Особенности методов расчета приводов главного движения и подач станков с ЭСПУ
ВВЕДЕНИЕ
Изготовление деталей современных машин невозможно без применения
металлообрабатывающих станков. Увеличение сложности и точности машин требует
постоянного совершенствования оборудования, на котором они изготовляются.
Автоматизация мелкосерийного производства достигается созданием станков с
электронными системами программного управления (ЭСПУ).
Особенностями станков с электронными системами программного управления
(ЭСПУ) являются:
Управляющая программа, то есть данные о величине, скорости и направлении
перемещений рабочих органов, задается в виде символов, нанесенных на
специальный программоноситель, поэтому процесс подготовки программ для станков
с ЭСПУ отделен от процесса обработки детали во времени и пространстве.
Низкая трудоемкость переналадки при переходе от выпуска одной детали к
другой, для чего достаточно заменить программу обработки и осуществить
минимальное количество других действий (частичная переналадка приспособлений,
замена инструмента т.д.). таким образом станки с ЭСПУ обладают высокой
гибкостью в сочетании с высокой производительностью. Высокая мобильность,
снижение трудоемкости подготовки производства при освоении предприятием новых
изделий важна в условиях рыночной экономики.
Числовая форма представления управляющей информации позволяет
использовать компьютер и создавать безбумажную технологию, т.е. деталь
спроектированная на компьютере передается в электронном виде непосредственно на
станок с ЭСПУ для изготовления.
Преимуществами станков с ЭСПУ являются:
Высокая производительность (в 2…5 раз выше по сравнению с аналогичными
станками с ручным управлением).
Сочетание точности и производительности станка-автомата с гибкостью
универсального оборудования, что создает возможность для комплексной
автоматизации единичного и серийного производства.
Подготовка производства переносится в сферу инженерного труда, что
снижает потребность в высококвалифицированных рабочих-станочниках.
. Детали, изготовленные по одной управляющей программе, являются
взаимозаменяемыми, что сокращает затраты времени на пригоночные работы при
сборке.
Благодаря централизованной подготовке управляющей программе и более
простой, и универсальной технологической оснастке значительно сокращаются сроки
перехода на изготовление новых деталей.
Сокращается продолжительность цикла изготовления деталей и уменьшается
запас незавершенного производства.
Машиностроение качественно переоснащается новым оборудованием на базе
современной электроники и вычислительной техники.
Современные тенденции развития станкостроения заключаются в стремлении
сконцентрировать как можно больше переходов на одной операции, выполнять
переходы параллельно и увеличить номенклатуру используемого инструмента,
заменяемого автоматически. Для осуществления этих тенденций при разработке
станков различных групп выполняют следующие проектные модификации:
увеличивают мощность и быстроходность приводов главного движения;
увеличивают количество шпинделей и суппортов, работающих параллельно;
оснащают суппорты токарных станков револьверными головками, несущими
большое число инструментов, в том числе приводными фрезерными и сверлильными
модулями;
оснащают многооперационные станки магазинами инструментов большой
емкости, поворотными столами, управляемыми от ЭСПУ.
Цель настоящего учебного пособия - рассмотреть особенности методов
расчета приводов главного движения и подач станков с ЭСПУ.
. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
1.1 Назначение технологического оборудования
(станка), электропривода и ЭСПУ (без технических данных)
Горизонтальный обрабатывающий центр ИС800ПМФ4 предназначен для фрезерования,
сверления и выполнения расточных работ заготовок любых форм и из любых
материалов - от чугуна до сплавов цветных металлов, пластмасс. Широкие
диапазоны частот вращения шпинделя и скоростей подач, наличие поворотного
стола, высокая степень автоматизации вспомогательных работ расширяют
технологические возможности станков и позволяют использовать их в составе
гибких производительных систем. Обрабатывающий центр с ЭСПУ ИС800ПМФ4 оснащён
контурной системой программного управления и автоматической сменой инструмента
и столов-спутников. Дискретный стол станка ИС800 (число позиций 120 х 3о),
габариты стола 500х500 мм, система ЭСПУ фирм «BOSCH» или «FANUC». Возможна
установка систем ЭСПУ Российского производства. Горизонтальный обрабатывающий
центр ИС-800 производился на "Ивановском заводе тяжёлого
станкостроения". Сегодня эта модель станка не производится. Вместе с тем
ведущие станкостроительные заводы перешли на производство станков более
современной конструкции, ориентированные на современный инструмент и высокие
скорости резания. Такие станки оснащаются современными высококачественными
комплектующими и надёжной электрикой. Благодаря применению компьютерного
проектирования станин, повышенный класс точности для токарного станка,
выпущенного на современном станкозаводе, на сегодняшний день скорее правило.
При этом цены на современные станки вполне сопоставимы с ценами на станки
устаревшей конструкции.
В задачи электропривода входят:
. Согласование работы электродвигателя с производственным механизмом (механика
электропривода).
. Статические, механические и пусковые характеристики.
. Выбор мощности электрического двигателя для электрического привода.
. Регулирование скорости вращения электропривода.
. Переходные режимы в электроприводе.
. Аппараты управления электрическим приводом.
. Типовые схемы управления приводом.
Назначения ЭСПУ станка ИС800ПМФ4:
. редакция управляющих программ,
. программирование на рабочем месте,
. параметрическое программирование (задание чисел по именам),
. стандартные циклы,
. выполнение функций электроавтоматики станка,
. диагностический контроль систем управления и станка,
. компенсация погрешностей ходовых винтов и направляющих станка,
. автоматический контроль размеров детали,
. регистрация информации о работе станка,
. обмен информацией с ЭВМ высшего ранга,
. адаптивное управление.
В качестве электропривода станка применяется специализированный
электропривод FANUC поставляющийся в комплекте с ЭСПУ FANUC-6M. Данный электропривод по своему устройству является
сервоприводом. Сервопривод - это система привода, которая в широком диапазоне
регулирования скорости обеспечивает динамичные, высокоточные процессы и
обеспечивает хорошую их повторяемость. В настоящее время, сервоприводы
применяются там, где недостаточно точности регулирования обычных
общепромышленных преобразователей частоты. Применение высококачественных
сервоприводов необходимо в высокопроизводительном оборудовании, где главным
критерием является производительность. Сервоприводами оснащаются прецизионные
системы поддержания скорости и позиционирования промышленных роботов и
высокоточных станков. Сервоприводы также устанавливаются на
координатно-сверлильных станках, на различных технологических транспортных
системах, на различных вспомогательных механизмах и др. В приводах подач
современных станков с ЭСПУ, обеспечивающих перемещения рабочих органов станка,
на сегодняшний день применяются в основном сервоприводы.
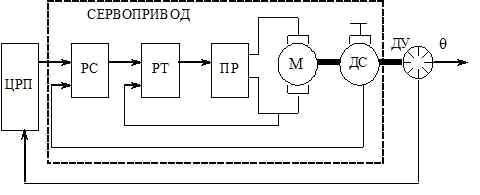
Рисунок 1.1.2-Структурная схема сервопривода
Данная схема представляет собой аналогово-цифровую систему
автоматического управления, в которой сочетаются преимущества комбинированной
аналоговой системы, работающей по принципу трехконтурной системы подчиненного
регулирования, с достоинствами цифровой системы (высокая точность и удобство
программирования).
Первый контур образован двигателем (М) с преобразователем (ПР) и
регулятором тока (РТ). Во второй контур входят датчик скорости (ДС) и регулятор
скорости (РС). В состав третьего контура дополнительно входят датчик угла (ДУ)
и цифровой регулятор положения (ЦРП).В ряде случаев применение датчика скорости
не требуется, т.к. сигнал об изменении скорости может быть вычислен в цифровом
регуляторе положения (ЦРП) путем дифференцирования сигнала с датчика угла (ДУ)
FANUC SYSTEM 6М является
системой ЭСПУ-ЭВМ с фиксированным математическим обеспечением высокой точности
и с высокой производительностью предназначенной для применения к фрезерным
станкам и обрабатывающим центрам. В целях управления используются
быстродействующий микропроцессор, большие интегральные схемы (БИС),
полупроводниковые запоминающие устройства и запоминающие элементы Данное
устройство управления представляет собой устройство ЭСПУ-ЭВМ типа замкнутого
контура с использованием серводвигателей из серии FANUC Servo Motors, и с использованием в качестве датчиков импульсных
кодирующих датчиков, резольверов или индуктосиновых шкал высокой
характеристики. В самой системе FANUC SYSTEM 6М
предусмотрена функция самодиагностики, обеспечивающая весьма удобное
техническое обслуживание системы. В качестве микропроцессора в ЭСПУ
используется первый серийный процессор корпорации Intel i8086. Микропроцессор постоянно контролирует внутреннее
состояние действий и позволяет
классифицировать внутреннее состояние ЭСПУ и выводить его на индикацию. Кроме
того, при наличии ненормальности или неисправности, выдавая сигнализацию сбоя,
он останавливает ЭСПУ. Подробное содержание возникшего сбоя классифицируется и
указывается на индикации. Все сигналы включения-выключении, входящие в ЭСПУ и
выходящие от ЭСПУ, можно выводить на индикацию на ЭЛТ буквенно-цифрового
дисплея. Любые сигналы включення-выключения, выходящие от ЭСПУ, можно
передавать по битам посредством ручного ввода информации (РВИ). Ныне установленные величины
постоянной времени ускорения и замедления, скорости ускоренного перемещения и
прочих параметров можно проверить на ЭЛТ буквенно-цифрового дисплея.
.2 Логический анализ
взаимодействия ЭСПУ мод. FANUC-6М с технологическим
оборудованием (станком) мод. ИС800ПМФ4
Для иследования взаимодействия электронной системы програмного управления
FANUC-6M со станком испльзуем стуктурную схему ЭСПУ
Электронная система програмного управления FANUC-6M состоит из следующих
модулей:
)ЦП: Центральный
процессор- в данной ЭСПУ используется процессор i8086 который помощью программы и управляющих данных,
записанных в ПЗУ типа RОМ ЦП
осуществляет управление каждым блоком через адресную шину и информационную
шину.
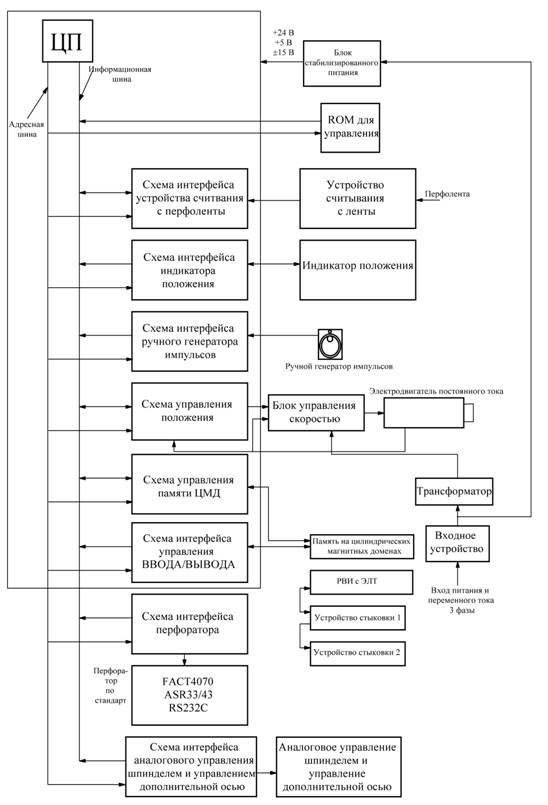
Рисунок 1.2.1 Стуктурная схема ЭСПУ FANUC-6M
2)Схема управления положением: данный блок выдает потенциальный сигнал
(по напряжению) управления скоростью таким образом, чтобы задаваемое от ЭСПУ
положение соответствовало машинному положению, детектируемому импульсами
обратной связи от датчика.
)Схема управления скоростью: данный блок управляет скоростью вращения
серводвигателя с использованием сигнала обратной связи от датчика таким
образом, чтобы скорость вращения серводвигателя соответствовала заданной
скорости.
)Схема управления вводом/выводом: данный блок управляет передачей данных
для входных и выходных сигналов станка и панели РВИ с ЭЛТ.
)Панель РВИ с ЭЛТ: Панель ручного ввода информации типа клавиатуры и
дисплей для воспроизведения буквенно-цифровой информации на ЭЛТ.
)Память на цилиндрических магнитных доментах: данная память использует
так называемые цилиндрические магнитные домены, так называемые «магнитные
пузырьки» в качестве запоминающих элементов.
)Запоминающая схема ПЗУ типа ROM (Постоянное Запоминающее Устройство); Нельзя записать никаких данных в
оперативном режиме в данное ЗУ. ПЗУ типа исключительно используется только для
считывания, и он обычно хранит управляющие программы, постоянные и другие
данные.
) ОЗУ типа RAM (Запоминающее
устройство произвольного обращения):
Запоминающее устройство, в котором каждый элемент или ячейка может быть
адресован в любой момент времени или "произвольно (at random)" без заранее предусмотренной
последовательности. В данном ЗУ обеспечивается равенство времени доступа ко
всем ячейкам, памяти.
)Ручной генератор импульсов: данный генератор градуирован 100 делениями
на один оборот и генерирует импульсы вращением ручки. Он используется для
тонкой регулировки подачи.
)Устройство стыковки: Данное устройство управляет сигналами ввода-вывода
в станок и от станка.
)Адресная шина/информационная шина (шина данных). Эти шины служат
маршрутами адресов и данных для ЗУ.
)ЭЛТ (Электроннолучевая трубка): Обычно она называется кинескопом.
Отображает буквенно-цифровую информацию от ЭСПУ.
)ШИМ (Широтно-импульсная модуляция): Она преобразует напряжение ошибки в
ширину импульса.
)Базовый счетчик: Он отсчитывает сигналов сетки.
)ЦА-преобразователь (Цифро-аналоговый преобразователь)
)ЧН-преобразователь (Преобразователь частота-напряжение)
Рассмотрим взаимодействие модулей ЭСПУ со станком ИР500ПМФ4: центральный
процессор благодаря установленному программному обеспечению в ПЗУ и согласно,
управляющей программе или управляющим воздействиям оператора, передает данные
через адресную и информационную шину, которые служат для передачи управляющих
воздействий от процессора и передачи процессору адресов и данных для обработки.
Блок управления положением передает данные о положении рабочих органов,
инструмента и других узлов в станке и корректирует его согласно заданным
воздействиям от процессора. Блок управления вводом выводом управляет передачей
данных от станка и на станок и передает данные от различных модулей и блоков
системы. Блок управления скоростью управляет скоростью вращения всех двигателей
в станке, а следовательно перемещением и вращением исполнительных органов
станка, что делает этот блок блоком управления электроприводом станка. Панель
РВИ с ЭЛТ, обеспечивает ввод управляющей программы и параметров обработки, а
также включения и отключения электропривода и ЭСПУ и различных узлов станка.
ПЗУ служит для хранения параметров обработки и управляющих программ и являются
памятью системы. ОЗУ используется для непосредственной работы с процессором и
процессор считывает данные непосредственно с ОЗУ. Ручной генератор является
штурвалом и служит для малого управления подачей по одной из трех осей.
Устройство стыковки служит для непосредственной взаимосвязи ЭСПУ и станка и
обеспечивает непосредственное взаимодействие между ними. Интерфейс RS 232 обеспечивает подключение к ЭСПУ
локальной сети , а также различных периферийных устройств. Блок
стабилизированного питания служит для подачи постоянного напряжения питания на
различные блоки станка и ЭСПУ.
Панель управления станком содержит все элементы, необходимые для управления станком. Рассмотрим панель, пульта оператора на рисунке
1.2.2. через которую обеспечивается непосредственное взаимодействие между
оператором и станком.
В данную панель оператора входят следующие клавиши:
)Дисплей- ЭЛТ;
)ABS-INC-кнопка переключения заданий в абсолютных размерах или
в приращениях в режиме РВИ (ручной ввод информации);
)ADRESS-адресные кнопки;
)DATA-числовые кнопки;
)READ-кнопка для регистрации программы
с перфоленты в память;
)PUNCH-кнопка ленточного перфоратора;
)INPUT-кнопка ввода;
)START-кнопка пуска;
)RESET-кнопка сброса;
)ORIGIN-кнопка начала отсчета;
)CAN-кнопка аннулирования;
)ALTER, INSRT, DELET-кнопки
редактирования УП (замена, вставка, исключение слова);
)MENU-кнопка для выхода в главное меню
ЭСПУ
)Функциональные клавиши под экраном
)PAGE-кнопка переключения страниц на экране;
)CURSOR-кнопка перемещения указателя
-курсора;
)ВКЛ- кнопка включения питания;
)ВЫКЛ- кнопка выключения питания.
.3 Описание требований
предъявляемых к электроприводу станка FANUC6M
Для описания требований предъявляемых к электроприводу станка ИC800ПМФ4 используем структурную схему
блока управления скоростью , который и является электроприводом в данной
системе.
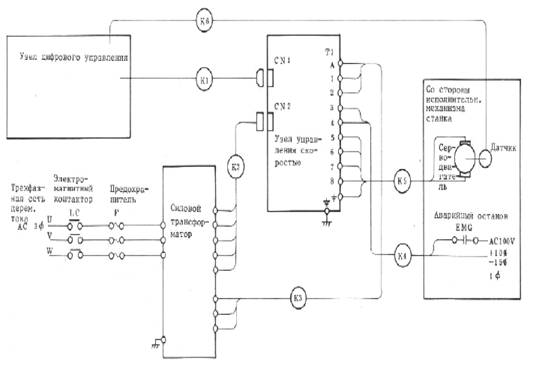
Рисунок 1.3.1 Структурная схема блока управления скоростью
В состав структурной схемы блока управления скоростью входят следующие
элементы:1)Защитные реле К1-К6;
)Узел управления скоростью;
)Датчик измерения угловых перемещений;
)Линии связи.
)Силовой трансформатор;
)Узел цифрового управления;
)Серводвигатель;
Основные технологические требования заключаются в обеспечении:
необходимых технологических режимов обработки с использованием современного
режущего инструмента; максимальной производительности; требуемой точности
обработки; высокой чистоты обрабатываемой поверхности (снижение шероховатости);
повторяемости размеров деталей в обрабатываемой партии (стабильности).
Таким образом, задачи развития современного металлообрабатывающего
оборудования предъявляют повышенные требования как ко всей системе управления
электрооборудованием в целом, так и к электроприводу как его основной
составляющей.
Результатом повышения требований к электроприводам станков являются:
высокая максимальная скорость; значительная перегрузочная способность; широкий
диапазон регулирования скорости; высокая точность и равномерность движения на
всех скоростях вплоть до самых малых; минимальное время отработки задающего
воздействия при апериодическом характере переходных процессов разгона и
торможения; линейность, стабильность и повторяемость характеристик; высокое
быстродействие при изменении нагрузки или при реверсе под нагрузкой на малой
скорости; минимальные габаритные размеры электродвигателя при большом вращающем
моменте или мощности; высокая надежность и ремонтопригодность.
В рамках указанных стандартов четко и однозначно прописаны все аспекты
проведения испытаний станков: основные характеристики, требующие измерения;
способы измерений и используемое оборудование; набор экспериментов и условия их
проведения; методики обработки результатов.
Рассмотрим требования, предъявляемые к различным элементам входящих в
состав электропривода станка ИС800ПМФ4:
) Главным требованиями, предъявляемыми к защитным реле К1-К6, являются:
селективность (реле должно отключать только поврежденный участок электрической
схемы), высокая надежность, малая потребляемая мощность, хорошее
быстродействие.
) Узел управления скоростью должен обеспечивать стабильное питание
двигателя и к нему предъявляются следующие требования: высокая надежность,
хорошее быстродействие, выработка высокоточного напряжения для управления
двигателем в системе.
)Датчик измерения угловых перемещений обеспечивает - измерение угла
поворота двигателя, и поэтому должен обеспечивать высокоточное измерение угла
поворота вала двигателя на определенный градус, обладать высокой надежностью и
точностью позиционирования.
)Линии связи должны обеспечивать бесперебойную передачу сигналов от
различных узлов системы, без каких либо помех и искажений.
)Серводвигатель должен быть: надежным, иметь высокие нагрузочные
характеристики и высокую точность позиционирования, потреблять малую мощность и
иметь малые потери.
)К силовому трансформатору предъявляются очень высокие требования в части
надежности, достаточной нагрузочной и перегрузочной способности и
долговечности, потери не должны превышать допустимых пределов.
)Узел цифрового управления должен получая на вход значение управляющего
параметра от центрального процессора (угол поворота двигателя), узел управления
сравнивает это значение со значением на своём датчике. На основе результата
сравнения привод производит некоторое действие, например: поворот, ускорение
или замедление так, чтобы значение с внутреннего датчика стало как можно ближе
к значению внешнего управляющего параметра. Поэтому узел цифрового управления
должен обеспечивать прием управляющих импульсов, их преобразование и сравнение
с данными датчика привода и передачу управляющего воздействия на узел
управления скоростью. Поэтому главным требованием, предъявляемым к узлу
цифрового управления, является точность сравнения сигналов и выработка
высокоточных управляющих воздействий на двигатель согласно этим сигналам.
)Серводвигатель должен быть: надежным, иметь высокие нагрузочные
характеристики и высокую точность позиционирования, потреблять малую мощность и
иметь малые потери.
.4 Анализ и описание работы датчиков входящих в станок
В состав станка ИС800ПМФ4 входят следующие датчики:
Для измерения угловых перемещений в станке используется датчик BE178A
Преобразователь состоит из трех частей: механической, оптической и
электронной.
Механическая часть обеспечивает вращение вала преобразователи
относительно корпуса. Имеет базовые поверхности для установки и присоединении,
обеспечивает расположение оптической и электронных частей преобразователя
Оптическая часть содержит светодиод, линзу, растровую индикаторную
пластину и растровый диск .
На электронную часть поступают сформированные сигналы всех 3-х каналов, и
компенсационные напряжения подаются на входы формирователей, преобразовывающих
синусоидальное напряжение в прямоугольные импульсы. Каждому периоду
синусоидального сигнала соответствует один период выходного прямоугольного
сигнала. Формирователем импульсов служит компаратор, собранный на базе
интегральной микросхемы.
Бесконтактный индукционный датчик EGT12X04UP024L
Индуктивный датчик является прибором, предназначенным для контроля
физического положения металлических объектов, что делает их применение
обязательным в таких узлах станка как магазин инструментов, револьверная
головка. Применяются индуктивные датчики для непрерывного измерения и
регистрации постоянно изменяющихся величин, а именно, для контроля перемещения
узлов и элементов оборудования, определения положения зубчатых колес, измерения
действительных отклонений и пр. Кроме того индуктивные датчики применяют для
измерения расхода веществ, давления, сил и пр. К преимуществам индуктивных
сенсоров относится простота конструкции, высокая чувствительность, возможность
дистанционных измерений и долговечность эксплуатации, а к недостаткам можно
отнести влияние схемы включения и обработки сигналов на результаты измерений.

