Разработка проекта участка никелирования гальванического производства для выпуска детали 'Направляющая'
Введение
Гальваника - один из наиболее распространённых
методов защиты металлических изделий от коррозии и придания им определённых
свойств или улучшения их путём нанесения специальных металлических или
химических покрытий. В настоящее время гальваника распространена во многих
отраслях промышленности. В гальваническом производстве наносятся различные виды
покрытий: никелирование, цинкование, хромирование, анодирование, фосфатирование
и другие. Однако, гальванические покрытия используются не только в защитных
целях, но и для придания деталям красивого внешнего вида, такие покрытия
называются защитно-декоративными.
Кроме защитно-декоративных свойств
гальванические покрытия применяются для увеличения твёрдости поверхности,
облегчения пайки.
Электрохимический метод нанесения металлических
покрытий - гальваностегия - приобретает с каждым годом все более широкое
применение в технике. Широкое применение для получения защитно-декоративных
покрытий получили процессы меднения, никелирования, хромирования, а также процесс
электроосаждения благородных металлов.
Гальваностегия успешно используется для защиты
от коррозии самых разнообразных металлических изделий и деталей машин, приборов
и т.д. Самые разнообразные условия службы различных металлических предметов или
деталей предъявляют к гальваническим покрытиям специфические требования.
При обычных режимах
электроосаждения в большинстве электролитов образуются матовые покрытия. Вместе
с тем часто требуется, чтобы поверхность после нанесения покрытий приобретала
блеск. Для этого повержность металла до и после нанесения покрытия подвергают
механической полировке.
Для исключения этого трудоёмкого процесса
разработаны электролиты и режимы для непосредственного получения блестящих
осадков.
Целью данного дипломного проекта является
разработка проекта участка никелирования гальванического производства для
выпуска детали «Направляющая» с годовой программой 36 000 000 штук, расчет
количества оборудования, стоимости материалов, численности работающих, фонда
заработной платы и др.
Методом решения поставленной задачи является
сравнение произведенных затрат на проектирование гальванического участка с
базовыми и получение экономического эффекта с помощью внедрения прогрессивно -
технических решений. За базу сравнения принимаем действующие и наиболее
распространенные на гальванических производствах технологические процессы.
1. Теоретическая
часть
1.1 Механизм образования
гальванических покрытий
Гальванические покрытия имеют четко выраженную
кристаллическую структуру, поэтому процесс катодного восстановления металлов
называют электрокристаллизацией. Многочисленными исследованиями установлено,
что чем плотнее и мельче структура покрытия, тем выше их свойства.
Несмотря на специфичность условий, связанных с
переходом иона из раствора в кристаллическую решетку, образование и рост
кристаллов подчиняются общим законом, по которым происходит образование твердой
фазы из расплава или раствора.
Кинетика процесса электрокристаллизации
характеризуется двумя основными параметрами: скорость образования центров
кристаллизации или кристаллических зародышей, возникающих на единице
поверхности в единице времени, и линейной скоростью их роста.
Величина кристаллов зависит от соотношения этих
скоростей. В тех случаях, когда скорость образования новых центров кристаллизации
превышает скорость роста, образуется мелкокристаллическая структура. При
обратном соотношении скоростей кристаллы вырастают до крупных размеров.
Фактором, определяющим скорость возникновения
кристаллических зародышей при кристаллизации твердой фазы из раствора, является
степень пересыщения последнего.
Процесс возникновения кристалла начинается с
создания зародыша критической величины. В связи с тем, что поверхность катода
находится в пассивном состоянии, создание первых критических зародышей происходит
при некотором начальном перенапряжении. Дальнейший рост не требует
дополнительной поляризации, и перенапряжение снижается до устойчивой величины.
Всякое кристаллическое тело состоит из многих
кристалликов, которые называются кристаллитами, или зернами с линейными
размерами 10-5 - 10-3 см. Каждое зерно - кристаллит - это
кристалл, имеющий неправильную форму, так как его росту препятствуют соседние
кристаллы.
Различают одномерный зародыш, представляющий
собой цепочку атомов, двумерный зародыш - островок атомов, трехмерный зародыш -
кристаллик. Атомы, попадающие на поверхность катода, могут быть встроены в
кристаллическую решетку только в местах роста. На атомарно гладкой поверхности
катода таких нет. Однако если в результате флуктуации возникает двумерный
зародыш, то около его краев возникнут места роста и атомы, которые
адсорбируются около него и будут встроены в кристаллическую решетку.
При микроскопическом наблюдении
за ростом кристалла на катоде обнаруживается, что в первый момент форма
кристалла оказывается предельно простой и правильной, то есть развитие граней
происходит путем периодического распространения слоев возникающих чаще всего у
ребра. Толщина и скорость распространения слоя зависят от концентрации ионов,
подвергающихся разряду, наличия поверхностно-активных веществ, режима работы и
других условий электролиза.
Однако по мере увеличения размеров кристаллов
происходит искажение их формы, так как даже при соблюдении самых тщательных
предосторожностей кристалл всегда содержит значительное число дислокации -
дефектов структуры, образующихся за счет сдвига одной группы атомов по
отношению к другой.
Взаимодействие друг с другом, дислокации могут
быть причиной возникновения уступов, петель, краевых и винтовых дислокаций.
Форма ступени будет меняться до тех пор, пока она не превратится в спираль.
Дислокации способны адсорбировать инородные
атомы, молекулы, ионы, поверхностно-активные вещества, что заметно сказывается
на оптических, полупроводниковых и электропроводных свойствах покрытий.
Физико-механические свойства зависят также от
текстуры металлического покрытия. Под текстурой понимают преимущественную
ориентацию кристаллов в одном или нескольких направлениях. До возникновения
текстуры металл состоит из кристаллов (кристалликов), однотипно построенных, но
по-разному ориентированных в пространстве. При появлении текстуры направление
многих кристаллов становится параллельным некоторому направлению, которое
называется осью текстуры.
Особенно сильное влияние на характер структуры
оказывает структура основы, на которую наносится покрытие. При осаждении никеля
на ряд металлов структура осадков как бы продолжает структуру основного
металла. Это явление называется эпитаксией. При увеличении толщины покрытия
одновременно с первоначальной образуется дополнительная текстура, совершенство
которой возрастает с увеличением покрытия.
Ориентирующее влияние структуры основного
металла исчезает также при применении высоких плотностей тока, когда в большом
количестве возникают беспорядочно ориентированные кристаллики или создается
собственная ориентация осаждающего металла. Например, при осаждении цинка на
полированную латунную пластину сначала получается мелкокристаллический осадок с
беспорядочно расположенными кристалликами, а затем часть кристаллов цинка,
имеющих общую ось ориентации, вырастает до значительной величины.
Зависимость текстуры от условий электролиза
весьма сложна. Однако в определенных границах каждый параметр электролиза может
оказывать сильное влияние на текстуру. Физико-механические, электрохимические и
другие свойства текстурированных покрытий в значительной мере отличаются от
свойств нетекстурированных покрытий. Более того, одни и те же покрытия могут
иметь различные свойства в зависимости от того, какие грани кристаллов
находятся на его поверхности, то есть наличие текстуры осадка придает
анизотропию его свойствам.
В то же время нередки случаи, когда текстура
приходится устранять специальной обработкой для получения изотропных свойств
поликристаллических покрытий. В связи с разнообразными требованиями,
предъявляемыми в настоящее время к свойствам покрытий, полученных
электрохимическим путем, значение текстуры становится очевидным.
.2 Назначение, программа и режим
работы цеха
Гальванический цех предназначен для размещения
электрохимического оборудования, разработки технологических процессов,
тщательного их выполнения с целью получения качественной продукции с
наименьшими затратами при соблюдении правил техники безопасности и охраны
труда.
Основными исходными данными для проектирования
участка цеха является:
- действительный фонд времени
работы оборудования.
- годовая производственная программа;
Годовую производственную программу в
гальванических цехах выражают в единицах площади.
При установлении производственной программы
необходимо учитывать и работы, связанные с исправлением некоторых видов
дефектов обработки.
Процент исправимого брака в свою очередь зависит
от процесса обработки и режима работы цеха. Он обычно колеблется в пределах
0,5-3% от программы по каждому виду покрытия. Для однослойных покрытий процент
исправимого брака принимается от 0,5 до 1%, а для многослойного - от 1 до 3%.
Данным дипломным проектом предлагается нанесение
однослойного покрытия, поэтому процент исправимого брака будет равен 1%. С
учетом процента брака, допускающего переделку, годовая производственная
программа цеха или участка Ргод может быть рассчитана по формуле:
Ргод = Рзад * Sдет + а * Рзад * Sдет/100, (1)
где Рзад - заданная годовая программа цеха или
участка, шт;
а - процент исправимого брака, %;дет - площадь
одной детали, м2;
Ргод = 36000000*0,007721+1*36000000*0,007721/100
= 280735,56 м2
Для выполнения производственной программы данным
дипломным проектом предлагается трехсменный режим работы цеха. Исходя из этого,
действительный годовой фонд времени составит 5960 часов. Данные по
действительному годовому фонду времени работы оборудования представлены в
таблице 1.
Таблица
1
Действительный годовой фонд времени работы
оборудования
|
Режим
работы цеха
|
Автоматизированное
оборудование
|
|
Номинальный
фонд, Фн, ч
|
Потери
времени от номинального фонда, %
|
Действительный
годовой фонд, Фв,ч
|
|
Три
смены
|
6210
|
4
|
5960
|
1.3 Характеристика детали, выбор
вида и толщины покрытия
Данным дипломным проектом предлагается
обрабатывать деталь «Направляющая» РЮИБ 8.203.241.
Деталь «Направляющая» изготовлена из
углеродистой стали марки 20. Эта сталь удовлетворяет производственным
требованиям. Сталь 20 обладает хорошими физико-химическими свойствами, является
пластичным и гибким материалом, удобным при нанесении покрытия и дальнейшей
обработке. Деталь имеет сложную форму, имеет отверстия, изгибы, не имеет
резьбы. Деталь в гальванический цех приходит из механического цеха. В процессе
изготовления детали, методом штамповки, была нанесена замасловка, в состав
которой входит И-20 А ГОСТ 20.799-75. На детали нет заусенцев, царапин и других
неровностей, исходя из этого, деталь не будет подвергаться шлифованию,
полированию, галтовке и др.
Габаритные размеры детали «Направляющая»
следующие:
Длина, мм - 68
Ширина, мм - 60
Площадь, м2 - 0,007721
Масса, кг - 0,038
Деталь «Направляющая» применяется в
электронно-кассовых регистраторах ЭКР для направления движения денежного ящика.
Коррозийное воздействие среды является одним из
важнейших факторов, влияющих на выбор покрытий.
При выборе покрытий следует учитывать условия
эксплуатации детали, материал и назначение детали. Деталь «Направляющая»
используется в условиях не отапливаемого помещения, при переодическом
механическом воздействии на деталь. Коррозионное воздействие среды,
определяемое условиями эксплуатации, является одним из важнейших факторов,
обусловливающих выбор покрытий. Условия эксплуатации определяются согласно ГОСТ
15150-69 в зависимости от климатического исполнения и категории размещения
детали с учетом атмосферы: все климатические исполнения, кроме очень холодного,
если исключена возможность попадания влаги, следовательно, деталь относится к
группе со средними условиями (С) эксплуатации.
Выбор видов покрытий и их толщин производится по
ГОСТ 9.303-84 «ЕСЗКС. Покрытия металлические и неметаллические неорганические.
Общие требования к выбору».
Таблица
2
Условия эксплуатации покрытия
|
Группа
условий эксплуатации
|
Климатическое
исполнение деталей
|
Категория
размещения деталей
|
|
Средние
условия (С)
|
Все
климатические исполнения, кроме очень холодного
|
Неотапливаемые
помещения, отсутствие атмосферных осадков. Температура воздуха от -600С
до +600С. Относительная влажность 95+3 % при температуре +300С
|
Исходя из функционального назначения и условий
эксплуатации детали, данным дипломным проектом предлагается наносить на деталь
никелевое покрытие.
Поверхность деталей, подлежащих покрытию, не
должна иметь дефектов, влияющих на защитную способность и окончательную отделку
покрытий. Поры, раковины, трещины и другие дефекты должны быть устранены.
Никель - относительно недорогой металл,
обладающий при этом множеством полезных свойств, основные из которых
перечислены ниже.
Простое вещество никель в компактном виде -
блестящий серебристо-белый металл.
Никелирование представляет собой один из
наиболее важных и широко применяемых процессов электроосаждения металлов.
Большая часть из всего производимого никеля используется именно в виде
покрытий.
Благодаря склонности к пассивированию никель
оказывается химически стойким во многих средах, в частности в воде, щелочах, в
органических и минеральных кислотах. По отношению к железу никелевые покрытия
являются катодными.
Никелевые покрытия обладают рядом достоинств:
1.
Достаточно высокая износостойкость, которая может быть еще дополнительно
повышена с помощью введения мелкодисперсных наполнителей в сам никель
(композиционные покрытия, КЭП), легирования покрытий и нанесения поверх никеля
тонкого слоя еще более твердого металла или сплава. Наполнители могут быть как
твердыми, так и смазывающими.
2.
Довольно высокая твердость, которая может быть еще повышена легированием или
осаждением КЭП.
3.
Сравнительно высокая пластичность, особенно при осаждении из сульфаматных
растворов, в связи с чем никель хорошо полируется и может выдерживать
запрессовку. В полированном виде обладает высокой отражательной способностью.
Может быть получен с блестящей поверхностью непосредственно при осаждении (без
механической полировки).
4.
Высокие декоративные характеристики поверхности как блестящей, так и матовой,
«полуматовой», сатинированной и т.д.
Возможность нанесения в качестве декоративного
финишного покрытия.
7.Сравнительно
высокая собственная коррозионная стойкость в обычных средах, при повышенной
влажности, в растворах щелочей и органических кислот. Коррозионно-зашитная
способность (в отношении нижележащих металлических слоев, например меди и ее
сплавов), особенно при низкой пористости.
8.Существуют
электролиты, покрытия из которых при достаточной толщине сглаживают
(выравнивают) поверхность в результате постепенного заращивания царапин и тому
подобных микродефектов.
Никелевые покрытия также имеют и недостатки
такие как:
1.
После нанесения покрытия на сталь могут ухудшиться механические свойства основы
(особенно в случае блестящих покрытий), в частности из-за проникновения
водорода.
2.
Покрытия плохо выдерживают клепку и развальцовку.
3.
Никель нестоек в атмосфере аммиака, серосодержащих соединений, хлора (особенно
влажного). Покрытие защищает сталь от коррозии только механически: в порах
покрытия сталь корродирует.
4.
Не всегда удается обеспечить хорошее сцепление никелевого слоя с основой
(покрытие легко отслаивается), а также с последующим покрытием (покрытие
пассивируется).
5.
Процессы никелирования весьма чувствительны к наличию загрязнений в растворах.
Указанные достоинства и недостатки осадков
никеля определяют чрезвычайно обширную сферу их использования в качестве:
а) функциональных, защитных и декоративных
покрытий как в машиностроении, так и в электронике, приборостроении.
б) как износостойкое покрытие.
Установив группу условий эксплуатации и вид
покрытия, определяем в соответствии с ГОСТ 9.303-84 его толщину. Для средних
условий эксплуатации никелевого покрытия толщина составляет 18 мкм.
Обозначение, выбор и назначение гальванических
покрытий устанавливаются соответствующими стандартами Единой системы защиты от
коррозии и старения (ЕСЗКС). Термины и определения в области металлических и
неметаллических неорганических покрытий установлены ГОСТ 9.008-82 «ЕСЗКС.
Покрытия металлические и неметаллические неорганические. Термины и определения»,
классификация и обозначение - ГОСТ 9.306-85 «ЕСЗКС. Покрытия металлические и
неметаллические неорганические. Обозначение». Согласно этого ГОСТа никелевое
покрытие обозначается «Н».
Поверхность любого металла, даже кажущаяся
невооруженному глазу совершенно гладкой и блестящей, в действительности
шероховата, т.е. имеет множество мелких неровностей - следов обработки. На
одних поверхностях следы обработки («гребешки») видны простым глазом, на других
их можно увидеть только при помощи оптических приборов.
Объективная и точная оценка шероховатости
поверхности играет важную роль в технике. Согласно ГОСТ 2789-79 установлены 14
классов чистоты поверхности, которые не следует смешивать с классами точности.
Классы 6-14 дополнительно разделены каждый на
три разряда, обозначаемые буквами а, б, в.
Наличие следов обработки, царапин, рисок и
других дефектов ухудшает внешний вид покрытого изделия, так как гальванически
осажденное покрытие не только не скрывает неровностей основного металла, но,
наоборот, делает их более заметными.
Поверхность деталей, подлежащих покрытию, не
должна иметь дефектов, влияющих на защитную способность и окончательную отделку
покрытий. Поры, раковины, трещины и другие дефекты должны быть устранены.
Для никелевого покрытия класс чистоты составляет
7-9.
Данные по выбору толщины, класса чистоты и
условное обозначение покрытия сведены в таблице 3.
Таблица
3
Покрытия деталей из углеродистой стали
|
Наименование
деталей (область применения)
|
Условия
эксплуатации
|
Металл
покрытия
|
Общая
толщина покрытия
|
Класс
чистоты поверхности до покрытия (ГОСТ 2789-85)
|
Условное
обозначение покрытия (ГОСТ 9.306-85)
|
|
«Направляющая»
|
С
|
Никель
(Ni)
|
18
мкм
|
7-9
класс
|
Н18
|
1.4 Разработка технологического
процесса
Технологические процессы получения
гальванических покрытий устанавливает ГОСТ 9.305-84 «ЕСКЗС. Покрытия
металлические и неметаллические неорганические. Операции технологических
процессов получения покрытий». Согласно данному стандарту, операции по
назначению классифицируются следующим образом: промывка, подготовка поверхности
основного металла, получение металлических и неметаллических неорганических
покрытий и заключительная обработка.
Данным дипломным проектом предлагается следующая
технологическая схема:
. Монтаж деталей на подвеску;
2. Электрохимическое обезжиривание;
. Промывка в тёплой проточной воде;
. Промывка в холодной проточной воде;
. Травление;
. Промывка в холодной воде;
. Активация;
. Промывка в холодной проточной воде;
. Электрохимическое никелирование;
. Промывка в холодной непроточной воде
(улавливание);
. Промывка в холодной проточной воде;
. Промывка в теплой проточной воде;
. Сушка;
. Демонтаж деталей;
. Контроль качества покрытия.
Рассмотрим каждую операцию подробнее.
Монтаж деталей на подвеску.
Подвеска устанавливается на
загрузочно-разгрузочной стойке, где детали крепятся медной проволокой к
подвеске рамочного типа. После монтажа деталей, подвеска переносится на процесс
электрохимического обезжиривания.
- Электрохимическое обезжиривание
По происхождению жировые загрязнения бывают двух
видов: жиры животного и растительного происхождения, представляющие собой
сложные эфиры глицерина и высших жирных кислот (стеариновой, пальмитиновой) и
минеральные (нефтяные) масла, состоящие из смеси углеводородов (парафин,
вазелин).
Обезжиривание применяют для снятия
с поверхности жировых загрязнений. Жиры животного и растительного происхождения
являются омыляемыми, так как, вступают во взаимодействие со щелочными
растворами, образуют растворимые в воде мыло. Минеральные масла являются
неомыляемыми, и их можно удалять только специальными органическими
растворителями или моющими средствами.
Растворы для обезжиривания обычно содержат
щелочи, фосфаты, силикаты, мыла, различные синтетические моющие вещества -
поверхностно-активные вещества, эмульгаторы - органические соединения с большой
молекулярной массой (желатин, декстин), кальцинированную соду.
По степени щелочности обезжиривающие растворы
можно разделить на группы: сильнощелочные для грубой очистки стальных деталей
(рН 12-14); среднещелочные для очистки деталей перед нанесением покрытия (рН
11-12).
Для обезжиривания металлов, растворяющихся в
щелочах алюминия, цинка, олова, применяют растворы на основе
слабогидрализующихся щелочных солей - кальцинированной соды, карбоната калия
(поташа), тринатрийфосфата.
