|
560
|
1100
|
245
|
300
|
163-229
Внутренние полость - цилиндрической формы с гладкой
прямолинейной поверхностью, без выступов и поднутрений, получается при помощи
стержня 4-го класса сложности. Боковые поверхности оформляются при помощи
болванов. Максимальный габаритный размер 358мм. Минимальная толщина стенки 8
мм. Масса отливки 
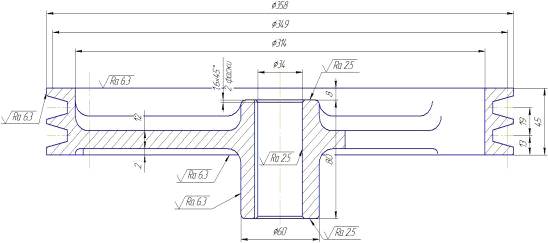
Рисунок 1 - Эскиз «Шкив 525-32600 003 002»
Разъём формы должен обеспечивать наименьшее количество
дефектов по перекосам, и чтобы сократить количество отделочных работ,
протяженность литейных швов должна быть минимальной [9]. По-этому отливку
необходимо расположить в двух полуформах, с линией разъёма проходящей
перпендикулярно оси симметрии массивной частью бобышки вниз. Данная линия
разъёма обеспечивает сборку формы без особых затруднений, надёжное крепление
стержня, исключая его деформацию под действием сил тяжести и давления жидкого
металла. Ещё одна причина, почему линия разъёма выбрана именно таким образом -
необходимость обеспечивать минимальную высоту отливки в форме.
Далее следует выбрать внешние и внутренние литейные уклоны согласно ГОСТ
3212-92, для обеспечения более простого извлечение отливки из формы, без её
разрушения. Уклоны назначаются на поверхности перпендикулярные плоскости
разъема.
На все обрабатываемые поверхности назначаются припуски
на механическую обработку по ГОСТ 26645-85 [2].
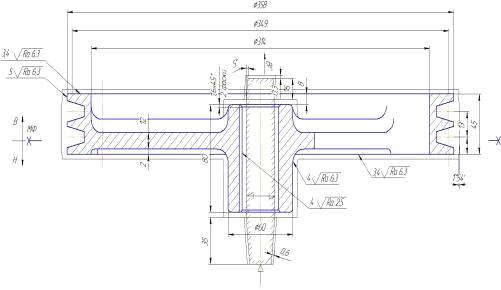
Рисунок 2 - Деталь с технологией
Деталь технологична для получения её методом литья,
так как преимущественно равностенная, не имеет термических узлов, что
способствует принципу направленного затвердевания. Деталь не имеет сложных
выступов и поднутрений, которые бы препятствовали свободному извлечению отливки
из полуформы. Конструкция детали позволяет получить внутреннюю полость с
применением только одного стержня, что облегчает сборку формы и уменьшает её
себестоимость.
ГЛАВА 3. РАСЧЁТ ШИХТЫ
Для обеспечения заданного химического состава и качества выплавляемого
чугуна следует рассчитать шихту по принятому химическому составу жидкого чугуна
с учетом угара элементов при плавке.
Шихту рассчитывают на 100 кг металлической завалки. Масса металлической
шихты или завалки на данную программу складывается из масс:
годных отливок, необходимых по программе на месяц, квартал, год
или плавку;
бракованных отливок - брака внутреннего или внешнего, т.е. обнаруженного
в литейном и механическом цехах;
литников, выпоров, прибылей;
угара и механических потерь металла при разливке.
Угар примесей в чугуне зависит от абсолютного содержания их в шихте и от
режима плавки [4].
Серый чугун должен иметь следующий состав [6]:
Таблица 4 - Состав серого чугуна
|
C,%
|
Si,%
|
Mn,%
|
P,≤
|
S,≤
|
|
3,2-3,5
|
2,0-2,2
|
0,7-0,9
|
0,2
|
0,15
|
Угар элементов при плавке в индукционной печи: 10 % Si; 20 % Mn; 30 % S;
5 % С;
Рассчитаем состав шихты, т. е. определим процентное содержание
компонентов в шихте. В соответствии с заданием шихту составляем из компонентов
с учетом имеющихся шихтовых материалов и химического состава, подбираем массу
отдельных компонентов.
Тогда в шихте должно быть:
Таблица 5 - Состав шихты
|
№ п/п
|
Наименование материала
|
Марка
|
Расход материала в %
|
Содержание элементов
|
|
|
|
|
С
|
Si
|
Mn
|
S
|
P
|
|
|
|
|
мат
|
ших
|
мат
|
ших
|
мат
|
ших
|
мат
|
ших
|
мат
|
ших
|
|
1
|
Чугун передельный
|
ПЛ1
|
13
|
4,00
|
0,52
|
1,20
|
0,16
|
0,60
|