Рисунок 1.4.3 Индуктивный датчик перемещения для объектов из
ферромагнитных материалов
Принцип действия индуктивных датчиков основан на изменении индуктивности
L или взаимоиндуктивности обмотки с сердечником вследствие изменения магнитного
сопротивления Rm магнитной цепи датчика, в которую входит сердечник.
Индуктивные датчики относятся к классу параметрических. Измеряемое перемещение
на входе датчика вызывает изменение параметров магнитной и электрической цепей,
что, в свою очередь, вызывает изменение выходной величины - электрического тока
I или напряжения U.
Для осуществления связи по положению в станке ИС800ПМФ4 служит датчики
ЛИР-7

Рисунок 1.4.5 Датчик ЛИР-7
В основу принципа действия преобразователя линейных перемещений положен
принцип растровой модуляции. При относительном перемещении растровой шкалы 1 и
индикаторной пластины 2, содержащей растровый анализатор, происходит модуляция
потока, создаваемого инфракрасными излучателями 3 на плате осветителей 4.
Модулируемый поток излучения регистрируется кремниевыми фотодиодами 5 на плате
фотоприемников 6. На растровой шкале нанесены поля референтных точек
"Д" (ноль-меток). Поле референтной метки представляет собой непериодическую
(кодовую) шкалу закон формирования которой задан из условия получения
автокорреляционной функции кода с явно выраженным максимумом. Излучатели 7, 8 и
фотодиоды 9, 10 совместно с полями растровой шкалы образуют канал формирования
сигнала референтной метки. При относительном перемещении шкалы 1 и индикаторной
пластины 2 в зоне совмещения полей референтной метки происходит модуляция
инфракрасного потока излучения и на выходе фотоприемника формируется сигнал
автокорреляционной функции кода, который в нормирующем преобразователе (НП)
стробируется основными сигналами и преобразуется в импульсный сигнал
референтной метки.
Для согласования работы измерительных преобразователей и ЭСПУ
используется преобразователь нормирующий НП.
Нормирующие преобразователи (НП) - это устройства, которые преобразуют
входные сигналы от первичных датчиков в унифицированные сигналы стандартных
диапазонов (аналоговые сигналы: 0-5В, 0-10В, 0-20мА, 4-20мА, 0-5мА; дискретные
сигналы - сигналы -уровня с диапазоном 0…5В). Нормирующие преобразователи
необходимы также для повышения помехоустойчивости всей системы в целом.
Применение в нормирующих преобразователях трехуровневой гальванической развязки
(входные, выходные каскады и цепи питания изолированы друг от друга) исключает,
во-первых, протекание токов потенциалов точек заземления датчика и остальной
части измерительной системы; во-вторых, исключается попадание высокого
потенциала на входные и выходные цепи дорогостоящего оборудования, которое
призван защитить нормирующий преобразователь. Необходимой функцией нормирующего
преобразователя является сигнализация обрыва цепи датчика. К дополнительным
функциям можно отнести сигнализацию о выходе измеряемого параметра за пределы
заранее установленных границ, а также цифровую и аналоговую индикацию измеряемой
величины.
.5 Описание элементной базы узла
электроавтоматики станка-магазина инструментов
Электроавтоматика станка может выполняться либо релейно-контакторной,
либо (с целью повышения надежности и расширения функциональных возможностей) с
помощью бесконтактных устройств и элементов на базе программируемого
контроллера.
Коммутирующая аппаратура (контакторы, магнитные пускатели) обеспечивает
автоматическое включение и отключение силовых цепей электроприводов в
зависимости от программы управления.
Устройства диагностики и контроля служат для контроля и индикации
основных рабочих режимов, а также для защиты станка в аварийном режиме.
Для управления станками в различных режимах и контроля состояния их
механизмов служат пульт управления установленные в ЭСПУ.
В зависимости от назначения, все элементы, входящие в состав
электроавтоматики станка, подразделяются на:
) командные (кнопки, путевые выключатели, датчики и др.);
) логические (реле, логические элементы, программируемые
контроллеры и др.);
) исполнительные (контакторы, электрические магниты и муфты,
исполнительные двигатели);
) источники питания и преобразователи напряжений;
) защитные (предохранители, автоматические выключатели, тепловые
реле).
Для описания элементной базы узла электроавтоматики станка ИC800ПМФ4 (магазин инструментов)
используем принципиальную схему электроавтоматики.