При обезжиривании следует применять разбавленные
растворы щелочей, так как концентрированные щелочные растворы обладают
способностью образовывать оксидные пленки на поверхности деталей, изготовленных
из стали, меди и медных сплавов. Повышенное содержание щелочи может вызвать
пассивацию и коррозию изделия. Коррозия легких металлов происходит при рН 10.
Фосфаты натрия Na3PO4
и Na4P2O7
образуют щелочную среду в результате гидролиза; обладают буферными свойствами,
поддерживая концентрацию водородных ионов при изменении состава раствора. Они
также обладают поверхностно-активными свойствами: пептизируют загрязнения.
Фосфаты уменьшают жесткость воды, образуя комплексные соединения с солями
кальция и магния.
Из фосфатов наилучшими
обезжиривающими свойствами обладают ортофосфаты и полифосфаты; концентрацию
последних берут в 2-3 раза меньше.
Силикат натрия (жидкое стекло) mNa2O∙nSiO2
кроме мягкого щелочного действия оказывает ингибирующее и эмульгирующее
действие. Силикаты при гидролизе образуют нерастворимую кремниевую кислоту,
находящуюся в коллоидном состоянии, способность которой диспергировать твердое
вещество улучшает качество очистки поверхностей и предотвращает повторное
осаждение загрязнений на поверхность деталей. После обработки в растворах,
содержащих силикат натрия, на поверхности деталей остается тонкая пленка.
Фосфаты и силикаты хорошо смываются водой. Кроме того, в присутствии фосфатов
лучше смываются едкий натр и карбонат натрия. После обезжиривания в растворах
силикатов необходимо тщательная промывка деталей в нейтральной или немного
щелочной воде.
Электрохимическое обезжиривание является
эффективным способом очистки поверхности и применяется главным образом для
удаления жировых пленок, которые трудно удалить другим способом.
Растворы, используемые для
электрохимического обезжиривания, содержат в основном те же компоненты, что и
растворы, применяемые при химической очистке. Но учитывая активную роль,
которую играют в электрохимическом процессе выделяющиеся на электроде пузырьки
газов, содержание компонентов в этом случае может быть значительно понижено.
Выделяющиеся пузырьки не только способствуют отрыву слоя загрязнений от
поверхности металла, но и облегчают их эмульгирование. Подбирая состав
электролита, следует принять меры для получения высокой электропроводности его,
что позволит увеличить плотность тока на ванне, снизить напряжение, уменьшить
затраты электроэнергии. Электропроводность раствора определяется главным
образом концентрацией в нем едкой щелочи и углекислого натрия. Последний
применяют преимущественно в электролитах для очистки мало загрязненных деталей.
Фосфаты облегчают смываемость
загрязнений, причем повышение их концентрации значительно улучшает работу
электролита. Эмульгирующее действие оказывает метасиликат натрия.
Поверхностно-активные вещества не вводят в
электролиты или вводят в небольшом количестве. Содержание ПАВ, принятое для
растворов химического обезжиривания, неприемлемо при электрохимическом
процессе, так как наблюдается образование большого количества пены на
поверхности ванны. Обильная пена затрудняет удаление выделяющихся на электродах
газов, что может привести к образованию взрывоопасной газовой смеси, поэтому в
качестве эмульгаторов чаще используют метасиликат натрия, а органические ПАВ,
если и вводят, то их содержание в три-пять раз меньше, чем при химическом
обезжиривании. Для устранения пенообразования можно добавлять в электролит
кремнийорганическую жидкость ПМС-200, как в процессах химической очистки.
Электрохимическое обезжиривание целесообразно
применять для снятия с поверхности металла небольшого слоя жира. Обычно этому
процессу в гальваническом цехе предшествует химическое обезжиривание, которое
удаляет основную массу загрязнений. По сравнению с химическим электрохимическое
обезжиривание дает более тщательную подготовку поверхности металла перед
осаждением гальванических покрытий.
Подобная обработка черных
металлов, в особенности, если она длительная, может привести к их
наводороживанию, что ухудшает механические свойства деталей. Электрохимическое
обезжиривание черных металлов начинают при катодной поляризации, но незадолго
до окончания процесса изменяют полярность. Повышение плотности тока при
электролизе интенсифицирует процесс очистки. При этом несколько снижается
возможность наводороживания металла.
Полностью исключить диффузию водорода в металл
можно используя переменный ток промышленной частоты напряжением 10-15 В при
плотности тока 8-10 А/дм. При этом увеличивается продолжительность очистки до
10-15 мин. Заметного ускорения процесса обезжиривания можно достигнуть повышением
плотности тока до 30-40 А/дм2, что не всегда выполнимо и связано с
увеличением расхода электроэнергии.
Ускорения процесса обезжиривания стальных
деталей с одновременным уменьшением возможности их наводороживания можно
достигнуть электролизом с применением реверсивного постоянного тока. Увеличение
продолжительности анодного периода снижает скорость очистки поверхности
металла, но одновременно уменьшает количество поглощаемого им водорода. По
опытным данным, оптимальным является следующий режим: продолжительность
катодного периода 20 с, анодного 10-15 с, плотность тока 6-8 А/дм2
Во всех случаях электролиз ведут при плотности
тока 3-10 А/дм2, напряжение источника постоянного тока 12 В.
Соотношение площади обрабатываемых деталей и противоположного электрода -
1:1,5-1:2. Противоположным электродом служит никель или никелированная сталь.
Температура электролитов, не содержащих ПАВ, 70-80°С, с добавками ПАВ -
60-70°С. Продолжительность очистки мало загрязненных деталей 1-3 мин, при
большом загрязнении она увеличивается до 5-10 мин.
При выборе состава электролита
следует учитывать его электропроводность, эмульгирующую и смачивающую
способность, а также воздействие на материал катода. Электропроводность
растворов солей уменьшается в ряду
→ Na2SiО3
→ Na2CО3 → фосфаты
Эмульгирующая способность
возрастает в ряду
→ Na2CО3
→ фосфаты → силикаты.
В процессе электрохимического обезжиривания
необходимо удалять накапливающуюся на поверхности электролита пену, так как в
ней могут задерживаться выделяющиеся пузырьки водорода и кислорода, образующие
гремучий газ. Из этих соображений не следует добавлять в ванну
электрохимического обезжиривания большое количество эмульгаторов и ПАВ. Во
избежание накопления пены применяют пеногасители А-154, ПМС-200А и др.
Увеличение температуры ускоряет процесс очистки
и, кроме того, повышает электропроводность раствора, способствуя снижению
напряжения на ванне и уменьшению расхода электроэнергии. Можно повышать
плотность тока, ускоряя процесс. При повышении температуры раствора на каждые
14°С свыше 60 °С время обезжиривания уменьшается в 2 раза. Напряжение на
зажимах электродов меняется в зависимости от состава, температуры раствора и
плотности тока в пределах 2-10 В.
Данным дипломным проектом предлагается
электрохимическое обезжиривание с реверсированием тока, так как такое
обезжиривание позволяет увеличить коэффициент использования электроэнергии
почти в три раза, лучше используется объем ванны, устраняется выделение
водорода и кислорода, исчезает опасность наводороживания. И это обезжиривание
обладает рядом преимуществ, таких как улучшение качества обезжиривания,
экономия времени, по сравнению с химическим обезжириванием.
Данным дипломным проектом предлагается следующий
состав электролита обезжиривания (г/л) и его режим работы.
NaOH 10-202СO3
15-303PO4 25-402SiO3 3-5к,
A/дм2
2-10
t,oC 60-80
τ, мин 1-3
После процесса обезжиривания детали поступают на
промывку.
- Промывка в тёплой воде
В технологическом процессе подготовки и
нанесения электрохимических и химических покрытий недостаточная промывка
деталей может быть причиной плохого сцепления покрытия с основным металлом,
появления пятен и других видов брака.
При дефиците воды применяют диффузионный способ
промывки, который заключается в том, что детали вносят в камеру, заполненную
водяным паром, который, конденсируясь на их поверхности, смывает пленку
раствора, перенесенную из предыдущей ванны. Такой способ является экономически
выгодным и часто применяется за рубежом.
Большинство отечественных предприятий используют
промывные воды, которые полностью смешиваются с пленкой растворов, переносимых
с деталями при их загрузке. При этом способе промывка осуществляется или путем
погружения деталей в промывочные ванны, или при помощи струи, или и тем и
другим путем. Во всех случаях в промывной воде происходит изменение
концентрации переносимых компонентов за счет разбавления. При этом концентрация
отдельных компонентов не должна быть выше предельно допустимой. Например, при
содержании в воде более 3 г/л SO42-, степень
обезжиривания снижается с 93 до 75%. Резко ухудшает качество
обезжиривания совместное присутствие Fe2+ и SO42-.
Источником водоснабжения является городской или
промышленный водопровод, а также внутрицеховая сеть деминерализованной воды,
которая применяется для приготовления электролитов при нанесении покрытий из
благородных металлов, никеля, а также для окончательной промывки перед сушкой.
Для экономии воды широко применяют системы непрерывной циркуляции промывной
воды; обезжиривающие и фильтрующие установки позволяют повторно использовать
50-80% отработанных промывных вод.
Эффективность промывки зависит также от качества
воды. При наличии в ней значительного количества солей на поверхности деталей
образуется пленка труднорастворимых солей. При взаимодействии ионов кальция и
магния с мылами также образуются трудносмываемые пленки. В связи с этим
необходимо очищать и смягчать воду. Предельная жесткость воды для ряда
ответственных деталей составляет 1,8 мг-экв/л, в остальных случаях - 6
мг-экв/л. Обессоливают воду дистилляцией или ионным обменом.
Промывная вода может быть холодной (температура
не нормируется), теплой (40-60°С) и горячей (60-90°С). Теплая вода применяется
после операций обезжиривания, травления легких металлов и сплавов, снятия
шлама, после химического оксидирования черных металлов. Горячая вода
используется перед сушкой деталей. Исключение составляют цинковые и кадмиевые
покрытия после хроматирования.
Данным дипломным проектом предлагается проводить
тёплую промывку при следующем режиме работы:, oC 40-60
τ, мин 0,5
После промывки в тёплой воде, следует промывка в
холодной воде.
Промывка в холодной воде
Промывку осуществляют при следующем режиме
работы:, oC 15-25
τ, мин 0,5
После промывки детали поступают на процесс
травления.
Травление
Травлением называется процесс удаления оксидов с
поверхности металлических деталей при помощи кислых или щелочных растворов.
При травлении также происходит выявление
структуры металла. Травление можно проводить химическим и электрохимическим
способом. Выбор способа травления зависит от природы металла, состояния его
поверхности и от последующей технологической операции.
Поверхность черных металлов обычно покрыта слоем
оксидов железа, куда входят вюстит FeO,
гематит Fe2O3,
магнетит Fe3O4,
а так же гидроксиды железа.
Для химического травления черных металлов обычно
применяют разбавленные растворы серной или соляной кислоты или их смеси.
При травлении наблюдаются два процесса:
растворение оксидов и растворение железа, находящегося под слоем оксидов. Эти
два процесса могут протекать одновременно. В зависимости от природы кислоты, ее
концентрации и температуры меняется скорость протекания процесса.
В первый период раствор кислоты через поры и
трещины в наружном слое окалины, который состоит из Fe2O3,
проникает к слоям Fe3O4
и FeO, а затем - к
поверхности металла. Поскольку оксид FeO
растворяется с наибольшей скоростью, происходит преимущество его растворения, а
трещины и поры в слое Fe2O3
и Fe3O4
увеличиваются. С момента проникновения кислоты к поверхности металла начинается
его растворение с выделением водорода.
Механизм удаления окалины в серной и соляной
кислоте неодинаков. В соляной кислоте растворяются преимущественно оксиды; в
серной - главным образом металлическое железо с выделением водорода, который
механически разрыхляет и удаляет окалину.
Продолжительность травления значительно
сокращается при повышении температуры растворов.
Так как при повышении
температуры от 15 до 60оС скорость травления в растворах серной
кислоты возрастает в 10-15 раз независимо от состава раствора, целесообразно
вести процесс при температуре 50-60оС.
Повышение температуры растворов соляной кислоты
не оказывает сильного влияния на интенсивность процесса. Поэтому травление в
соляной кислоте при повышенных температурах нецелесообразно, тем более, что при
этом выделяется большое количество вредных паров хлороводорода и происходит
интенсивное растворение основного металла, приводящее к излишнему расходу
кислоты, потере металла, выделению вредных испарений; при этом возможно
наводораживание металла. Кроме того, поверхность металла может оказаться
разъеденной и шероховатой.
Травление в растворе соляной кислоты проводят
при комнатной температуре или при температурах не более 40оС, что
связано с летучестью хлороводорода. Продолжительность травления в соляной
кислоте значительно меньше, чем в серной, вследствие значительно большой
скорости распространения оксидов. Применяемые концентрации соляной кислоты
150-200 г/л.
Данным дипломным проектом предлагается следующий
состав электролита травления (г/л) и его режим работы.
Соляная кислота 120-200
Ингибитор БА-6 40-50
Температура, оС 15-25
τ, мин 0,5-1
Промывка.
Данным дипломным проектом предлагается проводить
холодную промывку при следующем режиме работы:, oC 15-25
τ, мин 0,5
После промывки детали поступают на процесс
активации.
Активация
Активированием называется процесс удаления с
поверхности металлических деталей тончайшего, зачастую незаметного глазу слоя
оксидов, которые могли образоваться в промежутках между операциями.
При активировании одновременно происходит легкое
протравливание верхнего слоя металла и выявление кристаллической структуры
металла, что благоприятствует прочному сцеплению покрытия с основой.
Активирование осуществляется непосредственно
перед загрузкой деталей в ванны для нанесения покрытий. Если детали поступают в
гальванический цех непосредственно после механической обработки и на их
поверхности имеется только тонкая оксидная пленка, то активирование может
производиться без предварительного травления деталей. Процесс активирования с
применением постоянного тока называется электрохимическим активированием.
Электрохимическое активирование осуществляется исключительно на аноде. Катодами
при электрохимическом активировании в кислых растворах служат свинцовые
пластины, в щелочных - железные.
Электрохимическое активирование особенно рекомендуется
при подготовке стальных деталей перед никелированием.
Данным дипломным проектом предлагается
использовать сернокислый раствор электрохимического активирования, так как к
его преимуществам относятся низкая температура обработки и возможность получать
более чистую и менее шероховатую поверхность деталей.
Данным дипломным проектом предлагается следующий
состав и режим работы ванны электрохимической активации.
H2SO4 90-1002Cr2O7
5-7, oC 15-25, А/дм2
5 - 10
τ, с 3 - 5
После активации подвеска направляется в ванну
холодной промывки.
- Промывка в холодной воде
Данным дипломным проектом предлагается проводить
холодную промывку при следующем режиме работы:, oC 15-25
τ, мин 0,5
После холодной промывки подвеска с деталями
отправляется в ванну электрохимического никелирования.
- Электрохимическое никелирование
Для никелирования применяют сульфатные,
хлоридные, сульфаматные, борфторидные, кремнефторидные и другие электролиты.
Наибольшее распространение в промышленности получили сульфатные электролиты.
Разработано большое количество составов и режимов осаждения, позволяющих
получать осадки никеля с различными физико- химическими свойствами.
Основным компонентом сульфатного электролита
является NiSО4.7H2О.
Его растворимость в воде около 300 г/л. Если концентрация NiSО4.7H2О
не превышает 200 г/л, в электролит для увеличения электропроводности вводят Na2SО4
∙ 10Н2О и MgSО4
∙ 7H2О
Сульфат натрия обладает значительно большей электропроводностью, однако магний
включается в никелевые покрытия, при этом они становятся более мягкими и
светлыми.
В качестве буферного соединения наиболее широко
применяется борная кислота. Оптимальная концентрация ее в электролите 20-30
г/л. Борная кислота регулирует рН не только в общем объеме электролита, но и в
прикатодном слое, который вследствие разряда и выделения водорода непрерывно
защелачивается. Для электролитов с низким значением рН более эффективными
являются добавки фторидных соединений NaF
и т. п.
В некоторые электролиты вводят ион NH4+,
так как в его присутствии гидролиз никелевых солей начинается не при рН
6,6-7,0, как обычно, а при рН 7,6. В таких электролитах можно получать твердое
никелевое покрытие.
Так как никелевые аноды склонны к пассивации, в
электролитах обязательно должны находиться ионы С1-. Для этой цели
вводят хлориды NaCl
или NiCl2.
Для устранения питтинга в электролит вводят смачивающие добавки; жидкость
«Прогресс», лаурилсульфат, алкилсульфат натрия и др., концентрация их в
электролите 0,005-0,1 г/л. Уменьшает питтинг барботаж сжатым воздухом и качание
катодных штанг со встряхиванием 30-60 раз в минуту.
Для нормальной работы электролита и получения
осадков с заданными физико-механическими свойствами необходимо строго
поддерживать режим работы. Снижение температуры до 50°С приводит к охрупчиванию
покрытий, а при снижении температуры до 10 °С электролит становится
непригодным. Чрезмерное увеличение плотности тока может привести к резкому
падению выхода по току. Для каждого электролита устанавливается оптимальное
значение рН в соответствии с концентрацией солей никеля, плотностью тока и
температурой электролита.
В настоящее время около 80% всех никелевых
покрытий получают блестящими непосредственно из гальванических ванн. Такие
покрытия применяют на деталях, не требующих высокой коррозионной стойкости в
качестве защитно-декоративных. Блестящее никелирование по сравнению с матовым
имеет ряд преимуществ:
1) отпадает
трудоемкая операция механического полирования и устраняется опасность
прополирования покрытий;
2) сокращается
расход никеля, так как при механическом глянцевании на углах, кромках и ребрах
деталей снимается верхний слой покрытия толщиной 2-3 мкм;
3) сокращается
число технологических операций и создаются условия для автоматизации всего
технологического цикла;
4) интенсифицируется
процесс осаждения за счет применения более высоких плотностей тока.
Основными недостатками блестящих покрытий по
сравнению с матовыми являются сильное наводороживание, наличие внутренних
напряжений и большое количество примесей, ухудшающих механические свойства.
Блеск покрытий возникает за счет добавления в электролит блескообразователей.
Они могут быть как органического, так и неорганического происхождения.
Неорганические блескообразователи применяются
значительно реже, в основном это соли кобальта или кадмия. Добавки солей
кобальта вследствие высокой стоимости практического применения не нашли. Кадмий
в качестве блескообразователя иногда применяют, например, при нанесении никеля
на мелкий крепеж во вращательных установках. Концентрация солей кадмия
составляет примерно 0,03-0,10 г/л.
Одним из первых блескообразователей
органического происхождения была натриевая соль сульфированного нафталина.
При перемешивании электролита плотность тока
может быть повышена до 4-5А/дм2. Электролит длительное время
сохраняет способность осаждать блестящие покрытия без дополнительных добавлений
блескообразователя, однако неравномерный блеск и хрупкость покрытий являются
недостатками этого электролита.
В настоящее время разработано большое количество
электролитов, в состав которых входят различные органические водорастворимые
добавки, позволяющие получать блестящие, малонапряженные и гладкие осадки.
Современные электролиты блестящего никелирования имеют выравнивающие и
смачивающие добавки. Являясь ПАВ, выравнивающие добавки блокируют выступающие
части поверхности, в связи с чем осаждение происходит в микроуглублениях.
Смачивающие добавки способствуют снижению поверхностного напряжения
электролита, удалению грязи и пузырьков водорода с поверхности катода.
По одной из принятых классификаций
блескообразующие добавки делятся на два класса: первый - слабые
блескообразователи, второй - сильные блескообразователи.
Слабые блескообразователи позволяют получать
блестящие покрытия только на полированной поверхности, их блеск обратно
пропорционален толщине. Они не влияют на катодную поляризацию. К ним относятся
уротропин, паратолуолсульфамид, сахарин, хлорамин Б и др.
Сильные блескообразователи способствуют
получению блеска не только на полированной, но и на матовой поверхности, причем
блеск не зависит от толщины покрытий. Они повышают катодную поляризацию и
выравнивают микрорельеф, но ухудшают механические свойства осадков. К ним
относятся кумарин, тиомочевина, 1,4-бутиндиол и др.
