Проект реконструкции предприятия ООО 'Профитекс' г. Омска с целью повышения конкурентоспособности
МИНОБРНАУКИ РОССИИ
Федеральное государственное бюджетное
образовательное учреждение
Высшего профессионального образования
«Омский государственный институт сервиса»
(ФГБОУ ВПО «ОГИС»)
Факультет Художественно -
технологический
Кафедра сервиса и технологий легкой
промышленности
Защищен с
оценкой ___________ Допущен к защите__________
Председатель
ГАК ____________ Зав. Каферой______________
«_____»
январь 2013г. «____» январь 2013г.
ВЫПУСКНАЯ КВАЛИФИКАЦИОННАЯ РАБОТА
На тему: Проект реконструкции
предприятия ООО «Профитекс» г. Омска с целью повышения конкурентоспособности.
Исполнитель -
студент гр. СИзу- 91
Кондрашова
Елена Васильевна
Руководитель
проекта к.т.н., доцент
Старовойтова
Анастасия Александровна
Консультанты:
1.
Технологическая часть_____________________ А.А. Старовойтова
. Разработка
конструкции____________________ И.И. Шалмина
.
Безопасность жизнедеятельности_____________ Е.Ю. Тюменцева
.
Организационно - экономическая часть________ Н.Ю. Рябова
.
Строительная часть________________________ А.А. Старовойтова
Омск 2013г.
МИНОБРНАУКИ
РОССИИ
Федеральное
государственное бюджетное образовательное учреждение
Высшего
профессионального образования «Омский государственный институт сервиса»
(ФГБОУ ВПО
«ОГИС»)
Факультет
заочный
Кафедра
сервиса и технологий изделий легкой промышленности
«УТВЕРЖДАЮ»
И. о. зав. кафедрой__________
«___»________________2013 г.
ЗАДАНИЕ
на выпускную
квалификационную работу
Студенту Кондрашовой Елене Васильевне
. Тема проекта: Проект реконструкции предприятия ООО «Профитекс» г. Омска
с целью повышения конкурентоспособности
Утверждена приказом по институту № 319 -М от 29.06.2012 г.
. Срок сдачи проекта « 14 » января 2013 г.
. Исходные данные к проектированию: анализ рынка товаров и услуг
. Работа представляется:
а) пояснительной запиской 130 страницами;
б) слайдами презентации PowerPoint.
. Содержание пояснительной записки:
Введение;
Технологическая часть;
.1 Исходные данные для проектирования;
.2 Проектирование материального объекта услуги;
.2.2. Разработка конструкции;
.3 Проектирование производственных подразделений предприятия
Безопасность жизнедеятельности;
Организационно-экономическая часть;
Строительная часть.
Заключение.
Список литературы.
Приложения.
Анкета,
Визитка, вкладыш в каталог,
Раскладка лекал,
Графическая модель,
Сводные данные о площади раскройного участка,
Анализ технологической темы разделения труда,
План предприятия,
Фрагмент операционной карты,
Экспликация помещений предприятия.
. Консультанты по разделам проекта:
Технологическая часть - Старовойтова А.А.
Разработка конструкции - Шалмина И. В.
Организационно-экономическая часть - Рябова Н. Ю.
Безопасность жизнедеятельности - Тюменцева Е.Ю.
Строительная часть - Старовойтова А.А.
Дата выдачи задания « 20 » мая 2012 г.
Руководитель дипломного проектирования к.т.н., доцент Старовойтова А. А.
Реферат
Дипломный проект выполнен на тему «Проект реконструкции предприятия ООО
«Профитекс» г. Омска с целью повышения конкурентоспособности».
В проекте был произведен анализ рынка товаров и услуг, составлен план
маркетинга, на основе которых была составлена производственная программа
предприятия и выбран производственный состав. Также была дана характеристика
объекта условного изделия, выбраны методы обработки и оборудование для данного
объекта. Расчет производственных подразделений предприятия позволил разработать
детальный план предприятия и рассчитать эффективный технологический процесс
изготовления швейных изделий на индивидуального потребителя. С целью
определения рентабельности предприятия был произведен расчет
технико-экономических показателей.
Услуга, салон-ателье DST.special; жакет на подкладе для девочек,
условное изделие, технологическая схема процесса.
Проект содержит: пояснительную записку и графическую часть.
Пояснительная записка состоит из 130 страниц, включая 21 рисунок 47
таблиц и дополнена 9 приложениями.
Графическая часть представлена в презентации в виде слайдов.
Содержание
Введение
. Технологическая часть
.1 Исходные данные для проектирования
.1.1 Характеристика действующего предприятия
.1.2 Анализ рынка товаров и услуг
.1.3 Характеристика услуг
.1.4 Характеристика рынка сбыта
.1.5 Стратегия и план маркетинга
.1.6 Характеристика проектируемого предприятия
.1.6.1 Общая характеристика предприятия
.1.6.2 Производственный состав предприятия
.1.6.3 Производственная программа предприятия
.2 Проектирование материального объекта услуги
.2.1 Характеристика материального объекта услуги
.2.2 Разработка конструкции
.2.2.1 Анализ направления моды
.2.2.2 Описание модели
.2.2.3 Расчет и построение конструкции
.2.2.4 Нормирование материалов
.2.3 Конфекционирование материалов
.2.4 Характеристика степени готовности изделия к примерке
.2.5 Характеристика методов обработки и оборудования
.3 Проектирование производственных подразделений предприятия
.3.1 Проектирование участка запуска
.3.2 Проектирование приемного салона
.3.3 Проектирование раскройного участка по индивидуальным
заказам
.3.4 Проектирование склада изделий
.3.5 Проектирование швейного цеха
.3.5.1 Предварительный расчет швейного цеха
.3.5.2 Расчет условий согласования и разработка
технологической схемы процесса
.3.5.3 Анализ технологической схемы процесса
.3.5.4 Планировка рабочих мест и агрегатов процессов швейных
цехов
.3.6 План цехов и участков предприятия
. Безопасность жизнедеятельности
.1 Организация работ по охране труда
.2 Санитарно-гигиенические требования к организации рабочего
места
.3 Обеспечение безопасности труда на рабочем месте
.4 Противопожарная профилактика на предприятии
.5 Охрана труда при работе на персональном компьютере
. Организационно-экономическая часть
.1 Организация работы ателье и обслуживания населения в
рыночных условиях. Расчет годового объема производства и реализации услуг
.2 Расчет годового объема производства и реализации услуг
.3 Расчет фонда оплаты труда. Составление штатного расписания
.3.2 Расчет фонда заработной платы рабочих основного
технологического процесса
.3.3 Расчет численности и фонда заработной платы рабочих
вспомогательных процессов
.3.4 Расчет Фонда заработной платы административно -
управленческого персонала
.4 Расчет величины расходов
.5 Выбор режима налогообложения
.6 Определение финансовых результатов и показателей
экономической эффективности деятельности предприятия
.7 Сводка технико- экономических показателей
. Строительная часть
.1 Общие сведения о здании
.2 Расчетная часть
.2.2 Данные о районе строительства
.2.3 Расчет численности работающих на предприятии
.2.4 Расчет санитарно-технического оборудования
.2.5 Административно-управленческая группа помещений
.2.6 Помещения инженерно-технических служб
Заключение
Библиографический список
Приложение А. Анкета
Приложение Б. Визитка, вкладыш в каталог
Приложение В. Раскладка лекал
Приложение Г. Графическая модель
Приложение Д. Сводные данные о площади раскройного участка
Приложение Е. Анализ технологической темы разделения труда
Приложение К. План предприятия
Приложение И. Фрагмент операционной карты
Приложение Л. Экспликация помещений предприятия
Введение
Ушли в прошлое времена, когда российские покупатели отдавали предпочтение
исключительно европейским и американским товарам для детей. Сегодня уровень
доверия к отечественным производителям очень высок. Объяснений такому изменению
можно найти несколько. Во-первых, продукция российских компаний теперь по
качеству не уступает зарубежным аналогам. Во-вторых, отечественные предприятия
устанавливают куда более демократичные цены.
Компания «Профитекс», которая существует на рынке более десяти лет,
конструирует одежду для детей массового производства, и профессионалы хорошо
знают особенности детской фигуры. Однако детскую фигуру можно смело назвать
нестандартной. Так как параметры их фигур выходят за рамки установленных
границ, детский организм находится в постоянном изменении. И эти возрастные
изменения происходят не равномерно. Массовое производство не всегда в силах
учесть эти требования, поэтому существует насущная необходимость в
индивидуальном пошиве.
Характерными особенностями швейной отраслевой группы бытового
обслуживания, влияющими на проектирование технологических процессов, являются:
непосредственная связь производства с заказчиком, периодичность сезонных
колебаний в поступлении заказов и их индивидуальность.
Индивидуальность каждого заказа по конструктивным, фасонным элементам,
отделкам, размерам и материалам обуславливает необходимость приспосабливать
технологический процесс к одновременному изготовлению различных изделий
эксклюзивных, индивидуальных моделей. Основными задачами ВКР являются: выбор
эффективных технологических процессов изготовления швейных изделий на
индивидуального потребителя, обеспечивающих высокое качество услуг; повышение
производительности труда и эффективности производства. Таким образом, тема ВКР
является актуальной.
1. Технологическая часть
.1 Исходные данные для проектирования
.1.1 Характеристика действующего
предприятия
Торговая марка "Дести" была основана в 2001 году в городе
Омске. Из маленького предприятия выросли в большую фабрику.
Более десяти лет компания занимается производством одежды для детей от 7
до 16 лет. С каждым годом активное развитие: производственные площади выросли в
два раза, на предприятии установлено новейшее швейное оборудование, применяются
высокие технологии производства изделий.
За это время, компания успешно зарекомендовала себя на рынке детской
моды. На сегодняшний день «Дести» сотрудничает с партнёрами по всей России.
Компания принимает участие в Федеральных выставках, представляя новые
коллекции.
В течение года дизайнеры разрабатывают несколько коллекций:
коллекцию нарядной одежды для новогодних, рождественских праздников и
выпускных балов.
весеннюю коллекцию пальто, курток, плащей.
школьную коллекцию.
С 2012 года компания была запущена коллекция тёплого трикотажа. Каждая
коллекция уникальна, тем, что создаётся один раз и без повторов. Использование
современных тканей различных фактур, различная цветовая гамма.
Офис компании и производственные площади расположены в г.Омске.
Фактический адрес: 644044, Россия, г. Омск, Иркутская, 104, ООО
"Профитекс".
Производственная компания «Дести» имеет
производственную площадь более 1000 м2, которая включает в себя: два швейных
цеха, цех раскроя, вязальный цех, складские помещения, столовую и прочие
производственные помещения которые еще в разработке.
На предприятии внедрена САПР GRAFIS-
автоматизированная разработка конструкции, экономичных раскладок лекал кроя,
нормирования труда, технологии производства.
Творческий коллектив предприятия состоит из
высококвалифицированных специалистов.
Продукция производственной компании «Дести» имеет
Российские Сертификаты качества, выпускается строго по Нормативно-технической
документации с обязательным соблюдением ГОСТа, СанПиНа.
Для создания коллекций детской одежды используются
ткани и фурнитура различных фактур с современным дизайном и составом безопасным
для здоровья ребенка. Поставка сырья осуществляется в соответствии с сезонными
потребностями и модельными разработками на предстоящий сезон. В ассортименте
присутствуют ткани отечественных фабрик, иностранных фирм, пряжа Российского и
Белорусского производства. С поставщиками сырья заключены долгосрочные договора
поставки, все поставляемое сырье имеет Сертификаты качества.
Предприятие ведет активную деятельность по продвижению
торговой марки «Дести» на российском рынке. Торговая марка «Дести» продается во
многих регионах России: Омск, Москва, Санкт-Петербург, Новосибирск, Тюмень,
Екатеринбург, Томск, Красноярск и т.д.
Все модели коллекции представлены на сайте www. desty.ru
посетив сайт, клиенты могут не только ознакомиться с ассортиментом выпускаемой
продукции, но и оформить заказ. Поставку своих изделий компания производит
через транспортные компании, грузовые станции ЖД, самолетом.
Производственная программа предприятия за 2012 год представлена в таблице
1.
Таблица 1 - Производственная программа предприятия за период 2012 года
|
Виды услуг и ассортимент изделий
|
Удельный вес изделий в общем объеме производства, %
|
Суточный выпуск изделий, шт
|
Средневзвешенная трудоемкость изготовления изделия, час
|
Средневзвешенная стоимость изготовления изделия, руб
|
|
1
|
2
|
3
|
4
|
5
|
|
Пальто д/с
|
10
|
50
|
3,2
|
224
|
|
Плащ
|
11
|
53
|
3,0
|
210
|
|
Жакет
|
12
|
57
|
2,8
|
196
|
|
Брюки
|
13
|
76
|
2,1
|
147
|
|
Юбка
|
15
|
100
|
1,6
|
112
|
|
Блуза
|
17
|
228
|
0,7
|
49
|
|
Сарафан
|
11
|
70
|
2,0
|
140
|
|
Платье
|
10
|
60
|
2,5
|
150
|
|
Трикотажный джемпер
|
10
|
114
|
1,4
|
98
|
|
Итого
|
100
|
678
|
|
|
1.1.2 Анализ рынка товаров и услуг
Для современного рынка свойственны: постоянное обновление и повышение
качества производимой продукции, пополнение товарного ассортимента,
удовлетворение покупательского спроса и конкуренция. Потребители проявляют
интерес к любым новшествам, новыми считаются товары и услуги, не имеющие
аналогов.
Конъюнктура рынка выявляет влияние объективных факторов на состояние
рынка и выявляет меры для полного удовлетворения спроса населения в товарах и
услугах с учетом имеющихся у производителя ресурсов.
Потребность в товарах определяется экономическим и социальным уровнем
людей, а также культурными, географическими, историческими и другими факторами.
Потребительский рынок обуславливается наличием широкого ассортимента товаров,
которые выпускаются различными производителями. Это порождает конкуренцию между
продавцами товаров, удовлетворяющих одни и те же запросы покупателей.
Потребитель старается выбрать для себя товар более высокого качества по
сравнительно низкой цене.
С переходом к рынку все более уделяется внимание качеству продукции.
Каждый товар функционирует на рынке определенное время. Рано или поздно
он вытесняется с рынка другими более совершенными и новыми. Поэтому выпускаемые
изделия должны соответствовать направлению моды, научно-техническому прогрессу.
Изучение потребительского выбора покупателей и их предпочтений позволяет
достичь определенной полезности товара.
В среднестатистической российской семье около трети «детских» денег
тратится на одежду и обувь. Причем, на одежду уходит не меньше 20%, затем на
обувь. На одежду в семье с одним ребенком тратится в среднем около 900 рублей,
на обувь - 600 рублей в месяц.
Рынки созданы для покупателей, а покупатели отличаются друг от друга по
самым разным параметрам. Разными могут быть потребители, ресурсы,
географическое положение, покупательские отношения и привычки. И любой из этих
переменных можно воспользоваться в качестве основы для сегментации рынка.
Сегментация рынка - разбивка рынка на четкие группы покупателей, для
каждой из которых могут потребоваться отдельные товары и комплексы маркетинга.
Основанием для сегментирования служат географические, демографические,
психофизические и поведенческие переменные. Наиболее выгодный сегмент должен
обладать высокими темпами роста, высокой нормой прибыли, слабой конкуренцией.
Как правило, ни один из сегментов не отвечает в желаемой мере всем этим
характерам, так что приходится идти на компромиссы. После того как предприятие
выявит объективно привлекательные для себя сегменты, оно должно задаться
вопросом, какой из них наиболее полно соответствует его сильным деловым
сторонам [3].