0,08
|
0,01
|
0,001
|
0,08
|
0,01
|
|
2
|
Лом стальной
|
18
|
0,50
|
0,09
|
0,40
|
0,07
|
0,55
|
0,10
|
0,02
|
0,004
|
0,02
|
0,00
|
|
3
|
Лом чугунный
|
17А
|
21
|
3,30
|
0,69
|
2,20
|
0,46
|
1,45
|
0,30
|
0,04
|
0,008
|
0,10
|
0,02
|
|
4
|
Возврат
|
СЧ-20
|
22
|
3,50
|
0,77
|
2,00
|
0,44
|
0,70
|
0,15
|
0,02
|
0,004
|
0,10
|
0,02
|
|
5
|
Чугун литейный
|
Л-2
|
26
|
3,90
|
1,01
|
3,20
|
0,83
|
0,80
|
0,21
|
0,03
|
0,008
|
0,08
|
0,02
|
|
Итого в металле:
|
|
3,09
|
|
1,96
|
|
0,84
|
|
0,026
|
|
0,08
|
|
Ферросилиций
|
ФС-75
|
0,35
|
0,10
|
0,0004
|
75,0
|
0,26
|
0,40
|
0,001
|
0,03
|
0,0001
|
0,0002
|
|
7
|
Силикомарганец
|
ФМн-75
|
0,5
|
7,00
|
0,04
|
2,00
|
0,01
|
75,00
|
0,38
|
0,02
|
0,0001
|
0,06
|
0,0003
|
|
Итого в шихте:
|
|
3,12
|
|
2,23
|
|
1,22
|
|
0,026
|
|
0,08
|
|
Угар/пригар(+/-)
|
|
0,31
|
|
-0,34
|
|
-0,24
|
|
0,01
|
|
0,00
|
|
Итого в шихте с
ферросилицием:
|
|
3,43
|
|
1,90
|
|
0,98
|
|
0,04
|
|
0,08
|
|
Требуемый хим. Состав
|
3,2-3,5
|
2,0-2,2
|
0,7-0,9
|
до 0,15
|
до 0,2
|
Содержание в чугуне основных элементов в % выражается следующими
уравнениями [4]:
С =
(1,3 + 0,00238 · tme + 0,027 · Мnme -
0,317 · Sime - 0,33 · Pme - 0,365 · Sme) · α β γ ;= 0,24 + 1,093 · Siш - 0,08 · CaCO3 - 0,064 · FeO;=
-0,013 + 0,852 · Mnш + 0,006 · CaCO3 - 0,002 ·
FeO;
S = -0,008 + 1,349 · Sш + 0,018 · CaCO3 - 0,003 · FeO.
ГЛАВА
4. ВЫБОР И РАСЧЁТ
ЛИТНИКОВОЙ СИСТЕМЫ
Одним из важнейших условий получения качественной отливки является
правильное устройство литниковой системы. Литниковая система служит для
плавного подвода расплава в полость литниковой формы и питания отливок в
процессе затвердевания.
Литниково-питающей
системой называют совокупность элементов литейной формы в виде каналов и
полостей, предназначенных для плавного подвода расплава в форму, её заполнения
и питания отливок в процессе кристаллизации.Правильный выбор конструкции
литниково-питающей системы обеспечивает получение качественной отливки [9].
Правильно построенная литниковая система должна обеспечивать хорошее
заполнение формы расплавом и питание отливки в процессе ее затвердевания;
способствовать получению отливки с точными размерами, без поверхностных
дефектов (засоров, ужимин, шлаковых включений и др.) и направленному
затвердеванию отливки,расход металла на литниковую систему должен быть
минимальным [4].
В зависимости от способа заполнения формы металлом литниково-питающие
системы можно разделить на боковые и с подводом металла сверху и снизу. По
соотношению площадей литниковые системы бывают расширяющиеся и сужающиеся. Для
отливки «Шкив 525-32600 003 002» будет применяться боковой подвод металла, по
линии разъёма, при этом питатели будут располагаться по касательной к
цилиндрической части шкива, для уменьшения негативного воздействия металла на
форму и стержень.
Расчёт сводится к определению площади наименьшего сечения стояка и
питателей литниково-питающая системы с последующим определением соотношения
площадей сечения остальных элементов системы [4].
Сечение питателя находим по формуле:
где G - масса жидкого металла на форму,
кг;
 -коэффициент
расхода, зависящий от внутреннего сопротивления формы, =0,5 ; -коэффициент
расхода, зависящий от внутреннего сопротивления формы, =0,5 ;
 -оптимальная
продолжительность заливки формы, с; -оптимальная
продолжительность заливки формы, с;
Hр -
расчетный металлостатический напор, см.
Масса жидкого металла на отливку определяется:

где Go - черновой вес отливки;
 -
коэффициент использования металла, =0,7 -
коэффициент использования металла, =0,7
Оптимальная
продолжительность заливки следующим образом для отливок массой до 500 кг :
где
S - эмпирический коэффициент, зависящий от толщины
стенки отливки;
S=1,3, т.к.
средняя толщина стенки отливки составляет 13 мм.

Расчетный металлостатический напор зависит от размера отливки и его
определяют из соотношения:
где Но - полный напор, см ;
С - общая высота отливки, см ;
Р - высота отливки в верхней полуформе, см .




Минимально допустимое  для отливок с толщиной стенок 10-40мм: 10…20 мм/сек для отливок с толщиной стенок 10-40мм: 10…20 мм/сек
Соотношение сечений элементов литниковой системы для мелких отливок: Fпит : Fшл : Fст = 1,0 : 1,1: 1,2
Площадь шлакоуловителей:


Площадь стояка:


Диаметр верхнего сечения стояка:
Расчет чаши произведем по формуле:

где Dв -
верхний диаметр чаши, см;
Hв - высота чаши, см.

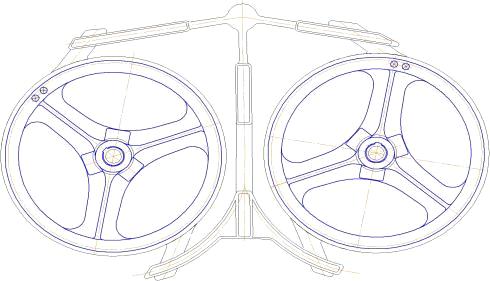
Рисунок 3 - Эскиз литниковой системы
ГЛАВА 5. РАСЧЁТ ВЕСА ГРУЗА
При заполнении формы расплав создает давление на стенки формы,
пропорциональное плотности и высоте его столба. Это может привести к тому, что
под давлением расплава верхняя опока приподнимиться, в результате между верхней
и нижней полуформами образуется щель, через которую расплав может вытечь.Сила
действия на верхнюю опоку определяется из выражения [4]:

где Q - масса верхней полуформы, кг;
Vст - объём стержня без знаков, м3
Vст составил 0,029 м3
rст -
плотность стержневой смеси, rст = 1500
кг/м3
r - плотность
жидкого металла, r = 7200 кг/м3
К - коэффициент, учитывающий гидравлический удар, зависящий от
металлоемкости формы, К=1,3;
Fотл -
горизонтальная проекция отливки в плоскости разъёма,
Fотл
=0,163 м2

Так как на линии HWS,
вместо груза используются скобы, то они должны выдерживать нагрузку в 127 кг.
ГЛАВА 6. Расчет продолжительности затвердевания
и охлаждения отливки
При анализе процесса формирования отливок в форме различают несколько
стадий, характеризующих изменение состояния металла [4]:
- 1 стадия. Начало процесса, когда происходит заполнение формы
расплавом и его частичное охлаждение в результате теплообмена с формой.
- 2 стадия. Охлаждение расплава после окончательного заполнения
формы и отвода от неё тепла.
- 3 стадия. Процесс затвердевания расплава, который начинается
при температуре ликвидуса и заканчивается при температуре солидуса. Во время
затвердевания расплава происходит постепенное нарастание корки отливки. При
этом фронт кристаллизации перемещается от наружной затвердевшей корки внутрь
отливки, содержащей расплав.
- 4 стадия. Представляет собой процесс охлаждения в форме
полностью затвердевшей отливки. При этом в ней идут структурные превращения.
Последние, в зависимости от характера отливок (вида сплава, конфигурации
отливки) могут сопровождаться и перераспределением термических напряжений,
следствием которых являются холодные трещины.
Расчет ведём для сырой песчано-глинистой формы:
Удельная теплота течения определяется по формуле:

где
b2 -
коэффициент аккумуляции тепла материалом форы
 - разность между температурой заливки и температурой
кипения - разность между температурой заливки и температурой
кипения
воды;
R
- половина толщины стенки, м;
ρ - плотность жидкого металла; для чугуна 7200 кг/м3
;
n - показатель
степени параболы, n=2,9;
 - время
течения, с; - время
течения, с;
A - параметр,
определяемый по формуле:
где U1 - влажность на границе сухой - влажный участок формы,
в сотых долях.