При совместном действии добавок 1-го и 2-го
классов осадки получаются пластичными с равномерным блеском. Блескообразователи
1-го класса являются в таких случаях пластичными добавками. Для реализации их
положительных свойств важна такая комбинация блескообразователей, при которой
добавки 2-го класса не подавляют адсорбции на катоде добавок 1-го класса.
Добавка сахарина резко снижает степень
наводороживания никеля, добавка бутиндиола в сочетании со фталимидом
увеличивает выравнивающую способность электролита и расширяет рабочий диапазон
плотностей тока. В результате совместного действия этих блескообразователей
осадки получают интенсивный блеск, высокую твердость и пластичность.
Никелевый электролит очень чувствителен даже к
небольшим изменениям кислотности. Для поддержания величины рН в требуемых
пределах необходимо применять буферные соединения. В качестве такого
соединения, препятствующего быстрому изменению кислотности электролита,
применяют борную кислоту.
Широкое применение получили
электролиты с добавками органических блескообразователей в виде натриевых солей
сульфированного нафталина.
Данным дипломным проектом предлагается следующий
состав (г/л) электролита блестящего никелирования и его режим работы:
Сернокислый никель200-300
Кислота борная 25-30
Хлористый натрий 3-15
Фтористый натрий 4-6
Натриевая соль нафталиндисульфокислоты 2-4
Формалин 1-1,5
Температура, оС15-25
Показатель рН5,8-6,3
Плотность тока, А/дм2 2-5
Выход по току, %90-92
При никелировании применяют горячекатаные аноды
марок НПА-1, НПА-2, а также непассивирующиеся аноды марки НПНА. Применяют также
аноды в форме пластинок (карточек), которые загружают в зачехленные титановые
корзины. Карточные аноды способствуют равномерному растворению никеля. Во
избежание загрязнения электролита анодным шламом никелевые аноды следует
заключать в чехлы из ткани «хлорин» или «бельтинг», которые предварительно
обрабатывают 2-10% -ным раствором соляной кислоты.
Возникновение основных неполадок при
никелировании и их способы устранения занесены в таблицу 4.
Таблица
4
Неполадки при осаждении никеля и способы их
устранения:
|
Характеристика
неполадок
|
Причина
неполадок
|
Способ
устранения
|
|
Вся
поверхность никелевого покрытия имеет недостаточный блеск
|
Малая
концентрация блескообразователей; Не выдерживается заданная плотность тока
|
Ввести
добавки блескообразователей; Отрегулировать плотность тока по показатель рН
|
|
Слабое
выравнивание (сглаживание) никелируемой поверхности
|
Малая
концентрация бутиндиола
|
Ввести
добавку бутиндиола по 0,1мл/л
|
|
Никелевый
слой имеет тёмный оттенок или пятна серые или белые
|
Электролит
имеет примеси тяжелых металлов, меди, цинка и др.
|
Произвести
селективную очистку электролита при низкой плотности тока
|
|
Слой
никеля хрупкий
|
Органические
загрязнения; Малая концентрация сахарина
|
Отчистить
активированным углём; Ввести добавку сахарина
|
|
Точечная
водородная пористость никеля (питтинг)
|
Посторонние
примеси в электролите, органические или металлические
|
Отчистить
электролит и ввести добавку 0,01 мл/л препарата ОС-20
|
После нанесения никелевого
покрытия детали промываются в непроточной воде.
После нанесения гальванического
покрытия подвески с изделиями вынимают из ванны и выдерживают над зеркалом
ванны с целью стекания раствора электролита с поверхности изделий и подвески.
Рекомендуется при этом качание подвески для более полного стекания жидкости в
рабочую ванну. Затем подвеску переносят в промывочную ванну улавливания,
установленную рядом с основной ванной.
- Промывка в ванне улавливания
В промывочной ванне улавливания постепенно
накапливаются компоненты гальванической ванны и она превращается в сильно
разбавленную основную ванну. Раствор, находящийся в промывочной ванне, можно
использовать для пополнения основной.
Уровень ванн, работающих при повышенных
температурах, постоянно снижается в результате испарения. Вместо воды можно для
долива использовать раствор из ванны улавливания.
Труднейшим делом является использование раствора
ванны улавливания для пополнения ванны, работающей при комнатной температуре,
как возникает преимущественно определенный избыток раствора в промывочной
ванне, и необходима довольно сложная процедура испарения промывочной ванны улавливания.
Промывка характеризуется рядом выгод вследствие
значительной экономии материалов, однако она имеет и определенные недостатки.
В промывочных ваннах накапливаются не только
полезные вещества, но и загрязнения, которые непрерывно возвращаются в основную
ванну при восполнении потерь ванны в растворе.
Со временем концентрация загрязнений может
достигнуть уровня, заметно ухудшающего качество покрытий. Ярким примером этого
является накопление продуктов распада блескообразующих добавок в никелевой
ванне. После длительной эксплуатации недостаточно уже фильтрации через
активированный уголь.
Данным дипломным проектом предлагается вести
промывку улавливание с данным режимом работы:,0C 15-25
τ, мин 0,5-1
После промывки в непроточной воде подвеска
перемещается в ванну промывки в холодной воде.
Промывка в холодной воде
Данным дипломным проектом предлагается следующий
режим работы холодной промывки:,0C 15-25
τ, мин 0,5-1
После промывки в холодной воде следует промыть
детали в теплой воде.
Промывка в теплой воде
Данным дипломным проектом предлагается вести
теплую промывку с режимом работы:,0C 40-60
τ, мин 0,5-1
После последней промывки детали следует
отправить на сушку.
Сушка
Перед тем как детали с нанесённым на них
никелевым покрытием сойдут с линии их необходимо просушить. Эта операция
проводится для того чтобы при дальнейшей эксплуатации не происходила коррозия,
вследствие большой влажности самих деталей.
Разработанный способ повышения защитных свойств
никелевого покрытия заключается в том, что поверхность деталей сначала
покрывается слоем гальванически осажденного никеля толщиной 10-15 мкм из любого
электролита. В таком состоянии слой никеля порист и не обладает защитными
свойствами. Для превращения его в беспористое покрытие, обладающее при малой
толщине слоя электроизоляционными и высокими антикоррозийными свойствами, а
также высокой прочностью сцепления со стальной основой, никелирование детали
подвергается обработке в воздушной среде при 900оС в течение 1 часа.
Данным дипломным проектом предлагается вести
сушку с режимом работы:,0C 100-150
τ, мин 60-70
После сушки детали необходимо выдержать в
течение 1 часа в помещении, при комнатной температуре. Это делается для того
чтобы детали остыли.
После чего производится демонтаж деталей с
подвески.
Демонтаж
Вручную демонтируются с подвески детали и
отправляются на стол ОТК.
Контроль качества покрытия готовых деталей
Попадая на стол ОТК, детали проходят контроль
ряда требований.
После нанесения покрытия 2% деталей от каждой
партии подвергают контролю внешнего вида методом осмотра невооруженным глазом
на расстоянии 25 см от контролируемой поверхности. Освещенность должна быть не
менее 300 лк.
.5 Анализ и приготовление
электролита
При составлении электролитов сернокислый никель,
хлористый натрий и борную кислоту растворяют в воде при температуре 350-360К,
после чего в раствор вводят активированный уголь марки БАУ, ГОСТ 6217-74, в
количестве 1-2 г/л. Допускается замена на активированный уголь марки КАД.
Электролит с углем перемешивают сжатым воздухом в течение 3 часов и дают
отстояться не менее 12 часов. Затем электролиты подвергают селективной очистке.
Для этой цели показатель рН электролита доводят до 5,0-5,5, подогревают
электролит до 320-325К и вводят в него марганцовокислый калий в количестве до 2
г/л или 3%-й раствор перекиси водорода до 2мл/л и фильтруют. Этими операциями
достигается удаление органических примесей, железа и частично цинка.
Для очистки от меди и следов цинка электролит
подкисляют до рН = 2,5-3,0, завешивают случайные катоды из листовой рифленой
стали и прорабатывают его при температуре 320-325К и перемешивании сжатым
воздухом.
Проработка идет при напряжении 0,8-1,0 В и
плотности тока Dк
=
(0,1 - 0,2) А/дм2 до получения светлых покрытий, на что требуется
2-3 смены. В очищенный электролит вводят блескообразователи, корректируют рН и
приступают к эксплуатации.
Корректировка электролита по основным
компонентам производится на основании анализов. Введение блескообразователя
натриевая соль нафталиндисульфокислоты производится два раза в неделю.
Для селективной очистки
наиболее целесообразно ставить электролит на проработку ежедневно в нерабочую
ночную смену.
Химическую очистку электролита активированным
углём можно производить непрерывно, помещая мешочки с углём между рамками
фильтр-пресса и сменяя их один раз в месяц. Очистку электролита от железа
производят не реже одного раза в месяц.
.6 Контроль качества покрытия
Вид и толщина гальванического покрытия должны
соответствовать требованиям стандарта или чертежа изделия.
Проверку качества нанесенного слоя производят:
осмотр внешнего вида, испытанием коррозийной стойкости, механических свойств,
определением пористости и толщины.
Количество деталей, отбираемых для проверки,
устанавливают в каждом случае техническими условиями на приемку (обычно 0,5-5%
общего количества деталей, предъявляемых к приемке).
В случае получения не удовлетворительных
результат об испытаний (хотя бы на одном образце) производят повторное
испытание на удвоенном количестве образцов по тем видам испытаний, которые дали
не удовлетворительные результаты. Если же при повторных испытаниях будут
неудовлетворительные результаты, то предъявленную партию отдают на переделку,
после чего ее опять проверяют.
Контроль внешнего вида
Покрытия осматривают невооруженным глазом.
Результаты осмотра должны удовлетворять техническим условиям на данный вид
покрытия. Оценка качества покрытий ответственных деталей производится по
эталонам.
Никелевые покрытия должны быть светлого цвета,
блестящие, ровные. Не допускается точечная пятнистость, черные полосы, пятна,
пузыри, трещины, отслаивание и шероховатость.
Декоративные многослойные покрытия должны быть
после полирования плотными, равномерно блестящими. Не допускается наличие
механических повреждений, рисок, царапин, обнаженных участков.
Определение коррозийной стойкости
Испытание на коррозийную стойкость производится
с целью установления надежности и долговечности данного покрытия.
Наилучшим способом является испытания в
естественных атмосферных условиях. Как правило, это испытание производят на
крыше здания, где изделия подвешивают на деревянные подставки. Периодически
через несколько суток производят наблюдение за изменением поверхности, и
отмечают время появления коррозии.
Так как этот метод испытания длительный, то чаще
коррозийную стойкость проверяют ускоренными способами: испытанием в туманной
камере или способом погружения.
При испытании в туманной камере детали
подвешивают на стеклянных или пластмассовых нитях и через каждые 15 минут
обрызгивают 3%-м растворам хлористого натрия для создания искусственной влажной
атмосферы.
Контроль толщины покрытий. Толщину никелевых
покрытий определяют по ГОСТ 3003-58. Этими стандартами установлены химические
(капли, струи), физические (магнитный, радиоактивный) и механические методы
контроля толщин покрытия.
Процесс подготовки покрытия к испытанию включает
следующие операции:
) Обезжиривание испытуемой поверхности
пастой, состоящей из окиси магния и воды;
2) Тщательная промывка струёй воды;
) Просушивание фильтровальной бумагой.
Детали, поступающие на
испытание сразу после нанесения покрытий, можно не обезжиривать. Испытание
покрытий методами струи или капли необходимо производить до пассивирования и до
фосфатирования.
Во избежание растекания капли или струи
испытуемый участок обводят карандашом или химически стойким лаком.
Для определения толщины покрытий методом капли
на участок испытуемого покрытия через определенный промежуток времени
последовательно наносят по одной капле заранее приготовленного раствора. Перед
нанесением новой капли предыдущую стирают фильтровальной бумагой.
Метод струи заключается в растворении участка
покрытия струей раствора, вытекающего из капиллярной трубки с определенной
скоростью.
Магнитные методы определения толщины покрытий
бывают отрывные и индукционные.
Отрывной магнитный метод основан на измерении силы
отрыва постоянного магнита или величины тока при отрыве электромагнита от
поверхности испытуемой детали.
Индукционный магнитный метод основан на
изменении магнитного потока, проходящего в сердечнике электромагнита. Сила
притяжения магнита зависит от толщины покрытия. Чем больше толщина покрытия,
тем меньше сила отрыва магнита. Однако строго пропорциональной зависимости
здесь нет, так как на результаты измерения оказывают влияние структура
основного металла, чистота поверхности, форма изделия и другие факторы. Поэтому
с помощью специальных эталонов, толщина покрытия которых известна, получают
градуировочную зависимость показаний прибора от толщины покрытия.
Определение прочности сцепления покрытия с
основным металлом. В цеховых условиях можно рекомендовать следующие методы:
. Царапание - на покрытие наносят стальным
острием рад пересекающихся царапин.
При этом не должно быть
слущивания или отслаивания покрытия;
2. Трение или удар - детали подвергают трению
или удару друг о друга. Осадок не должен осыпаться или слущиваться;
3. Изгиб - осадок не должен осыпаться,
отслаиваться или слущиваться при пятикратном изгибе на 90 - 180о
тонкого листа с покрытием;
. Крацевание. Осадок не должен
отслаиваться при крацевании покрытия стальной щеткой из проволоки диаметром 0,1-0,2
мм с окружной скоростью 17-20 м/сек;
. Навивка. Покрытие не должно
отваливаться при навивке проволоки вокруг собственного диаметра до 15 раз.
Определение твердости покрытий.
Измеряют твердость никелевых покрытий, которые
предназначены для защиты изделия от механического износа. Вследствие малой
толщины гальванических покрытий, определяют твердость отдельных участков
микроструктуры металла - так называемую микротвердость.
1.7 Обоснование выбора оборудования
В гальванических цехах находятся основные
производственные помещения, вспомогательные участки и службы.
В зависимости от годовой поверхности
гальванические цеха классифицируются следующим образом:
) мелкосерийное производство - поверхность
покрытия до 50000 м2/год; в этом случае рекомендуется применять
ванны с ручным обслуживанием и механизированные линии;
) серийное и крупносерийное производство -
поверхность покрытия более 50000 м2/год; в цехах устанавливают
автоматы различных типов, механизированные линии, частично - оборудование малой
механизации;
) массовое производство - поверхность покрытия
300 000 м2/год; в цехах для нанесения покрытий рекомендуется
применять автоматы жесткого цикла, автооператорные автоматы и незначительное
число нормализованных ванн.
Исходя из того, что поверхность покрытия детали
«Направляющая» составляет 280735,56 м²/год,
выбирается массовое производство с использованием автоматических гальванических
линий.
В отличие от полуавтоматов автоматические
установки выполняют все операции: подготовку поверхности к покрытию, нанесение
покрытия и отделку поверхности после покрытия.
Автоматические линии довольно сложны по
конструкции и дороги, поэтому применение их в цехах с небольшой
производственной программой нецелесообразно. Они дают экономический эффект лишь
в условиях большой производственной программы, ускоренных процессов нанесения
покрытия и равномерного поступления изделий в гальванический цех.
По схеме расположения ванн автоматы могут быть
прямолинейные с загрузкой и выгрузкой на одном или на разных концах; однорядные
или многорядные; овальные или кольцевые.
По принципу загрузки различают: автоматы для
покрытия деталей на подвесках, в колоколах или барабанах, шнековые и автоматы
для покрытия ленты и проволок.
Данным дипломным проектом для выпуска детали
«Направляющая» предлагается использовать прямолинейную автоматическую
гальваническую линию с обработкой деталей на подвесках.
Для подвешивания деталей в
ванну используют специальные подвески и приспособления. Простейшим
приспособлением является медная или латунная проволока диаметром 0,2-0,8 мм, с
помощью которой детали навязывают гирляндами и крепят на контактном крючке или
непосредственно на штанге. Проволоку применяют только при покрытии небольших
партий деталей, так как это трудоемкая операция. Выбор типа подвески зависит от
количества деталей, их конфигурации, размеров ванны и т. д. Подвеска должна
обеспечивать: хороший контакт покрываемой детали с токопроводящей штангой;
равномерное покрытие; возможность быстрого монтажа и съема деталей; стойкость и
прочность изоляции рамы и деталей подвески и др. Подвеска представляет собой
сварную раму, чаще всего прямоугольной формы. Внутри рамы или по бокам
расположены держатели, на которые крепят детали. Рамы изготовляют из стали,
латуни и других металлов. Сечение подвески подбирают с таким расчетом, чтобы
они не перегревались, для этого плотность тока на стальных подвесках не должна
превышать 1А/мм2. В верхней части рамы расположены один или два
крючка из меди или латуни, с помощью которых подвеску крепят на токоведущую
штангу. Крючки приваривают или крепят к раме болтами.
Контактные держатели могут быть
съемными или приваренными. При непрерывном технологическом процессе
рекомендуется изготовлять контакт съемным на резьбе, что обеспечивает его
быструю замену. Контакт выполняют из меди, латуни или стали Х18Н10Т. При
нанесении покрытий все токоведущие части подвесочных приспособлений обрастают
покрываемым металлом. Для снижения непроизводительного расхода металла и
электроэнергии, уменьшения загрязнения электролитов необходимо нерабочие участки
подвесок изолировать от осаждения на нее металла с помощью различных
токонепроводящих материалов, устойчивых к действию электролитов:
перхлорвиниловые эмали и лаки, эпоксидные эмали, клеи типа БФ-2, БФ-4, БФ-6,
пластикат, полихлорвиниловые ленты, хлорвиниловые, резиновые и винипластовые
трубки, фторопласт, игелитовые массы и другие материалы.
Для подготовки поверхности деталей и для
нанесения покрытий в гальванических цехах применяют стационарные ванны,
представляющие собой прямоугольные ёмкости, сваренные из листовой стали
толщиной 4-6 мм. Корпус ванны имеет сливной штуцер, в сторону которого днище
имеет уклон. В зависимости от назначения ванны корпус изготавливают с
футеровкой, рубашкой, со сливным карманом и т.д. Ванны, работающие на
электрическом токе, устанавливаются на опорных изоляторах, а остальные на
подставках из стали.
Ванна для обезжиривания изготавливается из
листовой стали сварной конструкции, оборудована змеевиком для подогрева
раствора, верхним штуцером со сливным карманом для удаления накапливающихся
жировых загрязнений, а также нижним штуцером для полного слива раствора и
промывки. Ванна снабжена одно- и двусторонним бортовым отсосом.
В связи с тем, что электрохимическое
обезжиривание часто производят сначала с подключением деталей к катодной
штанге, а затем к анодной, целесообразно применять автоматическое переключение
полюсов, то есть реверсирование электрического тока.
Данным дипломным проектом предлагается
использовать ванну для электрохимического обезжиривания следующей конструкции:
ванна электрохимического обезжиривания на катоде и аноде стальная, со сливным
карманом, с устройством для удаления пены и грязи с поверхности электролита.
Ванна оборудована двумя бортовыми отсосами и автоматическим регулятором. Для
нагрева электролита змеевик из нержавеющей стали. Для слива раствора служит
сливной патрубок с запорным вентилем. У каждой ванны имеется одно посадочное
место, к которому подведен постоянный ток.
Стационарные ванны для
химического травления изготовляют из листовой стали толщиной 4-5 мм. Изнутри
ванны футеруют кислотостойким материалом (винипласт, резина, пластикат).
Ванны большой вместимости имеют сложную
конструкцию: они составляются из нескольких секций и футеруются кислотостойкими
керамическими материалами с подслоем из эластичных органических материалов.
В технологическом процессе нанесения
электрохимических покрытий предусматривается промывка деталей после каждой
операции. На нужды гальванических цехов заводов расходуется от 25 до 50% общего
потребления воды.
Промывку деталей можно проводить способом
погружения и струйным способом. Способ погружения используется в ваннах с
непроточной водой и в ваннах с проточной водой. Перемешивание может
осуществляться: вручную, подачей большого количества воды, механизмами и
насосами, перемешивающими воду; движением подвески с изделиями в ванне
промывки, ультразвуком, барботированием. Наиболее простым и экономичным
способом является барботирование. Сжатый воздух, очищенный от масла, подается в
нижнюю часть ванны по распределительной системе труб. Перед этой ванной можно
установить инжектор, через который будет всасываться воздух, таким образом,
будет осуществляться перемешивание воды.
