Проект модернизации агрегатно-сверлильного металлорежущего станка АБ1595
Содержание
Задание на дипломный проект.
Аннотация.
Вступление.
. Исходная информация для разработки дипломного
проекта.
. Сравнительный анализ способов обработки и
существующих конструкций станков аналогичного предназначения.
.1 Анализ маршрутного технологического процесса изготовления
данной детали.
.2 Разработка технологических переходов, выполняемых на
проектируемом станке.
.3 Обзор особенностей аналогичных станков.
.4 Особенности компоновки.
. Обоснование разрабатываемой конструкции.
. Описание спроектированного станка/
. Расчеты конструкции.
.1 Кинематические расчеты.
.2 Расчеты на мощность.
.3 Расчет работоспособности зубчатых передач и шпоночных
соединений коробки.
. Расчет шпинделя многошпиндельной коробки.
. Разработка технологического процесса обработка
детали.
. Расчет приспособления.
. Охрана труда.
. Экономика и организация производства.
. Экспериментальное исследование термодинамического
состояния токарного станка с ЧПУ.
Заключение.
Список использованной литературы.
Вступление
В основу разработок различных конструкций агрегатных станков положено
агрегатирование - метод конструирования машин из унифицированных и
стандартизованных элементов, различное сочетание которых предопределяет их
обратимость - возможность переналадки, что приводит к обеспечению нового
технологического назначения.
Агрегатирование позволяет путем различных сочетаний унифицированных
сборочных единиц и деталей переналаживать агрегатные станки для перехода с
обработки одной детали на обработку другой.
Агрегатные станки, полностью отвечая своему технологическому назначению
как специальные станки, вместе с тем могут быть изготовлены наиболее
производительными и экономичными методами по сравнению с прежними конструкциями
подобных станков.
Агрегатирование металлорежущих станков обеспечивает:
сокращение сроков и стоимости проектирования и изготовления станков;
обратимость и гибкость станков - возможность их переналадки применительно
к изменению конструкций обрабатываемых деталей;
увеличение концентрации операций;
автоматизацию технологического цикла;
расширение границ использования их по сравнению с теми масштабами
производства, в которых ранее было целесообразно и рентабельно применять
узкоспециальные станки.
Расширение работ по унификации элементов агрегатных станков позволяет
машиностроительным предприятиям самим проектировать и изготовлять
металлорежущее оборудование. В настоящее время произведена унификация силовых
головок, делительных столов, станин, стоек, из которых компонуются агрегатные
станки различного габарита.
Производство агрегатных станков из стандартизованных сборочных единиц и
деталей значительно повышает надежность их работы, облегчает ремонт и
обслуживание оборудования.
Поскольку агрегатные станки состоят из большого количества однотипных
сборочных единиц и деталей, появляется возможность изготавливать их на
высокопроизводительном оборудовании. Допускается, что каждый станок - это
единственный в своем роде образец, не похожий на другие, но для изготовления
сотен таких станков нужны тысячи одинаковых узлов.
1. Исходная информация для разработки дипломного проекта
Исходной информацией для разработки данного дипломного проекта является
чертеж детали, и годовая программа выпуска.
Деталь - крышка подшипника дифференциала грузового автомобиля КрАЗ.
Материал - серый чугун марки СЧ 21-40.
Годовая программа выпуска - 100000шт.
Тип производства - крупносерийное.
2. Сравнительный анализ способов обработки и существующих конструкций
станков аналогичного предназначения
.1 Анализ маршрутного технологического процесса изготовления данной
детали
Маршрутный техпроцесс изготовления детали.
|
№ операции
|
Наименование операции
|
Содержание перехода
|
|
005
|
Заготовительная
|
Заготовка - отливка
|
|
010
|
Фрезерная
|
Фрезерование опорной
поверхности в размер 64-0,74
|
|
015
|
Сверлильная
|
Сверление 2-х ступенчатых
отверстий Æ23/Æ23,5
|
|
020
|
Фрезерная
|
Фрезерование опорной
поверхности в размер 103±0,44
|
|
025
|
Сверлильная
|
Сверление 2-х отверстий
М8-6Н
|
|
030
|
Контрольная
|
Контроль размеров и
предельных отклонений
|
.2 Разработка технологических переходов, выполняемых на проектируемом
станке
Проектируемый станок предназначен для обработки 2-х ступенчатых отверстий
E23/23,5 мм с межцентровым расстоянием
190 мм.
С помощью проектируемого станка можно сверлить, зенкеровать или
развертывать отверстия. Разрабатываемая коробка предназначена для зенкерования
2-х ступенчатых отверстий E23/23,5 мм с межцентровым расстоянием 190 мм, однако с ее
помощью можно также сверлить и развертывать отверстия после соответствующей
переналадки и смены режущего инструмента.
Это существенно повышает производительность и точность обработки, снижает
производственную площадь, которую занимают универсальные станки, производящие
эту же операцию.
2.3 Обзор особенностей аналогичных станков
Существует много разновидностей агрегатных станков. По конструктивному
признаку агрегатные станки подразделяют на однопозиционные и многопозиционные.
Однопозиционные станки предназначены для обработки таких деталей, у
которых одна или несколько поверхностей подвергаются только одному
технологическому переходу (например, сверление, зенкерование или фрезерование)
Такие станки проектируют в том случае, когда поверхности, детали можно
обработать без перемещения ее от одних режущих инструментов к другим, причем
обработка производится в одном неизменном положении детали. Обработка
поверхностей в однопозиционных станках может выполняться одновременно всеми
режущими инструментами В том случае, когда взаимное расположение поверхностей
не позволяет производить одновременную обработку, ее осуществляют поочередно:
сначала одной, а затем второй поверхности. На однопозиционных агрегатных
станках обрабатывают мелкие детали (крестовины кардана, патрубки и т. д.),
средние (корпуса вентилей, детали типа колец и валов) и крупные (корпуса,
фланцы, крышки).
Примером однопозиционного станка может служить станок модели ХА 7321,
изготовленный по заказу Харьковского моторостроительного завода «Серп и молот».
На станке одновременно четырьмя гидравлическими головками ведется обработка
отверстий в детали «Вал распределительный». В связи с тем, что время обработки
и загрузки детали не совмещены, производительность станка относительно невелика
- 35 деталей в час.
Многопозиционные станки предназначены для таких деталей, обработка
поверхностей которых производится за несколько технологических переходов. Например,
для .получения отверстия необходимы следующие переходы: сверление, зенкерование
черновое, зенкерование чистовое и развертывание. В таких станках обрабатываемые
поверхности после выполнения одного технологического перехода •следует
перемещать к режущему инструменту для последующей обработки. Для осуществления
такой схемы обработки многопозиционные агрегатные станки подразделяются на:
станки с круговым движением деталей в горизонтальной плоскости;
станки с круговым движением деталей в вертикальной плоскости;
станки с прямолинейным движением деталей.
Описанные выше станки модели ХА 8802, ХА 8900 и ХА 9406 могут служить
примерами агрегатных станков с круговым движением деталей в горизонтальной
плоскости.
В зависимости от мощности применяемых силовых головок агрегатные станки
можно разделить на четыре типа:
малогабаритные станки, в которых используются силовые головки с мощностью
от 0,05 до 0,5 кВт;
станки среднего габарита - свыше 3,0 до 15 кВт;
станки большого габарита - свыше 15 до 50 кВт.
Строгого, ограниченного рамками приведенного разделения, конструктивного
исполнения можно добиться не всегда, поэтому существуют такие конструкции
агрегатных станков, где нашли применение силовые головки различной мощности.
.4 Особенности компоновки
Компоновка станка зависит от количества и взаимного расположения
обрабатываемых и базовых поверхностей в деталях, от требуемого класса точности
и шероховатости мест обработки. Отличительными признаками компоновочных схем
агрегатных станков является тип применяемой станины и расположение силовых
головок по отношению к монтажной поверхности станины. Для компоновок агрегатных
станков ХЗАС применяются станины прямоугольной и круглой форм. Станины
прямоугольной формы, в свою очередь, изготовляются односторонними и
двухсторонними.
На рис. 2.1 приведены типовые схемы компоновок агрегатных станков на
прямоугольной односторонней станине. Схема а соответствует горизонтальному,
схема б - наклонному, схема е - вертикальному и схема г - комбинированному
(вертикальному и горизонтальному) расположению силовых головок. На этом и
последующих рисунках принято следующее обозначение: 1 - силовая головка, 2 -
подкладка, 3 - станина, 4 - стойка, 5 - место под установку приспособления или
поворотно-делительного стола. Приведенные схемы применяются только в
однопозиционных агрегатных станках. Схемы компоновок станков с использованием
двухсторонних прямоугольных станин изображены на рис. 2.1.
а б

в г
Рис. 2.1. Схемы компоновок агрегатных станков конструкции СКБ АС на
односторонней прямоугольной станине.
Эти схемы компоновки позволяют увеличивать концентрацию операций по
сравнению с рассмотренными выше. Однако ими не исчерпывается все их
многообразие. Например, компоновка станка модели ХА 7321 представляет собой
что-то среднее между компоновками по рис. 2.1а и 2.1б.
3. Обоснование разрабатываемой конструкции
Использование агрегатных станков при максимальной концентрации операций
позволяет во много раз уменьшить время обработки деталей. Поэтому без такого
металлорежущего оборудования не обходится ни одно массовое и крупносерийное
производство
Широкое применение агрегатные станки нашли на автомобильных и тракторных
заводах, в приборостроении и сельскохозяйственном машиностроении, на
предприятиях угольной и нефтяной промышленности, в транспортном машиностроении,
а также в промышленности, производящей товары народного потребления.
На агрегатных станках могут выполняться следующие виды операций:
сверление, зенкерование, разворачивание, резьбонарезание (метчиками и
плашками), цекование, точение (растачивание, обтачивание поверху, подрезание
торцов), фрезерование, шлифование деталей из различных материалов (металлов,
сплавов и неметаллов) и всевозможной конфигурации. Детали могут быть различных
габаритов и конструктивных форм, различные по требованию к точности и
шероховатости обрабатываемых поверхностей и т. д.
Типичным представителем агрегатных автоматов является станок модели ХА
8802, выпущенный Харьковским заводом агрегатных станков по заказу Киевского
мотоциклетного завода. Станок оснащен пятью кулачковыми силовыми головками
модели ГС05 с двухшпиндельными насадками и предназначен для обработки детали
«Палец сцепления». На нем выполняются операции: сверление, зенкерование,
подрезка торца и нарезание резьбы. Автоматическую ориентацию и подачу заготовок
простой формы осуществляет двухручьевой вибробункер с помощью двух лотков,
связанных с двухместными зажимными приспособлениями, которые размещены на
поворотном делительном столе. Производительность станка - 300 деталей в час,
что обеспечивает годовой экономический эффект до 40 тысяч грн.
Для обработки деталей сложной формы относительно небольших габаритов,
ориентация которых представляет значительные трудности, применяется метод
магазинной загрузки на станках - автоматах с магазинным устройством модели
ХА8900. Над станиной, на которой установлены силовые головки, смонтировано
спиральное магазинное устройство, обеспечивающее автоматическое питание станка
заготовками в течение 0,5 часа. С такой периодичностью оператор должен
догружать магазин станка новыми заготовками. Производительность станка - 80
деталей в час.
Для деталей сложной формы и значительных габаритов, автоматическая
загрузка которых нецелесообразна, используются полуавтоматические станки,
подобные станку модели ХА 9406 для обработки вентилятора электродвигателя. На
нем выполняются операции: черновое и чистовое растачивание, снятие фасок в
центральном отверстии и подрезка торцов, сверление и нарезание резьбы в двух
других отверстиях. Станок оснащен одной выносной (внецикловой) позицией, на
которой производится подрезка торца и снятие фаски после переустановки детали.
Производительность станка - 50 деталей в час, годовой экономический эффект - до
11 тысяч грн.
4. Описание спроектированного станка
В качестве примера для проектирования выбираем агрегатно-сверлильный
станок модели АБ1595, который предназначен для обработки подобных деталей с
помощью закрепления на нем соответствующих многошпиндельных насадок.
Станок состоит из следующих основных частей (рис. 4.1.): 1 - силовая
головка, которая сообщает многошпиндельной коробке основное (вращение
шпинделей), и вспомогательное движение (быстрый подвод - отвод инструмента,
рабочая подача); 2 - стойка, которая определяет взаимное расположение основных
узлов станка, и их взаимное перемещение; 3 - многошпиндельная коробка, которая является
сменным механизмом, и проектируется для обработки каждой детали отдельно (или
применяется переналаживаемая насадка для соответствующего типоразмера детали);
4 - основание, которое служит для установки станка на пол цеха и закрепления на
нем всех остальных частей и механизмов; 5 - стол, на который крепится
приспособление для ориентирования и закрепления обрабатываемой детали.
рис. 4.1. Основные узлы агрегатно-сверлильного станка.
Многошпиндельные насадки (коробки) предназначены для одновременной
обработки нескольких отверстий с параллельными осями одной силовой головкой.
Они используются для сверления, развертывания, зенкерования, нарезания резьбы и
других аналогичных технологических операций.
В зависимости от формы корпуса насадки имеют несколько исполнений.
Исполнение насадки выбирается в каждом отдельном случае в зависимости от числа
шпинделей, их расположения и расстояния между ними. Число шпинделей зависит от
количества отверстий, подлежащих обработке в детали, их размеров и видов
обработки и ограничивается размерами режущих инструментов, максимально
допустимыми для силовой головки крутящим моментом и осевым усилием.
Расположение шпинделей диктуется расположением отверстий в обрабатываемой
детали и может быть любым в пределах размеров корпуса насадки. Наименьшее
возможное расстояние между осями шпинделей насадки ограничивается размерами
подшипников.
Кинематическая схема.
Кинематическую схему 2-шпиндельной коробки выбираем таким образом, чтобы
вращающий момент на шпиндели передавался от одной центральной шестерни. К
центральной шестерне вращение от вала силовой головки передается через
понижающий редуктор, расположенный в одном корпусе с коробкой.
рис. 4.1. Кинематическая схема 2-шпиндельной коробки.
. Расчеты конструкции
.1. Кинематические расчеты
.1.1 Кинематический расчет передачи от центрального колеса к шпинделям
Так, как шестерни шпинделей расположены в одной плоскости, то
геометрические параметры шпиндельных шестерен выбираем исходя из условия
незацепления шестерен.
Расстояние между соседними шпинделями определяем из чертежа детали, оно
равняется 190 мм. Следовательно, диаметр вершин зубьев шпиндельных шестерен
должен быть не более 190 мм. Передаточное число от раздаточного вала к
шпинделям принимаем равным 1. Следовательно, межосевое расстояние между
шпинделем и раздаточным валом будет не более 190 мм.
Исходя из известного межосевого расстояния, по рекомендациям [2, ст. 36]
принимаем модуль зубчатого зацепления m в интервале (0,0140,02)m.
Следовательно, модуль будет находиться в интервале 1,943,8.
Принимаем m=3мм, тогда зубьев шпиндельной шестерни:

принимаем
zш=60. Тогда число зубьев раздаточного колеса zК
будет равно:
К=zш=60
Частота
вращения раздаточного вала:
nР= nш=200
мин-1
5.1.2 Кинематический расчет передачи от центрального колеса к шпинделям
Передаточное число редуктора коробки
р= nд/ nР=730/200=3,65
Передаточные числа между валами редуктора для уменьшения количества
разных шестерён принимаем одинаковыми, равными
uр1= uр=3,65=1,91.
uр=3,65=1,91.
Исходя
из принятого модуля центрального зацепления, учитывая, что передачи редуктора
менее нагружены, принимаем модуль передач редуктора одинаковым для всех передач
m=3 мм.
Принимаем
число зубьев шестерни zш=40, тогда число зубьев колеса будет равно:
К=zшH uр1=40H1,91=76
.1.3
Основные геометрические параметры зубчатых колес
Основные
геометрические параметры зубчатых колес определяем по формулам
Делительный
диаметр: d=mz;
Диаметр
вершин зубьев: da=m(z+2)
Диаметр
впадин зубьев: df=m(z-2,5)
Межосевое
расстояние: aw=0,5m(z1+z2)
5.1.2.1 Геометрические параметры передач
редуктора
Делительный диаметр шестерни: d=3340=120 мм;
Диаметр вершин зубьев шестерни: da=33(40+2)=126 мм
Диаметр впадин зубьев шестерни: df=33(40-2,5)=112,5 мм
Делительный диаметр колеса: d=3376=228 мм;
Диаметр вершин зубьев колеса: da=33(76+2)=234 мм
Диаметр впадин зубьев колеса: df=33(76-2,5)=220,5 мм
Межосевое расстояние: aw=0,531,53(40+76)=174 мм
.1.2.2 Геометрические параметры
центральной передачи
Делительные диаметры шестерни и колеса: d=3360=180 мм;
Диаметры вершин зубьев шестерни и колеса: da=33(60+2)=186 мм
Диаметры впадин зубьев шестерни и колеса: df=33(60-2,5)=172,5
мм
Межосевое расстояние: aw=0,531,53(60+60)=180 мм
Результаты расчета приводим в таблице 5.1.
Таблица 5.1. Основные геометрические параметры зубчатых колес.
|
Шестерня
|
Число зубьев z
|
Модуль m,
мм
|
Делительный диаметр d
мм
|
Диаметр вершин зубьев da,
мм
|
Диаметр впадин зубьев df,
мм
|
Передаточное число u
|
Межосевое расстояние aw,
мм
|
Чистота вращения вала n,мин-1
|
Ширина зубчатого венца, b,
мм
|
|
Z1
|
40
|
3
|
120
|
126
|
112,5
|
1,91
|
174
|
730.00
|
25
|
|
Z2
|
76
|
|
228
|
234
|
220,5
|
|
|
382,2
|
|
|
Z3
|
40
|
3
|
120
|
126
|
112,5
|
1,91
|
174
|
|
|
|
Z4
|
76
|
|
228
|
234
|
220,5
|
|
|
200,1
|
|
|
Z5
|
60
|
3
|
180
|
186
|
172,5
|
1
|
180
|
|
|
|
Z6
|
60
|
|
180
|
186
|
172,5
|
|
|
|
|
.2 Расчеты на мощность, определение передаваемой мощности и крутящих
моментов
Определяем мощность резания по формуле:
 [9. ст.
126]
[9. ст.
126]
где:
Nтабл
=1,4 кВт - мощность резания по таблице;
KN
=1,25 - коэффициент, зависящий от обрабатываемого материала;
V=16
м/мин - скорость резания.

Следовательно,
мощность передаваемая шпинделем Nшп=Nрез=0,3 кВт.
Мощность,
передаваемая центральным валом:
ц=n3Nшп /ηшп
/ηшп
где:
= 2 - количество шпинделей;
ηшп= ηоп 3 ηзп - КПД шпинделя;
ηоп =0,98 - КПД подшипниковых опор шпинделя;
ηзп =0,97 - КПД зубчатой передачи.
ηшп =0,9830,97=0,95
Nц=230,3/0,95=0,63 кВт
Крутящий момент, передаваемый центральным валом:

Крутящий
момент, передаваемый первым валом редуктора:
Мкр1=Мкрц
/ uр ηр
где:
uр =
1,912 - передаточное число редуктора;
ηр = η2 оп 3
η2 зп - КПД
редуктора коробки.
ηр =0,982 30,972 =0,9
Мкр1=30,1/(1,91230,9)=9,17 Нм
Мощность на первом валу редуктора коробки:
 .
.
Мощность
электродвигателя силовой головки станка Nc=3 кВт, что
соответствует требуемой мощности.
5.3 Расчет работоспособности основных элементов и соединений коробки
.3.1 Проверочный расчет валов коробки
Наиболее нагруженным является центральный вал коробки, поэтому
проверочные расчеты выполняем для этого вала.
Проверочный расчет на кручение:
где:
Мкр=30,1
Нм - крутящий момент, передаваемый валом;
d=40 мм -
диаметр вала;
[τк]=40 МПа - допускаемые напряжения на кручение для
валов из стали 45 с диаметром 40 мм.

Условие прочности на кручение выполняется.
.3.2 Проверочный расчет зубчатых передач коробки
Проверочный расчет по контактным напряжениям зубчатых колес [2]:
где:
aw=180
мм - межосевое расстояние;
Мкр=30,1 Нм - крутящий момент, передаваемый передачей;
u=1 -
передаточное число передачи;
b=25
мм - ширина зубчатого венца;
КН= КНα КНβ КНV -
коэффициент, учитывающий динамическую нагрузку и неравномерность распределения
нагрузки между зубьями и по ширине венца.
КНα
=1,0 - коэффициент,
учитывающий неравномерность распределения нагрузки между зубьями;
КНβ
=1,35 - коэффициент,
учитывающий неравномерность распределения нагрузки по ширине венца;
КНV =1,1 - коэффициент, учитывающий
динамическую нагрузку.
КН=1,031,3531,1=1,485
где:
 =18HRC+150
= предел контактной выносливости при базовом числе циклов, МПа;
=18HRC+150
= предел контактной выносливости при базовом числе циклов, МПа;
 =1 -
коэффициент долговечности;
=1 -
коэффициент долговечности;
 =1,1 -
коэффициент безопасности.
=1,1 -
коэффициент безопасности.
 МПа
МПа
Проверочный расчет зубьев на выносливость при изгибе [2]:
где:
 -
окружная сила в зацеплении, Н;
-
окружная сила в зацеплении, Н;
KF= KFβ KFv - коэффициент нагрузки;
KFβ=1,15 - коэффициент, учитывающий неравномерность
распределения нагрузки по длине зуба;
KFv=1,25 -
коэффициент динамичности.
KF=1,1531,25=1,44
 -
коэффициент, учитывающий форму зуба
-
коэффициент, учитывающий форму зуба
 допускаемые
напряжения на изгиб, МПа;
допускаемые
напряжения на изгиб, МПа;
 =550 Мпа
- предел выносливости при отнулевом цикле;
=550 Мпа
- предел выносливости при отнулевом цикле;
[SF]=
[SF]’ [SF]” - коэффициент безопасности;
[SF]’=1,8
- коэффициент, учитывающий нестабильности свойств материала зубчатого колеса;
[SF]”=1,0
- коэффициент, учитывающий способ получения заготовки.
[SF]=1,831,0=1,8
 МПа
МПа
Проверочный расчет центральной передачи.
Проверочный расчет по контактным напряжениям

Проверочный
расчет зубьев на выносливость при изгибе

Расчетные
напряжения намного меньше допускаемых, следовательно, условие прочности
выполняется и последующих расчетов на прочность не требуется.
5.3.3 Проверочный расчет шпоночных соединений коробки
Основным уравнением расчета шпоночных соединений является проверка
работоспособности на смятие.

где
Мкр - крутящий момент, передаваемый шпонкой, нм;
dв - диаметр
вала, мм;
lp ; h ; t ; b -
размеры шпонки;
[s]см - предел прочности шпонки на смятие. Для стали 45 [s]см= 100МПа.
Наибольший
крутящий момент передает шпонка на центральном валу, передающая вращение на
центральное колесо. Размеры шпонки:
b=10 мм;
h=8 мм;
l=25 мм;

Условие
прочности выполняется.
Остальные
шпонки передают значительно меньший крутящий момент, или расположены на больших
диаметрах при сравнимом моменте, поэтому проверочных расчетов не требуют.
7.
Разработка технологического процесса обработка детали
.1
Характеристика объекта производства
Сборочная единица коробки скоростей - Вал.
Вал представляет собой деталь простой цилиндрической ступенчатой формы.
С левой части вала находиться цилиндрическая шейка пов 11 необходимая для
базирования на ней шестерни коробки скоростей. Далее за располагается
цилиндрическая ступень пов 8. которой базируется радиальный подшипник. Следом
располагается цилиндрическая пов.6 в торец которой по которой упирается
подшипник. На данной ступени базируется прямозубая шестреня. Для установки
левой опоры вала предусматриваем цилиндрическую ступень пов.3.
К наиболее точным поверхностям детали относится цилиндрические шейки
пов.3, 8, выполняемые по JT6 и имеющего параметр шероховатости по Ra= 1,25 мкм,
а также цилиндрические шейки пов.6, 11, на которых базируются шестерни коробки
скоростей, выполняемые по JT6 и имеющего параметр шероховатости по Ra= 1,25
мкм.
К дополнительным поверхностям детали относятся торцовые поверхности вала
пов 5, 7 выполняемые по JT12 и имеющего параметр шероховатости по Ra= 2,5 мкм.
К второстепенным поверхностям относятся фаски, канавки,.
К основной конструкторской базе вала относится поверхность 3, 8
изображенная на рисунке 7.1.1
К основным технологическим базам относятся центровые отверстия в торцах
вала.
К основным измерительным базам относятся ось центров вала.
Среда работы детали ¾ картер наполненный маслом, охлаждение ¾ разбрызгивание масла.
Вал в сборочном узле работает на высоких скоростях вращения, передает
значительный крутящий момент, а также работает в реверсивном цикле нагружения.
В связи с перечисленными выше факторами деталь изготавливают из конструкционной
легированной стали 40Х. Данная сталь имеет следующий химический состав и
механические свойства, представленные в таблицах 7.1.1 и 7.1.2
Таблица 7.1.1 Химический состав стали 40Х
|
Углерод С, %
|
Кремний Si, %
|
Хром Сr, %
|
Марганец Mn, %
|
Фосфор Р, %
|
Сера S, %
|
|
|
|
|
не более
|
|
0,36¸0,44
|
0,17¸0,37
|
0,8¸1,1
|
0,5¸0,8
|
0,04
|
0,04
|
|
|
|
|
|
|
|
Таблица 7.1.2 Механические свойства стали 40Х
|
Предел текучести sт, мПа
|
Предел прочности sт, мПа
|
Относительное удлинение d, %
|
Относительное сужение y, %
|
Ударная вязкость ан, Дж/см2
|
Твердость НВ
|
|
|
|
|
|
|
|
800
|
1000
|
10
|
45
|
60
|
241¸285
|
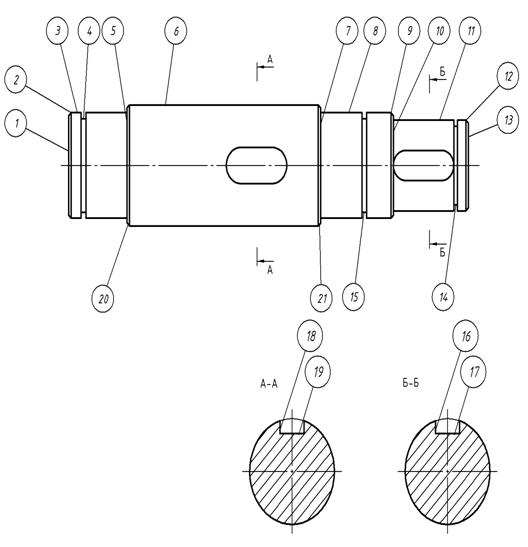
Рис 7.1 Эскиз вала
7.2
Анализ технологичности
Цель анализа - выявление недостатков конструкции по сведениям,
содержащимся в чертежах и технических требованиях. Оценка технологичности может
быть двух видов: качественной и количественной.
Качественная оценка характеризует технологичность конструкции обобщенно и
допускается на всех стадиях проектирования как предварительная. Количественная
оценка технологичности изделия осуществляется в том случае, если она
существенно влияет на технологичность рассматриваемой конструкции.
Качественная оценка технологичности конструкции деталей.
Вал изготавливается из стали 40Х ГОСТ 4543-81. Данная марка стали
относиться к группе качественных конструкционных легированных сталей.
Применяется при изготовлении деталей; В улучшенном состоянии - шлицевые
валы, штоки, установочные винты, траверсы, валы экскаваторов и др. детали,
работающие при температуре до 400°С; после закалки и низкого отпуска -
червячные валы и другие детали повышенной износостойкости.
Заменители Стали: 45Х, 35Х, 40ХН.
Технологические
свойства
Температура ковки
Обрабатываемость резанием После закалки и отпуска при НВ < 241, K
тв.спл. = 0.75, б.ст. = 0.65.
Сталь имеет достаточную прочность, хорошо подвергается обработке
давлением (штампуется) и обладает высокой прокаливаемостью, прочностью и хорошо
обрабатывается резанием. Учитывая условия работы детали в сборочном узле, ее
служебное назначение и опираясь на перечисленные выше факторы, возможно,
утверждать, что выбор материала детали сделан обосновано.
Обрабатываемые поверхности вала являются простыми по конфигурации, что
обеспечивает применение высокопроизводительного оборудования. Деталь имеет
хорошие базовые поверхности первичной механической обработки.
Большинство из поверхностей детали унифицировано, что допускает обработку
стандартным режущим инструментом.
В целом деталь является технологичной, размеры на чертеже проставлены с
учетом взаимосвязи конструкторских, технологических и измерительных баз и
содержит необходимое количество дополнительных видов и разрезов.
Количественная оценка технологичности конструкции.
Количественная оценка технологичности конструкции.
.Коэффициент унификации конструктивных элементов
 [
7 c. 33 ]
[
7 c. 33 ]
где
Qуэ - количество унифицированных элементовэ - общее количество элементов в
детали