Для сбора информации о выбранной группе потребителей наиболее эффективным
является проведение первичных маркетинговых исследований. Первичные
маркетинговые исследования - это самостоятельные исследования групп
потребителей с помощью опросов, интервью, анкет. Для этой цели была разработана
анкета. С помощью анкетирования были выявлены рыночные сегменты и отношение
основных потребителей к предлагаемым на рынке услугам. Анкета представлена в
приложении А.
Результаты анкетирования представлены в виде диаграммы на рисунке 1.
Рисунок 1 - Диаграмма результатов анкетирования
В результате анализа данных анкетирования, рынок разделился на однородные
части-сегменты по следующим признакам:
Географическое расположение. Предполагает разбивку рынка на разные
географические единицы. Предприятие изготавливает и реализовывает товары и
услуги в пределах города Омска.
Демографическая характеристика потенциальных потребителей. Этот принцип
заключается в разбивке рынка на группы на основе таких демографических
переменных, как пол, возраст, размер семьи, этапы жизненного цикла семьи,
уровень доходов, род занятий, образование и т.д. Предприятие предлагает услуги
для детей старше - школьной группы в возрасте от 11 до 16 лет.
Социально-психологический портрет потенциальных потребителей. При такой
сегментации покупателей подразделяют на группы по признакам принадлежности к
общественному классу, образу жизни, характеру личности. У представителей одной
и той же демографической группы могут быть совершенно разные психофизические
профили.
Предлагаемые услуги ориентированы на детей старше -школьной группы уже в
этом возрасте предпочитающих индивидуальность, ценящих качество, комфорт,
оригинальность исполнения.
Поведенческие особенности. При сегментации на основе поведенческих
особенностей покупателей делят на группы в зависимости от их знаний, отношений,
характера использования товара и реакции на этот товар. Многие деятели рынка
считают поведенческие особенности наиболее подходящей основой для формирования сегментов
рынка. Предприятие ориентировано на изготовление качественной и средней по цене
одежды для повседневного использования, удобную, стильную.
После определения сегментов рынка следует знакомство с конкурентами,
занимающимися аналогичной деятельностью. При выходе на конкретный рынок товаров
и услуг производитель обязан сталкиваться с конкурентами, предлагающими
аналогичные товары и услуги. Цель - научиться перенимать положительное у
конкурентов и избегать их ошибок. В результате обследования рынка был выявлен
основной конкурент производящий аналогичные товары и услуги на территории г.
Омска - это сети модных бутиков по городу Омску.
Наряду с предложениями магазинов российских или зарубежных исполнителей,
отличающихся хорошим качеством и высокими ценами, предлагается рыночный
ассортимент одежды китайского производства, с низким качеством изготовления и
низкими ценами. Все эти изделия не всегда удовлетворяют потребителя по цене или
по качеству, и тогда они ищут оптимальные варианты. За последние года замечено,
что фигуры детей значительно изменяются. Очень сложно подобрать в магазинах
одежду для детей не со стандартной фигурой.
В течение года в адрес компании приходило очень много писем о том, что
покупателям хотелось бы внести изменения в конструкциях и размерах, так как их
дети не совсем соответствуют стандартам. Поэтому компания решила пойти на такие
услуги как салон - ателье по индивидуальным заказам. И далее появилась идея
создать направление под названием «DST.SPECIAL» (особенный).
Этой одеждой ребенок может подчеркнуть свою индивидуальность, стиль.
Растет спрос, растет и предложение. Основной сегмент, который будет
пользоваться услугой нашего предприятия - это дети подростки.
1.1.3 Характеристика услуг
Услуга так же, как и физический продукт, имеет свою потребительскую
стоимость, что предопределяет ее товарный характер. Это единственное сходство
услуги с физическим продуктом, остальные характеристики отражают специфические
особенности услуги как товара, такие как: низкая осязаемость (услугу нельзя физически
ощутить); невозможность оценить качество услуги до покупки (трудности в оценки
и после ее приобретения); информационная асимметричность потребителя по
отношению к производителю услуг; неоднородность услуг; невозможность накопления
и хранения услуг; невозможность передачи прав собственности на потребление
услуг; не взаимозаменяемость услуг; неотделимость услуги от источника
производства; непостоянство качества производимых услуг; трудность
стандартизации услуг; наличие систем самообслуживания; присутствие потребителя
при оказании услуги; производство услуг - это процесс; производство основной
части услуг происходит в процессе взаимодействия потребителя и производителя;
этапами производства услуг является ее продажа, производство, доставка и
одновременное потребление.
Основная задача проектируемого предприятия - выбор услуг, которые будут
оказываться населению, анализ данных услуг в сравнении с аналогичными услугами
конкурентов, выбор стратегии предприятия. В связи с климатическими условиями
данного региона спросом пользуется как одежда пальтово - костюмного
ассортимента, так и одежда платьево-блузочного ассортимента. В результате
насыщенности рынка некачественными услугами возник дефицит качественных услуг.
Проектируемое предприятие ориентировано на оказание услуг населению по
пошиву детской одежды пальтово - костюмного ассортимента и платьево-блузочного
ассортимента, а также по изготовлению вязаных изделий.
Для более полного представления о предлагаемых услугах определяется их
классификационная принадлежность по наиболее значимым признакам:
По источнику услуг (характеру производителя). Предлагаемые услуги
предоставляется квалифицированным персоналом, поэтому услуги оказываемые
населению являются квалифицированными;
По степени участия производителя. Фирменное обслуживание;
По содержанию объектов воздействия. Услуги направлены на человека, на
удовлетворение его потребностей;
По мотивам производителя. Предлагаемые услуги являются коммерческими,
т.е. платными;
По мотивам потребителя. Услуги являются личными;
По характеру связей с физическим продуктом. Услуги по пошиву одежды
являются чистыми услугами;
По прочности связи между производственной и сервисной сферами.
Предлагаемые услуги являются постоянными;
По использованию материальных ресурсов. Предлагаемые услуги являются
материальными;
По характеру потребления. Услуги, предоставляемые предприятием являются
массовыми;
По социальному статусу клиентуры. Предлагаемые услуги являются массовыми
услугами.
Перечень предлагаемых услуг представлен в соответствии с Общероссийским
классификатором услуг населению ОК 002 - 93 в таблице 2.
Таблица 2 - Перечень предоставляемых услуг
|
Код
|
КЧ
|
Наименование услуги
|
|
1
|
2
|
3
|
|
012203
|
1
|
Пошив детской верхней одежды
|
|
012206
|
8
|
Пошив детской легкой одежды
|
|
012309
|
8
|
Вязаные изделия
|
Высокое качество процесса обслуживания является необходимым условием
конкурентоспособности предоставляемых услуг, поэтому информация о формах
обслуживания представляется по следующим классификационным характеристикам:
По месту приема и выдачи заказа. Прием и выдача заказов осуществляется в
приемном салоне предприятия;
По месту выполнения заказов. Выполнение заказов осуществляется на
предприятии в стационарных условиях;
По срокам выполнения заказов. Выполнение заказов осуществляется в сроки
установленные «Правилами бытового обслуживания населения в РФ»;
По форме расчета. Услуги выполняются по единовременному расчету;
По наличию особых условий. Прием заказов по образцам.
Для определения конкурентоспособности проектируемую продукцию сравнивают
с аналогичной продукцией конкурентов.
Оценка конкурентоспособности проектируемой продукции дается по следующим
критериям:
. Комплексные параметры моделей. К ним относят: параметры назначения,
эргономические параметры, конструктивные параметры, эстетические параметры.
Проектируемая продукция соответствует своему назначению и климатическим
условиям данного региона, качество и тип тканей соответствует характеру одежды.
Проектируемые изделия отличает многофункциональность, удобство в эксплуатации,
соответствие направлению моды, уникальность.
. Качество моделей. При изготовлении изделий используются качественные
ткани и фурнитура, изготовление изделий осуществляется квалифицированным
персоналом, используются прогрессивные методы обработки.
. Качество обслуживания. Обслуживание осуществляется в приемном салоне
предприятия, прием заказов осуществляется непрерывно, на продукцию установлены
гарантийные сроки, используется фирменная упаковка.
. Экономические параметры. Цены на предлагаемые услуги в сравнении с
конкурентами умеренные. Расчет с заказчиками осуществляется по квитанции с
внесением аванса при приеме заказа в размере 50% от стоимости услуги.
Предусмотрена реклама услуг в салоне [3,4].
Оценка критериев конкурентоспособности осуществляется по 10-бальной
системе. В результате сравнения проектируемой продукции с аналогичной
продукцией конкурентов, суммарное число баллов, набранное предлагаемой
продукцией, составило 64 баллов. Сумма баллов, набранная сильнейшим
конкурентом, равна 67, тогда потеря от конкуренции составит:
* 100 / 67 - 100 = - 4,5 %
Оценка критериев конкурентоспособности осуществляется по 10-бальной
системе.
1.1.4 Характеристика рынка сбыта
Важнейшим направлением прогнозирования рынка сбыта проектируемой
продукции предприятия является определение величины спроса и показателей рыночной
доли для конкурентов рынков - рыночных сегментов. В основе процесса выбора
целевых рынков - сегментов рынка - лежит изучение рыночного спроса.
Рыночный спрос - это общий объем продаж на определенном рынке
определенной продукции за определенный период. На величину спроса влияют такие
факторы, как вкусы потребителя, цены на аналогичную продукцию, доходы
потребителей, количество потребителей проектируемой продукции.
Маркетинговая практика показывает, что для завоевания рынка услуг
необязательно ориентироваться на весь потребительский рынок. Достаточно
определить главных потребителей тех или иных услуг и направить свои действия на
удовлетворение их спроса.
Следует выделить рыночный сегмент:
- потребители индивидуальной услуги (дети);
Среди потребителей индивидуальной услуги, в свою очередь, можно выделить
сегмент:
дети, старше - школьной группы или подростки. Подростки стремятся
продемонстрировать через одежду собственную личность, а также стараются найти
себя.
Услуги предприятия будут направлены на детей.
Потребителей целевого сегмента интересуют в первую очередь два параметра
услуги: качество изготовления и цена. Опрос потенциальных клиентов показал, как
они воспринимают с точки зрения этих параметров услуги конкурентов. Предприятие
«Лидер» считают качественно обслуживающим и изготавливающим одежду. В качестве
изготовления есть масса изъянов.
Предприятие специализируется и на одежде для взрослых и возможно поэтому,
уделяя меньше времени детской одежде, она не такая современная.
С учетом позиций, занимаемых главным конкурентом, «Профитекс» может
позиционировать себя рядом с ателье «Лидер», потому как:
предприятие располагает большими, чем у конкурента ресурсами:
превосходство по мощности предприятия, большие площади, современное
оборудование;
руководство чувствует, что предприятие может создать услугу,
превосходящую услугу конкурента.
Конкурентное позиционирование услуги будет обеспечено за счет внедрения
на предприятие еще и индивидуального пошива.
1.1.5 Стратегия и план маркетинга
Предприятие сервиса в настоящее время должны быть ориентировано на
маркетинг, поскольку в рыночной экономике главную ценность представляет
маркетинговая деятельность и сбыт изделий (услуг). Изделия (услуги) являются
наиболее важнейшей составляющей маркетинговой политики предприятия, наряду с
учетом запросов потенциальных клиентов и ориентации на имидж торговой марки.
В качестве маркетинговой стратегии предприятия был выбран направленный
маркетинг.
Направленный маркетинг состоит из следующих этапов:
сегментирование рынка;
отбор целевых сегментов;
позиционирование товара на рынке.
Одна из важнейших задач предприятия состоит в быстрой ликвидации дефицита
на услуги. Кроме того, необходимо постепенно формировать спрос и на новые виды
услуг. В связи с рыночной конкуренцией и постоянно возрастающими требованиями
потребителей, предприятию необходимо постоянно создавать новые образцы
продукции (услуг) с учетом модных тенденций.
Основой всей системы планирования в условиях рынка является
прогнозирование сбыта. Поэтому первой задачей предприятие ставит для себя
определение объема продаж в соответствии со спросом. На основе оценки рынка
сбыта можно приступать к планированию производственной и финансовой
деятельности.
Оценка рынка сбыта - комплекс мероприятий, направленный на исследование
торгово-сбытовой деятельности предприятия, и изучение всех факторов влияющих на
процесс производства и продвижения товара от производителя к потребителю.
Предприятие осознает, что его товары не могут нравиться всем покупателям сразу,
поэтому с помощью маркетинга руководство предприятия на основе информации о
потенциальных потребителях, регионах, в которых имеется спрос, ценах которые
потребители готовы заплатить за товар, о каналах сбыта, о конкуренции
определяет сегмент рынка сбыта.
Сегментация рынка заключается в разделении рынков на четкие группы
покупателей (рыночные сегменты), которые могут требовать разные продукты и к
которым необходимо прилагать разные маркетинговые усилия.
Объектами сегментации рынка сбыта являются:
группы потребителей;
группы продуктов (товаров, услуг);
предприятия (конкуренты).
Сегментация рынка по группам потребителей - это группировка потребителей
по каким-либо признакам, в той или иной степени определяющим мотивы их
поведения на рынке.
Цена играет важную роль в оценке возможности сбыта изделий и услуг. Цена
- это средство борьбы за клиента. Она во многом определяется соотношением
спроса и предложения на рынке. В настоящее время в ценовой политике большое
значение приобретают функциональные особенности изделий (услуг), то есть
удобства (польза), которую они способны обеспечить. Эти показатели играют
главенствующую роль. Поэтому важная проблема - это установление правильной цены
на услугу с учетом ценовых и неценовых факторов. Цены на услуги были
установлены за счет прибавки к суммарным издержкам определенной наценки, с
учетом спроса на данные услуги.
Еще одной важной задачей маркетинга, является продвижение услуг на рынке,
под которым понимается совокупность мероприятий по информированию потенциальных
клиентов о достоинствах (пользе) услуг и стимулированию желания приобрести эти
услуги [24].
Стимулирование сбыта - это разнообразные действия, способствующие
совершению покупки. К ним относят стимулирование:
потребителей;
сферы торговли;
торгового персонала фирмы.
На предприятиях сервиса используются различные способы привлечения
клиентов.
Постоянные (регулярные) рекламные сообщения в СМИ, выпуск печатной
рекламной продукции (справочники, буклеты, календари, фото в газетах). С
помощью этих мероприятий определяется целевая аудитория и ее желательная
реакция на предлагаемые услуги.
Одна из важнейших форм сегментирования классификация покупателей на
основе тех выгод, которые они ищут. Для сегментирования на данной основе
необходимо выявить выгоды, которые люди ожидают от товаров конкретного класса,
определить разновидности потребителей, ищущих каждую из этих основных выгод, и
основные марки, которым в той или иной мере присущи эти выгоды. Фирма также
может заняться поисками какой-то новой выгоды и выпустить на рынок товар,
который обеспечивает эту выгоду.
У активных потребителей товара общие демографические и психографические
характеристики, а также общие приверженности к средствам рекламы.
Сегментирование рынка можно осуществлять и по степени приверженности
потребителей к товару. Потребители могут быть приверженцами товарных марок,
магазинов и прочих самостоятельных объектов. По степени приверженности
покупателей можно разделить на четыре группы: безоговорочные приверженцы,
терпимые и непостоянные приверженцы, «странники». В результате исследований,
наиболее распространенной группой являются терпимые приверженцы, это
потребители которые верны двум-трем товарным маркам.