Для изделий сложной формы необходимо применять
совмещенный способ промывки: погружением и струйный. Изделия сначала поступают
в ванну промывки с проточной водой, а затем при извлечении из ванны промываются
направленными струями воды.
Ванны для холодной промывки изготовляют из
стали, винипласта. Они снабжены верхним штуцером для непрерывного слива
загрязнений и нижним - для полного слива воды. Ванны для промывки больших
размеров рекомендуется оборудовать барботерами. Ванны для горячей промывки
изготовляют из листовой стали толщиной 4-5 мм и оборудуют верхним и нижним
сливными штуцерами, а также змеевиком для нагрева воды.
Ванны промывки холодной водой
стальные, сварные с гуммированной внутренней поверхностью и ребрами жесткости.
Они имеют одно посадочное место.
Промывная вода выливается на пол фундаментной
плиты автомата через сливной карман с трубой. На дне ванны расположен барботер
из винипластовой трубы для перемешивания воды сжатым воздухом. На продольных
бортах ванны по обе стороны установлены душевые устройства, представляющие
собой горизонтально расположенную винипластовую трубку с пятью щелевидными
распылителями, факел которых наклонен под углом 45 0 к горизонту.
Для снижения потерь реактивов, связанных с
уносом раствором, следует первую промывку после покрытия производить в ванне
для улавливания раствора с чистой непроточной водой, которая затем используется
для пополнения электролитов рабочих ванн. Это позволяет уменьшать расход
реактивов на 30-60%. Ванны для улавливания растворов устанавливаются рядом с
производственными ваннами.
Ванны улавливания электролитов аналогичны по
своим размерам и конструкции ваннам промывки в холодной проточной воде, только
не имеют сливного кармана, непрерывной подачи воды и душевых устройств.
Для нанесения покрытия используют стационарные
ванны. Эти ванны обычно представляют собой прямоугольные или круглые
резервуары, сваренные из листовой несортовой стали толщиной 4-5 мм. Швы ванн -
сплошные, нормальные, а у ванн больших размеров - усиленные. Ванны свариваются
встык газовой сваркой или электросваркой. Ванны больших размеров имеют ребра
жесткости или косынки для предотвращения деформаций. Сверху вдоль всех стенок
ванн приваривают борта из угловой стали.
Стационарные ванны, применяемые
для растворов, выделяющих вредные испарения, снабжены двусторонними секционными
отсосами с дроссельными заслонками.
Подобная конструкция бортовых отсосов
обеспечивает достаточно хорошие санитарно-гигиенические условия труда.
Количество вытяжных секций принимают из расчета:
одна секция на 0,7-0,8 м длины ванны. Иногда для улучшения эффективности отсоса
воздуха применяют так называемые опрокинутые бортовые отсосы. Бортовые отсосы
представляют собой щелевидные приемники-воздуховоды, расположенные вдоль одной
или обеих сторон ванны. Они изготовляются из листовой стали толщиной 1-2 мм или
из винипласта.
Бортовые отсосы называются простыми, если
щелевые отверстия расположены в вертикальной плоскости, и опрокинутыми, когда
щели расположены горизонтально - в плоскости, параллельно зеркалу электролита.
Данным дипломным проектом предлагается
устанавливать бортовые отсосы на ванну электрохимического обезжиривания,
травления, никелирования и теплой промывки, так как электролиты в этих ваннах
имеют вредные испарения.
Ванны с паровым нагревом снабжены змеевиками или
барботерами из труб. Последние располагают либо на дне ванны, либо у
вертикальной стенки ее нерабочей стороны. Расположение змеевиков у стенки ванны
предпочтительнее, так как оно упрощает очистку ванны. В кислых электролитах
змеевик изготовляется из титана, свинца или свинцовой стальной трубы. В
качестве барботеров применяются также змеевики из пластмассы.
Одним из главных средств повышения
производительности гальванических ванн является применение повышенной плотности
тока на катоде, что, в свою очередь, требует перемешивание электролита,
особенно у катода. Практически это осуществляется одним из следующих способов.
1. Механически - с помощью мешалок
2. Пневматически - пропусканием сжатого,
предварительно очищенного воздуха через перфорированные трубки из винипласта,
установленные на дне ванны под катодными штангами.
3. Непрерывной циркуляцией электролита -
способ перемешивания интересен тем, что раствор, протекая через фильтр-пресс
или аэрофильтр, очищается от пыли и других механических загрязнений.
Данным дипломным проектом предлагается
перемешивание электролитов пневматическим способом.
Для сушки деталей в гальванических цехах
применяют сушильные шкафы с паро- и электрообогревом, центрифуги, сжатый
воздух, опилки, горячую воду и тому подобное.
Данным дипломным проектом предлагается
использовать для сушки деталей сушильный шкаф с электрообогревом следующей конструкции:
к стальному, сварному каркасу прикреплены стальные листы, между которыми
расположена теплоизоляционная прокладка. Прокладку предлагается изготавливать
из такого материала, как асбест. Этот материал обладает хорошими
теплоизоляционными свойствами. Сушильный шкаф имеет два посадочных места.
Обогрев шкафа производится за счёт тэн, установленных с внутренней стороны
шкафа. В конструкции сушильного шкафа предусмотрен монтаж центробежного
вентилятора и пластинчатого калорифера.
Центробежный вентилятор состоит из кожуха,
прикрепленного к станине, и лопастного рабочего колеса, насаженного с помощью
втулки на вал. Вал установлен в подшипниках и снабжен шкивом, вращающимся при
помощи ременной передачи от шкива электродвигателя. При вращении колеса воздух,
поступающий через входное отверстие, под действием центробежной силы
отбрасывается от центра к периферии колеса, собирается спиральным кожухом и
нагнетается вентилятором.
Воздух подогревается с помощью парового
пластинчатого калорифера. Часть воздуха, засасываемая вентилятором из ванны,
может по специальному воздуховоду через дроссель проходить в вытяжную
вентиляционную систему. Подача пара в калорифер регулируется автоматически
терморегулятором.
Помимо ванн, в гальваническом цехе располагается
вспомогательное оборудование. К нему относятся калориферы, источники тока,
вентиляция, фильтры и так далее.
Для большинства гальванических процессов
применяют источники тока различной мощности с напряжением 6-24В. Только для
некоторых процессов требуются источники постоянного тока с напряжением до 120
В. В качестве источников постоянного тока в основном используются выпрямители
переменного тока, хотя в некоторых случаях еще используется низковольтные
двигатель-генераторы.
В гальванических цехах рекомендуется применять
выпрямители типа ТВ с улучшенными характеристиками. Эти агрегаты имеют
выпрямленное напряжение от 3 до 45В и силу тока до 25000А, охлаждение водяное
или воздушное естественное или принудительное. Выпрямители типа ТЕР и ТВР
применяются, когда требуется реверсирование тока.
Нагрев воздуха в приточных вентиляционных
установках осуществляется калориферами. Калориферы рассчитаны на рабочее
давление до 58,86*104 Па. Они представляют собой снабженные ребрами
или пластинами пучки труб, концы которых введены в коробку с фланцевым
патрубком.
В зависимости от требующейся температуры воздуха
калориферы устанавливают параллельно или последовательно относительного
направления движения воздуха. Для регулирования температуры воздуха
предусматривается возможность частичного пропуска воздуха калорифера через
обходной клапан. В гальванических цехах образуются две группы сточных вод:
отработанные концентрированные растворы, сбрасываемые периодически из основных
ванн, и постоянно поступающие после промывки изделий сточные воды. Отработанные
растворы сбрасываются в специальные емкости для обезвреживания и затем - в
соответствующую сеть канализации гальванического цеха.
К вспомогательному оборудованию гальванических
цехов следует отнести установки для фильтрации.
Материалы узлов и деталей установок,
соприкасающихся с электролитом, изготовлены из резины, нержавеющей стали и
полиэтилена низкого давления.
Передвижной фильтр-пресс обеспечивает
поддержание электролитов в чистоте, что позволяет избежать некоторых видов
брака и дефектов покрытий.
На сварной раме тележки смонтированы: фильтр,
редуктор, спаренный кислотощелочестойкий диафрагменный насос, приводимый в
движение электродвигателем. Насос с фильтром объединены системой трубопроводов
и вентилей.
Агрегаты фильтр-пресса размещены на тележке,
имеющей четыре колеса на шарикоподшипниках. Перемещение тележки производится
вручную с помощью ручки, являющейся одновременно и ограждением.
2. Расчётно-экономическая часть
.1 Расчет времени для нанесения
покрытия
Общее время обработки деталей в ванне основного
покрытия определяется по формуле:
τ = τ1
+ τ2,
(3)
где τ1
- продолжительность процесса, мин;
τ2
- вспомогательное время, мин.
При электрохимическом осаждении металла τ1,
(мин) определяется по формуле:
δ * γ * 60000
τ1 = -------,
(4)
с
* ίк * η
где δ
- толщина покрытия, мм;
γ - плотность
металла, г/см3;
с - электрохимический эквивалент, г/А*ч;
ίк
- плотность тока, А/дм2;
η - выход по току,
%.
0,018
* 8,9 * 60000
τ1 = ---------
= 28,5 мин.
0,73
* 5 * 92
Вспомогательное время τ2
зависит от типа оборудования. При непрерывном оно составляет 1 - 2 минуты. τ2
= 2 мин.
τ = 28,5+ 2 = 30,5
мин.
Площадь детали составляет 0,007721 м2
Ванна никелирования имеет одну катодную штангу с
подвеской размером 1400*250*850мм.
Площадь подвески будет равна:
подв
= 1400*850 = 1190000 мм2 = 1,19 м2
В данном дипломном проекте коэффициент загрузки
подвески будет равен 0,4 и, следовательно площадь подвески S/подв
составит
0,476 м2.
Отсюда, количество деталей, завешиваемых на одну
подвеску будет равно:
b= Sподв./Sдет.
(4)
где b
-количество деталей, завешиваемых на одну подвеску, шт.
b = 0,476/0,007721 =
61,65
Подвеска рамочного типа, имеет 6 рядов, в каждом
ряду по 10 деталей (b1=60).
Коэффициент загрузки подвески рассчитывается по
формуле:
Кзагр.подв= b1/b
(5)
Кзагр.подв= 60/61,65 = 0,97
Единовременная загрузка деталей определяется по
формуле:
У= b1*Sдет.
(6)
У= 60*0,007721= 0,46 м2
Расчётный темп выхода Тр определяется
по формуле:
Тр = Фв * 60 * У /
Ргод (7)
где Фв - действительный фонд времени
работы оборудования, ч;
У - единовременная загрузка деталей в ванну, м2;
Ргод - годовая программа, м2.
Тр = 5960 * 60 * 0,46/280735, 56 =
0,59 мин
Расчёт числа ванн покрытия определяется
следующим образом:
τ
n = --, (8)
Тр
где τ
- общее время обработки деталей в ванне основного покрытия, мин;
Тр - расчётный темп выхода, мин.
n = 30,5 /0,59 =
51,7 шт.
При расчётном n
меньше 51 количество ванн принимаем за 51, если n
больше 51, то округляем до большего целого числа:
n1
≈ 52 ванны покрытия
(тринадцать линий никелирования, имеющие по
четыре ванны основного покрытия)
Темп выхода при 100% загрузки ванн покрытия
равен отношению продолжительности процесса обработки τ
к принятому числу ванн n1:
Т= τ/
n1,
(9)
где τ
- продолжительность процесса обработки, мин;
n1 -
принятое число ванн покрытия в одной линии, шт
Т = 30,5 / 4 = 7,62 мин
Потребное число автоматов m,
определяется отношением принятого темпа к расчётному
m = Т / Тр,
(10)
где Т - темп выхода, мин;
Тр - расчётный темп выхода, мин.
m = 7,62/ 0,59 =
12,9
Принимается m1
= 13 (тринадцать линий никелирования)
Часовая производительность автомата
рассчитывается по формуле:
60У
Q = ---, м2
/ч (11)
Т
где У - единовременная загрузка, м2,
Т - темп выхода, мин.
60
* 0,46
Q = ------ =
3,6 м2 /ч
7,62
Коэффициент загрузки автомата рассчитывается по
формуле:
К = m
/ m1,
(12)
где m
- потребное число автоматов
m1-
принятое число автоматов
К = 12,9 / 13 = 0,99
Так как продолжительность остальных
технологических операций меньше выхода подвески, принимается для каждого
процесса по одной ванне.
.2 Компоновка автоматических линий
Широкие функциональные возможности
автооператоров (движение в прямом и обратном направлениях, передача
обрабатываемого груза в поперечном направлении, перемещение по радиусу и др.)
создали предпосылки для большого разнообразия компоновок автооператорных линий.
Наибольшее распространение получили компоновки: однорядная прямолинейная,
двухрядная овальная и двухрядная прямолинейная.
Данным дипломным проектом предлагается
использовать однорядную прямолинейную компоновку, которая выгодно отличается от
других компоновок экономичностью по занимаемой площади. Загрузку- выгрузку
деталей можно производить как с одного конца линии, так и с противоположных
концов. Линии с однорядной компоновкой удобны при монтаже, обслуживании и
ремонте. Эта компоновка позволяет применять любой тип автооператоров -
подвесной, портальный, консольный. В данном случае предлагается использовать
подвесной автооператор. Линии с однорядной компоновкой хорошо вписываются в
общий технологический поток обработки изделий. В однорядных автооператорных
линиях могут быть использованы следующие варианты компоновок:
. Загрузка - выгрузка, сушка, заключительные
операции, основные операции, подготовительные операции;
2. Загрузка - выгрузка, сушка,
заключительные операции, подготовительные операции, основные операции;
. Загрузка, подготовительные операции,
основные операции, заключительные операции, сушка, выгрузка и т.п.
Число автооператоров определяется как отношение
времени, необходимого на все перемещения, паузы, подъемы и опускания
автооператора, к темпу выхода подвески. Ориентировочно один автооператор с
двумя движениями (подъем-опускание и передвижение) обслуживает 6-8 позиций,
автооператор с тремя движениями (подъем-опускание, горизонтальное перемещение и
поворот) - 11-13 рабочих позиций. При выборе компоновки ванны располагаются
таким образом, чтобы автооператор имел наименьшее число холостых ходов и после
выполнения очередной операции кратчайшим путем возвращался в исходную позицию.
Компоновка ванн представлена на рисунке 2.
.3 Расчет основных параметров
оборудования
Расчет основных параметров оборудования
начинается с определения габаритных размеров ванны основного покрытия.
Длина ванны определяется по формуле:
Lвн
= n1
L1
+ (n1
- 1) L1
+ 2L3,
мм (14)
где L1
- размер подвески по длине ванны, мм;
L1
- расстояние между подвесками, мм;
L3
- расстояние между торцевой стенкой и краем подвески, мм;
n1 -
число загружаемых на одну штангу подвесок, шт.
Lвн
= 1 * 1400 + (1 - 1) * 150 + 2 * 100 = 1600 мм.
Внутренняя ширина ванн для проведения химических
процессов, которые не имеют электродов, определяется по формуле:
Bвн=n2B1+2n2B2+2B3+n3d,
(15)
где В1 - максимальный размер детали
по ширине ванны, мм;
В2 - расстояние между анодом и ближайшим
краем детали, мм;
В3 - расстояние между внутренней
стенкой продольного борта ванны и анодом, мм;
n2
- число катодных штанг;
n3
- число анодных штанг;
d - толщина анода,
мм.
Расстояние между анодом и деталями принимается
равным 100-150 мм для плоских деталей и 150-200 мм для деталей сложной
конфигурации. Расстояние между внутренней стенкой ванны и анодом при наличии на
стенке змеевика берется равным 80-100 мм, в остальных случаях - 50 мм. При
толщине анодов 10-15 мм они в расчет не принимаются.
Ввн= 1*60+2*1*200+2*80 = 620 мм
Внутренняя высота ванны определяется по формуле:
Н в.н. = Н1 + Н2
+ Н3 + Н4, (16)
где Н1 - высота подвески (без
подвесного крючка), мм;
Н2 - расстояние от дна ванны до
нижнего края детали, мм;
Н3 - высота электролита над верхнем
краем подвески, обычно 50 мм;
Н4 - расстояние от поверхности
зеркала электролита до верхнего края бортов ванны, мм.
Н в.н. = 850 + 200 + 50 + 100 = 1200
мм.
Определив внутренние размеры
ванны, следует откорректировать их в соответствии с размерами нормализованных
ванн.
В соответствии с ГОСТ 23738-79 «Ванны
автооператорных линий для химической и электрохимической обработки поверхности
и получения покрытий. Основные параметры и размеры.», выбираются стандартные
размеры ванны: по длине - 1600 мм.; по ширине - 630 мм.; по высоте - 1250 мм.
Объём электролита определяется по формуле:
V = Lвн
* Вв.н. (Н в.н. - Н4), (17)
где все размеры берутся в дм, а объём в литрах.
V = 16 * 6,3 * (12,5
- 1) = 1159,2 л
Расстояние между ваннами зависит от типа
сопряжения: I - без
вентиляционного отсоса; II
- с односторонним вентиляционным отсосом; III
- с двусторонним вентиляционным отсосом; IV
- вентиляционный отсос у последней ванны.
Определив компоновку ванн требующих вентиляцию
необходимо установить бортовые отсосы, которые необходимы в ваннах с вредными
выделениями и нагревом воды свыше 60 0С.
Длина линии определяется по формуле:
Lл =
n Lвн
+ Lс
+ Lз.с
+ ∆lз.с.
+ n0
∆l0
+ n1
∆l1
+ n2
∆l2
+ ∆lб,
мм. (18)
где n
- число ванн одного типа размера, шт.;
Lвн
- внутренняя ширина ванны, мм;
Lс
- внутренняя ширина сушильной камеры, мм;
Lз
- ширина загрузочно-разгрузочной стойки, мм;
∆lз.с.
- зазор между сушильной камерой и загрузочно-разгрузочной стойкой, мм;
n0
- число сопряжений ванн без бортовых отсосов;
∆l0
- зазор между стенками ванн без бортовых отсосов, мм;
n1
- число односторонних бортовых отсосов;
∆l1
- зазор между стенками ванн с односторонним бортовым отсосом, мм;
n2
- число двусторонних бортовых отсосов;
∆l2
- зазор между стенками ванн с двусторонними бортовыми отсосами, мм;
∆lб
- расстояние от наружной поверхности бортового отсоса до стенки ванны, мм.
Lл =
14 * 630 + 800 + 2415 + 800. + 1 * 160+ 9 * 290 + 4 * 390 + 212 =
мм.
Ширина линии равна:
Вл = Lвн
+ В1 + В2, (19)
где Lвн
- внутренняя длина ванны, мм;
В1 - расстояние от внутренней стенки
ванны до наружной плоскости опорной стойки для подвесных автооператоров, равное
655 мм;
В2 - расстояние от внутренней стенки
ванны до наружной плоскости площадки обслуживания, равное 1165 мм.
Вл = 1600 + 655 + 1165 = 3420 мм.
Высота линии Нл зависит от внутренней
высота ванны, способа обработки деталей (подвеска или барабан) и типа
автооператора. Если внутренняя высота ванны 1125 мм и линию обслуживает
подвесной автооператор, высота равна 4700 мм.
Габариты линии: 17377*3420*4700 мм
.4 Выбор источников постоянного тока
Для питания гальванических ванн
постоянным током используют полупроводниковые выпрямители, а в отдельных
случаях электрические машинные генераторы. Выбор источников постоянного тока
производится на основании потребляемой силы тока и напряжения на ванне.
На каждую ванну устанавливают отдельный
выпрямитель; если потребляемая сила тока превышает мощность выпрямителя,
устанавливают два и более выпрямителей.