Таблица 7.2.1 Конструктивные элементы детали
|
№п/п
|
Наименование изделия и №
чертежа
|
фаски
|
галтели
|
проточки
|
шлицы
|
шпоночные пазы
|
Всего
|
|
1
|
Вал
|
5
|
0
|
3
|
0
|
2
|
10
|
|
|
5
|
0
|
3
|
0
|
2
|
10
|
. Коэффициент применяемости стандартных обрабатываемых поверхностей .
 [7
c. 33 ]
[7
c. 33 ]
где:
До.с ;Дм.о - соответственно число поверхностей детали , обрабатываемых
стандартным инструментом и всех , подвергаемых механической обработке
поверхностей.
.
Коэффициент обрабатываемости поверхностей
 [
7 c. 33 ]
[
7 c. 33 ]

где:
Дэ - общее число поверхностей детали.
.
Коэффициент использования материала.

где
g = 1,4 кг - масса детали;= 2,2 кг - масса заготовки.

.
Коэффициент точности обработки.
Для
определения среднего квалитета точности составляем таблицу 1.4.2
Таблица 7.2.2 Средний квалитет точности
|
№п/п
|
Наименование изделия и №
чертежа
|
Квалитет точности Тi
|
Среднее значение ITi
|
|
|
IT 6
|
IT 7
|
IT 8
|
IT 9
|
IT 10
|
IT 11
|
IT 12
|
IT 13
|
IT 14
|
IT 15
|
|
|
1
|
Вал
|
4
|
|
|
2
|
|
|
3
|
|
10
|
|
11.47
|
Средний квалитет точности определяется по формуле .

Коэффициент
точности  ;
;

Деталь
технологична, если Кто>0,8
,913
> 0,8 - условие выполняется
.
Коэффициент шероховатости поверхностей.
Для
определения коэффициента шероховатости поверхностей составляет таблицу 1.4.3
Таблица
7.2.3 Расчет среднего параметра шероховатости
|
№п/п
|
Наименование изделия и №
чертежа
|
Шероховатость Ra мкм.
|
Среднее значение Rai
|
|
|
40
|
12,5
|
6,3
|
3,2
|
2,5
|
1,6
|
1,25
|
0,63
|
|
|
1
|
Вал
|
|
6
|
5
|
2
|
2
|
|
4
|
|
6.47
|
Средняя шероховатость
 ;
;

Коэффициент
шероховатости.
 ;
;

Деталь
технологична, если Кш<0,32
,15
< 0,32 - условие выполняется.
Вывод: По всем основным показателям деталь является достаточно
технологичной, имеет хорошие базовые поверхности, позволяет применять для их
обработки современное оборудование и прогрессивные режимы резания.
7.3 Выбор типа заготовок
Выбор
исходной заготовки в значительной степени влияет на характер технологического
процесса механической обработки.
Выбрать
заготовку - значит установить способ ее получения, наметить припуски на
механическую обработку всех поверхностей, рассчитать размеры и выбрать
допускаемые предельные отклонения. Чем больше исходная заготовка по форме и
размерам приближенна к готовой детали, тем меньше потребуется затрат времени и
средств на ее обработку .
Из принятых в
машиностроении заготовок (проката, отливок, поковок) в качестве заготовки
детали Вал, учитывая, что материал детали легированная конструкционная сталь,
принимаем заготовку - штамповку.
В
крупносерийном типе производства получить заготовку таким методом возможно для
данной детали двумя конкурирующими способами.
.Штамопвка на
кривошипно-горячештамповочных прессах (КГШП).
. Штамповка
на горизонтально - ковочных машинах (ГКМ).
Выполним
сравнение этих двух видов получения заготовок.
Составим
таблицу 7.3.1. в которую заносим исходные данные для расчетов
себестоимости заготовок по вариантам :
Таблица 7.3.1. Выбор метода получения заготовки.
|
№ п/п
|
Наименование показателей
|
Штамповка на КГШП
|
Штамповка на ГКМ
|
|
1
|
Вид заготовки
|
поковка
|
поковка
|
|
2
|
Класс точности
|
Т3
|
Т3
|
|
3
|
Группа сложности
|
3
|
2
|
|
4
|
Масса заготовки
|
2,45
|
2,2
|
|
5
|
Стоимость 1т заготовок
|
1350
|
1350
|
|
6
|
Стоимость 1т отходов
|
280
|
280
|
Стоимость
заготовки получаемой штамповкой на ГКМ и КГШП можно определить по формуле.
заг= (0,001Сі
´ Q ´ Kt ´ Kc ´ Kb ´ Km ´ Kn) - (Q
- g) ´ 0,001Sотх;
где Сі -
базовая стоимость 1т заготовок [2. с. 33];Т ―
коэффициент зависящий от
класса точности заготовки, [2 c. 39]
(KТ1 =0,9 ,
KТ2 =0,9 );С ― коэффициент зависящий от группы сложности заготовки [2 c. 40]
(KС1 = 0,77,
KС2 = 0,87);b ―
коэффициент, зависящий
от массы штамповки [2 c. 40]
(Kb1 = 1,0 , Kb2 = 1,0);М ―
коэффициент зависящий от
марки материала штамповки [2 c. 39]
(KМ1 = 1,18,
KМ2 = 1,18);П ― коэффициент учитывающий объем производства заготовок [2 c.
30]
(KП1 = 1,0,
KП2 = 1,0);масса готовой детали кг (g=1,4 кг)- масса заготовки кготх- стоимость
1т отходов (Sотх=280,0 грн)отх- стоимость 1т отходов
Стоимость
заготовки получаемой на КГШП

Стоимость
заготовки получаемой на ГКМ

Экономический
эффект для составления способов получения заготовок, при которых
технологический процесс механической обработки не меняется, можно определить по
формуле:
Эз
= (Sзаг 1 - Sзаг 2) ´ Nгод
где
Nгод = 10000 - годовая программа выпуска детали, шт.

Так как стоимость заготовки, получаемой на ГКМ меньше, то в качестве
окончательного варианта получения заготовки вала принимаем штамповку на ГКМ.
Штамповка на
горизонтально-ковочных машинах (ГКМ) позволяет получать поковки массой 01-100
кг с максимальным диаметром 315 мм. Штамповка на ГКМ является одним из
производительных способов и может быть рентабельной для определенного вида
заготовок. Производительность до 400 поковок в час, Штамповка производится из
прутков и труб горячекатаного металла повышенной точности до 4 метров и
диаметром от 20 до 270 мм. Допуски и припуски на поковки, изготавливаемые на
ГКМ, регламентируются ГОСТ 7505-89
Более совершенная конструкция штампов обеспечивает меньшую величину
смещения половин штампа, уменьшение припусков (на 20¼30%) напусков, штамповочных уклонов
(в 2¼3 раза). Себестоимость поковок
снижается на 10¼30%.
Параметры заготовки
Класс точности - Т3.(штамповка в закрытых штампах)
Группа стали - М1 (суммарная массовая доля легирующих элементов до 1,0
%).
Степень сложности - С2.
Конфигурация поверхности разъёма штампа П (плоская).
Исходный индекс 12.
Штамповочный уклон:
на наружной поверхности - не более 3° принимается 3°;

