сборке в колонны устойчивый огнеупорный каркас,
поддерживающий изделие в печи при высокотемпературном обжиге, они позволяют
максимально использовать высоту печного пространства. Вместе с тем они
способствуют упрощению и ускорению загрузки печей и выгрузки из нее изделия.
Форма и размер капселя выбирается с таким
расчетом, чтобы капсельный объём, а следовательно, и необходимое для обжига
печное пространство были минимальными. При этом должно быть учтено изменение
размеров изделия вследствие огневой усадки и предусмотрены свободные зазоры
между ними и стенками капселя во избежание повреждения полуфабриката в процессе
загрузки. Толщина стенок и дна должна обеспечивать достаточную механическую прочность
капселя под нагрузкой при высокой температуре.
Длительность срока службы капселей,
характеризуется кратностью их использования, влияет на качество изделия. Перед
заполнением капсель тщательно очищают от пыли и загрязнений. Наружную сторону
дна и внутреннюю боковую поверхность покрывают защитным слоем глазури или
глиноземистой массой, предохраняющим изделие от засорения частицами шамота,
возникающими при растрескивании капселя. Коэффициенты термического расширения
обмазки и капселя не должны существенно различаться. Чтобы капсели не слипались
при высокотемпературном обжиге, поверхность их смазывают с помощью кисти
изолирующей неспекающейся глинозёмистой суспензией.
Дно предварительно обожженного капселя для
фарфорового изделия выравнивают нанесением ровного тонкого слоя огнеупорной
массы кашицеобразной консистенции с помощью шаблона при вращении капселя на
шпиндельном станке. Для сохранения нужного положения изделия при обжиге,
применяют специальные подставки, изготовленные из той же массы, что и изделие.
[4]
Сортировка полуфабриката
После первого обжига полуфабрикат (бисквит
утиль) сортируется для выявления и исправления дефектов. Полуфабрикат
сортируется путём наружного осмотра, слегка ударяя деревянной палочкой по
изделию. По цвету и звуку определяется его целостность и степень спекания, что
необходимо для регулирования плотности глазурной суспензии применительно к
водопоглащению глазуруемого изделия. В некоторых случаях для обнаружения трещин
торцы изделия пропитывается раствором фуксина. Чем выше водопоглощение
бисквита, тем более толстый слой глазури (при прочих равных условиях) оседает
на его поверхности, и наоборот.
3.2
Технологическая структура изготовления статуэтки из фарфора


3.3 Маршрутные карты
технологического процесса
Таблица 12 - Обобщённая маршрутная
карта технологических процессов по созданию анималистической статуэтки из
фарфора
|
№
|
Техническая
операция
|
Оборудование,
Инструмент
|
Материалы
|
Примечания
|
|
1
|
Подготовить
эскиз, рисунок изделия с указанием необходимых размеров
|
Бумага,
карандаш, перо, тушь
|
|
|
|
2
|
Создание
первичной модели изделия
|
Скульптурные
стеки, нож.
|
Пластилин
|
|
|
3
|
Снятие
первичной кусковой формы
|
Цикля,
нож, кисть, мыльно-масляная эмульсия.
|
Формовочный
гипс
|
|
|
4
|
Изготовление
маточной модели
|
|
|
Смотреть
таблицу 9
|
|
5
|
Снятие
маточных форм с приставных деталей маточной модели
|
Нож,
марочница, кисть малярная № 14-20,
|
Мыльно
масляная эмульсия, Формовочный гипс
|
Смотреть
таблицу 10
|
|
6
|
Сушка
маточных форм
|
|
|
См
п. 5
|
|
7
|
Снятие
рабочих форм с пристроенной модели.
|
Нож,
марочница, цикли, малярные кисти
|
Формовочный
гипс, вода, мыльно-масляная эмульсия
|
Аналогично
таблице10
|
|
8
|
Сушка
рабочих форм
|
|
|
См.
