Проект механического цеха по изготовлению деталей ГТД типа 'Крышка'
Содержание
Введение
. Технологическая часть
.1 Исходные данные для разработки технологического процесса
.2 Анализ объекта производства и оценка технологичности
.3 Выбор способа получения заготовки
.4 Определение роли и места термической и химико-термической
обработки
.5 Формирование этапов технологического процесса
.6 Определение содержания и последовательности выполнения
операций
.7 Размерный анализ и оптимизация технологического процесса
.8 Выбор технологического оборудования
.9 Выбор станочных приспособлений
.10 Выбор режущего инструмента
.11 Выбор средств измерения
.12 Выбор СОТС
.13 Разработка операций технологического процесса
.14 Расчет режимов резания и норм времени
.14.1 Операция 10 - фрезерная с ЧПУ
.14.2 Операция 50 - сверлильная с ЧПУ
. Конструкторская часть
.1 Проектирование фрезерного приспособления
.1.1 Техническое задание на проектирование приспособления
.1.2 Описание приспособления
.1.3 Силовой расчет приспособления
.1.4 Расчет приспособления на точность
.1.5 Расчёт элементов приспособления на прочность
.2 Проектирование сверлильного приспособления
.2.1 Техническое задание на проектирование приспособления
.2.2 Описание приспособления
.2.3 Силовой расчет приспособления
.2.4 Расчет приспособления на точность
.2.5 Расчет элементов приспособления на прочность
.3 Проектирование резца расточного на операцию 05
.4 Анализ точности мерительного прибора
. Организационно-экономическая часть
.1 Расчет производственной программы
.2 Планирование основных производственных фондов
.2.1 Расчет потребности в оборудовании для основного
производства
.2.2 Расчет потребности в оборудовании для вспомогательного
производства
.2.3 Расчет потребности в площадях
.2.4 Баланс наличия и потребности оборудования и площадей
.2.5 Расчет амортизационных отчислений
.3 Планирование обеспечения трудовыми ресурсами
.3.1 Расчет численности основных производственных рабочих
.3.2 Расчет численности вспомогательных рабочих
.3.3 Планирование численности специалистов и служащих
.3.4 Расчет расценки на детали, входящие в УМК
.3.5 Расчет фонда заработной платы
.4 Планирование потребности в материально-технических
ресурсах
.4.1 Затраты на основные материалы
.4.2 Затраты на вспомогательные материалы
.4.3 Затраты на силовую энергию
.4.4 Затраты на энергоносители
.4.5 Затраты на освещение
.4.6 Прочие затраты, связанные с обслуживанием производства
.5 Расходы по управлению и обслуживанию производства
.6 Планирование себестоимости продукции
.7 Планирование финансовых результатов
.8 Стратегия финансирования
.9 Расчет экономической эффективности проектируемого
технологического процесса
. Безопасность и экологичность проекта
.1 Идентификация и анализ опасных и вредных производственных
факторов
.1.1 Электромагнитные неионизирующие излучения
.1.2 Освещение
.1.3 Параметры микроклимата и качество воздушной среды
.1.4 Вредное воздействие шума
.1.5 Электробезопасность
.1.6 Пожаробезопасность
.2 Мероприятия по снижению вредного воздействия опасных и
вредных производственных факторов
.3 Расчет времени, затрачиваемого работником на обслуживание
установки магнитопорошкового контроля
Заключение
Список литературы
Введение
Эффективность производства, его технический прогресс, качество
выпускаемой продукции во многом зависят от развития производства нового
оборудования, машин, станков и аппаратов, от всемерного внедрения методов
технико-экономического анализа и прогрессивных технологий.
Вопросы технологии, и её организации, разработанные в выпускной
квалификационной работе, отвечают реальным целям, стоящим перед производством.
При выполнении выпускной квалификационной работы была проведена самостоятельная
работа по решению технических и экономических задач.
В технологической части выпускной квалификационной работы выполнен
детальный анализ и разработан технологический процесс механической обработки
детали «Крышка». В ходе разработки технологического процесса, исходя из анализа
объекта производства и типа производства, были выбраны: метод и способ
получения заготовки, режущий и мерительный инструменты, назначено
технологическое оборудование, а также приняты решения по содержанию и
последовательности выполнения операций. Размерный анализ технологического
процесса проведен на ПЭВМ с использованием системы «ГАСПОТ-Экспресс». В этой
части выполнены расчёты режимов резания и норм времени на две разнородные
операции, на остальные операции режимы резания назначены по справочной
литературе.
В конструкторской части разработаны два специальных автоматизированных
станочных приспособления для установки и закрепления детали при механической
обработке. При проектировании каждого приспособления были выполнены: силовой
расчёт, расчет на точность, расчёт элементов приспособления на прочность. В
этой части также разработан специальный режущий инструмент и специальный
мерительный инструмент на одну из операций.
Для реализации разработанного технологического процесса спроектирован
механический цех. Он предназначен для выпуска нескольких изделий, каждое из
которых обрабатывается на отдельном участке. Оборудование на участках
располагается по ходу технологического процесса.
В экономической части произведён анализ выпускаемой продукции, рассчитаны
потребное количество оборудования, численность работающих, материальные
затраты. В ходе экономических расчётов определены технико-экономические
показатели работы цеха, экономическая эффективность внедрения прогрессивной
технологии и срок окупаемости капитальных затрат.
В разделе выпускной квалификационной работы по безопасности труда
произведён анализ опасных и вредных факторов, возникающих в процессе
магнитопорошкового контроля, и предложены мероприятия по устранению или
уменьшению действия этих факторов. Назначены технические средства пожарной
безопасности.
Выпускная квалификационная работа выполнена на основе достижений науки и
техники, прогрессивных форм организации производства, при высоком уровне механизации
и автоматизации технологических процессов.
1.
Технологическая часть
.1 Исходные данные для разработки технологического процесса
фрезерный измерение резание станочный
В технологической части выпускной квалификационной работы разработан
технологический процесс изготовления детали «Крышка».
Основными исходными данными для разрабатываемого технологического
процесса являются:
- рабочий чертеж детали:
1) материал детали;
2) размеры и допуски на размеры;
) точность и взаимное расположение поверхностей;
4) требования по характеристикам качества обрабатываемых
поверхностей;
- технические условия на изготовление детали;
- производственная программа;
- данные об оборудовании;
- данные о заготовке.
1.2 Анализ объекта производства и оценка
технологичности
Рассматриваемый объект производства «Крышка» представляет собой деталь
типа тела вращения.
Крышка входит в состав коробки двигательных агрегатов (КДА) и служит для:
установки на ней насоса - регулятора;
размещения в ней шарикоподшипника, являющегося опорой для шестерни
привода насоса - регулятора;
размещения манжеты, уплотняющей разъем между хвостовиком шестерни и
крышкой.
Крышка устанавливается на корпус КДА по поверхности Ø78
и крепится к корпусу с
помощью 12 шпилечных соединений через отверстия Ø9.
В угловом положении относительно корпуса крышка фиксируется штифтом через
отверстие Ø5Н7. Сам насос-регулятор в угловом положении относительно
крышки фиксируется так же штифтом через отверстие Ø4,6.
Насос - регулятор устанавливается по поверхности Ø100Н7 и крепится к крышке хомутом за
коническую поверхность углом 15°.
Уплотнение стыка между насосом и крышкой осуществляется резиновым
кольцом, установленным в проточку с размерами Ø108Н11 и 1,8Н11.
Шарикоподшипник устанавливается по поверхности Ø72.
С целью повышения
износостойкости поверхности, контактируемые с подшипником, покрываются хромом.
Манжета устанавливается по поверхности Ø42Н8 и фиксируется в осевом положении
стопорным кольцом, устанавливаемым в канавку Ø47,5. Три отверстия Ø3
предназначены для
выталкивания манжеты.
Вышеперечисленные требования и условия работы детали обуславливают
применение конструкционных материалов обладающих высокой удельной прочностью,
жаропрочностью, коррозийной стойкостью и другими специальными свойствами.
Рассматриваемая деталь «Крышка» изготавливается из стали
мартенситно-ферритного класса марки 14Х17Н2Л. Химический состав и механические
свойства материала приведены в таблицах 1.2.1 и 1.2.2 [2].
Таблица 1.2.1 - Химический состав стали 14Х17Н2Л
|
Массовая доля элементов, %
|
|
Углерод
|
Кремний
|
Марганец
|
Хром
|
Никель
|
Железо
|
Сера
|
Фосфор
|
|
|
|
|
|
|
Не более
|
|
0,11…0,17
|
Не более 0,8
|
Не более 0,8
|
16,0…18,0
|
1,5…2,5
|
Осн.
|
0,025
|
0,030
|
Таблица 1.2.2 - Механические свойства стали 14Х17Н2Л
|
Предел текучести σ0,2, (МПа)
|
Временное сопротивление σВ, (МПа)
|
Относительное удлинение δ1, (%)
|
Относительное сужение y, (%)
|
Ударная вязкость KCU,
(Дж/см2)
|
Твердость HB dотп., мм
|
|
835
|
1080
|
10
|
30
|
49
|
3,8…3,2
|
Одно из важнейших качеств детали - это технологичность. Технологичность -
это свойство детали, при котором изготовление её может осуществляться
высокопроизводительными методами при минимальных затратах времени и труда. О
технологичности можно судить по следующим признакам:
- обрабатываемость материала;
- жесткость детали;
требуемая точность изготовления поверхностей;
требуемая точность взаимного расположения поверхностей;
качество поверхностей.
С повышением прочностных характеристик стали в результате ее термической
обработки обрабатываемость ее резко снижается. Заготовки из этой стали должны
обрабатываться инструментом из твердых сплавов класса ВК, быстрорежущей стали и
быстрорежущей стали, легированной кобальтом. Изготовление детали из
труднообрабатываемого сплава снижает её технологичность.
Деталь имеет поверхности 8…12 квалитета точности и 7…10 класса шероховатости.
Для получения заданных параметров точности и шероховатости требуется
многократная обработка и применение на отделочных операциях станков повышенной
точности. Деталь имеет в своей конструкции хромированную поверхность, что
приводит к ужесточению допусков на операционные размеры.
Конфигурация детали и серийный характер производства позволяют применить
прогрессивную технологию, обуславливающую использование современного
высокопроизводительного оборудования и оборудования с ЧПУ, стандартного и
специального режущего инструмента, автоматизированных станочных приспособлений,
прогрессивного способа получения заготовки.
Исходя из вышеприведённого анализа технологичности объекта производства,
оцениваем данную деталь как низко технологичную.
1.3 Выбор способа получения заготовки
Изготовление любой детали начинается с заготовки, которая в процессе
механической обработки доводится до размеров и качества готовой детали. При
выборе заготовки для заданной детали назначают метод ее получения, определяют
конфигурацию, размеры, допуски, припуски на обработку и формируют технические
условия на изготовление. Главным при выборе заготовки является обеспечение
заданного качества готовой детали при минимальной себестоимости. Главными
факторами, влияющими на выбор метода получения заготовки, является конструкция
детали, ее материал, размеры и масса заготовки, количество выпуска деталей в
единицу времени, стоимость полуфабриката, расход материала и себестоимость
превращения заготовки в готовую деталь и в итоге себестоимость заготовки.
Для получения детали «Крышка» выбран метод получения заготовки - отливка,
который указан в технических требованиях чертежа. В качестве исходной заготовки
выбрана отливка по выплавляемым моделям.
Литье по выплавляемым моделям обеспечивает получение заготовок самой
сложной конфигурации, снижение механической обработки на 90% и снижение расхода
металла. Применение литья по выплавляемым моделям наиболее эффективно для
получения заготовок из труднообрабатываемых сплавов. По выплавляемым моделям
изготавливают отливки весом от 1 г до 500 кг с толщиной стенок 0,15 мм и длиной
до одного метра. Минимально допустимый диаметр выливаемого отверстия - 0,8 мм.
Литьем по выплавляемым моделям могут быть получены отливки точностью по 5…8
классам и с шероховатостью поверхностей Rz = 5…40 мкм. Наибольший эффект этот метод дает в условиях
крупносерийного производства деталей из труднообрабатываемых сплавов.
1.4 Определение роли и места термической и
химикотермической обработки
Для улучшения свойств отливка подвергается термической обработке. Отливка
проходит процесс закалки для увеличения прочности и твердости при температуре
900…1100 °С в течение 3…6 часов, охлаждение в масле. Затем производится отпуск
с целью увеличения пластичности и снятия напряжений при температуре 120…400 °С
в течение 2…4 часов, охлаждение на воздухе. После термообработки сталь имеет
твердость НВ dотп.=3,8…3,2.
По поверхности Ø72 устанавливается шарикоподшипник. С
целью повышения износостойкости поверхности, контактируемые с подшипником,
покрываются хромом. Глубина слоя 0,1...0,17 мм.
1.5 Формирование этапов технологического
процесса
Выбор методов обработки осуществляется исходя из требований чертежа
детали, принятой заготовки и типа производства. Рабочий чертёж детали должен
иметь все данные, необходимые для исчерпывающего и однозначного понимания.
Приступая к составлению технологического маршрута, необходимо вначале
наметить план обработки - структуру операций. Структура операций
характеризуется её построением, обеспечивающим сочетание и определённую связь
основных и вспомогательных переходов.
При построении технологического процесса руководствуются следующими
правилами, регламентированными в ГОСТ 14.301 - 83:
- в первую очередь следует обрабатывать поверхность, которая будет
служить технологической базой для последующих операций;
- каждая последующая операция должна уменьшать погрешность и
улучшать качество поверхности;
отделочные операции производить в самом конце технологического
процесса, т. к. при этом уменьшается опасность повреждения чисто обработанных
поверхностей;
обработку поверхностей с точным взаимным расположением следует
по возможности включать в одну операцию и выполнять за одно закрепление
заготовки;
обработку ступенчатых поверхностей выполнять в такой
последовательности, при которой общая длина рабочих движений инструмента будет
наименьшей;
если деталь подвергается термической обработке, то механическую
разделяют на две части: до термической обработки и после неё;
при определении последовательности переходов предусматривать
опережающее выполнение тех, которые подготавливают возможность осуществления
следующих за ними переходов. Например, обработку детали в патроне начинать с
подрезки торца, который будет служить измерительной базой при отсчёте размеров
по длине, то же следует выполнять перед сверлением.
Технологический процесс содержит следующие этапы обработки: черновой,
получистовой, чистовой, окончательный. Далее маршрутная технология
разрабатывается пооперационно для каждого этапа.
В начале технологического процесса идут черновые токарные операции с ЧПУ
05, 15 и черновая фрезерная операция с ЧПУ 10, на которых снимается основной
припуск и напуски, заготовка по форме приближается к готовой детали. На этих
операциях обрабатываются поверхности, которые будут использоваться в качестве
баз на последующих операциях. Далее осуществляют токарные операции с ЧПУ 20 и
25 - обработка первой стороны, на которых снимается припуск и напуски. На
токарной операции с ЧПУ 30 производится подрезка торца бобышек. После чего идет
слесарная обработка на операции 35. Далее осуществляют токарную операцию с ЧПУ
40 - обработка второй стороны, на которой снимается припуск и напуски. Затем,
на операции 45, производят полировку острых кромок первой стороны. После этого
выполняются сверлильная операция с ЧПУ 50 и сверлильная операция 55. Затем
деталь слесарят на слесарных операциях 60 и 65. На операции 70 деталь
промывают. Затем деталь проверяют магнитопорошковым контролем на операции 75 и
промывают на операции 80. На операции контроля 85 проверяется геометрия детали.
С целью повышения износостойкости поверхности, контактируемые с подшипником,
покрываются хромом на операции хромирования 90. После, хромированные
поверхности окончательно обрабатывают на шлифовальных операциях 95 и 100 для
получения необходимой глубины хромированного слоя и шероховатости поверхностей.
Затем идут окончательные операции: промывка 105, контроль 110 и сдача 115.
1.6 Определение содержания и последовательности
выполнения операций
Операция № 05 - токарная с ЧПУ
На данной операции выполняется черновая обработка детали. В операции
сначала обрабатываются наружные поверхности резцом расточным, затем внутренние
поверхности резцом расточным. Острые кромки притупляются. Деталь крепится в
трехкулачковом патроне.
Операция № 10 - фрезерная с ЧПУ
На данной операции выполняется черновая обработка детали. В операции
производится фрезерование торцов фрезой концевой. Деталь крепится в
приспособлении.
Операция № 15 - токарная с ЧПУ
На данной операции выполняется черновая обработка детали. В операции
обрабатываются внутренние и наружные поверхности резцом расточным. Острые
кромки притупляются. Деталь крепится в трехкулачковом патроне.
Операция № 20 - токарная с ЧПУ
На данной операции выполняется чистовая обработка детали. В операции
резцом проходным упорным изогнутым сначала протачивается наружная поверхность,
подрезается торец, при этом выдерживается радиус. После резцом проходным
отогнутым подрезается торец. Затем проходным отогнутым резцом растачиваются
внутренние поверхности с выдержкой глубины и радиуса. Притупляются острые
кромки проходным отогнутым резцом. Деталь крепится в приспособлении.
Операция № 25 - токарная с ЧПУ
На данной операции выполняется чистовая обработка детали. Сначала
протачивается фаска проходным отогнутым резцом. Затем проходным отогнутым
резцом растачиваются внутренние поверхности с выдержкой глубины и радиуса.
После проходным отогнутым резцом подрезается торец с выдержкой диаметра и
радиуса. Затем подрезается торец проходным отогнутым резцом с выдержкой
радиуса. После протачивается внутренняя канавка канавочным резцом. Затем
растачивается поверхность до канавки проходным отогнутым резцом. Протачиваются
две фаски. Протачивается внутренняя канавка канавочным резцом. Заполировываются
радиусы шкуркой шлифовальной. Острые кромки притупляются. Деталь крепится в
приспособлении.
Операция № 30 - токарная с ЧПУ
На данной операции подрезаются торцы одиннадцати бобышек с выдержкой
толщины. Деталь крепится в приспособлении.
Операция № 35 - слесарная
Здесь зачищаются заусенцы и притупляются острые кромки радиусом или
фаской напильником.
Операция № 40 - токарная с ЧПУ
На данной операции выполняется чистовая обработка детали. В операции
резцом проходным отогнутым подрезается торец. Затем проходным отогнутым резцом
растачиваются внутренние поверхности с выдержкой глубины и радиуса. Резцом
проходным отогнутым подрезается торец, растачивается поверхность. Протачиваются
две фаски. Протачивается поверхность резцом обточным с выдержкой толщины и
радиуса. Протачивается конус с выдержкой размеров. Протачивается фаска.
Притупляются острые кромки. Деталь крепится в приспособлении.
Операция № 45 - полировальная
Заполировываются острые кромки радиусом шлифовальной шкуркой. Деталь
крепится в трехкулачковом патроне.
Операция № 50 - сверлильная с ЧПУ
На данной операции производится сверление, зенкерование и два
развертывания одного штифтового отверстия Ø5Н7. Затем производится сверление и
развертывание двенадцати шпилечных отверстий Ø9. Деталь крепится в приспособлении.
Операция № 55 - сверлильная
На данной операции производится сверление и зенкерование трех отверстий
Ø3 предназначенных
для выталкивания манжеты. Затем сверление и зенкерование одного штифтового
отверстия Ø4,6. Деталь крепится в приспособлении.
Операция № 60 - слесарная
Здесь зачищаются заусенцы и притупляются острые кромки. Затем снимаются
фаски в двенадцати отверстиях.
Операция № 65 - слесарная
На данной операции деталь проверяется механической обработкой по бобышке,
выдерживая размер абразивным инструментом.
Операция № 70 - промывка
В моечной машине деталь промывается от загрязнений, полученных при
механической обработке.
Операция № 75 - контроль магнитопорошковый
Деталь контролируется на отсутствие трещин.
Операция № 80 - промывка
В моечной машине деталь промывается от загрязнений, полученных при
магнитопорошковом контроле.
Операция № 85 - контроль предварительный
На данной операции производится предварительный контроль геометрических
размеров детали, а также всех остальных параметров, оговоренных в карте
контроля.
Операция № 90 - хромирование
Производится покрытие поверхностей контактируемых с подшипником хромом с
целью повышения износостойкости.
Операция № 95 - шлифовальная
На данной операции обрабатываются хромированные поверхности детали для
получения необходимой глубины хромированного слоя и шероховатости поверхностей.
Затем зачищаются затеки хрома на фаске с заданными размерами. Деталь крепится в
приспособлении.
Операция № 100 - шлифовальная
На данной операции окончательно обрабатывают поверхности для получения
необходимой шероховатости. Притупляются острые кромки. Деталь крепится в
приспособлении.
Операция № 105 - промывка
В моечной машине деталь промывается от загрязнений, полученных при
механической обработке.
Операция № 110 - окончательный контроль
В данной операции производится окончательный контроль геометрических
размеров детали, а также всех остальных параметров, оговоренных в
конструкторской документации.
Операция 115 - сдача.
1.7 Размерный анализ и оптимизация
технологического процесса
В работе для расчета длиновых размеров, а так же для размеров
диаметральных была использована ЭВМ и программа "САРОР", которая
заложена в системе «ГАСПОТ - Экспресс» [15].
Расчет технологических размеров и допусков основан на положении теории
размерных цепей и базируется на анализе размерной взаимосвязи конструкторских,
операционных размеров и припусков на обработку [15].
Выявленная взаимосвязь фиксируется в виде системы уравнений номинальных
значений линейных размерных цепей и неравенств допусков. Суть расчета
заключается в назначении допусков на операционные размеры и допусков
технологических биений, которые обеспечивают получение конструкторских размеров
в пределах заданных допусков, точность взаимного расположения поверхностей, а
так же снятие оптимальных припусков. Система "САРОР" позволяет рассчитывать
размеры длины, а также диаметральные размеры и технологические допуски
радиальных биений [15]. Иллюстрацией математической модели размерной
взаимосвязи является совмещенная схема обработки исходной заготовки. Расчет
операционных размеров длины и диаметральных размеров ведется методом полной
взаимозаменяемости. Расчет технологических биений, при числе составляющих
неравенства менее четырех, ведется методом полной взаимозаменяемости. При числе
составляющих неравенства больше четырех расчет ведется вероятностным методом.
Рассчитанные операционные размеры и технологические биения имеют стандартные
допуски по ГОСТ 25346-82, ГОСТ 24643-81, а также нормальные технологические
окончания по ОСТ 1 41512-74.
Система "САРОР" позволяет проводить как проверочные расчеты уже
существующего технологического процесса, так и проектные для вновь
разрабатываемого процесса. В данной работе был осуществлен сначала проверочный,
затем проектный расчет.
Оптимизация технологического процесса производится в случае
несоответствия (очень “жестких”) допусков на операционные размеры условиям
выполнения операции (принятый метод обработки, точность оборудования, частая
замена режущего инструмента и т.п.).
Оптимизация (выбор баз, простановка операционных размеров, концентрация и
дифференциация обработки в операциях) производилась с учетом имеющего в цехе
оборудования, возможности выполнения операции на настроенном оборудовании, в
том числе на станках с ЧПУ. Из возможных вариантов технологического процесса
был выбран тот вариант, который наиболее лучше отвечал всем условиям, а
операционные размеры имели наиболее широкие допуски.
1.8 Выбор технологического оборудования
Выбор технологического оборудования является важным этапом проектирования
технологического процесса.
При выборе оборудования руководствуемся следующими основными критериями:
соответствие рабочей зоны станка габаритам детали;
возможность обеспечить нужную точность обработки. При этом необходимо
учитывать экономическую целесообразность применения более точного оборудования;
соответствие мощности, жесткости и кинематических возможностей станка
наивыгоднейшим режимам обработки;
соответствие производительности станка заданной программе выпуска.
Желательно применение однотипного оборудования, так как в этом случае
упрощается выбор и подбор режущего и мерительного инструмента, становится проще
обслуживание, т.е. снижаются затраты на изготовление детали, что ведет к
снижению ее себестоимости.
В данном технологическом процессе наиболее подходящим и соответствующим
предъявляемым требованиям является следующее оборудование:
на токарных операциях с ЧПУ применены станки с ЧПУ 16К20Т1 и MDW-10;
на фрезерной операции с ЧПУ применен станок сверлильно-фрезерно-расточный
с ЧПУ 500V;
на полировальной операции применен станок с ЧПУ 16К20Т1;
на сверлильной операции с ЧПУ применен станок
сверлильно-фрезерно-расточный с ЧПУ 500V;
на сверлильной операции применен станок СВО 2А125;
на шлифовальных операциях применен станок ШВ 3К-229В;
на слесарных операциях применен верстак слесарный.
1.9 Выбор станочных приспособлений
В зависимости от вида производства, технологический уровень и структура
станочных приспособлений различны. В условиях единичного производства широкое
распространение получила система универсально-сборочных приспособлений,
основанная на использовании стандартных деталей и узлов. Для серийного
производства, в большинстве случаев, применяют специальные станочные
приспособления. Специальные станочные приспособления имеют одноцелевое
назначение для выполнения определенных операций механической обработки конкретной
детали. Эти приспособления наиболее трудоемки и дороги при исполнении. Создание
любого вида станочных приспособлений требует расчета точности обработки детали
в станочном приспособлении, разработки различных приводов с элементами,
повышающими их эксплуатационные характеристики.