Рисунок 1.5.1 Принципиальная схема узла электроавтоматики станка
ИС800ПМФ4(магазин инструментов)
датчик станок электроавтоматика ремонт
Эти электрические элементы характеризуются родом питающего тока, типом
управляющих цепей, наличием или отсутствием подвижных частей.
В базу узла электроавтоматики станка ИС800ПМФ4 (магазин инструментов)
входят следующие элементы:
)Микропереключатели BOSCH

Рисунок 1.5.2 Микропереключателя
Микропереключатели предназначены для зажима и разжима магазина
инстурментов.
)Датчики EGT12X04UP024L:

Рисунок 1.5.3 Датчик EGT12X04UP024L
Датчик, рассмотренный ранее в разделе 1.4 предназначен для измерения
таких параметров поворотного стола как: разжим и зажим магазина, также для
измерения положения инструментов и нахождения их в исходной позиции.
) Релейный модуль РМ 14/24

Рисунок 1.5.4 Релейный модуль RМ 21/24
Модуль служит для выполнения функций: защитной -в случае появления в цепи
реле высоких токов реле отключается, отключая также важные узлы станка и
сберегая их от перегорания, вторая функция реле это управление органами
оборудования самого магазина инструментов, и его скорости. Реле в данном случае
обеспечивают плавность пуска электромагнитов и плавность их торможения.
) Диод VBS-12

Рисунок 1.5.5 Диод VBS-12
Диод предназначен для встречно-параллельно коммутируемой индуктивности и
обеспечивает рассеяние энергии магнитного поля индуктивности при отключении в
ней тока.
.РАСЧЕТНАЯ ЧАСТЬ
2.1 Расчёт мощности потребляемой заданным узлом
электроавтоматики
Для расчета мощности потребляемой в рабочем режиме заданным узлом
электроавтоматики станка ИC800ПМФ4
составим таблицу, в которую включим наименование микросхем и элементов, их
количество, потребляемый ток, питающее напряжение и рассчитанную мощность.
Мощность одного элемента определяется формулой:
= Iпот. ∙ Uпит. (2.1.1)
Таблица 2.1.1 - Итоговая мощность узла электроавтоматики станка ИС800ПМФ4
(магазин инструментов) в рабочем режиме
|
Наименование элемента
|
Количество
|
Iпот.мА
|
Uпит. В
|
Pпот. Вт
|
|
Диод VBS-12
|
23
|
1500
|
24
|
828
|
|
Датчик EGT12X04UP024L
|
12
|
20
|
24
|
6
|
|
Релейный модуль RМ 14/24
|
14
|
20
|
24
|
8
|
|
Микропереключатель
|
8
|
10
|
24
|
2
|
|
Электромагнит постоянного тока
|
8
|
1500
|
24
|
288
|
Для итогового расчета используем формулу:
=P1+ P2+ P3+ P4+ P5 (2.1.2)
Рассчитаем итоговую мощность узла электроавтоматики:
P=828+6+8+288+3=1132
Вт
Итоговая мощность узла электроавтоматики станка ИC800ПМФ4 (магазин инструментов) равна 1133Ватт.
2.2 Расчёт использования (загруженности) ЭСПУ
мод. FANUC-6M
Важной характеристикой ЭСПУ является надежность
работы. Надежность устройства - это свойство функционировать при заданных
условиях обслуживания и эксплуатации ЭСПУ. Для оценки надежности служат ее
количественные характеристики, рассчитываемые на базе статистической информации
об обслуживании и эксплуатации ЭСПУ. Количественные характеристики надежности
позволяют изучить закономерности возникновения неисправностей, разработать меры
их предупреждения, что в свою очередь дает возможность активно влиять на
качество услуг, предоставляемых системой обслуживания ЭСПУ. Она практике
используется большое количество показателей надежности, характеризующих
свойства ЭСПУ.
Коэффициент использования КИ - это отношение времени, в течение
которого ЭСПУ находится во включенном состоянии Tвкл, к календарному времени за выбранный интервал
функционирования (например, за месяц)
и=Tвкл/ Tмес (2.2.1)
Для расчета коэффициента
использования рассчитаем время нахождения ЭСПУ во включенном состоянии исходя
из графика работы предприятия,
В феврале двадцать два рабочих дня по две смены по 8 часов
Tвкл=2*8*24=384 часов.
Вычислим календарное время
Tмес =26*24= 576
Рассчитаем коэффициент использования
Kи=352/576=0,67
Коэффициент использования показывает степень загруженности ЭСПУ.
Коэффициент технического использования Kти - это отношение
времени полезной работы ЭСПУ за определенный период Tпр ко времени нахождения ЭСПУ во включенном состоянии Tвкл.
ти = (2.2.2)
(2.2.2)
где  ,
, - время обнаружения и устранения неисправностей;
- время обнаружения и устранения неисправностей;
 - время, потерянное на сбои (кратковременное нарушение
работы ЭСПУ) и устранение их последствий;
- время, потерянное на сбои (кратковременное нарушение
работы ЭСПУ) и устранение их последствий;
 -время потерь исправной ЭСПУ по организационным причинам
(ошибки оператора, некачественные носители информации и т.п.);
-время потерь исправной ЭСПУ по организационным причинам
(ошибки оператора, некачественные носители информации и т.п.);
 - время, затраченное на профилактические работы.
- время, затраченное на профилактические работы.
=3 часа; =22 часа; =1 часа; =2 часа; =3 часа;
 ;
;
Kти=
Коэффициент технического использования отражает качество технического
обслуживания ЭСПУ.
2.3 Готовность и эффективность профилактики ЭСПУ
мод. FANUC-6M
Коэффициент готовности КГ дает оценку готовности ЭСПУ
обеспечивать свою работоспособность в любые промежутки времени между
выполнениями планового технического обслуживания при непрерывной работе.
Коэффициент готовности также характеризует долю времени правильного
функционирования ЭСПУ и не включает время, израсходованное на проведение
профилактических мероприятий. Коэффициент готовности определяют по формуле:
KГ=/( ) (2.2.3)
) (2.2.3)
где - время безотказной работы ЭСПУ за рассматриваемый период;
 -суммарное время восстановления работоспособности ЭСПУ за
рассматриваемый период.
-суммарное время восстановления работоспособности ЭСПУ за
рассматриваемый период.
=353 часа
=8 часов
Рассчитаем коэффициент готовности:
Kт=353/(353+8)=0,978
Коэффициент эффективности профилактики определяется формулой:
проф=Nпроф/( Nпроф+No)
(2.3.2)
где Nпроф - количество неисправностей
(отказов), выявленных при профилактике;
No - количество отказов за рассматриваемый период, происшедших за полезное
время работы ЭСПУ,
Nпроф=12 отказов No=4 отказа
Рассчитаем эффективности профилактики
Kпроф=12/(12+4)=0,75
Данный показатель определяет вероятность отказа при проведении
профилактик и характеризует существующую систему профилактического обслуживания
ЭСПУ в процессе эксплуатации.
.4 Расчёт среднего времени безотказной работы и среднего времени
восстановления ЭСПУ мод. FANUC-6M
Среднее время безотказной работы ЭСПУ
 - среднее значение наработки в часах между двумя отказами -
вычисляется по формуле
- среднее значение наработки в часах между двумя отказами -
вычисляется по формуле
= (2.4.1)
(2.4.1)
Рассчитаем среднее время безотказной работы ЭСПУ
 =353/4=88,25 часов
=353/4=88,25 часов
Данный показатель характеризует общую надежность работы ЭСПУ.
Среднее время восстановления ЭСПУ
 - среднее время вынужденного и нерегламентированного
простоя, вызванного обнаружением и устранением отказа:
- среднее время вынужденного и нерегламентированного
простоя, вызванного обнаружением и устранением отказа:
= (2.4.2)
(2.4.2)
Рассчитаем среднее время восстановления ЭСПУ
где Твi- время устранения i-го отказа.
Общее время на устранение и обнаружение отказов Твi составило 25 часа
=1/4=0,25 часов
Показатель характеризует;
степень ремонтопригодности ЭСПУ;
уровень культуры и организации работ в системе технического обслуживания;
соответствие производственных условий и норм требованиям ТУ
(благоприятные условия для производства работ: освещенность, уровень шумов,
температура, и т.д.);
квалификацию специалистов, обслуживающих ЭСПУ.
.5 Расчёт надёжности узла
технологического оборудования-магазина инструментов станка с использованием
прикладной программы на ПЭВМ
Для расчета надежности узла электроавтоматики станка сначала необходимо
определить интенсивность отказов  по формуле:
по формуле:
 (2.5.1)
(2.5.1)
где  - заданный отрезок времени, мин;
- заданный отрезок времени, мин;
 - число отказов;
- число отказов;
 - среднее число.
- среднее число.
Рассматриваемый блок представляет собой совокупность взаимосвязанных
электронных, электрических и механических устройств, каждое из которых имеет
свой показатель надежности. Надежность устройства как системы характеризуется
потоком отказов Λ численно равных сумме интенсивности отказов его
отдельных устройств:
 (2.5.2)
(2.5.2)
По данной формуле рассчитывается поток отказов устройства и отдельных
узлов, состоящих, в свою очередь, из различных элементов, характеризующихся
своей интенсивностью отказов. Кроме того формула 2.5.2 справедлива для расчета
потока отказов системы из n
элементов в случае, когда отказ любого из них приводит к отказу всей системы в
целом. Такое соединение элементов получило название логически
последовательного. Кроме того, существует логически параллельное соединение
элементов (узлов, блоков, устройств), когда выход из стоя одного из них не
приводит к отказу системы в целом.
Средняя наработка до отказа Т0 - это математическое ожидание
наработки устройства до первого отказа (может быть определена по потоку
отказов):
 (2.5.3)
(2.5.3)
Данные формулы позволяют выполнить расчет надежности устройства, если
известны исходные данные - состав устройства, режим и условия его работы и
интенсивности отказов его компонентов. При практических расчетах надежности
возникают трудности из-за отсутствия достоверных данных о  для большой номенклатуры элементов,
узлов и элементов устройства. Выход из этого положения дает применение так
называемого коэффициентного метода, который используется при расчете надежности
устройства.
для большой номенклатуры элементов,
узлов и элементов устройства. Выход из этого положения дает применение так
называемого коэффициентного метода, который используется при расчете надежности
устройства.
Коэффициент надёжности рассчитывается по формуле:
 (2.5.4)
(2.5.4)
где - интенсивность
отказов;
 - интенсивность отказов какого-либо базового элемента.
- интенсивность отказов какого-либо базового элемента.
Коэффициенты надежности  практически не зависят от условий эксплуатации и для данного
элемента являются константой, а различие условий эксплуатации учитывается
соответствующим изменением . Обычно в качестве базового элемента выбирается
металлопленочный резистор.
практически не зависят от условий эксплуатации и для данного
элемента являются константой, а различие условий эксплуатации учитывается
соответствующим изменением . Обычно в качестве базового элемента выбирается
металлопленочный резистор.
Устройство работает в закрытом помещении при температуре окружающей среды
 в непродолжительном режиме.
в непродолжительном режиме.
Для расчета принимаем интенсивность отказов базового элемента равной б =
0.5∙
 . Учёт нормальной запылённости помещения учтём коэффициентом
К=1.
. Учёт нормальной запылённости помещения учтём коэффициентом
К=1.
Таким образом, интенсивность отказов базового элемента составит:
 (2.5.5)
(2.5.5)
При расчете принимаем логически последовательную (основную) схему.
Расчет показателей надежности проводим, используя все необходимые
коэффициенты по надежности компонентов устройства.
Рассчитываем наработку до отказа и вероятность безотказной работы за
время ТЭ = 5000 ч.
 (2.5.6)
(2.5.6)
Используя приведенные выше формулы и исходные данные, подставим все
значения в ранее составленную таблицу прикладной программы Microsoft Excel©. Результаты вычислений приведены в таблице 2.5.1.
Таблица 2.5.1. - Реальная интенсивность отказов одиночного базового
радиоэлектронного элемента
|
Интенсивность отказов (табличная)
|

|

|
0,00000005
|
|
Условия эксплуатации элемента
|
Стационарные
|
|
Результирующий поправочный коэффициент
|

|
-
|
2,7
|
|
Поправочный коэффициент, учитывающий влияние электрического
режима и температуры внутри радиоустройств
|

|
-
|
1,4
|
|
Реальная интенсивность отказов
|

|
|
0,000000189
|
Таблица 2.5.2. - Расчет надежности модуля электроавтоматики станка,
состоящего из 32 элементов (с различной интенсивностью отказов)
|
Тип элемента
|
Количество элементов в устройстве, n
|
Интенсивность отказов элементов этого типа, 
|
Произведение 
|
|
Микропереключатель
|
12
|

|

|
|
Релейный модуль
|
14
|

|

|
|
Электромагнит постоянного тока
|
8
|

|

|
|
Диод разрядный
|
23
|

|

|
|
Датчик
|
4
|

|

|
|
Итоговая интенсивность отказов изделия
|
|
|
Период, для которого необходимо рассчитать вероятность
безотказной работы
|