п 5
|
|
9
|
Отливка
полуфабриката
|
|
Шликер
|
Набор
черепка 30- 50 мин
|
|
10
|
Сушка
полуфабриката
|
Полки
|
|
T= 240C, t=24
ч.
|
|
11
|
Глазурование
полуфабриката
|
Пульверизатор
|
Прозрачная
глазурь
|
|
|
12
|
Обжиг
|
Тунельная
печь
|
|
Т=12800С
t=18 ч.
|
Таблица 13 - Маршрутная карта
технологических процессов по изготовлению маточной модели
|
№
|
Техническая
операция
|
Оборудование,
Инструмент
|
Материалы
|
Примечания
|
|
1
|
Отливка
маточной модели
|
цикли,
скальпель, кисть, первичная форма
|
Формовочный
гипс, мыльно-масляная эмульсия
|
Процеживать
гипс
|
|
2
|
Выемка
маточной модели
|
цикли,
скальпель, кисть, клинья, киянка
|
|
|
|
3
|
Зачистка
маточной модели и формы
|
цикли,
скальпель, кисть, наждачная бумага P220
|
|
Покрыть
льняной олифой
|
|
4
|
Сушка
маточной модели
|
Паровое
сушило
|
Горячий
воздух
|
Т=60-750С
|
|
5
|
Размонтировка
маточной модели
|
Стальная
леска, нож,
|
|
|
|
6
|
Шарнировка
приставных деталей маточной модели
|
Нож,
Стекло,
|
формовочный
гипс
|
|
Таблица 14 - Маршрутная карта
технологических процессов по изготовлению маточной формы
|
№
|
Техническая
операция
|
Оборудование,
Инструмент
|
Материалы
|
Примечание
|
Отливка
основного куска
|
цикли,
скальпель, кисть, нож
|
Формовочный
гипс, мыльно-масляная эмульсия, шамотная масса
|
Процеживать
гипс
|
|
2
|
Обработка
основного куска
|
цикли,
нож
|
|
Придать
внешней стороне куска конусовидную форму, и нарезка фиксирующих замков
|
|
3
|
Отнимание
куска от модели
|
Киянка
|
|
Операция
требует аккуратности
|
|
4
|
Подрезка
внутренней, торцевой части куска
|
Нож
|
|
Для
беспрепятственного отнимания куска.
|
|
5
|
Подготовка
к заливке кусков
|
Малярная
кисть
|
|
Смазать
торцевые части куска
|
|
6
|
Отливка
приставных кусков
|
цикли,
скальпель, кисть, киянка, нож
|
Формовочный
гипс, мыльно- масляная эмульсия, шамотная масса
|
Количество
кусков, зависит от формы модели
|
|
7
|
Заливка
основного кожуха
|
цикли,
кисть, нож, обечайка
|
Формовочный
гипс, мыльно- масляная эмульсия, шамотная масса
|
|
|
8
|
Обработка
внутренней приливной части кожуха
|
Цикли,
нож, марочница
|
Формовочный
гипс, мыльно- масляная эмульсия
|
Выровнять
куски и кожух в одну плоскость, и нарезать фиксирующие замки
|
|
9
|
Заливка
крышки
|
Обечайка
|
Формовочный
гипс, мыльно- масляная эмульсия
|
Зафиксировать
престройный литник по центру модели
|
|
10
|
Разборка
матричной формы
|
клинья
|
|
Операция
требует аккуратности
|
4. ЭКОНОМИЧЕСКАЯ ЧАСТЬ
Полная себестоимость изделия в фарфоровом
производстве включает типовые калькуляционные статьи расходов. В состав
отдельных статей входят следующие пункты:
· Сырьё и основные материалы - на
каолин, глину, пегматит, песок, бентонит, полевой шпат, фарфоровое сушьё,бой
изделий (политой и утильный).
· Вспомогательные материалы - на
фильтрование и технические ткани, мелющие тела, поролон, кисти, глинозём и
карбид кремния, веретённое и скипидарное масло и др.
· Топливо на технологические цели и
энергия всех видов на технологические цели - на топливо и энергию, необходимые
для сушки и обжига полуфабриката, декоративного обжига иделий, для получения
двигательной энергии, пара и т.д.
· Износ спецприспособлений - на
производство капов, гипсовых форм, а также капселей, плит, гребёнок и других
видов технологической оснастки;
· Потери от брака - стоимость
окончательно забракованных изделий, а также боя и сверхнормативные потери от
технологических отходов в процессе производства.