Применение станочных приспособлений в серийном производстве позволяет
достичь следующих преимуществ:
надежно базировать и закреплять обрабатываемую деталь с сохранением ее
жесткости в процессе обработки;
стабильно обеспечивать высокое качество обрабатываемых деталей при
минимальной зависимости от квалификации рабочего;
повысить производительность и облегчить условия труда рабочего, в
результате механизации приспособления.
Выбор применяемых приспособлений ведется по группам оборудования и по
этапам обработки. На фрезерной и сверлильной операциях применены приспособление
с пневмозажимом. Эти приспособления обеспечивают требуемую точность установки
детали на станках.
1.10 Выбор режущего инструмента
При выборе режущего инструмента руководствуемся данными ГОСТ. В
необходимых случаях предусматривают специальный инструмент. При выборе режущего
инструмента учитывают возможность его закрепления на выбранном оборудовании, с
достаточной жесткостью и точностью, что необходимо для полной реализации
технологических возможностей оборудования. На основе данных о детали и
присоединительных поверхностях стандартного режущего инструмента выбирают
вспомогательный и специальный режущий инструмент, образующий систему
инструмента. Выбор режущего инструмента следует вести по группам оборудования.
Заботясь о полном использовании режущих свойств инструментов, марки материалов
для них подбирают в соответствии со свойствами обрабатываемого материала и
условиями операций. Инструментальные материалы должны обладать следующими
необходимыми свойствами:
высокая твердость (твердость инструмента должна превышать твердость
детали в 1,5…3 раза);
высокая прочность;
высокая износостойкость;
высокая теплопроводность.
Деталь изготавливается из материала, имеющего высокую твердость, поэтому
обрабатывающий инструмент должен иметь высокую прочность и износостойкость.
Применение твердых сплавов при обработке резанием позволяет повысить в среднем
скорости резания в 2…4 раза. Поэтому там, где это целесообразно, следует у инструментов
рабочую часть выполнять твердосплавной или с твердосплавным режущим элементом.
При выборе оптимальной марки твердого сплава для конкретной обработки
следует иметь в виду, что с увеличением содержания кобальта (связки)
увеличивается предел прочности при изгибе, но снижаются режущие свойства
сплава.
В качестве инструментальных материалов для режущей части инструмента в
проекте применены следующие марки:
твердый сплав вольфрамовый ВК8 на черновых и чистовых токарных операциях;
быстрорежущая сталь на черновой фрезерной операции;
быстрорежущая сталь на токарной операции 30 и сверлильных операциях.
.11 Выбор средств измерения
Ответственное назначение детали требует надежного контроля точности
размеров и взаимного расположения поверхностей. При выборе измерительного
инструмента, учитывают, прежде всего, соответствие точности инструмента
контролируемому допуску и время, требуемое на измерение. В серийном
производстве для подавляющего большинства окончательных размеров применяется
предельный мерительный инструмент (скоба, пробка, шаблон, калибр и другие) с
целью сокращения времени на контроль параметров. На предварительных операциях в
основном используются стандартный инструмент: штангенциркуль по ГОСТ 166-89 для
замера диаметральных и длиновых размеров, штангенглубиномер по ГОСТ 162-90 для
проверки глубинных размеров и различные шаблоны для контроля радиусов и углов.
Сложная конфигурация детали требует применения специального измерительного
инструмента, а высокая точность взаимного расположения поверхностей требует
использования специальных измерительных приспособлений.
1.12 Выбор СОТС
Высокая прочность коррозийностойких сталей является причиной
возникновения высоких температур на режущих поверхностях. При обработке
металлов резанием используют смазочно-охлаждающие жидкости (СОЖ). Наиболее
распространенные СОЖ - нефтяные масла (обычно с противоизносными и
противозадирными присадками) и их 3…10% эмульсии.
Смазочно-охлаждающие технологические средства (СОТС) являются
обязательным элементом большинства технологических процессов обработки
материалов резанием. Точение, фрезерование, сверление, шлифование и другие
процессы обработки резанием сталей характеризуются большими статическими и
динамическими нагрузками, высокими температурами, воздействием обрабатываемого материала
на режущий инструмент. В этих условиях основное назначение СОТС - уменьшить
температуру, силовые параметры обработки и износ режущего инструмента,
обеспечить удовлетворительное качество обработанной поверхности. Помимо этого,
СОТС должны отвечать гигиеническим, экологическим и другим требованиям,
обладать комплексом антикоррозионных, моющих, антимикробных и других
эксплуатационных свойств. Применение СОТС при обработке металлов резанием
позволяет увеличить производительность оборудования, повысить точность
обработанных поверхностей и снизить их шероховатость, уменьшить брак, улучшить
условия труда и в ряде случаев сократить число технологических операций.
Ассортимент СОТС включает индустриальные масла и другие нефтяные фракции
с присадками, эмульсолы (образующие в воде грубодисперсные эмульсии), а также
другие композиции, дающие в воде микроэмульсии или прозрачные растворы.
При обработке детали «Крышка» назначаем СОЖ - авитол 3…4%.
1.13 Разработка операций технологического
процесса
На этой стадии проектирования технологического процесса производится
формирование комплекта документов технологического процесса с помощью программы
«ГАСПОТ - Экспресс»:
формирование содержания и последовательности выполнения операции;
назначение оборудования, режущего, вспомогательного и мерительного
инструментов с помощью базы данных программы;
оформление операционных карт.
Результатом этой стадии работы является приложенный комплект документов
технологического процесса.
1.14 Расчет режимов резания и норм времени
.14.1 Операция 10 - фрезерная с ЧПУ
Расчет режимов резания выполнен в соответствии с методикой,
представленной в работе [17].
Исходные данные:
станок сверлильно-фрезерно-расточный с ЧПУ 500V;
фреза концевая 2223-3023, диаметром D = 30 мм;
хромоникелевая сталь 14Х17Н2Л;
-
sВ 1080 МПа;
1080 МПа;
способ
установки - приспособление;
число
одновременно обрабатываемых заготовок - 1.
При
выполнении операции деталь закрепляется в специальном приспособлении. На
операции производится фрезерование торца (переход №1). Операция выполняется за
один проход.
Назначаем
режимы резания:
Глубина
фрезерования, t = 5 мм.
Ширина фрезерования, B = 30 мм.
Подача на зуб, sz =
0,07 мм.
Скорость резания - окружная скорость фрезы, м/мин, при фрезеровании
рассчитывается по формуле:
 ,
(1.14.1)
,
(1.14.1)
где
Сv - коэффициент, Сv = 22,5;
q, x, y, u, p, m -
показатели степени, q=0,35; x=0,21; y=0,48; u=0,03; p=0,1; m=0,27;- период стойкости фрезы, T = 90 мин;
z - число зубьев фрезы, z = 6;- общий поправочный коэффициент на скорость
резания, учитывающий фактические условия резания, рассчитываемый по формуле:
 ,
(1.14.2)
,
(1.14.2)
где Kмv - коэффициент, учитывающий качество обрабатываемого
материала, Kмv = 1,0;
Kпv - коэффициент, учитывающий состояние
поверхности заготовки, Kпv = 0,8;
Kиv - коэффициент, учитывающий качество
материала инструмента, Kиv = 0,3.
После подстановки получаем числовые значения поправочного коэффициента:
Kv =
1,0 · 0,8 · 0,3 = 0,24
и скорости резания:
 м/мин.
м/мин.
Сила резания. Главная составляющая силы резания при фрезеровании -
окружная сила, Н определяется по следующей формуле:
 ,
(1.14.3)
,
(1.14.3)
где
Cp - коэффициент, Cp = 82;
x, y, u, q, w -
показатели степени, x=0,75; y=0,6; u=1,0; q=0,86; w=0;
n - частота
вращения фрезы, об/мин.;
Kмр -
поправочный коэффициент на качество обрабатываемого материала, Kмр =
1,12.
Частота
вращения фрезы n, об/мин определяется по формуле:
 .
(1.14.4)
.
(1.14.4)
Тогда после подстановки получаем:
 об/мин.
об/мин.
Число оборотов корректируем по паспорту станка, тогда n =140 об/мин.
Корректируем скорость резания по оборотам шпинделя:
 м/мин.
м/мин.
После подстановки получаем числовое значение главной составляющей силы
резания:
 Н.
Н.
Крутящий
момент, Н·м, на шпинделе:
 .
(1.14.5)
.
(1.14.5)
Тогда
после подстановки получаем:
 Н·м.
Н·м.
Мощность
резания (эффективная), кВт, определяется по формуле:
 .
(1.14.6)
.
(1.14.6)
Тогда после подстановки получаем:
 кВт.
кВт.
Расчет
нормы времени на технологические операции проведен согласно данным работ [11,
13].
Норма штучного времени при выполнении работ на металлорежущих станках в
условиях серийного производства определяется по формуле:
 , мин
(1.14.7)
, мин
(1.14.7)
где
Топ - оперативное время;
аобс
- время на обслуживание рабочего места (уход за станком и рабочим местом на
протяжении рабочей смены, смена инструмента вследствие его притупления,
регулировка и подналадка станка в процессе работы, сметание стружки в процессе
работы) в процентах от оперативного времени;
ао.л.н.
- время на отдых и личные надобности в процентах от оперативного.
Оперативное
время определяется по формуле:
Топ=То+Тв,
мин (1.14.8)
где
То - основное технологическое время выполнения операции;
Тв
- вспомогательное время, затрачиваемое рабочим на выполнение приемов, имеющих
целью обеспечить выполнение основной работы, и повторяющихся при обработке
каждой детали, либо в определенной последовательности через некоторое число
деталей.
Основное
машинное время определяется по следующей формуле:
 , мин
(1.14.9)
, мин
(1.14.9)
где
L - расчетная длина обрабатываемой поверхности детали, мм;-частота вращения
шпинделя, об/мин;- подача резца на один оборот, мм;- число проходов.
Расчетная
длина обрабатываемой поверхности детали (мм) определяется как сумма:
=
l +l1+l2, мм (1.14.10)
где
l - длина обрабатываемой поверхности детали;- величина врезания и перебега
инструмента;- дополнительная длина на взятие пробной стружки, при работе по
методу пробных ходов и промеров.
Глубина резания t определяется по чертежу детали в зависимости от
припуска на черновую и чистовую обработку поверхности детали.
Подготовительно - заключительное время Тп-з при обработке на станках с
ЧПУ состоит из затрат времени (приемов) Тп-з1 , из затрат Тп-з2, учитывающих
дополнительные работы, и времени Тп-з3 на пробную обработку детали:
Тп-з =Тп-з1+Тп-з2+Тп-з3 , мин. (1.14.11)
В затраты Тп-з1 включено время на получение наряда, чертежа,
технологической документации на рабочем месте в начале работы и на сдачу в
конце смены. На ознакомление с документами и осмотр заготовки затрачивается 4
мин; на инструктаж мастера - 2 мин; на установку рабочих органов станка или
зажимного приспособления по двум координатам в нулевое положение - 4 мин; на
установку перфоленты - 2 мин; итого на комплекс приемов - 12 мин.
Расчет основного времени:
Минутная подача определяется по формуле:
sм=sn=szzn, мм/мин. (1.14.12)
Тогда минутная подача равна:
sм=0,07·6·140=58,8
мм/мин.
Длина обрабатываемой поверхности детали:
 , мм.
(1.14.13)
, мм.
(1.14.13)
Тогда
после подстановки получаем:
 мм.
мм.
Расчетная
длина обрабатываемой поверхности:
L=17,75+12=29,75
мм.
Тогда
основное время:
 мин.
мин.
Расчет
вспомогательного времени:
на
установку и снятие детали 0,19 мин;
одновременное
перемещение стола 0,19 мин;
подвод
инструмента в зоне резания 0,04 мин;
на
ускоренный и установочный поворот стола 0,12 мин;
на
смену инструмента 0,2 мин;
на
контрольные измерения штангенциркулем 0,1 мин.
Тогда
вспомогательное время:
Тв=0,19+0,19+0,04+0,12+0,2+0,1=0,84
мин.
Оперативное
время:
Топ
= 0,5+0,84=1,34 мин.
Время
на обслуживание рабочего места и личные потребности 16 % от оперативного
времени.
Тогда
штучное время:
 мин.
мин.
Подготовительно-заключительное
время Тп-з2:
на
установку приспособления вручную 7 мин;
на
установку одного инструмента в магазин 0,7 мин.
Тогда
подготовительно-заключительное время:
Тп-з=12+7+0,7=19,7
мин.
1.14.2 Операция 50 - сверлильная с ЧПУ
Расчет режимов резания выполнен в соответствии с методикой,
представленной в работе [17].
Исходные данные:
станок сверлильно-фрезерно-расточный с ЧПУ 500V;
сверло спиральное с коническим нормальным хвостовиком 2301-0190,
диаметром D = 8,8 мм;
хромоникелевая сталь 14Х17Н2Л;
-
sВ1080 МПа;
способ
установки - приспособление;
число
одновременно обрабатываемых заготовок - 1.
При
выполнении операции деталь закрепляется в специальном приспособлении. На
операции производится сверление 12 отверстий (переход №1). Операция выполняется
за один проход.
Назначаем
режимы резания:
Глубина
резания определяется по формуле:
=0,5·D.
(1.14.14)
Тогда глубина резания равна:
t=0,5·8,8=4,4
мм.
Подача, s = 0,3 мм/об.
Скорость резания, м/мин, при сверлении рассчитывается по формуле:
 ,
(1.14.15)
,
(1.14.15)
где
Сv - коэффициент, Сv = 3,5;
q, y, m -
показатели степени, q=0,50; y=0,45; m=0,12;- период стойкости сверла, T = 8 мин;
Кv
- общий поправочный коэффициент на скорость резания, учитывающий фактические
условия резания, рассчитываемый по формуле:
 ,
(1.14.16)
,
(1.14.16)
где
Kмv - коэффициент, на обрабатываемый материал, Kмv =
1,0;
Kиv - коэффициент, на инструментальный
материал, Kиv = 0,3;
Klv -
коэффициент, учитывающий глубину сверления, Klv = 1.
После подстановки получаем числовые значения поправочного коэффициента:
Kv = 1
· 0,3 · 1 = 0,3
и скорости резания:
 м/мин.
м/мин.
Крутящий
момент Мкр, Н·м, и осевую силу Ро, Н, определяют по формулам:
Мкр
= 10СМDqsyKр, (1.14.17)
Ро
= 10СpDqsyKр, (1.14.18)
где
СМ - коэффициент, СМ = 0,041;
q, y -
показатели степени, q=2,0; y=0,7;
Сp -
коэффициент, Сp =143;
q, y -
показатели степени, q=1,0; y=0,7;р - коэффициент, учитывающий фактические условия
обработки, в данном случае зависит только от материала заготовки и определяется
по формуле:
р
= Кмр, (1.14.19)
где Кмр - поправочный коэффициент, учитывающий влияния качества
обрабатываемого материала на силовые зависимости, Кмр=1,31.
Следовательно Kр=1,31.
После подстановки получаем числовые значения крутящего момента и осевой
силы:
Мкр = 10 × 0,041 × 8,82 × 0,30,7 × 1,31 = 1,79 Н×м,
Ро = 10 × 143 × 8,81 × 0,30,7 × 1,31 = 70,97 Н.
Мощность резания Nе, кВт, определяется по формуле:
 .
(1.14.20)
.
(1.14.20)
Частота
вращения инструмента n определяется по формуле (1.14.4).
После
подстановки получаем числовые значения частоты вращения инструмента:
 об/мин.
об/мин.
Число оборотов корректируем по паспорту станка, тогда n =140 об/мин.
Корректируем скорость резания по оборотам шпинделя:
 м/мин.
м/мин.
Тогда
мощность резания:
 кВт.
кВт.
Расчет
нормы времени на технологические операции проведен согласно данным работ [11,
13].
Расчет основного времени:
Длина обрабатываемой поверхности детали l=6 мм.
Величина врезания и перебега инструмента l1=5 мм.
Основное время:
 мин.
мин.
Тогда
основное время на сверление 12 отверстий:
То=0,26·12=3,12
мин.
Расчет
вспомогательного времени:
время
на установку и снятие детали Tв.у.=0,19 мин;
одновременное
перемещение стола 0,19 мин;
подвод
инструмента в зоне резания 0,04 мин;
на
ускоренный и установочный поворот стола 0,12 мин;
на
смену инструмента 0,2 мин;
время
на контрольные измерения калибром-пробкой гладкой двусторонней по 0,05 мин.
Тогда
вспомогательное время:
Тв=0,19+0,19+0,04+0,12+0,2+12·0,05=1,34
мин.
Оперативное
время:
Топ
= 3,12+1,34=4,46 мин.
Время
на обслуживание рабочего места и личные потребности 16 % от оперативного
времени.
Тогда
штучное время:
 мин.
мин.
Подготовительно-заключительное
время Тп-з2:
на
установку приспособления вручную 7 мин;
на
установку одного инструмента в магазин 0,7 мин.
Тогда
подготовительно-заключительное время:
Тп-з=12+7+0,7=19,7
мин.
Результаты расчета режимов резания и норм времени на технологические
операции при изготовлении детали «Крышка» приведены в таблице 1.14.1.
2. Конструкторская часть
.1 Проектирование фрезерного приспособления
.1.1 Техническое задание на проектирование
приспособления
Спроектировать фрезерное приспособление на операцию 10 для фрезерования
торца. Деталь обрабатывается на станке 500V, концевой фрезой. Эскиз обрабатываемой детали изображен на
рисунке 2.1.1.
Рисунок
2.1.1 - Эскиз обрабатываемой детали
2.1.2 Описание приспособления
Фрезерное
приспособление (см. чертеж 1402.110201.063 СБ01) состоит из следующих основных
частей: корпуса 2 с встроенным цилиндром 8; крышки цилиндра 4; двух прихватов
22; поршня 6; тяги 7; оправки 5, в которую устанавливается обрабатываемая
деталь; штуцера 10 для подвода сжатого воздуха в камеры цилиндра при зажиме
заготовки; шпонок 26 для установки приспособления на станок; а также кронштейна
3, передающего усилие зажима от поршня к прихватам.
2.1.3 Силовой расчет приспособления
Силовой расчет приспособления производится по методике [14].
Исходными данными служат режимы резания, посчитанные в п. 1.14.1: Pz=5927 H.
Схема для силового расчета представлена на рисунке 2.1.2.
Рисунок
2.1.2 - Схема для силового расчета
Условие
равновесия заготовки при обработке.
На
заготовку действуют следующие усилия:
Рz -
сила резания;,W2 - усилие зажима от двух прихватов;- реакция опоры, R = 2W;тр
- силы трения.
Получаем:
Уравнение
равновесия заготовки:
·Pz·H=2·W·Fтр,
(2.1.1)
где K - коэффициент запаса надежности закрепления:
= K0 · K1· K2· K3· K4·K5, (2.1.2)
где K0 - гарантированный коэффициент
запаса, K0 =1,5;
K1 -
коэффициент, зависящий от состояния поверхностного слоя заготовки: для литых
заготовок, K1 = 1,2;
K2 -
коэффициент, учитывающий увеличение силы резания вследствие затупления режущего
инструмента. В пределах 1,0…1,5 в зависимости от обрабатываемого материала и
метода обработки, K2 = 1,1;
K3 -
коэффициент, учитывающий увеличение сил резания при обработке прерывистых
поверхностей 1,0…1,2, K3 =
1,0;
K4 -
коэффициент, учитывающий неодинаковость зажимных усилий, прикладываемых к
заготовке. В случае применения пневматических устройств K4 = 1,0;
К5 =1.
Таким образом, значение коэффициента запаса k равно:
K =1,5
· 1,2 · 1,1 · 1,0 · 1,0 · 1,0 = 1,98.
 , (2.1.3)
, (2.1.3)
где
f - коэффициент трения между заготовкой и опорной поверхностью= 0,15 (сталь по
стали).
Из
уравнения (2.1.1) получаем:
 . (2.1.4)
. (2.1.4)
После
подстановки получим значение усилия зажима:
 .
.
Диаметр
цилиндра определим из следующей зависимости [9]:
 , (2.1.5)
, (2.1.5)
где
Ро - сила предварительного натяжения пружины;- жесткость пружины;
s - ход поршня;
р
- избыточное давление сжатого воздуха, р = 0,6 МПа.
 .
.
Принимаем
ближайший диаметр цилиндра в большую сторону из стандартного ряда D=63 мм.
Диаметр
штока d = 20 мм.
Резьба
тяги - М12.
2.1.4 Расчет приспособления на точность
Точностной расчет приспособления производится по методике [9,12].
Эскиз приспособления и схема погрешностей для точностного расчета
представлены на рисунке 2.1.3.
Рисунок 2.1.3 - Схема приспособления для расчета на точность
Точностной расчет для размера 29,9-0,5.
Условие точности:
TL=0,5³DS=К· , (2.1.6)
, (2.1.6)
где
Dзаг - погрешность изготовления заготовки, Dзаг=0,3 мм;
Dпр - погрешность
изготовления приспособления, Dпр=0,02 мм;
Dн - погрешность
настройки инструмента, Dн=0,06 мм;
К
- коэффициент, учитывающий наиболее вероятный предел зазоров в сопряжениях и
наиболее вероятное смещение, К=1,1.
Тогда
после подстановки получаем:
DS=1,1· мм.
мм.
При
этом:
=
0,5 мм ³ DS = 0,3 мм.
Делаем вывод, что приспособление обеспечивает заданную точность.
2.1.5 Расчёт элементов приспособления на
прочность
Расчет элементов приспособления на прочность производится по методике,
предложенной в [6].
Расчет штока на растяжение:
 , (2.1.7)
, (2.1.7)
где
[σp]
- допускаемое напряжение растяжения, [σp]=140 МПа;
Рс
- статическая сила является главной силой, воздействующей на шток
пневмоцилиндра, создает опасное напряжение:
Рc= D2pη, (2.1.8)
D2pη, (2.1.8)
где D - диаметр цилиндра, D = 63 мм;
p -
давление в сети, p = 0,6 МПа;
η - механический КПД, η = 0,7.
Тогда после подстановки получим величину статической силы и растяжения:
Pc =  ·632·0,6·0,7 = 1308,5 Н.
·632·0,6·0,7 = 1308,5 Н.
Учитывая,
что s=4,17 МПа £ [sр] =140 МПа делаем вывод, что условие прочности выполняется.
Расчет резьбового соединения.
Основной вид разрушения резьбы - срез резьбовых витков. В соответствии с
этим основным критерием работоспособности, расчет резьбы на прочность ведется
по связанными с ними напряжениями среза τ:
 , (2.1.9)
, (2.1.9)
где
τ - действующее напряжение, МПа;
Рс
- сила, вызывающая напряжение;
d -
внутренний диаметр резьбы, d = 10
мм;
Н - глубина завинчивания, Н = 20 мм;
К - коэффициент полноты резьбы, К = 0,87;
Км - коэффициент неравномерности нагрузки, Км = 0,6;
[ ] - допускаемое напряжение.
] - допускаемое напряжение.
Тогда
получим:
 =3,99
МПа,
=3,99
МПа,
[]=0,6· =0,6·590=354
МПа.
=0,6·590=354
МПа.
Учитывая,
что
τ=3,99 МПа £ [τ]=354 МПа, делаем вывод, что условие прочности выполняется.
Расчет на прочность тяги пневматического зажима.
Для
удобства будем считать, что разрушение произойдет под действием напряжения
среза .
Условие
прочности для данного случая имеет вид:
 ,
(2.1.10)
,
(2.1.10)
где
d - диаметр тяги, d=18 мм;
Н
- высота тяги, Н=80 мм.
 =0,29
МПа;
=0,29
МПа;
[]=0,4·=0,4·560=224
МПа
Учитывая,
что τ=0,29
МПа £ [τ]=224 МПа
делаем вывод, что условие прочности данного элемента выполняется:
Из приведенных выше расчетов следует, что нас удовлетворяет поршень с
D=63 мм, диаметр штока dшт=20 мм.
2.2 Проектирование сверлильного приспособления
.2.1 Техническое задание на проектирование
приспособления
Спроектировать сверлильное приспособление на операцию 50 для сверления 12
отверстий. Деталь обрабатывается на станке 500V,сверлом спиральным. Эскиз обрабатываемой детали изображен на
рисунке 2.2.1.
Рисунок 2.2.1 - Эскиз обрабатываемой детали
2.2.2 Описание приспособления
Для сверления 12 отверстий Æ9 мм разработано приспособление 1402.110202.063 СБ02 по
принципу УНП. В качестве базового агрегата используется пневмостол
1402.110220.063 СБ02.
2.2.3 Силовой расчет приспособления
Силовой расчет приспособления производится по методике [14].