Реклама, является орудием конкурентной борьбы. Хорошая реклама
благоприятно влияет на психику людей, она может усиливать удовлетворение от
покупки товара (услуги). Предприятие ориентировано на проведение рекламной
компании. На начальном этапе предприятие предлагает рекламу в виде SMS-рассылок. А так же вкладывать в
каталоги продукции буклеты, визитки, которые представлены в приложении Б.коммуникации
с клиентами, основанные на мобильном телефоне уже прочно заняли свои позиции на
рынке, т.к. обладают рядом неоспоримых преимуществ:
) Аудитория - более 1 млн. абонентов. На данный момент сотовый телефон
есть практически у всех, и в отличие от других средств коммуникации
(телевидение, радио, компьютер) он всегда включен, и находится рядом с
владельцем.
) Мгновенная и гарантированная доставка - 99% сообщений прочитываются,
сообщения доходят до клиентов мгновенно.
Ни один другой канал коммуникации не обладает такой скоростью подачи и не
может дать четких гарантий - сколько точно охвачено клиентов.
) 100% попадание в целевую аудиторию. При рассылке по Вашей базе клиентов
Вы обращаетесь к знакомой и лояльной аудитории.
Текст sms- рассылки:
«DST «Детская одежда DST.special». Открытие салона - ателье по индивидуальным заказам.
59 22 38»
Рекламная компания направлена на родителей, которые хотят, чтобы их
ребенок был стильным.
Распространение рекламы будет проходить в основном через мобильные
телефоны. Также будут заказываться в типографии выпуск буклетов и визиток для
распространения между клиентами.
Sms
рассылаются в дневное время.
Так же была задумана еще одна идея, так как компания каждый раз при
создании новой коллекции пользуется услугами фотографа для каталога, то в
качестве рекламы предлагается еще один рекламный ход. Фотографировать изделия,
которые отшивались. Многие дети захотят почувствовать себя юными моделями, и
тем самым новый проект будет себя рекламировать, выставляя фото на официальном
сайте компании.
Формирование общественного мнения осуществляется путем выступления
руководителей предприятия на презентациях, пресс-конференциях, ярмарках и т. д
[54].
1.1.6 Характеристика проектируемого предприятия
.1.6.1 Общая характеристика предприятия
Проектируемое предприятие характеризуется по следующим признакам:
. По форме собственности. Проектируемое предприятие основано на
коллективной собственности и создано в форме Общество с ограниченной ответственностью
(ООО). ООО является коммерческой организацией, то есть организацией,
преследующей извлечение прибыли в качестве основной цели своей деятельности и
распределяющей полученную прибыль между участниками.
. По организационно-технологическому признаку и уровню качества и форм
обслуживания. Предприятие первого разряда.
. По направленности оказываемой услуги. Ателье направлено на оказание
услуг населению по пошиву швейных изделий.
. По специализации. Ателье оказывает услуги по пошиву детской одежды
повседневного назначения. По уровню специализации ателье является смешанным
(разноассортиментным), т.к. изготавливает детскую одежду нескольких
ассортиментных групп: изделия пальтово - костюмного ассортимента, платьево -
блузочного ассортимента.
. По территориальному расположению. Предприятие расположено на территории
г. Омска и предназначено для обслуживания городского населения .
Предприятие предназначено для изготовления изделий индивидуального
решения и оригинальных моделей любой сложности современного и перспективного
направления моды [33].
1.1.6.2 Производственный состав предприятия
В соответствии с ассортиментом видов услуг и продукции предприятия были
выбраны производственные подразделения, которые входят в состав проектируемого
предприятия. Производственные подразделения организованы в виде
производственных цехов и участков.
Производственный состав салона - ателье 1 разряда представлен в виде
схемы на рисунке 2.
Выбранный производственный состав обеспечивает полный цикл работы от
приема заказов до выдачи готовых изделий. Все цеха и участки неразрывно связаны
между собой грузопотоком предприятия. Количество оборудования, исполнителей,
площади цехов и участков предприятия зависят от сроков исполнения услуги.
Этапы и сроки изготовления изделий зависят от множества взаимодействующих
факторов: категории и мощности предприятия, вида изделий и услуг, форм
обслуживания, группы материала и проч.
В соответствии с «Правилами бытового обслуживания населения Российской
Федерации», предприятие предоставляет потребителю информацию о сроках
изготовления изделий. Этапы и сроки оказания услуг по пошиву верхней детской
одежды пальтово - костюмного ассортимента представлены в таблице 3.
Таблица 3 - Этапы и сроки оказания услуг
|
№ п/п
|
Наименование этапа
|
Сроки исполнения, дни
|
|
1
|
2
|
3
|
|
1
|
Прием и оформление заказа
|
1
|
|
2
|
Получение материалов со склада
|
|
|
3
|
Хранение отрезов материалов
|
6
|
|
4
|
Комплектование суткопартии материалов
|
|
|
5
|
Проектирование и раскрой изделия
|
1
|
|
6
|
Хранение кроя
|
2
|
|
7
|
Комплектование суткопартии кроя
|
|
|
8
|
Подготовка изделия к примерке
|
1
|
|
9
|
Хранение подготовленного к примерке изделия
|
4
|
|
10
|
Проведение примерки
|
1
|
|
11
|
Уточнение изделия после примерки
|
1
|
|
12
|
Хранение уточненного после примерки изделия
|
2
|
|
13
|
Комплектование суткопартии уточненных после примерки
изделий
|
|
|
14
|
Дошив изделия
|
2
|
|
15
|
Хранение готовых изделий
|
4
|
|
16
|
Сдача готового изделия заказчику
|
|
|
ИТОГО:
|
25
|
Рисунок 2 - Производственный состав салона - ателье 1 разряда
1.1.6.3 Производственная программа предприятия
Главная цель проектирования предприятия определяется на основе анализа
рынка и соответствующих маркетинговых исследований и в зависимости от
достигнутых предприятием результатов. Производственная программа предприятия
определяет ассортимент услуг и изделий, объемы выпуска, трудоемкость и
ценностные показатели, которые должны быть достигнуты предприятием [7].
Производственная программа предприятия на планируемый 2013 год
представлена в таблицах 4, 5.
Таблица 4 - Производственная программа предприятия на 2013 год
|
Ассортимент видов услуг и изделий
|
Удельный вес в общем объеме услуг, %
|
Выпуск, шт
|
Трудоемкость изготовления изделия, ч
|
Число рабочих, чел.
|
|
|
годовой
|
суточный
|
|
|
|
1
|
2
|
3
|
4
|
5
|
6
|
|
Пошив детской одежды ПКА: - пальто д/с - жакет
|
32 24
|
971,1 821,7
|
3,9 3,3
|
15,6 12,5
|
7
|
|
Пошив детской одежды ПБА: - платье - блузка - юбка
|
8 18 12
|
199,2 522,9 522,9
|
0,8 2,1 2,1
|
9 7,6 3,8
|
5
|
|
ИТОГО:
|
100
|
|
|
|
13
|
Таблица 5 - Производственная программа предприятия «Профитекс» на 2013
год
|
Ассортимент видов услуг и изделий
|
Удельный вес в общем объеме услуг, %
|
Выпуск, шт
|
Трудоемкость изготовления изделия, ч
|
Число рабочих, чел.
|
|
|
годовой
|
суточный
|
|
|
|
1
|
2
|
3
|
4
|
5
|
6
|
|
Пошив детской одежды ПКА: - пальто д/с - плащ - жакет -
брюки - юбка
|
6.5 8.3 8.5 10 12
|
12350 13091 14079 18772 24700
|
50 53 57 76 100
|
3,2 3,0 2,8 2,1 1,6
|
15 10 8 7 6
|
|
Пошив детской одежды ПБА: - платье - сарафан - блузка -
трикотажный джемпер
|
9 11 18 15
|
14820 17290 56316 28158
|
60 70 228 114
|
2,5 2,0 0,7 1,4
|
7 7 5 4
|
|
ИТОГО:
|
100
|
|
|
|
69
|
1.2 Проектирование материального объекта услуги
.2.1 Характеристика материального объекта услуги
Для расчета проектирования процесса изготовления одежды на
индивидуального потребителя важны не сами модели одежды, а совокупность их
конструктивных, фасонных и технологических элементов, представляющих собой
объект для проектирования технологического процесса - условное изделие
средневзвешенной трудоемкости, включающее всё многообразие элементов.
Описание условного изделия представляется в виде графической модели.
Поскольку процесс изготовления изделий на индивидуального потребителя делится
на технологически специализированные секции подготовки изделий к примерке и
обработки изделий после примерки, графическая модель процесса строится отдельно
на каждую секцию. Графическая модель характеризует степень готовности условного
изделия к примерке, а также последовательность его обработки до и после
примерки. Кроме того, разработка структуры затрат времени по видам работ на
графической модели условного изделия позволяет значительно облегчить процесс
ручного проектирования процесса при составлении технологической схемы разделения
труда [33].
В данном дипломном проекте в качестве базы для описания условного изделия
принимается пять моделей жакета на подкладе для девочек старше - школьной
группы, соответствующих направлению моды, эскизы которых представляются на
одном листе пояснительной записки с изображением вида со стороны переда и
спинки на рисунке 3.
Оценку выбранного объекта осуществляется путем расчета среднего
количества усложняющих элементов в условном изделии по формуле:
Кус = КуI+ КуIII / n, (1)
где
 - среднее количество усложняющих элементов в условном
изделии;
- среднее количество усложняющих элементов в условном
изделии;
 -
количество усложняющих элементов в совокупности изделий (в 5-ти моделях),
определяется по I и III частям прейскуранта соответственно [5,6];
-
количество усложняющих элементов в совокупности изделий (в 5-ти моделях),
определяется по I и III частям прейскуранта соответственно [5,6];  - количество моделей.=5;
- количество моделей.=5;
КУ2=4;
Ку3=3;
Ку4=4;=3;
Отсюда
следует:
Кус=(5+4+3+4+3)/5=3,8;
Количество
усложняющих элементов для пяти моделей определяется по формуле:
 , (2)
, (2)
где
 - количество усложняющих элементов по III
части прейскуранта
- количество усложняющих элементов по III
части прейскуранта

1.2.2 Разработка конструкции
.2.2.1 Анализ направления моды
Школьная мода - это совершенно особый раздел модной индустрии. Школьная
одежда должна быть не только максимально практичной, ведь она относится к
разряду повседневной, но и очень красивой, чтобы процесс обучения не казался
скучным и унылым занятием.
Сейчас школьная форма не имеет ничего общего со знакомой нам советской.
Современная школьная мода предполагает красивые и удобные варианты одежды, как
для мальчиков, так и для девочек. Причем форма одной школы всегда отличается от
формы другой, что позволяет каждой школе сохранять индивидуальный стиль. Современная
школьная форма нравится детям и родителям, и не вызывает бурных протестов с
нежеланием ее носить.
Модная форма для школы или гимназии в этом году отличается насыщенными
серыми оттенками, которые вовсе не делают одежду скучной и однообразной, и
придают ей оттенок солидности и стиля. Интересны варианты формы, сочетающие
клетчатые ткани в английском стиле с яркими акцентами, например галстуком или
шарфиком для девочек.
В школьной форме обязательно присутствует контрастный акцент, у мальчиков
это может быть жилетка, а у девочек - оригинальная расцветка юбки или свитера.
На данном этапе составлена характеристика основных черт модного
направления на текущий и перспективный период для детской школьной формы:
силуэты: для девочек - полуприлегающий, трапеция;
пропорциональное решение изделий - линия талии на естественном уровне,
либо чуть завышена, линия бедер чуть занижена, линия низа в зависимости от
конкретной модели;
декоративные элементы - хлястики, паты, объемные карманы, различные
воротники;
- цветовая гамма - терракотовый, фиолетовый, синий, голубой, цвет
«Кэмел», пастельные оттенки.
Уже не первый сезон дизайнеры уделяют большее внимание жакетам и
пиджакам. Вещи весьма функциональные. В теплое время года их можно носить по
вечерам, когда дует легкий ветерок. В прохладное время года они с лихвой
заменяют теплые кофты. Их можно носить с джинсами, классическими брюками,
юбками и платьями, причем необязательно выдерживать определенную цветовую
гамму.
Это очень хороший вариант для школьников, соблюдая официальный дресс -
код можно оставаться стильными и индивидуальными.
Эскиз наиболее актуальной в данном сезоне модели жакета для девочек
представлены на рисунке 4.
1.2.2.2 Описание модели
Жакет для девочек старше - школьной группы. Изделие предназначено для
роста 165 см, Ог -78см, изготовленная из ткани, состоящая из 80 % хлопка и 20%
п/эф.
Жакет полуприлегающего силуэта, умеренного объема. Конструктивная форма
достигнута за счет боковых и рельефных швов. Для образования нужного объема
были использованы приемы технического моделирования.
Полочка жакета с рельефными швами, идущие из проймы до низа изделия.
Карманы с фигурными клапанами в рельефных швах. Спинка с рельефными швами,
идущие из проймы до низа изделия, и со средним швом. Английский воротник.
Отделочные строчки по воротнику и борту. Борт с закругление к низу изделия.
Изделие на двух пуговицах. Рукав двушовный.
1.2.2.3 Расчет и построение конструкции
Конструкцию деталей одежды разрабатывается по «Единому методу конструкции
одежды, изготавливаемой по индивидуальным заказам населения». Данная система
характеризуется тем, что по заданным эскизам модели на основе размерных
признаков, прибавок строят чертеж конструкции. Универсальность данного метода
заключают в:
единых формул для конструирования женских, мужских и детских изделий;
одинаковой методике построения;
возможности точности расчета всех элементов рукава и проймы - в заданном
значении посадки;
построение чертежей без припусков на швы;
возможности применения в условиях изготовления одежды по - индивидуальным
заказам;
не зависимости от моды.
Исходными данными для построения чертежей деталей изделия являются:
размерная характеристика типовой фигуры (табл. 6);
- прибавки к основным участкам конструкции (табл. 7).
Прибавки на свободу облегания являются одним из определяющих факторов
формообразования одежды, поэтому правильный их выбор позволит более точно
создать проектируемую форму [15].
Таблица 6 - Размерная характеристика типовой фигуры
|
Наименование мест измерений
|
Условное обозначение
|
Величина измерений, см
|
Разница, см
|
|
|
конкретной фигуры
|
типовой фигуры
|
|
|
Рост
|
Р
|
165
|
164
|
1
|
|
1. Полуобхват шеи
|
Сш
|
17,2
|
17,4
|
-0,2
|
|
2. Полуобхват груди первый
|
Сг1
|
39
|
39
|
0
|
|
3. Полуобхват груди второй
|
Сг2
|
41,9
|
42,2
|
-0,3
|
|
4. Полуобхват груди третий
|
Сг3
|
39
|
40
|
-1
|
|
5. Полуобхват талии
|
Ст
|
30,1
|
31,6
|
-1,5
|
|
6. Полуобхват бедер
|
Сб
|
43,9
|
45,3
|
-1,4
|
|
7. Ширина груди
|
Шг
|
15,2
|
15,6
|
-0,4
|
|
8. Расстояние от линии талии сзади до высшей точки
проектируемого плечевого шва у основания шеи
|
Дтс2
|
39
|
39,6
|
-0,6
|
|
9. Расст. от высш. точки проект.Плеч.шва у основания шеи до
л.Т Спереди
|
Дтп2
|
41
|
41,4
|
-0,4
|
|
Высота плеча косая
|
Впк
|
40,1
|
41,2
|
-1,1
|
|
Ширина спины
|
Шс
|
15,8
|
16,1
|
-0,3
|
|
Ширина плеча
|
Шп
|
12,5
|
13
|
-0,5
|
|
Расст. от высш. точки проектир. плеч.шва у основ. шеи до
ур. задних углов подмыш. впадин
|
Впрз2
|
17,8
|
17,9
|
-0,1
|
|
Обхват плеча
|
Оп
|
23
|
25
|
-2
|
При построении чертежа конструкции изделия по всем конструктивным
участкам даются прибавки на свободное облегание. Прибавка на свободное
облегание состоит из технической (минимально необходимой) и
декоративно-конструктивной. Техническая прибавка обеспечивает свободу дыхания и
движения. Декоративно-конструктивная прибавка предназначена для создания
запроектированной формы изделия. В зависимости от направления моды величины
прибавок могут меняться.