· Заработная плата основная и
дополнительная -фонд зароботной платы всего производственного персонала (за
исключением премий)
· Отчисление на социальное страхование
- величина отчислений на социальное страхование, исходя из установленной нормы
в процентах к фонду основной и дополнительной заработной платы, включая выплаты
из фонда материального поощрения. [15]
· Амортизация основных фондов -
включается единой суммой (на реновацию, капитальный ремонт, модернизацию)
· Прочие денежные расходы - включаются
все дополнительные расходы (не включённые ни в один из перечисленных выше
элементов затрат), в том числе административно-управленческие, оплата услуг других
организаций и т.д.
В состав внепроизводственных расходов входят
расходы на тару и упаковку готовой продукции, расходы по доставке продукции,
погрузка и другие транспортные средства.
Таблица 15 - Затраты на сырьё и
основные материалы
|
Вид
материала
|
Кол-во
материала на полный цикл производства одной единицы продукции кг.
|
Кол-во
материала на полный цикл производства партии продукции 100 шт. кг.
|
Стоимость
за кг. р.
|
Стоимость
материала на полный цикл производства одной единицы продукции. р.
|
Стоимость
материала на полный цикл производства партии продукции 100 шт. р.
|
|
1
|
Формовочный
гипс
|
11,8
|
23,2
|
6,14
|
72,5
|
1680
|
|
2
|
Цемент
|
0,5
|
1
|
3,6
|
1,8
|
3,6
|
|
3
|
Литейный
шликер
|
6
|
526
|
54
|
324
|
28404
|
|
4
|
Вода
|
2
|
263
|
0,1
|
0,2
|
26,3
|
|
Себестоимость
материалов на изготовление партии 100 шт.ед.продукции
|
30114
|
Таблица 16 - Затраты на
вспомогательные материалы
|
№
|
Наименование
материала
|
Количество
на партию 100 шт
|
Себестоимость
материала
|
Себестоимость
материала на партию 100 шт. р.
|
|
1
|
Технические
ткани
|
10
п.м.
|
30
р. п.м
|
300
|
|
2
|
Поролон
|
1
лист
|
120
р. лист
|
120
|
|
3
|
Кисти
|
9
шт.
|
35
р. шт.
|
315
|
|
4
|
Веретённое
масло
|
5
л.
|
80
р. л.
|
400
|
|
5
|
Мыло
хозяйственное
|
4
шт.
|
6
р. шт.
|
24
|
|
Себестоимость
материалов на изготовление партии 100 шт.ед.продукции
|
1159
|
Таблица 17 - Расчет затрат по
электроэнергии на создание фарфоровой статуэтки
|
Наименование
операции
|
Количество
операций на партию 100 шт
|
Длительность
одного обжига
|
Количество
потребляемой энергии
|
Тариф
на энергию. р/кВт.ч
|
Себестоимость
за 100 шт. единиц
|
|
Сушка
деталей
|
6
|
13
ч.
|
13
кВт.ч
|
2,75
|
2789
|
|
Обжиг
полуфабриката
|
1
|
18
ч.
|
100
кВт.ч
|
2,75
|
4950
|
|
Итого
затрат по энергии на полный цикл изготовления изделия
|
7739
|
Таблица 18 - Трудозатраты
|
Наименование
операции
|
Количество
требуемых деталей для одной партии
|
Время
операции на изготовление партии деталей 100 шт. (ч.)
|
Оклад
рабочего р/мес
|
Стоимость
выполнения операции от оклада за 100 шт. единиц
|
|
Моделирование
первичной модели
|
1
шт
|
8
ч
|
35000
|
1706
|
|
Создание
первичной формы
|
1
шт
|
5
ч
|
25000
|
761
|
|
Отливка
матричной модели
|
1
шт
|
16
ч
|
30000
|
2923
|
|
Создание
матричной формы
|
1
шт
|
8
ч
|
25000
|
1218
|
|
Отливка
рабочей формы
|
24
шт
|
8
ч
|
20000
|
974
|
|
Отливка
полуфабриката
|
400
шт
|
106
ч
|
25000
|
16142
|
|
Обслуживание
операций при сушке
|
5
оп.