С2 - удельная теплоемкость сухой формы, С2=1250
Дж/кг*град;
Ru -
удельная теплота испарения влаги, rи =  ; ;
 - разность
температур на границах сухой - влажной зоны. - разность
температур на границах сухой - влажной зоны.




Время отвода теплоты перегрева можно рассчитать по
упращёной формуле:

где
 - плотность жидкого металла, - плотность жидкого металла, 
 -
плотность жидкого металла, -
плотность жидкого металла, 

 

Полное время затвердевания отливки определяется по формуле:

где
 - удельная теплота кристаллизации с учетом понижения
температуры; - удельная теплота кристаллизации с учетом понижения
температуры;

 ; ;
 ; ;
=1050;
=1200.





Общее время кристаллизации:


ГЛАВА 7. АВТОМАТИЗАЦИЯ ОФОРМЛЕНИЯ КОНСТРУКЦИОННОЙ И ТЕХНИЧЕСКОЙ
ДОКУМЕНТАЦИИ
Текстовый материал пояснительной записки к курсовой работе оформлен в
соответствии с действующим стандартом на оформление текстовых документов ГОСТ
2.105-95 [3]. Пояснительная записка написана с помощью компьютерных средств.
ЗАКЛЮЧЕНИЕ
В ходе курсовой работе был произведён анализ требований предъявляемых к
детали «Шкив 525-32600 003 002», оценка её технологичности и
технико-экономическое обоснование выбора технологического процесса её
получения. Были разработаны технические литейные указания: назначены припуски
на механическую обработку, формовочные уклоны, выбрана плоскость разъема,
выбран тип литниково-питающей системы.
Далее был произведён расчёт шихты для СЧ 20 ГОСТ 1412-85 с применением Excel. После чего была рассчитана
литниковая система, вес груза и продолжительность затвердевания и охлаждения
отливки с применением MathCad.
И автоматическое оформление конструкторской и технологической документации.
В итоге был сделан вывод что технологический процесс получения отливки
«Шкив 525-32600 003 002» полностью обоснован, так как он позволяет наладить
крупносерийное производство, с минимальной трудоёмкостью и является практически
полностью автоматизированным.
Так же были полученны навыки разработки конструкторской документации с
использованием компьютерных систем в соответствии с требованиями ГОСТ, ЕСКД.
СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ
1. ГОСТ
3.1125-88 «Правила графического выполнения элементов литейных форм и отливок».
. ГОСТ
26645-85 «Отливки из металлов и сплавов. Допуски размеров, массы и припуски на
механическую обработку».
. ГОСТ
2.105-95. Единая система конструкторской документации. Общие требования к
текстовым документам. - Москва : Изд-во стандартов, 1995
. метод.
указания к курсовой работе для студентов специальности «Машины и технология
литейного производства» заоч. формы обучения / авт.-сост. А. В. Ткаченко. -
Гомель : ГГТУ им. П. О. Сухого, 2007
. Дмитрович,
А. М. Справочник литейщика / А. М. Дмитрович. -Минск : Выш. шк., 1989
. Справочник
по чугунному литью / под ред. Н. Г. Гиршовича. - 3-е изд. - Ленинград :
Машиностроение, 1978
. Кечин
В.А., Селихов Г.Ф., Афонин А.Н. «Проектирование производство литых заготовок»:
Учеб. пособие / Владим. гос. ун-т. Владимир, 2002
. «Технология
литейного производства » под редакцией Ю.А.Степанова, М., «Машиностроение»,
1983
. Кукуй
Д.М., Скворцов В.А., Эктова В.Н. «Теория и технология литейного производства». ―
Мн.: Дизайн ПРО, 2000
Похожие работы на - Разработка технологического процесса получения отливки 'Шкив 525-32600 003 002' с применением САПР
|