Исходными данными служат режимы резания, посчитанные в п. 1.14.2:
Мкр =1,79 Н×м;
Ро =70,97 Н.
Схема для силового расчета представлена на рисунке 2.2.2
Рисунок
2.2.2 - Схема для силового расчета приспособления
 , Н.
(2.2.1)
, Н.
(2.2.1)
где
d - диаметр сверла.
Тогда
после подстановки получим:
 Н.
Н.
Момент
резания, Нм:
 (2.2.2)
(2.2.2)
Мрез
= 203,4·0,0845=17,18 Нм.
Неподвижность заготовки обеспечена, если выполняется неравенство:
 (2.2.3)
(2.2.3)
где Мрез - момент резания;
K - коэффициент запаса;
 -
коэффициент трения 0,11-0,15.
-
коэффициент трения 0,11-0,15.
Значение K - коэффициент запаса в формуле определяется по формуле:
= K0 · K1· K2· K3· K4·K5 (2.2.4)
=1,5, коэффициент, учитывающий неточность расчетов;= 1, коэффициент,
учитывающий неравномерность припуска при сверлении;= 1, коэффициент,
учитывающий затупление инструмента;= 1, коэффициент, учитывающий непрерывность
резания;= 1, коэффициент, учитывающий нестабильность W;= 1,2, коэффициент,
учитывающий несовершенство привода.
K = 1,5 × 1 × 1 × 1 × 1 × 1,2 = 1,8,
Подставив полученные значения в уравнение определим
требуемое усилие зажима W:

 Н.
Н.
Рисх=
W
Пневмоцилиндр
в универсальном делительном пневмостоле развивает усилие 8750 Н при давлении
воздуха в сети pсети =0,4…0,6 МПа, тем самым обеспечит безопасное
закрепление заготовки.
Это
усилие можно снизить, установив давление воздуха, подводимого в пневмоцилиндр,
до необходимого значения, которое определяется из уравнения:
 , (2.2.5)
, (2.2.5)
где
pрег - требуемое значение давления воздуха в
диафрагменном приводе,
D -
диаметр мембраны, D = 80 мм;
D -
диаметр пяты, d = 56 мм.
Откуда получим:
 (2.2.6)
(2.2.6)
Тогда
после подстановки получим:
 Па =
0,18 МПа.
Па =
0,18 МПа.
2.2.4 Расчет приспособления на точность
Точностной расчет приспособления производится по методике [9,12].
Анализ структуры технологической схемы представлен на рисунке 2.2.3
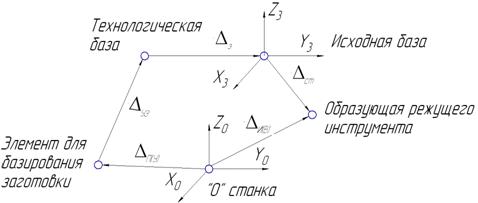
Рисунок 2.2.3 - Анализ структуры технологической схемы
Точностной
расчет для размера ø
При выполнении операции с применением рассматриваемого приспособления
ожидаемая погрешность обработки не должна превышать заданного допуска на
размер:
TL>ΔΣ,
где TL - допуск заданного размера (числовое выражение точности);
ΔΣ - суммарная погрешность обработки,
численно равная расчетной величине рассеивания размеров.
Суммарная погрешность определяется по формуле:
ΔΣ=1/k , (2.2.7)
, (2.2.7)
где Δз- погрешность заготовки, определяемая погрешностью положения
технологической базы относительно исходной;
Δуз - погрешность установки заготовки;
Δп(у)- погрешность положения элемента
приспособления для базирования заготовки;
Δи(в)- погрешность положения вершины
режущего инструмента;коэффициент, учитывающий долю статической составляющей в
общей погрешности, k=0,6.
Погрешность заготовки определяется по формуле:
 , (2.2.8)
, (2.2.8)
где
ΔТБ- погрешность положения технологической базы, ΔТБ = 0,035;
ΔИБ- погрешность положения исходной базы, ΔИБ = 0,05.
Тогда
после подстановки получаем:
 мм.
мм.
Погрешность
установки заготовки определяются по формуле:
 , (2.2.9)
, (2.2.9)
где
Smax- наибольший зазор в сопряжении заготовки с
установочным элементом, Smax= 0,02 мм;
Тизн-
допуск на износ, Тизн = 0,03 мм.
После
подстановки получаем:
 мм.
мм.
Погрешность положения элемента приспособления для базирования заготовки
определяются по формуле:
 .
(2.2.10)
.
(2.2.10)
После подстановки получаем:
 мм.
мм.
Погрешность
положения вершины режущего инструмента складывается из погрешности системы
программного управления станка и половины радиального биения режущих кромок
сверла:
 мм.
мм.
После подстановки получаем численные значения суммарной погрешности
обработки.
ΔΣ=1/0,6 мм.
мм.
Проведенный
расчет показал, что результирующая погрешность меньше, чем допуск на размер:
ТL =
0,145 мм ³ D∑ = 0,127 мм.
Полученный
результат свидетельствует, что разработанное приспособление обеспечивает
заданную точность.
2.2.5 Расчет элементов приспособления на
прочность
Расчет элементов приспособления на прочность производится по методике,
предложенной в [6].
В процессе эксплуатации элементы приспособления подвергаются действию
переменных нагрузок. Расчет на прочность производим для более слабых деталей.
Такой деталью в данном приспособлении является резьбовое соединения штока и
гайки. Основной вид разрушения резьбового соединения - срез. В соответствии с
этим основным критерием работоспособности, расчет резьбового соединения на
прочность ведется по связанными с ними напряжениями среза τ.
 ,
(2.2.11)
,
(2.2.11)
где τср - действующее напряжение, МПа;
F - исходное
усилие зажима , F;
[τср] - допустимое напряжение для стали
40Х, [τср] = 90 МПа;
 -
внутренний диаметр резьбы, d = 14,051 мм;
-
внутренний диаметр резьбы, d = 14,051 мм;
Н-
глубина завинчивания, Н = 18 мм;
К
- коэффициент полноты резьбы, K = 1;
Км
- коэффициент неравномерности нагрузки, Kм = 0,6;
n - количество
резьбовых соединений.
Определим
действующие напряжение:
 МПа.
МПа.
Проведенный расчет показал, что действительное напряжение меньше, чем
допустимое напряжение:
τср = 7,2 МПа  [τср] = 90 МПа.
[τср] = 90 МПа.
Минимальный
диаметр штифта определяется по формуле:
 (2.2.12)
(2.2.12)
После
подстановки получаем:
 мм.
мм.
В нашем случае минимальный диаметр резьбового соединения равен d=8 мм, т.е. запас прочности резьбы
вполне достаточен для нормальной работы приспособления. Полученный результат
свидетельствует, что разработанное приспособление обеспечивает заданную
прочность.
2.3 Проектирование резца расточного на операцию
05
На операцию 05 спроектирован режущий инструмент - резец расточной с
механическим креплением пластины из твердого сплава ВК8. Данный инструмент
необходим для проточки наружного диаметра и подрезки торцев, с обеспечением
заданных размеров и заданной шероховатости.
Инструмент (см. чертеж 1402.110204.063 СБ04) состоит из державки 1,
пластины опорной 4 и пластины режущей 5. Пластины крепятся к державке при
помощи винта 2 и штифта 3.
Резец со следующими геометрическими параметрами режущей части:
g=75° - передний угол резца, угол между передней поверхностью и
плоскостью, перпендикулярной плоскости резания и проходящей через главную
режущую кромку. Величина угла выбирается в зависимости от формы передней
поверхности, материала режущей части резца и обрабатываемого материала.
a=10° - задний угол, угол между задней поверхностью и плоскостью резания.
Величина угла устанавливается в зависимости от типа резца и обрабатываемого материала.
b=95° - угол заострения, угол между передней и главной задней
поверхностями.
d=15° - угол резания, угол между передней поверхностью и плоскостью
резания.
e=80° - угол при вершине, проекция главной и вспомогательной режущих
кромок на основную плоскость.
j=50° - главный угол в плане, проекция основной режущей кромки на основную
плоскость.
Размеры резца:
сечение державки резца квадратное, B=25 мм, H=25
мм;
длина резца L=140 мм.
2.4 Анализ точности мерительного прибора
В данной выпускной квалификационной работе разработан мерительный прибор
для замера внутреннего диаметра Æ100+0,035 на операции 40.
Спроектированный прибор (см. чертеж 1402.110203.063 СБ03) состоит из
следующих составных частей: корпуса 1, упора 4 регулируемым и устанавливаемым в
отверстие с помощью рычага 3, предназначенного для контроля проверяемого
размера и индикаторных часов 1ИГ ГОСТ 18833-73, устанавливаемых во втулке 2
фиксируемой в ней винтом 8.
Индикаторный прибор предварительно настраивается по эталону на измеряемый
размер и индикаторные часы выставляются на ноль.
Таким образом, при выполнении контроля индикаторные часы покажут разницу
между эталонным измерением и измерением заготовки.
Погрешность измерения - отклонение результата измерений (значения
найденного измерением) от истинного значения.
Определяем погрешность измерения ∆Тд, мм
∆∑=∆з+∆п+∆ми (2.4.1)
где ∆з - допуск на размер Æ100+0,035, ∆з=0,035 мм;
∆п - погрешность приспособления, которая определяется погрешностью
размера Æ6 H7/r6, ∆п=
0,002;
∆ми - погрешность, вызванная методом измерения (для индикаторов эта
составляющая равна половине цены деления 0,001/2), ∆ми=0,0005 мм;
Так как выше перечисленные величины являются случайными, то погрешность
измерения имеет вид:
 (2.4.2)
(2.4.2)
Тогда
после подстановки получаем:
 мм.
мм.
Условием работоспособности данного мерительного приспособления является:
= 0,1 мм > ∆S = 0,035 мм.
Условие точности выполняется.
Система < С А Р О Р >
Расчет размеров длины
Цех:
Технолог: Харрасова Р.Р.
Наименование детали: Крышка
Номер детали: 1402.110100.063
Пpоектный pасчет
-------------------------------------------------
I
Констpуктоpские pазмеpы I
-------------------------------------------------
I N I Повеpхность I Номин. I
Отклонение I
-------------------------------------------------
1 40 4 58.000 -.190 .000
2 24 40 30.000 -.130 .000
3 40 38 16.000 .000 .110
4 38 33 2.000 -.150 .150
5 40 12 40.000 -.300 .300
6 19 24 5.000 -1.000 1.000
7 24 18 6.000 -.300 .000
8 4 5 1.800 .000 .060
9 4 22 24.000 -1.000 1.000
10 4 16 22.000 -.200 .200
11 27 23 1.900 .000 .250
12 12 11 4.000 -.300 .000
13 12 27 10.800 .000 .180
14 12 28 15.500 -.200 .200
15 4 8 6.300 -.360 .000
16 4 6 4.500 -.050 .000
17 28 30 1.000 -.150 .150
18 35 38 .100 .000 .070
-------------------------------------------------
I
П P И П У С К И I
19 3 4 .100 .000 .000
20 2 3 .150 .000 .000
21 1 2 .150 .000 .000
22 7 8 .100 .000 .000
23 10 11 .100 .000 .000
24 9 10 .150 .000 .000
25 12 13 .100 .000 .000
26 13 14 .150 .000 .000
27 15 16 .100 .000 .000
28 17 18 .100 .000 .000
29 21 22 .100 .000 .000
30 20 21 .150 .000 .000
31 24 25 .100 .000 .000
32 25 26 .150 .000 .000
33 28 29 .100 .000 .000
34 30 31 .100 .000 .000
35 31 32 .150 .000 .000
36 33 34 .050 .000 .000
37 35 36 .100 .000 .000
38 36 37 .150 .000 .000
39 38 39 .050 .000 .000
40 40 41 .100 .000 .000
41 41 42 .150 .000 .000
-------------------------------------------------
-------------------------------------------------------
I
Опеpационные pазмеpы
-------------------------------------------------------
I
N I ПовеpхI N IКвалит.IПpзIОcбI Номин.I Отклонение
Iп/пIНачIКонIоп
Iэ.цIжелIp-pIобpI знач. I нижн I веpхн
-------------------------------------------------------
1 42 1 3 0 0 0 0 .000 -1.000 1.000
2 19 26 3 0 0 0 0 .000 -1.000 1.000
3 26 42 3 0 0 1 0 .000 -1.000 1.000
4 42 37 3 0 0 1 0 .000 -1.000 1.000
5 42 14 3 0 0 1 0 .000 -1.000 1.000
6 14 32 3 0 0 1 0 .000 -1.000 1.000
7 14 9 3 0 0 0 0 .000 -1.000 1.000
8 1 20 3 0 0 1 0 .000 -1.000 1.000
9 1 7 3 0 0 0 0 .000 -1.000 1.000
10 26 17 3 0 0 0 0 .000 -1.000 1.000
11 19 25 5 12 14 0 0 .000 .000 .000
12 25 41 5 12 14 1 0 .000 .000 .000
13 41 36 5 12 14 1 0 .000 .000 .000
14 25 13 5 12 14 1 0 .000 .000 .000
15 13 29 5 12 14 1 0 .000 .000 .000
16 13 31 5 12 14 1 0 .000 .000 .000
17 25 2 10 12 14 0 0 .000 .000 .000
18 2 10 10 12 14 1 0 .000 .000 .000
19 25 3 15 12 14 0 0 .000 .000 .000
20 3 15 15 12 14 1 0 .000 .000 .000
21 3 21 15 12 14 1 0 .000 .000 .000
22 19 24 20 10 12 0 0 .000 .000 .000
23 19 40 20 10 12 1 0 .000 .000 .000
24 40 35 20 10 12 1 0 .000 .000 .000
25 40 12 20 10 12 1 0 .000 .000 .000
26 35 34 30 10 12 1 0 .000 .000 .000
27 12 28 30 10 12 1 0 .000 .000 .000
28 12 30 30 10 12 1 0 .000 .000 .000
29 12 27 30 10 12 1 0 .000 .000 .000
30 27 23 30 10 12 1 0 .000 .000 .000
31 24 18 35 10 12 0 0 .000 .000 .000
32 40 4 45 10 12 0 0 .000 .000 .000
33 4 16 45 10 12 1 0 .000 .000 .000
34 4 5 45 10 12 1 0 .000 .000 .000
35 12 11 45 10 12 0 0 .000 .000 .000
36 4 8 45 10 12 0 0 .000 .000 .000
37 4 6 45 10 12 0 0 .000 .000 .000
38 4 22 45 10 12 1 0 .000 .000 .000
39 40 39 50 10 12 1 3 .000 .000 .000
40 40 38 95 8 10 1 0 .000 .000 .000
41 38 33 100 8 10 1 0 .000 .000 .000
-------------------------------------------------------
Уpавнения pазмеpных цепей
-L32=0-L23+L22=0-L40=0-L41=0-L25=0-L22=0-L31=0-L34=0-L38=0-L33=0-L30=0-L35=0-L29=0-L27=0-L36=0-L37=0-L28+L27=0+L40-L24=0+L32-L23+L11-L19=0+L19-L17=0+L17-L11+L2+L3-L1=0-L36+L32-L23+L2+L3-L1+L9=0+L35+L25-L23+L11-L17+L18=0-L18+L17-L11+L2+L3-L5-L7=0+L14-L11+L23-L25=0+L5-L3-L2+L11-L14=0-L33+L32-L23+L11-L19+L20=0+L31-L22+L2-L10=0-L38+L32-L23+L11-L19+L21=0-L21+L19-L11+L2+L3-L1+L8=0-L11+L22=0-L2+L11=0-L15+L14-L11+L23-L25+L27=0-L16+L14-L11+L23-L25+L28=0-L6+L5-L3-L2+L11-L14+L16=0+L26+L24-L40-L41=0+L13-L12-L11+L23-L24=0+L4-L3-L2+L11+L12-L13=0+L39-L40=0
Z40-L12-L11+L23=0-L3-L2+L11+L12=0
--------------------------------------------------------------
I
Pасчетные значения опеpационных pазмеpов
--------------------------------------------------------------
I ПовеpхI NI Квалитет IПpз IОcб I Номин.I Отклонение
п/пIНачIКонIоп
Iэ.ц Iжел Iназ Ip-p Ip-p I знач. I нижн I веpх
--------------------------------------------------------------
1
42 1 3 0 0 0 0 0 66.501 -1.000 1.000
2
19 26 3 0 0 0 0 0 8.000 -1.000 1.000
3
26 42 3 0 0 0 1 0 31.501 -1.000 1.000
4
42 37 3 0 0 0 1 0 15.000 -1.000 1.000
5
42 14 3 0 0 0 1 0 39.000 -1.000 1.000
6
14 32 3 0 0 0 1 0 17.499 -1.000 1.000
7
14 9 3 0 0 0 0 0 14.501 -1.000 1.000
8
1 20 3 0 0 0 1 0 22.000 -1.000 1.000
9
1 7 3 0 0 0 0 0 6.501 -1.000 1.000
10
26 17 3 0 0 0 0 0 10.500 -1.000 1.000
11
19 25 5 12 14 14 0 0 6.400 -.300 .000
12
25 41 5 12 14 14 1 0 30.000 .000 .520
13
41 36 5 12 14 14 1 0 15.700 .000 .430
14
25 13 5 12 14 14 1 0 9.400 .000 .360
15
13 29 5 12 14 14 1 0 15.400 .000 .430
16
13 31 5 12 14 14 1 0 16.400 .000 .430
17
25 2 10 12 14 14 0 0 29.900 -.520 .000
18
2 10 10 12 14 14 1 0 14.200 .000 .430
19
25 3 15 12 14 14 0 0 29.200 -.520 .000
20
3 15 15 12 14 14 1 0 21.300 .000 .520
21
3 21 15 12 14 14 1 0 22.500 .000 .520
22
19 24 20 10 12 10 0 0 6.000 -.048 .000
23
19 40 20 10 12 9 1 0 35.880 .000 .062
24
40 35 20 10 12 9 1 0 16.127 .000 .043
25
40 12 20 10 12 12 1 0 39.800 .000 .250
26
35 34 30 10 12 12 1 0 1.550 .000 .100
27
12 28 30 10 12 12 1 0 15.300 .000 .180
28
12 30 30 10 12 11 1 0 16.330 .000 .110
29
12 27 30 10 12 12 1 0 10.800 .000 .180
30
27 23 30 10 12 12 1 0 1.900 .000 .100
31
24 18 35 10 12 12 0 0 6.000 -.120 .000
32
40 4 45 10 12 11 0 0 58.000 -.190 .000
33
4 16 45 10 12 12 1 0 21.800 .000 .210
34
4 5 45 10 12 11 1 0 1.800 .000 .060
35
12 11 45 10 12 12 0 0 4.000 -.120 .000
36
4 8 45 10 12 12 0 0 6.300 -.150 .000
37
4 6 45 10 12 10 0 0 4.500 -.048 .000
38
4 22 45 10 12 12 1 0 23.000 .000 .210
39
40 39 50 10 12 0 1 3 15.950 .000 .000
40
40 38 95 8 10 8 1 0 16.000 .000 .027
41
38 33 100 8 10 10 1 0 1.900 .000 .040
--------------------------------------------------------------
Пpовеpочные pасчеты
Констpуктоpские pазмеpы
------------------------------------------------------
N
I Pазмеpы I Заданные I Ожидаеьые .I Вып.I
I I Pазмеpы I pазмеpы I усл.I
I
I min max I min max I I
------------------------------------------------------
1
K( 40 4) 57.810 58.000 57.810 58.000 +
2
K( 24 40) 29.870 30.000 29.880 29.990 +
3
K( 40 38) 16.000 16.110 16.000 16.027 +
4
K( 38 33) 1.850 2.150 1.900 1.940 +
5
K( 40 12) 39.700 40.300 39.800 40.050 +
6
K( 19 24) 4.000 6.000 5.952 6.000 +
7
K( 24 18) 5.700 6.000 5.880 6.000 +
8
K( 4 5) 1.800 1.860 1.800 1.860 +
9
K( 4 22) 23.000 25.000 23.000 23.210 +
10
K( 4 16) 21.800 22.200 21.800 22.010 +
11
K( 27 23) 1.900
2.150 1.900 2.000 +
12
K( 12 11) 3.700
4.000 3.880 4.000 +
13
K( 12 27) 10.800
10.980 10.800 10.980 +
14
K( 12 28) 15.300
15.700 15.300 15.480 +
15
K( 4 8) 5.940 6.300 6.150 6.300 +
16
K( 4 6) 4.450 4.500 4.452 4.500 +
17
K( 28 30) .850 1.150 .850 1.140 +
18
K( 35 38) .100 .170 .100 .170 +
П P И П У С К И
------------------------------------------------------
NI
Пpипуски I Заданные I Ожидаемые I Вып.I
I IZ
min IZ max IZ гаp IZ min IZ
max I усл.I
------------------------------------------------------
19
Z( 3 4) .100 - .350 .160 1.232 +
20
Z( 2 3) .150 - .700 .180 1.220 +
21
Z( 1 2) .150 - .720 .200 7.020 +
22
Z( 7 8) .100 - .679 .529 8.931 +
23
Z( 10 11) .100 - .300 .180 1.862 +
24
Z( 9 10) .150 - .830 .400 9.650 +
25
Z( 12 13) .100 - .448 .198 1.170 +
26
Z( 13 14) .150 - .861 .501 7.161 +
27
Z( 15 16) .100 - .350 .140 1.942 +
28
Z( 17 18) .100 - .572 .452 4.620 +
29
Z( 21 22) .100 - .350 .140 1.942 +
30
Z( 20 21) .150 - .920 .400 9.740 +
31
Z( 24 25) .100 - .148 .100 .448 +
32
Z( 25 26) .150 - .900 .600 2.900 +
33
Z( 28 29) .100 - .298 .118 1.700 +
34
Z( 30 31) .100 - .268 .158 1.670 +
35
Z( 31 32) .150 - .600 .170 9.260 +
36
Z( 33 34) .050 - .120 .080 .290 +
37
Z( 35 36) .100 - .198 .155 1.510 +
38
Z( 36 37) .150 - .711 .281 7.531 +
39
Z( 38 39) .050 -
.077 .050 .077 +
40
Z( 40 41) .100 -
.220 .158 1.040 +
41
Z( 41 42) .150 -
2.581 .581 5.401 +
Система < С А Р О Р >
Расчет диаметральных размеров и технологических биений
Цех:
Технолог: Харрасова Р.Р.