|
2
ч
|
12000
|
146
|
|
Транспортировка
гипса
|
1
|
1
ч
|
20000
|
121
|
|
Вставка
и выемка полуфабриката из печи
|
1
|
2
ч
|
40000
|
487
|
|
Глазуровка
полуфабриката
|
100
шт
|
25
ч
|
25000
|
3807
|
|
Упаковка
готовой продукции
|
100
шт
|
8
ч
|
27000
|
1315
|
|
Расходы
по трудозатратам на изготовление 1 типа детали из партии 100 шт.
|
29600
|
Норма рабочего времени на 2013 год при
40-часовой рабочей неделе 1970 ч.
Стоимость выполнения операции от оклада считают
по формуле: (9)
Время на изготовление одной партии для бригады,
состоящей из 1-модельщика высшей категории, 1модельщика 4-го разряда, 2
формовщиков, составляет 14 дней.
Оклады, приведенные в таблицах, включают в себя
премии в размере 0.1% от оклада, а также отчисления на социальные нужды в
размере 30% от суммы основного оклада и премии.
Общепроизводственные расходы закладываются в
размере 30% от суммы общей заработной платы рабочим за проект, рассчитанный на
14 дней, 8-ми часовой рабочий день, и составляет:
X-среднегодовая
стоимость одного трудодня бригады в рамках проекта
Общехозяйственные расходы закладываются в
размере 5% от суммы общей заработной платы рабочим за проект, рассчитанный на
14 дней, и составляет
Себестоимость производства одной партии
продукции рассчитанной на 14 дней составляется из суммы себестоимости
материалов, сопутствующих материалов, затрат на электроэнергию, затрат по ЗП,
общепроизводственных расходов, общехозяйственных расходов:
 (13)
(13)
Внепроизводственные расходы закладываются в
размере 5% от себестоимости производства партии продукции:
 (14)
(14)
Полная себестоимость производства партии
продукции складывается из себестоимости производства одной партии и
внепроизводственных расходов:
 (15)
(15)
Отпускная цена одной коллекционной анимационной
модели включает в себя полную себестоимость производства партии, прибыль равную
100% от себестоимости:
 (16)
(16)
5. ОХРАНА ТРУДА И ПРОМЫШЛЕННАЯ САНИТАРИЯ
5.1 Законодательство
Российской Федерации по охране труда
Охрана труда в Российской Федерации регулируется
нормами действующего законодательства.
Вопросы обеспечения безопасности решаются на
основе целого ряда законодательных актов и множества различных подзаконных
актов, позволивших создать нормативную базу для дальнейшего развития
государственного управления охраной труда.
Основополагающими законодательными актами,
устанавливающими правовые основы регулирования отношений в области охраны труда
между работодателями и работниками, направленные на создание условий труда,
соответствующих требованиям сохранения жизни и здоровья в процессе трудовой
деятельности, являются:
· Трудовой кодекс Российской Федерации;
· Закон Российской федерации от
17.06.1999г. № 181 "Об основах охраны труда в Российской Федерации";
· Закон Российской федерации от
24.07.1998г. № 125 "Об обязательном социальном страховании от несчастных
случаев на производстве и профессиональных заболеваний" и другие.
Трудовой кодекс Российской Федерации и некоторые
Законы РФ являются Законодательными актами прямого действия для всех структур
органов государственной власти, работодателей и работников, а Закон Российской
Федерации «Об основах охраны труда в Российской Федерации» не относится к
Закону прямого действия и потому на его основе каждый субъект Российской
Федерации разрабатывает и внедряет свой территориальный закон, который не
должен противоречить федеральному и снижать гарантии социальной защищенности
работников, а наоборот повышать с учетом местных особенностей и возможностей.