Таблица 7 - Прибавки к основным участкам конструкции
|
Наименование участка, к которому дается прибавка
|
Условное обозначение
|
Величина, см
|
|
|
жакет
|
|
1
|
2
|
3
|
|
Прибавка по груди
|
Пг
|
5
|
|
Прибавка по талии
|
Пт
|
6
|
|
Прибавка по бедрам
|
Пб
|
3
|
|
Прибавка на свободу проймы
|
Пспр
|
2,5
|
|
Прибавка к длине спинке до линии талии
|
Пдтс
|
0,7
|
|
Прибавка по ширине груди
|
Пшг
|
1
|
|
Прибавка к длине полочки до линии талии
|
Пдтп
|
1,2
|
|
Прибавка по обхвату плеча
|
Поп
|
7
|
|
Прибавка по ширине спины
|
Пшс
|
1,2
|
|
Прибавка по ширине полочки
|
Пшп
|
0,8
|
Построение чертежа конструкции осуществляется в соответствии с выбранной
методикой конструирования. Расчет базовой и модельной конструкции представлен в
таблице 8 .
Чертеж конструкции жакета на подкладе представлен на рисунках 5, 6.
Таблица 8 - Расчет конструкции жакета на подкладе для девочек
|
Наименование участка
|
Обозначение и расчетная формула участка чертежа конструкции
|
Вычисление отрезка
|
Расчетная величина
|
|
|
1
|
2
|
3
|
4
|
|
|
Расчет базовой конструкции изделия
|
|
|
Построение сетки чертежа изделия:
|
|
|
Ширина сетки
|
АоаI = CгIII+Пг+Поф
|
АоаI =
39+5+0,5
|
44,5
|
|
|
Ширина спинки
|
Аоа = Шс+Пшс+Поф
|
Аоа = 15,8+1,2+0,5
|
17,5
|
|
|
Ширина полочки
|
аIа2
= Шг+(СгII - СгI)+Пшп
|
аIа2
= 15,2+(41,9 - 38)+0,8
|
19,9
|
|
|
Ширина проймы
|
аа2 = АоаI -
(Аоа+ аIа2)
|
аа2 = 44,5- (17,5+19,9)
|
8,1
|
|
|
Уровень лопаток
|
АоУ = 0,4*ДтсII
|
АоУ = 0,4*39
|
15,6
|
|
|
Уровень глубины проймы
|
АоГ = ВпрзII+Пспр+0,5Пдтс
|
АоГ=17,8+2,5+0,5*0,7
|
20,6
|
|
|
Уровень линии талии
|
АоТ = ДтсII+Пдтс
|
АоТ = 39+0,7
|
39,7
|
|
|
Уровень линии бедер
|
ТБ = 0,5ДтсII -
2,0
|
ТБ = 0,5*39-2
|
|
|
Построение чертежа спинки:
|
|
|
Средняя линия спинки
|
АоАоI =
0,5 ТТI = 1,0
|
|
0,5 1,0
|
|
|
Горловина спинки
|
АоIА2
= Сш/3 +Пшг А2 А1 = АоIА2
/3
|
АоI А2
= 17,2/3 +1 А2 А1 = 6,2/3
|
6,2 2
|
|
|
Линия низа спинки
|
АНI=
Ди+Пдтс
|
АНI=
55+0,7
|
55,7
|
|
|
Пройма спинки
|
А2ПI =
Шп+раствор вытачки + Ппос ТПI =
ВпкII+Пвпк
|
А2ПI =
12,5+0,5+1 ТПI = 40,1+0,7
|
14 40,8
|
|
|
Построение чертежа полочки: Высшая точка горловины
|
ГIП3
= П2ГI/3 +2,0 ГI÷ I = 0,2 ГIГ4 +0,5 ГIГ2 = 0,5Шпр=0,5 ГIГ4
|
ГIП3
= 16,4/3+2 ГI÷ I = 0,2*8,1+0,5 ГIГ2 = 0,5*8,1
|
7,4 2,1 4
|
|
|
Горловина полочки
|
Г3П6 = Г3Г4 / 2+1,0 Т3А3 = ДтпII+Пдтп
|
Г3П6 = 18,5/2+1 Т3А3 = 41+0,7
|
10,2 41,7
|
|
|
Расчет модельной конструкции изделия
|
|
|
Нагрудная вытачка
|
А31А4 = Сш/3-0,5 А31А5 = А31А4 +1,0
|
А31А4 = 17,2/3 -0,5 А31А5 = 5,7+1,0
|
5,7 6,7
|
|
|
Плечевая линия и пройма полочки
|
А4Г7 = Вг А4А9 = 2(СгII - CгI)
|
А4Г7 = 19,8 А4А9 = 2(41,9-38)
|
19,8 5,9
|
|
|
Построение конструкции полуприлегающего силуэта:
|
|
|
Положение вытачки на полочке на линии груди, талии, бедер
|
Г3Г6 = Г3Г4 /2+1,0 Т3Т61 = Г3Г61 - 1,0 Б3Б6 = Т3Т61 + 1,0
|
Г3Г61 = 18,5/2+1,0 Т3Т61 = 10,2 - 1,0 Б3Б6 = 9,2+1,0
|
10,2 9,2 10,2
|
|
|
Положение боковой линии спинки
|
А2А21=А4А8 Т1Т7-1
|
Т1Т7=10,2
|
5 10,2
|
|
|
Положение задней линии на линии груди
|
Г5Г52 = 1,0
|
|
1,0
|
|
|
Положение передней линии на линии груди
|
Г8Г82 = 0,5
|
|
0,5
|
|
|
Положение рельефа на линии бедер
|
В = (Сб+Пб) - [Б1Б4 + Б3Б8 + Б4Б8 ] Б4Б5 = Б8Б81 = 0,5В
|
В = (43,5+3) - 42,7 Б4Б5 = Б8Б81 = 0,5*3,8
|
3,8 1,9
|
|
|
Построение формообразующих и модельных линий, оформление
края борта, накладных карманов отражено на чертеже конструкции
|
|
|
Расчет конструкции втачного рукава
|
|
|
Определение высоты оката
|
Вок = ОO1 - ОО2
|
Вок = 16-2
|
14
|
|
|
Определение посадки по окату рукава
|
Ппос = 0,12*Дпр
|
Ппос = 0,10*49,5
|
4,9
|
|
|
Ширина рукава на уровне глубины проймы
|
Шр(в готовом виде)= Оп+Поп/2
|
Шр = 23+7/2
|
15
|
|
|
Построение основы втачного рукава:
|
|
|
Высота оката
|
ОIO2 =
Вок
|
|
16
|
|
|
Положение переднего и локтевого перекатов на линии ширины
рукава под проймой
|
ОIРп=
ОIРл= Шр / 2
|
ОIРп=
15/2
|
7,5
|
|
|
Уровень низа рукава
|
О3М= Др+Ппн - 0,7
|
О3М= 49+1 - 0,7
|
49,3
|
|
Уровень линии локтя
|
О3Л= О3М/2 - 3,0 ЛЛI= 0,5
|
О3Л = 49,3/2 - 3,0
|
27,6 0,5
|
|
|
Ширина рукава внизу
|
ММ1= Шр внизу (в готовом виде)
|
|
9,5
|
|
|
Скос низа рукава
|
М1М2 = 1,5
|
|
1,5
|
|
|
Величина выпуклости локтевого переката
|
Л2Л3 = 0,7
|
|
0,7
|
|
|
Положение передней контрольной точки по окату рукава
|
Рп÷I = Г4П6 I÷I1= 0,5
|
|
5,5 0,5
|
|
|
Положение задней контрольной точки по окату рукава
|
РлР3 = Г1П3 Р3÷Р31= I÷I1
|
|
7,5 0,5
|
|
|
Вспомогательные точки
|
О3О5 = О2О3/2 - 2,0 О2О6 = О2О4/2
|
О3О5 = 7,5/2 - 2,0 О2О6 = 7,5/2
|
1,7 3,7
|
|
|
Оформление верхней части оката
|
О5÷2 = 2,0 О6÷3 =
1,0
|
|
2,0 1,0
|
|
|
Положение передней и задней контрольных надсечек-точек
|
II
÷ I1I = I÷II Р3I ÷ Р31I = Р3÷Р31
|
|
0,5 0,5
|
|
|
Положение нижней точки оката
|
РпГ2=0,5Г1Г4+ II ÷ III +0,3
|
РпГ2=0,5*8,0+1+0,3
|
5,3
|
|
|
Оформление нижней части оката
|
Рп÷ 8 = Г4÷2+
I÷II+0,5 Р31I÷
4 = Р3IIГ2/2 4÷5 =
2,0
|
Рп÷8 =1,5+1+0,5 Р31I
÷ 4 = 11,8/2
|
3 5,9 2,0
|
|
|
Расчет конструкции воротника
|
|
|
Построение двухшовного рукава с верхней и нижней частями:
|
|
|
Оформление переднего переката
|
РпР5=Л1Л5=ММ5=3,0 РпР1=Л1Л4=ММ3=РпР5 РIРII= Р5Р51 М3М31 = 0,3 Рп81= Рп8
|
|
2,5 3,0 1,8 0,3 3,1
|
|
|
Положение локтевого переката
|
РлР4= 2,5 М2М6 = 0 РлР2= РлР4 Л3Л7 = Л3Л6 Р2Р21 = Р4Р41 +
0,5
|
|
2,5 0 2,5 2,5 4
|
|
|
Распределение надсечек по окату рукава:
|
|
|
Определение длины нижней части оката
|
Дн.ч.о.= П3Г2П6*(1+Н2)
|
Дн.ч.о.= 20*(1+0,04)
|
20,8
|
|
|
Определение длины задней и передней части оката
|
Дз.ч.о. = П3П1*(1+Н1) Дп.ч.о= П6П5*(1+Н1)
|
Дз.ч.о. = 10*(1+0,12) Дз.ч.о. = 10,8*(1+0,12)
|
11,2 12
|
|
|
Высота стойки
|
А4З=hст-0,5
|
|
2
|
|
|
Квадратное оформление горловины
|
З1З2=2-7
|
|
3
|
|
|
Высот стойки
|
З2З3=hст=2,0-3,5
З2З4=7,0-11,0
|
|
2 7
|
|
|
Форма линии отлета и концов воротника отражены на чертеже.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1.2.2.4 Нормирование материалов
В общей системе мероприятий по обеспечению режима экономии основное место
занимает экономия предметов, под которыми принято понимать уменьшение затрат
сырья, материалов, разумеется, без какого бы то ни было ущерба для качества,
надежности и долговечности изделия.
Швейная промышленность отрасль, где материал имеет форму листа, поэтому
экономия достигается применением рациональных схем раскладок, обеспечивающих
наиболее полное использование поверхности.
Раскладки могут быть однокомплектными (одиночными), многокомплектными
(комбинированными) и полукомплектными. В результате экспериментальных работ
установлено, что для всех видов швейных изделий многокомплектный раскрой
наиболее экономичен, чем однокомплектный, т.к. уменьшаются межлекальные отходы.
Процент межлекальных потерь определялся по формуле:
p = ((Sp - Sл)/Sp) × 100%, (3)
где Sp - площадь раскладки;
Sл -
площадь лекал;
p -
процент межлекальных выпадов.
Для определения процента межлекальных потерь предварительно определена
площадь лекал деталей изделия геометрическим методом. Результаты расчетов
представлены в таблице 9. Раскладка лекал в приложении В.
Таблица 9 - Нормировочная карта расхода материла
|
Наименование ткани
|
Вид раскладки
|
Рамка раскладки, см
|
Расход ткани, см2
|
Площадь лекал, см2
|
Межлекальные потери, %
|
|
|
длина ткани
|
ширина ткани с кромкой
|
|
|
|
|
Основная ткань
|
в сгиб
|
134,5
|
76
|
134,5
|
1500
|
28,4
|
В результате анализа направления моды была разработана модель жакета для
девочек старше - школьной группы, с помощью выбранной методики конструирования
осуществлен выбор прибавок на свободное облегание и построена конструкция на
фигуру типового телосложения 164-80-90.
Расчет площади лекал позволил определить минимальный расход материала на
данное изделие. Предложен рациональный способ раскладки лекал. Основными
характеристиками данной модели и ее преимуществами на рынке, является то, что
женское демисезонное пальто изготавливается в соответствии с особенностями
фигуры заказчика и направлением моды и отличается высоким качеством по
невысокой цене.
1.2.3 Конфекционирование материалов
Многообразие материалов для одежды, отличающихся по способу производства,
строению и другим показателям, определяют разнообразие их свойств и особенности
эксплуатации. Знание свойств позволяет грамотно использовать материалы по
назначению, выбрать рациональные режимы обработки, тем самым, создавая
качественную, комфортную одежду с высокими эстетическими показателями.
Конфекционирование материалов является важным этапом швейного производства,
так как от правильного выбора материалов в пакет зависит качество швейного
изделия, его сохраняемость в процессе эксплуатации. Быстрая сменяемость моды,
рыночные условия современного производства и сбыта продукции требуют умения
ориентироваться в современном ассортименте материалов и прогнозировать качество
изделий. Целью конфекционирования материалов является производство
конкурентоспособной одежды высокого качества.
Выбор будет обоснованным и правильным в том случае, если основная ткань
будет в полной мере отвечать назначению швейного изделия, а комплектующие
материалы, составляющие пакет изделия, по свойствам будут соответствовать
свойствам основного материала.
Эстетические требования к костюмным тканям в большинстве случаев являются
основными: материал должен соответствовать направлению моды по
художественно-колористическому оформлению, назначению - по фактуре и туше.
Ткани должны обладать высокой износостойкостью ил гигиеничностью, высокой
степенью устойчивости окраски к воздействию света, влаги, химчистке.
Важным являются и эргономические требования, надежность в эксплуатации, а
также показатели технологичности. Ткани для жакетов, предназначенных для
повседневного ношения должны регулировать теплоотдачу человека в различных
условиях и не снижать его работоспособность. Поэтому важными показателями
являются высокая гигроскопичность и воздухопроницаемость. Так же очень важен
состав тканей, так как это изделие для детей. Ткань должна быть не из
синтетических волокон. Немаловажным экономическим фактом является стоимость
ткани, которая должна соответствовать сроку службы изделия. Срок службы изделий
из дорогостоящих материалов должен быть более трех лет.
Для сохранения объемной формы деталей одежды в процессе эксплуатации, а
также для предохранения отдельных участков (низа рукава, низа изделия, борта и
т. д.) от преждевременного разрушения используются прокладочные материалы.
Прокладочные материалы должны быть устойчивы к различным механическим
воздействиям, возникающим в процессе носки, а также устойчивы к действию
растворителей, используемых при химической чистке.
Прокладочные материалы применяются для промежуточных прокладок в
отдельные детали изделий для придания формы и предохранения участков одежды от
деформации. Для этого прокладочные материалы должны быть малорастяжимыми.
В зависимости от изделия применяется частичное дублирование. Для придания
пространственной формы они должны обладать усадкой при утюжке, сочетающейся с
усадкой основной ткани. При выборе прокладочного материала желательно учитывать
его поверхностную плотность, чтобы не утяжелять одежду. При невысокой плотности
основного материала по основе и утку существует опасность проникновения клея на
поверхность материала. Поэтому прокладочные материалы следует подбирать с
особой тщательностью. Ткани для подклада должны иметь высокую стойкость к
истиранию, низкую износостойкость, осыпаемость и раздвижку, как в самих тканях,
так и в швах. Таблица 10.