Сила тока рассчитывается исходя из плотности
тока и единовременной загрузки деталей в ванну, выраженной в дм2
I = iк*уз
(20)
Для ванны обезжиривания: I
= 10*46 = 460 А
Для ванны активации:I
= 10*46 = 460 А
Для ванны никелирования: I
= 5*46 = 230 А
Расчетная сила тока IР
должна
быть увеличена на 15-20%
IР
= I*1, 2 (21)
Для ванны обезжиривания:Iр
=
460*1,2 = 552 А
Для ванны активации:Iр
=
460*1,2 = 552 А
Для ванны никелирования:Iр
=
230*1,2 = 276 А
Для правильного выбора источников тока
необходимо знать напряжение на ванне, которое зависит от состава элемента,
режима работы и межэлектродного расстояния. Для большинства
электрохимических процессов рекомендуемое номинальное напряжение выпрямителя
составляет 6-12 В
Напряжение на ванне можно вычислить по формуле:
U=  , (22)
, (22)
где α -
коэффициент, учитывающий потери напряжения в электричестве за счет
газонапряжения;
β - коэффициент, учитывающий
потери напряжения в контактах и проводниках первого рода;
Ea,Ek - анодный и
катодный потенциал, В;
I - сила
тока, А;
R -
электрическое сопротивление элемента, Ом.
Электрическое сопротивление
электролита рассчитывается по формуле:
 (23)
(23)
где l -
межэлектродное расстояние, см;
 - удельная электрическая
проводимость, Ом-1, см-1;
- удельная электрическая
проводимость, Ом-1, см-1;
R =
45/(100*0,4) = 1,125 Ом
При расчете напряжения на ванне
вместо силы тока подставляем значение плотности тока, а в случае несовпадения
анодной и катодной плотностей тока - среднеквадратичную плотность тока
iср.= √iaik (24)
iср.= √10*5
= 7,1 А
Для ванны обезжиривания:
= (1+0,05) [0,3+0,68+(1+0,01)
*7,1*1,125] = 9,5 В
Для ванны активации:
= (1+0,05) [0,3+0,68+(1+0,01)
*7,1*1,125] = 9,5 В
Для ванн никелирования:
= (1+0,05) [0,3+0,68+ (1+0,01)*
7,1*1,125] = 9,5 В
Для питания гальванических ванн
разработана серия преобразователей типа Т (ТЕ, ТВ, ТЕР, ВР, ТВИ) с улучшенными
характеристиками.
Исходя из данных расчетов, выбираем
тиристорные преобразователи для ванн обезжиривания ВАКР-630/24У, для ванн
никелирования и активации ВАК-630/12У. Типовое обозначение данного агрегата
рассматривается следующим образом: Т - вид выпрямителя; Е - естественное
охлаждение; Р - реверс
Первая цифра указывает класс
перегрузочной характеристики, вторая - номинальную силу тока, третья -
номинальное постоянное напряжение; Т-О - тропическое исполнение.
Так как при прохождении
электрического тока через электролит выделяется теплота, необходимо проверять
объемную плотность тока.
Объемная сила тока рассчитывается по
формуле:
 (25)
(25)
где iV- объемная
плотность тока, А/л;
V - объем
электролита, л.
Для ванны обезжиривания:iv =
552/1159,2 = 0,476 А/л
Для ванны активации:iv =
552/1159,2 = 0,476 А/л
Для ванны никелирования:iv =
276/1159,2 = 0,238 А/л
Типовое обозначение данного агрегата
рассматривается следующим образом: Т - вид выпрямителя; Е - естественное
охлаждение; Р - реверс. Первая цифра указывает класс перегрузочной
характеристики, вторая - номинальную силу тока, третья - номинальное постоянное
напряжение; Т-О - тропическое исполнение.
Таблица
5
Техническая характеристика тиристорных
преобразователей
|
Наименование
операций
|
Тип
агрегата
|
Номинальный
ток
|
Номинальное
напряжение
|
КПД%
|
Тип
тиристора
|
|
Никелирование
|
ТЕ1-400/24Т-О
|
400
|
24
|
88
|
Т123-320
|
Все данные для выбора источников постоянного
тока сводятся в форму 1.
.5 Расчёт расхода пара и сжатого
воздуха
В гальванических цехах обычно нагревают
электролиты и воду для промывки деталей паром. В данном дипломном проекте
производится промывка в теплой воде (до 600С), раствор для
электрохимического обезжиривания (до 800С). При расчёте расхода пара
необходимо учитывать расход на разогрев воды и электролитов и расход пара на
поддержание рабочей температуры. Время разогрева зависит от объёма ванн и
давления пара и принимается примерно за 1 час. Расход пара на разогрев
рассчитывается по формуле:
Р1 = Рр * tр;
(26)
где Рр - норма расхода пара на
разогрев раствора в ванне заданного размера до рабочей температуры, кг/ч;
tр
- время разогрева, ч.
Р1 тепл.промыв. = 54 * 1 = 54 кг
Р1эл.хим.обезжиривания = 82*1 = 82 кг
Расход пара на поддержание рабочей температуры:
Р2 = Рр.п. * tр.п.;
(27)
где Рр.п. - норма расхода пара на
поддержание рабочей температуры, кг/ч;
tр.п.
- время работы ванны (за исключением времени разогрева), ч.
Р2 промыв. = 9 * 23 = 207 кг
Р2 эл.обез. =13,7 * 23 = 315,1 кг
Определив расход пара, исходя из
вышеперечисленных норм рассчитывают годовой расход пара
Ргод = (Р1 + Р2)
Т, (28)
где Т - число рабочих дней в году.
Ргод эл.обез. =(82 + 315,1)*253*1 =
100466,3 кг = 100,5 т
Ргод промыв. =(54 + 207)*253*2 =
132066 кг = 132 т
Робщ = 100,5 + 132 = 232,5 т
Расход пара на тринадцать линии никелирования
составляет:
Ргод.общ.= 13*232,5 = 3022,5 т
Полученные данные по расходу пара сводятся в
форму 2.
Расчёт расхода сжатого воздуха
В гальванических цехах сжатый воздух
расходуется, в основном на перемешивание растворов и электролитов, а также
воды. Кроме того сжатым воздухом производят обдувку деталей. На обдувку расход
сжатого воздуха при давлении 0,2-0,3 МПа составляет 15-20 м3/ч.
Расход сжатого воздуха на
перемешивание 1 л раствора или электролита составляет (л/мин): 0,5 при слабом
перемешивании, 1,0 - при среднем, 1,5 - при сильном. Объем сжатого воздуха
рассчитывается по формуле:
Vсж.возд.
= Vэл.*К*τ*n/1000,
(29)
Где Vэл
- объём электролита, л;
К- коэффициент перемешивания;
τ - время работы
ванны, мин;
n - количество ванн,
шт
Данным дипломным проектом принимается:
слабое перемешивание (а=0,5) для ванн промывки в
теплой воде, травлении, электрохимическое обезжиривание;
среднее перемешивание (а=1) для ванн
улавливания, электрохимическая активирования;
сильное перемешивание (а=1,5) для ванн холодной
промывки, никелирования.
Объем сжатого воздуха для ванн со слабым
перемешиванием (а = 0,5) равен:
сж.возд
= 1159,2 * 0,5 * 1440 * 4/1000= 3338,5 м3
Объем сжатого воздуха для ванн со средним
перемешиванием (а = 1,0) равен:
сж.возд.=1159,2
* 1,0 * 1440 * 2/1000 = 3338,5 м3
Объем сжатого воздуха для ванн с сильным
перемешиванием (а = 1,5) равен:
сж.возд.обез.
= 1159,2 * 1,5 * 1440 * 8/1000 = 20030,98 м3
Объём сжатого воздуха для сушки:
сж.возд.суш =20
* 5960 = 119200 м3
Годовой объем сжатого воздуха равен:
сж.возд.год=
119200 + (3338,5 + 3338,5 + 20030,98) * 253 = 6876318,94 =
,76 * 105 м3
На тринадцать линий никелирования - 893,88 * 105
м3
гальванический деталь оборудование
себестоимость
2.6 Расчет воды
Вода расходуется в основном на
промывку деталей. Расход воды на составление растворов является периодическим и
составляет небольшую часть общего расхода. Вода после промывки попадает в
канализацию, поэтому целью промывки является не только удаление растворов с
поверхности деталей, но и их минимальное попадание в сточные воды. Существует
две схемы промывки: одноступенчатая и многоступенчатая. Одноступенчатая
промывка применяется в тех случаях, когда растворы имеют низкую концентрацию
или после какой - то операции не требуется тщательной промывки, например между
химическим и электрохимическим обезжириванием, осветлением и пассивированием,
между дополнительной активацией в цианидном растворе и т.д. Многоступенчатую
промывку применяют после химического или электрохимического обезжиривания,
перед нанесением покрытий в кислых электролитах, после анодного окисления,
химического оксидирования стали, электрохимического полирования, в других
случаях. Многоступенчатая промывка делится на прямоточную и противоточную.
Методы промывки могут быть различными: погружной, струйный и комбинированный.
При обработке деталей на подвесках, имеющих пазы, углубления и т.п., а также
при обработке деталей насыпью применяется погружной способ; при обработке
деталей сложной конфигурации без пазов и углублений и после обработки в
трудно-смываемых растворах - комбинированный.
Каждая из схем промывки может иметь ванну
улавливания. Минимальная продолжительность промывки 20 сек.
Расход воды (л/м2) для любой схемы
промывки в соответствии с ГОСТ 9.305-84 определяется по формуле:
QpN = q 0·F, (30)
0·F, (30)
где q
- удельный вынос электролита (раствора) из ванны поверхностью деталей, л/м2;
N - число ступеней
(ванн) промывки;
К0 - критерий окончательной промывки
деталей;
F - промываемая
поверхность загрузки ванн, м2/ч (соответсвует производительности
линии).
Для одноступенчатой промывки расход воды
определяется по формуле:
Q = q·K0·F
(31)
Для двуступенчатой промывки расход воды
определяется по формуле:
Q = q 0·F (32)
0·F (32)
Критерий окончательной промывки К0,
показывающий, во сколько раз следует снизить концентрацию основного компонента
электролита (раствора), выносимого поверхностью деталей до предельно допустимых
значений в последней ванне промывки, определяют по формуле:
К0 = С0/Сп,
(33)
где С0 - концентрация
основного компонента в электролите, применяемом для операции, после которой
производится промывка, г/л;
Сп - предельно допустимая
концентрация в воде после операции промывки, г/л.
В данном дипломном проекте
предусматривается комбинированная промывка деталей: после обезжиривания -
двухступенчатая комбинированная, после травления и активации - одноступенчатая
комбинированная, после никелирования - трехступенчатая комбинированная.
Критерий окончательной промывки для
процесса электрохимического обезжиривания равен:
К0 = 20/0,8 = 25
После процесса электрохимического
обезжиривания до процесса травления расход воды равен:
Q 1= 0,2 * 3,6
* √25 = 3,6 л/ч
Критерий окончательной промывки для
процесса травления равен:
К0 = 200/0,1 = 2000
После процесса травления до процесса
активации расход воды равен:
Q 2= 0,2 * 3,6
* 2000 = 1440 л/ч
Критерий окончательной промывки для
процесса активации равен:
К0 = 100/0,1 = 1000
После процесса активации до процесса
никелирования расход воды равен:
Q3= 0,2 * 3,6
* 1000 = 720 л/ч
Критерий окончательной промывки для
процесса никелирования равен:
К0 = 300/0,02 = 15000
После процесса никелирования до
процесса сушки расход воды равен:
 л/ч
л/ч
Если перед промывкой имеется одна
ванна улавливания, удельный расход воды уменьшается введением коэффициента К1
=0,4. При комбинированной промывке в расчет годового расхода воды
вводится коэффициент 0,5. Расчетный расход воды увеличивается в 1,5 раза на
случай падения напора в водопроводной сети.
Годовой расход воды равен:
Qгод= (Q1+ Q2)*Фв*К*1,5 (34)
Qгод = (3,6 +
1440 + 720
+ 17,8* 0,4) * 5960 * 0,5 * 1,5 = 9703118,4
л
=
9703,118 м3
Расход воды на тринадцать линий никелирования
составляет 126140,534
м3
Все данные по расходу воды сводятся
в форму 3
.7 Расчет вентиляции
Вследствие большого количества
вредных веществ, которые выделяются во время химической и электрохимической
обработки, гальванические цеха относятся к категории вредных производств.
Расчет объема воздуха, отсасываемого от зеркала
ванн, производят по формуле:
L = L0·KΔt·KT·K1·K2·K3·K4,
(35)
где L0
- удельный объем воздуха, отсасываемого от ванн, м3/ч;
KΔt
- коэффициент, учитывающий разность температур раствора и помещения, табличное
значение;
KT
- коэффициент, учитывающий токсичность и интенсивность выделения вредных
веществ, табличное значение;
K1
- коэффициент, учитывающий тип отсоса, для двухбортового отсоса без поддува и
однобортового с поддувом K1
= 1,0, для однобортовых отсосов без поддува K1
= 1,8,для двухбортового с поддувом K1
= 0,5;
K2
- коэффициент, учитывающий воздушное перемешивание раствора, барботаж,
принимается равное 1,2;
K3
- коэффициент, учитывающий укрытие зеркала электролита плавающими телами;
K4
- коэффициент, учитывающий укрытие зеркала электролита путем введения ПАВ.
Так как в данном дипломном проекте зеркало ванны
не укрывается плавающими телами, а также не вводятся ПАВ, коэффициенты вводимые
при вышеуказанных условиях не используются.
Удельный объем отсасываемого воздуха L0
определяется по следующим формулам:
для отсосов простых и опрокинутых без поддува
L0
= 1400·(0,53·(Ввн/Ввн + Lвн)
+ Н1)·0,66· Ввн, (36)
где Ввн, Lвн
- внутренние ширина и длина ванны, м;
Н1 - расстояние от зеркала
электролита до борта ванны, обычно равное 0,2 м;
для отсосов, опрокинутых с поддувом,
L0
= 1200·Ввн1,5 ·Lвн·Кt·К1,
(37)
Данным дипломным проектом предлагается
установить двухбортовые опрокинутые отсосы без поддува на ванны обезжиривания,
активацию, травления, теплой промывки, никелирование.
Удельный объем воздуха для ванн равен:
L0
= 1400·(0,53·(0,63/(0,63 + 1,6)
+ 0,2)·0,66·0,63 = 203,6 м3/ч
Расчет объема воздуха для теплой промывки равен:
L = 203,6
·
1,63
·
0,8
·
1
·
1,2
= 318,6 м3/ч
Для двух ванн тёплой промывки - 637,2
м3/ч
Расчет объема воздуха для
электрохимического
обезжиривания равен:
L =
203,6 ·
1,94
·
0,8
·
1
·
1,2
= 379,2 м3/ч
Расчет объема воздуха для травления равен:
L = 203,6 · 1 · 1 ·
1,2 = 244,32 м3/ч
Расчет объема воздуха для электрохимической
активации равен:
L = 203,6 · 1 · 1 ·
1,2 = 244,32 м3/ч
Расчет объема воздуха для никелирования равен:
L = 203,6 · 1 · 0,8
· 1,2 = 195,5 м3/ч
Для четырёх ванн никелирования - 782 м3/ч
Lгод
= (637,2 + 379,2 + 244,32 +
244,32 + 782) * 5960 = 13630758,4 м3
Для тринадцати линий никелирования - 177199859,2
м3
Данные по расходу воздуха сведены в форму 4.
Компенсацию оттока воздуха, уходящего в вытяжную
вентиляцию, обеспечивает приточная вентиляция. Объем приточного воздуха должен
быть на 5% меньше объема вытяжного воздуха.
Vприт.возд.=
0,95Vвыт.возд. (38)
Определив тип бортовых отсосов и системы
воздухопроводов, подсчитываются суммарный объем воздуха, отсасываемый от
системы, и подбираются соответствующие вентиляторы. Для выбора вентилятора
приточной вентиляции суммируют расход воздуха всех систем вытяжной вентиляции и
умножают его на коэффициент 0,95, после чего подбирают соответствующий
вентилятор.
Vприт.возд=
29731,5 * 0,95 = 28244,9 м 3/ч
В связи с этим выбирается соответствующий
вентилятор
Нагрев воздуха в приточных вентиляционных
установках осуществляется калориферами; в зависимости от теплоносителя они
бывают водяные - ВНВ и паровые - ВНП.
Таблица
6
Техническая характеристика вентилятора
|
Марка
вентилятора
|
Производительность
тыс., м3/ч
|
Полное
давление, Па
|
КПД
|
Мощность,
кВт
|
Габаритные
размеры, мм
|
|
10
|
33
|
137
|
0,80
|
22,0
|
1620*1830*1810
|
Площадь поверхности нагрева определяется по
формуле:
F = Q/K·θср,
(39)
где Q
- тепловая нагрузка теплообменного аппарата, Вт;
K - коэффициент
теплопередачи, Вт/м2·град;
θср
- средний температурный напор, 0С.
Тепловая нагрузка теплообменника определяется по
формуле:
Q = L·Cвозд·(t1-t0),
(40)
где L
- количество нагреваемого воздуха, м3/с;
t0,
t1
- начальная и конечная температура нагревания воздуха в калорифере, град;
Cвозд
- удельная теплоемкость воздуха, Дж/кг·град.
Для пластинчатых калориферов с паровым обогревом
коэффициент теплопередачи определяется по формуле:
К = 1,162(2+7√ωк),
(41)
где ωк
- скорость движения воздуха в калорифере.
Определяем тепловую нагрузку:
Q = 7,85 · 1290 ·
(23-10) = 131644,5 Вт
Определяем коэффициент теплопередачи:
К = 1,162(2 + 7√10) = 28 Вт/м2·0К
Определяем площадь поверхности:
F = 131644,5/28 · 29
= 162 м2
Определив общую площадь нагрева, подбирается
калорифер, поверхность нагрева которого не меньше полученной по расчету. Данным
дипломным проектом предлагается использовать 2 калорифера КСк3 с площадью
нагрева 90 м2.
.8 Расчет расхода электроэнергии
Потребителями электроэнергии являются:
. Источники постоянного тока
2. электродвигатели;
. сушильные агрегаты;
. вентиляторы;
. лампы для освещения.
1. Расход электроэнергии на работу источников
постоянного тока
W1=
РвКобnФв/ή,
(42)
Где Рв - мощность выпрямителя, кВт
Коб - коэффициент использования
оборудования
Фв- действительный фонд работы
оборудования, ч
n - число источников
постоянного тока
ή - КПД источника
постоянного тока
W1обезжиривание.
= 0,99*15,12*5960*13/88 = 13179 кВт
W1никелирования.
= 0,99*15,12*5960*52/88 = 52717 кВт
W1
= 13179 + 52717 = 65896 кВт
. Расход электроэнергии на работу
электродвигателей определяется по формуле:
W2
= n·Pэ·Коб·Фв,
(43)
где Pэ
- мощность электродвигателя, кВт;
n- число
электродвигателей
Коб- коэффициент использования
оборудования
Фв -действительный фонд времени, ч
W2
= 13 · 23,7 · 0,99 · 5960 = 1817913,24 кВт
. Расход электроэнергии на сушильные агрегаты:
W3
= n·Pс·Коб·Кс·Фв,
(44)
где Pс
- мощность сушильного агрегата, кВт;
n - число сушильных
агрегатов;
Кс - коэффициент использования сушильного
агрегата; в автоматических линиях Кс=Коб.
W3=
13 · 0,99 · 0,99 · 30 · 5960 = 2278144,4 кВт
. Расход электроэнергии на работу
вентиляторов:
W4
= Рв·n·Фв/η,
(45)
где Рв - мощность электродвигателя
вентилятора, кВт;
n - число
электродвигателей;
Фв - действительный фонд времени
оборудования, ч;
η - КПД выпрямителя.
W4
= 22 · 4 · 5960/0,8 = 655600 кВт
. Расход электроэнергии на освещение
W5
= 0,015·Sуч·Фв·Косв,
(46)
где 0,015 - удельная норма мощности освещения,
кВт/м2;
Sуч
- площадь участка, м2;
Косв - коэффициент, учитывающий
время, необходимое на освещение.