Для более конкретного системного подхода к
реализации законодательных актов издаются подзаконные акты: Постановления
Правительства Российской Федерации, Минтруда России, а также других отраслевых
министерств и ведомств. К подзаконным актам относится также нормативно-правовая
документация, разработанная и утвержденная Министерством образования Российской
Федерации. [2]
5.2 Нормативно
техническая документация
В охране труда большое значение придается
нормативно-технической документации, требования которой должны воплощаться при
проектировании и строительстве производственных предприятий, зданий и
сооружений; организации производства и труда; конструкциях производственного
оборудования; создании и применении средств защиты работающих от опасных и
вредных производственных факторов.
Нормативно-техническая документация (НТД) по
охране труда подразделяется на межотраслевую, отраслевую и документацию
предприятий
Государственными нормативными требованиями
охрана труда, содержащимися в федеральных законах и иных нормативных правовых
актах Российской Федерации и законах и иных нормативных правовых актах
субъектов Российской федерации об охране труда, устанавливаются правила, процедуры
и критерии, направленные на сохранение жизни и здоровья работников в процесс е
трудовой деятельности.
Порядок разработки и утверждения подзаконных
нормативных правовых актов об охране труда, а также сроки их пересмотра
устанавливаются Правительством Российской Федерации.
Нормативно-техническая документация по охране
труда подразделяется на стандарты безопасности труда (государственные - ГОСТ,
отраслевые - ОСТ, республиканские РСТ, предприятий - СТП); строительные нормы и
правила; санитарные нормы и правила; правила безопасности и производственной
санитарии; инструкции; указания и руководящие технические материалы; положения,
директивные и циркулярные письма.
5.3 Организация охраны
труда и её функции
Каждое производственное предприятие, в котором трудятся
более 100 сотрудников, обязано контролировать, насколько соблюдаются нормы
охраны труда. Для этого вводится отдельная штатная единица
инженера/специалиста, занимающегося охраной труда, который должен иметь
профильное образование и стаж работы в этой сфере.
Предприятия малого бизнеса, численность
сотрудников которых не превышает 100 человек, не всегда хотят иметь штатного
работника, занимающегося охраной труда. В таком случае работодателю выгодно
привлекать стороннюю организацию, которая будет выполнять контролирующие
функции в сфере охраны трудовой деятельности.
Таблица 19 - Основные задачи
специалиста по охране труда на предприятии
|
1
|
Профилактика
травматизма на производстве
|
|
2
|
Расследование
несчастных случаев и аварий
|
|
3
|
Подготовка
документации на возмещение ущерба здоровью служащих
|
|
4
|
Организация
работы, связанной с аттестацией рабочих мест сотрудников
|
|
5
|
Проведение
лекций по нормам охраны труда, пропаганда информации по вопросам, связанным с
охраной трудовой деятельности. Обучение и инструктаж работников, проверка
знаний, организация обучающих мероприятий
|
|
6
|
Составление
программы мероприятий, способствующих созданию более улучшенных условий
труда, которые будут более полно соответствовать условиям, изложенным в
нормативно-правовых актах
|
|
7
|
Анализ
и компиляция предложений по затратам на проведение необходимых мероприятий
|
|
8
|
Ведение
статистических отчетов
|
|
9
|
Разработка
перечня должностей и профессий, для которых необходима подготовка инструкций
по охране труда (проводится при помощи других подразделений фирмы)
|
|
10
|
Разработка
перечня профессий и должностей, которым нужно проходить медосмотры:
предварительные и периодические
|
|
11
|
Осуществление
контроля за расходами каждого структурного подразделения на мероприятия по
охране трудовой деятельности
|
|
12
|
Уведомления
сотрудников Компании о новых нормативно-правовых и законодательных актах по
охране труда, вступивших в силу
|
5.4 Виды инструктажа по
охране труда
Первичный инструктаж
Первичный инструктаж на рабочем месте проводится
со всеми вновь принятыми рабочими, переведенными из одного подразделения в
другое, командированными для выполнения работ, учащимися, студентами,
прибывшими на производственное обучение или для прохождения производственной
практики, с работниками, выполняющими для них новую работу, а также с рабочими,
выполняющими строительно-монтажные работы на территории действующего
предприятия. Инструктаж проводится на рабочем месте с каждым работником
индивидуально с практическим показом безопасных приемов труда. Для этого
производитель работ «мастер» должен иметь комплект инструкций по профессиям и
видам работ, разработанных с учетом специфики производства. Особое внимание
следует обращать на знание работающими правил безопасности при эксплуатации
машин, механизмов, оборудования, применяемых на участке (в цехе), на
организацию погрузочно-разгрузочных работ на соблюдение требований пожарной
безопасности, правильное применение средств индивидуальной защиты и на
безопасность тех работ, которые предстоит выполнять в ближайшее время. После
проведения первичного инструктажа на рабочем месте и проверки знания рабочим
своих обязанностей и инструкций по охране труда, ему назначается стажировка в
течение 2-5 смен под наблюдением мастера или бригадира. Если рабочий показал
хорошие знания и умения в выполнении своих обязанностей, он допускается к
самостоятельной работе. Допуск к самостоятельной работе оформляется в журнале
регистрации инструктажа на рабочем месте.