Наименование детали: Крышка
Номер детали: 1402.110100.063
Пpоектный pасчет
----------------------------------------------
Констpуктоpские
допуски pадиальных биений
---------------------------------------------
I N I I Повеpхности I Код I Допуск I
Iп/пI I Баз. I PассмIобpаботкиI биения I
---------------------------------------------
1 КБ 21 18 3 .000
2 КБ 22 15 0 .300
3 КБ 22 18 0 .120
4 КБ 22 3 0 .255
5 КБ 22 27 0 .120
6 КБ 22 28 0 .234
7 КБ 22 30 0 .325
8 КБ 22 31 0 .120
9 КБ 22 8 0 .275
10 КБ 22 7 0 .275
11 КБ 22 6 0 .120
12 КБ 22 11 0 .300
13 КБ 22 9 0 .300
14 КБ 22 29 0 .325
15 КБ 22 13 0 .300
16 КБ 22 35 0 .350
17 КБ 22 16 0 .300
18 КБ 22 25 0 .325
19 КБ 22 34 0 .350
20 КБ 22 36 0 .350
---------------------------------------------
----------------------------------------------------
Опеpационные допуски pадиальных биений
----------------------------------------------------
I N I Повеpхность I N I Код I Допуск I
Iп/пI
Баз. I ОбpабI Опеp.IобpаботкиI биения I
----------------------------------------------------
1 TБ 27 15 100 0 .000
2 TБ 27 18 95 0 .000
3 TБ 26 17 20 3 .000
4 TБ 22 27 45 0 .000
5 TБ 22 28 45 0 .000
6 TБ 22 3 45 0 .000
7 TБ 22 31 45 0 .000
8 TБ 22 30 45 0 .000
9 TБ 26 14 30 0 .000
10
TБ 26 11 30 0 .000
11 TБ 26 8 30 0 .000
12 TБ 26 7 30 0 .000
13 TБ 26 22 20 0 .000
14 TБ 26 21 20 0 .000
15 TБ 26 6 20 0 .000
16 TБ 23 26 15 0 .000
17 TБ 23 32 15 0 .000
18 TБ 23 9 15 0 .000
19 TБ 35 13 5 0 .000
20 TБ 35 10 5 0 .000
21 TБ 35 23 5 0 .000
22 TБ 35 20 5 0 .000
23 TБ 35 5 5 0 .000
24 TБ 35 33 3 0 .000
25 TБ 35 29 3 0 .000
26 TБ 35 36 3 0 .000
27 TБ 35 34 3 0 .000
28 TБ 35 12 3 0 .000
29 TБ 35 2 3 0 .000
30 TБ 35 4 3 0 .000
31 TБ 35 16 3 0 .000
32 TБ 35 25 3 0 .000
33 TБ 35 19 3 0 .000
34 TБ 35 24 3 0 .000
------------------------------------------------
------------------------------------------------
I
Констpуктоpские pазмеpы и пpипуски I
-------------------------------------------------
I
N I Повеpх .I Номин. I Н О I В О IПpз
IОсобI
Iп/пI
НачIPасмI значен I I Ip-pаI обpI
------------------------------------------------
1 D( 1 15) 64.000 .000 .460 1 0
2 D( 1 18) 72.000 .015 .035 1 0
3 D( 1 22) 78.000 .025 .039 0 0
4 D( 1 3) 30.000 .000 .330 1 0
5 D( 1 27) 100.000 .000 .035 1 0
6 D( 1 28) 108.000 .000 .220 1 0
7 D( 1 30) 112.000 -.540 .000 0 0
8 D( 1 31) 130.000 -.100 .000 0 0
9 D( 1 8) 47.500 .000 .340 1 0
10 D( 1 7) 45.000 .000 .390 1 0
11 D( 1 6) 42.000 .000 .039 1 0
12 D( 1 11) 56.000 .000 .400 1 0
13 D( 1 9) 52.000 -.500 .000 0 0
14 D( 1 29) 110.000 -.350 .000 0 0
15 L( 21 18) .100 .000 .070 1 3
16 D( 1 13) 61.000 .000 .460 1 0
17 D( 1 35) 162.000 -.400 .000 0 0
18 D( 1 16) 66.000 -.300 .000 0 0
19 D( 1 25) 97.000 .000 .350 1 0
20 D( 1 34) 144.000 .000 .400 1 0
21 D( 1 36) 176.000 -.400 .000 0 0
22 Z( 2 3) .100 .000 .000 0 0
23 Z( 5 6) .100 .000 .000 0 0
24 Z( 4 5) .150 .000 .000 0 0
25 Z( 10 11) .100 .000 .000 0 0
26 Z( 12 13) .150 .000 .000 0 0
27 Z( 14 15) .050 .000 .000 0 0
28 Z( 17 18) .050 .000 .000 0 0
29 Z( 20 21) .100 .000 .000 0 0
30 Z( 19 20) .150 .000 .000 0 0
31 Z( 22 23) .100 .000 .000 0 0
32 Z( 23 24) .150 .000 .000 0 0
33 Z( 26 27) .100 .000 .000 0 0
34 Z( 31 32) .100 .000 .000 0 0
35 Z( 32 33) .150 .000 .000 0 0
------------------------------------------------
-------------------------------------------------
I
Опеpационные pазмеpы
-------------------------------------------------
I
N IПовеpх.I Номин. I Н О I В О
IквлIпpзIособI
Iп/пIНачIКонI значен I
I IжелIp-pIобp I
-------------------------------------------------
1 D( 1 15) .000 .000 .000 8 1 0
2 D( 1 18) .000 .000 .000 8 1 0
3 L( 1 17) .000 .000 .000 10 1 3
4 D( 1 27) .000 .000 .000 10 1 0
5 D( 1 28) .000 .000 .000 10 1 0
6 D( 1 3) .000 .000 .000 10 1 0
7 D( 1 31) .000 .000 .000 10 0 0
8 D( 1 30) .000 .000 .000 10 0 0
9 D( 1 14) .000 .000 .000 10 1 0
10
D( 1 11) .000 .000 .000 10 1 0
11
D( 1 8) .000 .000 .000 10 1 0
12
D( 1 7) .000 .000 .000 10 1 0
13
D( 1 22) .000 .000 .000 10 0 0
14
D( 1 21) .000 .000 .000 10 1 0
15
D( 1 6) .000 .000 .000 10 1 0
16
D( 1 26) .000 .000 .000 12 1 0
17
D( 1 32) .000 .000 .000 12 0 0
18
D( 1 9) .000 .000 .000 12 0 0
19
D( 1 13) .000 .000 .000 12 1 0
20
D( 1 10) .000 .000 .000 12 1 0
21
D( 1 23) .000 .000 .000 12 0 0
22
D( 1 20) .000 .000 .000 12 1 0
23
D( 1 5) .000 .000 .000 12 1 0
24
D( 1 33) .000 .000 .000 14 0 0
25
D( 1 29) .000 .000 .000 14 0 0
26
D( 1 36) .000 .000 .000 14 0 0
27
D( 1 34) .000 .000 .000 14 1 0
28
D( 1 12) .000 .000 .000 14 1 0
29
D( 1 2) .000 .000 .000 14 1 0
30
D( 1 4) .000 .000 .000 14 1 0
31 D( 1 16) .000
.000 .000 14 0 0
33
D( 1 19) .000 .000 .000 14 1 0
34
D( 1 24) .000 .000 .000 14 0 0
35
D( 1 35) .000 .000 .000 14 0 0
-------------------------------------------------
Уpавнения биений
Б 1= TБ 95+TБ 45Б 2= TБ100+TБ 45Б 3= TБ 95+TБ 45Б 4= TБ 45Б 5= TБ 45Б 6=
TБ 45Б 7= TБ 45Б 8= TБ 45Б 9= TБ 30+TБ 20Б10= TБ 30+TБ 20Б11=0Б12= TБ 30+TБ
20Б13= TБ 20Б14= TБ 3+TБ 5+TБ 15+TБ 20Б15= TБ 15+TБ 20Б16= TБ 5+TБ 15+TБ 20Б17=
TБ 3+TБ 5+TБ 15+TБ 20Б18= TБ 3+TБ 5+TБ 15+TБ 20Б19= TБ 3+TБ 5+TБ 15+TБ 20Б20=
TБ 3+TБ 5+TБ 15+TБ 20Б21= TБ 45+TБ 20+TБ 15+TБ 5+TБ 3Б22= TБ 20+TБ 15Б23= TБ
5+TБ 3Б24= TБ 30+TБ 15Б25= TБ 5+TБ 3Б26= TБ100+TБ 45+TБ 20+TБ 30Б27= TБ 95+TБ
45Б28= TБ 20+TБ 15Б29= TБ 5+TБ 3Б30= TБ 15+TБ 20Б31= TБ 3+TБ 5Б32= TБ 45+TБ 20Б33=
TБ 20+TБ 45Б34= TБ 3+TБ 5+TБ 15
Уpавнения pазмеpных цепей
1-D 1=0
K 2-D 2=03-D13=04-D 6=05-D 4=06-D 5=07-D 8=08-D
7=09-D11=0-D12=0-D15=0-D10=0-D18=0-D25=0+D 2/2-D14/2±KБ
1=0-D19=0-D35=0-D31=0-D32=0-D27=0-D26=0-D 6/2+D29/2±ZБ21=0-D15/2+D23/2±ZБ22=0-D23/2+D30/2±ZБ23=0-D10/2+D20/2±ZБ24=0-D19/2+D28/2±ZБ25=0-D 1/2+D 9/2±ZБ26=0-D 2/2+L 3±ZБ27=0-D14/2+D22/2±ZБ28=0-D22/2+D33/2±ZБ29=0-D21/2+D13/2±ZБ30=0-D34/2+D21/2±ZБ31=0-D 4/2+D16/2±ZБ32=0-D17/2+D 7/2±ZБ33=0-D24/2+D17/2±ZБ34=0
-----------------------------------------------------
Pасчетные
опеpационные допуски pадиальных биений
----------------------------------------------------
I
N I Повеpхности I N I Код I Допуск I
Iп/пI Баз. I ОбpабI Опеp.IобpаботкиI биения I
----------------------------------------------------
1 TБ 27
15 100 0 .1600
2 TБ 27
18 95 0 .0160
3 TБ 26
17 20 3 .1000
4 TБ 22
27 45 0 .0160
5 TБ 22 28 45
0 .0160
6 TБ 22
3 45 0 .0160
7 TБ 22
31 45 0 .0160
8 TБ 22
30 45 0 .0160
9 TБ 26
14 30 0 .1000
10 TБ 26
11 30 0 .1000
11 TБ 26
8 30 0 .1000
12 TБ 26
7 30 0 .1000
13 TБ 26
22 20 0 .1000
14 TБ 26
21 20 0 .1000
15 TБ 26
6 20 0 .1000
16 TБ 23
26 15 0 .1000
17 TБ 23
32 15 0 .1000
18 TБ 23
9 15 0 .1000
19 TБ 35
13 5 0 .1200
20 TБ 35
10 5 0 .1200
21 TБ 35
23 5 0 .1200
22 TБ 35
20 5 0 .1200
23 TБ 35
5 5 0 .1200
24 TБ 35
33 3 0 .1200
25 TБ 35
29 3 0 .1200
26 TБ 35
36 3 0 .1200
27 TБ 35
34 3 0 .1200
28 TБ 35
12 3 0 .1200
29 TБ 35
2 3 0 .1200
30 TБ 35
4 3 0 .1200
31 TБ
35 16 3 0 .1200
32 TБ 35 25 3 0 .1200
33 TБ 35 19 3 0 .1200
34 TБ 35 24 3 0 .1200
----------------------------------------------------
-------------------------------------------------
I
Pасчетные значения опеpационных pазмеpов
-------------------------------------------------
I
N IПовеpх.I Номин. I Н О I В О IквлIпpзIособI N
Iп/пIНачIКонI
значен I I IназIp-pIобp Iопеp.
-------------------------------------------------
1 D( 1 15) 64.000 .000 .046 8 1 0 100
2 D( 1 18) 72.015 .000 .019 6 1 0 95
3 L( 1 17) 71.683 .000 .200 10 1 3 50
4 D( 1 27) 100.000 .000 .035 7 1 0 45
5 D( 1 28) 108.000 .000 .140 10 1 0 45
6 D( 1 3) 30.000 .000 .084 10 1 0 45
7 D( 1 31) 130.000 -.100 .000 9 0 0 45
8 D( 1 30) 112.000 -.140 .000 10 0 0 45
9 D( 1 14) 63.500 .000 .120 10 1 0 30
10
D( 1 11) 56.000 .000 .120 10 1 0 30
11
D( 1 8) 47.500 .000 .100 10 1 0 30
12
D( 1 7) 45.000 .000 .100 10 1 0 30
13
D( 1 22) 78.039 -.013 .000 5 0 0 20
14
D( 1 21) 72.270 .000 .046 8 1 0 20
15
D( 1 6) 42.000 .000 .039 8 1 0 20
16
D( 1 26) 99.200 .000 .350 12 1 0 15
17
D( 1 32) 130.800 -.400 .000 12 0 0 15
18
D( 1 9) 52.000 -.300 .000 12 0 0 15
19
D( 1 13) 61.000 .000 .300 12 1 0 5
20
D( 1 10) 55.300 .000 .300 12 1 0 5
21
D( 1 23) 78.800 -.300 .000 12 0 0 5
22
D( 1 20) 71.500 .000 .300 12 1 0 5
23
D( 1 5) 41.300 .000 .250 12 1 0 5
24
D( 1 33) 132.500 -1.000 .000 14 0 0 3
25
D( 1 29) 110.000 -.350 .000 12 0 0 3
26
D( 1 36) 176.000 -.400 .000 12 0 0 3
27
D( 1 34) 144.000 .000 .400 12 1 0 3
28
D( 1 12) 59.600 .000 .740 14 1 0 3
29
D( 1 2) 29.000 .000 .520 14 1 0 3
30
D( 1 4) 40.100 .000 .620 14 1 0 3
31
D( 1 16) 66.000 -.300 .000 12 0 0 3
32
D( 1 25) 97.000 .000 .350 12 1 0 3
33
D( 1 19) 70.200 .000 .740 14 1 0 3
34
D( 1 24) 80.100 -.740 .000 14 0 0 3
35
D( 1 35) 162.000 -.400 .000 12 0 0 3
-------------------------------------------------
Пpовеpочные pасчеты
--------------------------------------------------
Констpуктоpские допуски pадиального биения
--------------------------------------------------
N
I Повеpхность I Допуски биения IВыпI
I нач.I кон.I Заданные I Ожидаемые IуслI
--------------------------------------------------
1
КБ( 21 18) - .032
2
КБ( 22 15) .300 .176 +
3
КБ( 22 18) .120 .032 +
4
КБ( 22 3) .255 .016 +
5
КБ( 22 27) .120 .016 +
6
КБ( 22 28) .234 .016 +
7
КБ( 22 30) .325 .016 +
8
КБ( 22 31) .120 .016 +
9
КБ( 22 8) .275 .200 +
10
КБ( 22 7) .275 .200 +
11
КБ( 22 6) .120 .000 +
12
КБ( 22 11) .300 .200 +
13
КБ( 22 9) .300 .100 +
14
КБ( 22 29) .325 .243 +
15
КБ( 22 13) .300 .200 +
16
КБ( 22 35) .350 .320 +
17
КБ( 22 16) .300 .243 +
18
КБ( 22 25) .325 .243 +
19
КБ( 22 34) .350 .243 +
20
КБ( 22 36) .350 .243 +
--------------------------------------------------
П P И П У С К И
--------------------------------------------------
I Повеpхность I Колебание пpипуска вызван- I
N
I нач. кон.I ное биениями I
--------------------------------------------------
21
Z( 2 3) .244
22
Z( 5 6) .200
23
Z( 4 5) .240
24
Z( 10 11) .200
25
Z( 12 13) .240
26
Z( 14 15) .236
27
Z( 17 18) .032
28
Z( 20 21) .200
29
Z( 19 20) .240
30
Z( 22 23) .200
31
Z( 23 24) .240
32
Z( 26 27) .116
33
Z( 31 32) .116
34
Z( 32 33) .340
--------------------------------------------------
Констpуктоpские pазмеpы
------------------------------------------------------
N
I Pазмеpы I Заданные I Ожидаемые .I Вып.I
I I Pазмеpы I pазмеpы I I
I I min mах I min max I усл.I
------------------------------------------------------
1
D( 1 15) 64.000 64.460 64.000 64.046 +
2
D( 1 18) 72.015 72.035 72.015 72.034 +
3
D( 1 22) 78.025 78.039 78.026 78.039 +
4
D( 1 3) 30.000 30.330 30.000 30.084 +
5
D( 1 27) 100.000 100.035 100.000 100.035 +
6
D( 1 28) 108.000 108.220 108.000 108.140 +
7
D( 1 30) 111.460 112.000 111.860 112.000 +
8
D( 1 31) 129.900 130.000 129.900 130.000 +
9
D( 1 8) 47.500 47.840 47.500 47.600 +
10
D( 1 7) 45.000 45.390 45.000 45.100 +
11
D( 1 6) 42.000 42.039 42.000 42.039 +
12
D( 1 11) 56.000 56.400 56.000 56.120 +
13
D( 1 9) 51.500 52.000 51.700 52.000 +
14
D( 1 29) 109.650 110.000 109.650 110.000 +
15
L( 21 18) .100 .170 .102 .166 +
16
D( 1 13) 61.000 61.460 61.000 61.300 +
17
D( 1 35) 161.600 162.000 161.600 162.000 +
18
D( 1 16) 65.700 66.000 65.700 66.000 +
19
D( 1 25) 97.000 97.350 97.000 97.350 +
20
D( 1 34) 144.000 144.400 144.000 144.400 +
21
D( 1 36) 175.600 176.000 175.600 176.000 +
П P И П У С К И
------------------------------------------------------
NI
Пpипуски I Заданные I Ожидаемые I Вып.I
I IZ
min IZ mах IZ гаp IZ min IZ
max I усл.I
------------------------------------------------------
22
Z( 2 3) .100 .378 .118 .664 +
23
Z( 5 6) .100 .250 .125 .470 +
24
Z( 4 5) .150 .480 .170 .845 +
25
Z( 10 11) .100 .250 .100 .510 +
26
Z( 12 13) .150 .580 .210 .970 +
27
Z( 14 15) .050 .132 .072 .391 +
28
Z( 17 18) .050 .150 .050 .192 +
29
Z( 20 21) .100 .285 .135 .508 +
30
Z( 19 20) .150 .530 .160 .920 +
31
Z( 22 23) .100 .137 .131 .487 +
32
Z( 23 24) .150 .310 .160 .920 +
33
Z( 26 27) .100 .342 .167 .476 +
34
Z( 31 32) .100 .192 .142 .508 +
35
Z( 32 33) .150 .380 .180 1.220 +
------------------------------------------------------
Система < С А Р О Р >
Расчет размеров длины
Цех:
Технолог: Харрасова Р.Р.
Наименование детали: Крышка
Номер детали: 1402.110100.063
Пpоектный pасчет
_________Констpуктоpские pазмеpы_________
I N I Повеpхность I
Номин.I Отклонение I
Iп/п I начал.I конеч.I значен.I нижнее I веpхнее I
1 40 4 58.000 -.190
.000
2 24 40 30.000 -.130 .000
3 40 38 16.000 .000 .110
4 38 33 2.000 -.150
.150
5 40 12 40.000 -.300 .300
6 19 24 5.000 -1.000 1.000
7 24 18 6.000 -.300
.000
8 4 5 1.800 .000
.060
9 4 22 24.000 -1.000 1.000
10 4 16 22.000 -.200 .200
11 27 23 1.900 .000 .250
12 12 11 4.000 -.300 .000
13 12 27 10.800 .000 .180
14 12 28 15.500 -.200 .200
15 4 8 6.300 -.360
.000
16 4 6 4.500 -.050
.000
17 28 30 1.000 -.150 .150
18 35 38 .100 .000
.070
________________Припуски______________
19
3 4 .100 .000 .000
20 2 3 .150 .000
.000
21 1 2 .150 .000
.000
22 7 8 .100 .000
.000
23 10 11 .100 .000
.000
24 9 10 .150 .000
.000
25 12 13 .100 .000
.000
26 13 14 .150 .000
.000
27 15 16 .100 .000
.000
28 17 18 .100 .000
.000
29 21 22 .100 .000
.000
30 20 21 .150 .000
.000
31 24 25 .100 .000
.000
32 25 26 .150 .000
.000
33 28 29 .100 .000
.000
34 30 31 .100 .000
.000
35 31 32 .150 .000
.000
36 33 34 .050 .000
.000
37 35 36 .100 .000
.000
38 36 37 .150 .000
.000
39 38 39 .050 .000
.000
40 40 41 .100 .000
.000
41 41 42 .150 .000
.000__
___________________________________________________
_________________Опеpационные pазмеpы_____________
I N I Повеpх I N IКвалит.IПpзIОcбI Номин.I Отклонение I
Iп/пIНачIКонIоп Iэ.цIжелIp-p IобpI знач. I нижн I веpхн I
1 42 1 3 0 0 0 0
.000 -1.000 1.000
2 19 26 3 0 0 0 0 .000 -1.000
1.000
3 26
42 3 0 0 1
0 .000 -1.000 1.000
4 42 37 3 0 0 1
0 .000 -1.000 1.000
5 42 14 3 0 0 1
0 .000 -1.000 1.000
6 14 32 3 0 0 1
0 .000 -1.000 1.000
7 14
9 3 0 0 0 0 .000 -1.000
1.000
8 1 20 3 0 0 1
0 .000 -1.000 1.000
9 1 7 3 0 0 0 0
.000 -1.000 1.000
10 26 17 3 0 0 0 0 .000 -1.000 1.000
11 19 25 5 12 14 0 0
.000 .000 .000
12 25 41 5 12 14 1 0
.000 .000 .000
13 41 36 5 12 14 1 0
.000 .000 .000
14 25 13 5 12 14 1 0
.000 .000 .000
15 13 29 5 12 14 1 0
.000 .000 .000
16 13 31 5 12 14 1 0
.000 .000 .000
17 25 2 10 12 14 0 0
.000 .000 .000
18 2 10 10 12 14 1 0
.000 .000 .000
19 25 3 15 12 14 0 0
.000 .000 .000
20 3 15 15 12 14 1 0 .000 .000
.000
21 3 21 15 12 14 1 0
.000 .000 .000
22 19 24 20 10 12 0 0
.000 .000 .000
23 19 40 20 10 12 1 0
.000 .000 .000
24 40 35 20 10 12 1 0
.000 .000 .000
25 40 12 20 10 12 1 0
.000 .000 .000
26 35 34 25 10 12 1 0
.000 .000 .000
27 12 28 25 10 12 1 0
.000 .000 .000
28 12 30 25 10 12 1 0
.000 .000 .000
29 12 27 25 10 12 1 0
.000 .000 .000
30 27 23 25 10 12 1 0
.000 .000 .000
31 24 18 30 10 12 0 0
.000 .000 .000
32 40 4 40 10 12 0 0
.000 .000 .000
33 4 16 40 10 12 1 0 .000 .000
.000
34 4 5 40 10 12 1 0
.000 .000 .000
35 12 11 40 10 12 0 0 .000 .000
.000
36 4 8 40 10 12 0 0
.000 .000 .000
37 4 6 40 10 12 0 0 .000 .000
.000
38 4 22 40 10 12 1 0
.000 .000 .000
39 40 39 90 10 12 1 3
.000 .000 .000
40 40 38 95 8 10 1 0
.000 .000 .000
41 38 33 100 8 10 1 0 .000 .000 .000
Уpавнения pазмеpных цепей
1-L32=0
K2-L23+L22=0-L40=0-L41=0-L25=0-L22=0-L31=0-L34=0-L38=0-L33=0-L30=0-L35=0-L29=0-L27=0-L36=0-L37=0-L28+L27=0+L40-L24=0+L32-L23+L11-L19=0+L19-L17=0+L17-L11+L2+L3-L1=0-L36+L32-L23+L2+L3-L1+L9=0+L35+L25-L23+L11-L17+L18=0-L18+L17-L11+L2+L3-L5-L7=0+L14-L11+L23-L25=0+L5-L3-L2+L11-L14=0-L33+L32-L23+L11-L19+L20=0+L31-L22+L2-L10=0-L38+L32-L23+L11-L19+L21=0-L21+L19-L11+L2+L3-L1+L8=0-L11+L22=0-L2+L11=0-L15+L14-L11+L23-L25+L27=0-L16+L14-L11+L23-L25+L28=0-L6+L5-L3-L2+L11-L14+L16=0+L26+L24-L40-L41=0+L13-L12-L11+L23-L24=0+L4-L3-L2+L11+L12-L13=0+L39-L40=040-L12-L11+L23=0
Z41-L3-L2+L11+L12=0
__________Pасчетные значения операционных pазмеpов________
I N I Повеpх I N I Квалитет IПpзIОcб I Номин.I ОтклонениеI
Iп/пIНачIКонIоп Iэ.ц Iжел Iназ Ip-p
Ip-p I знач. I нижн I веpх I
1 42 1 3 0 0 0 0
0 66.501 -1.000 1.000
2 19 26 3 0 0 0 0
0 8.000 -1.000 1.000
3 26 42 3 0 0 0 1
0 31.501 -1.000 1.000
4 42 37 3 0 0 0 1
0 15.000 -1.000 1.000
5 42 14 3 0 0 0 1
0 39.000 -1.000 1.000
6 14 32 3 0 0 0 1
0 17.499 -1.000 1.000
7 14 9 3 0 0 0 0
0 14.501 -1.000 1.000
8 1 20 3 0 0 0 1
0 22.000 -1.000 1.000
9 1 7 3 0 0 0 0
0 6.501 -1.000 1.000
10 26 17 3 0 0 0 0
0 10.500 -1.000 1.000
11 19 25 5 12 14 14 0 0
6.400 -.300 .000
12 25 41 5 12 14 14 1 0
30.000 .000 .520
13 41 36 5 12 14 14 1 0
15.700 .000 .430
14 25 13 5 12 14 14 1 0
9.400 .000 .360
15 13 29 5 12 14 14 1 0
15.400 .000 .430
16 13 31 5 12 14 14 1 0
16.400 .000 .430
17 25 2 10 12 14 14 0 0
29.900 -.520 .000
18 2 10 10 12 14 14 1 0
14.200 .000 .430
19 25 3 15 12 14 14 0 0
29.200 -.520 .000
20 3 15 15 12 14 14 1 0
21.300 .000 .520
21 3 21 15 12 14 14 1 0
22.500 .000 .520
22 19 24 20 10 12 10 0 0
6.000 -.048 .000
23 19 40 20 10 12 9 1 0
35.880 .000 .062
24 40 35 20 10 12 9 1 0
16.127 .000 .043
25 40 12 20 10 12 12 1 0 39.800
.000 .250
26 35 34 25 10 12 12 1 0
1.550 .000 .100
27 12 28 25 10 12 12 1 0
15.300 .000 .180
28 12 30 25 10 12 11 1 0
16.330 .000 .110
29 12 27 25 10 12 12 1 0
10.800 .000 .180
30 27 23 25 10 12 12 1 0
1.900 .000 .100
31 24 18 30 10 12 12 0 0
6.000 -.120 .000
32 40 4 40 10 12 11 0 0
58.000 -.190 .000
33 4 16 40 10 12 12 1 0
21.800 .000 .210
34 4 5 40 10 12 11 1
0 1.800 .000 .060
35 12 11 40 10 12 12 0 0
4.000 -.120 .000
36 4 8 40 10 12 12 0
0 6.300 -.150 .000
37 4 6 40 10 12 10 0
0 4.500 -.048 .000
38 4 22 40 10 12 12 1 0
23.000 .000 .210
39 40 39 90 10 12 0 1 3
15.950 .000 .000
40 40 38 95 8 10 8 1 0
16.000 .000 .027
41 38 33 100 8 10
10 1 0 1.900 .000 .040___
Пpовеpочные pасчеты
____________________________________________
___________Констpуктоpские pазмеpы___________I Pазмеpы I Заданные I Ожидаемые I Вып.I I I размеpы I pазмеpы I усл. I
I I I min
max I min max I I
1 K( 40 4) 57.810 58.000 57.810 58.000 +
2 K( 24 40) 29.870 30.000 29.880 29.990 +
3 K( 40 38) 16.000 16.110 16.000 16.027 +
4 K( 38 33) 1.850 2.150 1.900 1.940
+
5 K( 40 12) 39.700 40.300 39.800 40.050 +
6 K( 19 24) 4.000 6.000 5.952 6.000
+
7 K( 24 18) 5.700 6.000 5.880 6.000
+
8 K( 4 5) 1.800 1.860 1.800
1.860 +
9 K( 4 22) 23.000 25.000 23.000 23.210 +
10 K( 4 16) 21.800 22.200 21.800 22.010 +
11 K( 27 23) 1.900 2.150 1.900 2.000
+
12 K( 12 11) 3.700 4.000 3.880 4.000
+
13 K( 12 27) 10.800 10.980 10.800 10.980 +
14 K( 12 28) 15.300 15.700 15.300 15.480 +
16 K( 4 6) 4.450 4.500 4.452
4.500 +
17 K( 28 30) .850 1.150 .850
1.140 +
18 K( 35 38) .100 .170 .100
.170 +
________________Припуски________________________Пpипуски I Заданные I Ожидаемые I Вып.I
I I IZ min IZ max
IZ гаp IZ min IZ max I усл. I
19 Z( 3 4) .100 - .350
.160 1.232 +
20 Z( 2 3) .150 - .700
.180 1.220 +
21 Z( 1 2) .150 - .720
.200 7.020 +
22 Z( 7 8) .100 - .679
.529 8.931 +
23 Z( 10 11) .100 - .300 .180
1.862 +
24 Z( 9 10) .150 - .830
.400 9.650 +
25 Z( 12 13) .100 - .448 .198
1.170 +
26 Z( 13 14) .150 - .861 .501
7.161 +
27 Z( 15 16) .100 - .350 .140
1.942 +
28 Z( 17 18) .100 - .572 .452
4.620 +
29 Z( 21 22) .100 - .350 .140
1.942 +
30 Z( 20 21) .150 - .920 .400
9.740 +
31 Z( 24 25) .100 - .148
.100 .448 +
32 Z( 25 26) .150 - .900 .600
2.900 +
33 Z( 28 29) .100 - .298 .118
1.700 +
34 Z( 30 31) .100 - .268 .158
1.670 +
35 Z( 31 32) .150 - .600 .170
9.260 +
36 Z( 33 34) .050 - .120
.080 .290 +
37 Z( 35 36) .100 - .198 .155
1.510 +
38 Z( 36
37) .150 - .711 .281 7.531 +
39 Z( 38
39) .050 - .077 .050 .077 +
40 Z( 40
41) .100 - .220 .158 1.040 +
41 Z( 41 42) .150 - 2.581 .581 5.401 +____
Система < С А Р О Р >
Расчет диаметральных размеров и технологических биений
Цех:
Технолог: Харрасова Р.Р.