W5
= 0,015·17160·5960∙0,9 = 1380693,6 кВт
Wгод =
W1+W2+W3+W4
+ W5
(47)
Wгод
= 65896 + 1817913,24 + 2278144,4 + 655600 + 1380693,6 =
,24 кВт
.9 Расчет расхода материала
Гальванический цех является потребителем
большого количества химикатов, вспомогательных материалов. Норму расхода
химикатов при нанесении покрытий устанавливают расчетным путем независимо от
толщины покрытия.
Норма расхода химикатов определяется по формуле:
Нх =К(А+В+С)*с, (48)
где К - коэффициент, учитывающий тип
оборудования;
А - норма потерь электролита на вынос с деталями
при выгрузке, г/м2;
В - норма потерь при уносе электролита в
вентиляционные каналы, г/м2;
С - норма потерь электролита при фильтрации,
корректировании и смене электролитов или растворов;
с - концентрация компонента, г/л.
Коэффициент К при нанесении покрытий в
автоматических линиях равен 0,8.
По степени сложности детали делятся на три
группы: І - плоские детали и цилиндрические детали без резьбы; ІІ - крепежные,
рельефные и штампованные детали без полостей, в которых задерживается
электролит; ІІІ - детали с глухими отверстиями, в которых задерживается
электролит, а также детали, имеющие труднопромываемые участки.
В данном дипломном проекте предлагается
обрабатывать деталь “Направляющая” РЮИБ 8.203.241, которая относится ко второй
группе.
Расход химикатов на электрохимическое
обезжиривание:
Нх едкий натр. = 0,8(0,08 + 0,015 +
0,05)*20 = 2,32 г/м2;
НхNa2CO3
=
0,8(0,08 + 0,015 + 0,05)*30 = 3.48 г/м2;
НхNa3PO4=
0,8(0,08 + 0,015 + 0,05)*40 = 4.64 г/м2;хNa2SiO3
= 0,8(0,08 + 0,015 + 0,05)*5 = 0.58 г/м2;
Расход химикатов на травление:
Нх соляная кислота =
0,8(0,08+0,065)*200 = 23,2 г/м2;
Нх ингибитор = 0,8(0,08+0,065)*50
=5,8 г/м2;
Расход химикатов на электрохимическую активацию:
НхH2SO4
= 0,8(0,08+0,065)*100 = 11,6 г/м2;
НхK2Cr2O7
= 0,8(0,08+0,065)*7 = 0.8 г/м2;
Расход химикатов на никелирование:
Нхсернокислый никель =
0,8(0,08+0,065)*300 = 34,8 г/м2;
Нхборная кислота = 0,8(0,08+0,065)*30
= 3,48 г/м2;
Нххлористый натрий =
0,8(0,08+0,065)*15 = 1,74 г/м2;хфтористый натрий =
0,8(0,08+0,065)*6 = 0,7 г/м2.
Нхнатриевая соль = 0,8(0,08+0,065)*4
= 0,5 г/м2;
Нхформалин = 0,8(0,08+0,065)*1,5 =
0,174 г/м2;
Расчёт расхода химикатов на пуск нового
оборудования производится по формуле:
Нхп=сVK/1000,
(50)
где с-концентрация химиката в электролите
(растворе), г/л;
V-объём ванны, л;
К-коэффициент заполнения ванн, равный 0,7-0,9.
Расчет норм расхода химикатов на пуск нового
оборудования для электрохимическое обезжиривания:
Расход химикатов на электрохимическое
обезжиривание:
Нхп едкий натр. =
20*1159,2 *0,9/1000 = 20,9 кг;
Нхп Na2CO3
=
30*1159,2 *0,9/1000 = 31,3 кг;
Нхп Na3PO4=
40*1159,2 *0,9/1000 = 41,7 кг;
Нхп Na2SiO3
= 5*1159,2 *0,9/1000 = 5,2 кг;
Расчет норм расхода химикатов на пуск нового
оборудования для травления:
Нхп соляная кислота =
200*1159,2 *0,9/1000 = 208,7 кг;
Нхп ингибитор = 50*1159,2
*0,9/1000 = 52,2 кг;
Расчет норм расхода химикатов на пуск нового
оборудования для электрохимической активации:
Нхп
H2SO4 = 100*1159,2 *0,9/1000 = 104,3 кг;
Нхп
K2Cr2O7 = 7*1159,2 *0,9/1000 = 7,3 кг;
Расчет норм расхода химикатов на пуск нового
оборудования для никелирования:
Нхп сернокислый никель = 300*1159,2
*0,9/1000 = 313 кг;
Нхп борная кислота = 30*1159,2
*0,9/1000 = 31,3 кг;
Нхп хлористый натрий = 15*1159,2
*0,9/1000 = 15,6 кг;
Нхп фтористый натрий = 6*1159,2
*0,9/1000 = 6,26 кг;
Нхп натриевая соль = 4*1159,2
*0,9/1000 = 4,2 кг;
Нхп формалин = 1,5*1159,2 *0,9/1000 =
1,56 кг;
Расход химикатов на выполнение программы
рассчитывается следующим образом:
Qх=НхSгод/1000,
(49)
Расход химикатов на электрохимическое
обезжиривание:
Qх
едкий натр. = 2,32 * 280735,56/1000 = 651,3 кг;
Qх Na2CO3
=
3,48 * 280735,56/1000 = 977 кг;
Qх Na3PO4=
4,64 * 280735,56/1000 = 1302,6 кг;
Qх Na2SiO3
= 0,58 * 280735,56/1000 = 162,8 кг;
Расход химикатов на травление:
Qх
соляная кислота = 23,2 * 280735,56/1000 = 6513 кг;
Qх
ингибитор = 5,8 * 280735,56/1000 = 1628,3 кг;
Расход химикатов на электрохимическую активацию:
Qх
H2SO4 = 11,6 * 280735,56/1000 = 3256,5 кг;х
K2Cr2O7 = 0,8 * 280735,56/1000 = 224,6 кг;
Расход химикатов на никелирование:
Qх
сернокислый никель = 34,8 * 280735,56/1000 = 9769,6 кг;
Qх борная
кислота = 3,48 * 280735,56/1000 = 977 кг;
Qх хлористый
натрий = 1,74 * 280735,56/1000 = 488,5 кг;
Qх фтористый
натрий = 0,7 * 280735,56/1000 = 196,5 кг;
Qх натриевая
соль = 0,5 * 280735,56/1000 = 140,4 кг;
Qх формалин
= 0,17 * 280735,56/1000 = 47,7 кг;
Все данные по расчету расхода
годовых количеств химикатов сводятся в форму 5.
Нормы расхода анодов металла устанавливаются
исходя из толщины слоя 1 мкм с учетом технических отходов и потерь.
На=1,06*γ,
(51)
где 1,06 - коэффициент, который учитывает
технологические потери на шламообразование, неиспользованные остатки и т. п.
Масса покрытия площадью 1 м2 и
толщиной 1 мкм численно равна плотности метала покрытия, поэтому вместо массы
покрытия в формуле стоит величина γ.
На = 1,06 * 8,91 = 9,44 г/м2
Годовой расход растворимых анодов рассчитывается
по формуле:
 (52)
(52)
где  - толщина покрытия, мкм;год
- годовая программа, м2;
- толщина покрытия, мкм;год
- годовая программа, м2;
а=
9,44*18*280735,56/1000= 47702,6 кг.
Годовой расход нерастворимых анодов
для обезжиривания и активации рассчитывается по формуле:
На = КсКSdγТобр/КобФв*60*10-3
(54)
Где Кс -коэффициент
сменяемости анодов в год;
КS
- коэффициент, учитывающий отношение анодной поверхности ко второму
электроду;толщина анода, мм;
γ- плотность
материала анода, г/см3;
Тобр
-время обработки, мин;
Коб-
коэффициент использования оборудования
На=1*2*15*7,86*3/0,99*5960*60*10-3
= 2 г/м2
На=1*2*15*7,86*5/0,99*5960*60*10-3
= 3,3 г/м2
Годовой расход нерастворимых анодов:
х обезжир.=
2 * 280735,56/1000 = 561,5 кгх актив..= 3,3 * 280735,56/1000 = 926,4
кг
Расчет норм расхода анодов на запуск
оборудования.
На/=n*K1*K2*Lвн*Нвн*γ*d/1000,
(53)
где К1 - коэффициент, учитывающий
суммарную ширину анодов по отношению к длине ванны, К1=0,6;
К2 - коэффициент, учитывающий
отношение длины анодов к высоте ванны К2=0,8;- число анодных
(катодных) штанг;вн, Нвн - длина и глубина ванны, см;
γ - плотность
металла анода (катода), г/см3;- толщина анода (катода), см.
Для
обезжиривания:
На/
= 26*0,6*0,8*160*125*7,86*1,5/1000 = 2942,8 кг
Для
активации:
На/
= 26*0,6*0,8*160*125*7,86*1,5/1000 = 2942,8 кг
Для
никелирования:
На/ =
104*0,6*0,8*160*125*8,91*1,5/1000 = 13343,6 кг
Расчетные данные по расходу анодов сведены в
форму 6
.10 Расчет площадей и размещение
оборудования на проектируемом участке
В состав гальванических цехов входят основные
производственные отделения и вспомогательные участки и службы. Вспомогательную
площадь принимают в процентах от производственной площади: для
автоматизированных - около 100-120 %.
Потребная производственная площадь может быть
определена по нормам на единицу оборудования (табл. 10).
Sпроизв.=
n*Hр*К
(54)
Где Sпроизв.-
основная производственная площадь,м2
n - количество ванн,
шт.
Нр- норма площади на единицу
оборудования,м2
К - коэффициент
Sпроизв.=
195*10*4 = 7800 м2
Sвспом.=
Sпроизв*120%
(55)
Sвспом.=
7800*120% = 9360 м2
Sобщ.=
Sпроизв.+
Sвспом.
(56)
Sобщ.=
7800 + 9360 = 17160 м2
Основные условия при планировке цеха -
поточность производства и обеспечение рабочих мест и проходов между
оборудованием для обслуживания и ремонта.
Таблица
7
Норма площади на единицу оборудования
|
Оборудование
|
Количество
ванн, шт
|
Норма
площади на единицу оборудования, м2
|
Коэффициент
|
Площадь
участка, м2
|
|
Ванны
до 3 м
|
195
|
8-10
|
3,5-4
|
7800
|
В цехе необходимо предусмотреть основной проход
не менее 3-4 м и проходы между оборудованием 2-2,5 м. Оборудование лучше
располагать параллельными рядами перпендикулярно к основному проезду; при
необходимости загрузки с торца автомата ее осуществляют со стороны основного
проезда. Если имеется несколько автоматов, их лучше располагать в одну линию.
На рисунке 12 показано расположение автооператорных автоматов со следующими
расстояниями: между колонной и боковой стороной автомата (а) 1500-2500 мм;
между автоматами (б) 1500-2000 мм; от колонны до автомата (в) 1500-2000 мм; от
проезда до рабочего места автомата (г) 2000-2500 мм; между выпрямителем и
автоматом (д) 800-1000 мм; между выпрямителями (е) 250-300 мм; от колонны до
выпрямителя (ж) 800-1000 мм; между колонной и тыльной стороной выпрямителей (з)
600-800 мм.
Гальванические цеха относятся к
категории вредных производств, поэтому их располагают у наружных стен зданий.
Ширина пролета обычно составляет 18 и 24 м, сетка колонн 6,12 м. Высота цеха
при двухэтажном расположении 6,0; 7,2 и 8,4 м.
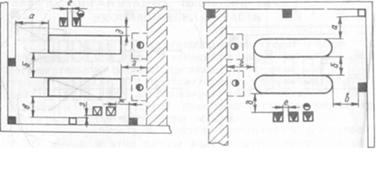
Рисунок 1 - Расположение оборудования при
установке автооператорных линий
Первый этаж или подвал (при расположении цеха в
первом этаже) служит для размещения всех коммуникаций.
В отдельных помещениях следует располагать участки
дробеструйной обработки, шлифования и полирования, приготовления цианидных
электролитов, кислых электролитов и растворения гидроксида натрия, а также
кладовую для хранения химикатов, экспресс-лабораторию, кладовую готовой
продукции, насосную и т. п.
Выпрямители размещают около автоматов или на
техническом этаже, по возможности ближе к ваннам, сдвинув их несколько в
сторону; выпрямители силой тока свыше 3200 А не устанавливают на уровне
подмостков.
Ванны селективной очистки ставят около
соответствующих ванн. Фильтры для непрерывной фильтрации размещают около
автоматов или на техническом этаже. Пульты управления располагают в торце
автоматов. Монтаж деталей на подвески может производиться около рабочих мест,
при больших программах подвески монтируют централизованно и подают при помощи
подвесного контейнера, на который подвешивают подвески с готовыми деталями.
2.11 Расчет стоимости основных
фондов и амортизации
Расчет ведется по каждой группе основных фондов.
Стоимость зданий и сооружений
рассчитывается по площади и стоимости 1 м по формуле (с учетом износа
здания):
по формуле (с учетом износа
здания):
С , (57)
, (57)
где С -стоимость здания, руб;
-стоимость здания, руб;
S -общая
площадь участка, м;
-общая
площадь участка, м;
Ц-цена 1 мздания,руб.
С= 17160*15000*0,6 = 154440000 руб
Стоимость технологического оборудования
рассчитывается на основе их количества, оптовых цен и затрат на транспортировку
и монтаж.
Расчет стоимости технологического оборудования
выполняется в таблице.
Таблица
8
Ведомость затрат на оборудование
|
Наименование
оборудования
|
Кол-во,
шт.
|
Стоимость
единицы оборудования в рублях
|
Стоимость
всего оборудования
|
|
|
Цена,
руб.
|
Затраты
на транспортировку 10-15% от цены
|
Всего
|
|
|
1
|
2
|
3
|
4
|
5
|
6
|
|
Ванна
обезжиривания
|
13
|
96210
|
9621
|
105831
|
1375803
|
|
Ванна
промывки
|
78
|
102000
|
10200
|
112200
|
8751600
|
|
Ванна
травления
|
13
|
40400
|
4040
|
44440
|
577720
|
|
Ванна
активации
|
13
|
48000
|
4800
|
52800
|
686400
|
|
Ванна
никелирования
|
52
|
98300
|
9830
|
108130
|
5622760
|
|
Ванна-уловитель
|
13
|
106110
|
10611
|
116721
|
1517373
|
|
Сушилка
|
13
|
96400
|
9640
|
106040
|
1378520
|
|
Итого
|
195
|
|
|
|
19910176
|
Стоимость вспомогательного оборудования
составляет 9-13% от стоимости технологического оборудования
*0,09 = 1791915,84 руб.
Стоимость энергетического оборудования 6-8% от
стоимости технологического оборудования
*0,06 = 1194610,56 руб.
Стоимость подъемно-транспортного оборудования
составляет 3% от затрат на технологическое оборудование
*0,03 = 597305,28 руб.
Стоимость инструментов и приспособлений
составляет 4-5% от стоимости технологического оборудования
*0,04 = 796407,04 руб.
Стоимость производственного и хозяйственного
инвентаря составляет 1-5% от стоимости технологического оборудования
*0,01 = 199101,76 руб.
Результаты расчетов сводим в таблицу.
Таблица
9
Сводная ведомость основных фондов и амортизации
|
Группа
основных фондов
|
Стоимость
основных фондов, руб.
|
Норма
амортизации, %
|
Годовая
сумма амортизации, руб.
|
|
1
|
2
|
3
|
4
|
154440000
|
1,2
|
1853280
|
|
2.
Технологическое оборудование
|
19910176
|
6,7
|
1333981,8
|
|
3.
Вспомогательное оборудование
|
1791915,84
|
10
|
179191,6
|
|
4.
Энергетическое оборудование
|
1194610,56
|
4,4
|
52562,9
|
|
5.
Подъемно-транспортное оборудование
|
597305,28
|
5
|
29865,3
|
|
6.
Инструменты и приспособления
|
796407,04
|
12,5
|
99550,9
|
|
7.
Производственный и хозяйственный инвентарь
|
199101,76
|
20
|
39820,4
|
|
Итого
|
178929516,5
|
|
3588252,9
|
2.12 Расчет стоимости оборудования,
электроэнергии, пара, сжатого воздуха, воды, материалов
Расчет стоимости материалов выполняется в
таблице
Таблица
10
Расчет затрат на материал
|
Наименование
материалов
|
Ед.
изм
|
Норма
расхода, г/мЦена, руб.
за кг
|
Сумма
на единицу, руб.
|
Сумма
на годовую программу, руб.
|
|
|
1
|
2
|
3
|
4
|
5
|
6
|
|
Натр
едкий Тринатрий фосфат Углекислый натрий Метасиликат натрия Соляная кислота
Ингибитор БА-6 Серная кислота Бихромат калия Сернокислый никель Кислота
борная Хлористый натрий Фтористый натрий Натриевая соль
нафталиндисульфокислоты Формалин
|
г/л
г/л г/л г/л г/л г/л г/л г/л г/л г/л г/л г/л г/л г/л
|
2,32
4,64 3,48 0,58 11,6 0,58 11,6 0,8 34,8 3,48 1,74 0,7 0,5 5,8
|
33,66
36,44 60 8,40 10,60 42 20,05 500,32 150 14,70 6,50 10 450 90
|
0,078
0,169 0,2088 0,0049 0,123 0,0244 0,233 0,4 5,22 0,05 0,0113 0,007 0,225
0,522
|
21897,4
47444,3 58617,6 1375,6 34530,5 6849,9 65411,4 112294,2 1465439,6 14036,8
3172,3 1965,15 63165,5 146543,97
|
|
Итого
|
|
|
|
|
2042744,22
|
Годовой расчет анодов определяется по формуле:
 кг (58)
кг (58)
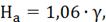
где 1,06 - коэффициент учитывающий
технологические потери;
γ - плотность
металла, г/см;
Sгод
- годовая поверхность покрытия, м;
На - норма расхода анодов на 1 м
площади покрытия.
На = 1,06*8,91 = 9,44 г/м2
Qа
= 9,44*18*280735,56/1000 = 47702,6 кг
Стоимость анодов определяется по формуле:
 (59)
(59)
где Ца - цена никелевых анодов 94,93
руб. за кг.
Sа
= 47702,6*94,93 = 4528407,8 руб.
Общая стоимость материалов за год составляет:
Sм.г.
= 2042744,22 + 4528407,8 = 6571152,02 руб.
Расход электроэнергии на сушку:
,25*3,02 = 656585 руб.
Расход электроэнергии на работу источников
постоянного тока:
* 3,02 = 196997,62 руб.
Расход сжатого воздуха:
,2*1264/100 = 2239806220 руб.
Расход воды:
,534*10,96 = 1382500 руб.
.13 Определение численности
работающих на участке
Количество основных производственных рабочих
определяется по формуле:
 , (60)
, (60)
где Nв - годовая
программа выпуска, шт.;
tшт - время
обработки, мин;
Fд - годовой
фонд времени работы рабочего, ч 1800
Списочное число рабочих
определяется:
 (61)
(61)
Где Ксп - коэффициент списочного
состава Ксп=1,08-1,12
P =
= = 76 чел.
= 76 чел.
 чел.
чел.
Полученные расчеты сводим в таблицу:
Таблица
11
Сводная ведомость основных производственных
рабочих.
|
Наименование
профессии
|
Количество
рабочих по разрядам
|
|
1
|
2
|
3
|
4
|
5
|
6
|
|
Гальваники
|
|
|
30
|
30
|
26
|
|
Определяем количество вспомогательных рабочих
Исходя из специфики производственного процесса и
пользуясь данными завода, следующие профессии вспомогательных рабочих:1)
принимаем 4 контролеров 4-го разряда, 6 транспортных рабочих 3-го разряда и 5
слесарей-ремонтников 4-го разряда.
Данные о вспомогательных рабочих сводим в
таблицу 12:
Таблица
12
Сводная ведомость вспомогательных рабочих
|
Наименование
профессии
|
Количество
рабочих по разрядам
|
|
1
|
2
|
3
|
4
|
5
|
6
|
|
Контролер
|
|
|
|
4
|
|
|
|
Транспортный
рабочий
|
|
|
6
|
|
|
|
|
Слесарь-ремонтник
|
|
|
|
5
|
|
|
Численность ИТР составляет 10-12% от общего
числа рабочих
ИТР=(86 + 15)*0,12 = 11,12 = 13 чел.