Повторный инструктаж проводится не реже одного
раза в три месяца со всеми рабочими индивидуально или с группой рабочих одной
профессии по программе первичного инструктажа на рабочем месте. Производитель
работ (мастер) проверяет знание инструкций по охране труда, требований
стандартов ССБТ, а также показывает безопасные приемы работ на объекте.
Проведение повторного инструктажа записывается в журнале учета проведения
первичного инструктажа на рабочем месте.
Внеплановый инструктаж
Внеплановый инструктаж проводится; если в
нормативные документы по охране труда внесены изменения;
при изменении технологического процесса, замене
или модернизации оборудования, приспособлений, инструмента, исходного сырья,
материалов;
в случае перерыва в работе более 60 дней, а для
занятых на работах повышенной опасности 30 дней ;при нарушении работниками
требований безопасности труда, которые могут привести к несчастным случаям на
производстве.
Порядок проведения внепланового инструктажа и
его регистрации же, как и повторного, с указанием цели проведения.
Текущий инструктаж
Текущий инструктаж проводится каждый раз на
месте работ со всеми рабочими, внесенными в наряд-допуск.
При инструктаже главное внимание обращается на
условия, в которых будут вестись работы, и на опасные факторы, возникающие на
данном рабочем месте.
Лицо, проводившее текущий инструктаж, делает об
этом соответствующую запись в наряде-допуске.
5.5 Основные требования
по технике безопасности в керамической промышленности
Государственными нормативными требованиями
охраны труда, содержащимися в федеральных законах и иных нормативных правовых
актах субъектов Российской Федерации об охране труда, устанавливаются правила,
процедуры и критерии, направленные на сохранение жизни и здоровья работников в
процессе трудовой деятельности.
Требования охраны труда обязательны для
исполнения юридическими и физическими лицами при осуществлении ими любых видов
деятельности, в том числе при проектировании и конструировании машин,
строительстве и эксплуатации объектов, механизмов и другого оборудования,
разработке технологических процессов, организации производства и труда.
Порядок разработки и утверждения подзаконных
нормативных правовых актов об охране труда, а также сроки их пересмотра
устанавливаются основные требования по технике безопасности при производстве
всех видов керамических материалов едины. Все вращающиеся части приводов и других
механизмов должны быть надежно ограждены, токопроводящие части изолированы, а
металлические - заземлены на случай повреждения изоляции. Звуковая и световая
сигнализация должна предупреждать о пуске любого оборудования, а также о
неисправностях или аварийных ситуациях.
Обслуживание дробильных установок производится в
соответствии с инструкцией, утверждённой руководством предприятия. Ремонт
дробилок можно производить только после их остановки, отключения тока и
принятия мер, исключающих возможность включения их другими лицами. В процессе
работы дробилки запрещается проталкивать и извлекать куски, очищать от
налипшего материала, а также находится на решетке, регулировать зев дробилки,
подтягивать регулирующие пружины.
При обслуживании помольных установок также
руководствуются рядом специальных правил, обеспечивающих безопасность работы.
Пускать мельницу разрешается только при отсутствии людей внутри ограждения
опасной зоны. Во время работы запрещается находится под мельницей, смазывать и
чистить вращающиеся детали, заходить за специальные ограждения. Мельницы сухого
помола должны находиться под разряжением. Перед началом работ на корпусе и
внутри мельницы необходимо обесточить привод. Внутренние работы производят,
используя только низковольтное освещение.