.4 Выбор и обоснование маршрутного технологического процесса
При разработке маршрутных технологических процессов механической обработки
деталей исходим из таких основных направлений технологического проектирования:
·
в основу
разрабатываемого маршрутного техпроцесса закладываем типовой технологический
процесс обработки данного класса деталей;
·
используем данные
об экономической точности обработки различных методов;
·
стремимся
обрабатывать наибольшее количество поверхностей детали за одну установку,
применив для этих целей различные полуавтоматы, агрегатные и специальные
станки.
Выбор маршрутов обработки поверхностей деталей
Деталь вал помимо мех. обработки подвергается термической обработке.
Цель термической обработки - повышение износостойкости поверхности
опорных шеек, что обеспечивает первоначальную точность детали в сборочном узле
и более длительный период эксплуатации детали.
Данная деталь подвергается объемной закалке и отпуску для достижения
твердости 241…286 HВ.
Пользуясь основными положениями технологии машиностроения и используя
данные об экономической точности различных методов обработки поверхностей [11
с.53…56] . Составляем табл. 7.4.1, в которых указыв аем маршрут обработки
поверхностей деталей
Таблица 7.4.1. Выбор методов обработки поверхности детали
|
Номер поверхности
|
Вид поверхности
|
Переход
|
Показатели качества
|
Маршрут обработки
поверхности
|
|
|
|
Квалитет точности
|
Шероховатость Ra, мкм
|
|
|
1; 13
|
Плоская
|
1
|
14
|
12,5
|
Фрезерование
|
|
2; 9; 12;
20, 21
|
Фаска
|
1
|
14
|
12,5
|
Точение черновое
|
|
3,8
|
Цилиндрическая
|
1 2 3 4
|
14 12 9 6
|
12,5 6,3 3,2 1,25
|
Точение черновое Точение
чистовое Шлифование предварительное Шлифование окончательное
|
|
4, 15,
14
|
Цилиндрическая
|
1
|
12
|
6,3
|
Точение однократное
|
|
6
|
Цилиндрическая
|
1 2 3 4
|
14 12 9 6
|
12,5 6,3 3,2 1,25
|
Точение черновое Точение
чистовое Шлифование предварительное Шлифование окончательное
|
|
7, 5,10
|
Плоская
|
1 2 3
|
14 12 11
|
12,5 6,3 2,5
|
Точение черновое Точение
чистовое Шлифование
|
|
11
|
Цилиндрическая
|
1 2 3 4
|
14 12 9 6
|
12,5 6,3 3,2 1,25
|
Точение черновое Точение
чистовое Шлифование предварительное Шлифование окончательное
|
|
16, 18
|
Плоская
|
1
|
9
|
3,2
|
Фрезерование
|
|
17,
19
|
Плоская
|
1
|
12
|
6,3
|
Фрезерование
|
|
|
|
|
|
|
|
7.4.2 Разработка маршрута мех. обработки типового представителя
При выборе маршрутного технологического процесса механической обработки
детали стремимся принять такой вариант технологического процесса, который
отвечал бы установленному типу производства. При этом за основу принимаем
типовой технологический процесс обработки детали данного класса.
Пользуясь основными положениями технологии машиностроения,
предусматриваем в первую очередь операции обработки базовых поверхностей, затем
намечаем ряд черновых, чистовых и отделочных операций. При этом убеждаемся в
правильности выбора технологических баз, в правильном чередовании
технологических операций.
При разработке маршрутного технологического процесса механической
обработки детали исходим из таких основных направлений технологического
проектирования:
·
используем данные
об экономической точности обработки различных методов;
·
стремимся
обрабатывать наибольшее количество поверхностей детали за одну установку,
применив для этих целей различные полуавтоматы, агрегатные и специальные
станки.
Таблица7.4.2 Технологический процесс механической обработки вала
|
N операции
|
Код и наименова- ние
операции
|
Содержание операции.
|
Оборудование, модель и
наименование
|
|
005
|
4269 Фрезерно-центровальная
|
Фрезеровать торцы
поверхн.1,13 с двух сторон одновременно; сверлить центровые отверстия в
торцах одновременно
|
Фрезерно-центровальный
МР-71-М
|
|
010
|
4117 Токарная
|
Копировальный суппорт
Точить начерно шейки вала пов. 8,11 выдержав размеры . Поперечный суппорт
подрезать торцы поверх 7,10
|
Токарный многорезцов.п/а
1Н713
|
|
015
|
4117 Токарная
|
Копировальный суппорт
Точить начерно шейки вала пов.3,6 Поперечный суппорт подрезать торец
поверхн.5
|
Токарный многорезцов.п/а
1Н713
|
|
020
|
4117 Токарная
|
Копировальный суппорт
Точить начисто шейки вала 8, 11 точить фаски 12, 9, 21 выдержав размеры.
Поперечный суппорт подрезать торцы поверхн. 7, 10 , точить канавки пов. 14,15
|
Токарный гидрокопир.п/а
1713
|
|
025
|
4117 Токарная
|
Копировальный суппорт
Точить начисто шейки вала пов.3,6 Поперечный суппорт подрезать торец
поверхн.5, точить канавки пов. 4
|
Токарный гидрокопир.п/а
1713
|
|
030
|
4271 Шпоночно-фрезерная
|
Фрезеровать шпоночный паз
16, 17 выдержав размеры и шероховатость .
|
Шпоночно-фрезерный п/а 692М
|
|
035
|
4271 Шпоночно-фрезерная
|
Фрезеровать шпоночный паз
18, 19 выдержав размеры и шероховатость .
|
Шпоночно-фрезерный п/а 692М
|
|
040
|
0130 Промывка
|
|
|
|
045
|
0200 Контроль
|
|
|
|
050
|
Термическая
|
|
|
|
055
|
4131 Круглошлифовальная
|
Шлифовать шейку вала
поверхн.3 и подшлифовывать торец пов 5
|
Круглошлифовальный 3Т161
|
|
060
|
4131 Круглошлифовальная
|
Шлифовать шейку вала
поверхн.8 и подшлифовывать торец пов 7
|
Круглошлифовальный 3Т161
|
|
065
|
4131 Круглошлифовальная
|
Шлифовать шейку вала
поверхн.10 и подшлифовывать торец пов 11
|
Круглошлифовальный 3Т161
|
|
070
|
4131 Круглошлифовальная
|
Шлифовать шейку вала поверх
6 выдержав размеры и шероховатость .
|
Круглошлифовальный 3М151
|
|
075
|
0130 Промывка
|
|
|
|
080
|
0200 Контроль
|
|
|
7.5 Расчет
и выбор припусков
Назначение оптимальных припусков на обработку заготовки имеет большое
значение при проектировании техпроцесса. Увеличенные припуски увеличивают
трудоёмкость механической обработки, отходы металла, расходы режущего
инструмента, электроэнергии и др. Уменьшенные припуски увеличивают трудоемкость
и себестоимость получения заготовки в заготовительном цехе.
Припуск на обработку поверхностей детали может быть назначен по
соответствующим таблицам, ГОСТам или на основе расчетно-аналитического метода
определения припусков.
ГОСТы и таблицы позволяют назначать припуски независимо от
технологического процесса детали и условия его осуществления и поэтому в общем
случае являются завышенными, содержат резервы снижения расхода металла и
трудоемкости изготовления детали.
Расчетно- аналитический метод определения припусков на обработку
базируется на анализе факторов, влияющих на припуски предшествующего и
выполняемого технологического процесса обработки поверхности. Значение припуска
определяется методом дифференцированного расчета по элементам, составляющим
припуск.
Применение расчетно-аналитического метода определения припусков сокращает
отход металла в стружку по сравнению с табличными значениями, создает единую
систему определения припуска на обработку и размеров деталей по техническим
переходам и заготовки, способствует повышению технологической культуры
производства
Произведем расчет припусков аналитическим методом на механическую
обработку поверхности Æ35m6. Согласно принятому
технологическому процессу обработки детали данный размер обрабатывается по
следующим этапам.
·
Точение черновое
·
Точение чистовое
·
Шлифование предварительное
·
Шлифование
окончательное
Для выполнения расчетов составим таблицу 7.5 в которую занесем выбранные элементы припуска.
Таблица 7.5. Расчет элементов припуска поверхности Æ35m6мм.
|
Технологические переходы
обработки
|
Элементы припуска
|
2Zmin мкм
|
Расчетный диаметр dрасч
|
Допуск Тd мкм
|
Предельные размеры
|
Предельные припуски
|
|
Rz
|
T
|
r
|
E
|
|
|
|
|
|
|
|
|
|
|
|
|
|
dmax
|
dmin
|
2Zmax
|
2Zmin
|
|
Заготовка
|
150
|
250
|
1141.8
|
|
|
38.615
|
2600
|
41.2
|
38.6
|
|
|
|
Точение черновое
|
50
|
50
|
68.5
|
0
|
3083.6
|
35.532
|
620
|
36.15
|
35.53
|
5.06
|
3.08
|
|
Точение чистовое
|
30
|
30
|
2.7
|
0
|
337.0
|
35.195
|
160
|
35.35
|
35.19
|
0.80
|
0.34
|
10
|
20
|
0.1
|
0
|
125.5
|
35.0691
|
62
|
35.131
|
35.069
|
0.22
|
0.13
|
|
Шлифование окончательное
|
5
|
15
|
|
0
|
60
|
35.0090
|
16
|
35.025
|
35.009
|
0.11
|
0.06
|
1. Суммарное пространственное отклонение
заготовки.
 [2.c
69 ]
[2.c
69 ]
где
rсм=0,7 мм -погрешность по смещению штампа;
rкор - общая кривизна
заготовки
 ( при l
( при l  L/2 )
L/2 )
где
 - удельная кривизна стержня на 1 мм длины = 0,7 -1,0 [2 с 72 табл. 32 ]- длина от
опоры до обрабатываемой поверхности .
- удельная кривизна стержня на 1 мм длины = 0,7 -1,0 [2 с 72 табл. 32 ]- длина от
опоры до обрабатываемой поверхности .
rкор = 1,0´60=60
мкм
 -
погрешность зацентровки при установке на призмах с двусторонним прижимом
-
погрешность зацентровки при установке на призмах с двусторонним прижимом
передача шпиндель коробка деталь
 [2
с 69 табл. 31 ]
[2
с 69 табл. 31 ]
где
dз =2,6 мм - допуск на поверхности, используемые в
качестве базовых на фрезерно-центровальной операции по ГОСТ 7505-89
 [2.c
69 ]
[2.c
69 ]
.Определяем
остаточную величину пространственного отклонения.
после
чернового точения.
r1=ку´ rзаг ; где ку- коэффициент
уточнения формы [2 c 74 ]

после
чистового точения.
r2=ку´r1;

после
предварительного шлифования
r3=ку´ r2; r3 = 0,02 ´ 2,7 = 0,1 мкм
r4 - пренебрегаем
из-за незначительной величины.
.Определяем
погрешность установки.
 ; где
; где
 -
погрешность базирования.
-
погрешность базирования.
 -
погрешность закрепления.
-
погрешность закрепления.
 -
погрешность положения заготовки в приспособлении.
-
погрешность положения заготовки в приспособлении.
Так
как обработка данного размера детали производится на всех операциях
технологического процесса в центрах, то погрешность установки заготовки в
радиальном направлении не учитывается.
.
Определяем расчетные минимальные припуски на обработку по всем технологическим
переходам 2Zmin.
Воспользуемся
формулой для обработки цилиндрических поверхностей заготовки. установленной в
центрах.
Zmin
= 2(Rzi-1 + Ti-1 + ri-1)
При
черновом точении
Zmin
= 2(150 +250 +1142) = 3083,6 мкм
При
чистовом точении
Zmin
= 2(50 +50 +68,5) = 337 мкм
При
шлифовании предварительном
Zmin
= 2(30 +30 +2,7) = 125,5 мкм
При
шлифовании окончательном.
Zmin
= 2(10+20) = 60 мкм
.Определяем
расчетный диаметр.
Заполняем
графу ”Расчётный размер” начиная с конечного, чертёжного размера
последовательным прибавлением расчетного припуска выполняемого перехода
|
dр заг =
|
35.532
|
+ 3.084
|
=38.615 мм
|
|
dр1 =
|
35.195
|
+ 0.337
|
=35.532 мм
|
|
dр2 =
|
35.069
|
+ 0.125
|
=35.195 мм
|
|
dр3 =
|
35.009
|
+ 0.060
|
=35.069 мм
|
|
dр4 =
|
35.009
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
В графе “ Предельный размер “ наименьшие значение (D min) получаем по
расчетным размерам, округленным до точности допуска соответствующего перехода,
а наибольшее (D max) - путём прибавления допусков соответствующих переходов.
.Заносим в таблицу значения межоперационных допусков из соображений
экономической точности обработки [ с 11 т1 ] Допуск на заготовку по ГОСТ
7505-891= 16 мкм; Td2 =62 мкм; Td3 =160 мкм; Td4 =620 мкм; Tdзаг =2600 мкм;
.Определяем наибольшие предельные размеры. dmax i = dmin i +Тdi
|
dmax заг =
|
38.6
|
+ 2.600
|
=41.2 мм
|
|
dmax1 =
|
35.53
|
+ 0.620
|
=36.152 мм
|
|
dmax2 =
|
35.19
|
+ 0.160
|
=35.355 мм
|
|
dmax3 =
|
35.069
|
+ 0.062
|
=35.131 мм
|
|
dmax4 =
|
35.009
|
+ 0.016
|
=35.025 мм
|
,Определяем предельные значения припусков.
2Z ПР mini = dmin i-1 - dmin i
|
2Z ПР min1 =
|
38.6
|
- 35.53
|
= 3.08 мм
|
|
|
2Z ПР min2 =
|
35.53
|
- 35.19
|
= 0.34 мм
|
|
|
2Z ПР min3 =
|
35.195
|
- 35.069
|
= 0.13 мм
|
|
2Z ПР min4 =
|
35.069
|
- 35.009
|
= 0.06 мм
|
|
|
|
|
|
|
2Z ПР max i = d max i-1 - dmax
i
|
2Z ПР max1 =
|
41.2
|
- 36.15
|
= 5.06 мм
|
|
|
2Z ПР max2 =
|
36.15
|
- 35.35
|
= 0.80 мм
|
|
|
2Z ПР max3 =
|
35.35
|
- 35.131
|
= 0.22 мм
|
|
2Z ПР max4 =
|
35.131
|
- 35.025
|
= 0.11 мм
|
|
|
|
|
|
|
.Определим 2Z общ min и 2Z общ max.
2Z
общ min =  ;
;
|
2Z общ min =
|
0.06
|
+ 0.13
|
+ 0.34
|
+ 3.08
|
= 3.61 мм
|
2Z
общ max = ;
;
|
2Z общ max =
|
0.11
|
+ 0.22
|
+ 0.797
|
+ 5.064
|
= 6.19 мм
|
. Определим величину номинального припуска с учетом несимметричного
расположения поля допуска заготовки.общ.ном = Z общ min+ Hз-Hд
где Hз- нижнее отклонение от допуска заготовки.
Нз=Иш
+ 
где
Иш - допуск по износу штампа.
Иш
= 0,9 мм [2
c85 табл. 41]
Ку
= 1,0 ´ L ; Ку = 1,0 ´ 25 =25 мкм
где
1,0 мм/мкм - колебание усадки.- длина рассчитываемой поверхности.
|
Нз= 0,9 +
|
0,025
|
=0,913 мм
|
|
2
|
|