Наименование детали: Крышка
Номер детали: 1402.110100.063
Пpоектный pасчет
_Констpуктоpские допуски pадиальных биений
I N I I Повеpхности
I Код I Допуск I
Iп/п I Баз. I Pассм IобpаботкиI биения I____
1 КБ 21 18 3 .000
2 КБ 22 15 0 .300
3 КБ 22 18 0 .120
4 КБ 22 3 0 .255
5 КБ 22 27 0 .120
6 КБ 22 28 0 .234
7 КБ 22 30 0 .325
8 КБ 22 31 0 .120
9 КБ 22 8 0 .275
КБ 22 7 0 .275
КБ 22 6 0 .120
КБ 22 11 0 .300
КБ 22 9 0 .300
КБ 22 29 0 .325
КБ 22 13 0 .300
КБ 22 35 0 .350
КБ 22 16 0 .300
КБ 22 25 0 .325
КБ 22 34 0 .350
20 КБ 22 36 0 .350
___________________________________________
__Опеpационные допуски pадиальных биений__
I N I Повеpхность I N I Код I
Допуск I
Iп/п I Баз. I Обpаб I Опеp.IобpаботкиI биения I
1 TБ 27 15 100 0 .000
2 TБ 27 18 95 0 .000
3 TБ 26 17 20 3 .000
4 TБ 22 27 40 0 .000
5 TБ 22 28 40 0 .000
6 TБ 22 3 40 0 .000
7 TБ 22 31 40 0 .000
8 TБ 22 30 40 0 .000
9 TБ 26 14 25 0 .000
10 TБ 26 11 25 0 .000
11 TБ 26 8 25 0 .000
12 TБ 26 7 25 0 .000
13 TБ 26 22 20 0 .000
14 TБ 26 21 20 0 .000
15 TБ 26 6 20 0 .000
16 TБ 23 26 15 0 .000
17 TБ 23 32 15 0 .000
18 TБ 23 9 15 0 .000
19 TБ 35 13 5 0 .000
20 TБ 35 10 5 0 .000
21 TБ 35 23 5 0 .000
22 TБ 35 20 5 0 .000
23 TБ 35 5 5 0 .000
24 TБ 35 33 3 0 .000
25 TБ 35 29 3 0 .000
26 TБ 35 36 3 0 .000
27 TБ 35 34 3 0 .000
28 TБ 35 12 3 0 .000
29 TБ 35 2 3 0 .000
30 TБ 35 4 3 0 .000
31 TБ 35 16 3 0 .000
32 TБ 35 25 3 0 .000
33 TБ 35 19 3 0 .000
34 TБ 35 24 3 0 .000______
____________________________________________
_____Констpуктоpские pазмеpы и пpипуски_____
I N I Повеpх . I Номин. I Н О I В О IПpз IОсобI
Iп/пI НачIPасмI значен I I Ip-pаI обpI_
D ( 1 15) 64.000 .000 .460 1 0
2 D ( 1 18) 72.000 .015 .035 1 0
3 D ( 1 22) 78.000 .025 .039 0 0
4 D ( 1 3) 30.000 .000 .330 1
0
5 D ( 1 27) 100.000 .000 .035 1 0
6 D ( 1 28) 108.000 .000 .220 1 0
7 D ( 1 30) 112.000 -.540 .000 0 0
8 D ( 1 31) 130.000 -.100 .000 0 0
9 D ( 1 8) 47.500 .000 .340 1
0
10 D( 1 7) 45.000 .000 .390 1 0
11 D( 1 6) 42.000 .000 .039 1 0
12 D( 1 11) 56.000 .000 .400 1 0
13 D( 1 9) 52.000 -.500 .000 0 0
14 D( 1 29) 110.000 -.350 .000 0 0
15 L( 21 18) .100 .000 .070 1 3
16 D( 1 13) 61.000 .000 .460 1 0
17 D( 1 35) 162.000 -.400 .000
0 0
18 D( 1 16) 66.000 -.300 .000
0 0
19 D( 1 25) 97.000 .000 .350
1 0
20 D( 1 34) 144.000 .000 .400
1 0
21 D( 1 36) 176.000 -.400 .000
0 0
22 Z( 2 3) .100 .000 .000
0 0
23 Z( 5 6) .100 .000 .000
0 0
24 Z( 4 5) .150 .000 .000
0 0
25 Z( 10 11) .100 .000 .000
0 0
26 Z( 12 13) .150 .000 .000
0 0
27 Z( 14 15) .050 .000 .000
0 0
28 Z( 17 18) .050 .000 .000
0 0
29 Z( 20 21) .100 .000 .000
0 0
30 Z( 19 20) .150 .000 .000
0 0
31 Z( 22 23) .100 .000 .000
0 0
32 Z( 23 24) .150 .000 .000
0 0
33 Z( 26 27) .100 .000 .000 0
0
34 Z( 31 32) .100 .000 .000
0 0
35 Z( 32 33) .150
.000 .000 0 0__
____________________________________________
___________Опеpационные pазмеpы___________N IПовеpх. I Номин.I Н ОI В О Iквл IпpзIособI
Iп/пIНачIКонI значен I I IжелIp-pIобp I
1 D ( 1 15) .000 .000 .000 8
1 0
2 D ( 1 18) .000 .000 .000 8
1 0
3 L ( 1 17) .000 .000 .000 10
1 3
4 D ( 1 27) .000 .000 .000 10
1 0
5 D ( 1 28) .000 .000 .000 10
1 0
6 D ( 1 3) .000 .000 .000 10
1 0
7 D ( 1 31) .000 .000 .000 10
0 0
8 D ( 1 30) .000 .000 .000 10
0 0
9 D ( 1 14) .000 .000 .000 10
1 0
10 D( 1 11) .000 .000 .000 10
1 0
11 D( 1 8) .000 .000 .000 10
1 0
12 D( 1 7) .000 .000 .000 10
1 0
13 D( 1 22) .000 .000 .000 10
0 0
14 D( 1 21) .000 .000 .000 10
1 0
15 D( 1 6) .000 .000 .000 10
1 0
16 D( 1 26) .000 .000 .000 12
1 0
17 D( 1 32) .000 .000 .000 12
0 0
18 D( 1 9) .000 .000 .000 12
0 0
19 D( 1 13) .000 .000 .000 12 1
0
20 D( 1 10) .000 .000 .000 12
1 0
21 D( 1 23) .000 .000 .000 12
0 0
22 D( 1 20) .000 .000 .000 12
1 0
23 D( 1 5) .000 .000 .000 12
1 0
24 D( 1 33) .000 .000 .000 14
0 0
25 D( 1 29) .000 .000 .000 14
0 0
26 D( 1 36) .000 .000 .000 14
0 0
27 D( 1 34) .000 .000 .000 14
1 0
28 D( 1 12) .000 .000 .000 14
1 0
29 D( 1 2) .000 .000 .000 14
1 0
30 D( 1 4) .000 .000 .000 14
1 0
31 D(
1 16) .000 .000 .000 14 0 0
32 D(
1 25) .000 .000 .000 14 1 0
33 D(
1 19) .000 .000 .000 14 1 0
34 D(
1 24) .000 .000 .000 14 0 0
35 D( 1 35) .000 .000
.000 14 0 0__
Уpавнения биений
Б 1= TБ 95+TБ 45Б 2= TБ100+TБ 45Б 3= TБ 95+TБ 45Б 4= TБ 45Б 5= TБ 45Б 6=
TБ 45Б 7= TБ 45Б 8= TБ 45Б 9= TБ 30+TБ 20Б10= TБ 30+TБ 20Б11=0Б12= TБ 30+TБ
20Б13= TБ 20Б14= TБ 3+TБ 5+TБ 15+TБ 20Б15= TБ 15+TБ 20Б16= TБ 5+TБ 15+TБ 20Б17=
TБ 3+TБ 5+TБ 15+TБ 20Б18= TБ 3+TБ 5+TБ 15+TБ 20Б19= TБ 3+TБ 5+TБ 15+TБ 20Б20=
TБ 3+TБ 5+TБ 15+TБ 20Б21= TБ 45+TБ 20+TБ 15+TБ 5+TБ 3Б22= TБ 20+TБ 15Б23= TБ
5+TБ 3Б24= TБ 30+TБ 15Б25= TБ 5+TБ 3Б26= TБ100+TБ 45+TБ 20+TБ 30Б27= TБ 95+TБ
45Б28= TБ 20+TБ 15Б29= TБ 5+TБ 3Б30= TБ 15+TБ 20Б31= TБ 3+TБ 5Б32= TБ 45+TБ
20Б33= TБ 20+TБ 45Б34= TБ 3+TБ 5+TБ 15
Уpавнения pазмеpных цепей
1-D 1=0
K 2-D 2=03-D13=04-D 6=05-D 4=06-D 5=07-D 8=08-D
7=09-D11=0-D12=0-D15=0-D10=0-D18=0-D25=0+D 2/2-D14/2±KБ
1=0-D19=0-D35=0-D31=0-D32=0-D27=0-D26=0-D 6/2+D29/2±ZБ21=0-D15/2+D23/2±ZБ22=0-D23/2+D30/2±ZБ23=0-D10/2+D20/2±ZБ24=0-D19/2+D28/2±ZБ25=0-D 1/2+D 9/2±ZБ26=0-D 2/2+L 3±ZБ27=0-D14/2+D22/2±ZБ28=0-D22/2+D33/2±ZБ29=0-D21/2+D13/2±ZБ30=0-D34/2+D21/2±ZБ31=0-D 4/2+D16/2±ZБ32=0-D17/2+D 7/2±ZБ33=0-D24/2+D17/2±ZБ34=0
Pасчетные опеpационные допуски pадиальных биений
I N I Повеpхности I N I Код I
Допуск I
Iп/пI Баз. I ОбpабI Опер.IобpаботкиI биения I_______
1 TБ
27 15 100 0 .1600
2 TБ
27 18 95 0 .0160
3 TБ
26 17 20 3 .1000
4 TБ
22 27 40 0 .0160
5 TБ
22 28 40 0 .0160
6 TБ
22 3 40 0 .0160
7 TБ
22 31 40 0 .0160
8 TБ
22 30 40 0 .0160
9 TБ
26 14 25 0 .1000
10 TБ
26 11 25 0 .1000
11 TБ
26 8 25 0 .1000
12 TБ
26 7 25 0 .1000
13 TБ
26 22 20 0 .1000
14 TБ
26 21 20 0 .1000
15 TБ
26 6 20 0 .1000
16 TБ
23 26 15 0 .1000
17 TБ
23 32 15 0 .1000
18 TБ
23 9 15 0 .1000
19 TБ
35 13 5 0 .1200
20 TБ
35 10 5 0 .1200
21 TБ
35 23 5 0 .1200
22 TБ
35 20 5 0 .1200
23 TБ
35 5 5 0 .1200
24 TБ
35 33 3 0 .1200
25 TБ
35 29 3 0 .1200
26 TБ
35 36 3 0 .1200
27 TБ
35 34 3 0 .1200
28 TБ 35
12 3 0 .1200
29 TБ
35 2 3 0 .1200
30 TБ
35 4 3 0 .1200
31 TБ
35 16 3 0 .1200
32 TБ
35 25 3 0 .1200
33 TБ
35 19 3 0 .1200
34 TБ 35 24 3 0 .1200___________
________________________________________________
______Pасчетные значения опеpационных pазмеpов____N
IПовеpх.I Номин.I Н О I В О IквлIпpзIособI N I
Iп/пIНачIКонI значен I I IназIp-pIобp
Iопеp.I
1 D ( 1 15) 64.000 .000 .046 8 1
0 100
2 D ( 1 18) 72.015 .000 .019 6 1
0 95
3 L ( 1 17) 71.683 .000 .200 10 1
3 90
4 D ( 1 27) 100.000 .000 .035 7 1
0 40
5 D ( 1 28) 108.000 .000 .140 10 1
0 40
6 D ( 1 3) 30.000 .000 .084 10 1
0 40
7 D ( 1 31) 130.000 -.100 .000 9 0
0 40
8 D ( 1 30) 112.000 -.140 .000 10 0
0 40
9 D ( 1 14) 63.500 .000 .120 10 1
0 25
10 D( 1 11) 56.000 .000 .120 10 1
0 25
11 D( 1 8) 47.500 .000 .100 10 1
0 25
12 D( 1 7) 45.000 .000 .100 10 1
0 25
13 D( 1 22) 78.039 -.013 .000 5 0
0 20
14 D( 1 21) 72.270 .000 .046 8 1
0 20
15 D( 1 6) 42.000 .000 .039 8 1
0 20
16 D( 1 26) 99.200 .000 .350 12 1
0 15
17 D( 1 32) 130.800 -.400 .000 12 0
0 15
18 D( 1 9) 52.000 -.300 .000 12 0
0 15
19 D( 1 13) 61.000 .000 .300 12 1
0 5
20 D( 1 10) 55.300 .000 .300 12 1
0 5
21 D( 1 23) 78.800 -.300 .000 12 0
0 5
22 D( 1 20) 71.500 .000 .300 12 1
0 5
23 D( 1 5) 41.300 .000 .250 12 1
0 5
24 D( 1 33) 132.500 -1.000 .000 14 0
0 3
25 D( 1 29) 110.000 -.350 .000 12 0
0 3
26 D( 1 36) 176.000 -.400 .000 12 0
0 3
27 D( 1 34) 144.000 .000 .400 12 1
0 3
28 D( 1 12) 59.600 .000 .740 14 1
0 3
29 D( 1 2) 29.000 .000 .520 14 1
0 3
30 D( 1 4) 40.100 .000 .620 14 1
0 3
31 D( 1 16) 66.000 -.300 .000 12 0
0 3
32 D( 1 25) 97.000 .000 .350 12 1 0
3
33 D( 1 19) 70.200 .000 .740 14 1
0 3
34 D( 1 24) 80.100 -.740 .000 14 0
0 3
35 D( 1 35) 162.000 -.400 .000 12 0
0 3___
Пpовеpочные pасчеты
_________________________________________
Констpуктоpские допуски pадиального биения_
IN I Повеpхность I Допуски биения IВыпI
I I нач.I кон. IЗаданные
IОжидаемыеIуслI
1 КБ ( 21 18) - .032
КБ ( 22 15) .300 .176 +
КБ ( 22 18) .120 .032 +
КБ ( 22 3) .255 .016 +
КБ ( 22 27) .120 .016 +
КБ ( 22 28) .234 .016 +
КБ ( 22 30) .325 .016 +
КБ ( 22 31) .120 .016 +
КБ ( 22 8) .275 .200 +
КБ( 22 7) .275 .200 +
КБ( 22 6) .120 .000 +
КБ( 22 11) .300 .200 +
КБ( 22 9) .300 .100 +
КБ( 22 29) .325 .243 +
КБ( 22 13) .300 .200 +
КБ( 22 35) .350 .320 +
КБ( 22 16) .300 .243 +
КБ( 22 25) .325 .243 +
КБ( 22 34) .350 .243 +
КБ( 22 36) .350 .243 +
______________Припуски___________________
IN I Повеpхность I Колебание пpипуска
I
I I нач. кон. I вызванное
биениями I______
Z( 2 3) .244
Z( 5 6) .200
Z( 4 5) .240
Z( 10 11) .200
Z( 12 13) .240
Z( 14 15) .236
Z( 17 18) .032
Z( 20 21) .200
Z( 19 20) .240
Z( 22 23) .200
Z( 23 24) .240
Z( 26 27) .116
Z( 31 32) .116
34 Z( 32 33) .340__________________
_______________________________________________
____________Констpуктоpские pазмеpы_____________
I N I Pазмеpы I Заданные I Ожидаемые I Вып.I I I Pазмеpы I pазмеpы I I
I I I
min mах I min max I усл. I
1 D ( 1 15) 64.000 64.460 64.000
64.046 +
2 D ( 1 18) 72.015 72.035 72.015
72.034 +
3 D ( 1 22) 78.025 78.039 78.026
78.039 +
4 D ( 1 3) 30.000 30.330 30.000
30.084 +
5 D ( 1 27) 100.000 100.035 100.000 100.035
+
6 D ( 1 28) 108.000 108.220 108.000 108.140
+
7 D ( 1 30) 111.460 112.000 111.860 112.000
+
8 D ( 1 31) 129.900 130.000 129.900 130.000
+
9 D ( 1 8) 47.500 47.840 47.500
47.600 +
10 D( 1 7) 45.000 45.390 45.000
45.100 +
11 D( 1 6) 42.000 42.039 42.000
42.039 +
12 D( 1 11) 56.000 56.400 56.000
56.120 +
13 D( 1 9) 51.500 52.000 51.700
52.000 +
14 D( 1 29) 109.650 110.000 109.650 110.000 +
15 L ( 21 18) .100 .170
.102 .166 +
16 D( 1 13) 61.000 61.460 61.000
61.300 +
17 D( 1 35) 161.600 162.000 161.600 162.000 +
18 D( 1 16) 65.700 66.000 65.700
66.000 +
19 D( 1 25) 97.000 97.350 97.000
97.350 +
20 D( 1 34) 144.000 144.400 144.000 144.400 +
21 D( 1 36) 175.600 176.000 175.600 176.000 +
__________________Припуски______________________
INI Пpипуски I Заданные I Ожидаемые I Вып.I
I I IZ min IZ mах IZ гаp IZ min IZ max I усл.I
22 Z( 2 3) .100 .378
.118 .664 +
23 Z( 5 6) .100 .250
.125 .470 +
24 Z( 4 5) .150 .480
.170 .845 +
25 Z( 10 11) .100 .250 .100 .510
+
26 Z( 12 13) .150 .580
.210 .970 +
27 Z( 14 15) .050 .132
.072 .391 +
28 Z( 17 18) .050 .150
.050 .192 +
29 Z( 20 21) .100 .285
.135 .508 +
30 Z( 19 20) .150 .530
.160 .920 +
31 Z( 22 23) .100 .137
.131 .487 +
32 Z( 23 24) .150 .310 .160
.920 +
33 Z( 26 27) .100 .342 .167
.476 +
34 Z( 31 32) .100 .192 .142
.508 +
35 Z( 32 33) .150 .380 .180
1.220 +____
3. ОРГАНИЗАЦИОННО - ЭКОНОМИЧЕСКАЯ ЧАСТЬ
В данном разделе дипломного проекта рассматриваются следующие вопросы:
- определение технико-экономических показателей разрабатываемого
цеха;
оценка экономической эффективности данного проекта.
При определении экономической эффективности рассчитывались различные
технико-экономические показатели, которые выражают величину экономии на
отдельных элементах затрат труда, в частности снижении трудоемкости,
высвобождения рабочих, снижение материалоемкости и снижение затрат других
ресурсов.
А также в дипломном проекте предоставлена последовательность
технико-экономического планировании работы цеха, включающие расчет основного и
вспомогательного оборудования, численности и заработной платы рабочих и
служащих, основных и вспомогательных материалов; расценок на детали;
себестоимости деталей.
Экономическая эффективность проектируемого технологического процесса
определяется путём сравнения технико-экономических показателей выбранного
варианта технологического процесса с базовым (заводским) вариантом.
3.1 Оценка возможности цеха
Разработанный цех предназначен для механической обработки деталей типа
«Корпус уплотнения». Мощность цеха по трудоемкости составляет 52038,3 н.ч. Цех
включает в себя 19 единиц технологического оборудования. Характер производства
серийный. Номенклатура и программа выпуска приведены в таблице 3.1.
Таблица 3.1 - Номенклатура выпускаемых изделий
|
Изд.
|
Шифр изделия
|
Наименование изделия
|
Материал
|
Масса
|
|
А
|
201.2.1011.00.016
|
Корпус уплотнения
|
500
|
ЭП866-Ш
|
1,72
|
|
Б
|
104.01.31.097
|
Корпус подшипника
|
500
|
ЭП866-Ш
|
0,9
|
|
В
|
96.13.04.007
|
Корпус фильтра
|
500
|
12Х18Н10Т
|
0,35
|
|
Г
|
60.06.50.071
|
Обойма
|
1000
|
ЭП866-Ш
|
0,8
|
|
Д
|
99.06.52.073
|
Обойма подшипника
|
1000
|
14Х17Н2Л
|
1,2
|
|
Е
|
104.06.55.001
|
Корпус
|
1000
|
ЭИ268Л
|
0,95
|
В разработанном проекте применены новые технологии, специальные станочные
и мерительные приспособления, специальный режущий инструмент, позволяющие
сократить трудоемкость изготовления деталей и др.
3.2 Оценка рынка сбыта
Изготавливаемые детали применяются в узлах входящих в конструкцию
воздушно - реактивных двигателей. Основными потребителями изготавливаемой
продукции являются самолетостроительные заводы, станции ТЭЦ. Также двигатели
пользуются спросом в Индии и Китае.
3.3 Производственный план
.3.1 Определение программы запуска изделий
Фонд рабочего времени оборудования:
 (3.1)
(3.1)
где,
 - номинальный фонд рабочего времени, = 1968 час;
- номинальный фонд рабочего времени, = 1968 час;
 - время
простоя оборудования, = 5%; [19]
- время
простоя оборудования, = 5%; [19]
S - количество
смен, S = 2
 час.
час.
Фонд
рабочего времени рабочих:
 (3.2)
(3.2)
где,
 - коэффициент потери рабочего времени, = 10% [19]
- коэффициент потери рабочего времени, = 10% [19]
Программа
запуска изделий, шт.:
 (3.3)
(3.3)
где,
ВВ - программа выпуска изделий, шт.;
ДЗ
- величина задела, дни;
ДР
- число рабочих дней в году;
КПТ
- технологические потери, %
Трудоемкость
программы запуска изделий, н / ч:
 (3.4)
(3.4)
где,
 трудоемкость изготовления одной детали, час.