При изготовлении отдельных видов керамических
материалов и изделий требуются дополнительные меры по обеспечению безопасности
проведения работ и защите здоровья людей.
Вибрация, возникающая при формовании изделий с
применением виброуплотнения, может вредно отражаться на здоровье рабочих.
Систематическое воздействие на организм человека вибрации вызывает так
называемую виброболезнь с поражением центральной нервной системы и желез
внутренней секреции. Особенно вредно действие общей вибрации, воспринимаемой всем
телом. По санитарно - техническим нормам предельно допустимые значения
амплитуды колебаний на рабочих местах при общей вибрации составляют 0,003 -
0,007 мм, а при местной 0,3 - 0,15 мм. Необходимо принимать меры, снижающие
вибрацию рабочих мест до нормы, безопасной для здоровья работающих.
Обслуживающему персоналу запрещается находиться на виброплощадке во время её
работы.
Агрегатами повышенной опасности являются
тепловые установки. Обслуживающий персонал допускается к работе только после
проверки знаний правил их эксплуатации. Сушильные установки должны, как
правило, работать под разряжением. При загрузке и выгрузке материала особое
внимание нужно обращать на то, чтобы продукты горения не попадали в цех через
открытые двери тоннелей. Сушильные цеха оборудуют приточной - вытяжной
вентиляцией.
Все производственные источники теплоты «корпуса
агрегатов, теплопроводы и др.» должны быть обеспечены устройствами и
приспособлениями, резко ограничивающими выделение конвекционной и лучистой
теплоты в рабочем помещении.
С целью снижения температуры в цехах
разрабатываются и внедряются эффективные системы вентиляций, устанавливаются
устройства для воздушной обдувки рабочих мест.
Особого внимания требует эксплуатация
автоклавов. Перед началом работы их нужно проверять в соответствии с «Правилами
устройства, установки и освидетельствования сосудов, работающих под давлением».
Они должны быть снабжены предохранительными клапанами и манометрами с
нанесённой на циферблат красной чертой, обозначающей максимально допустимое рабочее
давление. Особенно строго необходимо следить за исправностью болтов и гаек
крышки. При неисправности хотя бы одной детали подавать пар в автоклав
запрещается.
ЗАКЛЮЧЕНИЕ
В данной квалификационной работе рассматривается
особая - приоритетная область малой фарфоровой пластики, о широком
распространении подобных ансамблей в интерьерах различного социального ранга
свидетельствуют многочисленные упоминания в письменных источниках «реестрах
Императорского фарфорового завода», в описях движимого имущества и других
документах. Данная дипломная работа дает краткий обзор французских, немецких и
российских произведений малой пластики. В работе прослеживается принадлежность
к настольному украшению нового времени и первые примеры его употребления в
России конца XVII - первой трети XVIII века. Тематические и композиционные
особенности русских фарфоровых произведений екатерининской эпохи
рассматриваются в контексте западноевропейской традиции фарфоровых произведений
и типологически близких пластических ансамблей, выполненных в других
материалах, таких как, камень, кость, бронза. Этот ракурс исследования
позволяет обозначить сюжетно-тематическую близость произведений выполненных в
фарфоре того времени. Он же дает возможность заключить, что фарфоровые
анималистические изделия были и будут существовать как своеобразный
декоративный вариант популярного стремления суммировать "мир знаний и
знание мира" в камерном масштабе ансамбля парадного стола.
В работе отмечается, что специфика фарфоровой
пластики малых форм является обусловленным сочетанием в ней особенностей
станкового и декоративного искусства. Изучение материала включает анализ его
терминологических особенностей, типологии форм, стилистических и
образно-тематических отличий, а также позволяет существенно расширить представление
о творческом методе скульптора и модельщика керамического производства,
связанном с условиями мануфактурного производства изделия. Исследование
вариативного использования образа при создании фарфоровых фигур дает
возможность сделать ряд существенных наблюдений над общими закономерностями
пластики малых форм, выполненной из других материалов , бронзы, майолики,
терракоты, гипса, различных пластичных материалов.