|
|
Вероятность безотказной работы в течение указанного периода
|

|
0,93
|
|
Средняя наработка до первого отказа
|

|
6032 ч
|
. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
3.1 Организация ремонтной службы на предприятии
Для обеспечения ЭСПУ на промышленных предприятиях существуют специальные
службы. Заводы, изготовляющие ЭСПУ, организуют курсы, где изучают вопросы
эксплуатации и наладки ЭСПУ. В руководстве к станку с ЭСПУ указывается
завод-изготовитель системы ЭСПУ и возможности обучения наладчика по вопросам
эксплуатации данного ЭСПУ.
Наладчик систем ЭСПУ должен хорошо знать функционирование как системы в
целом, так и ее отдельных узлов.
В процессе эксплуатации ЭСПУ наладчик производит профилактические работы
по обслуживанию систем, проверяет работоспособность систем, осуществляет поиск
и устранение возникающих неисправностей.
Содержание и сроки профилактических работ оговорены в инструкции по
эксплуатации ЭСПУ. К этим работам относятся: смазывание подвижных частей
фотосчитывающего устройства, вентиляторов охлаждения; очистка ЭСПУ от пыли и
грязи; замена или очистка воздушных фильтров вентиляционной системы; чистка
(промывка в спирте) контактов, электронных блоков; чистка оптической системы
фотосчитывающего устройства и т. п.
Работоспособность систем ЭСПУ проверяют, как правило, по тест-программам
не реже одного раза в неделю. Такую же проверку проводят и в случае
неправильной обработки детали на станке, выясняя, в чем причина - в неправильно
составленной программе или в неисправности ЭСПУ. Проверка по тест-программам
может быть различной в зависимости от возможностей каждой конкретной ЭСПУ.
Наиболее часто тест-программа представляет собой обычную УП, в которой
предусмотрены все используемые в системе ЭСПУ режимы работы.
Проверяя системы ЭСПУ на станке, наладчик наблюдает отработку станком
тест-программы (в том числе работу приводов подач и выполнение
последовательности технологических команд).
Как обычные УП, так и тест-программы строятся таким образом, чтобы
рабочий орган станка в конце программы вернулся в исходную точку.
Выполнение станком технологических команд (частота вращения шпинделя,
смена инструмента), предусмотренных тест-программой, проверяют, как правило,
визуально. Наблюдают также состояние различных органов индикации (например,
номер и код технологической команды), предусмотренных системой ЭСПУ. Аналогично
производят проверку систем ЭСПУ о тест-программам на стенде с использованием
графопостроителя вместо станка.
При проверке работоспособности системы ЭСПУ без станка (и без стенда)
наладчик пользуется только органами индикации, предусмотренными в системе. В
микропроцессорных ЭСПУ рзультаты проверки по тест-программа высвечиваются на
дисплее. Указывается код обнаруженной погрешности. По перечню значений кодов
наладчик определяет причину отказа. В ряде систем вместо кода высвечивается
текстовое наименование отказа.
Тест-программы составляют так, что работоспособность системы проверяется
последовательно по элементам. Это облегчает поиск возможной неисправности.
Например, вначале отрабатывается перемещение отдельно по каждой координате (+Х,
-X, +Y, -У и т. д.). Затем проверяют режим
линейной интерполяции в различных сочетаниях координат и при различных
величинах перемещений, круговой интерполяции, режим абсолютного ввода (если он
предусмотрен системой), режим расчета эквидистанты, ввода коррекций и т. п.
Отказы (нарушение работоспособности) в системах могут носить мгновенный
или постепенный характер. В последнем случае режимы работы отдельных элементов
изменяются постепенно и могут быть своевременно обнаружены с помощью
тест-программ.
При обнаружении неисправности по тест-программе можно определить
неисправность в цепи, блоке или даже в группе блоков. Поиск и устранение
отдельных неисправностей во многом зависят от конструкции ЭСПУ.
. МЕРОПРИЯТИЯ ПО РЕСУРСО- И ЭНЕРГОСБЕРЕЖЕНИЮ
4.1 Основные определения ресурсо- и
энергосбережения
Спрос на энергетические ресурсы постоянно растет,
вместе с тем повышаются тарифы на них, сокращаются запасы полезных ископаемых
(нефть, газ, уголь), ухудшается экология страны - все это придает особенное
значение энергосбережению. Многие страны ведут разработку и реализацию программ
по повышению эффективности в использовании энергоресурсов. В связи с этим затронем
одну из важнейших тем «Проведение мероприятия по энергосбережению на
предприятии».
Одной из причин для проведения мероприятия по
энергосбережению на предприятии, является снижение издержек и повышение
экономической эффективности на производстве. На данный момент на промышленных
предприятиях процент энергетических затрат в издержках составляет 9-12% , и
этот процент постоянно растет. Эта проблема связана в основном с физическим и
моральным износом оборудования, так же большие потери энергетических ресурсов
возникают и при транспортировке.
Энергосберегающий
путь в развитии Российской экономики допустим только в реализации формирования
и применения программ и мероприятий по энергосбережению на предприятиях и
производствах. Необходимо установить на промышленных предприятиях максимально
рациональное применение и использование энергоресурсов. Отсрачивание
мероприятия по энергосбережению на предприятии
<#"655209.files/image063.gif"> (4.2.1)
где Pltj - номинальная мощность
электродвигателей станка-группы, кВт;
п - кол-во станков в группе;
КП - коэффициент использования мощности;
П - годовой выпуск продукции, шт.;
Лср - средневзвешенный к.п.д. электродвигателей станков;
Т - число часов работы оборудования за учитываемый период (полезное
время).
П=Tн\ч∙К (4.2.2)
где Тн\ч - трудоёмкость изготовления единицы изделий, н\ч;
K -
количество изготовленных изделий, шт.
Норма расхода электроэнергии на производство единицы продукции при
механической обработке складываются из норм расхода электроэнергии по токарной,
сверлильной, фрезерной, шлифовальной и др. группы оборудования и рассчитываются
в кВт ∙ ч\ед. продукции по формуле:
Нмех = (4.2.3)
(4.2.3)
где Нi - норма
расхода электроэнергии на производство продукции по i-ой группе оборудования;
Пi - объём выпускаемой продукции на i-ой группе оборудования;
k -
количество групп.
Расход электроэнергии на всю производственную продукцию (кВт∙ч):
=Hмех∙П (4.2.4)
Найдём норму расхода электроэнергии по группе станков в общем виде:
Hi=((0.12∙247.5)+(467.4∙0.12)+(332.1∙0.12)+(367.5∙0.12)+(589∙0.12)+(261.8∙0.14)+(871.2∙0.14)+(395.6∙0.14)+(518.7∙0.14)+(1170.4∙0.14)+(116∙0.14))
∙8÷0.3∙408000=(29.7+56.1+40+44.1+70.7+36.6+122+55.4+72.6+163.9+16.24)
∙8÷122400=707.34∙8÷122400=0.0462314 кВт/ед.
П=20.4∙2000=408000 шт.
Расход электроэнергии на всю производственную продукцию:
W=0.0462314∙408000
= 18862.4 кВт\ч.
4.3 Расчет тепловой энергии на отопление и
вентиляцию цеха
Расход теплоэнергии на отопление и вентиляцию зданий и сооружений
определяется исходя из индивидуальных отраслевых норм расхода тепловой энергии
на отопление и вентиляцию зданий, работы обогрева каждого отдельного здания, а
так же средней температуры наружного воздуха за отопительный период и
продолжительности работы отопления за год.
Расход тепловой энергии на отопление зданий определяется по формуле:
 (4.3.1)
(4.3.1)
где q - удельная тепловая характеристика
зданий, ккал/м3∙сут∙С0 ;
W-
работа на обогрев здания, м∙сут∙С0
Работа обогрева здания определяется по формуле:
 (4.3.2)
(4.3.2)
где
V- наружный строительный объем здания, м3 ;
 - нормируемая
температура воздуха внутри помещения;
- нормируемая
температура воздуха внутри помещения;
 - средняя
температура наружного воздуха за отопительный период (-1.6 С0);
- средняя
температура наружного воздуха за отопительный период (-1.6 С0);
n -
продолжительность работы отопления ( для Гомеля 194 дня).