Численность рабочих сводится в таблицу:
Таблица
13
Сводная ведомость работающих на участке
|
Категории
работающих
|
Количество
работающих
|
Структура
в %
|
|
основные
рабочие вспомогательные рабочие специалисты ИТР
|
86
15 13
|
75,5
13,1 11,4
|
|
Итого
|
114
|
100
|
.14 Определение общего фонда
заработной платы работающих
Общий фонд заработной платы складывается из
основной и дополнительной заработной платы:
Зобщ=Зо+Зд (62)
ЕСН определяется в % от общего фонда заработной
платы.
Основные рабочие находятся на повременной оплате
труда.
Основная заработная плата основных
производственных рабочих рассчитывается по формуле:
Зо =Fд*Тст*n(1+П/100)
(63)
где Fд
- годовой фонд времени работы рабочего, ч 1800
Тст - тарифная ставка рабочего соответствующего
разряда, руб. за ч
n - количество
работающих соответствующего разряда
П - % премии 100%
Дополнительная заработная плата планируется в %
от основной и составляет 20%ЕСН рассчитывается в % от суммы основной и
дополнительной заработной платы и составляет 26,6%
Основная заработная плата вспомогательных
рабочих рассчитывается по формуле:
Зо всп =Т*Тст*т(1+П/100)
(64)
где Т - количество отработанных часов;n
- количество вспомогательных рабочих соответствующего разряда;
Тст - тарифная ставка, руб. за ч.
ИТР и МОП рассчитывается по формуле: Зо ИТР
МОП=О*12*т(1+П/100) (65)
гдеО - оклад, руб;n
- число специалистов соответствующего оклада;
П - % премии
Размер премии, окладов и тарифных ставок
представлены в таблице 14.
Таблица
14
Размеры премий и окладов
|
Категория
работающих
|
Оклад,
руб.
|
Премия,
%
|
|
1
|
2
|
3
|
|
Основные
работающие Вспомогательные работающие ИТР
|
-
- 6500
|
90
70 100
|
Таблица
15
Часовые тарифные ставки
|
Категория
рабочих
|
Часовая
тарифная ставка по разрядам
|
|
1
|
2
|
3
|
4
|
5
|
6
|
|
Повременщики
- ВУ
|
23,68
|
24,16
|
25,35
|
27,38
|
30,11
|
34,63
|
|
Повременщики
- НУ
|
21,15
|
21,57
|
22,64
|
24,45
|
26,89
|
30,92
|
Рассчитываем общий фонд зарплаты основных
рабочих:
Зо осн р =
1800(30*25,35+30*27,38+26*30,11) = 4256568 руб.
Зд осн р = 0,1*4256568 = 425656,8
руб.
Определяем премии:
П = 0,9*4256568 = 3830911,2 руб.
Определяем основную заработную плату:
Зосн = Зо+Зд +
П= 4256568 + 425656,8 + 3830911,2 = 8513136 руб.
Определяем дополнительную заработную плату:
Здоп = 0,2*8513136 = 1702627,2 руб.
Определяем общий фонд заработной платы:
Зобщ = Зосн+Здоп
= 8513136 + 1702627,2 = 10215763,2 руб.
Определяем ЕСН:
ЕСН = 0,26*Зобщ = 10215763,2 *0,26 =
2656098,4 руб.
Определяем среднемесячную зарплату:
Ссред. з/п = 10215763,2 /12*86 = 9899
руб.
Рассчитываем основной фонд зарплаты
вспомогательных рабочих:
Зо всп р =1800(6*22,64 + 9*24,45) =
640602 руб.
Зд всп р= 0,1*640602 = 64060,2 руб.
Определяем премии:
П = 0,7*640602 = 448421,4 руб.
Определяем основную заработную плату:
Зосн = Зо+Зд +
П = 640602+ 64060,2 + 448421,4 = 1153083,6 руб.
Определяем дополнительную заработную плату:
Здоп = 0,2*1153083,6 = 230616,72 руб.
Определяем общий фонд заработной платы:
Зобщ = 1153083,6 + 230616,72 =
1383700,32 руб.
Определяем ЕСН:
ЕСН = 0,26*З общ = 0,26*1383700,32 =
359762,1 руб.
Определяем среднемесячную зарплату:
Ссред. з/п = 1383700,32 /12*15 =
7687,2 руб.
Рассчитываем общий фонд заработной платы ИТР:
Зо итр = 6500*12*13 = 1014000 руб.
Зд итр = 0,1*1014000 = 101400 руб.
Определяем премии:
П = 1*1014000 = 1014000 руб.
Зобщ = Зо+Зд +
П = 1014000 + 101400 + 1014000 = 2129400 руб.
Определяем дополнительную заработную плату:
Здоп = 0,2*2129400 = 425880 руб.
Определяем общий фонд заработной платы:
Зобщ = 2129400 + 425880 = 2625280
руб.
Определяем ЕСН:
ЕСН = 0,26*Зобщ = 0,26*2625280 =
682572,8 руб.
Определяем среднемесячную зарплату:
Ссред. з/п = 2625280/12*13 = 16828,7
руб.
Данные расчетов сводим в таблицу 16.
Таблица16
Сводная ведомость общего фонда заработной платы
|
Структура
общего фонда зарплаты
|
Основные
рабочие
|
Вспомогательные
рабочие
|
ИТР
|
Итого
|
|
1
|
2
|
3
|
4
|
6
|
|
1.
Осн. зарплата
|
8513136
|
1153083,6
|
2129400
|
11795619,6
|
|
2.
Доп. зарплата
|
1702627,2
|
230616,72
|
425880
|
2359123,92
|
|
3.
Общий фонд зарплаты
|
10215763,2
|
1383700,32
|
2625280
|
14224743,52
|
|
4.
ЕСН
|
2656098,4
|
359762,1
|
682572,8
|
3698433,3
|
|
5.
Среднемес. зарплата
|
9899
|
7687,2
|
16828,7
|
10398
|
Ссред. з/п = 14224743,52/12*114 =
10398 руб.
.15 Составление калькуляции себестоимости
изделия и определение цены
Косвенные расходы включают в себя
общепроизводственные расходы, общехозяйственные расходы,
внепроизводственные(коммерческие) расходы.
ОПР и ОХР определяются в % от основной
заработной платы и составляют по данным базового завода соответственно 270% и
280%.
ВР определяется в % от производственной
себестоимости и составляет по данным базового завода 1,5%.
ОПР = 2,7*8513136 = 22985467,2 руб.
ОХР = 2,8*8513136 = 23836780,8 руб.
ВР = 0,015*84183461,6 = 1262751,9 руб.
Таблица
17
Калькуляция себестоимости продукции
|
Наименование
статей
|
Затраты
на годовой выпуск, руб.
|
Затраты
на ед. продукции
|
Структура
себестоимости,%
|
|
1
|
2
|
3
|
4
|
|
Прямые
расходы 1. Основные материалы
|
6571152,02
|
0,18
|
7,6
|
|
2.
Энергия на тех. цели
|
17918199,98
|
0,5
|
21
|
|
3.
Осн. зарплата осн. раб.
|
8513136
|
0,24
|
10
|
|
4.
Доп. зарплата осн. раб.
|
1702627,2
|
0,047
|
2
|
|
5
ЕСН осн. рабочих
|
2656098,4
|
0,074
|
3,1
|
|
Итого:
прямые затраты
|
37361213,6
|
1,04
|
43,7
|
|
Косвенные
расходы 6. Общепроизводственные расходы
|
22985467,2
|
0,64
|
26,9
|
|
7.
Итого: цех. себестоим.
|
60346680,8
|
1,68
|
70,6
|
|
8.
Общехозяйственные расходы
|
23836780,8
|
0,66
|
27,8
|
|
9.
Итого: произв. себестоимость
|
84183461,6
|
2,34
|
98,4
|
|
10.
Внепроизв. расходы
|
1262751,9
|
0,035
|
1,6
|
|
11.
Итого: полн. Себ.
|
85446213,5
|
2,37
|
100
|
|
12.
Планируемая прибыль, 25%
|
21361553,38
|
0,59
|
25
|
|
13.
Оптовая цена
|
106807766,9
|
2,97
|
125
|
Определение нормативов оборотных средств
Оборотные средства предприятия - это сумма
оборотных производственных фондов и фондов обращения в денежной выражении.
Таблица
18
Расчет нормативов оборотных средств
Годовой
фонд оборотных средств, руб.
|
Однодневный
расход, руб.
|
Запас,
дней
|
Норматив
оборотных средств
|
|
1
|
2
|
3
|
4
|
5
|
|
1.
Осн. матер.
|
6571152,02
|
18253,2
|
30
|
547596
|
|
2.
Вспом. материалы
|
5559062,88
|
15441,8
|
60
|
926508
|
|
3.
Малоценные предметы
|
254900
|
708
|
120
|
84960
|
|
4.
Незаверш. производство
|
84183461,6
|
233842,9
|
2
|
467685,8
|
|
5.
Готов.прод.
|
84183461,6
|
233842,9
|
3
|
701528,7
|
|
Итого:
|
|
|
|
1843210,1
|
Вспомогательные материалы составляет 2-5% от
стоимости основных материалов:
Нвсп = 0,05*6571152,02 = 328557,6
руб.
Вспомогательные материалы на содержание здания
составляют 3% от стоимости здания и инвентаря:
Мвсп = 0,03 * (154440000+19910176) =
5230505,26 руб.
Износ вспомогательных материалы и быстро
изнашиваемых инструментов и приспособлений составляет 2500 руб. на 1 основного
рабочего.
*2500 = 125000 руб.
Износ малоценного инвентаря
составляет 350 руб. на 1 рабочего
И = 114*350 = 39900 руб.
Расчет рентабельности производства
Рентабельность - показатель, характеризующий
эффективность работы предприятия.
Расчет рентабельности производится в таблице 19
Таблица19
Расчет рентабельности
|
Показатели
|
Значение
|
|
1
|
2
|
|
Выручка
от реализации продукции
|
106807766,9
|
|
Полная
себестоимость годового объема
|
85446213,5
|
|
Балансовая
прибыль
|
21361553,38
|
|
Стоимость
оборотных средств
|
1843210,1
|
|
Стоимость
основных фондов
|
178929516,5
|
|
Рентабельность
производства, %
|
11,8
|
Р пр-ва = П б/ ОФ +
ОС*100%, (66)
где П б - балансовая прибыль, руб;
ОФ - стоимость основных фондов, руб;
ОС - стоимость оборотных средств, руб.
Р пр-ва = 21361553,38/(178929516,5 +
1843210,1)*100% = 11,8 %
Рпродаж = П б/В*100%, (67)
где В - выручка от реализации продукции, руб.
Рпродаж =
21361553,38/106807766,9*100% = 20 %
Анализ безубыточности
Анализ безубыточности производства продукции
проводится путем построения графика безубыточности, который показывает влияние
цены, себестоимости и объема производства на получение прибыли. На графике
определяется точка безубыточности (порог рентабельности), т.е. объем
производства, при котором будет достигнута безубыточность, а дальнейшее
увеличение объема реализации приведет к появлению прибыли.
Объем товара, обеспечивающий безубыточность =
= 
Точка безубыточности объема продаж =
= 
ОТОБ = 48084999,9/2,97 - 37361213,6/36000000 =
1619023565 руб.
ТБОП = 106807766,9* 1619023565/69446553,28 =
2490034183 руб.
1) Постоянные затраты, руб. - 48084999,9
2) Переменные затраты, руб. - 37361213,6
) Полная себестоимость всей продукции,
руб. - 85446213,5
) Выручка от реализации продукции, руб. -
106807766,9
) Прибыль, руб. - 21361553,38
) Цена одной детали, руб. - 2,97
) Количество деталей, шт. - 36000000
) Маржинальный доход, руб. (сумма
постоянных затрат и прибыли) - 69446553,28
.16 Определение показателей
экономической эффективности производства
Для оценки экономической эффективности проекта
используются следующие показатели:
1) чистый доход (ЧД);
2) чистый дисконтированный доход (ЧДД);
) индекс доходности (ИД);
Расчет дохода и дисконтированного дохода
представлены в таблице 20
Таблица
20
Определение чистого дисконтированного дохода
|
№
временного интервала
|
Капитальные
вложения
|
Доходы
от текущей деятельности
|
Коэффициент
дисконтирования
|
Дисконтирован-ные
капитальные вложения
|
Дисконтирован-ный
доход
|
|
1
|
2
|
3
|
4
|
5
|
6
|
|
0
|
178929516,5
|
|
1
|
178929516,5
|
|
|
1
|
|
24949806
|
0,8
|
|
19959844,8
|
|
2
|
|
24949806
|
0,64
|
|
15967875,84
|
|
3
|
|
24949806
|
0,512
|
|
12774300,67
|
|
4
|
|
24949806
|
0,41
|
|
10229420,46
|
|
5
|
|
24949806
|
0,328
|
|
8183536,368
|
|
Итого
|
|
124749030
|
|
|
67114978
|
ЧД = 124749030 - 178929516,5 = - 54180486,5 руб.
ЧДД = 67114978 - 178929516,5 = - 111814538,4
руб.
ИД = 
.17 Технико-экономические показатели
участка
Фондоотдача = выручка от реализации
/ стоимость основных фондов
Фондовооруженность = стоимость
основных фондов / числ. работающ.
Коэффициент оборачиваемости =
выручка от реализации продукции /
стоимость основных фондов
Длительность одного оборота = 360 /
коэффициент оборачиваемости
Выработка на одного работающего =
выручка от реализации продукции
/ численность работающих
Фондоотдача = 106807766,9 /
178929516,5 = 0,6 руб.
Фондовооруженность = 178929516,5 /
114 = 1569557,2 руб.
Коэффициент оборачиваемости =
106807766,9/1843210,1 = 58 оборотов
Длительность одного оборота = 360/58
= 6,2 дня.
Выработка на одного работающего =
106807766,9/114 =936910,2 руб
3. Результативная часть
.1 Определение показателей
экономической эффективности производства
Экономической эффективности
производства характеризуется таким показателями как процент снижения
себестоимости продукции, сумма годовой экономии.
Процент снижения себестоимости
продукции определяется по формуле:
∆С = Сд - Сп / Сд
*100,
Где ∆С - процент снижения себестоимости
продукции проектируемого производства.
Сд - себестоимость единицы продукции
действующего производства.
Сп- себестоимость единицы продукции
проектируемого производства
Сумма годовой экономии от снижения себестоимости
продукции в проектируемом производстве определяется по формуле:
Эг=(Сд - Сп) *
Вг,
Где Вг- годовой выпуск продукции по
проектируемому заданию.
Сравнительный анализ себестоимости продукции.
В результате сравнения себестоимости продукции
по проектному и по действующему производству выявлены отклонения в затратах по
статьям «Основные материалы» и « Энергия на технологические цели»
Таблица
21
Сравнительный анализ себестоимости продукции
|
Статьи
|
Затраты
по проекту
|
Затраты
по действующему производству
|
Отклонение
на единицу продукции
|
|
1
|
2
|
3
|
4
|
5
|
6
|
|
Прямые
затраты
|
На
годовой выпуск
|
На
единицу продукции
|
На
годовой выпуск
|
На
единицу продукции
|
|
|
1.
Осн. матер.
|
6571152,02
|
0,18
|
6700486,92
|
0,19
|
-129334,9
|
|
2.
Энергия на тех. цели
|
17918199,98
|
0,5
|
17918199,98
|
0,5
|
-
|
|
3.
Осн.з/п осн. раб.
|
8513136
|
0,24
|
8513136
|
0,24
|
-
|
|
4.
Доп. з/п осн. раб.
|
1702627,2
|
0,047
|
1702627,2
|
0,047
|
-
|
|
5.
ЕСН осн. раб.
|
2656098,4
|
0,074
|
2656098,4
|
0,074
|
-
|
|
6.
ОПР
|
22985467,2
|
0,64
|
22985467,2
|
0,64
|
-
|
|
7.
Итого: цех. себ.
|
60346680,8
|
1,68
|
60476015,7
|
1,7
|
-129334,9
|
|
8.
ОХР
|
23836780,8
|
0,66
|
23836780,8
|
0,66
|
-
|
|
9.
Итого: произ. себ.
|
84183461,6
|
2,34
|
84312796,5
|
|
-129334,9
|
|
10.
ВР
|
1262751,9
|
0,035
|
1264691,9
|
|
-1940
|
|
Итого:
полн. себ.
|
85446213,5
|
2,37
|
85577488,4
|
2,38
|
-131274,9
|
Экономия по этим статьям объясняется заменой
двух ванн электрохимического обезжиривания (на катоде и на аноде), одной ванной
с использованием реверсирования, что привело к снижению себестоимости продукции
в проектируемом варианте.
Процент снижения себестоимости продукции
составляет:
% = (2,38-2,37)/2,38*100 = 0,42 %
Сума годовой экономии от снижения себестоимости
единицы продукции в проектируемом производстве составляет:
Эг=(2,38 - 2,37)*36000000 = 360000
руб.
.2 Технико-экономические показатели
участка
Технико-экономические показатели участка
представлены в таблице.
Таблица
22
Технико-экономические показатели
|
Наименование
показателей
|
Единица
измерения
|
Числовое
значение
|
|
1
|
2
|
3
|
|
Годовой
объем выпуска изделий
|
шт
|
36000000
|
|
Выручка
от реализации продукции
|
руб
|
106807766,9
|
|
Общее
количество работающих
|
чел
|
114
|
|
Общий
фонд заработной платы работающих
|
руб
|
14224743,52
|
|
Среднемесячная
заработная плата одного работающего
|
руб
|
10398
|
|
Стоимость
основных фондов
|
руб
|
178929516,5
|
|
Средний
остаток оборотных средств
|
руб
|
1843210,1
|
|
Фондоотдача
|
руб
|
0,6
|
|
Фондовооруженность
|
руб
|
1569557,2
|
|
Коэффициент
оборачиваемости
|
оборот
|
58
|
|
Длительность
одного оборота
|
дни
|
6,2
|
|
Балансовая
прибыль
|
руб
|
21361553,38
|
|
Рентабельность
производства
|
%
|
11,8
|
|
Себестоимость
одного изделия
|
руб
|
2,97
|
|
Условно-оптовая
цена
|
руб
|
106807766,9
|
|
Порог
рентабельности
|
руб
|
2490034183
|
|
Пороговое
количество
|
шт
|
1619023565
|
|
Выработка
на одного работающего
|
руб
|
936910,2
|
. Организационная часть
.1 Организация снабжения участка
материалами
Для выполнения гальванических операций в цехе
покрытий используются основные и вспомогательные химические материалы (аноды,
кислоты, щелочи, соли, оксиды). Расчет месячной потребности необходимых
материалов осуществляет отдел автоматизированных систем управления (ОАСУ) в соответствии
с планом производства и утвержденными нормативами по изделиям. Согласно
месячным лимитам отдел материально-технического снабжения (ОМТС) производит
закупку материалов и их доставку на заводской склад. По лимитным картам,
выданным ОАСУ цех получает необходимые для работы материалы со склада химии и
лакокрасок, чаще всего в полном объеме, за исключением кислот, запас которых в
цеховых кладовых не должен превышать двухсуточной потребности цеха. Количество
полученных материалов регистрируется кладовщиком цеха в цеховом журнале прихода
материалов. После получения химических материалов со склада в цеховую кладовую
на каждый вид тары навешивается этикетка с наименованием полученного материала,
что помогает избежать путаницы материалов. Выдача материалов по внешнему
сходству при отсутствии маркировки, фабричной или цеховой, может привести к
порче растворов, а иногда и к более тяжким последствиям. Как правило,
общехимические материалы хранятся на стеллажах, в помещении с естественным
семикратным обменом воздуха или оборудованным принудительной вытяжной
вентиляцией. Кислоты хранятся отдельно от всех химикатов, так как при
соединении пролитых кислот с легко разлагающимися и легковоспламеняющимися
веществами происходят нежелательные реакции. Организация работы центральных
складов солей, кислот, щелочей, растворителей, химикатов и вспомогательных
материалов для гальванического производства может обеспечить качество и
надежность получаемых гальванохимических покрытий только при условии, если
складские помещения отвечают нормам Государственной документации.