Эксплуатационные требования к швейным ниткам определяются условиями носки
швейных изделий. Швейные нитки должны обеспечивать необходимую прочность
соединения деталей одежды, хороший внешний вид изделия в швах, не давать усадки
при влажно-тепловых обработках, быть устойчивыми к действию света, химической
чистке [21].
По форме пуговицы должны отвечать утвержденным эталонам. Поверхность
должна быть хорошо отполирована, не иметь царапин, трещин. Глазки должны
располагаться на ровном расстоянии от края. Пуговицы не должны: ломаться при
падении с высоты 1,5 м.; в воде изменять своих свойств и внешнего вида; изменять
окраску, форму и внешний вид под действием света.
Застежка-«молния» должна быть аккуратно и точно собрана, чтобы замок не
застревал при движении, а звенья не разъединялись самопроизвольно. Замок должен
плавно и свободно передвигаться по всей длине застежки и закреплять ее в любом
месте.
Для рекомендуемых материалов выбираются режимы склеивания и
влажно-тепловой обработки и представляются в виде таблиц (таблица 11 - 13).
Технические требования к стежкам, строчкам и швам, к выбору швейных игл и
ниток для обработки изделий из выбранных материалов представляются в таблицах
14 - 15 [16].
Влажно-тепловая обработка (ВТО) является многоступенчатым процессом,
каждый этап которого проводится при строго регламентированных режимах с учетом
изменений, происходящих в обрабатываемом текстильном материале. При ВТО
текстильный материал подвергается временному действию повышенной температуры,
избыточной влажности, механической нагрузки, зависящих от применяемого
оборудования и свойств материала. На выбор режимов ВТО влияют многие свойства
материалов: волокнистый состав, структурные характеристики, изменение линейных
размеров, вид отделки, характеристика проницаемости, теплопроводности и др.
Пренебрежение перечисленными свойствами при определении рациональных
режимов ВТО может привести к дефектам и некачественному выполнению операций
ВТО. Наличие дефектов внешнего вида появляется в виде лас, изменение цвета,
опалов деталей, возможна также нежелательная усадка, ухудшение внешнего вида
изготавливаемого изделия.
1.2.4 Характеристика степени готовности изделия
к примерке
При изготовлении одежды по индивидуальным заказам важную роль играет
правильная степень готовности изделия к примерке. Степень готовности может быть
различной и зависит: от фигуры заказчика, сложности модели и силуэта изделия,
специфических свойств материала, количества примерок, квалификации закройщика,
рабочих, разряда ателье.
Но в любом случае степень готовности изделия к примерки должна быть
рациональной, затраты времени на повторное выполнение отдельных операций после
проведения примерки должны быть минимальными. Изделие, подготовленное к
примерки, должно зрительно давать полное представление о модели в готовом виде.
Учитывая вышеперечисленные факторы и близкое сходство фигуры заказчика с
типовой, выбрана максимальная степень готовности изделия к примерке. Она
предполагает окончательную обработку не только вытачек и других конструктивных
элементов, но также некоторых узлов. Целью примерки является, уточнение объемов
изделия, посадку на фигуре, проверка конструкции рукавов, воротников. К
примерке выполняются следующие операции: обрабатываем карманы; сметываем
средний срез спинки; приметываем кокетки; заготавливаем рукава; сметываем
боковые, плечевые срезы; нижний воротник соединяем с прокладкой и вметываем в горловину,
вмётываем рукава.
Схема сборки жакета на подкладе к примерке и схема дошива после примерки,
расшифровка кодов блоков графической модели условного изделия представлены в
приложении Г.
Таблица 9 - Прейскурантная характеристика тканей
|
Наименование материала
|
Артикул
|
ГОСТ
|
Краткая техническая характеристика
|
№ группы тканей
|
|
|
|
Ширина, см
|
Поверхностная плотность, г/м2
|
Наименование сырья, его состав, линейная плотность, текс
|
Плотность, количество нитей на 10 см
|
Прейскурантный номер
|
Прейскурант № БО (01-15)
|
|
|
|
|
|
основа
|
уток
|
по основе
|
по утку
|
|
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
|
Ткань костюмная
|
23106
|
-
|
152
|
242
|
Шерсть (97 %), П/эф
|
Шерсть (97 %),П/эф
|
297
|
216
|
II
|
-
|
|
Ткань костюмная
|
-
|
|
145
|
243
|
х/б 75% 25% П/эф
|
х/б 75% 25% П/эф
|
290
|
280
|
II
|
-
|
|
Ткань костюмная
|
86040
|
-
|
150
|
110
|
х/б 80%, 20% П/эф
|
х/б 80%, 20% П/эф
|
186
|
210
|
II
|
-
|
|
Термоклеевой прокладочный материал с регулярным точечным
покрытием
|
Y661G43/90
|
-
|
90
|
43
|
Пэф - 100%
|
-
|
-
|
-
|
-
|
|
Клеевая паутинка
|
-
|
|
|
30
|
Клей Па 12/66/6
|
-
|
-
|
-
|
-
|
|
Термоклеевые кромочные материалы
|
Y661G43/90
|
-
|
90
|
43
|
Пэф - 100%
|
-
|
-
|
-
|
-
|
Таблица 10 - Режимы склеивания деталей и узлов одежды с прокладочными
материалами с клеевым покрытием
|
Материалы
|
Режимы склеивания
|
|
Верха изделия
|
Прокладочные
|
Температура 0С
|
Усилие прессования, мПа
|
Время, с
|
|
1
|
2
|
3
|
4
|
5
|
|
Ткань костюмная шерстяная
|
Клеевая паутинка
|
140-150
|
0,03-0,05
|
15-30
|
|
Ткань хлопчатобумажная с п/эф
|
Термоклеевой прокладочный материал с регулярным точечным
покрытием
|
140-150
|
0,03-0,012
|
5-12
|
|
Ткань хлопчатобумажная с п/эф
|
Термоклеевой прокладочный материал с регулярным точечным
покрытием
|
140-150
|
0,03-0,05
|
15-30
|
Таблица 11 - Режимы влажно-тепловой обработки материалов на
электропаровых прессах
|
Вид материала
|
Температура прессующей поверхности, 0С
|
Усилие прессования, мПа
|
Время, с
|
|
|
|
пропаривание
|
прессование
|
отпаривание
|
вакуумного отсоса
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
|
Шерстяная костюмная ткань
|
150-160
|
0,02-0,03
|
30
|
15-20
|
15-20
|
4-6
|
|
Ткань хлопчатобумажная
|
170-180
|
0,03-0,012
|
30
|
5-12
|
30
|
4-6
|
|
Термоклеевой прокладочный материал с регулярным точечным
покрытием
|
80-160
|
0,02
|
3-8
|
3-15
|
4-7
|
3-7
|
Таблица 12 - Режимы влажно-тепловой обработки материалов электропаровым
утюгом
|
Вид материала
|
Температура утюжильной поверхности, ºС
|
Время обработки, с
|
|
1
|
2
|
|
Шерстяная костюмная ткань
|
160-180
|
30-40
|
|
Ткань хлопчатобумажная
|
140-160
|
30-40
|
|
Термоклеевой прокладочный материал с регулярным точечным
покрытием
|
80-160
|
5-10
|
1.2.5 Характеристика методов обработки и
оборудования
Эффективность технологических процессов в большой степени зависит от
принятых методов обработки и оборудования. Выбранные методы обработки
обеспечивают высокое качество, минимальные затраты времени на изготовление
изделия, повышение производительности труда в проектируемом процессе по
сравнению с действующими методами. Методы обработки дают возможность максимально
использовать оборудование и приспособления малой механизации. Характеристика
оборудования - таблицы 17 - 19.
При выборе методов обработки учитывался ряд факторов: вид изделия; вид и
класс услуг; применяемое оборудование и приспособления малой механизации;
выбранные основные, прикладные и скрепляющие материалы, мощность процесса.
Надо отметить, что такая форма организации производства как ателье, не
дает больших возможностей, в плане оснащения процесса изготовления одежды
большим количеством специализированной техники, потому как не будет соблюдаться
необходимая загруженность машин и агрегатов.
Методы обработки всех узлов условного изделия представлены в виде
сборочных схем с указанием последовательности выполнения операций путем
цифровой нумерации (рисунок 7).
Экономическая эффективность проектируемых методов обработки определяется
по показателям:
сокращение затрат времени на обработку узла (Рз.в);
повышение производительности труда (Рп.т);
степень механизации обработки узла (Рм).
Сокращение затрат времени на обработку узла рассчитывается по формуле
Рзв=(Тс-Тн)/Тн*100% (4)
где Тс - затраты времени на обработку узла в действующем процессе, мин;
Тн - затраты времени на обработку узла в проектируемом процессе, мин.
Повышение производительности труда рассчитывается по формуле:
Рпт=(Тс-Тн)/Тн*100% (5)
Степень механизации обработки узла определяется путем расчета процента
механизированных работ при действующих и проектируемых методах обработки узла
по формуле:
Рм=Тм/Тобщ*100% (6)
где Тм - затраты времени на механизированные неделимые операции при
обработке узла, мин;
Тобщ - общие затраты времени на обработку узла.
Все расчеты эффективности проектируемых методов обработки по операциям и
всему изделию представлены в таблице 21.
Качество и эффективность проектируемых методов обработки повышается за
счет применения новых прокладочных и скрепляющих материалов, технологичности
конструкций деталей одежды, замены операций, выполняемых ручным способом,
замены утюжильных работ прессовыми и т.д.
От качества швейных ниток зависит качество работы швейных машин, качество
полученных деталей. Выбор швейных ниток зависит от иглы, материала, от
характера выполняемых работ.
Таблица 14 - Технические требования к ручным стежкам и строчкам
|
Кодовое обозначение
|
Операция
|
Длина стежка, мм
|
Кол-во стежков в 10 мм
|
Ассортимент швейных ниток
|
|
|
|
|
армированные
|
|
202
|
пуговичная
|
2-3
|
прикрепляющих 5-6 обвивающих 4-5
|
65ЛХ-1 сложенных вдвое (68,5)
|
|
204
|
Подшивочная (подшивание краев деталей и низа изделий)
|
1,5-3
|
3-7
|
44 ЛХ 45ЛЛ
|
|
209
|
Выметывание
|
5-9
|
0,2-1,0
|
44 ЛХ 45ЛЛ
|
|
219
|
наметочная
|
7-20
|
0,5-1
|
44ЛХ-1 (45
|
|
220
|
Выполнение строчек временного скрепления
|
10-15
|
0,5-1,0
|
44ЛХ
|
Таблица 15 - Технические требования к машинным строчкам
|
Кодовое обозначение
|
Изделия швейные и материалы
|
Строчки
|
Количество стежков на 10 мм строчки
|
Ассортимент швейных ниток
|
|
|
|
|
армированные
|
|
301
|
Жакет с подкладом
|
Стачивающая
|
3-4
|
45 ЛЛ, 35 ЛЛ
|
|
103,320
|
Жакет с подкладом
|
Подшивочная
|
2-3
|
45 ЛЛ
|
|
404
|
Жакет с подкладом
|
для фигурных петель
|
10 - 12
|
33Л,55Л (37,5;62)
|
Нитки, применяемые для изготовления верха и подкладки изделий, должна
соответствовать цвету материала или сочетаться с ним.
Для выбранных материалов рекомендуются армированные нитки с полиэфирной
оплеткой, которые по всем показателям обеспечивают прочность и износостойкость.
Армированные лавсановые нитки отвечают требованиям современной технологии
изготовления одежды и могут быть использованы для выполнения одновременно и
стачивающих и внешних отделочных строчек.
Подбор швейных игл и ниток представлен в таблице 16.
Таблица 16 - Подбор швейных игл и ниток
|
Номера игл по ГОСТ 22249-82
|
Ассортимент швейных ниток
|
|
Результирующая линейная плотность, текс
|
|
армированные
|
|
90
|
34,5 34,0
|
|
100
|
34,5
|
Рекомендуемые приспособления малой механизации представляются в виде
таблице 20.
Таблица 17 - Характеристика швейных машин
|
Наименование машины
|
Тип или класс машин
|
Тип стежка
|
Число оборотов в минуту
|
Длина стежков, мм
|
Устройство перемещения материала
|
Иглы ГОСТ 222.49-82
|
Вид обрабатываемого материала, толщина, мм
|
Дополнительные данные
|
|
Для стачивания плащевых, костюмных материалов
|
DDL-8700 Juki
|
301
|
5500
|
до 5
|
реечный
|
0052 №75-120
|
Для средних и тяжелых тканей
|
Автоматическая смазка всех механизмов
|
|
Для выметочных и сметочных работ
|
2222
|
300
|
1000
|
5-12
|
реечный
|
064 №90-130
|
Для костюмных материалов
|
Движение иглы возвратно-поступательное
|
|
Изготовления прямых петель и фигурных петель
|
62761, «Минер-ва»
|
300
|
3500
|
до 40
|
реечный
|
0876 №85-100
|
Для костюмных материалов
|
Движение иглы возвратно-поступательное
|
Таблица 18 - Характеристика прессового оборудования
|
Оборудование, предприятие изготовитель
|
Марка (тип)
|
Производительность, циклов/ч
|
Рабочее давление, МПa
|
Тип привода
|
Тип нагрева подушки
|
Температура нагрева, 0С
|
Тип подушки
|
|
|
|
|
|
верхняя
|
нижняя
|
верхняя
|
нижняя
|
|
|
Пресс гладильный «Вязьма»
|
ЛПР-1200
|
60-80
|
0,4-0,6
|
электромеханический
|
электрический
|
паровой
|
100-250
|
105-190
|
универсальное
|
Таблица 19 - Характеристика гладильных столов и утюгов
|
Оборудование, предприятие изготовитель
|
Марка (тип)
|
Тип нагрева поверхности
|
Мощность нагревательных элементов
|
Время разогрева, с
|
Масса, кг
|
|
Утюг фирмы Lelit
Стол утюжильный Comel
|
PS355 MP/F/PV MP/A-RS
|
Электропаровой паровой
|
0.8 кВт 2 кВт
|
10 20
|
3 85
|
Таблица 20 - Средства малой механизации
|
Наименования и назначения приспособления
|
Марка (номер)
|
Содержание операции
|
|
Откидная лапка с пружинным бортиком для прокладывания
строчки от края более чем на 7 мм
|
1-7 Сборка № 3051924701800
|
Прокладывание отделочной строчки
|
|
Откидная направляющая линейка
|
916721 № 3051924703600
|
Настрачивание швов, рельефов, складок, накладных деталей
|
Методы обработки узлов

Рисунок - 7.1 Обработка прорезного кармана с листочкой

а б
Рисунок 7.2 - Обработка низа рукава:
а - существующий, б - проектируемый

Рисунок 7.3 - Обработка воротника и соединение его с горловиной.