Индивидуальная
норма расхода тепловой энергии на обогрев здания равна:
 (4.3.3)
(4.3.3)
.
ЭКОНОМИЧЕСКАЯ ЧАСТЬ
5.1 Определение трудоемкости капитального ремонта
станка с ЭСПУ
Трудоемкость
ремонтных работ определяется на основе так называемых единиц ремонтосложности,
которые выражают трудозатраты для проведения капитального ремонта оборудования,
взятого в качестве эталона. Трудоемкость ремонтных работ зависит от вида и
сложности ремонта станка или агрегата. Степень сложности ремонта станка или
агрегата оценивается в категориях сложности ремонта. Её определяют как
произведение количества единиц ремонтной сложности на трудоемкость в часах
одной ремонтной единицы. Трудоемкость ремонтных работ зависит от вида ремонта и
сложности обслуживаемого агрегата, которая определяется его конструктивными и
технологическими. Ремонтная сложность каждого агрегата сравнивается с условно
примятым эталоном и тем самым устанавливается количество единиц,
характеризующих группу его ремонтосложности. Сложность и трудоемкость ремонта
оборудования цеха, предприятия или управления совнархоза может быть выражена
средним количеством единиц ремонтосложности, приходящихся на 1 агрегат, либо
суммарным количеством единиц ремонтосложности всего оборудования. Трудоемкость
ремонтных работ характеризуется затратой времени на выполнение всех операций
технологического процесса, в который входят: мойка машины, разборка ее, мойка
деталей, контроль, сортировка и комплектование их, слесарно-подгоночные работы,
сборка узлов и агрегатов, их испытание, сборка машины, ее обкатка, устранение
дефектов и опробование машины в целом. Она зависит от вида и сложности ремонта
сооружения, оборудования или машины, определяемой их конструктивными и
технологическими особенностями и размерами. Степень сложности ремонта
сооружения, оборудования или машины, их ремонтные особенности оцениваются
категориями сложности ремонта. Чем сложнее сооружение или машина, чем выше
основные данные их технической характеристики, тем выше категория сложности ремонта.
Трудоемкость
капитального ремонта рассчитывается по формуле:
Т
= Тмех. + Тэлектр. + Тэлектрон. (5.1.1)
где
Тмех. - трудоёмкость выполнения капитального ремонта механической части;
Тэлектр.
- трудоёмкость выполнения капитального ремонта электрической части;
Тэлектрон.
- трудоёмкость выполнения капитального ремонта электронной части.
В
свою очередь Тмех., Тэлектр., Тэлектрон. рассчитываются следующим образом:
где
ЕРСмех. - единица ремонтной сложности механической части;
ЕРСэлектр.
- единица ремонтной сложности электрической части;
ЕРСэлектрон.
- единица ремонтной сложности электронной части;
Н1,
Н2, Н3 - нормы времени на 1 ЕРС капремонта механической, электрической и
электронной частей соответственно.
ЕРС механической части - это ремонтная сложность некоторой условной
машины, трудоёмкость капитального ремонта механической части которой отвечает
по объёму и качеству требованиям ТУ на ремонт равна 35 н-ч. в неизменных
организационно-технических условиях среднего ремонтного цеха
машиностроительного предприятия.
ЕРС электрической части - это ремонтная сложность некоторой условной
машины, трудоёмкость капитального ремонта электрической части которой отвечает
по объёму и качеству требованиям ТУ на ремонт равна 8,6 н-ч. в неизменных
организационно-технических условиях среднего ремонтного цеха
машиностроительного предприятия.
ЕРС электронной части - это ремонтная сложность некоторой условной
машины, трудоёмкость капитального ремонта электронной части которой отвечает по
объёму и качеству требованиям ТУ на ремонт равна 5,3 н-ч. в неизменных
организационно-технических условиях среднего ремонтного цеха
машиностроительного предприятия.
Тмех. = ЕРСмех. * Н1 (5.1.2)
мех=67*35=2345н-ч.
Тэлектр. = ЕРСэлектр. * Н2 (5.1.3)
эл=100*8,6=860 н-ч.
Тэлектрон. = ЕРСэлектрон. * Н3 (5.1.4)
Тэлектрон=167*5,3=885,1 н-ч.
Т= 2345+ 860+ 885,1= 4090,1н-ч.
5.2 Планирование численности рабочих, занятых
капитальным ремонтом станка с ЭСПУ
Рабочие на предприятии заняты выполнением и
обслуживанием производственного процесса. В практике менеджмента их принято
делить на основных и вспомогательных: основные рабочие заняты выпуском основной
продукции, вспомогательные обеспечивают деятельность основных.
Методы расчета:
) по трудоемкости производственной программы и
выполняемых работ;
) по нормам обслуживания и численности.
По трудоемкости производственной программы
определяется численность основных рабочих в производствах, имеющих дискретный
характер (машиностроение, строительство, легкая промышленность).
По трудоемкости выполняемых работ определяется
численность вспомогательных рабочих, труд которых нормируется. К ним относятся
ремонтные рабочие всех направлений: механики, электрики, теплотехники, слесари
КИП и т.п. К этой группе относятся также работники вспомогательных цехов:
станочники ремонтных цехов, транспортные рабочие - грузчики, водители грузового
транспорта, погрузочной техники и другие.
По нормам обслуживания и нормам времени обслуживания
рассчитывается численность основных рабочих в непрерывных производствах
(химическая промышленность, нефтедобыча и нефтепереработка, черная и цветная
металлургия, электроэнергетика).
По нормам обслуживания и численности рассчитывается
численность вспомогательных рабочих, выполняющих дежурное обслуживание, -
дежурные ремонтники-механики, электрики, слесари КИП, теплотехники.
По укрупненным нормативам численности рассчитывается
численность основных и вспомогательных рабочих.
По фактическим затратам времени рассчитывается
численность основных и вспомогательных рабочих. Для этого проводятся фотографии
рабочего времени работников. Нередко фотографии рабочего времени используются
для корректировки нормативной или фактической численности рабочих.
Номинальный фонд времени означает сколько всего рабочих часов в году. На
2013 номинальный фонд времени составит 2008 часов.
д = Fн * ( 1-λ
/100 ) (5.2.1) Fд = 2008* (1- 14/100) = 1726,88 часов
д - действительный годовой фонд времени одного рабочего, ч;
λ- процент потерь рабочего времени по
уважительным причинам
Рассчитать численность рабочих можно по следующей формуле:
Ч = Т/(Fд*kн), (5.2.2)
где Ч - численность рабочих,
Т - трудоемкость выполнения капитального ремонта механической,
электрической, электронной частей ;
kн -
планируемый коэффициент выполнения норм выработки, kн=1,1.
Чмех = Тмех /(Fд * Кн)
Чмех = 2345/ (1726,88* 1,1) = 1,23 = 2
Чэлек=860/ (1726,88*1,1) = 0,45 = 1
Чэлектрон= 885/ (1726,88*1,1) = 0,46= 1
Для выполнения капитального ремонта станка модели ИС800ПМФ4 необходимо
бригада из четырех человек в составе: 2 механика , 1 электрик , 1 электроник.
5.3 Расчёт себестоимости капитального ремонта
станка с ЭСПУ
Для определения себестоимости капитального ремонта рассчитаем фонд
заработной платы.
Фонд заработной платы - объем денежных средств, источник, за счет
которого осуществляется выплата заработной платы работникам предприятия. Для
расчета фонда заработной платы нужно сначала найти часовую тарифную
ставку(ЧТС).
ЧТС- сумма выражающая стоимость часа рабочего времени и определяется по
формуле:
ЧТС=ЧТС1*Кт*Кур (5.3.1)
где:ЧТС1 -часовая тарифная ставка 1-го разряда- она устанавливается
государством(с 1.01.2013 - 8340 рублей)
Кт - коэффициент тарифный из ЕТС(для 4разряда равен 1,57);
Кур- коэффициент учитывающий уровень работы (сложность), он равен 1.1
ЧТС=8340*1.57*1.1=14403,2 рублей.
Затем определим повременно-премиальную заработную плату.
Повременно- премиальная -рассчитывается по формуле:
ЗП=ЧТС*Т*(1+П/100) (5.3.2)
где: ЧТС- часовая тарифная ставка;
Т- время, затраченное на ремонт
П- процент премии.
Найдем заработную плату механика, электрика, электроника.
ЗПмех=14403,18 *2345*(1+30/100)= 33775457,1*1.3=43908094 рублей
ЗПэлектр=14403,18 *860*(1+30/100)= 12386734,8*1.3=16102755 рублей
ЗПэлектрон=14403,18 *885*(1+30/100)= 12746814,3*1.3=16570859 рублей
Заработная плата дополнительная рассчитывается по формуле:
ЗПдоп=%*ЗПосн (5.3.3)
Процент дополнительной заработной платы
ЗПдоп мех=0,15*43908094=6586214 рублей
ЗПдоп электр=0,15*16102755=2415413 рублей
ЗПдоп электрон=0,15*16570859=2485629 рублей
Годовой фонд оплаты труда состоит из основного и дополнительного фонда
заработной платы.
Фонд основной заработной платы- это зарплата за выполненную работу. По
своей структуре он включает в себя: тарифный (прямой) фонд по действующим
расценкам (тарифным ставкам), премии, доплаты за бригадирство, обучение учеников,
работу в ночное время.
Фонд дополнительной зарплаты - это зарплата за неотработанное время,
предусмотренное законодательством.
Годовой фонд оплаты труда находится по формуле:
ФОТ= ФЗПосн+ФЗПдоп (5.3.4)
где: ФЗПосн-фонд основной заработной платы.
ФЗПдоп-фонд заработной платы дополнительной.
Фонд заработной платы основной рассчитывается по формуле:
ФЗПосн=ЗПмех+ЗПэлектр+ЗПэлектрон (5.3.5)
ФЗПосн=76583580.5
Фонд дополнительной зарплаты рассчитывается по формуле:
ЗПдоп=(α/100)*ЗПосн (5.3.6)
ЗПдоп мех части=0,15*43908094 =6586214рублей
ЗПдоп эл части= 0,15*16102755=2415413рублей
ЗПдоп электрон части=0,15*16572731=2485910 рублей
ФЗП доп=11487537рублей
Таким образом, годовой фонд оплаты труда будет равен:
ФОТ= 76583580+11487537= 88071117рублей
Для дальнейшего расчета себестоимости рассчитаем затраты на материалы.
Материальные затраты составляют большую часть
себестоимости изготовленной продукции (работ, услуг). К таким расходам
относятся: сырье и материалы; возвратные отходы (вычитаются); покупные изделия,
полуфабрикаты и услуги производственного характера сторонних организаций;
топливо и энергия на технологические цели; заработная плата производственных
рабочих; отчисления на социальные нужды от заработной платы производственных
рабочих.
Преобладающая часть основных затрат - прямые затраты,
т.е. те, которые включаются в себестоимость конкретного вида продукции на
основании первичных документов и в калькуляциях выделяются отдельными статьями.
Сырье и основные материалы, израсходованные на
производство продукции (работ, услуг), включаются в себестоимость на основании
лимитно-заборных карт, требований, накладных. Первичные документы
предварительно группируются по направлениям расходов материалов, и данные,
которые в них содержатся, отражаются в ведомости распределения расхода
материалов по каждому структурному подразделению организации. Если из одного
вида материальных ценностей производятся несколько видов изделий, то расход
материалов распределяется между себестоимостями каждого вида продукции. Такое распределение
может производиться пропорционально расходу материальных ценностей по нормам,
установленным на единицу продукции; установленному коэффициенту расхода;
количеству или весу изготовленной продукции и т.д.
Заработная плата основная и дополнительная
производственных рабочих включается в себестоимость конкретного вида продукции
(работ, услуг) по данным табелей учета использования рабочего времени, нарядов,
рапортов, ведомостей и др. На основании первичных документов, сгруппированных
по направлениям затрат, составляются ведомости распределения заработной платы
по каждому структурному подразделению.
Отчисления на социальные нужды включаются в
себестоимость продукции в установленных законодательством процентах от
начисленной заработной платы. Расчет таких отчислений производится в ведомостях
распределения заработной платы по направлениям произведенных затрат.
Данные из ведомостей переносятся в сводный регистр для
обобщения всех затрат на производство продукции (работ и услуг). Расчет
материальных затрат оформлен в таблице 5.3.1
Таблица 5.3.1 - Расчет затрат на материалы
|
№ п/п
|
Статьи затрат
|
Порядок расчета
|
Стоимость, руб.
|
|
1
|
Основные материалы
|
60%ФЗПосн
|
45950148.3
|
|
2
|
Энергия
|
0.1%ФЗПосн
|
76583.6
|
|
Итого материальных затрат
|
∑п1-п2
|
45873564.7
|
Произведем расчет себестоимости капитального ремонта. Расчет
себестоимости и затрат представим в таблице 5.3.2
Таблица 5.3.2- Расчет себестоимости капитального ремонта
|
Статьи затрат
|
Порядок расчета
|
Стоимость, руб.
|
|
1
|
2
|
3
|
|
1 Материальные затраты
|
Таблица 5.3.1
|
45873565
|
|
2 Основная заработная плата
|
Пункт 5.3.
|
76583581
|
|
3 Дополнительная заработная плата
|
Пункт 5.3.
|
13785045
|
|
4 Отчисления в фонд соц. защиты населения
|
34%(ФЗПосн+ФЗПдоп)
|
29944180
|
|
5 Отчисления в Белгосстрах
|
1.98%(ФЗПосн+ФЗПдоп )
|
1743808
|
|
6 Цеховые расходы
|
30%ФЗПосн
|
22975074
|
|
Итого заводская себестоимость
|
åп1-п6
|
191731895
|
Заводская себестоимость станка модели ИС800ПМФ4, оснащенного ЭСПУ FANUC-6M составила 191731895.05 рублей.
5.4 Расчет свободно-отпускной цены капитального
ремонта станка с ЭСПУ
Отпускная цена рассчитывается по формуле:
ОЦ=Сп+П+НДС (5.4.1)
где Сп - заводская себестоимость капитального ремонта;
П - плановые накопления ; НДС - налог на добавленную стоимость.
Все расчёты приведем в таблице 5.4.1
Таблица 5.4.1 - Расчет свободно-отпускной цены капитального ремонта
|
№ по порядку
|
Статья затрат
|
Порядок расчета
|
Сумма
|
|
1
|
Заводская себестоимость капитального ремонта (Сп).
|
Таблица 5.3.2
|
191731895.05
|
|
2
|
Плановые накопления(П)
|
10% от п1
|
19173189.505
|
|
3
|
Цена без НДС
|
п1+п2
|
210905084.555
|
|
4
|
НДС
|
20%п3
|
42181016.911
|
|
5
|
Свободно- отпускная цена капитального ремонта (ОЦ).
|
п3+п4
|
253086101.466
|
. ОХРАНА ТРУДА И ОКРУЖАЮЩЕЙ СРЕДЫ
6.1 Правовые и организационные вопросы
Охрана труда является очень важной и неотъемлемой
частью организации рабочего процесса.
Охрана труда - это система обеспечения безопасности
жизни и здоровья работающих в условиях производства, включающая правовые,
социально-экономические, психофизические, санитарно-гигиенические,
лечебно-профилактические, реабилитационные и другие мероприятия и средства.
Охрана труда включает:
технику безопасности;
производственную санитарию;
обеспечение средствами индивидуальной защиты;
компенсации за вредные условия труда;
охрану труда женщин, молодёжи- подростков и инвалидов;
Правовой основой организации работ по охране труда в республике является
Конституция Республики Беларусь (ст. 41, 45), которая гарантирует право граждан
на здоровые и безопасные условия труда, охрану их здоровья.
Основополагающим
актом, регулирующим правоотношения в сфере охраны труда, является Трудовой
кодекс Республики Беларусь (ТК).
Деятельность
по охране труда регулируется также:
)Постановлениями
Правительства Республики Беларусь;
)Нормативными
правовыми актами специально уполномоченных государственных органов надзора и
контроля;
)Нормативными
правовыми актами министерств и других республиканских органов государственного
управления, объединений и учреждений, подчиненных Правительству;
)Локальными
нормативными правовыми актами нанимателей.
Постановлением
Министерства труда утвержден перечень нормативных актов Республики Беларусь по
охране труда, который включает:
а)Межотраслевые
правила по охране труда;
б)Отраслевые
правила по охране труда;
в)Санитарные
нормы, правила и гигиенические нормативы;