трудоемкость изготовления одной детали, час.
Объем
выпуска изделия от общего объема выпуска всех изделий, %:
 (3.5)
(3.5)
Исходные данные и результаты расчетов по формулам (3.3) и (3.5) приведены
в таблице 3.2.
Таблица 3.2 - Программа и трудоемкость запуска по изделиям
|
Изд.
|
Вв, шт
|
ДЗ, дни
|
Кпт, %
|
Др
|
Вз, шт
|
Тшт, час
|
Тп, н.ч.
|
Ки, %
|
|
А
|
500
|
8
|
5
|
244
|
541
|
4,63
|
2504,83
|
5,17
|
|
Б
|
500
|
|
|
|
541
|
6,65
|
3597,65
|
7,42
|
|
В
|
500
|
|
|
|
541
|
14
|
7574
|
15,62
|
|
Г
|
1000
|
|
|
|
1083
|
11,34
|
12281,22
|
25,32
|
|
Д
|
1000
|
|
|
|
1083
|
11,11
|
12032,13
|
24,81
|
|
Е
|
1000
|
|
|
|
1083
|
9,7
|
10505,1
|
21,66
|
|
Итого
|
4500
|
|
|
|
4872
|
57,04
|
48494,93
|
100
|
3.3.2 Расчет количества оборудования
Общая трудоемкость работ по виду оборудования, н.ч.:
 (3.6)
(3.6)
где,
 количество операций выполняемых на данной модели
оборудования, шт;
количество операций выполняемых на данной модели
оборудования, шт;
tшт - норма
времени на операцию, час.
Результаты
расчетов по формуле (3.6) приведены в таблице 3.3.
Таблица
3.3 - Трудоемкость работ по видам оборудования
|
Модель
|
 , часТо, н.ч. , часТо, н.ч.
|
|
|
А
|
Б
|
В
|
Г
|
Д
|
Е
|
|
|
16К20
|
780,19
|
1715,8
|
1848,4
|
4034,18
|
3853,68
|
3221,93
|
15454,2
|
|
2Н135
|
50,57
|
514,85
|
0
|
1389,85
|
1389,85
|
971,09
|
4316,22
|
|
MDW-10
|
387,72
|
0
|
387,72
|
3249,00
|
3339,25
|
936,80
|
8300,48
|
|
600VT
|
531,98
|
0
|
5245,6
|
0
|
0
|
2059,51
|
7837,11
|
|
3К227В
|
663,69
|
481,49
|
0
|
2527,00
|
1949,40
|
532,48
|
6154,05
|
|
6Р81
|
8,12
|
412,06
|
0
|
433,20
|
794,20
|
1817,64
|
3465,21
|
|
Верстак
|
49,41
|
145,17
|
225,42
|
559,55
|
613,70
|
871,82
|
2465,06
|
|
Ванна
|
37,92
|
98,28
|
90,17
|
90,25
|
90,25
|
95,67
|
502,54
|
|
Итого
|
2509,6
|
3367,73
|
7797,34
|
12283,03
|
12030,33
|
10506,91
|
48494,93
|
Количество оборудования по видам, шт.:
 (3.7)
(3.7)
где,
 коэффициент выполнения норм, 1,1 [19].
коэффициент выполнения норм, 1,1 [19].
Коэффициент
загрузки оборудования:
 (3.8)
(3.8)
где,
 принятое количество оборудования по видам, шт.
принятое количество оборудования по видам, шт.
Средний
коэффициент загрузки оборудования:
 (3.9)
(3.9)
Результаты
расчетов по формулам (3.7) - (3.9) и характеристики применяемого в цехе
оборудования приведены в таблице 3.4.
Таблица
3.4 - Количество и характеристики основного оборудования
|
Модель
|
То, н.ч.
|
Квн
|
Срас, шт.
|
Спр, шт.
|
Кз
|
Мощность, кВт
|
Цена станков, тыс.руб.
|
Ремонтная сложность
|
|
|
|
|
|
|
ед.
|
сум.
|
ед.
|
сум.
|
мех. ед.
|
мех. сум.
|
эл. ед.
|
эл. сум.
|
|
16К20
|
15454,26
|
1,1
|
4,55
|
5
|
0,91
|
5,8
|
29
|
300
|
1500
|
13
|
65
|
25
|
125
|
|
2Н135
|
4316,22
|
|
1,27
|
2
|
0,63
|
4
|
8
|
250
|
500
|
12
|
24
|
23
|
46
|
|
MDW-10
|
8300,48
|
|
2,44
|
3
|
0,81
|
6
|
18
|
1500
|
4500
|
32
|
96
|
15
|
45
|
|
600VT
|
7837,11
|
|
2,31
|
3
|
0,77
|
6
|
18
|
1450
|
4350
|
48
|
144
|
30
|
90
|
|
3К227В
|
6154,05
|
|
1,81
|
2
|
0,91
|
9,3
|
18,6
|
800
|
1600
|
10
|
20
|
6
|
12
|
|
6Р81
|
3465,21
|
|
1,02
|
2
|
0,51
|
5,5
|
11
|
300
|
600
|
6
|
12
|
3
|
6
|
|
Верстак
|
2465,06
|
|
0,73
|
1
|
0,73
|
-
|
-
|
3,15
|
3,150
|
-
|
-
|
-
|
-
|
|
Ванна
|
502,54
|
|
0,15
|
1
|
0,15
|
-
|
-
|
2,8
|
2,8
|
-
|
-
|
-
|
-
|
|
Итого
|
|
|
|
19
|
|
|
138,2
|
|
11405,95
|
|
317
|
|
306
|
Оборудование группы механика и ремонта приспособлений.
Количество вспомогательного оборудования, шт.:
 (3.10)
(3.10)
где,
g - коэффициент количества оборудования для группы
механика;
j - коэффициент
количества оборудования для группы ремонта приспособлений.
Принятое
количество вспомогательного оборудования Свп = 1 шт.
Принятое
количество оборудования по видам и характеристикам приведены в таблице 3.5.
Таблица
3.5 - Вспомогательное оборудование
|
Модель
|
Св, шт
|
Мощность, кВт
|
Цена станков тыс. руб.
|
Ремонтная сложность
|
|
|
Ед.
|
Сум.
|
Ед.
|
Сум.
|
Мех. ед.
|
Мех. сум.
|
Эл. ед.
|
Эл. сум.
|
|
16К20
|
1
|
5,8
|
5,8
|
300
|
300
|
13
|
13
|
25
|
25
|
.3.3 РАСЧЕТ СТОИМОСТИ ОСНОВНЫХ ФОНДОВ
Производственная площадь рассчитывается по формуле:
 = 514,2
м2;
= 514,2
м2;
где,
 количество оборудования i-го вида;
количество оборудования i-го вида;
 площадь
единицы оборудования;
площадь
единицы оборудования;
 коэффициент,
учитывающий дополнительные площади;
коэффициент,
учитывающий дополнительные площади;
Таблица
3.6 -Площади оборудования
|
Оборудование
|
Кдоп
|
S станка, м2
|
Спр
|
Пп
|
|
16К20
|
4,5
|
2,9
|
5
|
65,25
|
|
2Н135
|
5
|
0,85
|
2
|
8,50
|
|
MDW-10
|
3
|
21,5
|
3
|
193,50
|
|
600VT
|
3,5
|
10
|
3
|
105,00
|
|
3К227В
|
4
|
5,28
|
2
|
42,24
|
|
6Р81
|
5
|
4,5
|
2
|
45,00
|
|
Верстак
|
5
|
6
|
1
|
30,00
|
|
Ванна
|
5
|
5
|
1
|
25,00
|
|
итого
|
|
|
19
|
514,5
|
Вспомогательная площадь, Пвсп=20% от Пп= 102,9 м2;
Служебно-бытовая,
 = 154,4 м2.
= 154,4 м2.
Производственная площадь Пп, м2…………………… 514,5
Вспомогательная площадь Пвсп, м2………………… 102,9
Служебно-бытовая площадь, Псб, м2………………… 154,4
Стоимость здания, тыс.руб.:
 (3.11)
(3.11)
где,
Цп - цена 1 м2 производственной площади, руб.;
Цсб
- цена 1 м2 служебно - бытовой площади, руб..
Цп=
800 руб.,
Цсб=800
руб.
 руб.
руб.
Стоимость
оборудования, тыс. руб.:
Соб=Сот+Сов
(3.12)
где,
Сот - стоимость технологического оборудования (см. табл. 3.4), тыс.руб.;
Сов
- стоимость вспомогательного оборудования (см. табл. 3.5), тыс.руб.
Соб=11405,95+300=11705,95
тыс.руб.
Стоимость
инструмента, тыс.руб.:
 (3.13)
(3.13)
где,
Кин - процент стоимости инструмента от стоимости оборудования,
Кин
= 20%
 тыс. руб
тыс. руб
Стоимость
приспособлений, тыс. руб.:
 (3.14)
(3.14)
где,
Кприс - процент стоимости приспособлений, Кприс = 10%
 тыс.руб.
тыс.руб.
Амортизационные
отчисления по группам основных фондов, тыс. руб.:
 (3.15)
(3.15)
где,
Сi - стоимость i - ой группы основных фондов,
тыс. руб.;
А
- норма амортизационных отчислений, %.
Исходные
данные и результаты расчета по формуле (3.15) приведены в таблице 3.7.
Таблица
3.7 - Группы основных фондов и амортизационные отчисления
|
Группа основных фондов
|
Сi тыс. руб.
|
А %
|
Са тыс. руб.
|
|
Здания
|
617,44
|
5
|
30,87
|
|
Оборудование
|
19226
|
20
|
3845,2
|
|
Инструмент
|
2846
|
40
|
1538,4
|
|
Приспособления
|
2307
|
20
|
461,4
|
|
Транспорт
|
734,5
|
30
|
220,35
|
|
Итого:
|
25730,94
|
|
6096,22
|
.3.4 МАТЕРИАЛЬНЫЕ РЕСУРСЫ
Стоимость основных материалов, руб.:
 (3.16)
(3.16)
где,
 стоимость заготовки, руб.;
стоимость заготовки, руб.;
 вес
заготовки, изготовленной из i-ого вида материала, кг;
вес
заготовки, изготовленной из i-ого вида материала, кг;
 норма
отходов, кг;
норма
отходов, кг;
 цена
отходов, руб.;
цена
отходов, руб.;
 программа
выпуска (запуска), шт.
программа
выпуска (запуска), шт.
Норма
отходов:
 (3.17)
(3.17)
где,
КИМ - коэффициент использования материала:
 (3.18)
(3.18)
где,
 масса детали, кг;
масса детали, кг;
 масса
заготовки, кг.
масса
заготовки, кг.
Исходные
данные и результаты расчетов по формулам (3.16 - 3.18) приведены в таблице 3.8.
Таблица
3.8 - Стоимость основных материалов
|
Изд.
|
Мд, кг.
|
Мз, кг.
|
Нот кг
|
ЦМ, руб/кг
|
Цот, руб/кг
|
Стоимость материала
|
КИМ
|
|
|
|
|
|
|
ед, руб.
|
Ввып, тыс.руб.
|
Взап, тыс.руб.
|
|
|
А
|
1,72
|
3,48
|
1,8
|
834
|
101,52
|
3820,46
|
1910,23
|
2066,87
|
0,49
|
|
Б
|
0,9
|
2,8
|
1,9
|
834
|
101,52
|
2142,31
|
1071,16
|
1158,99
|
0,32
|
|
В
|
1,35
|
1
|
0,7
|
725
|
88,25
|
663,23
|
331,61
|
358,80
|
0,35
|
|
Г
|
0,8
|
3,1
|
2,3
|
834
|
101,52
|
2351,90
|
2351,90
|
2547,11
|
0,26
|
|
Д
|
1,2
|
4,6
|
3,4
|
524
|
63,78
|
2193,55
|
2193,54
|
2375,61
|
0,26
|
|
Е
|
0,95
|
3,5
|
2,6
|
967
|
117,7
|
3078,48
|
3078,48
|
3333,99
|
0,27
|
Стоимость вспомогательного материала, тыс. руб.:
 (3.19)
(3.19)
где,
 - цена вспомогательного материала, тыс. руб.;
- цена вспомогательного материала, тыс. руб.;
 -
годовая потребность вспомогательных материалов;
-
годовая потребность вспомогательных материалов;
Исходные
данные и результаты расчетов по формуле (3.19) приведены в таблице 3.9.
Таблица
3.9 - Вспомогательные материалы
|
Наименование
|
Норма расхода кг/станок в
год
|
Годовая потребность
|
Цена материала, руб.кг.
|
Стоимость, руб.
|
|
Бензин
|
10
|
120
|
15
|
1800
|
|
Керосин
|
30
|
360
|
8
|
2880
|
|
Масло индустриальное
|
120
|
1440
|
60,2
|
86688
|
|
Ветошь
|
18
|
216
|
8
|
1728
|
|
Солидол
|
120
|
1440
|
6,2
|
8928
|
|
СОЖ
|
150
|
1800
|
22,3
|
40140
|
|
Итого
|
448
|
5376
|
|
142164
|
3.3.5 Энергетические ресурсы
Энергия на технологические цели по видам оборудования, кВтч:
 (3.20)
(3.20)
где,
 - коэффициент загрузки оборудования;
- коэффициент загрузки оборудования;
 -
коэффициент учитывающий недогрузку оборудования по мощности,
-
коэффициент учитывающий недогрузку оборудования по мощности,  = 0,25;
= 0,25;
N - мощность
единицы оборудования;
 -
принятое количество оборудования, шт.
-
принятое количество оборудования, шт.
Стоимость
энергии на технологические цели по видам оборудования, руб.
 (3.21)
(3.21)
где,
 - цена 1 кВтч электроэнергии, = 1,14 руб/кВтч.
- цена 1 кВтч электроэнергии, = 1,14 руб/кВтч.
Исходные
данные и результаты расчетов по формулам (3.20 - 3.21) приведены в таблице
3.10.
Таблица 3.10 - Стоимость энергии на технологические цели.
|
Станок
|
Спр
|
Кз
|
N, кВт
|
Кс
|
Фо
|
Qт
|
Цэл
|
Сэт
|
|
16К20
|
5
|
0,91
|
5,8
|
0,25
|
3739,2
|
24669,37
|
1,14
|
28123,08
|
|
2Н135
|
2
|
0,63
|
4
|
0,25
|
|
4711,39
|
|
5370,99
|
|
MDW-10
|
3
|
0,81
|
6
|
0,25
|
|
13629,38
|
|
15537,50
|
|
600VT
|
3
|
0,77
|
6
|
0,25
|
|
12956,33
|
|
14770,21
|
|
3К227В
|
2
|
0,91
|
9,3
|
0,25
|
|
15822,42
|
|
18037,56
|
|
6Р81
|
2
|
0,51
|
5,5
|
0,25
|
|
5244,23
|
|
5978,42
|
|
итого
|
17
|
|
|
|
|
77033,13
|
|
87817,77
|
Энергия на освещение, кВт·ч;
 (3.22)
(3.22)
где,
qэ - удельный расход электроэнергии, кВт/м;
Т
- число рабочих часов в сутках, час;
Qэ = 0,025
кВт/м,
Т
= 16 час.
Qос=0,025·1771·16·771,8=546743,12
кВт*ч
Стоимость электроэнергии на освещение:
 руб.
(3.23)
руб.
(3.23)
Расход
сжатого воздуха, м3 / год:
в
= qв · Спр · Фдо · Кзс (3.24)
где,
qв - номинальный расход воздуха одним потребителем, м3
/ час,
qв = 0,7 м3 /
час;
Qв = 0,7 · 17 ·
3739,2 · 0,8 = 35597,18 м3 / год.
Стоимость
сжатого воздуха, руб.:
Ссв
= Qв · Цсв (3.25)
где,
Цсв - цена сжатого воздуха, руб. / м3, Цсв = 0,17 руб. / м3;
Ссв
= 35597,18´ 0,17 = 6051,52 руб.;
Расход
воды на бытовые нужды, м3 / год:
вб
= Нр · Фд · (Сор + Свр + Ссл) (3.26)
где,
qвб =0,04 - расход воды на бытовые нужды на одного
работающего,м3час;
Сор
- количество основных работающих, чел;
Свр
- количество вспомогательных рабочих, чел;
Ссл
- количество служащих, чел;
Qвн = (30+20+23)
· 3739,2 · 0,04 =10918,46 м3 / год.
Стоимость
воды на бытовые нужды, руб.:
вб
= Qвб · Цвб (3.27)
где,
Цвб - цена бытовой воды, руб. / м3, Цвб = 30,87 руб. / м3;
Свб
= 30,87 · 10918,46 = 337052,98 руб.
Таблица 3.11 - Стоимость энергетических ресурсов
|
Вид ресурса
|
Потребное количество
|
Цена ресурса
|
Стоимость, руб.
|
|
Энергия на технологические
цели
|
77033,13 кВт*ч
|
1,14 руб./кВт
|
87817,77
|
|
Энергия на освещение
|
546743,12 кВт*ч
|
1,14 руб./кВт
|
623287,16
|
|
Сжатый воздух
|
35597,18 м3/год
|
0,17 руб./м3
|
6051,52
|
|
Вода на бытовые нужды
|
10918,46 м3/год
|
30,87 руб./м3
|
337052,98
|
|
Итого
|
670291,89
|
|
1054209
|
.4 ОРГАНИЗАЦИОННЫЙ ПЛАН
На представленной ниже схеме показана организационная структура цеха.
Рисунок
3.1 - Схема управления цехом
.4.1
РАСЧЕТ ЧИСЛЕННОСТИ ОСНОВНЫХ РАБОЧИХ
Согласно
данному плану организации структуры цеха будет рассчитано количество служащих в
цехе.
Трудоемкость
работ по профессиям и разряду, н.ч.:
 (3.28)
(3.28)
где,
К - количество операций выполняемых рабочим данной профессии и разряда.
Исходные
данные и результаты расчета по формуле (3.28) приведены в таблице 12.
Таблица
3.12 - Трудоемкость работ по профессиям и разряду
|
Профессия
|
Разряд
|
Тпр н.ч.
|
|
|
|
|
Токарь
|
5
|
15454,26
|
|
Сверловщик
|
4
|
4316,22
|
|
Оператор ЧПУ
|
5
|
8300,48
|
|
Оператор ЧПУ
|
5
|
7837,11
|
|
Шлифовщик
|
4
|
6154,05
|
|
Фрезеровщик
|
4
|
3465,21
|
|
Слесарь
|
3
|
2465,06
|
|
Мойщик
|
2
|
502,54
|
|
Итого
|
|
48494,93
|
Расчетное количество основных рабочих по профессиям и разряду, чел.:
 (3.29)
(3.29)
Тарифная
заработная плата, руб.:
 (3.30)
(3.30)
где,
Тчас. - часовая тарифная ставка часового по разряду, руб.
Премия
основных производственных рабочих, тыс.руб.
 (3.31)
(3.31)
где,
Ко - процент премии, Ко = 70%
Дополнительная заработная плата , тыс.руб :
ЗПД
= ( ЗПТ + ПО + ДУ )  ( 3.32 )
( 3.32 )
где,
КД - дополнительная зарплата, КД = 10 %
Отчисление
на социальное страхование (единый социальный налог ), тыс.руб :
ССТ
= ФЗП  (3.33)
(3.33)
где,
КСТ - отчисление на социальное страхование , КСТ = 26 %
Доплата за климатические условия, тыс. руб.:
 (3.34)
(3.34)
где,
Кд - дополнительная заработная плата, Кд = 10%
Фонд
заработной платы, тыс.руб.:
 (3.35)
(3.35)
Исходные
данные и результаты расчетов по формулам (3.29) - (3.35) приведены в таблице
3.13.
Таблица 3.13
- Профессиональный состав и зарплата основных рабочих
|
Профессия
|
Разряд
|
Тпр
|
Срр
|
Спр
|
Тчасруб
|
ЗПт тыс.руб
|
До тыс.руб
|
Ду тыс.руб
|
ЗПд тыс.руб
|
Фонд ЗП тыс.руб
|
Сст тыс.руб
|
|
Токарь
|
5
|
15454,26
|
7,93
|
8
|
13,7
|
212,65
|
85,06
|
36,15
|
39,77
|
486,33
|
126,45
|
|
Сверловщик
|
4
|
4316,22
|
2,22
|
3
|
12,9
|
55,68
|
22,27
|
9,47
|
10,41
|
127,34
|
33,11
|
|
Оператор ЧПУ
|
5
|
8300,48
|
4,26
|
5
|
13,7
|
114,21
|
45,69
|
19,42
|
21,36
|
261,21
|
67,91
|
|
Оператор ЧПУ
|
5
|
7837,11
|
4,02
|
5
|
13,7
|
107,84
|
43,14
|
18,33
|
20,17
|
246,63
|
64,12
|
|
Шлифовщик
|
4
|
6154,05
|
3,16
|
4
|
12,9
|
79,39
|
31,75
|
13,50
|
14,85
|
181,56
|
47,21
|
|
Фрезеровщик
|
4
|
3465,21
|
1,78
|
2
|
12,9
|
44,70
|
17,88
|
7,60
|
8,36
|
102,23
|
26,58
|
|
Слесарь
|
3
|
2465,06
|
1,27
|
2
|
10,7
|
26,47
|
10,59
|
4,50
|
4,95
|
60,55
|
15,74
|
|
Мойщик
|
2
|
502,54
|
0,26
|
1
|
12,0
|
6,07
|
2,43
|
1,03
|
1,13
|
13,87
|
3,61
|
|
Итого
|
48494,9
|
|
30
|
|
647,01
|
258,80
|
109,99
|
120,99
|
1479,72
|
384,73
|
.4.2 РАСЧЕТ ЧИСЛЕННОСТИ ВСПОМОГАТЕЛЬНЫХ РАБОЧИХ
Расчетное количество вспомогательных рабочих, чел.:
 (3.36)
(3.36)
где,
Орв - объем работ по профессии;
S - количество
смен работы;
Но
- норма обслуживания для вспомогательных рабочих.
Тарифная
заработная плата, тыс.руб.:
 (3.37)
(3.37)
где,
Свр - принятое количество вспомогательных рабочих, чел.
Расчет
заработной платы вспомогательных рабочих ведем по формулам (3.29) - (3.37).
Исходные данные и результаты расчетов по этим формулам приведены в таблице
3.14.
Таблица 3.14 - Профессиональный состав и заработная плата вспомогательных
рабочих
|
Профессия
|
Разряд
|
Овр
|
Но
|
Свр
|
Свр
|
Тчасруб
|
Зптар, т.руб.
|
До, т.руб.
|
Ду, т.руб
|
ЗПд, т.руб
|
ФондЗП, т.руб
|
Сст, т.руб.
|
|
Токарь
|
5
|
1станок
|
1 т/чел
|
2,00
|
2
|
15,6
|
55,26
|
22,10
|
11,6
|
8,9
|
97,86
|
25,45
|
|
Слесарь
|
6
|
1
|
100% от числа ста-ночников
вспом.
|
1
|
2,00
|
2
|
22,3
|
78,99
|
31,6
|
16,6
|
12,72
|
139,9
|
36,37
|
|
Ремонтник
|
5
|
131
|
ед. рем. сл.
|
506 д/чел × см
|
0,52
|
1
|
14,2
|
25,15
|
10,06
|
5,281
|
4,05
|
44,54
|
11,58
|
|
Электрик
|
5
|
83,5
|
ед. рем. сл.
|
446 д/чел ×см
|
0,37
|
1
|
15,7
|
27,81
|
11,12
|
5,839
|
4,48
|
49,24
|
12,80
|
|
Электрон-щик
|
5
|
10
|
ст. с ЧПУ
|
210 ст/ч × см
|
0,10
|
1
|
18,1
|
32,06
|
12,82
|
6,732
|
5,16
|
56,77
|
14,76
|
|
Наладчик
|
5
|
20,0
|
станков
|
30 ст/ч × см
|
1,67
|
2
|
17,2
|
60,93
|
24,37
|
12,795
|
9,81
|
107,9
|
28,06
|
|
Кладовщик
|
2
|
22
|
рабочих
|
60 раб/чел
|
0,73
|
1
|
12,5
|
22,14
|
8,86
|
4,649
|
3,56
|
39,20
|
10,19
|
|
Контролер
|
5
|
22
|
29 рабочих
|
35 раб/чел
|
1,26
|
2
|
13,1
|
18,56
|
9,745
|
7,47
|
82,18
|
21,37
|
|
Распред.
|
4
|
22
|
29 рабочих
|
60 раб/чел
|
0,73
|
1
|
12,6
|
22,32
|
8,93
|
4,686
|
3,59
|
39,52
|
10,28
|
|
Разнораб.
|
3
|
19
|
20 станков
|
175 ст/чел
|
0,22
|
1
|
14
|
24,8
|
9,92
|
5207,33
|
3,99
|
43,91
|
11,42
|
|
Водитель
|
|
1
|
1 эл.кара
|
1 тр/чел × см
|
2,00
|
2
|
16,1
|
57,03
|
22,81
|
11976,8
|
9,18
|
101,0
|
26,26
|
|
Уборщик
|
2
|
643
|
м2
|
350 м2/чел
|
3,67
|
4
|
13,8
|
97,77
|
39,11
|
20531,7
|
15,74
|
173,1
|
45,02
|
|
итого
|
|
|
|
|
|
20
|
|
550,6
|
220,2
|
115,64
|
88,66
|
975,2
|
253,5
|
3.4.3 РАСЧЕТ
ЧИСЛЕННОСТИ СЛУЖАЩИХ
Численность служащих принята по рекомендациям источника [29] стр. 57.