а б
Рисунок 7.4 - Обработка притачного пояса по низу изделия:
а - существующий, б - проектируемый

Рисунок 7.5 - Обработка борта изделия с застёжкой молнией:
а - действующий, б - проектируемый

а б
Рисунок 7.6 - Обработка накладного кармана
а - действующий, б - проектируемый
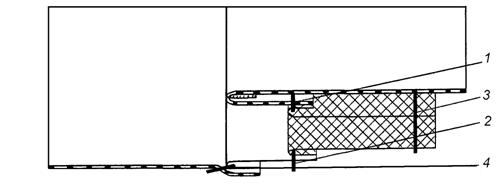
Рисунок 7.7 - Обработка кармана в рельефе полочки
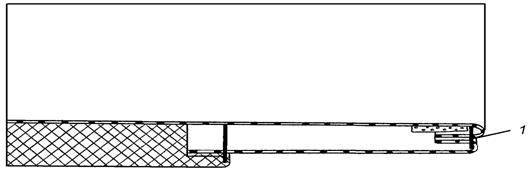
Рисунок 7.8 - Обработка застежки на петли и пуговицы
Таблица 21 - Расчет эффективности проектируемых мероприятий
|
Наименование узла
|
Средневзвешенная затрата времени на обработку, мин
|
Повышение производительности труда, %, Рт.п
|
Сокращение затраты времени, %
|
Степень механизации обработки при методах, %
|
|
существующий, Тс
|
проектируемый, Тп
|
|
Всего по узлу, Рз.в
|
В том числе за счет
|
существующий, Рмс
|
проектируемый, Рмп
|
|
|
|
|
|
замены ручных операций машинными
|
применение клеевых материалов
|
технологичных конструкций
|
замены оборудования
|
приспособлений малой механизации
|
|
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
|
Обработка прорезного кармана с листочкой
|
11,85
|
9,383
|
26,29
|
20,82
|
1,24
|
-
|
-
|
-
|
-
|
59,32
|
70,77
|
|
Обработка низа рукава
|
10,38
|
7,31
|
42
|
29,58
|
-
|
4,63
|
-
|
-
|
-
|
55,39
|
36,66
|
|
Обработка воротника и соединение его с горловиной
|
16,77
|
10,94
|
53,29
|
34,76
|
8,96
|
-
|
-
|
-
|
|
63,63
|
44,24
|
|
Обработка притачного пояса по низу изделия
|
10,92
|
9,57
|
14,11
|
12,36
|
-
|
-
|
1,03
|
-
|
2,65
|
68,77
|
64,37
|
|
Обработка борта изделия с застёжкой молнией
|
28,18
|
17,77
|
58,58
|
36,94
|
-
|
-
|
-
|
3,79
|
-
|
89,28
|
83,01
|
|
Итого по изменяемым узлам
|
78,1
|
54,97
|
|
|
|
|
|
|
|
|
|
|
Итого по неизменяемым узлам
|
620,03
|
620,03
|
|
|
|
|
|
|
|
|
|
|
Всего по изделию
|
698,13
|
675
|
|
|
|
|
|
|
|
|
|
1.3 Проектирование производственных
подразделений предприятия
.3.1 Проектирование участка запуска
Основными функциями участка запуска является: хранение материалов и
фурнитуры; комплектование суткопартий отрезов материалов, кроя, изделий,
обмеленных после примерки для подачи в раскройный и швейный цеха.
Площадь участка запуска складывается из нескольких условно выделенных
зон: зоны хранения отрезов материалов, деталей кроя верха, прокладочных и
подкладочных деталей, фурнитуры и скрепляющих материалов; зоны хранения изделий
после примерки; зоны выполнения технологических и организационных операций
[24].
Число секций ячеек стеллажей для хранения отрезов, деталей кроя и пакетов
одежды определяется по формуле:
nсут
=Мсут * tхр / n * nя, (7)
где Мсут - суточный выпуск изделий, шт;
tхр -
число дней хранения, дн.;
n -
количество единиц отрезов, кроя, приклада укладываемых в одну ячейку, шт;
nя -
число ярусов стеллажа, шт.
Длина кронштейна для хранения изделий, уточненных после примерки,
определяется по формуле:
Lкр
=Мпр * tхр * l1 / nя,
(8)
где Мпр - суточный выпуск изделий уточненный после примерки, шт;
tхр -
количество дней хранения на складе, дн.;
l1 -
длина кронштейна для одного изделия, м;
nя -
число ярусов кронштейна, шт.
Lкр =
13*2*0,1/2= 1,3м
Т.к. по объему услуг предприятие является малой мощности, операции по
запуску, подрезке подкладки и прочее выполняются сменным мастером ателье.
Площадь участка запуска определяется по формуле:
S = Sхр + Sр.м. / ŋ, (9)
где Sхр - площадь, занятая оборудованием,
м2 ;
Sр.м.
- площадь рабочего места исполнителя, м2 ;
ŋ - коэффициент использования площади, равный 0,45 /25/.
Все расчеты представлены в сводной таблице оборудования и площади участка
запуска (таблица 22).
Таблица 22 - Сводная таблица оборудования и площади участка запуска
|
Наименование оборудования его тип и класс
|
Габариты оборудования, м.
|
Количество оборудования, ед.
|
Площадь с учетом коэффициента ŋ, м2.
|
|
1
|
2
|
3
|
4
|
|
Ячейки стеллажей для хранения отрезов материалов: - ПКА -
ПБА
|
0,8Х0,8Х0,5 0,8Х0,4Х0,5
|
1,1 0,4
|
0,7 0,2
|
|
Ячейки стеллажей для хранения кроя: - ПКА - ПБА
|
0,8Х0,8Х0,5 0,8Х0,4Х0,5
|
0,6 0,3
|
0,4 0,1
|
|
Ячейки стеллажей для хранения отрезов подкладки
|
0,8Х0,8Х0,5
|
1,7
|
1,2
|
|
Кронштейн для хранения изделий после примерки
|
1,3Х0,6
|
1
|
|
Шкаф для хранения фурнитуры и скрепляющих материалов
|
1,3Х0,6
|
1
|
1,7
|
|
Стол мастера участка
|
2,0Х1,1
|
1
|
4,8
|
|
Площадь участка запуска:
|
|
|
14
|
1.3.2 Проектирование приемного салона
Основными функциями приемного салона являются: предоставление информации
о предприятии и услугах, им оказываемых; организация процесса обслуживания
заказчика персоналом предприятия при приеме и исполнении услуги.
В соответствии с процессом обслуживания заказчиков, в салоне выделено
несколько зон: информации; приема и оформления заказа; проведения примерок;
ожидания.
В зоне информации имеются журналы мод, каталоги одежды, каталоги
предприятия, зарисовки изделий основных модных силуэтных форм, также
представлены каталоги с образцами материалов, ниток и фурнитуры. Здесь же предоставляется
консультация художника-модельера. Он помогает правильно подобрать фасон изделия
с учетом индивидуальных особенностей заказчика и современного направления моды,
с помощью каталогов и эскизов. Тщательно прорабатывает образ заказчика, оказывает
помощь при подборе ткани, отделки, фурнитуры, определяет нормы расхода ткани на
изделие, выполняет эскиз модели в паспорте заказа.
В зоне информации в соответствии с «Правилами бытового обслуживания
населения РФ» предоставляется следующее:
перечень оказываемых услуг и форм их предоставления;
перечень стандартов;
сроки оказания услуги;
гарантийные сроки;
цены на оказание услуг и сведения о форме оплаты;
образцы квитанций.
Зона приема и оформления заказа. В данной зоне происходит проектирование
изделия на основе консультации заказчика с художником-модельером по эскизу,
приемщик оформляет заказ, заполняет квитанцию и осуществляет прием платежей.
Зона проведения примерок оснащена примерочными кабинами и кронштейном для
размещения готовых и подготовленных к примерке изделий.
Зона ожидания для посетителей. Здесь расположены кресла и столик с
журналами мод /24/.
Исходными данными для расчета салона являются суточное количество заказов
с учетом видов услуг и ассортимента изделий (Мсут), шт.
Число приемщиков в смену определяется по формуле:
Nпр =
Мсут * t / R*c , (10)
где Мсут - суточное количество заказов, шт;
t -
норма времени на обслуживание одного заказчика,ч;
R -
продолжительность смены, ч;
с - количество смен.
Nпр =
13*0,578*1 = 0,9 чел
Число художников-консультантов в смену определяется по формуле:
Nх
=Мсут / Н*К*с (11)
где Н - норма обслуживания в смену, 32чел;
К - коэффициент учитывающий работу с закройщиками, 0,5.
Nх =
13/32*0,5*1 = 0,8 чел
Количество примерочных кабин определяется по формуле:
nк =
Мсут * nпос * t * k/ Т,
(12)
где nпос - число посещений кабины;
t -
0,25 - время пользования кабиной, ч;
k -
1,5 - коэффициент неравномерности посещений;
Т - продолжительность работы салона,ч.
nк =
13*3*0,25*1,5/8= 1,8 ≈ 2шт
Количество кресел в салоне соответствует количеству заказчиков,
одновременно находящихся в салоне и ожидающих выполнение соответствующих
операций. Количество заказчиков определяется по формуле:
N =
Мсут * nпос * t * k + N1пос /Т, (13)
где t = 0,5ч - среднее время выполнения
операции в салоне;
N1пос
- число посетителей, обращающихся за справками, 20% от Мсут.
N =
13*3*0,5*1,5+2,6/8= 3,9 ≈ 4чел
Площадь салона определяется по формуле:
S = Sоб/ ŋ , (14)
где Sоб - площадь занятая оборудованием,
м2;
ŋ - коэффициент использования площади, равный 0,3 [25].
Для определения площади салона оформляется сводная таблица числа рабочих
и оборудования (таблица 23)
Таблица 23 - Сводные данные числа работающих, оборудования и площади
салона
|
Наименование зоны
|
Исполни-тель
|
Число испонителей, чел.
|
Наименование и габариты оборудования, м.
|
Количество единиц оборудования, шт.
|
Площадь, м2
|
|
|
|
|
|
занятая оборудованием
|
зоны с учетом ŋ=0,3
|
|
Зона информации
|
художник-консультант
|
1
|
Стол художника-консультанта 1,4Х0,7 Стенд для образцов
материалов 0,2Х0,5 Табурет для посетителей 0,35Х0,35 Манекен 0,5Х0,3
|
1 1 2 2
|
0,98 0,1 0,4 0,3
|
3,2 0,3 1,3 1
|
|
Зона приема и оформления заказа
|
приемщик
|
1
|
Стол приемщика 1,4Х0,7 Стол для промера материалов и
временного хранения заказов 1,4Х0,7 Табурет для посетителей 0,35Х0,35
|
1 1 2
|
0,98 0,98 0,4
|
3,2 3,2 1,3
|
|
Зона проведения примерок
|
закройщик
|
1
|
Примерочная кабина 1,7Х2,0 Кронштейн для готовых и
подготовленных к примерке изделий 1,3Х0,5
|
2 1
|
6,8 0,65
|
22,6 2,2
|
|
Зона ожидания
|
-
|
-
|
Журнальный столик 1,1Х0,5 Кресло 0,4Х0,45
|
1 2
|
0,55 0,36
|
1,8 1,2
|
|
Площадь салона:
|
|
|
|
|
|
41,3
|
рынок товар услуга материальный
1.3.3 Проектирование раскройного участка по
индивидуальным заказам
Целью раскройного участка является обеспечение швейного цеха качественным
и комплектным кроем.
На площади раскройного участка осуществляются следующие операции:
раскрой изделий;
временное хранение кроя;
уточнение изделий после примерки (распарывание, обмелование, подрезка);
временное хранение обмелованных изделий.
Форма организации труда закройщиков - коллективная без разделения труда.
Расчет количества закройщиков производится аналитическим способом по
сопряженности производительности труда закройщика и бригады.
В технологическом процессе по пошиву детской одежды ПКА занята одна
бригада малой мощности, численностью 7 человек, для сопряженности работы,
бригады обслуживают один закройщик на бригаду.
В технологическом процессе по изготовлению детской одежды ПБА занята
бригада из пяти человек, целесообразно обслуживание данной бригады одним
закройщиком [26].
Площадь раскройного участка определяется по формуле:
Sцеха
= Nз * S1 , (15)
где Nз - количество закройщиков, чел.;
S1 -
норма площади на одного закройщика, равная 12м2.
Sцеха
= 2 * 12 = 24 м2
Количество оборудования раскройного участка зависит от количества
закройщиков и представлено в таблице П.Д.1.
1.3.4 Проектирование склада изделий
Функцией склада изделий является хранение готовой продукции предприятия.
В складе осуществляется прием готовых и подготовленных к примерке изделий из
швейного цеха, хранение изделий, упаковка и выдача их заказчикам. В складе
изделий выделено несколько зон: зона хранения изделий; зона рабочего места
кладовщика; зона выдачи готовых изделий. Хранение изделий осуществляется
штучным способом в подвешенном виде на двухярусных кронштейнах.
Исходными данными для расчета склада является общее количество изделий,
находящихся на складе:
Мо = Мгот+Мпр, (16)
где Мгот - суточное количество готовых изделий, шт;
Мпр - суточное количество изделий, подготовленных к примерке, шт;
Мо = 13+13 = 26 шт.
Количество кронштейнов рассчитывается по формуле:
nкр =
Мо*tхр*l1 / Lкр*nя , (17)
где tхр - количество дней хранения на
складе, дн.;
l1 -
длина кронштейна для одного изделия, м;
Lкр -
длина кронштейна, м;
nя -
число ярусов кронштейна, шт.
nкр =
26*2*0,1/1,5*2= 1,7 шт ≈ 2шт
Площадь склада изделий определяется по формуле:
S = Sоб+Sкл/ ŋ, (18)
где Sоб - площадь занятая оборудованием,
м2;
Sкл -
площадь рабочего места кладовщика, м2.
По формуле (19):
S =
1,8+2,2/0,45= 8,8 м2
Учитывается оборудование для хранения изделий - кронштейны, рабочее место
кладовщика и стол для упаковки и выдачи готовых изделий [25/24].
В данном случае предприятие планирует разместить склад изделий,
изготавливаемых ателье, на складе готовой продукции серийного производства,
разместив несколько кронштейнов.
1.3.5 Проектирование швейного цеха
1.3.5.1 Предварительный расчет швейного цеха
При проектировании технологических процессов швейных цехов исходными
данными являются мощность процессов и средневзвешенная затрата времени на
единицу изделия. Мощность процессов устанавливается в предварительном расчете
цехов. Затрата времени на единицу изделия зависит от выбранного объекта для
проектирования процесса, материалов, из которых будут изготавливаться изделия,
предложенных методов обработки и оборудования для проектируемого процесса.
Модели для описания условного изделия представлены на рисунке 1.
Основным видом информации при проектировании технологических процессов
швейных цехов служит технологическая последовательность обработки изделия.
Для работы над проектированием технологического процесса составляется
структура затрат времени по узлам и видам работ, которая оформляется на
графической модели условного изделия. Такая структура является основной для
анализа затрат времени по видам работ, оборудования и комплектования
технологических операций в организационные. По структуре затрат времени по
видам работ и по анализу затрат времени делают выводы о структуре
проектируемого технологического процесса. Рассчитывают затраты времени на пошив
изделия по принятым этапам производства, для выполнения в дальнейшем расчета
рабочих в швейном цехе.
Структуру затрат времени необходимо дополнить затратами времени на
бригадирские функции. В бригадирские функции входят: получение заказов с
участка запуска, регистрация их в книге запуска и контроль за своевременным
прохождением каждого заказа, и суткопартии по процессу, инструктаж рабочих по
способам обработки изделий, сдача изделий на склад и т.п. Затраты времени на
выполнение бригадирских функций рассчитывают на единицу изделия по формуле:
Тбр=Тсм/М, (19)
где Тбр - затраты времени на выполнение бригадирских функций на единицу
изделия, мин;
Тсм - затраты времени на выполнение бригадирских функций в смену, мин;
М - выпуск изделий в смену одной бригадой, ед.
Сменный выпуск изделий определяют по формуле
Мсм=Nф*R/Тизд, (20)
где Nф - принятая мощность бригады, чел;-
продолжительность смены (480 мин.);
Тизд - средневзвешенная трудоемкость условного изделия проектируемого
процесса по технологической последовательности, мин.
По формуле (21)
Мсм =7*480/749,9=4,48 ед.
По формуле (20)
Тбр=126,8/4,48=28,3 мин.