г)Государственные
стандарты системы стандартов безопасности труда (ССТБ);
д)Отраслевые
нормативные акты (документы) ССТБ;
е)Правила
безопасности;
ж)Правила
устройства и безопасной эксплуатации;
з)Правила
безопасности труда;
и)Положения и
типовые инструкции по охране труда;
к)Локальные
нормативные акты, принятые в соответствии с законодательством с целью
применения у конкретного нанимателя:
л) Инструкции
по охране труда на предприятии;
Экономические результаты - снижение затрат предприятия
из-за заболеваемости и травматизма работников, затрат на компенсацию за работу
в неблагоприятных условиях, затрат на восстановление производственного цикла и
повреждения оборудования, затрат на обучение персонала в связи с текучестью
кадров.
Социально-экономическая значимость охраны труда -
сохранение жизни и здоровья работающих, повышение производительности труда и
удовлетворённость собственным трудом, создание хорошего психологического
климата в коллективе, снижение текучести кадров.
Чтобы требования охраны труда соблюдались всеми
работниками, на администрацию предприятий возложено проведение инструктажа.
По характеру и времени проведения предусматриваются
следующие виды инструктажей:
вводный инструктаж - проводится со всеми работниками,
которые впервые поступают на работу с целью ознакомления с особенностями производства
по безопасности работ;
первичный инструктаж на рабочем месте - проводится
непосредственным руководителем работ со всеми работника, принятыми на работу,
на их рабочих местах;
повторный инструктаж - проводится со всеми работниками
не реже одного раза в полугоде с целью проверки и повышению уровня знаний;
внеплановый инструктаж - проводится при изменении
технологического процесса или оборудования, при нарушениях правил охраны труда;
целевой инструктаж - при выполнении разовых работ, не
связанных непосредственно с прямыми обязанностями.
Помимо инструктажа рабочие (в зависимости от сложности
профессии) знакомятся с правилами по охране труда применительно к своей
профессии. Соблюдение этих правил работниками должно находиться под особым
контролем. В случае их нарушения или применения неправильных, опасных методов и
приемов работы работник проходит внеплановый инструктаж. Работники, допускающие
нарушение или игнорирующие требования правил и норм по охране труда, могут быть
привлечены руководителем к дисциплинарному взысканию, причем несоблюдение
правил безопасности по охране труда может привести к несчастному случаю на
предприятии.
Выявление и учет несчастных случаев на производстве
имеют принципиальное значение и должны строго фиксироваться.
При обнаружении у работника признаков
профессионального заболевания или ухудшения состояния здоровья вследствие
воздействия вредных или опасных производственных факторов работодатель на
основании медицинского заключения должен перевести его на другую работу.
Трудовая дисциплина, как известно, может быть объектом
различных правонарушений. Но это не означает, будто объект всех этих
правонарушений одинаков. Признание одного и того же объекта для многих
правонарушений стирало бы грань между ними. Законодатель выделяет особо важные
стороны отношений в частности в сфере труда, ставя их под защиту уголовного
права, учитывая при этом характер, мотивы, способы совершения правонарушения,
степень тяжести его последствий и другие моменты.
Уголовная ответственность также установлена за нарушение
правил безопасности горных, строительных работ, на взрывоопасных предприятиях
или во взрывоопасных цехах. Эта ответственность наступает, если нарушения
повлекли или могли повлечь за собой тяжкие последствия.
Должностные лица, представляющие работодателя и
уклоняющиеся от участия в переговорах по коллективному договору или виновные в
нарушении и невыполнении обязательств по коллективному договору или соглашению,
также несут административную ответственность.
6.2 Производственная санитария
Производственная
санитария - объединение мероприятий и средств изучающих и обеспечивающих
условия труда работающих. Показатели микроклимата.
Показатели
микроклимата должны обеспечивать сохранение теплового баланса человека с
окружающей средой и поддержание оптимального или допустимого теплового
состояния организма.
Показатели,
характеризующие микроклимат в производственных помещениях:
- температура воздуха для теплого периода года не менее 22 - 25С,
для холодного 17-19С.
- относительная влажность воздуха 40 - 60%;
скорость движения воздуха не более 0,1 - 0,2м/с.
Освещение производственных помещений.
С целью обеспечения нормальных условий труда и защиты зрения человека в
производственных помещениях должно устраиваться освещение, отвечающее
требованиям соответствующих норм и правил.
В зависимости от источника света освещение может быть естественным,
искусственным и совмещенным.
Естественное освещение - это освещение помещений дневным светом,
проникающим через световые проемы в наружных конструкциях. Зависит от состояния
световых проемов, их размеров, времени суток, погодных условий.
Искусственное освещение предназначено для освещения рабочих поверхностей
в темное время суток, а также при недостатке естественного освещения.
Искусственное освещение бывает общее - предназначено для освещения всего
помещения, местное - предназначено для освещения только рабочих мест. Кроме
рабочего освещения, нормами предусмотрено устройство аварийного,
эвакуационного, охранного и дежурного освещения.
Согласно санитарным нормам и правилам предусматривается следующая
освещенность рабочих мест: общее освещение не менее 200 люкс, местное не мене
300люкс, дежурное и аварийное от 10 до 50 люкс, охранное до 30 люкс,
эвакуационное 5 - 10 люкс.
Шум и вибрация оказывают вредное влияние на организм человека. Длительное
воздействие шума приводит к возникновению профессионального заболевания -
глухоте, длительное воздействие вибрации - к виброболезни. Длительное
воздействие шума и вибрации также приводит к поражению нервной системы. При
поражении нервной системы появляется ряд заболеваний: появляется
раздражительность, плохой сон, нарушается работа органов пищеварения, работа
сердца.
Для защиты от шума применяются следующие общие средства защиты: повышение
точности изготовления станков и механизмов, замена подшипников качения на
подшипники скольжения, установка оборудования на специальной виброопоре,
герметизация помещений, дистанционное управление технологическим оборудованием.
Индивидуальные средства защиты от шума: вкладыши, противошумные наушники,
шлемофоны.
Индивидуальные средства защиты от вибрации: виброобувь, рукавицы с
вибровствками.
6.3 Безопасность труда
Локальные (производственные) документы по охране труда разрабатываются
для конкретных предприятий и имеют силу действия только на этих субъектах
хозяйственной деятельности.
Инструкция по охране труда - это локальный, нормативный правовой акт по
охране труда. Инструкция изготавливается на основе стандартов безопасности
труда, правил и норм гигиены труда, отраслевых инструкций, а также на основе требований
безопасности изложенных в эксплуатационной и ремонтной документации
оборудования. Требования инструкций являются обязательными для работников, а их
невыполнение рассматривается как нарушение трудовой дисциплины. Инструкции
подготавливаются руководителями подразделений предприятия с обязательным
участием представителей прав союзов.
Руководство разработкой инструкций возлагается на главного инженера.
Служба охраны труда предприятия осуществляет постоянный контроль за
своевременной разработкой, проверкой и пересмотром инструкций. Проверка
инструкций проводится не реже 1 раза в 5 лет, а инструкций для профессий с
повышенной опасностью не реже 1-го раза в 3 года.
Инструкции пересматриваются в следующих случаях:
) Введение новых правил и нормативов по охране труда.
2) Внедрение новой техники и технологий.
3) Возникновение аварийных ситуаций или травмирование работников,
которые вызвали необходимость изменения инструкций.
) Изменение технологического процесса или условий работы.
Каждой инструкции присваивается наименование и обозначение.
Инструкции должны содержать следующие разделы:
) Общие требования безопасности.
) Требования безопасности перед началом работы.
) Требования безопасности при выполнении работы.
) Требования безопасности по окончании работы.
) Требования безопасности при аварийных ситуациях.
Текст инструкции должен быть кратким, четким и не допускать различных
толкований.
ОБЩИЕ ТРЕБОВАНИЯ ОХРАНЫ ТРУДА
.1 К выполнению процесса обработки металлов на станках с ЭСПУ допускаются
лица, прошедшие медицинский осмотр, вводный инструктаж, инструктаж на рабочем
месте, обучение безопасным приемам и методам работы, и сдавшие экзамен с
присвоением им квалификационного разряда.
.2 Инструктаж по ОТ и обучение безопасным приемам и методам работы
обязательны для всех работающих и вновь поступающих на работу, в том числе для
лиц, имеющих перерыв в работе в течение 3 месяцев и лиц, проходящих
производственную практику.
.3 Повторный инструктаж на рабочем месте проводят с каждым работником
индивидуально не реже, чем через 3 месяца.
.4 Внеплановый инструктаж проводят индивидуально или с группой работников
одной профессии в объеме первичного инструктажа на рабочем месте.
.5 На территории завода и в цехах выполняйте следующие правила:
· ходить по тротуарам и дорожкам, специально предназначенным
для пешеходного движения, а где их нет - по проезжей части, придерживаясь левой
стороны;
· будьте внимательны к сигналам движущегося транспорта и не
перебегайте путь впереди его;
· не ходите по железнодорожным путям;
· пользуйтесь только установленными проходами, не перелезайте
через конвейеры, транспортеры;
· если на высоте работают люди, проходите это место на
безопасном расстоянии, так как с высоты может упасть какой-либо предмет;
· не стойте и не проходите под поднятым грузом или в
непосредственной близости от него;
· не прикасайтесь к электропроводам или иным токоведущим
частям;
· не включайте и не выключайте (кроме аварийных случаев) машины
станки и механизмы, работа на которых не поручена Вам мастером или
руководителем цеха;
.6 Выполняйте только ту работу, которая поручена Вам мастером и при
условии, что безопасные способы ее выполнения Вам известны.
.7 Работайте на станках только тех систем, которые Вами изучены и к
самостоятельной работе на которых Вы допущены.
.8 Заметив нарушения правил охраны труда другими рабочими, предупредите
их о необходимости соблюдения требований ОТ и сообщите мастеру.
.9 Работайте только в исправной, аккуратно заправленной спецодежде и
променяйте средства защиты, предусмотренные Типовыми отраслевыми нормами для
данной профессии. Для выполнения работ наладчику и оператору станков с ЭСПУ
выдаются следующие средства индивидуальной зашиты:
· костюм;
· ботинки кожаные;
· очки защитные;
.10 Следите, чтобы пол вокруг оборудования был ровным и нескользким, если
он облит маслом, эмульсией, потребуйте, чтобы его посыпали опилками или
сделайте это сами. Затем подметите пол щеткой-сметкой, или уберите опилки
совком или лопатой в специально предназначенную тару для сбора производственных
отходов.
.11 Не работайте на неисправном оборудовании, а также при отсутствии, или
неисправности: заградительных ограждений, блокировок, заземляющих проводов.
.12 Не выполняйте распоряжение мастера, если оно противоречит правилам
охраны труда и может привести к несчастному случаю, сообщите об этом начальнику
цеха.
.13 В целях пожарной безопасности содержите рабочее место в чистоте.
.14 О каждом несчастном случае с Вами, или Вашими товарищем немедленно
поставьте в известность мастера и обратитесь в здравпункт.
.15 Наладчик станков с ЭСПУ должны знать:
· инструкцию по эксплуатации станков с ЭСПУ (паспорт станка);
· инструкцию о мерах противопожарной безопасности;
· инструкцию по оказанию первой помощи пострадавшим;
· инструкцию по ОТ для работающих на заводе;
· правила внутреннего трудового распорядка;
· при работе с ГПМ: инструкцию по ОТ для лиц, связанных с
работой на малых грузоподъемных механизмах, управляемых с пола.
.16 Выполняйте "Правила внутреннего трудового распорядка",
пожарной безопасности, соблюдайте режим труда и отдыха.
.17 Соблюдайте меры личной гигиены:
· не мойте руки в масле, эмульсии, керосине;
· не вытирайте руки концами, загрязненными стружкой;
· не принимайте пищу у станка;
· не храните личную одежду на рабочем месте.
.18 Требования настоящей инструкции являются обязательными. Невыполнение
этих требований рассматривается как нарушение трудовой и производственной
дисциплины.
.19 Выполняйте требования инструкции по охране труда, этим вы
предохраните себя и окружающих от несчастного случая.
ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ПЕРЕД НАЧАЛОМ РАБОТЫ.
.1 Перед началом работ необходимо:
· надеть рабочую одежду, которая должна быть застегнута на все
пуговицы;
· застегнуть или обвязать обшлага рукавов;
· длинные волосы убрать под головной убор;
· надеть индивидуальные средства защиты (очки, наушники).
Запрещается работать в легкой открытой обуви, а также с закатанными рукавами.
.2 Перед началом работ внимательно изучите паспорт оборудования,
осмотрите станочное приспособление, необходимый инструмент, ключи, крючок для
удаления стружки, определите их исправность и готовность к использованию.
.3 Примите станок от сменщика: рабочее место должно быть чистым, узнайте
у сменщика или мастера об имевшихся в предыдущей смене неполадках в работе
станка, и какие были приняты меры по их устранению.
.4 Отрегулируйте местное освещение так, чтобы рабочая зона была
достаточно освещена и свет не слепил глаза. Протрите арматуру и электролампу
сухой ветошью до включения лампы. Пользоваться местным освещением, питающимся
от сети напряжения свыше 50 В. запрещается
.5 Проходы, места у станочного оборудования должны быть свободны от
инструментов, деталей и расходного материала. Оснастка, заготовки, готовые
детали и отходы производства должны находиться на специальных стеллажах,
столах, в таре.
.6 Для работы, сидя рабочее место должно иметь стул (сидение) с
регулируемыми высотой и наклоном спинки. Около станка на полу должны быть
исправные деревянные решетки (настилы) на всю длину рабочей зоны и шириной не
менее 0,6 м.
.7 Проверьте наличие и исправность:
· органов управления;
· ограждений опасных зон, токоведущих частей электрической
аппаратуры (пускателей, рубильников, трансформаторов и др.)
· заземляющих устройств;
· предохранительных устройств для защиты от стружки,
охлаждающих жидкостей, шланги, подводящие охлаждающую жидкость, должны быть
цельными и должны размещаться так, чтобы было исключено соприкосновение их с
режущим инструментом и движущимися частями станка;
· осмотрите трущиеся поверхности станка, при необходимости
произведите их смазку маслом из масленки;
· устройств для крепления инструмента;
· режущего (отсутствие трещин, надломов, прочность крепления
пластинок твердого сплава или керамических пластинок и пр.), измерительного,