Исследование широкого ассортимента малой
пластики и документальных источников позволяет также уточнить место и роль
фарфоровой статуэтки в предметном комплексе русского интерьера разной стилевой
ориентации на протяжении второй половины XVIII вв. и до настоящего времени.
Использованные в данной работе методы анализа и
структурирования обширного материала имеют важное значение для изготовления и
придания художественного образа фарфоровому изделию. Проделанная работа дает
возможность руководствоваться более определенными критериями художественного и
технологического качества, опыта фарфорового производства и места создания
фарфоровой продукции в дальнейшей научной и профессиональной деятельности.
Технология фарфорового производства, которая
была использована в проделанной квалификационной работе, отвечает высоким
эстетическим и устойчивым качеством к окружающей среде. Фарфор не подается
старению, на протяжении многих лет он остаётся в первозданном неизменном виде,
высоко ценится и позволяет сохранить произведение искусства на протяжение
веков.
СПИСОК ЛИТЕРАТУРЫ
1. Акунова, Л.Ф.Технология производства и
декорирование художественных керамических изделий: Редакционно-изд. Оформление
издания / Л.Ф. Акунова, В.А. Крапивин. - М.: Высшая школа., 1984. - 207 с.
. Белов С.В. Безопасность
жизнедеятельности: учебное, пособие / С. В. Белов; под ред. Л. И. Захватова. -
М.: Высшая школа., 2004. - 616 с.
. Будников П. П. Технология керамики и
огнеупоров: Редакционно-изд. оформление издания / П. П. Будников. - 3-е изд.,
испр. и доп. - М.: Стройиздат, 1979. - 710 с.
. Будников П.П. Новая керамика :
Редакционно-изд. Оформление издания / П. П. Будников.- М.: Издательство
литературы по строительству, 1969. - 308 с.
. Булавин И.А. Технология фарфорового и
фаянсового производства: Редакционно-изд. Оформление издания / И. А. Булавин -
М.: «Легкая индустрия» 1975. - 446 с.
. Грейкер Л. К. Общие основы композиции
промышленных изделий: учеб, пособие / Л. К. Грейкер. - Л.: Машиностроение,
1970. - 31 с.
. Иванов И. И. Основы технологии
изготовления художественной керамики: Редакционно-изд. Оформление издания / И.
И. Иванов. - М.: Высшая школа., 1986. - 126 с.
. Ковалев Ф.В. Золотое сечение в
живописи: учебное, пособие / Ф. В. Ковалёв. - К.: Наукова думка, 1989. - 144 с.
. Лукич Г. Е. Конструирование
художественных изделий из керамики: учебное, пособие / Г. Е. Лукич. - М.: Высш.
школа, 1979. - 182 с.
. Миклашевский А. И. Технология
художественной керамики: Редакционно-изд. Оформление издания / А. И.
Миклашевский - Л.: Машиностроение, 1971. - 304 с.
. Мороз И. И. Фарфор, фаянс, майолика:
учебное, пособие / И. И. Мороз. - К.: Техника., 1975. - 352 с.
. Одноралов Н. В. Скульптура и
скульптурные материалы: / Н. В. Одноралов; под ред. А. М. Ковалев. - М.:
Стройиздат, 1982. - 310 с.
. Оскотский Г.А. Технология моделей и
форм, в производстве тонкой керамике: Редакционно-изд. Оформление издания / Г.
А. Оскотский, Н. Н. Батулинский, В. В. Буланов; под ред. Н. Н. Зендрикова -
М.:«Легпромбытиздат»1986.-112 с.
. Пыжова А.П. Дефекты тонкокерамических
изделий: Редакционно-изд. Оформление издания / А. П. Пыжова, В. В. Коробкина,
В. С. Косов. - М.: «Легпромбытиздат» 1993. - 174 с.
. Савченков А.Ф. Организация и
планирование производства фарфоро-фаянсовых изделий: Редакционно-изд.
Оформление издания / А. Ф. Савченков; под ред. Ю. В. Максимчук. - М.: «Легкая
индустрия», 1975. - 208 с.
ПРИЛОЖЕНИЕ А

Рисунок А - 3D
модель готового изделия