Работа складов должна регламентироваться
инструкцией, учитывающей особенности данного производства. В инструкцию должны
быть включены указания, которые, хотя и очевидны, но реализуются далеко не
всегда:
условия хранения (место, температура, влажность)
всех материалов должны соответствовать требованиям стандартов или технических
условий на эти материалы;
приходование материалов допускается только при
наличии паспортов предприятия-изготовителя или утвержденных копий с этих
документов;
склад должен располагать всеми необходимыми
техническими средствами для отпуска (выдачи) сыпучих и жидких материалов, а
также средствами индивидуальной защиты работников складов, предусмотренными
нормами техники безопасности;
к работе на складах допускаются только те лица,
которые прошли подробный инструктаж о правилах хранения и обращения с
хранящимися на складах материалами;
отпуск (выдача) материалов в производство должны
строго регистрироваться с указанием не только количества, но и квалификации
материала.
Производственный опыт показывает, что нарушение
этих элементарных правил приводит к производственным осложнениям - появлению
скрытого брака, порче дорогостоящих электролитов, в которые были введены
материалы, не соответствующие необходимой квалификации, и даже к демонтажу
готовых узлов.
.2 Организация
технологического контроля на участке
Для получения покрытий хорошего качества
необходимо следить за чистотой электролитов, не допуская попадания в них
вредных примесей, тщательно подготовлять поверхность деталей перед нанесением
покрытий и соблюдать следующие основные правила работы на ваннах.
. Для постоянства состава электролита и
равномерного распределения покрытия на деталях необходимо поддерживать
отношение площади катодной поверхности к анодной равным 1:1 или 1:2. При этом
площадь поверхности анода, обращенного к стенке ванны, берётся наполовину.
. Вода для приготовления электролитов должна
иметь жесткость не более 5 мг-экв/л; общее содержание солей в воде должно
составлять не более 120 мг-экв/л.
. Не допускать падения деталей с подвесочных
приспособлений на дно ванны, так как упавшие детали, растворяясь, загрязняют
электролит солями меди, железа, цинка, свинца, олова.
. Следить за тем, чтобы крючки, к которым
крепятся аноды, не омывались электролитом при повышении уровня электролита в
ванне, так как в этом случае происходит их анодное растворение и попадание в
электролит меди.
. Ежедневно чистить аноды стальной щёткой для
удаления с их поверхности солевых и оксидных плёнок.
. Загрузку ванн деталями производить таким
образом, чтобы объемная плотность тока (отношение силы тока, проходящего через
ванну, к объему электролита) не превышала величины 0,5 А/л для ванн с
подогревом.
При повышенных значениях объемной плотности тока
электролиты самопроизвольно нагреваются за счет Джоулева тепла.
. Тщательно обезжиривать и промывать детали во
избежание заноса с деталями органических примесей (масла) и травильных
растворов.
. Не допускать попадания смазочных масел в
электролит с монорельсов, тельферных устройств и других узлов механизированных
и автоматических линий, расположенных над ваннами.
. Своевременно очищать штанги ванн, контакты,
крючки и другие токонесущие части от оксидов.
.3 Организация внутрицехового
транспорта
По своему назначению транспортные средства могут
быть подразделены на внутренний, межцеховой и внешний транспорт.
Внешний транспорт обеспечивает связь
предприятия, его материально-технических складов, складов готовой продукции с
предприятиями-поставщиками, контрагентами, станциями железнодорожного, водного
и воздушного транспорта.
Межцеховой транспорт выполняет функции
связующего звена между цехами предприятия, его складами, службами и другими
производственными объектами.
Внутрицеховой транспорт перемещает грузы в цехе
в ходе производственного процесса, осуществляя движение сырья, материалов и
комплектующих деталей и узлов не только от склада к рабочим местам, но и между
рабочими местами, а также контрольными постами.
Выбор средств механизации и автоматизации
процессов перемещения тарно-штучных грузов является составной частью разработки
процессов перемещения и осуществляется на основе принятого технологического
процесса производства и экономической оценки сопоставимых вариантов.
Выбранные средства механизации и автоматизации
процессов перемещения тарно-штучных грузов должны обеспечивать:
сокращение прямых затрат труда и материальных
средств на выполнение операций перемещения;
совершенствование организации производства;
целесообразное применение средств
автоматического управления процессами перемещения;
сокращение потерь времени производственных
рабочих и повышение коэффициента использования технологического оборудования;
минимальное количество перегрузок;
оптимальное сочетание средств механизации и
автоматизации на отдельных этапах процесса перемещения;
сохранение в процессе перемещения постоянства
целесообразно укрупненной грузовой единицы;
необходимые резервы пропускной способности, а
также образование запасов и заделов, определяемых условиями производства;
ликвидацию тяжелого физического труда;
безопасность условий труда.
Основным показателем при оценке сопоставимых
вариантов средств механизации и автоматизации процессов перемещения грузов
является наименьшая величина приведенных затрат.
Выбор средств механизации и автоматизации
процессов перемещения тарно-штучных грузов осуществляется таким образом.
Сначала проводится анализ и учет факторов, влияющих на выбор, а затем
производится непосредственно выбор и определение транспортных средств и
производится экономическое обоснование.
При выборе средств механизации и автоматизации
процессов транспортировки необходимо учитывать такие факторы, как транспортные свойства
грузов (габариты, масса, подверженность повреждениям, огне- и взрывоопасность,
необходимость соблюдения пространственной ориентации при перемещении). Кроме
того, следует учесть условия перемещения, в состав которых входят количество
перемещаемых грузов, маршрут и расстояние перемещения, строительные
характеристики зданий, особые условия перемещения грузов. Данные факторы
следует учитывать при всех видах перевозок. Однако необходимо указать на
особенности выбора средств перемещения грузов при перевозках между
предприятиями, цехами, при внутрицеховых и складских перевозках.
Межцеховые перевозки требуют соблюдения таких
условий, как наличие необходимого объема накопления грузов в начале и в конце
маршрутов, взаимосвязь и согласованность технологии перемещения с сопряженными
с ними внутрицеховыми или складскими операциями, обеспечение фронта загрузки и
разгрузки и рациональной организации рабочих мест транспортных рабочих.
При организации складских перевозок необходимо
учитывать номенклатуру хранимых материалов, оборачиваемость грузов,
периодичность их поступления и выдачи со склада, выполнение на складе операций
комплектования, упаковки, выборочного контроля, вид транспорта, поставляющего
грузы на склад и со склада в цеха.
Выбирая транспортные средства для внутрицеховых
межоперационных перевозок, следует иметь в виду технологию производства и
структуру производственного процесса в цехе, влияние выбора средств механизации
и автоматизации на создание поточных и механизированных линий обработки и
сборки изделий. В свою очередь рациональная организация рабочего места должна
обеспечивать наименьшие затраты сил и времени рабочего на выполнение
перемещений грузов в ходе производственного процесса.
К внутрицеховому транспорту можно отнести
передвижные установки для фильтрации, перекачивания электролитов и т.п., а
также грузоподъёмные устройства, тележки, тачки и прочее.
При механизации процесса подъёма и передвижения
деталей, обрабатываемых в гальванических цехах, применяют: монорельсы, тали,
кошки ручные с червячным подъёмным механизмом, тельферы и другие грузоподъёмные
или транспортирующие устройства.
.4 Организация
рабочего места по одной из профессий, научная организация труда
Рабочее место гальваника - автоматическая
гальваническая линия. Ванны устанавливаются в соответствии с технологическим
процессом.
Рабочее место - первичное звено в любом
производственном процессе, следовательно от эффективного функционирования
каждого рабочего места в первую очередь зависят общие результаты труда. А это
во многом определяется уровнем организации и обслуживания рабочих мест.
Организация рабочего места предполагает
проведение мероприятий по оснащению его необходимыми средствами и предметами
труда, их размещению, созданию надлежащих условий работы. Основной целью этих
мероприятий является создание на каждом рабочем месте необходимых условий для
своевременного и высококачественного выполнения производственных заданий на
основе применения эффективных методов труда, рационального использования
оборудования и всего рабочего времени.
Организовать рабочее место означает: снабдить
его технологическим оборудованием (столы, стеллажи для готовой продукции),
технологической оснасткой (приспособления, инструменты), вспомогательным
оборудованием (автооператоры, вертушки, тележки), организационной оснасткой
(тара, сигнализация, средства ухода за рабочим местом и так далее), обеспечить
удобное расположение рабочего места, наилучшие условия для работы.
Даже при большом разнообразии организационно -
технических условий производства те или иные варианты производственной
обстановки и методы регламентации трудовых процессов повторяются. Это позволяет
использовать типовые решения организации рабочих мест. Одной из особенностей
организации работы по научной организации труда на современном этапе является
переход от решения отдельных вопросов к комплексному внедрению научной
организации труда (НОТ) на предприятии.
4.5
Техника безопасности на проектируемом участке, противопожарные мероприятия
Гальваническое производство связано с выделением
большого количества вредных для организма человека паров, газов и пыли.
Особенно вредны процессы, связанные с применением ядовитых веществ, шлифующих и
полирующих материалов.
Для обеспечения безопасных условий труда при
нанесении гальванических покрытий разработана система мероприятий, направленных
на дальнейшее улучшение условий труда.
Рабочие, работающие в гальваническом цехе,
должны ежемесячно проходить инструктаж по безопасности труда с регистрацией в
специальном журнале. Спецодежда должна храниться в отведенных для этой цели
шкафах, отдельно от верхней одежды рабочего. Принятие пищи и курение в рабочих
помещениях строго воспрещается.
Полы производственных помещений не должны
впитывать растворы электролитов и других химических веществ и быть
кислотно-щелочестойкими на участках, где применяют агрессивные жидкости. Полы
для обеспечения стоков жидкости должны иметь уклон.
В помещениях гальванических цехов, где имеется
опасность химических ожогов, следует иметь горячую и холодную воду для смывания
вредных веществ, попавших на кожу и в глаза рабочих, а также средства для
нейтрализации кислот и щелочей. В цехе должны быть аптечки с набором
перевязочных материалов и необходимых медикаментов для оказания первой помощи
при отравлении, ожогах и в других случаях.
Растворы необходимо приготавливать при
включенной вентиляции и в защитных средствах. Вскрытие металлической тары
(барабанов) с цианистыми солями, хромовым ангидридом должно производиться с
помощью специальных механизированных устройств. Химические материалы должны храниться
в плотно или герметично закрытой таре, снабженной этикеткой с названием
вещества.
Гальванические ванны с вредными выделениями
должны быть снабжены бортовыми отсосами; ванны, в которых выделяется большое
количество вредных газов (например, ванны травления), устанавливают в вытяжные
шкафы. Кроме бортовых отсосов в гальванических цехах устанавливают общую
вытяжку и общий приток.
Работать с органическими растворителями
необходимо только при включенной вентиляции, которая имеет взрывоопасное
исполнение.
Категорически запрещается курение, пользование
открытым огнем, а также производство всякого рода работ, связанных с
ценообразованием.
Хранение растворителей в помещении для промывки
допускается в пределах суточного потребления в герметически закрытой таре.
Промывка с применением растворителей в виде
хлорированных углеводородов должна производиться только в специальных
установках, исключающих контакт рабочего с парами растворителей.
Погрузку, транспортировку и разгрузку кислот и
щелочей необходимо производить в предохранительных очках и в спецодежде
(резиновые сапоги, перчатки и фартук).
Растворы для травления черных металлов должны
приготовляться добавлением кислот к холодной воде, а не наоборот. Растворы для
травления цветных металлов из смеси кислот должны приготовляться в такой
последовательности: сначала добавляют к холодной воде соляную, затем азотную и
под конец серную кислоту. Нарушение последовательности может привести к ожогам
от брызг.
В случае ожога щелочами нужно промыть пораженное
место слабым раствором уксусной кислоты, а затем промыть большим количеством
воды. При ожоге кислотами следует промыть пораженное место раствором соды,
большим количеством воды, смазать вазелином и перевязать.
Пары и брызги хромовых растворов могут вызвать
раздражение слизистых оболочек и повреждение дыхательных путей. Поэтому
хромовые ванны имеют индивидуальную вытяжную вентиляцию, которую следует
включать сразу же после подогрева ванн, а выключать после их полного
охлаждения.
Непосредственное попадание хромовых растворов (электролитов)
на кожу работающего вызывает сильное раздражение. При этом надо немедленно
удалить капли раствора с кожного покрова с помощью ваты и промыть водой. В
случае попадания хромового раствора в глаза необходимо немедленно протереть
глаза однопроцентным раствором гипосульфита натрия. Работать с хромовыми
растворами следует в защитной одежде.
Тело человека является проводником
электрического тока, поэтому травмы, вызываемые электрическим током, опасны для
жизни человека. При прикосновении человека к токоведущим частям, электрический
ток, замыкаясь через тело, может поразить как наружный покров (электроожоги),
так и внутренние органы человека (поражения нервной, сердечной и дыхательной
систем организма). Поражение наружного покрова называют электрическими
травмами, а поражения внутренних органов - электрическими ударами.
Ток величиной 0,05А является опасным, а
величиной 0,1А, действующий на организм человека более 1-2С, является
смертельным.
По опасности поражений электрическим током
помещения классифицируются на три класса: без повышенной опасности, с
повышенной опасностью, особо опасные.
Помещения без повышенной опасности - сухие,
непыльные, отапливаемые, с токонепроводящими полами.
Помещения с повышенной опасностью
характеризуются наличием металлических, земляных и кирпичных полов, сыростью,
высокой температурой и возможностью одновременного прикосновения человека к
заземленным частям и корпусам электрооборудования, которые могут оказаться под
действующим напряжением при пробое или повреждении изоляции.
Помещения особо опасные характеризуются наличием
химически активной среды, особой сырости или двух и более условий повышенной
опасности.
Гальванические цехи относятся к особо опасным
помещениям
Для предупреждения возможности поражения
электрическим током необходимо изолировать токоведущие части, по возможности
размещать их на высоте, ограждать корпуса оборудования и др.
Первая помощь пострадавшему от действующего
напряжения состоит в немедленном освобождении его от действия тока и оказание
ему медицинской помощи. Для этого надо выключить напряжение, так как
прикасаться к пострадавшему, находящемуся под действием тока, нельзя. Если
отключить установку нельзя, то необходимо освободить пострадавшего от
токоведущих частей. В установках до 1000В для этих целей можно использовать
сухую одежду, доску или другие изолирующие предметы, а при напряжении более.
1000В следует изолировать себя, надев резиновые перчатки, галоши и встать на
деревянную доску. От быстрого действия и находчивости зависит спасение
рабочего, пораженного током.
Освободив пострадавшего, надо уложить его на
спину и проверить дыхание, пульс и состояние зрачка. При обмороке положить
пострадавшего в удобное положение и предоставить полный покой. При отсутствии
дыхания и сердцебиения необходимо немедленно сделать искусственное дыхание и
массаж сердца.
Возникновение пожаров в гальванических цехах
возможно в следующих случаях:
1. В шлифовально-полировальных участках, где в
процессе работы в воздуховодах вытяжной вентиляции накапливается матерчатая
пыль, пропитанная жировой пастой, а на шлифовальных кругах возникает большое
искрение, что может вызвать загорание пыли в воздуховодах. В целях
предупреждения пожара необходимо вытяжные воздуховоды снабжать отдельными
вентиляторами.
2. В кладовых химикатов, где хранятся
совместно сильные окислители (хромовый ангидрид, азотная кислота) и
легколетучие органические растворители (бензин, ацетон и т. п.). Для
предотвращения возможности пожара органические растворители должны храниться в
отдельных помещениях с вытяжной вентиляцией.
3. На участках обезжиривания деталей от
минеральных масел, где применяется бензин. При протирке деталей щетками или
салфетками, смоченными бензином, возникает статическое электричество, дающее
искры, что может вызвать пожар при наличии в воздухе паров бензина. В целях
пожарной безопасности бензомоечные шкафы должны быть снабжены мощной вытяжной
вентиляцией. Не разрешается для протирки деталей применять шерстяные и шелковые
салфетки, которые при смачивании в бензине вызывают искрение статического
электричества и воспламенение паров бензина.
. При наличии в гальванических цехах высокой
влажности, паров кислот и щелочей происходит ускоренное старение изоляции
электропроводов, что может вызвать короткие замыкания и загорание проводов. Для
предотвращения пожаров необходимо производить профилактический ремонт
электрооборудования цеха.
По взрывоопасной и пожарной опасности цехи
металлопокрытий относятся к категории Д, по классу помещений по взрывоопасности
являются не взрыво- и не пожароопасными. Участки с применением горючих
материалов (например, горючих органических растворителей, бязевых кругов без
пропитки огнестойким составом) относятся к категории В, по классу
взрывоопасности - П-ПА.
Рабочие и служащие, вновь принятые на работу,
могут быть допущены на работу только после прохождения первичного
противопожарного инструктажа.
В качестве средств пожаротушения используется
вода, химическая пена, твердые и жидкие огнегасительные вещества. В цехах
должны быть противопожарные посты, где находятся пожарный инвентарь, пенные
огнетушители и ящики с сухим песком. В случае возникновения пожара в цехе
необходимо сразу сообщить мастеру или старшему по смене и вызвать пожарную
команду, а до ее прибытия организовать тушение пожара, используя для этого
огнетушители, песок, воду и другие средства.
.6 Прогрессивно-технические решения
Одной из задач дипломного проекта является
отражение способов, которые позволяют улучшить технологию нанесения покрытий
для снижения расхода металлов, солей, электроэнергии, воды и т. п. Необходимо
создание малоотходной, экологически безопасной технологии.
Данным дипломным проектом предлагается ввести
электрохимическое обезжиривание с реверсированием тока. Это позволит сократить
расходы химикатов, уменьшить технологическое время, сократить производственные
площади. Также первоочередными задачами являются резкое сокращение объема
потребляемой воды, прекращение сброса сточных вод, содержащих токсичные
соединения, в канализацию и регенерация цветных металлов.
Исходя из этого, данным дипломным проектом
предлагается уменьшить вынос солей металлов из ванн покрытий и попадания их в
промывные воды следующими способами:
1) выдерживание
подвесок при выгрузке над ванной в течение 10-15 с для стекания с них большей
части электролита, захваченного деталями при извлечении из ванн;
2) промывку деталей после покрытия производить
сначала в ваннах с непроточной водой - ваннах-улавливателях, а затем в ваннах с
проточной водой комбинированного типа.
Из ванн-улавливателей извлечение металлов можно
производись различными способами: способом внутреннего электролиза,
электролизом от внешнего источника и дистилляцией.
Список использованных источников
1. Волков
О.И., Скляренко В.К. Экономика предприятия М., Инфра-М,2003
2. Дасоян
М.Я., Пальмская И.Я. Оборудование цехов гальванических покрытий. М.:
Машиностроение, 1977. 315 с.
. Дасоян
М.А. Технология электрохимических покрытий: Учеб. для средних специальных
учебных заведений / М.А. Дасоян, И.Я. Пальмская, Е.В.
. Канадер
Л.И. Справочник по гальваностегии. Киев: Техника, 1976. 253 с. Коротин А.И.,
Технология нанесения гальванических покрытий: Учеб. пособие для сред.
проф.-техн.училищ.-М.: Высш. шк., 1984.-200 с.,ил.-(Профтехобразование).
5. Кубасов
В.Л., Зарецкий С.А. Основы электрохимии. М.: Металлургия, 1974. 560 с.
6. Кудрявцев
Н.Т. Электролитические покрытия металлами. М.: Металлургия, 1974. 560 с.
7. Лайнер
В.И. Защитные покрытия металлов. М.: Металлургия, 1974. 560 с.
. Мельников
П.С. Справочник по гальванопокрытиям в машиностроении.-М.: Машиностроение,
1979.-296 с., ил.
9. Прокофьев
А.П. Экономика, организация и планирование производства в химической
промышленности М., «Химия»,1986.
. Прокофьев
А.П. Экономика, организация и планирование производства в химической
промышленности М., «Химия»,1986.
. Сергеев
И.В. Экономика предприятия М., «Финансы и статистика»,2001г. Сахарова.- Л.:
Машиностроение. Ленингр. отд-ние, 1989.-391 с.: ил.