После расчета затраты времени на выполнение бригадирских функций на
единицу изделия уточняются средневзвешенная трудоемкость условного изделия
действующего процесса и средневзвешенная трудоемкость проектируемого процесса.
Средневзвешенную трудоемкость условного изделия действующего процесса с
учетом затрат времени на бригадирские функции рассчитывают по формуле
Тс` = Тс + Тбр , (21)
где Тс - средневзвешенная трудоемкость изделия действующего процесса,
мин;
Тбр - затраты времени на выполнение бригадирских функций на единицу
изделия, мин.
Средневзвешенную трудоемкость условного изделия проектируемого процесса с
учетом затрат времени на бригадирские функции рассчитывают по формуле
Тп` = Тп + Тбр, (22)
где Тп - средневзвешенная трудоемкость условного изделия проектируемого
процесса, мин;
Тбр - затраты времени на выполнение бригадирских функций на единицу
изделия, мин.
По формуле (22)
Тс` = 620,03+20,35 = 640,38 мин.
По формуле (23)
Тп` = 539,26+20,35 = 559,61 мин.
Чтобы дальнейшие расчеты технологического процесса были реальными
(особенно выпуск изделий в смену), необходимо приблизить полученную
трудоемкость условного изделия к среднеотраслевой через поправочный
коэффициент. Поправочный коэффициент рассчитывают по формуле
Кn = Тотр/Т`с, (23)
где Тотр - среднеотраслевая трудоемкость изделия, мин;
Тс` - средневзвешенная трудоемкость условного изделия действующего
процесса с учетом затрат времени на бригадирские функции, мин.
По формуле (24)
Кn=14,3*60/640,38=1,34
Для дальнейшего проектирования технологического процесса принимается
средневзвешенная трудоемкость условного изделия проектируемого процесса
скорректированная на поправочный коэффициент по формуле:
Тизд = Тп` · Кп, (24)
где Тп` - средневзвешенная трудоемкость условного изделия проектируемого
процесса с учетом времени на бригадирские функции, мин.
По формуле (25)
Тизд = 559,61·1,34 = 749,88 мин.
Структура затрат времени по узлам и видам работ на графической модели
условного изделия представлена в приложении .
Целью предварительного расчета является установление нормативного числа
рабочих в швейном цехе и распределение ассортимента одежды по бригадам. В
процессе предварительного расчета швейного цеха осуществляются выбор типа
процесса и предварительная планировка агрегатов в цехе. При размещении
агрегатов в цехе одновременно решаются вопросы организационной структуры
процессов.
Исходными данными для предварительного расчета швейного цеха являются:
специализация швейного цеха;
сменный выпуск изделий единиц;
трудоемкость изготовления изделий по ассортименту.
В дипломном проекте был выбран специализированный швейный цех по пошиву
детской одежды, в котором изготавливаются детские изделия пальтово-костюмного и
платьево-блузочного ассортимента.
Определение специализации бригад связано со специализацией и мощностью
цеха. В дипломном проекте были выбраны специализированные бригады,
изготавливающие одежду ассортиментных групп, сходных по технологической
обработке или по технологическим свойствам материалов.
При проектировании швейного цеха известен сменный
выпуск изделий М = 2 единицы. Сменный выпуск остальных видов изделий
принимается в пропорциональном соотношении на основе установленных степени
специализации швейного цеха и удельного веса выпуска каждого вида изделия в
общем объеме выпуска швейного цеха (предприятия).
Удельный вес выпуска каждого вида изделия в общем
объеме выпуска швейного цеха устанавливают по сложившемуся или перспективному
процентному соотношению изделий, изготавливаемых на предприятиях сервиса в
обслуживаемом районе, регионе или республике на основе прогноза ассортимента и
рекомендаций по развитию услуг швейной отрасли.
Распределение общего объема выпуска швейного цеха по
видам изделий приведено в таблице 22.
Расчет числа рабочих по каждому виду услуг и
ассортименту изделий осуществляется по формуле
Npi= Mi*Ti/R, (25)
где Npi-
расчетное число рабочих по 1-му виду изделия, чел.;
Мi-
сменный выпуск i-го вида изделия,
шт.;
Тi -
трудоемкость i-го вида изделия, мин.;
R- продолжительность рабочей смены, принятая за 480 мин.
Предварительный расчет швейного цеха представлен в таблице 24.
Фактическое число рабочих в целом по ассортиментной
группе Nасс. получают, округляя расчетное в
большую или меньшую сторону на основе выбора рациональной мощности бригад Мбр и
их количества.
В целом расчет недостающих исходных данных для
предварительного расчета при проектировании нового швейного цеха можно
представить в следующей последовательности:
Mi Nрi NасNб Nц (26)
где Мi -
сменный выпуск 1-го вида изделия, шт.;
Nрi - расчетное
число рабочих по 1-му виду изделия, чел.;
Nасс. - число рабочих по ассортиментной группе изделий, чел.;
Nбр - число рабочих в бригаде, чел.;
Nц- число рабочих в цехе, чел.
Выбор мощности бригад и определение их количества производятся в
соответствии с рекомендациями ЦОТШЛ.
Для детской одежды пальтово - костюмного ассортимента выбрана 1 бригада,
состоящая из 7 человек будут обслуживаться одним закройщиком.
Для детской одежды платьево-блузочного ассортимента выбрана 1 бригада,
состоящая из 5 человек будут обслуживаться одним закройщиком.
Таблица 24 - Предварительный расчет швейного цеха.
|
Наименование изделия
|
Сменный выпуск, шт.
|
Трудоемкость изделия, мин.
|
Количество рабочих, чел.
|
Мощность и количество бригад
|
Такт процесса, мин.
|
Число рабочих по секциям
|
Длина агрегатов по секциям,м
|
|
|
общая
|
В том числе по секциям
|
|
|
|
1
|
2
|
|
|
|
|
1
|
2
|
расч
|
факт.
|
|
|
расч.
|
факт.
|
расч.
|
факт.
|
1
|
2
|
|
Одежда пальтово-костюмного ассортимента для девочек
|
|
- пальто д/с
|
1
|
966
|
|
|
2,01
|
7
|
1 бригада по 7 чел.
|
|
|
|
|
|
|
|
|
- жакет
|
2
|
749,9
|
329,1
|
420,79
|
3,12
|
|
|
107,13
|
3,07
|
3
|
3,93
|
4
|
2,16
|
2,88
|
|
Одежда платьево-блузочного ассортимента для девочек
|
|
- юбка
|
3
|
456
|
|
|
2,85
|
5
|
1 бригада из 5 чел.
|
|
|
|
|
|
|
|
|
- - платье
|
3
|
330
|
132,0
|
405,0
|
2,06
|
|
|
135,5
|
0,98
|
2
|
3,02
|
3
|
2,42
|
1,82
|
|
- блуза
|
4
|
228
|
|
|
1,9
|
|
|
|
|
|
|
|
|
|
|
итого
|
|
|
|
|
|
13
|
|
|
|
|
|
|
|
|
Такт процесса определяется для одной бригады по каждой ассортиментной
группе изделий по формуле
τизд = Тизд / Nбр , (27)
где τизд - такт процесса, мин;
Тизд - трудоемкость изделия, мин;
Nбр -
число рабочих в одной бригаде, чел.
По формуле (27)
τизд= 749,88/7 = 107,13 мин.
Разделение технологического процесса на секции позволяет использовать
наиболее прогрессивные формы его организации.
Распределение рабочих бригады по секциям производится в соответствии с
трудоемкостью каждой секции по формуле
NI = TI / τизд , NII= TII / τизд (28)
где NI, NII,- расчетное число рабочих в первой, второй секциях,
чел.;
TI, TII - трудоемкость первой, второй
секций, мин;
τизд - такт процесса, мин.
По формуле (28)
NI =
329,09/107,13 = 3,07 чел.,
NII =
420,79/107,13 = 3,93чел.
Предварительная проверка загрузки каждой секции процесса производится по
коэффициенту согласования по формуле
 ; (29)
; (29)
где
Кс - коэффициент согласования секции;
Nр - расчетное
число рабочих в секции, чел.;
Nф - фактическое
число рабочих в секции, чел.
По
формуле (34)
КсI =
3,07/ 3 = 1,02,
КсII =
3,93/4 = 0,98
При
наличии нескольких бригад в швейном цехе рассматривается возможность централизации
I и II секций. За счет организации централизованных секций
создаются условия для повышения уровня специализации организационных операций,
механизации процессов и максимального использования оборудования.
В
данном случае для двух бригад изготавливающих детскую одежду пальтово -
костюмного ассортимента и детскую одежду платьево - блузочного ассортимента
предлагается не централизовать секции.
Таблица
25 - Организационная структура технологических процессов.
|
Наименование технологических процессов
|
Схемы структуры технологических процессов
|
|
Процесс, специализированный по изготовлению детской одежды
пальтово-костюмного ассортимента
|

|
|
Процесс, специализированный по изготовлению деткой одежды
платьево-блузочного ассортимента
|
|
Длину агрегатов определяют с учетом принятой централизации секций по
формуле
Lагр =
N* lрм* Кср /2, (30)
где Lагр - длина агрегата секции, м;
N -
число рабочих в данной секции с учетом принятой централизации секций, чел.;
lрм -
шаг рабочего места, м;
Кср - среднее количество рабочих мест, приходящихся на одного рабочего;
- количество рядов рабочих мест в агрегате.
Длина агрегатов для пальтово-костюмного ассортимента рассчитывается по
формуле (30)
Lагр
=3*1,2*1,2/2=2,16 м.
Lагр=4*1,2*1,2
/ 2=2,88 м.
Длина агрегатов для платьево-блузочного ассортимента рассчитывается по
формуле (30)
Lагр=2*1,1*1,1=1,20м.,
Lагр=3*1,1*1,1/2=1,82м.
Характеристика типа основного процесса по всем факторам представлена в
таблице 26.
Таблица 26 - Характеристика типа процесса.
|
Факторы, определяющие типы процессов
|
Характеристика типа процесса
|
Обоснование выбора типа процесса
|
|
1
|
2
|
3
|
|
1 .Мощность процесса
|
Малая мощность
|
Бригада малой мощности используется в структурных
подразделениях с небольшим количеством притоков заказов по каждому
ассортименту одежды, а так же при изготовлении изделий, модели которых
отличаются оригинальностью и сложностью.
|
|
2.Предметная специализация
|
Специализированный
|
Такие процессы обеспечивают однородные по технологическим
режимам операции и широкое применение различного оборудования, а также при
специализированном процессе возможно сглаживание неравномерности поступления
заказов.
|
|
3.Сменность работы
|
Съемный процесс - рабочие смены по окончании работы снимают
с рабочих мест не законченные изделия и продолжают их обработку на следующий
день.
|
Изделия до конца обработки закрепляются за рабочими
процесса. Возможен четкий контроль за сроками и качеством изготовления
изделий.•
|
|
4.Питание процесса (подача деталей кроя)
|
Штучная подача изделий поступают на рабочее место
|
При непрерывном поступлении изделия на рабочее место
штучная подача обеспечивает минимальное, незавершенное производство и
непрерывность процесса.
|
Площадь швейного цеха рассчитывают исходя из числа рабочих в цехе и нормы
площади на одного рабочего по формуле
 , (31)
, (31)
где
S1i- норма площади на одного рабочего, выполняющего
работу i-го вида работ, м²;
Ni - число
рабочих в цехе, выполняющих работу i-го вида, чел.
По
формуле (31)
Sц= 7·7+6·7=91 м²
Заключительным
этапом предварительного расчета швейного цеха является размещение агрегатов на
площади швейного цеха структурного подразделения с созданием рационального
грузопотока в цехе и с соблюдением всех требований к размещению агрегатов.
Длина
цеха определяется по формуле:
Lц= Sц/
Шц , (32)
где
Sц - рассчитанная площадь цеха, м2;
По
формуле (32)
Lц = 91/12=7,58≈12
м
Фактическая
площадь швейного цеха составляет:
Sцф = 12·12 =
144 м2
Для
анализа предварительной планировки агрегатов в швейном цехе рассчитывается
фактическая площадь, приходящаяся на одного рабочего по формуле
S1ф = Sцф/ Nц ,
(33)
где
Sцф - фактическая площадь цеха, м2;
Nц - фактическое
число рабочих в швейном цехе, чел.
По
формуле (33)
S1ф =
144/13=10,3 м2
1.3.5.2 Расчет условий согласования и согласования
времени организационных операций
Работа
технологического процесса строится по принципу разделения труда между рабочими,
в результате которого каждый из них выполняет определенное число
технологических неделимых операций на определенном рабочем месте. Совокупность
технологических неделимых операций, выполняемых одним рабочим в процессе,
образует организационную операцию процесса.
Согласование
времени операций производят путем объединения нескольких технологических операций
в организационную, с учетом условий согласования. В данном случае для
пальтово-костюмной ассортиментной группы при отсутствии централизованных
секций, такт будет одинаковый для всех секций и равен такту процесса τизд.
Основное
условие согласования обеспечивает равномерную загрузку каждой организационной
операции и определяется по формуле:
tоп.изд. = (0,9 ÷ 1,1) ·
τизд. ·k , (34)
где
tопi - время выполнения организационной операции в i-той
централизованной секции, мин;
τi- такт i-той
централизованной секции, мин;
k- кратность
организационной операции (число рабочих, выполняющих одну операцию), чел.
Расчет
условий согласования времени организационных операций представлен в таблице 27
на основании данных предварительного расчета швейного цеха только на основное
изделие - жакет.
Таблица
27 - Условия согласования времени организационных операций
|
№ секции
|
Число рабочих в секции, чел
|
Тр, мин.
|
τj, мин.
|
Кратность операции
|
Условия согласования, мин.
|
|
расч.
|
факт.
|
|
|
|
|
|
Без учета поправочного коэффициента
|
|
I
|
3,07
|
3
|
245,59
|
79,94
|
1
|
71,95÷87,93
|
|
II
|
3,93
|
4
|
314,02
|
79,94
|
1
|
71,95÷ 87,93
|
|
С учетом поправочного коэффициента
|
|
I
|
3,07
|
3
|
329,09
|
107,13
|
1
|
96,417÷ 157,91
|
|
II
|
3,93
|
4
|
420,79
|
107,13
|
1
|
96,417÷ 157,91
|
Требования к комплектованию организационных операций:
соблюдение условия согласования;
комплектование организационных операций по видам работ, по причине малой
мощности технологических процессов на предприятиях сервиса это требование редко
удается соблюсти;
соблюдение технологической последовательности;
соблюдение поузловой обработки, т.е. один и тот же узел или деталь должны
обрабатываться на минимальном количестве рабочих мест;
соблюдение технологической целесообразности Ртц лучше отдавать
машинистке, сметчице или утюжильнице, чем передавать ручнице;
минимизация кратности операций k-I.
Для комплектования неделимых технологических операций в организационные
необходимо произвести анализ технологической последовательности обработки
условного изделия, который заключается в анализе загрузки оборудования.
Загрузка оборудования определяется по каждому виду работ отдельно для
каждой секции процесса по формуле
Npi = ∑ti
/ τизд, (35)
где Npi - расчетное число рабочих по i-му виду работ, чел.;
∑ti - суммарная затрата времени по i-му виду работ по секции, мин.;
τизд - такт процесса, мин.
Целью предварительной укрупненной комплектовки является определение
специальности каждого рабочего технологического процесса. При этом подбираются
совместимые виды работ для каждого рабочего, используя расчетное число по видам
работ.
Предварительная укрупненная комплектовка организационных операций для I секции:
,41Рби+0,14Ртц+0,46Ри= 1,01 чел.;
,004М = 1,004 чел.;
,31СМ+0,19У+0,52П= 1,02 чел.;
ИТОГО: 3,03 чел.