Размер
заготовки d заг = 39,5 +1,7-0,9 мм
d max =
39,5 + 1,7 = 41,2 мм
d min = 39,5 - 0,9 = 38,6 мм
11.
По результатам расчетов строим схему расположения припусков, допусков и
межоперационных размеров на обработку поверхности
7.6 Выбор технологического станочного
оборудования
Выбор технологического оборудования для выполнения техпроцесса имеет
большое значение и влияет на экономические показатели изготовления детали.
При выборе оборудования необходимо учитывать характер производства,
методы достижения заданной точности при обработке, необходимую
производительность, соответствие станка размерам детали, мощность станка,
габаритные размеры и стоимость станка, удобство в эксплуатации, кинематические
данные станка (подачу, частоту вращения и т.п), возможность оснащения станка
высокопроизводительными приспособлениями.
Произведем выбор технологического станочного оборудования по каждой
операции технологического процесса обработки деталей.
Таблица 7.6 Краткая характеристика оборудования технологического
процесса обработки детали ― Вал
|
Наименование и модель
оборудования
|
Dmax обработки мм
|
Lmax обработки мм
|
Число ступеней вращения
|
Пределы чисел оборотов
|
Число подач
|
Пределы чисел подач
|
Мощность двигателя, кВт .
|
|
Фрезерно-центровальный
МР-71-М
|
25 125
|
250-500
|
6
|
125-712
|
-
|
20-400
|
10
|
|
Токарный многрезцовый п/а
1Н713
|
400 250
|
710
|
12
|
125-1250
|
13
|
25-400
|
22
|
|
Токарный многрезцовый п/а
1Н713
|
400 250
|
710
|
12
|
125-1250
|
13
|
25-400
|
22
|
|
Токарный гидрокопировальный
п/а 1713
|
400 250
|
710
|
12
|
125-1250
|
13
|
25-400
|
22
|
|
Токарный гидрокопировальный
п/а 1713
|
400 250
|
710
|
12
|
125-1250
|
13
|
25-400
|
22
|
|
Шпоночно-фрезерный п/а 692М
|
800х200
|
300
|
12
|
375-3750
|
12
|
450-1200
|
2,3
|
|
Шпоночно-фрезерный п/а 692М
|
800х200
|
300
|
12
|
375-3750
|
12
|
450-1200
|
2,3
|
|
Торцекруглошлифовальный п/а
3Т161
|
280
|
700
|
Б/С
|
55-620 1250
|
-
|
0,1-3,0
|
17
|
|
Торцекруглошлифовальный п/а
3Т161
|
280
|
700
|
Б/С
|
55-620 1250
|
-
|
0,1-3,0
|
17
|
|
Торцекруглошлифовальный п/а
3Т161
|
280
|
700
|
Б/С
|
55-620 1250
|
-
|
0,1-3,0
|
17
|
|
Круглошлифовальный п/а
3М151
|
200
|
700
|
Б/C
|
50-500 1590
|
-
|
0.1-4.0
|
10
|
7.8 Техническое
нормирование
Произведем нормирование операций технологического процесса обработки
деталей. В качестве примера рассчитаем технические нормы времени для операции
015 токарная технологического процесса обработки детали вал первичный.
Исходные данные:
Станок: токарный многорезцовый 1Н713
Масса
детали - 1,61 кг.
Основное машинное время - 0,7 мин.
Приспособление - центра
В условиях крупносерийного производства норма штучного времени
рассчитывается по формуле:
Тшт
= ( То + Тв ) (1 + )
)
где То =0,7 мин - основное машинное время;
Тв - вспомогательное время
Тв = Туст+Тпер +Тизм
Туст =0,38 мин-- вспомогательное время на установку и снятие детали [2
с.198, т.5,3]
Тпер=0,25 мин - вспомогательное время, связанное с управлением станка [2
с.202, т.5,8]
Тизм =0,16 мин - вспомогательное время, связанное с измерением и
контролем [ 2 с.206, т.5,11]
Топре=То+Тв - оперативное время
Топер= 0,7 + 0,38 + 0,25 =
1,33 мин
где Тв - неперекрываемое вспомогательное время
Аобс -время на обслуживание рабочего места в процентах от оперативного;
Аобс = 2,5% [с.212, т.5,21]
Аотд - время на отдых и личные надобности в % от оперативного
Аотд = 7,0% [с.214, т.6,1]

где
Тш.к - штучно- калькуляционное время на обработку детали;
Тп.з
- подготовительное заключительное время на партию деталей .
Тп.з
= 9+6+10=25 мин
мин
установка и наладка поводкового патрона
+2+2=6
мин установка резца на многорезцовой державке
мин
получение инструмента и приспособленийколичество деталей в передаточной партии
.
На
остальные операции технологического процесса обработки детали нормирование
произведем таким же образом. Результаты расчетов сведем в таблицу
8. Расчет приспособления
Самозажимной патрон для крепления валиков при точении в центрах.
Патрон состоит из корпуса 1, упорного шарикоподшипника 3, свободно
вращающегося центра 2, на котором жёстко установлен поводковый диск 10, имеющий
три паза, расположенные по окружности под углом 120. С поводковым диском 10
посредством осей взаимодействует свободно плавающий между корпусом 1 и надетым
на корпус кольцом 6 подпружиненный диск 9 с установленными на нём кулачками 12.
Поводковые пальцы 7 кольца 6 входят в пазы кулачков 12.
В отверстия, расположенные по периферии корпуса 1, вставлены резиновые
амортизационные стержни 5. На хвостовой части корпуса 1 по скользящей посадке
посажено эксцентриковое кольцо 15, находящееся под воздействием пружины 13 в
постоянном контакте с втулкой 14, надетой на палец 11, жёстко закреплённый в
поводковом диске 10. Для поворота эксцентрикового кольца 15 пользуются
рукоятками 4.
Подлежащую обработке деталь, например винт, закрепляют между центром патрона
и вращающимся центром задней бабки токарного станка, включают фрикцион станка.
Корпус 1 с прикреплённым к нему кольцом 6 и пальцем 7 поворачивается
относительно центра 2, поводкового диска 10, плавающего диска и кулачков 12.
Поводковые пальцы 7, свободно сидящие в продольных пазах кулачков 12,
поворачивают кулачки на осях 8, и обрабатываемая деталь закрепляется.
При увеличении усилия резания автоматически увеличивается сжимающее
усилие кулачков. Фиксация силы зажима и предотвращение ослабления контакта
между обрабатываемой деталью и кулачками патрона при резком включении и
переключении фрикциона с прямого на обратный ход в процессе нарезки резьбы
достигаются автоматически посредством подпружиненного эксцентрикового кольца
15, которое под воздействием пружины 13 заклинивается между втулкой 14, надетой
на палец 11, и корпусом 1 патрона.
После обработки детали и остановки станка, перемещая левой рукой одну из
трёх рукояток 4, поворачивают эксцентриковое кольцо на себя, а правой -
обрабатываемую деталь против часовой стрелки. При вращении вала против часовой
стрелки центр 2, связанный с ним поводковый диск 10 и плавающий диск 9
поворачиваются, кулачки 12 раскрываются и деталь снимается с центров.
Центрирование кулачков по наружной части поверхности необработанной детали
обеспечивается с помощью плавающего диска 9, который вместе с закреплёнными на
нём кулачками свободно перемещается при зажиме детали. В центральном положении
диск удерживается радиально расположенными резиновыми стержнями 5.
При такой конструкции обеспечивается жёсткий зажим обрабатываемой детали
при резких переключениях фрикциона с прямого на обратный ход ( и наоборот) в
процессе обработки.

Рис 8.1 Схема зажима в приспособлении
Основываясь на принципе работы приспособления, создадим кинематическую
схему.

Рис 8.2 Кинематическая схема работы механизма
Расчет требуемого усилия зажима.
Составляем схему действия сил резания и сил зажима в приспособлении
рисунок 3.
Силовой
расчет приспособления
Составим расчетную схему приспособления.
Анализируя схему действия сил резания и сил зажима, отмечаем, что
наиболее опасное воздействие оказывает тангенциальная составляющая силы резания
Pz стремящаяся провернуть заготовку вокруг оси. Этому противодействует сила
трения возникающая в зоне контакта ЗУ с деталью.´ (Pz1 ´ 0,5d1 + Pz2 ´ 0,5d2+ Pz3´ 0,5d1+ Pz3 ´ 0,5d2) £ Mтр ;тр = Q ´ 0,5d ´ f1;
тогда
 ;
;
где Pz1 = Pz2 =2890 Н; Pz3 =
Pz4= 2125 H- тангенциальная составляющая силы резания (из расчета режима
резания);= 35 мм - обрабатываемый диаметр (JT14); d2=30 мм
d = 40 мм - диаметр поверхности зажима;= 0,7-1,0 -
коэффициент трения в зоне контакта кулачков и поверхности зажима для кулачков с
острыми рифлениями. [с.85 т.10];

Рис 8.3 Схема действия сил резания и сил зажима в приспособлении
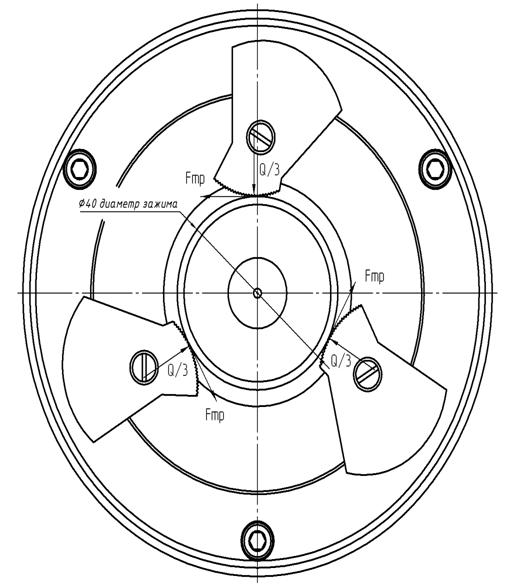
Рис 3.1 Схема действия сил резания и сил
зажима в приспособлении
= K0 ´ K1 ´ K2 ´ K3 ´ K4 ´ K5 ´ K6
где K - коэффициент запаса усилия зажима;= 1,5 - коэффициент
гарантированного запаса;= 1,0 - коэффициент, учитывающий увеличение сил резания
из-за случайных неровностей;
К2 = 1,15 - коэффициент, учитывающий увеличение сил резания вследствие
затупления инструмента;= 1,0 - коэффициент, учитывающий увеличение сил резания
при прерывистом резании;= 1,0 - коэффициент, учитывающий тип цилиндра;= 1,0 -
коэффициент, учитывающий эргономику приспособления;= 1,0 - коэффициент,
учитывающий наличие крутящего момента;= 1,5 ´ 1,0 ´ 1,15 ´ 1,0 ´ 1,0 ´ 1,0 ´ 1,0 = 2,07 <2,5
Принимаем K = 2,5

Конструктивный расчет деталей приспособления
Слабым элементом приспособления винт крепящий кулачек поводкового
патрона. Данный винт воспринимает нагрузку со стороны сил зажима. Деталь
работает на смятие.
Определяем силу нагружения :
Р = Q/3 = 4725.3/3=1575.1 Н
где
F - площадь опасного сечения
 = 4.8 мм внутренний диаметр резьбы винта М6.
= 4.8 мм внутренний диаметр резьбы винта М6.
[sp] = 100МПа - допустимое напряжение для стали 45