Месячный оклад служащего, руб.:
ОМ = Б · КК (3.38)
где, Б - базовая ставка (учитывает категорию работников), Б=1100 руб.;
КК - коэффициент учитывающий квалификационную категорию.
Тарифная заработная плата, тыс.руб.:
ЗПТ = ФРМ · ОМ ·ССЛ (3.39)
где, ФРМ - фонд рабочего времени служащего, ФРМ = 11,2 месяца;
ССЛ - принятое количество служащих , чел .
Фонд заработной платы служащих рассчитываем по формулам (3.30) -
(3.35),(3.38),(3.39). Исходные данные и результаты расчётов приведены в таблице
3.15.
Таблица 3.15
- Профессиональный состав и зарплата служащих
|
Должность
|
Ссл чел
|
Кк
|
Ом, т.руб
|
Основная ЗП
|
ЗПд, т.руб
|
Фзп, т.руб
|
Сстр, т.руб
|
Мес.ЗП, т.руб
|
|
|
|
|
Зптар, т.руб
|
До, т.руб
|
Ду, т.руб
|
|
|
|
|
|
Нач.цеха
|
1
|
9
|
9,9
|
109,89
|
76,92
|
28,02
|
21,48
|
236,32
|
61,44
|
19,69
|
|
Зам по т/ч
|
1
|
7,4
|
8,14
|
90,35,
|
63,25
|
23,04
|
17,66
|
194,31
|
50,52
|
16,19
|
|
Зам по произв.
|
1
|
7,4
|
8,14
|
90,35,
|
63,25
|
23,04
|
17,66
|
194,31
|
50,52
|
16,19
|
|
Нач тех.бюро
|
1
|
5,5
|
6,05
|
67,15,
|
47,01
|
17,12
|
13,13
|
144,42
|
37,55
|
12,03
|
|
Технолог
|
2
|
3,2
|
3,52
|
78,14,
|
54,71
|
19,93
|
15,28
|
168,05
|
43,69
|
14,01
|
|
Архивариус
|
1
|
1,5
|
1,65
|
18,32
|
12,82
|
4,67
|
3,58
|
39,39
|
10,24
|
3,28
|
|
Нач. БТи3
|
1
|
5
|
5,50
|
61,05
|
42,74
|
15,57
|
11,94
|
131,29
|
34,13
|
10,94
|
|
Инж. нормир.
|
1
|
3,4
|
3,74
|
41,51
|
29,06
|
10,59
|
8,12
|
89,28
|
23,21
|
7,44
|
|
Экономист
|
1
|
3,4
|
3,74
|
41,51
|
29,06
|
10,59
|
8,12
|
89,28
|
23,21
|
7,44
|
|
Нач. БИХ
|
1
|
4
|
4,40
|
48,84
|
34,19
|
12,45
|
9,55
|
105,03
|
27,31
|
8,75
|
|
Инж. инстр.
|
1
|
2,8
|
3,08
|
34,19
|
23,93
|
8,72
|
6,68
|
73,52
|
19,12
|
6,13
|
|
Нач. ПДБ
|
1
|
5
|
5,50
|
61,05
|
42,74
|
15,57
|
11,94
|
131,29
|
34,13
|
10,94
|
|
Диспетчер
|
2
|
2,2
|
2,42
|
53,72
|
37,61
|
13,70
|
10,50
|
115,53
|
30,04
|
9,63
|
|
Плановик
|
1
|
1,8
|
1,98
|
21,98
|
15,38
|
5,60
|
4,30
|
47,26
|
12,29
|
3,94
|
|
Нач. БТК
|
1
|
4
|
4,40
|
48,84
|
34,19
|
12,45
|
9,55
|
105,03
|
27,31
|
8,75
|
|
Механик
|
1
|
5,7
|
6,27
|
69,60
|
48,72
|
17,75
|
13,61
|
149,67
|
38,91
|
12,47
|
|
Старший м-р
|
1
|
4,8
|
5,28
|
58,61
|
41,03
|
14,95
|
11,46
|
126,04
|
32,77
|
10,50
|
|
Мастер
|
2
|
3,8
|
4,18
|
92,80
|
64,96
|
23,66
|
18,14
|
199,56
|
51,89
|
16,63
|
|
Завхоз
|
1
|
2,2
|
2,42
|
26,87
|
18,80
|
6,85
|
5,25
|
57,77
|
15,02
|
4,81
|
|
Секретарь
|
1
|
1,8
|
1,98
|
21,98
|
15,38
|
5,60
|
4,30
|
47,26
|
12,29
|
3,94
|
|
Итого
|
23
|
|
|
1136,75
|
795,73
|
289,87
|
222,23
|
2444,58
|
635,59
|
203,72
|
3.5 ФИНАНСОВЫЙ ПЛАН
Таблица 3.16
- Смета расходов на РЭСО
|
№ пп
|
Статьи расходов
|
Методика расчета или
источник
|
Сумма, руб.
|
|
|
|
|
|
1
|
Амортизация
|
|
|
|
а) оборудование
|
Таблица 7
|
3845,2
|
|
б) транспорт
|
Таблица 7
|
220,35
|
|
Итого по статье 1
|
4065,55
|
|
2
|
Затраты на эксплуатацию
оборудования
|
|
|
|
а) вспомогательные
материалы
|
Таблица 9
|
142164
|
|
б) основная и
дополнительная зарплата вспомогательных рабочих обслуживающих оборудование
|
Таблица 14
|
434588,7
|
|
в) стоимость электроэнергии
на технологические цели
|
Таблица 11
|
87817,77
|
|
Итого по статье 2
|
664570,47
|
|
3
|
Затраты на текущий ремонт
|
|
|
|
а) оборудования
|
576780
|
|
б) транспортных средств
|
|
22035
|
|
Итого по статье 3
|
598815
|
|
4
|
Затраты на износ малоценных
и быстроизнашивающихся предметов и инструментов
|
По нормативу 0,75 тыс. руб.
/ ст.
|
15000
|
|
5
|
Прочие расходы
|
3% от суммы всех предыду-
щих статей
|
49643,46
|
|
Итого РЭСО
|
1332094,48
|
Таблица 3.17
- Цеховые расходы
|
№ пп
|
Статьи расходов
|
Методика расчёта или
источник
|
Сумма, руб.
|
|
1
|
Содержание аппарата
управления цехом с отчислением на соцстрах
|
Таблица 15
|
1723707
|
|
2
|
Амортизация
|
|
|
|
Здания
|
Таблица 7
|
30870
|
|
3
|
Содержание зданий и
сооружений
|
|
|
|
а) стоимость эл.энергии на
освещение
|
Таблица 11
|
623287,16
|
|
б) стоимость воды на
бытовые нужды
|
Таблица 11
|
337052,98
|
|
Итого по статье 3
|
960340,14
|
|
4
|
Расходы на текущий ремонт
|
|
|
|
а) зданий и сооружений
|
0,5 % от стоимости
|
3087,2
|
|
Итого по статье 4
|
3087,2
|
|
5
|
Расходы на изобретательство,
рационализацию, опыты и исследования.
|
0,2 тыс.руб на 1-го
рабочего
|
6000
|
|
6
|
Затраты на охрану труда
|
0,5 тыс.руб на 1-го
рабочего
|
15000
|
|
7
|
Затраты на износ
малоценного и быстроизнашивающегося инвентаря
|
0,15 тыс.руб на 1-го
основного рабочего
|
4500
|
|
8
|
Прочие расходы
|
1 % от суммы всех предыду-
щих статей
|
27435,04
|
|
Итого цеховые расходы ( ЦР
)
|
2770939,38
|
Таблица 3.18
- Смета затрат на производство
|
№ пп
|
Статьи расходов
|
Методика расчета или
источник
|
Сумма, руб.
|
|
1
|
Материальные ресурсы
|
|
|
|
а) основные материалы
|
Таблица 8
|
3333993,84
|
|
б) вспомогательные
материалы
|
Таблица 9
|
142164
|
|
в) энергетические затраты
|
Таблица 11
|
87817,77
|
|
Итого по статье 1
|
3563975,61
|
|
2
|
Оплата труда ППП
|
|
|
|
а) основные рабочие
|
Таблица 13
|
1479720
|
|
б) вспомогательные рабочие
|
Таблица 14
|
975229,6
|
|
в) служащие
|
Таблица 15
|
1356468
|
|
Итого по статье 2
|
3811417,76
|
|
3
|
Амортизация основных
производственных фондов
|
Таблица 7
|
6096220
|
|
4
|
Прочие расходы
|
Таблица 16,п.3 Таблица
17,п.8 Таблица 19 п.6, 7
|
77925,23
|
|
Итого затраты на
производство
|
|
13549538,6
|
Таблица 3.19
- Калькуляция на изделие А " Корпус уплотнения "
|
№ пп
|
Статьи расходов
|
Методика расчета или
источник
|
Новый
|
Базовый
|
|
|
|
Сумма,руб
|
Сумма,руб
|
|
1
|
Материалы и сырьё:
|
|
|
|
|
а) основные материалы
|
Таблица 8
|
3820,46
|
4141,09
|
|
б) вспомогательные
материалы
|
Таблица 9
|
284,33
|
321,45
|
|
в) полуфабрикаты и услуги
|
-
|
0
|
0
|
|
г) возвратные отходы
|
Таблица 8
|
12
|
12
|
|
д) покупные и комплектующие
изделия
|
-
|
0
|
0
|
|
Итого материальные затраты
|
4116,79
|
4462,54
|
|
2
|
Расходы на оплату труда
основных рабочих, в том числе:
|
Фзп*Кп/ Вв
|
1644,13
|
1922,06
|
|
- по тарифу
|
ЗПт*Кп/ Вв
|
718,9
|
954,7
|
|
- надбавки и доплаты к
тарифу
|
Ду*Кп/ Вв
|
122,2
|
213,5
|
|
- премии
|
До*Кп/ Вв
|
287,5
|
301,8
|
|
- дополнительная зарплата
|
ЗПд*Кп/ Вв.
|
134,43
|
196
|
|
3
|
Отчисления на соцстрах
|
26 % от п.2 таб.19
|
755,86
|
932,9
|
|
4
|
Износ инструмента и
приспособлений
|
30 % от п.2 таблицы 19
|
842,15
|
1076,42
|
|
5
|
Накладные расходы, в том
числе
|
|
|
|
|
- РЭСО
|
РЭСО*Кп/ Вв
|
1480,1
|
1531,7
|
|
Технологическая
себестоимость ТС
|
|
10102,06
|
11591,62
|
|
- цеховые расходы
|
ЦР*Кп/ Вв
|
3078,82
|
3819,24
|
|
Цеховая себестоимость ЦС
|
|
13180,88
|
15410,86
|
|
- общезаводские расходы
|
50 % от п.2 таблицы 19
|
1453,58
|
1794,03
|
|
Производственная
себестоимость ПС
|
|
14634,46
|
17204,89
|
|
6
|
Прочие производственные
расходы
|
|
|
|
|
а) страхование имущества
|
0,1% от ЦС
|
13,18
|
15,4
|
|
б) дорожный фонд
|
3% от ТС
|
303,06
|
347,75
|
|
7
|
Внепроизводственные расходы
(на упаковку, транспортировку,рекламу)
|
3,6 % от ПС
|
526,84
|
619,38
|
|
Полная себестоимость С
|
|
15477,54
|
18187,42
|
|
8
|
Рентабельность предприятия
|
24 % от С
|
3714,61
|
4364,98
|
|
Оптовая цена ОЦ
|
|
19192,15
|
22552,4
|
|
9
|
Налог на добавленную
стоимость
|
18 % от ОЦ
|
3454,59
|
4059,43
|
|
10
|
Свободная продажная цена
|
|
22646,73
|
26611,83
|
|
|
|
|
|
|
Таблица 3.20
- Абсолютные показатели
|
№ пп
|
Наименование показателя
|
Единица измерения
|
Величина
|
|
|
|
Новый
|
Базовый
|
|
1
|
Годовой выпуск продукции
|
|
|
|
|
а) по трудоёмкости
|
н.ч.
|
52038,3
|
65047,88
|
|
б) в денежном выражении
|
руб.
|
62932518
|
78665648
|
|
2
|
Общая стоимость ОПФ
|
руб.
|
|
|
|
в том числе:
|
|
|
|
|
- здания
|
|
617440
|
2661240
|
|
- оборудование
|
|
19226000
|
23071200
|
|
- инструмент
|
|
3846000
|
4615200
|
|
- приспособления
|
|
2307000
|
2768400
|
|
- транспорт
|
|
734500
|
881400
|
|
3
|
Площадь цеха
|
м2
|
|
|
|
- всего
|
|
771,8
|
964,2
|
|
в том числе:
|
|
|
|
|
- производственная
|
|
514,5
|
642,8
|
|
- вспомогательная
|
|
102,9
|
128,6
|
|
- служебно-бытовая
|
|
154,4
|
192,8
|
|
4
|
Количество оборудования
|
шт.
|
|
|
|
- всего
|
|
19
|
25
|
|
в том числе:
|
|
|
|
|
- производственное
оборудование
|
|
17
|
23
|
|
- слесарное оборудование
|
|
2
|
2
|
|
5
|
Численность ППП
|
человек
|
|
|
|
- всего
|
|
73
|
87
|
|
в том числе:
|
|
|
|
|
- основные производственные
рабочие
|
|
30
|
32
|
|
- вспомогательные рабочие
|
|
20
|
27
|
|
- служащие
|
|
23
|
28
|
|
6
|
Фонд заработной платы
|
руб.
|
|
|
|
- основные производств.
рабочие
|
|
1479720
|
1751114
|
|
- вспомогательные рабочие
|
|
975229,6
|
1092257
|
|
- служащие
|
|
2444583
|
2737933
|
|
7
|
Средняя зарплата
|
руб./ мес
|
|
|
|
- основные производств.
рабочие
|
|
6165,5
|
5560,194
|
|
- вспомогательные рабочие
|
|
4063,457
|
3371,164
|
|
- служащие
|
|
8857,185
|
8148,61
|
Таблица 3.21
- Относительные показатели
|
№ пп
|
Наименование показателя
|
Единица измерения
|
Величина
|
|
|
|
|
|
1
|
Выпуск продукции на одного
производственного рабочего.
|
|
|
|
а) по трудоёмкости
|
н.ч.
|
1734,61
|
|
б) в денежном выражении
|
руб.
|
2097750,6
|
|
2
|
Выпуск продукции на 1-го
работающего
|
|
|
|
а) по трудоёмкости
|
н.ч.
|
712,85
|
|
б) в денежном выражении
|
руб.
|
862089,29
|
|
3
|
Выпуск продукции с 1 м2
производственной площади.
|
н.ч.
|
101,14
|
|
б) в денежном выражении
|
руб.
|
122317,82
|
|
4
|
Выпуск продукции с единицы
оборудования
|
|
|
|
а) по трудоёмкости
|
н.ч.
|
2738,86
|
|
б) в денежном выражении
|
руб.
|
3312237,79
|
|
5
|
Средняя загрузка
оборудования
|
|
0,77
|
|
6
|
Коэффициент сменности
оборудования
|
|
0,9
|
|
7
|
Фондовооруженность труда
|
р/чел
|
968192,6
|
|
8
|
Коэффициент использования
материала
|
изделие А
|
0,36
|
|
9
|
Материалоёмкость продукции
|
руб.
|
2
|
|
10
|
Фондоотдача
|
руб.
|
5,95
|
.6 СТРАТЕГИЯ ФИНАНСИРОВАНИЯ
Дополнительные капитальные вложения , тыс.руб.:
КД = КН - КБ ( 3.40 )
где, КН - капитальные вложения по новому варианту, тыс.руб.;
КБ - капитальные вложения по базовому варианту, тыс.руб.
Условная годовая экономия, тыс.руб.:
ЭУ = (СБ - СН) · ВВ ( 3.41 )
где, СБ - полная себестоимость по базовому варианту, руб.
СН - полная себестоимость по новому варианту, руб.
ЭУ = (18187,42-15477,54) · 500 = 1354940 руб.
Исходные данные и результаты расчётов по формуле (3.40) приведены в
таблице 3.22.
Таблица 3.22 - Дополнительные капитальные вложения
|
Группа ОФ
|
КБ , руб.
|
КН , руб.
|
КД , руб.
|
|
Здания
|
825360
|
617440
|
207920
|
|
Оборудование
|
23071200
|
19226000
|
3845000
|
|
Инструмент
|
4615200
|
3846000
|
769200
|
|
Приспособления
|
2768400
|
2307000
|
461400
|
|
Транспорт
|
881400
|
734500
|
146900
|
|
Доп. затраты на инстр.
|
0
|
230,76
|
230760
|
|
Доп. затраты на техоснастку
|
0
|
138,42
|
138420
|
|
Итого
|
32161560
|
26731309,2
|
5799600
|
Для реализации проекта необходимо денежных средств, в размере полной
себестоимости партии выпуска - 7738770 руб.
Расчет финансовых показателей.
Расчет срока окупаемости проекта (Ток) осуществляется по формуле:
 (3.42)
(3.42)
где,
Пг - ежегодная прибыль
Пг
= (Цд - Пс) · Вв =(22646,73 - 15477,54)· 500 = 3584595 руб.
где,
Цд = 22646,73 - цена детали
Пс
=15477,54 - полная себестоимость детали.
К
- капиталовложения, К= 7738770
Е
- норматив приведения разновременных затрат и вложений от года, на который они
приводятся, Е=0,12;
Т
- число, равное периоду времени (лет), отделяющему год затрат и вложений от
года, на который они приводятся.
 = 1,68
= 1,68
Возврат
денежных средств ожидается через 1 год и 7 месяцев.
Срок
окупаемости ТОК = 1 год и 7 месяцев характеризует высокую экономическую
эффективность принятых решений в разработанном дипломном проекте.
.7
РАСЧЕТ ЭКОНОМИЧЕСКОЙ ЭФФЕКТИВНОСТИ ПРОЕКТИРУЕМОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
С
целью повышения эффективности обработки детали «Корпус уплотнения» на токарных
операциях применены станки с ЧПУ MDW-10, 500V. Это позволило получить следующие экономические
показатели:
- Снижение трудоемкости, %
 (3.43)
(3.43)
где,
Тб - трудоемкость изготовления детали по базовому варианту, ч.
Тн.
- трудоемкость изготовления детали по новому варианту, ч.
 =
((5,9-4,63)/5,9)·100=21%
=
((5,9-4,63)/5,9)·100=21%
- Экономия энергия, %
Э = 100-100·Qн/Qб (3.44)
где, Qн. - энергетические затраты
проектируемого цеха, тыс.руб.
Qб. -
энергетические затраты базового участка, тыс.руб.
Э = 100-100·87817,77/ 99686,65=11,9%
- Рост производительности труда, %
 (3.45)
(3.45)
 =26,6%
=26,6%
- Экономия фонда заработной платы, %
Эфзп.=100 - (100·Фзпн./Фзнб.) (3.46)
где, Фзпн. - фонд заработной платы по новому варианту, тыс.руб.
Фзпб. - фонд заработной платы по базовому варианту, тыс.руб.
Эфзп.=100 - (100·6165,5/5560,19)= 10,8 %
- Снижение себестоимости, %
Эс= 100 - (100·Сн)/Сб (3.47)
где, Сн - полная себестоимость изготовления детали по новому
технологическому процессу, руб.
Сб - полная себестоимость изготовления детали по базовому варианту, руб.
Эс= 100 - (100·15477,54)/18187,42= 14,3 %
4. БЕЗОПАСНОСТЬ И ЭКОЛОГИЧНОСТЬ ПРОЕКТА
В данном разделе дипломного проекта рассмотрены опасные и вредные
производственные факторы, возникающие при механической обработке детали типа
«Корпус уплотнения», изготовленной из коррозионностойкой стали 15Х16К2НМВФАБ-Ш,
произведен расчет общеобменной вентиляции.
Опасным производственным фактором (ОПФ) называют такой производственный
фактор, воздействие которого на человека приводит к травме или смертельному
исходу. К ОПФ можно отнести [21]:
- движущие машины и механизмы;
- подъемно-транспортные устройства и перемещаемые грузы;
электрический ток;
отлетающие частицы обрабатываемого материала и инструмента и
т.д.
Вредным производственным фактором (ВПФ) называют такой производственный
фактор, воздействие которого на человека приводит к ухудшению самочувствия или,
при длительном воздействии, к заболеванию. К ВПФ можно отнести [21]:
- повышенную или пониженную температуру воздуха в рабочей зоне;
- повышенные уровни шума, вибрации, электромагнитных излучений;
загрязненность воздуха в рабочей зоне пылью, вредными газами и
т.д.
Между опасными и вредными факторами существует определенная взаимосвязь -
при высоких уровнях вредные факторы становятся опасными. К примеру, высокая
концентрация вредных веществ в воздухе рабочей зоны могут привести к сильному
отравлению или даже к смерти.
Для создания безопасных и здоровых условий труда и повышения
экономической эффективности производства необходимы выявление, анализ и
разработка мероприятий по устранению и уменьшению действия вредных и опасных
факторов.
4.1 Идентификация и анализ опасных и вредных
производственных факторов
Идентификация и анализ опасных и вредных производственных факторов
включает в себя ряд стадий:
- Выявление опасных и вредных факторов;
Оценка воздействия негативных факторов на человека;
Установление причин возникновения опасности;
Оценка последствий проявления опасности.
На первой стадии идентификации производится классификация опасностей. По
воздействию на человека опасные и вредные производственные факторы делят на
четыре группы:
- физические;
- химические;
биологические:
психофизиологические.
Опасные и вредные производственные факторы, характерные при обработке
материалов резанием приведены в таблице 4.1 [21].
Таблица 4.1 - Опасные и вредные производственные факторы
|
Группа факторов
|
Факторы
|
Источники и зоны действия
факторов
|
|
1
|
2
|
3
|
|
Физические
Физические
|
Механические факторы
силового воздействия: движущиеся машины, механизмы, материалы, изделия,
инструмент, части разрушившихся изделий, конструкций, механизмов
|
Зоны движения электрокар,
подвижных частей станков, инструмента, передач; зоны около систем повышенного
давления, емкостей со сжатыми газами, трубопроводов, пневмоустановок.
|
|
Острые кромки
|
Режущий и колющий
инструмент, заусенцы, шероховатые поверхности, металлическая стружка,
осколки.
|
|
Механические колебания -
вибрация
|
Производственное
оборудование: шлифовальные, токарные, сверлильные и др. станки, вентиляторы,
электроприводы и т.п. Ручные машины: виброинструмент - фортуна.
|
|
Повышенный уровень шума
|
Технологическое
оборудование и оснастка; слесарный участок -пневмоинструмент.
|
|
Повышенный уровень
электрического напряжения
|
Электрические сети,
электроустановки, распределители, трансформаторы, оборудование с электроприводом
и т.д.
|
|
Пожароопасность
|
Участок притирки
|
|
Недостаточность
Освещенности
|
Освещение производственных
помещений
|
|
Химические
|
Повышенная запыленность
воздуха рабочей зоны
|
Работы на шлифовальных
станках. Зоны слесарного
участка: полирование острых кромок, зачистка заусенцев абразивным
инструментом и др.
|
|
Попадание ядов на кожные
покровы и слизистые оболочки
|
Заполнение емкостей,
распыление жидкостей. Обработка материалов с применением эмульсоров.
|
|
Попадание ядов в желудочно-
кишечный тракт
|
Ошибки при применении
жидкостей, умышленные действия.
|
Как видно из таблицы 4.1 в проектируемом цехе главным образом имеют место
физические и химические факторы. Ниже рассмотрены некоторые из этих факторов.
4.1.1 Движущиеся машины и механизмы, подвижные
части производственного оборудования
Наиболее распространенными источниками механических травм являются риски,
заусенцы, острые кромки, стружка, выступы на движущихся частях механизмов и
инструментов.
К движущимся частям оборудования относятся:
- подвижные столы и стойки станков (фрезерные, сверлильные
станки);
- вращающиеся шпиндели с закрепленными в них заготовкой или
инструментом;
ходовые винты;
различные передачи (зубчатые, ременные и др.) вне корпусов
станков.
Для защиты от стружки при обработке на каждой операции техпроцесса
применены индивидуальные средства защиты: защитные очки, крючок-рапира и
щетка-сметка.