Предварительная укрупненная комплектовка организационных операций для II секции:
,35Рби+0,38Ртц+0,27 Ри = 1 чел.;
,43П+0,595У = 1,025чел.;
,98М = 0,98 чел.;
,29Ри+0,47СМ+0,16У = 0,92 чел.
ИТОГО: 3,915 чел.
Таблица 28 - Расчетное число рабочих (загрузка оборудования) по видам
работ
|
Виды работ
|
М
|
|
СМ
|
|
П
|
У
|
Рби
|
Ри
|
Ртц
|
Итого
|
|
Наим. показателя
|
|
822КЛ
|
85 Кл
|
.62761 кл
|
|
|
|
|
|
|
|
|
|
I
|
СЕКЦИЯ
|
|
|
|
|
|
|
|
Затрата времени по видам работ ,
мин.80,2616,911--42,4815,4232,536,7813,559245,59 ,
мин.80,2616,911--42,4815,4232,536,7813,559245,59
|
|
|
|
|
|
|
|
|
|
|
|
Расчетное число рабочих по видам работ  ,
чел1,0040,211--0,5310,1930,410,460,173,07 ,
чел1,0040,211--0,5310,1930,410,460,173,07
|
|
|
|
|
|
|
|
|
|
|
|
|
|
IIСЕКЦИЯ
|
|
|
|
|
Затрата времени по видам работ ,
мин.79,0715,6052,357,95834,28659,7628,63244,40230,207314,02 ,
мин.79,0715,6052,357,95834,28659,7628,63244,40230,207314,02
|
|
|
|
|
|
|
|
|
|
|
|
Расчетное число рабочих по видам работ ,
чел0,990,1950,0290,0990,430,7480,3570,5550,3783,915
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Далее комплектование организационных операций осуществляется на
графической модели условного изделия. Выполнение этого этапа совпадает с
составлением схемы разделения труда.
Схема разделения труда представляет собой нормативно-технический
документ, в котором отражается распределение технологических операций по
изготовлению определенного вида изделия между исполнителями. При оформлении
схемы разделения труда подводятся итоговые затраты времени по организационным
операциям; проставляется суммарная средневзвешенная затрата времени на
обработку условного изделия по каждой секции и процессу соответственно без и с
учетом поправочного коэффициента; общее число рабочих.
По каждой организационной операции рассчитываются норма выработки и
расчетное число рабочих. Норма выработки рассчитывается по формуле
Нв = R/ tоп, (36)
где Нв - норма выработки рабочих за смену на организационной операции,
шт;
R -
продолжительность рабочей смены, мин;
tоп -
затрата времени на организационную операцию(с учетом поправочного
коэффициента), мин.
Расчетное число рабочих определяется по формуле
Nр = tоп / τизд , (37)
где Nр - расчетное число рабочих по
организационной операции, чел;
τизд - такт секции с учетом
поправочного коэффициента, мин.
Технологическая схема разделения труда оформляется в виде таблицы
представлена в таблице 29.
Таблица 29 - Краткая схема разделения труда на изготовление жакета на
подкладе для девочек
|
Число рабочих по секциям, чел. Ν=3
Ν=4
|
Такт процесса по секциям, мин. τ
=79,94
|
|
Содержание операции
|
Вид работ
|
Разряд работ
|
Затрата времени с учетом % повторяемости
|
Расчетное число рабочих, чел.
|
Норма выработки, ед
|
Оборудование, инструменты, приспособления
|
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
|
|
І секция. Обработка изделия до примерки
|
|
|
|
Операция 1 Бригадирские функции Взять крой и проверить
наличие всех деталей Перевести меловые линии с одной половинки на другую
Написать талон с номером заказа и пришить к правой детали переда Очистить
изделие и сдать для проведения примерки Проверить симметричность парных
деталей Проверить качество обработки рельефов, вытачек, карманов Прорезать
отверстие для карманов Высечь углы клапанов для карманов Вывернуть обтачки
наизнанку Удалить нитки сметывания Вметывание втачного рукава в пройму
Вметывание рукава реглан в пройму
|
Рби Рби Рби Рби Рби Рби Рби Ртц Ртц Ртц Ртц Ри Ри
|
5 4 4 5 4 6 6 4 4 4 4 5 5
|
14,75 1,05 8,15 1,25 1,15 2,6 3,55 3,05 2,18 2,05
4,08 7,3 10,3
|
|
|
Лекало, мел, булавки Карандаш, ножницы Манекен, щетка
Манекен Манекен, сантиметровая лента Пресс ЛПР-1200
|
|
|
Сметывание стойки с верхним воротником Сметывание среднего
шва воротника Вметывание воротника стойки в горловину Вметывание английского
воротника в горловину Итого по операции 1 Операция 2 Обработка вытачек
Обработка фигурных рельефов на полочке Обработка прямых рельефов на полочке
Обработка прорезных карманов с клапаном и одной обтачкой Обработка накладных
карманов Итого по операции 2 Операция 3 Выполнение операций на спецмашинах
Выполнение утюжильных работ Выполнение утюжильных работ на прессе Итого по
операции 3
|
Ри Ри Ри Ри Ри Р М М СМ У П СМ/У/П
|
4 4 4 4 4 6 4 4 5 4 4 5
|
2,3 0,63 3,56 4,31 4,31 82,32 81,26 81,26 24,551
15,42 42,08 82,05
|
1,01 1,014 1,014 0,31 0,19 0,52 1,02
|
4,54 4,48
4,58
|
Пресс ЛПР-1200 DDL-8700 Juki машина.,
Колышек, ножницы Игла, напёрсток, ножницы Утюг Lelit
|
|
|
Итого по І секции Итого по І секции с учетом поправочного
коэффициента
|
|
|
245,59 329,1
|
3,07 3,07
|
13,12
|
|
|
|
ІI
секция. Обработка изделия после примерки
|
|
|
Операция 7 Выметывание, наметывание, приметывание,
сметывание; выполнение ручных операций с иглой Выполнение операций на
спецмашине Выполнение утюжильных работ Итого по операции 7 Итого по ІІ секции
Итого по ІІ секции с учетом поправочного коэффициента Всего по изделию Всего
по изделию с учетом поправочного коэффициента
|
Ри СМ У Р/СМ/М
|
4 5 4 5
|
23,18 37,663 12,07 73,034 314,02 420,79 559,61 749,91
|
0,29 0,47 0,16 0,92 3,93 3,93 7 7
|
4,9 18,28 31,4
|
Игла, напёрсток, ножницы Машина JukiLBH-780 машина
2222кл. Колышек, ножницы
|
|
|
|
|
|
|
|
|
|
|
|
1.3.6 Анализ схемы разделения труда
Анализ разработанной технологической схемы разделения труда
осуществляется по следующим направлениям:
анализ структуры процесса и организационных операций;
анализ загрузки процесса и каждой организационной операции;
анализ загрузки оборудования;
анализ технико-экономических показателей процесса.
При использовании графической модели для описания условного изделия
анализ структуры процесса осуществляется на организационно-технологической
схеме процесса. Для этого каждая организационная операция в виде блоков с
принятым условным обозначением выстраивается в определенной очередности друг за
другом, исходя из последовательности обработки. Между блоками изображается
направление движения основных деталей изделия(полочки, спинки, рукава,
воротника, подкладки). После того, как на схеме получен минимальный путь
движения деталей в процессе их обработки без длинных передач и возвратов с
одного рабочего места на другое, организационным операциям окончательно
присваиваются номера, и оформляется схема разделения труда (приложение Е).
Анализ организационно-технологической схемы процесса позволяет рационально
расставить рабочие места в процессе с зигзагообразной передачей деталей
изделия.
Для анализа структуры организационных операций составлена таблица 30.
Таблица 30 - Структура организационных операций
|
Наименование показателя
|
Виды операций
|
|
|
Специализированные
|
Неспециализированные
|
Итого по процессу
|
|
|
Р
|
М
|
СМ/У/П П/У Р/СМ/У
|
|
|
Количество операций (рабочих) в процессе, чел
|
2,01
|
1,9
|
1,02
|
1,02
|
0,92
|
7
|
|
Удельный вес, %
|
28,7
|
27,15
|
14,59
|
14,59
|
13,14
|
100
|
|
|
|
|
|
|
|
|
|
Правильность загрузки процесса и каждой секции проверяется по
коэффициенту согласования по формуле
КсI = Nр / Nф ,
(38)
где Nф- фактическое число рабочих в
секции, чел;
Nр -
расчетное число рабочих в секции, чел.
По формуле (38)
КсI = 3,07 / 3 = 1,02,
КсII = 3,93 / 4 = 0,98
Каждая секция загружена по времени правильно, т.к. коэффициент
согласования находится в пределе: 0,98 ≤ Кс ≤ 1,02
Работоспособность разработанной технологической схемы зависит от
правильности согласования времени каждой организационной операции с тактом
процесса. Анализ загрузки каждой организационной операции осуществляется по
диаграмме согласования времени организационных операций. Т.к. такт в секциях
разный диаграмма выполнена для каждой секции отдельно.
Анализ загрузки оборудования в процессе осуществляется на основе расчета
процента загрузки каждой единицы оборудования на тех организационных операциях,
где его используют по формуле:
П = tм(см,п) / tоп*100 , (39)
где П - процент загрузки единицы оборудования, %;
tм(см,п)
- время технологических операций, выполняемых на данном оборудовании, в данной
организационной операции, мин;
tоп -
время организационной операции, мин.
Диаграмма загрузки оборудования представлена в приложении Е пояснительной
записки.
В результате анализа производим догрузку оборудования.
Для расчета технико-экономических показателей процесса разрабатывается
сводная таблица рабочих технологического процесса (таблица 31), в которой
расчетное число рабочих по разрядам и специальностям устанавливается по
организационным операциям технологической схемы разделения труда.
Таблица 31 - Сводная таблица рабочих технологического процесса
|
Тарифный разряд
|
Тарифный коэффициент
|
Расчетное количество рабочих по видам работ
|
Итого
|
Сумма тарифных разрядов
|
Сумма тарифных коэффициентов
|
|
|
М
|
СМ
|
У
|
П
|
Р
|
|
|
|
|
1
|
1
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
2
|
1,36
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
3
|
1,69
|
-
|
-
|
-
|
-
|
-
|
|
-
|
-
|
|
4
|
1,91
|
1,004
|
-
|
-
|
-
|
1,57
|
2,574
|
10,296
|
4,92
|
|
5
|
2,16
|
0,98
|
0,78
|
0,595
|
0,43
|
0,35
|
3,135
|
15,675
|
6,77
|
|
6
|
2,44
|
-
|
-
|
0,341
|
0,53
|
0,41
|
1,281
|
3,126
|
3,13
|
|
Всего
|
-
|
1,98
|
0,78
|
0,936
|
0,96
|
2,34
|
7
|
29,097
|
14,82
|
|
Уд. вес
|
-
|
28,3
|
11,16
|
13,38
|
13,72
|
33,44
|
100
|
-
|
-
|
трудоемкость изделия (час) - 12,5
выпуск в смену - 4,48
продолжительность смены (час) - 8,0
дневная тарифная ставка 1-ого разряда (руб.) - 31,0
средний тарифный разряд - 5
средний тарифный коэффициент - 2,17
расценка на изделие (руб.) - 370,58
норма выработки на одного рабочего (ед.) - 0,33
На основе сводной таблицы рабочих определяются основные
технико-экономические показатели (ТЭП) процесса: средневзвешенная затрата
времени на обработку изделия, фактическое число рабочих, выработка на одного
рабочего в смену, средний разряд, средний тарифный коэффициент, средняя
стоимость обработки изделия, коэффициент механизации, коэффициент использования
оборудования.
Расчет ТЭП процесса представлен в таблице 32.
Таблица 32 - Расчет технико-экономических показателей процесса
|
Наименование показателя
|
Формула для расчета
|
Расчет
|
|
Средневзвешенная затрата времени на обработку изделия, мин.
|
Тср - определяют по технологической схеме как сумму затрат
времени по всем организационным операциям
|
Тср = 749,91
|
|
Фактическое число рабочих, чел
|
Nф - фактическое число рабочих в бригаде
|
Nф = 7
|
|
Выработка на одного рабочего в смену, ед.
|
В = М / Nф
,где М- Сменный выпуск изделий бригады
|
В = 0,6
|
|
Средний разряд (средняя квалификация рабочих бригады)
|
 , где , где  - сумма тарифных разрядов; Nр- расчетное число рабочихr = 4,2 - сумма тарифных разрядов; Nр- расчетное число рабочихr = 4,2
|
|
|
Средний тарифный коэффициент
|
 , где , где  - сумма тарифных коэффициентовσ
= 2,11 - сумма тарифных коэффициентовσ
= 2,11
|
|
|
Средняя стоимость обработки одного изделия, руб.
|
 , где , где  - дн. тарифная ставка рабочего
1-го разряда, рубС = 296,4 - дн. тарифная ставка рабочего
1-го разряда, рубС = 296,4
|
|
|
Процент механизированных работ, %
|
 , где Σt
Σt
Σt -затраты времени на машинные, спецмашинные
и прессовые работы по неделимым операциям, мин.Пм =33,57 % , где Σt
Σt
Σt -затраты времени на машинные, спецмашинные
и прессовые работы по неделимым операциям, мин.Пм =33,57 %
|
|
|
Коэффициент использования оборудования
|
 , где Σt
Σt
Σt - затраты времени на машинные,
спецмашинные и прессовые организационные операцииК= 0,36 , где Σt
Σt
Σt - затраты времени на машинные,
спецмашинные и прессовые организационные операцииК= 0,36
|
|
Количество основного оборудования и рабочих мест принимается по
технологической схеме. Количество запасного оборудования принимается из расчета
одной запасной машины на 3-4 универсальные, подряд расположенные в процессе.
Резервное оборудование находится у механика и служит для проведения
планово-предупредительного ремонта. Количество запасного и резервного
оборудования составляет 10% от основного. Число рабочих мест определяется по
количеству основного и запасного оборудования.
Сводка оборудования и рабочих мест технологического процесса представлена
в таблице 33.
Таблица 33 - Сводная таблица оборудования и рабочих мест технологического
процесса.
|
Тип и класс оборудования
|
Количество оборудования
|
Наименование и размеры рабочих мест
|
Число рабочих мест в процессе
|
|
основного
|
запасного
|
резервного
|
всего
|
|
|
|
DDL-8700 Juki
|
2
|
1
|
-
|
3
|
1,2 х 0,65
|
3
|
1
|
1
|
-
|
2
|
1,2 х 0,65
|
2
|
|
Juki LBH-780.
|
1
|
1
|
-
|
2
|
1,2 х 0,65
|
2
|
Организационно-технологическая схема секций, диаграмма согласования
времени организационных операций и диаграмма загрузки оборудования представлены
в приложении И пояснительной записки.
1.3.7 Планировка рабочих мест и агрегатов
процессов швейных цехов
Детальная планировка рабочих мест предусматривает рациональное
использование площади цеха, обеспечение максимума комфорта и безопасности
работы исполнителя, научную организацию труда на рабочем месте, а также
кратчайший путь движения деталей в процессе обработки.
Рациональное использование площади цеха может быть обеспечено правильным
выбором типов и размеров рабочих мест по операциям процесса, соблюдением шага
рабочего места и установлением минимально необходимого количества запасных
рабочих мест.
Рабочее место состоит из рабочего стола или оборудования и зоны для
размещения исполнителя. Размеры рабочего стола обеспечивает свободное
размещение обрабатываемой детали или изделия, оборудования, приспособлений,
инструмента, необходимых для выполнения операций.
По отношению к междустолью агрегата рабочие места расположены поперечно,
что обеспечивает короткие движения рук рабочего на приемах «взять» и «отложить»
деталь, индивидуальную рабочую зону для исполнителя.