Условие выполняется
Описание конструкции и расчёт специального контрольного приспособления.
Проектируемое приспособление предназначено для контроля радиального
биения детали Вал , относительно оси вала. Приспособление состоит из плиты
(поз. 5), на который устанавливается передняя (поз. 2) и задняя бабка (поз. 1)
в которых установлены центра (поз.15)
Также на плите винтами крепиться пластина (поз.7), в которую упирается
стойка с индикатором часового типа марки.
Для того, то бы облегчить установку и снятие контролируемой детали, в
приспособлении предусмотрены призмы предварительного базирования (поз.4),
закрепленные при помощи болтов к плите(поз.11) приспособления. Ось валика
вложенного в призмы смещена в низ на 1..2 мм относительно оси контролируемого
изделия.
Принцип работы проектируемого приспособлении.
Контролируемый вал устанавливается в приспособление на призмы
предварительного базирования.
Для этого подводим к валу индикаторы до касания наконечников с
поверхностью шейки. Для контроля применяем индикатор измерительный
рычажно-зубчатый типа 2 МИГ стр. 471 [ 12 ]. Цена деления = 2 мкм. Допустимая
погрешность измерения = 4 мкм.
После этого устанавливаем его по малой стрелке на 1…2 мм, а по большой
стрелке на ноль. Затем, вращая деталь с втулкой относительно оправки на один
оборот, замечаем отклонение стрелки индикатора от нулевого положения в ту или
иную сторону от нуля. Деталь будет годной, если разность показаний индикатора
не будет превышать - 0,025 мм.
После этого при помощи рукоятки отжимаем заднюю бабка и отводим ее. Вал
опускается на призмы, после чего снимаем деталь из приспособления, а на ее
место устанавливается следующая.
Расчёт приспособления.
Допустимую погрешность измерения контрольного приспособления [εпр.к ] определяем по формуле:
[εпр.к ] = [εизм] - (k1×εбк+εзк+k2ωизм), где [
стр. 14];
[εпр.к ] - допустимая погрешность
измерения контрольного приспособления;
[ε изм] - допустимая погрешность
измерения контролируемого параметра;= 0,8…0,85 - коэффициент, учитывающий
наличие отклонений базовых поверхностей, не равных их предельным значениям,
принимаем k1 = 0,8;= 0,6…1,0 - поправочный
коэффициент; принимаем k2 =
0,8;
εб.к. - погрешность базирования в
контрольном приспособлении;
εз.к. - погрешность закрепления при
установке детали в контрольном приспособлении;
ωизм. - экономическая точность
измерения данным методом = 2,5 мкм;
Допустимую
погрешность измерения [ε изм.] выбираем по ГОСТ 8.051-81.
[ε изм. ] = 5 мкм [
стр. 9]
εб.к. = 0 мкм;
εз.к = 0 - деталь не закрепляется;
[ε пр.к. ] = 5 - (0,8×0+0.6×2,5)
= 3,5 мкм
Определяем погрешность изготовления и сборки установочных элементов
контрольного приспособления:
ε ус.к. =  , где [ стр. 15];
, где [ стр. 15];
·
ε
и.к.- погрешность износа
установленных элементов контрольного приспособления;
ε и.к. = β2×N, где [
стр. 21];
·
β2
= 0,001…0,002 - число
контактов заготовки с опорой.
Проверяем каждую 10 деталь.
N-число
контактов в год = 15000
ε и.к.= 0,001×15000=
1,5 мкм.
ε ус.к. =  что допустимо.
что допустимо.
9. Охрана труда
.1 Электробезопасность на участке
Общие сведения. Сила тока - основной фактор, обусловливающий степень
поражения. Она пропорциональна напряжению (U) и обратно пропорциональна
сопротивлению цепи (R), т. е.
= U/R.
Средства и способы защиты человека от поражения электрическим током сводятся
к следующему:
· уменьшению рабочего напряжения электроустановок;
· выравниванию потенциалов (заземление, зануление);
· электрическому разделению цепей высоких и низких напряжений;
· увеличению сопротивления изоляции токоведущих частей
(рабочей, усиленной, дополнительной, двойной и т. п.);
· применению устройств защитного отключения и средств
коллективной защиты (оградительных, блокировочных, сигнализирующих устройств,
знаков безопасности и т. п.), а также изолирующих средств защиты.
Напряжение до 42 В переменного и 110 В постоянного тока не вызывает
поражающих факторов при относительно непродолжительном воздействии. Поэтому
везде, где это возможно, кроме случаев, специально оговоренных в правилах,
следует применять электроустановки с рабочим напряжением, не превышающим
приведенных значений, без дополнительных средств защиты.
Однако при повышении мощности электроустановок с низким рабочим
напряжением возрастают потребляемые ими токи, а следовательно, увеличиваются
сечение проводников, габариты, потери энергии, и стоимость электроустановок.
Самыми экономичными считаются электроустановки с напряжением 220...380 В. Такие
напряжения опасны для жизни человека, что вызывает необходимость применения
дополнительных защитных средств (защитные заземление и зануление).
Защитное заземление - преднамеренное соединение металлических
нетоковедущих частей электроустановки с землей. Электрическое сопротивление
такого соединения должно быть минимальным (не более 4 Ом для сетей с
напряжением до 1000 В и не более 10 Ом для остальных) . При этом корпус
электроустановки и обслуживающий ее персонал будут находиться под равными,
близкими к нулю, потенциалами даже при пробое изоляции и замыкании фаз на
корпус. Различают два типа заземлений: выносное и контурное.
Выносное заземление характеризуется тем, что его заземлитель (элемент
заземляющего устройства, непосредственно контактирующий с землей) вынесен за
пределы площадки, на которой установлено оборудование. Таким способом
пользуются для заземления оборудования механических и сборочных цехов.
Контурное заземление состоит из нескольких соединенных заземлителей,
размещенных по контуру площадки с защищаемым оборудованием. Такой тип
заземления применяют в установках выше 1000 В.
Рис. 9.1 Принципиальная схема
защитного заземления:
а - в сети с изолированной нейтралью;
б - в сети с заземленной нейтралью; 1 - заземляемое оборудование; 2 -
заземлитель защитного заземления; 3 - заземлитель рабочего заземления; R3 -
сопротивление защитного заземления; RO - сопротивление рабочего заземления
Зануление - преднамеренное электрическое соединение с нулевым защитным
проводником металлических нетоковедущих частей, которые могут оказаться под
напряжением. Оно считается основным средством обеспечения электробезопасности в
трехфазных сетях с заземленной нейтралью напряжением до 1000 В.
В сети с занулением следует различать нулевые защитный и рабочий
проводники. Нулевым защитным проводником называется проводник, соединяющий
зануляемые части потребителей (приемников) электрической энергии с заземленной
нейтралью источника тока. Нулевой рабочий проводник используют для питания
током электроприемников и тоже соединяют с заземленной нейтралью, но через
предохранитель.
Использовать нулевой рабочий провод в качестве нулевого защитного нельзя!
т. к. при перегорании предохранителя все подсоединенные к нему корпуса
могут оказаться под фазным напряжением.
Рис. 9.2. Принципиальная схема
зануления:
- корпус однофазного приемника тока;
2 - корпус трехфазного приемника тока; 3 - предохранители; 4 - заземлители; Iк
- ток однофазного короткого замыкания; Ф - фазный провод; Uф - фазное
напряжение; HР - нулевой рабочий проводник; HЗ - нулевой защитный проводник; КЗ
- короткое замыкание
На
рис. 9.1 <#"699305.files/image087.gif">
Рис.
9.1. Схема питания оборудования- трансформатор
ТП
- трансформаторная подстанция
РП
- распределительный пункт
СП
- силовой пункт.
Для
защиты используется предохранитель ПР-2. Ток предохранителя:
где
КП - пусковой коэффициент = 0,5...4,0
Значение
коэффициента КП принимается в зависимости от типа электрических установок:
.
Если защита осуществляется автоматическими выключателями, имеющими только
электромагнитные расцепители, т.е. срабатывающие без выдержки времени, то КП
выбирается в пределах 1,25ёё1,4
.
Если защита осуществляется плавкими предохранителями, время перегорания которых
зависит от величины тока (уменьшается с ростом тока), то в целях ускорения
отключения КП принимают іі3.
.
Если установка защищена автоматами выключения с обратно зависимой от тока
характеристикой, подобной характеристике предохранителей, то так же КП³3.
Выбираем
стандартный предохранитель на 15 А.
Так
как в схеме приведен участок магистрали больше 200 м, то необходимо повторное
зануление. Значение сопротивления зануления не должно превышать 10 Ом.
Расчетная
проверка зануления
Определим
расчетное значение сопротивления трансформатора:
Рассчитаем
активное сопротивление фазного провода для каждого из участков:

где
l - длина провода- сечение провода
r - удельное
сопротивление материала (для алюминия r=0,028 0м*мм2/км).
Рассчитаем
активное сопротивление фазных проводов для трех участков:
 Ом
Ом
 Ом
Ом
 ОмФ1=0,14
0м; RФ2=0,084 0м; RФ3= 0,336 0м:
ОмФ1=0,14
0м; RФ2=0,084 0м; RФ3= 0,336 0м:
Полное
активное сопротивление фазного провода: RФее =О, 56 0м;
Рассчитаем
активное сопротивление фазного провода с учетом температурной поправки, считая
нагрев проводов на всех участках равным Т=55°С.
 Ом
Ом
где
a=0,004-1град -
температурный коэффициент сопротивления алюминия.
Активное
сопротивление нулевого защитного проводника:
 Ом
Ом
 Ом
Ом
Для
трубы из стали: r=1,8 Ом/км
 Ом
Ом
Таким
образом, суммарное сопротивление магистрали зануления равно:
ее =RM3 1+RМЗ 2+RM3 3=0,544 Oм
Определяем
внешние индуктивные сопротивления. Для фазового провода:
Х'Ф=
Х'ФМ - ХФL
Для
магистрали зануления:
Х'М3=
Х'М3 М - ХМ3 L
где
Х'М3
и Х'ФМ- индуктивные сопротивления, обусловленные взаимоиндукцией фазового
провода и магистрали зануления;
ХМ3
и ХФ1- внешние индуктивные сопротивления самоиндукции.
Индуктивные
сопротивления, обусловленные взаимоиндукцией фазового провода и магистрали
зануления, определяются по формуле:
Х'ФМ
= Х'М3 М =0145 lg(dФМ3)
где
d - расстояние между фазным и нулевым проводом. (для 1 и 2 d=15 мм, для 3 d=9.5
мм)
Х’ФМ1=Х’М3М=0,145
lg15=0,17 Ом.
Х’ФМ2=Х’М3М=0,145
lg15=0,17 Ом.
Х’ФМ3=Х’М3М=0,145
lg9,5=0,142 Ом.
Суммарное
сопротивление на всех участках:
Х’ФМ
=Х’М3М =3*0,145=0,482 Ом
Внешние
индуктивные сопротивления определяются по формуле:
ФL
= X'L* L
где
X'L- удельное сопротивление самоиндукции, Ом/м.'L1 =0,09*0,25=0,023
Ом'L2=0,068*0,075=0,005 Ом'L3 =0,03*0,03=0,0009 Ом
Суммарное
внешнее индуктивное сопротивление фазового провода:
ХФL=0,029
ОмL1 =0,068*0,25=0,017 ОмL2 =0,03*0,075=0,0025 ОмL3=0,138*0,03=0,004 Ом.
Суммарное
внешнее индуктивное сопротивление магистрали зануления:L=0,024 Ом
Суммарное
внешнее индуктивное сопротивление:
ХФ'=0,435-0,0314=0,453
Ом
ХМ3'=0,435-0,0244=0,458
Ом
Определяем
внутреннее индуктивное сопротивление:
ХФ"1-2=
XM3"1-2=0,057*0,075=0,001 Ом
ХФ"3=0,0157*0,03=0,0005
Ом
Полное
сопротивление фазного провода и магистрали зануления:Ф=0,78 Ом=0,79 Ом
Ток
однофазного КЗ определим по формуле:
Сравним
расчетные параметры с допустимыми: IКЗ=132>12 А
Кроме
того, должно выполняться условие: ZM3 < 2 * ZФ
Условие выполняется.
9.3 Инструкция по технике безопасности при работе на станке
. Прежде, чем приступить к работе, оператор должен изучить устройство и
правила эксплуатации станка. Непосредственно на рабочем месте оператор должен
быть ознакомлен с правилами техники безопасности, пожарной безопасности и
промышленной санитарии, действующими на предприятии.
Эксплуатация и техобслуживание станка должны производиться в соответствии
со следующими документами:
а). ГОСТ 12.2.003-74 «Оборудование производственное. Общие требования
безопасности»;
б). «Общие правила техники безопасности и производственной санитарии для
предприятий машиностроения».
. Обслуживающий персонал должен быть ознакомлен со следующими
дополнительными требованиями:
ЗАПРЕЩАЕТСЯ:
- работа при отсутствии или повреждении заземления;
- наладка станка при включенном электродвигателе;
работа при неисправном станке;
работа с неисправными средствами механизации, входящими в состав линии;
производить ремонтные, наладочные и работы по техобслуживанию во время
работы станка.
. При кратковременных отлучках оператор должен выключать станок и
отключать вводный автомат электрошкафа.
. При возникновении неисправностей и нарушении режима работы станка
прекратить работу, выключить станок и поставить в известность мастера или
начальника смены.
5. По окончании работы, а также во время проведения технических осмотров,
станок должен быть отключен от электро и пневмосети.
. Металлические корпуса электрооборудования, станина станка, электрошкаф,
пульт управления, электропривод должны быть надежно заземлены в соответствии с
действующими «ПУЭ» путем надежного присоединения к цеховому контуру заземления
. Работа неисправной пневмосистемы, а также работа при неисправных
приборах запрещается.
. Работа в режимах, превышающих установленные технической документацией,
не допускается.
. Испытание и эксплуатация пневмосистемы должны производиться при строгом
соблюдении правил противопожарной безопасности.
. Монтаж эксплуатация, демонтаж станка, или отдельных его частей, должны
вестись персоналом, ознакомленным с правилами эксплуатации, и при строгом
соблюдении правил техники безопасности.
10. Температурный расчет шпиндельных узлов на опорах качения
С ростом удельных энергетических характеристик станков
(при высокопроизводительном резании или шлифовании N/d≤200y600Вт/мм) и параметра быстроходности [при высоко- и
сверхскоростном резании dn≤(1y2)106ммxоб/мин] (здесь N - мощность главного
привода; d - диаметр передней шейки шпинделя; n- частота его вращения) [1]
значительно обостряется проблема температур и тепловых деформаций шпиндельных .
узлов (ШУ) на подшипниках качения (далее подшипники). При работе на повышенных
режимах резания заметно увеличиваются потери на трение в опорах, соответственно
возрастают их температура и тепловые деформации, что без соблюдения специальных
мероприятий может привести к потере технологической надежности ШУ. Технический
уровень современных ШУ во многом зависит от результатов температурного анализа
на ранних этапах их проектирования. , Как показывает зарубежный и отечественный
опыт , наилучших результатов удается добиться, проведя структурную и
параметрическую рационализацию конструкции ШУ. Структурная рационализация
позволяет уточнить схему установки, тип и число подшипников в опорах, исходя из
целевой задачи - обеспечения работоспособности ШУ во всем рабочем диапазоне
частот вращения шпинделя. При параметрической рационализации определяют, при
каких значениях конструктивных размеров ШУ, рабочих зазорах-натягах и условиях
смазывания опор избыточная температура ТУ становится наименьшей.
Ранее выполненными расчетами установлено , что на
выходные температурные и энергетические характеристики ШУ наибольшее влияние
оказывает структурная рационализация их конструкции в сочетании с уточнением
условий смазывания опор жидким и пластичным материалами. Обобщая полученные
результаты для ШУ станков различного назначения, продолжим температурный анализ
по параметру быстроходности применительно как к диаметру d передней шейки шпинделя, так и к
среднему диаметру dm подшипника.
Сравним два исполнения ШУ многоцелевого токарного станка - скоростное и
силовое. У первого из них в передней опоре установлен сдвоенный
радиально-упорный подшипник № 246922 (E110HE150 мм; ГОСТ 1832-78), у второго - радиально-упорный
конический двухрядный подшипник № 697920Л (E100HE150 мм; подобен подшипнику типа Gamet-G).
Как видно из рис. 1,-для каждого из них характерен свой диапазон предельных
максимальных и минимальных температур. Расчетами установлено, что на верхних
частотах вращения потери на трение у обоих исполнений ШУ примерно одинаковы.
При холостом ходе ШУ уровень абсолютных температур не превышает значений,
допустимых для станков классов точности Н и П.
Как показала имитация (на расчетной модели Пальмгрена
) нагружения опор скоростного ШУ силой резания, хотя по мере нагружения момент
Мо, обусловленный гидродинамическими потерями на перемешивание масла,
уменьшается, но общие потери на трение МТ = Мо + М1 (здесь М1 - нагрузочные
потери в обеих опорах ШУ) возрастают. Согласно экспериментам и расчетам при
нагружении опор наблюдается заметное увеличение натяга А (рис. 2) и толщины
слоя масла в подшипниках, что при определенных условиях- может привести к их
тепловому заклиниванию. При нагружении же опор силового ШУ силой до 15 кН
расход прокачиваемого масла (Индустриальное-20А) может достигать 6 л/мин, что
требует применения станции смазывания с холодильником.
На рис. 3 приведены результаты сравнения температуры в передней опоре
четырех типоразмеров ШУ станков, -Они имеют одинаковые условия токарных
смазывания и схемы установки подшипников: в передней опоре- три
радиально-упорных подшипника (по схеме "триплекс") серии 246000 КУ12,
в задней опоре -один двухрядный радиальный подшипник с короткими
цилиндрическими роликами серии 3182100 ТОСТ 7634-75); размеры переднего
подшипника dHD, где D- наружный диаметр): E90 H E125 мм вариант А), E110 H E150 мм (вариант Б), E140 H E210 мм (вариант В) и E160 H E240 мм (вариант Г).
Как видно из рис. 3, рост температуры в сравниваемых ШУ примерно
пропорционален скоростному параметру dmn значения dmnmax приведены
ниже.
|
Вариант ШУ
|
А
|
Б
|
В
|
Г
|
|
dmnmaxH10-5 ммHоб/мин
|
4,3
|
5,2
|
5,25
|
5,0
|
Наблюдаемый разброс температур связан с особенностями теплоотвода в
шпиндель и корпус ШУ. Сравниваемые ШУ принадлежат к среднескоростным (dmnmax=(3I5)105 ммHоб/мин)
Таблица 11.1.
|
Вариант ВШГ
|
Обозначение подшипника
|
Размеры подшипника, мм
|
Межопорная длина L,
мм
|
dmnmax H106 ммHоб/мин
|
|
|
d
|
D
|
dm
|
|
|
|
1
|
236906
|
30
|
47
|
38,5
|
156
|
1,54
|
|
2
|
236106
|
30
|
55
|
42,5
|
132
|
1,70
|
|
3
|
236206
|
30
|
62
|
46
|
114
|
1,84
|
|
4
|
236907
|
35
|
55
|
45
|
150
|
1,80
|
|
5
|
236908
|
40
|
62
|
51
|
138
|
2,04
|
Сравним теперь различные варианты конструкции ШУ (табл. 11.1)
внутришлифовальной головки (ВШГ) с гильзовым исполнением корпуса [длина гильзы
250 мм; наружный диаметр 65 мм (вариант 1) и 80 мм (остальные варианты)].
Исполнения различаются диаметром d и
соответственно размерами (а также серией) радиально-упорного подшипника
передней опоры. Смазывание опор осуществляется пластичным материалом с
кинематической вязкостью базового масла v50 = 12 мм2/с.
На рис. 4 приведены расчетные значения температуры в передней
опоре ВШГ. Как видно, для вариантов 1, 2 и 3 при Л - 30 мм увеличение диаметра I) (соответственно 47, 55 и 62 мм)
приводит к росту температуры; это объясняется возрастанием гидродинамической
составляющей Мo момента трения в опорах (так, при n = 20 000 об/мин для вариантов 1, 2 и
3 Мo = 21,8; 28,2 и 32,7 Н-м
соответственно). Сравнение вариантов 3 и 4 показывает, что, хотя их средние
диаметры почти одинаковы (45 и 46 мм), температура для варианта 3 выше, что
обусловлено конструктивным сближением опор (межопорное расстояние L = 114 и 150 мм для вариантов 3 и 4
соответственно).
Для расширения технологических возможностей современные шлифовальные
станки комплектуются в ряде случаев двумя-тремя сменными ШУ, различающимися
диаметром передней шейки (гильзовое исполнение позволяет сохранить при этом
наружный диаметр корпуса ШУ). Ниже приведены характеристики трех исполнений
сменных ШУ, в каждой из опор которых установлены по схеме "дуплекс"
два радиально-упорных подшипника типа 236200 КУ22 легкой серии.
|
Исполнение ШУ
|
I
|
II
|
III
|
|
Тип подшипника
|
236211
|
236207
|
236206
|
|
dHD,
мм
|
55H100
|
35H72
|
30H62
|
|
nmax, об/мин
|
3150
|
6000
|
12500
|
Как показали расчеты, верхний предел абсолютной температуры опор у таких
ШУ не превышает 40-43 °С благодаря хорошему отводу теплоты массивной гильзой;
значение dmnmax находится в пределах (2,4 I 5,8)106 ммHоб/мин.
Практический интерес для конструктора представляет
сравнительная оценка влияния серии диаметров подшипников на тепловыделение и
температуру в опорах ШУ. Такое сравнение проводили по общим потерям мощности на
трение (выраженным в значениях момента М) при фиксированном значении
внутреннего диаметра и подшипников трех серий диаметров (в соответствии с ГОСТ
3467-79): особо легкой 1 (№46118 в передней опоре и № 36118 в задней); легкой
серии 2 (соответственно № 46218 И № 36218) и сверхлегкой серии 9 (№ 46918 и
36918). Установлено, что МТ9 :МТ1 ;МТ2 = 1:1,16:1,36 (здесь цифровой индекс
соответствует номеру серии диаметров). В то же время переход к подшипникам
более тяжелых серий приводит к росту температур в отношении
Т9:Т1:Т2=1:1,05:1,14, т.е. примерно пропорционально росту среднею диаметра
подшипника (dm9:dm1:dm2=1:1,07:1,16).
Поэтому при оценке серий подшипников только по потерям на трение без учета
теплоотвода от опор эффект, получаемый при использовании новых, более легких
серий подшипников в конструкциях ШУ, несколько завышается.
Изменение среднего диаметра dm подшипника при фиксированном наружном D (а) и внутреннем d (б) диаметре для трех серий диаметров
(1 - особо легкая; 2 - легкая; 9 - сверхлегкая)
В конструкторской практике известны два способа
обоснования выбора диаметра d:
исходя из габаритных размеров гильзы корпуса (рис. 5. в) или исходя из диаметра
отверстия в шпинделе под пруток или зажимную цангу (рис. 5. б). Это приводит к
тому, что при анализе применения подшипников различных серий в опорах ШУ
следует считать фиксированным соответственно диаметр D или d. При
анализе обоих вариантов конструктивного решения ШУ используем ряд частных
критериев: 1) критерий Кn
характеризующий предельную частоту вращения n; 2) критерии Кd и KD характеризующие максимальную
изгибную жесткость шпинделя; 3) критерий Кt характеризующий наименьшую температуру t опор ШУ. Их можно определить
следующим образом: Kni=ni max/n2 max; KDi=Kdi=di4/di4; Kti=tit2, где I=1; 2; 9 (серия диаметров). Как видно, за базу сравнения
приняты подшипники легкой серии диаметров. Тогда общий критерий качества
сравниваемых конструктивных решений ШУ при фиксированном диаметре d (или D) имеет вид:
Исходя из постоянства параметра быстроходности (например, dmnmax=1H106ммHоб/мин) и одинаковых условий смазывания подшипников жидким
маслом, найдем предельную частоту вращения из соотношения ni max=106/dmi.
Основные результаты оценки эффективности применения подшипников трех серий
диаметров приведены в табл. 11.2.
Таблица 11.2.
|
Серия диаметров
|
Kt
|
nmax, об/мин
|
Kn
|
KD/Kd
|
KDШУ/KDШУ
|
|
9
|
0,88
|
10250/11750
|
1,1/1,15
|
2,73/1
|
3,41/1,31
|
|
1
|
0,92
|
9750/11100
|
1,05/1,08
|
1,49/1
|
1,7/1,17
|
|
2
|
1
|
9300/10250
|
1/1
|
1/1
|
1/1
|
Таким образом, проведенный расчетный температурный анализ быстроходных ШУ
показывает необходимость обязательного учета параметра быстроходности dmnmax по среднему диаметру. Причем там,
где это возможно по условиям статической жесткости шпинделя, целесообразен
переход на подшипники серий диаметров 1 или 9. При выборе опор качения ШУ
многих типов станков более целесообразно фиксировать наружный диаметр
подшипников (см. рис. 5, а) и затем подбирать серию диаметров. На ранних стадиях
проектирования учет отмеченных факторов позволяет конструктору более осознанно
подходить к проблеме повышения быстроходности ШУ на опорах качения для
современных режимов резания
11. Эксперементальное исследование термодинамического состояния токарного
станка с ЧПУ
В данном разделе представлены результаты экспериментальных исследований
термодинамического состояния токарного станка с ЧПУ мод.16Б16Т1. Целью данного
исследования являлось установление термодинамического состояния станка на
разных режимах работы холостого хода станка. Эксперимент выполнялся для трех
частот вращения шпиндельного узла: 200 мин-1, 800 мин-1 и 2000 мин-1. Значения
температуры и перемещений по осям X и Y фиксировались как при нагреве, так и
остывании станка. Зафиксированы два эффекта “температурный всплеск” - после
останова ШУ и “температурный провал” - при повторном его включении.
Необходимость создания конкурентоспособных станков вызывает потребность в
обеспечении их теплоустойчивости, что является обязательным условием для достижения
требуемой точности и надежности выпускаемого оборудования.
Для тепловых испытаний следует выделить следующие специфические
особенности:
1) большая продолжительность во времени;
2) для достоверности формирования представления о тепловом
состоянии станка необходимость проведения измерения в большом количестве точек.
Эти особенности определяют ценность в литературе экспериментальной
информации о проводимых тепловых испытаниях. Особенно значимой эта информация
становится в сложившихся экономических условиях.
Основными задачами проведенного эксперимента являлись: установление
теплового и деформационного состояния станка при его нагреве на различных
частотах вращения станка; оценка модальности температурного поля станка;
установление изменения теплового и деформационного состояния станка при
останове и повторном включении ШУ.
Эксперимент проводился при следующей схеме работы станка:
1) задавались три частоты вращения ШУ n=200, 800 и 2000 мин-1 ;
2) по истечении времени температурной стабилизации или близкому к
нему производился останов ШУ и повторное включение.
Измерение температур производилось при помощи многоканального устройства,
выполненного по схеме одноканального цифрового термометра с точностью измерения
±0,2 C.
Прибор оснащен одиннадцатью термодатчиками, в качестве которых
использовались кремниевые диоды.
Измерения температур выполнялись в два этапа. На первом этапе
анализировался характер распределения температур на крышках подшипников в
передней и задней опорах. На втором этапе анализировался характер распределения
температур в точках, принадлежащих различным конструктивным элементам станка.
Температура технической среды имела существенный диапазон. Этот диапазон
составлял не менее 5% от начальной температуры. Результаты экспериментальных
исследований первого этапа для двух частот вращения ШУ n=200 и n=800
мин-1 приведены на рисунках 1 и 2. Рисунки включают по четыре кривых,
иллюстрирующих температурное состояние в четырех точках станка. Термодатчики 1
и 2 устанавливались на подшипниковой крышке задней опоры ШУ, а датчики 3 и 4 -
на передней крышке. Термодатчики 1 и 3 располагались в верхних точках крышек, а
2 и 4 - в нижних. Остальные термодатчики 5 - 8 также располагались на крышках
задней и передней опорах между датчиками 1 - 4, соответственно.
Анализ полученных экспериментальных результатов позволил сделать
следующие выводы.
Прогрев задней опоры, на малых частотах вращения ШУ более существенен,
чем в передней. Для средних и больших частотах вращения передняя опора
прогревается больше, чем задняя. Этот эффект объясняется следующим образом: на
малых частотах существенно влияние ременной передачи, используемой в качестве
приводного элемента ШУ. На средних и больших частотах вращения ШУ, нагрузка от
натяжения ремня не оказывает заметного влияния на тепловыделения в задней
опоре. В этом случае в большей степени проявляются гидродинамические
зависимости потерь в опорах.
На всех режимах работы ШУ отслеживалась асимметрия температурного поля
подшипников. На всех режимах работы ШУ нагрев верхних частей подшипниковых
крышек был больше, чем нижних. Асимметрия - результат качества сборки
подшипников, т.к. эксперимент выполнялся на холостом ходу.
На всех частотах вращения после останова ШУ наблюдался “температурный
всплеск”. Этот температурный всплеск объясняется скачкообразным изменением
термодинамического состояния станка, обусловленного внезапным изменением
условий конвективного теплообмена. После останова ШУ все теплоотдающие
поверхности станка находятся в условиях только естественной конвекции и
коэффициенты теплоотдачи, количественно описывающие конвективный теплообмен,
уменьшаются в несколько раз. Значительное уменьшение коэффициентов теплоотдачи
отдельных теплоотдающих поверхностей станка вызывает существенное увеличение
времени температурной стабилизации и повышение уровня нагрева, что хорошо
описывается решением уравнения нестационарной теплопроводности с использованием
модального подхода:

где
- элементы матрицы собственных векторов, λk-соответствующие
собственные значения, uok - элементы вектора uo ,
определяемые начальными условиями термодинамической системы, diag()
- обозначение диагональной матрицы, fj - элементы вектора тепловой
нагрузки, n - число узлов расчетной схемы.
На
втором этапе исследований, измерения выполнялись в одиннадцати точках, что
соответствовало максимальному числу установленных термодатчиков. Результаты
экспериментальных исследований проиллюстрированы рисунками 3 и 4 для предельной
частоты вращения ШУ - 2000 мин-1 . Кривые на рисунке 3 соответствуют показаниям
соответствующих датчиков. Термодатчики устанавливались следующим образом:
шпиндельная бабка - 2; направляющие станины вблизи бабки - 1 и 7; станина - 4 и
8; крышки шпиндельных опор - 6 (задняя опора) и 5 (передняя опора); пустотелая
тумба, на которой установлена станина - 3, 10 и 11; электродвигатель привода
главного движения - 9.
Анализ
полученных результатов позволяет сформулировать следующее представление о
тепловом состоянии станка. Как и следовало ожидать, наиболее нагретыми
оказались точки 5 и 6, находившиеся в непосредственной близости от основных
источников генерации тепла - роликовых опор. Перегрев передней опоры по
отношению к задней, составлял более 4BC, при средней температуре окружающей среды в 22BC .
Следующим наиболее нагретым элементом была шпиндельная бабка. Ее тепловое
состояние представлял датчик 2, установленный на лицевой стенке бабки, вблизи
стыка со станиной. Расхождение в уровне нагрева относительно передней
подшипниковой крышки составляло более 10BC вблизи установившейся температуры. Двигатель 9 имел
температуру меньшую, более чем на 10BC по сравнению с нагревом бабки. Меньше всего
нагревалась пустотелая тумба. Ее избыточная температура в разных точках
составляла от десятых долей градуса до 10BC (вблизи коробки скоростей и двигателя привода
главного движения). Показания датчиков 1, 7 и 8 практически не отличались,
поэтому для лучшей визуализации представления на рисунке 3 приведены лишь
показания для восьмого датчика. Здесь, необходимо несколько слов сказать о
модальности температурного поля, особенно отчетливо представленной
температурными характеристиками точек, принадлежащих различным элементам
станка. Модальность температурного поля заключается в формировании температуры
в каждой точке станка, учитывающей воздействие от всех элементов станка. Это
влияние существенно различается в зависимости от структурного расположения в
станке (структурное расположение - положение анализируемого температурного
состояния точки станка по отношению к источникам тепла и теплоотдающим поверхностям,
а также ее принадлежность определенному конструктивному элементу станка).
Визуальное проявление модальности температурного поля заключается в различии
времени температурной стабилизации или величины тепловой постоянной времени в
различных точках станка. Так подшипниковая крышка передней опоры 6 имела
наименьшую тепловую постоянную времени, определяемую на уровне 20 минут. Крышка
задней опоры - около 45 минут. Шпиндельная бабка - около 60 минут. Для
шпиндельной бабки особенно четко проявился эффект “запаздывания”, оцениваемый в
12-14 минут. Что связано с особенностями формирования теплового источника для
шпиндельной бабки. “Запаздывание” устанавливается по температурной
характеристике, как функции температуры во времени. Для запаздывания характерно
наличие вогнутого участка кривой. Для шпиндельной бабки основным источником,
бесспорно, являлись опоры. Но “запаздывание” проявилось из-за удаленности точки
измерения от источников тепла. Поэтому, тепло доставлялось в эту точки путем
сложного теплообмена: по стенкам бабки, через прогреваемый воздух внутри бабки
и через нагретое масло, используемое как для смазывания опор, так и зубчатых
колес. Учитывая, что в станке 16Б16Т1 используется циркуляционная система
смазки, поэтому требуется некоторое время, чтобы масло успело существенно
нагреться и в коробке собралось достаточное его количество для прогрева стенок
бабки. Такой эффект наблюдается и в двусторонних торцешлифовальных станках. Так
как в них основным источником генерации тепла выступает нагретая СОЖ, поэтому
время запаздывания полностью определяется временем формирования теплового
источника. Первые минуты работы станка фактически связаны с формированием
источника тепла. Для других элементов станка (двигатель 9 в данном случае не
принимается в расчет, т.к. он сам являлся источником тепла) ярко эффект
запаздывания не проявлялся, в силу небольшого нагрева и больших постоянных
времени, что характеризует длительность процесса нагревания.
На
втором этапе исследований также фиксировался “температурный всплеск”. На
больших частотах вращения он выражался более ярко. Так для n=2000
мин-1 на передней подшипниковой крышке он составлял более 3BC .
Чтобы оценить изменение теплового состояния станка при повторном нагреве, что
реально происходит в производственных условиях работы оборудования, после 20
минут останова ШУ, шпиндельный узел был запущен вновь, на той же частоте. При
этом оказалось, что самые нагретые точки станка 2, 5 и 6 не успели вернуться к
прежнему температурному состоянию - состоянию до останова ШУ. Все другие точки
станка - точки 1, 3, 4, 7, 8, 9, 10 и 11, ввиду существенного для них
“температурного всплеска”, имели температурное состояние через 20 минут после
повторного запуска ШУ с большим уровнем нагрева. Это объясняется тем, что при
повторном включении привода главного движения, наблюдался эффект,
противоположный “температурному всплеску” и названный “температурным провалом”.
Для “температурного провала” характерно остывание точек станка во время
повторного включения ШУ. Этот эффект объясняется аналогично эффекту
“температурного всплеска”. Помимо температур в эксперименте отслеживались
перемещения подшипниковой крышки передней опоры ШУ по осям X и Y
(рисунок 4). Измерения выполнялись с помощью многооборотных индикаторных
головок с ценой деления 2 мкм. Здесь следует отметить, что уже после 100 минут
работы станка перемещения по осям не претерпевали изменений. На перемещениях не
отражались эффекты температурного всплеска и провала. Максимальные перемещения
составили по оси Y - более 100 мкм, а по оси X - 80 мкм.
Таким образом, проведенные исследования позволяют сформулировать следующие
выводы:
1) на холостом ходу, на инструмент через тумбу станка тепловыделения не
оказывают заметного влияния. Возникающие изменения начального
термодеформационного состояния инструмента могут быть связаны лишь с изменением
температуры технической среды.
2) эффекты “температурного всплеска” и “температурного провала”
могут быть использованы для выравнивания теплового и деформационного состояния
станка, причем путем рационального сочетания остановов и повторных прогревов
можно добиться скорейшего выравнивания теплового и деформационного состояния
оборудования.
Заключение
Развитие агрегатного станкостроения осуществляется в трех основных
направлениях: повышение производительности обработки, повышение уровня
автоматизации и повышение точности.
Пути повышения производительности обработки на агрегатных станках:
расширение технологических возможностей унифицированных узлов (силовых
головок, делительных и силовых столов и т. д.) и станков в целом с целью
выполнения операций, которые ранее не производились;
увеличение степени концентрации операций, позволяющих обрабатывать деталь
полностью с одной установки;
интенсификация режимов резания;
сокращение вспомогательного времени и времени холостых ходов.
Дальнейшее увеличение концентрации операций возможно за счет:
увеличения числа позиций на станке;
силовых головок на каждой позиции;
режущих инструментов, установленных на каждой силовой головке;
применения комбинированного режущего инструмента;
увеличения количества деталей, обрабатываемых на каждой позиции.
Повышение производительности обработки в части интенсификации режимов
резания происходит по всем основным направлениям: повышения скорости резания,
увеличения толщины срезаемого слоя и суммарной длины режущих кромок.
Оптимизация режимов резания может обеспечиваться бесступенчатым и
многоступенчатым регулированием скоростей и подач или автоматическим
регулированием скорости и подачи во время обработки.
Повышение производительности агрегатных станков за счет уменьшения
вспомогательного времени происходит в следующих направлениях:
. Облегчение и ускорение управления станками: оптимизация органов
управления, повышение скоростей холостых ходов инструментов, а также скорости
перемещения детали от позиции к позиции, введение системы цифровой индексации.
Увеличение скорости холостых ходов инструментов достигается при
использовании силовых головок с пневмогидравлическим и гидравлическим приводом
подач. Силовые головки современных конструкций сообщают инструментам скорость
перемещений в пределах 6 ... 12 м/мин, в связи с чем подвод их к обрабатываемым
поверхностям не превышает 1-3 с. Поворот планшайб делительных столов занимает
2-4 с.
Сокращение холостых ходов имеет особенно большое значение для агрегатных
станков, на которых обрабатываются небольшие детали: продолжительность цикла
таких станков обычно мала, и экономия буквально нескольких секунд на каждой
позиции может значительно повысить производительность обработки.
. Сокращение времени установки, закрепления и снятия деталей,
совершенствование и механизация зажимных устройств, совмещение времени
установки обрабатываемой детали со временем резания.
Особенно сильно сказывается на производительности время установки,
закрепления и снятия деталей, обрабатываемых на однопозиционных агрегатных
станках. Указанное вспомогательное время не перекрывается машинным .и полностью
входит в продолжительность цикла станка. Выход из данного положения -
автоматизация загрузки деталей.
Наряду с автоматизацией массового и крупносерийного производства все шире
внедряется автоматизация изготовления деталей, выпускаемых мелкими и средними
сериями. Трудности автоматизации серийного производства вызваны необходимостью
довольно частого переналаживания оборудования из-за частых изменений в
конструкции изделия. Во многих случаях эффективное использование
высокопроизводительных агрегатных станков возможно лишь при обработке
однотипных деталей, что вызывает необходимость в переналадке оборудования.
Работы по созданию быстропереналаживаемых агрегатных станков развиваются
в нескольких направлениях: проектирование полуавтоматов и автоматов из
полностью взаимозаменяемых стандартных сборочных единиц и деталей; разработка
компоновок станков, допускающих быструю переналадку; применение элементов
программного управления циклом работы станка.
Способы переналадки агрегатного станка зависят от конструктивных
особенностей деталей, которые предстоит обрабатывать на этом станке. Довольно
просто вопросы переналадки решаются в случае, когда обрабатываемые поверхности
и расстояния между ними одинаковы. Переналадка может заключаться в изменении
количества шпинделей многошпиндельной насадки или в замене насадки полностью, в
изменении числа позиций делительного стола или станка, в перекомпоновке силовых
головок и т. д. Поэтому необходимость в быстрой переналадке станка предъявляет
к конструкции его узлов некоторые дополнительные требования. Необходимо
обеспечить возможность перемещения силовых головок в горизонтальной и
вертикальной плоскостях по отношению к делительному столу. Конструкция стола
должна предусматривать настройку на различное число позиций, а приспособления
должны быть рассчитаны на закрепление нескольких деталей или на быструю замену
другими приспособлениями. Насадки (многошпиндельные или фрезерные) также
необходимо конструировать с учетом возможности их быстрой смены или регулировки
расстояний между шпинделями.
Повышение точности агрегатных станков необходимо осуществлять путем
создания высокоточных силовых головок, делительных столов, обеспечения
геометрических характеристик базовых деталей, разработки более совершенных
способов сборки станков и методов контроля сборочных операций.
Совершенствование конструкций унифицированных узлов и всего агрегатного станка
немыслимо без работ по оценке стабильности их основных точностных параметров в
процессе длительной эксплуатации.
Список использованной литературы
1. Гузенков П. Г. Детали машин: учебное
пособие для студентов втузов. - М.: Высш. Школа, 1982.-351 с.
2. Чернавский и др. “Курсовое проектирование
деталей машин” , изд.“Машиностроение”, Москва,1985год.
3. Решетов Д.Н. “Детали и механизмы
металлорежущих станков”, Том 2 изд. “Машиностроение”, Москва,1972 год.
4. Пуш В.Э. и др. «Металлорежущие
станки», изд.“Машиностроение”, Москва,1986год.
5. Колев Н.С. и др. «Металлорежущие
станки», изд.“Машиностроение”,Москва,1973год.
6. Колев Н.С. и др. «Металлорежущие
станки», изд.“Машиностроение”,Москва,1980год.
7. Анурев В. И. Справочник конструктора
- машиностроителя в 3-х т. М.; Машиностроение ; 1982 .т1 729 с.
8. Справочник технолога машиностроителя
в 2-х т . Под ред А.Г. Косиловой и Р.К Мещерякова т.1 М.; Машиностроение ;
1985.
9. Режимы резания металлов. Справочник.
Под ред. Барановского Ю. В. М.; Машиностроение ; 1985.407 с.
10. Белькевич Б. А., Тимашков В. Д.
Справочное пособие технолога машиностроительного завода. Мн. «Беларусь», 1972г.
640с.
11. Адам Я. И., Овумян Г. Г. Справочник
зубореза. М.; Машиностроение. 1971г. 232 ст.