Для предотвращения травм от рисок, заусенцев, острых кромок на токарных
операциях предусмотрены притупления острых кромок, а после фрезерных, сверлильных
и других операций выполняются слесарные операции.
Источниками движущихся частей также являются транспортные устройства.
Основной величиной характеризующей опасность подвижных частей является скорость
их перемещения. Согласно ГОСТ 12.2.009-80 опасной скоростью перемещения
подвижных частей оборудования, способных травмировать ударом, является скорость
более 0,15 м/с.
Одним из условий безопасного труда является недоступность подвижных
частей оборудования для рабочего в ходе технологического процесса. Для
выполнения этого условия предусмотрены следующие мероприятия:
- установлены защитные устройства - местные ограждения, крышки,
кожуха и др. Защитные крышки установлены на станках с ЧПУ MDW-10, 600VT, шлифовальном станке 3К227В; местные ограждения установлены
около фрезерных станков 6Р81.
- крупногабаритные перемещающиеся части оборудования и
транспортные устройства окрашены чередующимися под углом 45° полосами желтого и черного цветов;
на наружной стороне ограждений нанесен предупреждающий знак
опасности;
- установлены тормозные устройства обеспечивающие остановку
шпинделя в течение не более 5 с, для этого применены колодочные тормозные
устройства и торможение электродвигателя противовключением.
4.1.2 Повышенный уровень вибраций
Вибрация - это малые механические колебания, возникающие в упругих телах
[21].
Источниками вибрации являются:
- кривошипно-шатунные механизмы;
- режущий инструмент, фортуны;
зубчатые передачи, подшипниковые узлы.
Воздействие вибрации на человека зависит от частоты и уровня вибрации,
места приложения вибрации, продолжительности воздействия и других условий.
Организму человека присущи колебательные процессы (работа сердца,
желудка, печени и др.). Собственная частота колебания человека доходит до 25
Гц. При совпадении собственных частот организма человека с частотой вынужденной
вибрации возникает явление резонанса. При этом могут возникнуть болевые
ощущения в отдельных органах, а при очень высоких уровнях вибрации даже травмы,
разрывы связок, артерий.
Колебания с частотой менее 0,7 Гц получили название качки. Качка не
вызывает серьезных нарушений в организме человека, но могут произойти нарушения
в вестибулярном аппарате человека. При частотах менее 16 Гц возможно
возникновение вибрационной болезни.
Нормирование вибрации осуществляется по ГОСТ 12.1.012-90 и СН
2.2.4/2.1.8.566-96. Общая вибрация нормируется в диапазонах октавных полос со
значениями частот 2, 4, 8, 16, 31, 5, 63 Гц. Локальная вибрация нормируется в
диапазонах частот 16, 31,5 63, 125, 250, 500, 1000 Гц. Нормы установлены для
продолжительности рабочей смены 8 часов.
Для устранение вибрации в источнике возникновения производят замену
кривошипных механизмов равномерно вращающимися, тщательный подбор зубчатых
передач, балансировку вращающихся масс и т.п. Детали, через которые передается
вибрация, изготовлены из специальных материалов: специальные сплавы,
пластмассы, резины; на детали также нанесены специальные вибродемпфируюшие
покрытия. Также применены средства индивидуальной защиты работающих:
специальная обувь на массивной резиновой подошве. Для защиты рук служат
рукавицы, перчатки, вкладыши и прокладки, которые изготовляют из
упругодемпфирующих материалов.
Для снижения опасного воздействия вибрации на организм человека во время
рабочей смены запланированы технологические перерывы, общей продолжительностью
20…30 мин. Для выявления и профилактики болезней, возникающих от воздействия
вибрации, рабочие проходят обязательной медицинское обследование 1 раз в год.
4.1.3 Повышенный уровень шума
Шумом называют апериодические звуки различной интенсивности и частоты
[21]. С точки зрения физиологии шум - это разный неблагоприятный для человека
звук. Ухо человека воспринимает звуковые акустические колебания с частотой
16…20 Гц. Колебания с частотой менее 16 Гц называют инфразвуковыми, выше 20 Гц
- ультразвуковыми.
Источниками шума в цехе являются:
- транспорт;
- работающее технологическое оборудование;
вентиляция и др.
Шум звукового диапазона приводит к снижению внимательности работающего
вследствие чего происходит увеличение числа ошибок при выполнение работ. Шум
влияет на весь организм человека: угнетает нервную систему, способствует
нарушению обмену веществ, возникновению сердечно-сосудистых и ряда других
заболеваний.
Для человека привычен шум с диапазоном 30…45 дБ. При повышении этого уровня
возможно возникновение тугоухости (80дБ), разрыв барабанных перепонок, контузия
(130 дБ), и даже смертельный исход (160 дБ).
Нормирование шума производят в соответствии с ГОСТ 12.1.003-83. К
примеру, уровень шума в технологических бюро не должен превышать
дБ, в помещениях управления - 60 дБ, непосредственно в цехе - 85 дБ.
Для снижения шума механизмов и машин применены те же методы, что и для
снижения вибрации, так вибрация является источником механического шума, то есть
производят замену кривошипных механизмов равномерно вращающимися, тщательный
подбор зубчатых передач, балансировку вращающихся масс. Там где невозможно
применить данные методы, в частности при слесарных работах, применяют средства
индивидуальной защиты: вкладыши, наушники.
4.1.4 Повышенный уровень напряжения в
электрической цепи
Основными параметрами электрического тока являются частота (Гц),
напряжение (В), сила тока (А). Токи промышленной частоты имеют частоту 50 Гц.
По напряжению электрический ток подразделяется на низковольтный и высоковольтный
(свыше 1000 В).
Главными источниками электрической опасности в цехе являются различные
устройства, технологическое оборудование, приборы. Поражение электрическим
током может произойти при:
- прикосновение к токоведущим частям, находящимся под напряжением;
- неисправности электрических частей оборудования;
прикосновение к оголенным участкам проводов.
Электрический ток оказывает на человека термическое (ожоги),
электролитическое (разложение жидкостей организма на ионы), биологическое
(судорожное сокращение мышц) и механическое воздействие. Действие
электрического тока на человека приводит к травмам или гибели людей. Наибольшую
опасность представляет электрический удар - это возбуждение живых тканей
проходящим через человека током, сопровождающееся судорожными сокращениями
мышц.
Предельно допустимые напряжения прикосновения и токи для человека
устанавливаются ГОСТ 12.1.038-32. Для переменного тока частотой 50 Гц
допустимое значение напряжения прикосновения составляет 2 В, сила тока - 0,3 мА
при продолжительности воздействия не более 10 мин в сутки.
Для снижения опасности поражения электрическим током выполнена
электрическая изоляция токоведущих элементов, применено электрическое
разделение сети, защитное заземление, зануление. Периодически производится
контроль и профилактика поврежденной изоляции. Рабочие места оснащены
изолирующими подставками. При проведении ремонтных работ применяются средства
индивидуальной защиты: перчатки диэлектрические, слесарный инструмент с
изолирующими рукоятками, указатели напряжения.
4.1.5 Пожароопасность
Пожар - неконтролируемое горение вне специального очага, наносящее
материальный ущерб и создающее опасность для жизни и здоровья людей [21].
Основными причинами возникновения пожара могут быть нарушение
технологической дисциплины, неисправность электрических частей технологического
оборудования, самовозгорание промасленных материалов (ветоши), склонных к
самовозгоранию.
Согласно НПБ 105-95 промышленные помещения делятся на категории:
А - взрывопожароопасная, сюда относят помещения, где применяются
легковоспламеняющиеся жидкости с температурой вспышки не более 28Å. В цехе таким помещением является
участок притирки.
Б - взрывопожароопасная (отделение ГСМ);
В - пожароопасные
Г - негорючие вещества и материалы в горючем состоянии;
Д - негорючие вещества и материалы в холодном состоянии, сюда относится
помещение с установленным технологическим оборудованием.
Для обеспечения пожарной безопасности цех оснащен:
- автоматическими пожарными извещателями «СИ-1»;
- углекислотными огнетушителями ОУ-8, воздушно-пенными
огнетушителями ОВП-10;
противопожарными щитами.
В цехе имеются эвакуационные выходы, надписи и плакаты с указанием путей
эвакуации при пожаре.
4.1.6 Недостаточная освещенность
Освещение важно для здоровья человека. Недостаточное освещение приводит к
отвлечению внимания, уменьшение сосредоточенности, к утомлению. Нарушение
зрения из-за недостаточной освещенности рабочего места очень распространено.
Освещение разделяется на:
- естественное;
- искусственное;
совмещенное.
Естественное освещение делится на боковое, верхнее, комбинированное.
Непосредственно в цехе применено верхнее освещение - световые фонари на крыше.
Естественный свет лучше по своему спектральному составу, чем
искусственный. Кроме того, естественная освещенность приводит к экономии
электроэнергии. Для оценки использования естественного света коэффициент
естественной освещенности (КЕО) и установлены минимальные допустимые значения
КЕО, определяемы разрядом выполняемой работы (чем выше разряд, тем больше минимально
допустимое значение КЕО). Например, для работ высокой точности при верхнем
освещении КЕО=3%.
При недостатке освещенности от естественного света используют
искусственное освещение. Искусственное освещение может быть:
- общим - все рабочие места получают свет от общей осветительной
установки;
- локализованным - размещение ламп ближе к рабочим местам;
комбинированным - вместе с общим применяется местное освещение
(настольная лампа).
В цехе применено комбинированное искусственное освещение - общее освещение
без учета расположения рабочих мест и местное - каждое рабочее место оснащено
местным светильником.
Кроме рабочего освещения, предназначенного для выполнения
производственного процесса, в цехе предусмотрено аварийное освещение с
автономным питанием электроэнергией (светильники автоматически включаются при
отключении рабочего освещения).
Нормы освещенности в зависимости от разряда зрительной работы установлены
нормами СНиП 23-05-95. Рекомендуемые уровни освещенности для механического цеха
500…1000 лк.
4.1.7 Повышенная запыленность воздуха в рабочей
зоне
Производственный микроклимат определяется следующими параметрами:
- температурой воздуха - t = 18…22 0C;
- относительной влажностью - φ = 40…60 %;
скоростью движения воздуха - V = 0,2 м/с;
- давление Р = 734…1267 гПа;
предельное допустимое содержание вредных веществ в воздухе
рабочей зоны, ПДК мг/м3 [20].
Источниками загрязнения воздуха рабочей зоны в цехе являются
использование смазочно-охлаждающих жидкостей, операций шлифования, притирки и
слесарных операций. При выполнение этих операций выделяются следующие вредные
вещества:
- аэрозоли масел;
- углеводороды;
абразивная пыль.
Многие вредные вещества проникают в организм человека главным образом
через дыхательные пути, а также через кожу. Большинство этих веществ оказывают
токсическое воздействие на организм человека. Эти вещества растворяясь в
биологических средах, способны вступать с ними во взаимодействие, вызывая
нарушение нормальной жизнедеятельности. В результате воздействия вредных
веществ могут возникнуть профессиональные заболевания; так при длительном
вдыхании пыли - пневмокониозы.
Количество пыли выделяющейся при абразивной обработке и зачистке детали
приведено в таблице 4.3 [20].
Таблица 4.3 - Количество пыли выделяющейся при абразивной обработке и
зачистке детали
|
Отделение
|
Пыль
|
Концентрация пыли в
воздухе, г/м3
|
Медианный диаметр частиц,
мкм
|
Среднеквадратичное
отклонение
|
Плотность частиц, г/см3
|
|
Заточное
|
Металлическая + абразивная
+ окалина
|
0,1 - 0,4
|
14 - 60
|
2,0 - 2,5
|
3,4 - 4,8
|
|
Полировальное
|
Абразивная + текстильная +
полировальной пасты
|
0,9 - 1,1
|
40 - 240
|
1,6 - 3,6
|
1,5
|
ПДК вышеперечисленных вредных веществ в воздухе рабочей зоны:
- аэрозоли масел ПДК1 = 0,1 г/м3;
- углеводороды ПДК2 = 0,2 г/м3;
- абразивная пыль ПДК4 = 0,006 г/м3.
Для обеспечения требуемого состояния воздуха рабочей зоны в цехе
предусмотрены:
- общеобменная вентиляция;
- местная вентиляция на слесарном участке;
4.1.7.1 Определение необходимого количества
воздуха при общеобменной вентиляции
В соответствии с санитарными нормами все производственные помещения
должны вентилироваться. Необходимое количество воздуха при этом определяется в
зависимости от назначения помещения и вида вредных выделений.
На нашем механическом участке ведется обработка резанием. На участке
работает 19 станков, средняя концентрация выделяющейся пыли приблизительно
56…62 мг/м3. Внутренний объем цеха [21]:
= S·H, (4.1)
где, S - площадь участка; S = 2490 м2;
H -
высота участка; H = 9 м.
= S·H = 2490·9 = 22410 м3.
Выделение вредных веществ и пыли [21]:
= λ · V,
(4.2)
где, λ - концентрация пыли, λ = 59 мг/м3;
V -
объем цеха.
G = 59
· 22410 = 1322190 мг/ч.
Для обеспечения нормальных санитарно-гигиенических условий труда в
помещение должно поступать и одновременно удаляться L (м3/ч) воздуха.
Допуская, что вредные вещества распределяются равномерно по помещению и
при длительной работе вентиляции изменения их содержания не происходит, искомое
количество воздуха определяем из условия баланса поступающих в помещение и
удаляемых из него вредных веществ [21]:
+ L · gпр = L · gвыт (4.3)
где, gпр - концентрация вредных веществ в
приточном воздухе ;
gвыт -
концентрация вредных веществ в удаляемом воздухе ;
Тогда количество приточного или удаляемого воздуха:
= G / ( gвыт - gпр )
(4.4)
Допустим, что наружный воздух не содержит вредных веществ, тогда:
= G / gвыт (4.5)
L = G / gвыт = 1322190 / 10 = 132219 м3/ч.
Кратность воздухообмена [21]:
= L / V = 132219/ 22410 = 5,9 ~ 6 (4.6)
Кратность воздухообмена k
(1/ч), для обеспечения нормальных санитарно-гигиенических условий труда в
помещение, показывает, сколько раз в час должен меняется воздух в помещении.
4.1.7.2 Выбор системы вентиляции
Задачей вентиляции является обеспечение чистоты воздуха и заданных
метеорологических условий в производственных помещениях. Вентиляцией
достигается удалением загрязненного или нагретого воздуха из помещения и
подачей в него свежего воздуха.
Для обеспечения санитарно-гигиенических норм выбираем для нашего
механического участка приточно-вытяжную вентиляцию, в которой воздух подается в
помещение приточной вентиляцией, а удаляется вытяжной вентиляцией, работающими
одновременно.
При выборе типа и номера вентилятора необходимо руководствоваться тем,
что вентилятор должен иметь наиболее высокий КПД, относительно небольшую
скорость вращения, а также, чтобы частота вращения колеса позволяла осуществить
соединение с электродвигателем на одном валу.
Установочная мощность электродвигателя для вентилятора рассчитывается по
формуле [21]:
= kз · L · pв ·10 -6 / (3,6 · ηв · ηп ) (4.7)
где, kз - коэффициент запаса , kз = 1,05…1,5;
ηв - КПД вентилятора , ηв = 0,8;
ηп - КПД привода , ηп = 0,95.
N =
1,3 · 132219 · 440 · 10-6 / (3,6 · 0,8 · 0,95) = 27,6 ~ 28 кВт.
Для обеспечения требуемой мощности вентиляции выбираем 10
приточно-вытяжных вентиляторов c
мощностью электродвигателей
N = 3
кВт.
При выборе типа и номера вентилятора необходимо руководствоваться тем,
что вентилятор должен иметь наиболее высокий КПД, относительно небольшую
скорость вращения, а также чтобы частота вращения колеса позволяла осуществлять
соединение с электродвигателем на одном валу.
Выбираем радиальный вентилятор Ц4-70 № 6,3 с производительностью L=6,5 тыс. м3 / ч при pв= 440 Па. С частотой вращения колеса
n = 15 рад / с (900 об / мин) и КПД ηв = 0,8.
4.1.8 Химическая опасность
Главными источниками химической опасности в цехе являются моечные ванны
(Т-272) и камеры расположенные в отделении притирки. В этом отделении
используются следующие химические вещества:
- ацетон;
- бензин.
керосин.
Эти вещества токсичны и при попадании в организм человека могут вызвать
различной степени отравления. Попадая на слизистые оболочки, они могут нарушать
работу нервной и сердечнососудистой систем. При попадании на кожу человека эти
вещества вызывают сухость, трещины, дерматиты, и экземы. Исходя, из этого следует,
что попадание химических веществ на кожный покров и слизистые оболочки человека
является недопустимым.
Для предотвращения попадания химических веществ на кожный покров и
слизистые оболочки человека в цехе предусмотрены следующие способы защиты:
- для защиты кожи рук применены резиновые перчатки;
- для защиты тела применены спецодежда и фартук;
на участке притирки и промывки находятся аптечка с
медикаментами и инструкция по оказанию первой помощи.
- на рабочих местах находится инструкция с описанием режимов
работы и мер безопасности при ее выполнении.
4.2 Охрана окружающей среды
В настоящее время охрана окружающей среды является одной из важных задач,
решаемых при проектировании промышленных предприятий. В связи с этим в цехе
предусмотрен ряд природоохранных мероприятий.
Основным видом отходов при работе цеха является металлическая стружка.
Она сортируется по виду материала и поступает в цех по переработке стружки,
откуда отправляется на переплавку.
Отработанные смазочно-охлаждающие жидкости и растворители (ацетон,
бензин) в специальных емкостях в кладовой ГСМ и отправляют в цех по фильтрации
и регенерации.
Для очистки воздуха от абразивной пыли, отсасываемого с участка
полировки, применен циклон ЦН-11. Очистка воздуха от паров растворителей
осуществляется каталитическим реактором. После очистки воздух выбрасывается в
атмосферу.
4.3 Техника безопасности на участке
Перед началом работы проверяют исправность оборудования, приспособлений и
инструмента, защитных ограждений, защитного заземления, вентиляции. Проверяют
правильность складирования заготовок и полуфабрикатов в загрузочной зоне. Во
время работы соблюдаются все правила использования технологического
оборудования, правила безопасной эксплуатации транспортных средств, тары и
грузоподъемных механизмов, указания о безопасном содержании рабочего места. В
случаях аварийных ситуаций неукоснительно выполняются все правила,
регламентирующие поведение персонала при возникновении аварий и ситуаций,
которые могут привести к авариям и несчастным случаям. По окончании работы
обязательно отключают все электрооборудование, производят уборку отходов
производства и другие мероприятия, обеспечивающие безопасность на участке.
Участок оснащен необходимыми предупредительными плакатами, оборудование
имеет соответствующую окраску, выполнена разметка проезжей части проездов. Сам
участок спланирован согласно требованиям техники безопасности, а именно
соблюдены: ширина проходов, проездов, минимальное расстояние между
оборудованием.
В данном разделе рассмотрены организационные вопросы охраны труда,
пожарной безопасности, электробезопасности, оздоровления воздушной среды
производственных помещений, методы и средства обеспечения безопасности
технологических процессов, приведены требования, методы и средства,
обеспечивающие безопасность труда при изготовлении данной детали, а также
произведен расчет общеобменной вентиляции.
Улучшение условий труда и его безопасность приводят к снижению
производственного травматизма, профессиональных заболеваний, что сохраняет
здоровье трудящихся и одновременно приводит к уменьшению затрат на оплату
соответствующих льгот, компенсаций за работу в неблагоприятных условиях и
влияет на качество изготавливаемой продукции.
заключение
В ходе выполнения выпускной квалификационной работы мною проделана
следующая работа:
Спроектирован технологический процесс изготовления детали «Корпус
уплотнения». При проектировании процессов механообработки заготовки мною
использовано наиболее распространенное оборудование, что снижает уровень сервисного
обслуживания и увеличивает ремонтопригодность оборудования. Наряду с этим в
техпроцесс заложено использование некоторых видов высокотехнологичного
оборудования, что увеличивает производительность выполняемых операции, а также
повышает гибкость данного технологического процесса (дооснащение станков
дополнительным оборудованием позволит концентрировать операции).
Спроектированы два специальных приспособления, мерительный прибор и
комбинированный режущий инструмент, произведены расчет на точность, на
прочность и силовые расчёты приспособлений. Станочные приспособления
механизированы пневматическими приводами, что повышает производительность
труда.
В разделе безопасности жизнедеятельности проанализированы опасные и
вредные производственный факторы проектируемого цеха и произведен расчет
необходимого количества воздуха при общеобменной вентиляции и выбор системы
вентиляции.
Произведен расчёт экономической эффективности разработанного
технологического процесса. Работа выполнена на основании расчета режимов
резания и норм времени. Определено количество оборудования цеха, численность
рабочих и служащих цеха. Рассчитаны себестоимость выпускаемого изделия, размеры
необходимых капиталовложений и срок окупаемости данного проекта. На основании
этих данных разработан план цеха.
Список литературы
1. Альбом
приспособлений
. Анурьев В.
И. Справочник конструктора-машиностроителя. Т. 1., М.: Машиностроение, 1978. -
728 с.
. Анурьев В.
И. Справочник конструктора-машиностроителя. Т. 3., М.: Машиностроение, 1978. -
557 с.
.
Безопасность и экологичность проекта: Методические указания к выполнению
раздела «Безопасность и экологичность проекта» выпускной квалификационной
работы для студентов-дипломников всех специальностей. Уфимск. Гос. авиац. техн.
ун-т; Сост. Н.Ю. Цвиленева, Уфа, 2008, 31 с.
. Горошкин
А.К. Приспособления для металлорежущих станков: справочник. - М.:
Машиностроение, 1979. - 303 с., ил.
. Иванов М.Н.
Детали машин - М.: Высшая школа, 1991 - 383с.
. К. А.
Дзюбандовский Пневматические приспособления. Проектирование и эксплуатация. -
Л.: Машиностроение, 1969 - 144с.
. Кишуров
В.М., Постнов В.В., Черников П.П. Резание материалов. Режущий инструмент: Учеб.
пособие. М: Изд-во МАИ, 2005. - 445 с.: ил.
. Малых В.А.,
Рахимов Э.Г. Точностные расчеты при проектировании станочных приспособлений:
Учебное пособие. - Уфа: изд. УАИ, 1985, - 55 с.
. ОАО
"УМПО" Производственный табель календарь на 2013г.
.
Общемашиностроительные нормативы режимов резания для технического нормирования
работ на металлорежущих станках. Под ред. В.И. Яковлева - М.: Машиностроение,
1967 - 412с.
. Расчет на
точность при проектировании станочных приспособлений. Карамышев С.М., Учебное
пособие. Уфа, УАИ, 1977, 85 стр.
. Р.Г.
Гришин, Н.В. Лысенко, Н.В. Носов. Нормирование станочных работ. Определение
вспомогательного времени при механической обработке аготовок. Учебное пособие.
Самара 2008.
. Силовые
расчеты при проектировании станочных приспособлений. Методические указания к
курсовому и дипломному проектированию. - Уфа, изд. Уфимского ордена Ленина
авиационного института им. Серго Орждоникидзе - 1983 г.
. Соловьев
В.К. Графическая автоматизированная система проектирования операционных
технологических процессов «ГАСПОТ - ЭКСПРЕСС»: Учебное пособие. - Уфа:
2000.Справочник технолога-машиностроителя. Косилова А. Г. Мещеряков Р. К. Т.
2., М.: Машиностроение, 1986. - 496 с.
. Справочник
технолога-машиностроителя. Т.1/ Под. ред. А.Г. Косиловой и Р.К. Мещерякова. -
М.: Машиностроение, 1986. 656 с., ил.
. Справочник
технолога-машиностроителя. Т.2/ Под. ред. А.Г. Косиловой и Р.К. Мещерякова. -
М.: Машиностроение, 1986. 496 с., ил.
. Станочные
приспособления: Справочник. Т.1./ Под ред. Б.Н. Вардашкина, А.А. Шатилова - М.:
Машиностроение, 1984 - 592с., ил.
. Станочные
приспособления: Справочник. Т.2./ Под ред. Б.Н. Вардашкина, В.В. Данилевского -
М.: Машиностроение, 1984 - 656с., ил.
. Суслов А.Г.
Технология машиностроения: Учебник для студентов машиностроительных
специальностей вузов. -М.: Машиностроение, 2007.430 с.
.
Технико-экономические расчеты: Методические указания по выполнению
экономической части выпускных квалификационных работ по направлению подготовки
дипломированного специалиста 651400 - Машиностроительные технологии и
оборудование/ Уфимск. гос. авиац. техн. ун-т; Сост.: М.П. Галимова, Л.З.
Фатхуллина, Е.В. Чувилина. - Уфа, 2004.-57 с.
22.
<http://nwbiot.narod.ru/152.htm>.
.
http://oxrana-tryda.ru/postoyannye-i-peremennye-magnitnye-polya/.