крепежного инструмента и приспособлений;
· подножной решетки и состояние пола на рабочем месте.
.8 Проконтролируйте работу устройства ЭСПУ и самого станка с помощью
тест-программы, убедитесь в подаче СОЖ, проверьте работу ограничивающих упоров.
.9 На холостом ходу станка проверьте:
· исправность органов управления;
· исправность фиксации рычагов включения и переключения
(убедитесь в том, что возможность самопроизвольного переключения с холостого
хода на рабочий исключена);
· нет ли заеданий или излишней слабины в движущихся частях
станка, особенно в шпинделе и направляющих салазках стола.
· работу блокировок, упоров, конечных выключателей;
· исправность системы смазки и охлаждения.
.11. Режущий инструмент должен быть правильно заточен, хвостовики и
посадочные места не должны иметь повреждений, деформаций.
.12 Без заземления станок не включать.
.13 О неисправности станка немедленно сообщите мастеру или начальнику
цеха, и без его указания к работе не приступайте.
ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ВО ВРЕМЯ РАБОТЫ
.1 Будьте внимательны, не отвлекайтесь сами и не отвлекайте других от
работы.
.2 Убедитесь, что на станке нет посторонних предметов
.3 Работать на станках, при отсутствии или неисправности:
· заземляющих устройств, упоров, органов управления;
· экранов и ограждений, защищающих работающих от отлетающих
стружек и частиц металла;
· блокирующих устройств станка;
· защитных ограждений.
.4 Не допускается работать на станках в рукавицах или перчатках, а также
с забинтованными пальцами без напальчников. Перед установкой детали в
приспособление, необходимо протереть поверхность закрепляющих устройств.
.5 Масса и габаритные размеры обрабатываемой детали не должны превышать
требований паспорта станка.
.6 Устанавливайте и снимайте тяжелые детали и приспособления (массой
более 30 кг) только с помощью подъемных механизмов. Не превышайте нагрузку,
установленную для грузоподъемных средств.
.7 Установите режущий инструмент в рабочие позиции револьверной головки,
осмотрите на отсутствие сколов, трещин режущих кромок.
.8 После установки режущего инструмента опробуйте станок в работе на
холостом ходу в ручном режиме на различных оборотах, затем произведите пуск
станка по программе на холостом ходу.
.9 При автоматической смене инструментов воспрещается находиться в зоне
работы манипулятора.
.10 Не допускайте скопления стружки на режущем инструменте и оправке,
используйте для этого специальный крючок или щетку.
.11 Охлаждать режущий инструмент мокрыми тряпками или щетками
запрещается.
.12 Не передавайте и не принимайте что-либо через станок во время его
работы.
.13 Обязательно остановите станок, и выключите электродвигатель при:
· Уходе от станка даже на короткое время;
· Временном прекращении работы;
· Перерыве в подаче электроэнергии;
· Уборке, смазке, чистке станка;
· Обнаружении неисправности в оборудовании, инструменте,
приспособлении, заземляющих элементах, защитных ограждениях, блокирующих
устройств, упоров.
· Регулировке трубки с охлаждающей жидкостью;
· Установке, измерении и съеме детали;
· Проверке и зачистке режущей кромки режущего инструмента.
.14 Запрещается:
· Открывать и снимать ограждения и предохранительные устройства
во время работы станка;
· Убирать стружку со станка голыми руками или сжатым воздухом;
· Работать на станках в рукавицах;
· Принимать пищу на рабочем месте.
ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ПО ОКОНЧАНИИ РАБОТЫ
.1 Выключите и обесточьте станок
.2 Приведите в порядок рабочее место. Стружку и металлическую пыль со
станка убирайте только щеткой и крючком.
.3 Уберите детали и заготовки в специальную тару и сложите их в
отведенном месте.
.4 Выключите местное освещение.
.5 Соберите промасленные тряпки в специально предназначенный ящик
.6 Снимите рабочую одежду, уберите в предназначенное для нее место.
.7 Вымойте лицо и руки теплой водой с мылом.
.8 Обо всех замечаниях сообщите мастеру.
ТРЕБОВАНИЯ ОХРАНЫ ТРУДА В АВАРИЙНЫХ СИТУАЦИЯХ
.1 При, внезапной поломке станка, приспособления, режущего инструмента
немедленно выключите станок и обесточьте его.
.2 При работе на металлорежущих станках или электроинструментом при
полном или частичном прекращении электроснабжении выключите станок,
электроинструмент. После устранения аварии возобновите работу.
.3 При сгорании предохранителей у электрооборудования станка или
электроинструмента сообщите об этом мастеру или механику цеха.
.4 Если на металлических частях станка обнаружено напряжение (ощущение
тока), электродвигатель работает на две фазы (гудит), заземляющий провод
оборван - немедленно остановите станок, сообщите мастеру о неисправности
электрооборудования и без его указания к работе не приступайте.
.5 В случаях возникновения пожара:
· обесточьте станок;
· выключите вентиляцию;
· вызовите пожарную охрану;
· немедленно сообщите всем работающим и мастеру о пожаре.
.6 При отключении электроэнергии:
· прекратите работу;
· обесточьте станок;
· сообщите мастеру;
· возобновите работу при подаче электроэнергии.
.7 При несчастном случае в первую очередь освободите пострадавшего от
травмирующего фактора. Затем доложите мастеру.
Для безопасности электроустановок при работе на них должны быть выполнены
следующие мероприятия: заземление, зануление, защитное отключение, двойная
изоляция, разделение сетей питания, индивидуальные средства защиты и др.
Заземление - преднамеренное электрическое соединение с
землей или ее эквивалентом металлических токоведущих частей, которые могут
оказаться под напряжением. Заземление используют в сетях электрического тока напряжением
до 1000 В. Оно позволяет снизить до безопасных значений напряжение корпуса
электроустановки относительно земли при замыкании на него фазового провода
вследствие нарушения изоляции. Максимальное сопротивление заземления, в
качестве которого используют свинцовые оболочки кабелей, £4
Ом. Недостатком
заземления является возможность длительного существования короткого замыкания
фазы на корпус в сетях с изолированной нейтралью, так как подобный дефект
изоляции электроустановки не вызывает срабатывания системы защиты электрической
сети.
Зануление - преднамеренное электрическое соединение с
нулевым проводником сети металлических нетоковедущих частей, которые могут
оказаться под напряжением. Зануление используется в сетях с заземленной
нейтралью. В электрических сетях, где применяется зануление, нарушение изоляции
токоведущих частей приводит к образованию цепи однофазного короткого замыкания,
в результате которого срабатывает установка максимальной токовой зашиты,
отключая пораженный участок сети. В качестве нулевых защитных проводников
применяют шины из полосовой стали, стальные прутки, нулевые рабочие проводники
электрокабелей и другие проводники. При этом их сопротивление для сети 220/380В£
4 Ом. Запрещается
установка в нулевом защитном проводнике предохранителей и выключателей.
Устройства защитного отключения (УЗО) обеспечивают
автоматическое разъединение электроустановки от питающей сети при возникновении
опасности поражения электротоком. УЗО включает в себя датчики, сигнализирующие
о появлении опасной ситуации на оборудовании, усилители с исполнительными
органами, разъединяющими электрическую сеть по сигналам датчиков, а также
контрольно-измерительные и сигнальные устройства. В сетях напряжением до 1000 В
исполнительными органами УЗО являются автоматические выключатели и контакторы.
В зависимости от применяемых датчиков УЗО обеспечивает отключение оборудования
при появлении потенциала на корпусе или изменении напряжения фазы относительно
земли, резком возрастании тока в проводниках зануления, падения сопротивления
изоляции проводов сети и др.
При использовании ручного электроинструмента,
переносных светильников для снижения опасности поражения электротоком применяют
пониженные напряжения £ 42 В. В зависимости от класса
электробезопасности помещения и условий выполнения ремонтных работ применяют
напряжения 12; 36 и 42 В, источниками которых могут быть гальванические
батареи, аккумуляторы и понижающие трансформаторы, вторичные обмотки которых не
должны быть заземлены. Применение автотрансформаторов в качестве источников
пониженного напряжения недопустимо. При работе с пониженными напряжениями
нельзя пренебрегать основными правилами электробезопасности, необходимо следить
за изоляцией проводов, исправностью понижающего трансформатора, так как анализ
несчастных случаев показывает, что и такие напряжения могут привести к
серьезным электротравмам. Разделительные трансформаторы изолируют
электроприемники от общей сети. Они находят широкое применение для питания
передвижных установок и ручного электроинструмента в сетях напряжением до 1000
В. К конструкции разделительных трансформаторов и изоляции его обмоток
предъявляют повышенные требования, а их корпуса надежно заземляют. К
разделительному трансформатору может быть подключен только один электроприёмник
с номинальным током £ 15 А. В эксплуатации нельзя допускать
заземления (зануления) его вторичной обмотки или корпуса, подключенной к нему
электроустановки.
Двойная изоляция широко используется в ручном
электроинструменте напряжением 220 В и обеспечивается установкой дополнительных
электроизоляционных прокладок и втулок для исключения электрической связи между
корпусом инструмента и встроенной в него электроустановкой. Во избежание
шунтирования дополнительной изоляции не разрешается заземление металлических
нетоковедущих частей электроустановок с двойной изоляцией.
Контроль состояния изоляции токоведущих частей и
своевременное устранение дефектов является одним из важнейших способов
обеспечения безопасности работы электроустановок. Сопротивление изоляции должно
быть ≥ 1 МОм для цепей автоматического электропривода и ³
0,5 МОм для силовой и
осветительной электропроводки напряжением до 1000 В.
К основным средствам индивидуальной защиты от поражения электротоком,
используемым при выполнении работ на электроустановках напряжением до 1000 В,
относят диэлектрические перчатки, слесарно-монтажный инструмент с изолирующими
рукоятками, изолирующие и измерительные клещи, указатели напряжения. В качестве
дополнительных средств защиты применяют диэлектрические галоши и коврики,
переносные заземления, изолирующие подставки, защитные ограждения и др. Рабочие
перед каждым применением защитных средств должны проверить их исправность,
отсутствие внешних повреждений, проколов, убедиться, что срок очередного
испытания средств защиты не истекиспользовать средства индивидуальной защиты.
Ремонтные работы на электрооборудовании станков с ЭСПУ
могут выполняться при полном отсутствии напряжения, с частичным снятием
напряжения и без снятия напряжения вдали от токоведущих частей или вблизи них.
Для безопасной организации работ на электроустановках
при полном снятии напряжения необходимо обесточить станок, отключив автомат или
сняв предохранители в распределительном шкафу или распределительной коробке
шинопровода и вывесив предупредительный плакат „Не включать! Работают
люди".
6.4 Противопожарная безопасность
Пожарная безопасность предусматривает такое состояние
объекта, при котором исключалось бы возникновение пожара, а в случае его
возникновения предотвращалось воздействие на людей опасных пожарных факторов и
обеспечивалась защита материальных ценностей в соответствии с законом
Республики Беларусь "О пожарной безопасности".
Основными причинами пожаров на производстве являются:
неосторожное обращение с открытыми источниками огня;
небрежность, допускаемая при курении или пользовании
электроприборами;
нарушение правил пожарной безопасности при
производстве электрогазосварочных и других огневых работ;
нарушение правил эксплуатации печей, теплогенерирующих
агрегатов и устройств;
неисправность электропроводки и электроприборов;
- неправильное хранение горючих материалов и химических веществ.
К факторам, приводящим к появлению очага возгорания
при ремонте оборудования с ЭСПУ, можно отнести:
нарушение правил эксплуатации электроустановок;
неисправность технических средств защиты от
статического электричества;
нарушение правил использования легковоспламеняющихся
жидкостей (ЛВЖ);
самовоспламенение ветоши, неисправности отопительных
приборов;
нарушение правил эксплуатации оборудования, приводящее
к разогреву трущихся частей при отсутствии смазочного материала;
неосторожное обращение с огнем.
Система мер пожарной безопасности должна быть
направлена на устранение причин, приводящих к образованию очагов возгорания в
производственных помещениях. У входа в производственные помещения вывешивают
таблички с указанием класса пожароопасности, в помещениях запрещается
устанавливать системы отопления, вентиляции, освещения, не соответствующие
указанному классу пожароопасности. Помещения, оборудование и установки,
размещенные в них, должны регулярно очищаться от горючих материалов и
посторонних предметов. Источники искусственного освещения должны быть
расположены так, чтобы обеспечить безопасное расстояние между осветительной
арматурой и сгораемыми конструкциями или материалами. Производственные
помещения оборудуют огнетушителями, ящиками с песком, пожарным инвентарем и
сигнализацией.
При складировании демонтированных узлов не допускается
загромождение проездов, пожарных проходов и аварийных выходов (доступ к
средствам первичного пожаротушения должен быть свободен). Системой ремонтов
охватываются все действующие электроустановки, у которых систематически
контролируют состояние аппаратуры электрозащиты, надежность подключения и
качество изоляции кабелей и приводов, температуру наружных поверхностей
электрических машин. Электроаппаратура, двигатели, распределительные устройства
и электрошкафы должны регулярно очищаться от токопроводящей пыли и стружки.
Пользоваться поврежденными электророзетками, выключателями и другой неисправной
коммутирующей аппаратурой не допускается. Любые неисправности
электроаппаратуры, ведущие к повышенному искрению, нагреву, необходимо
устранять. При перерывах в работе и по ее окончании электроустановки,
понижающие и разделительные трансформаторы, измерительную электроаппаратуру,
электропаяльники следует отключать от сети. В связи с тем, что электропаяльники
имеют высокую температуру рабочих частей, на рабочих местах должны быть
предусмотрены для них термостойкие подставки.
ЛВЖ, применяемые при пайке (ацетон, спирт этиловый,
флюсы), промывке и обезжиривании деталей и узлов, должны храниться только в
герметичной и небьющейся таре. Максимальное количество ЛВЖ на рабочем месте не
должно превышать утвержденных норм хранения. Неиспользованные остатки сдаются в
специальные места хранения. Совместное хранение ЛВЖ и веществ, смешивание
которых может привести к самовозгоранию, не допускается. Использованные при
обтирке материалы (ветошь, салфетки) хранят в закрытой металлической таре в
специально отведенных местах. По мере накопления, но не реже одного раза в
смену, тару необходимо очищать. Промасленная спецодежда должна храниться в
шкафах. Сушка ее на батареях отопления или около нагревательных приборов не
допускается.
Для предупреждения пожаров на предприятии должны
проводиться следующие мероприятия: организационные, эксплуатационные,
технические, режимные.
К организационным мероприятиям относятся: обучение
работающих пожарной безопасности, проведение инструктажей, лекций, бесед,
создание добровольных пожарных дружин, изготовление и применение средств
наглядной агитации и пропаганды и т. д.
Эксплуатационные мероприятия предусматривают
правильную эксплуатацию машин (осмотры, ремонты, испытания), оборудования,
транспортных средств, а также правильное содержание зданий и сооружений.
К техническим мероприятиям относится соблюдение
противопожарных правил и норм при проектировании зданий и сооружений,
устройстве отопления, освещения, вентиляции, размещении оборудования и т. п.
К мероприятиям режимного характера относится
установление порядка безопасного производства сварочных и других огневых работ
в пожароопасных зонах, мест для курения и т. п.
При возникновении пожара действия работников и администрации объектов
должны быть, в первую очередь, направлены на обеспечение безопасности и
эвакуацию людей. При обнаружении пожара необходимо:
· немедленно сообщить об этом в пожарную службу (при этом чётко
назвать адрес учреждения, место пожара, свою должность и фамилию, а также
сообщить о наличии в здании людей);
· задействовать систему оповещения о пожаре;
· принять меры к эвакуации людей;
· известить о пожаре руководителя предприятия или заменяющее
его лицо;
· организовать встречу пожарных подразделений;
· приступить к тушению пожара имеющимися средствами.
· Администрация объекта, руководители подразделения и другие
должностные лица при возникновении пожара обязаны:
· проверить, сообщено ли в пожарную службу о возникновении
пожара;
· организовать эвакуацию людей, принять меры к предотвращению
паники среди присутствующих;
· выделить необходимое количество людей для обеспечения
контроля и сопровождения эвакуирующихся;
· организовать тушение пожара имеющимися средствами;
· направить персонал, хорошо знающий расположение подъездных
путей и источников воды, для организации встречи и сопровождения подразделений
пожарной службы к месту пожара;
· удалить из опасной зоны всех работников и других лиц, не
занятых эвакуацией людей и тушением пожара;
· прекратить все работы, не связанные с эвакуацией людей и
тушением пожара;
· организовать отключение сетей электро- и газоснабжения,
технологического оборудования, систем вентиляции и кондиционирования воздуха;
· обеспечить безопасность людей, принимающих участие в
эвакуации и тушении пожара, от возможных обрушений конструкций, воздействия
повышенной температуры, токсичных продуктов горения, от поражения электрическим
током и т.д.
· организовать эвакуацию материальных ценностей из опасной
зоны, определяя места их складирования и обеспечить их охрану.
На случай
возникновения пожаров здания, сооружения и помещения должны иметь первичные
средства пожаротушения: огнетушители, ящики с песком, лопаты.
Для тушения
электроустановок напряжением до 1000В идеально подходят следующие огнетушители:
А) Газовые
огнетушители. Углекислотно-бромэтиловые огнетушители ОУБ-3А и ОУБ-7А
представляют собой стальные тонкостенные баллоны (толщина стенки 1,5-2 мм)
сварной конструкции. В горловину баллона ввернута запорная головка рычажного
типа с распыляющей насадкой и сифонной трубкой. Емкость баллонов соответственно
3,2 и 7,4 л.Огнетушащим зарядом является состав 4НД (97 % бромэтила и 3 %
углекислого газа). Огнегасительное действие бромистого этила основано на
торможении химических реакций горения, поэтому его часто называют
антикатализатором или ингибитором. Для выброса заряда в огнетушитель закачивают
воздух под давлением 0,9 МПа.
Время
действия огнетушителей 20-30 при длине струи 3-4 м.
Огнетушители
этого типа предназначены для тушения небольших возгораний различных горючих
веществ, тлеющих материалов, а также электроустановок, находящихся под
напряжением до 380 В. Огнегасительный эффект этих огнетушителей в 14 раз выше,
чем углекислотных.
Б) Порошковые
огнетушители. Порошковые огнетушители (ОП) предназначены для тушения пожаров
твердых, жидких и газобразных веществ ( в зависимости от марки используемого
огнетушащего порошка), а также электроустановок, находящихся под напряжением до
1кВ.
Ручные
порошковые огнетушители выпускаются с массами заряда 1,2,5,10 кг, передвижные -
50 и 100кг.. Огнегасительный эффект порошкового огнетушителя заключается в
механическом сбивании пламени и вытеснения кислорода из зоны горения.. При
тушении порошковыми огнетушителями загораний огонь ликвидируется как только
зона горения будет окружена облаком порошка требуем концентрации, кроме того
облако порошка обладает экранирующим свойством, что дает возможность подойти к
горящему объекту на близкое расстояние. Для приведения в действие ручных
порошковых огнетушителей необходимо поднести огнетушитель к очагу пожара,
встряхнуть его, затем выдернуть клин или чеку, резко до упора нажать рукой на
пробойник (кнопка с иглой) и отпустить его. Время выдержки огнетушителя от
момента нажатия на пробойник до начала подачи огнетушащего порошка должно быть
не менее 3-5сек. Затем нажать рычаг запуска и направить струю порошка в огонь,
учитывая при этом направление ветра. Для прекращения подачи струи порошка
достаточно отпустить рычаг.
6.5 Охрана окружающей среды
Охраной окружающей среды называется комплекс мер, направленных на
предупреждение отрицательного влияния человеческой деятельности на природу,
обеспечение благоприятных и безопасных условий жизнедеятельности человека. В
условиях научно-технического прогресса важнейшей задачей человечества является
охрана важнейших элементов окружающей среды (воздух, вода, почва), которые из-за
вредных промышленных выбросов и отходов подвергаются сильнейшему загрязнению.
Результатом чего является закисление почвы и воды, изменение климата и
разрушение озонового слоя. Именно поэтому охране окружающей среды в
строительстве отводится важное место в общегосударственных задачах. В последние
годы, в связи с необратимыми процессами и изменениями окружающей среды, вопросы
охраны среды выросли в общемировую проблему. Поэтому разработка долгосрочной
экологической политики по созданию благоприятных условий (пдв) стала
необходима.
Создание условий для улучшения экологической обстановки - процесс долгий,
требует согласованности и последовательности действий. Приоритетными в
экологической политике РБ сегодня следующие вопросы:
обеспечение экологически безопасных условий для проживания;
рациональное использование и охрана природных ресурсов;
обеспечение экологической и радиационной безопасности (пдв);
экологизация промышленности;
повышение экологической культуры общества и формирование экологического
сознания у людей.
Чтобы максимально снизить уровень загрязнений, выбрасываемых
предприятиями, необходимо производить следующие обязательные меры по охране
окружающей природной среды (ООС). Мероприятия по охране окружающей среды
заключаются в:
. Выявлении, оценке, постоянном контроле и ограничении вредных выбросов в
окружающую среду, создании природоохранных и ресурсосберегающих технологий и
техники.
. Разработке юридических законов, правовых актов по охране окружающей
природной среды, а также материальном стимулировании выполнения требований
данных законов и природоохранных мероприятий.
. Предупреждении ухудшения экологической обстановки и охраны окружающей
среды от вредных и опасных факторов путем создания специально выделенных
территорий (СЗЗ).
Наибольшими загрязнителями окружающей среды являются предприятия. Поэтому
государством предусмотрена оценка воздействия на окружающую среду как
планируемой хозяйственной деятельности, которая может оказать прямое или
косвенное воздействие на окружающую среду, так и существующих предприятий.
Запрещаются строительство, реконструкция зданий, сооружений и иных объектов до
утверждения проектов, а также изменение утвержденных проектов в ущерб
требованиям в области охраны окружающей среды. Раздел охраны окружающей среды
должен содержать свои проектные разработки по охране природной среды. Проектные
разработки включают в себя элементы экологического нормирования, комплекс
предложений по рациональному использованию природных ресурсов, охране
окружающей среды и расчету предельно допустимых выбросов - пдв.
Кроме разработок и мероприятий по охране окружающей природной среды,
Проект ООС включает в себя также характеристики природных условий местности,
экологической ситуации на объекте (уровень загрязнения воздуха, поверхностных и
подземных вод, уровень шума, электромагнитных излучений, радиационного
загрязнения, состояние растительного покрова). В Проект по охране окружающей
среды входит все, что необходимо учитывать и выполнять при проектировании,
строительстве и непосредственно осуществлении хозяйственной деятельности для
снижения вредных воздействий на окружающую среду. Состав и содержание раздела
корректируются, исходя из специфики объекта. Объем материалов должен быть
достаточным для обоснования строительства и функционирования объекта.
Строительство и реконструкция зданий, строений, сооружений и иных объектов до
утверждения Проекта охраны окружающей среды невозможно. Нарушение требований в
области охраны окружающей среды влечет за собой приостановление строительства и
ввода в эксплуатацию сооружения.
ЗАКЛЮЧЕНИЕ
В рассмотренном дипломном проекте разработан комплекс технических
эксплуатационных и наладочных мероприятий для устранения неисправностей в
различных узлах станка ИС800ПМФ4 оснащенный специализированным электроприводом FANUC и электронной системой программного
управления FANUC-6M.
В технической части дипломного проекта рассмотрен такой комплекс вопросов
как: изучено назначение технологического оборудования (станка ИС800ПМФ4) его
применение в промышленности его функциональные и технические возможности, а так
же какой комплекс операций можно вести на данном оборудовании с использованием
электронной системы программного управления FANUC-6M.Благодаря
логическому анализу взаимодействия электронной системы программного управления FANUC-6M со станком ИС800ПМФ4 удалось установить процессы
происходящие на непосредственном взаимодействии: электронной системы
программного управления станок-электропривод FANUC-ЭСПУ FANUC-6m, описаны составные части электронной
системы программного управления и взаимодействия между ними при различных
технологических операциях. При описании требований предъявляемых к
электроприводу FANUC станка
ИС800ПМФ4 были рассмотрены его составные части, взаимодействие между ними и
требования предъявляемые к ним, а так же общие требования предъявляемые к
электроприводу. Для описания работы датчиков входящих в станок использованы
краткие характеристики этих датчиков, описан принцип работы, а так же их
взаимодействие с электронной системой программного управления на сигнальном уровне.
При описании элементной базы узла (магазин инструментов) рассмотрены краткие
характеристики элементов входящих в узел электроавтоматики станка а так же
принципиальная схема этого узла.
При расчете мощности узла (магазин инструментов) станка ИС800ПМ4использованы
краткие технические характеристики элементов входящих в узел а так же
рассчитана мощности при его непосредственной работе. Благодаря использованию
данных об эксплуатации станков на предприятии рассчитаны следующие параметры
электронной системы программного управления FANUC-6M:
использование данной ЭСПУ на предприятии, готовность и эффективность
профилактики ЭСПУ и среднее время безотказной работы и восстановления ЭСПУ.
Расчет надежности узла электроавтоматики станка показал среднее время наработки
до первого отказа и безотказность работы заданного узла.
Технологическая часть включила в себя рассмотрение организации ремонтной
службы, на предприятии выполняемые ею работы и её состав.
Мероприятия по ресурсо-и энергосбережению позволили определить нормы
расхода на один норма-час работы по механическому цеху, а так же рассчитана
тепловая энергия на отопление и вентиляцию цеха.
Экономическая часть позволила рассмотреть комплекс вопросов таких как
:определение трудоемкости капитального ремонта механической, электрической,
электронной части станка ИС800ПМФ4. Определен состав бригады необходимый для
капитального ремонта станка ИС800ПМФ4.В данном дипломном проекте рассчитана
себестоимость капитального ремонта станка ИС800ПМФ4 оснащенного ЭСПУ типа FANUC-6M, рассчитаны все затраты и выплаты необходимые для проведения
капитального ремонта. Расчет свободно отпускной цены капитального ремонта
станка включил в себя расчет заводской себестоимости ремонта, налога на
добавленную стоимость, плановых накоплений, предприятия. Свободно-отпускная
цена показала расходы необходимые для произведения капитального ремонта станка
модели ИС800ПМФ4.
Охрана труда затронула вопросы о правовых и организационных аспектах ОТ
на предприятиях. Производственная санитария показала те необходимые параметры
микроклиматических условий которые необходимы для проведения работ по наладке
станков с ЭСПУ. Так же рассмотрена электробезопасность в электроустановках и
инструкция по охране труда для наладчика станков с электронной системой
программного управления. В противопожарной безопасности описаны виды
огнетушителей а так же способы борьбы с пожаром на предприятии. В охране
окружающей среды рассмотрены мероприятия по уменьшению выброса вредных веществ
в атмосферу и грунтовые воды, уменьшения воздействия на экологию.
Данный дипломный проект является завершающим этапом обучения на
специальности 2-53 01 31 «Техническое обслуживание технологического
оборудования и средств робототехники в автоматизированном производстве».
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
1)Богданович М.И. «Цифровые интегральные микросхемы» Справочник. Минск,
1996г.
)Коломбеков Б.А. и др. «Цифровые устройства и микропроцессорные системы»
)Косовский В.Л. «Программное управление станками и промышленными
роботами». Москва, 1986г.
)Лещенко В.А. «Станки с числовым программным управлением». Москва, 1988г.
)Локтева С.Е. «Станки с программным управлением и промышленные роботы».
Москва, 1986г.
)Марголит Р.Б. «Наладка станков с программным управлением». Москва,
1983г.
)Москаленко В.В. «Электрический привод». Москва, 1991г.
8)Сергиевский
Л.В., Русланов В.В. «Пособие наладчика станков с ЧПУ». Москва, 1991г.
9)Сергиевский Л.В. «Наладка, регулировка и испытание станков с
программным управлением». Москва, 1974г.
10)Хрипач
В.Я. «Экономика предприятия». Минск, 2000г.
)Чернов Е.А.,
Кузьмин В.П. «Комплектные электроприводы станков с ЧПУ». Горький, 1989г.
)Челноков
А.А. Охрана труда 2-е издание Мн.2006.
13)Fanuc-6M.
Инструкция по техническому обслуживанию.
)Fanuc-6M.
Инструкция по эксплуатации.
)ИС800МФ4 Обрабатывающий
центр. Схемы электрические принципиальная.
16)<http://stanoks.com/>