Модернизация привода установки для охлаждения песка
Министерство
образования Республики Беларусь
Учреждение
образования
“Гомельский
государственный технический университет имени П.О. Сухого”
Кафедра
“Машины и технология литейного производства”
РАСЧЁТНО-ПОЯСНИТЕЛЬНАЯ
ЗАПИСКА
к курсовому
проекту по курсу
“Оборудование
литейных цехов”
на тему “
Модернизация привода установки для охлаждения песка ”
Разработала
студентка
группы
Л-51
Дорожинец
Е.Н.
Руководитель
проекта
Карпенко
В.М.
Гомель, 2013
Содержание
Введение
. Анализ и выбор конструктивно-технологической
схемы
. Техническая характеристика,
описание работы и правила эксплуатации машины
. Анализ или модернизируемого узла
. Расчёт элементов, узлов и
агрегатов машины
5. Описание работы схемы управления
. Мероприятия по повышению
эффективности работы машины, обеспечению безопасности работы и охране труда
7. Правила ухода за машиной,
организация труда и планово- предупредительных ремонтов
Заключение
Список литературы
Приложение А
Приложение Б
Приложение В
Приложение Г
Введение
Современные литейные технологии уже сейчас
позволяют изготавливать отливки высокого качества весьма сложной конфигурации,
практически не требующие дополнительной обработки. Однако затраты на их
изготовление остаются еще высокими. Применение наукоемких технологий, в частности,
систем компьютерного моделирования физико - химических процессов, происходящих
во время формирования отливки, позволяет, с одной стороны, переходить к
отливкам все более и более сложной формы, используя все большую номенклатуру
сплавов, с другой стороны, сокращать затраты на отладку технологии, заменяя
натуральный эксперимент вычислительным.
Развитие техники, рост потребности в литых
заготовках, надежность самих отливок и производственных процессов привело к
созданию специализированных машин и систем машин автоматических линий.
Повышение качества, технического уровня нового оборудования сопровождается
процессом усложнения его конструкции, повышением технических параметров и
требований к надежности, находящихся в прямой зависимости от возросшего многообразия
функций, выполняемых современными автоматизированными системами. Усложняются и
интенсифицируются рабочие процессы машин, повышаются давления рабочей среды,
возрастают усилия и мощность привода, скорости и массы перемещаемых объектов,
повышаются требования к прочности и надежности деталей. В связи с этим
необходим точный и верный расчет всех составляющих агрегата еще на стадии
проектирования. Основным направлением технического процесса в современном
литейном производстве является комплексная автоматизация технологических
процессов, обеспечивающая повышение качества литых деталей, заготовок, а также
улучшение условий труда и санитарно-гигиенического состояния производственных
помещений.
Многовариантность
машиностроительных конструкций проявляется в том, что отдельные детали и
механизмы одного и того же функционального назначения могут отличаться по
своему конструктивному исполнению. Оценить разработанные варианты конструкции
можно расчетным путем еще на стадии проектирования, что позволяет найти оптимальное
техническое решение, удовлетворяющее разнообразным и, как правило,
противоречивым требованиям, без затрат времени и средств на изготовление и
испытание подготовленных вариантов конструкций.
Таким образом, дальнейшее развитие и
совершенствование теоретических основ и методов расчета, предназначенных для
использования при проектировании машин и механизмов автоматических линий
литейного производства, является весьма актуальной задачей.
Целью и задачей курсового проекта является -
выполнение тщательного анализа и расчета на этапе разработки новой конструкции,
а также закрепить и углубить знания, полученные при изучении курса
«Оборудование литейных цехов».
. Анализ и выбор конструктивно-технологической
схемы
В условиях современного поточно-массового
конвейерного производства отработанная формовочная смесь и свежие формовочные
материалы, после сушки не успевают охладиться. Поэтому формовочные материалы
поступают на формовку с высокой температурой. Повышенная температура
формовочной смеси вызывает обсыхание кромок литейных форм и брак литья по
засорам и намывам.
Поэтому, для исключения брака в отливках,
необходимо использовать установку для охлаждения песка (рисунок 1).
Данная установка предназначена для охлаждения
сыпучих кварцевых компонентов песка, после термической сушки, до температуры
приемлемой для дальнейшего использования в технологическом процессе получения
литья (смесеприготовления), чем снижает межоперационные простои материала на
охлаждение.
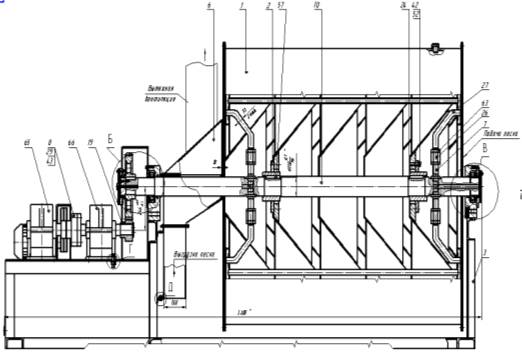
Рисунок 1.-Охладительна установка песка.
Электромеханический привод
В установке для охлаждения песка проводим
модернизацию приводного узла. Так как, данный электрический привод,
технологически нецелесообразен.
Установленный электрический привод имеет:
электродвигатель, соединенный с двухступенчатым цилиндрическим редуктором
клиноременной передачей, в свою очередь этот редуктор соединен с еще одним
двухступенчатым цилиндрическим редуктором при помощи муфты. Конец выходного
вала редуктора соединен с приводным валом -зубчатой передачей (рисунок 2).
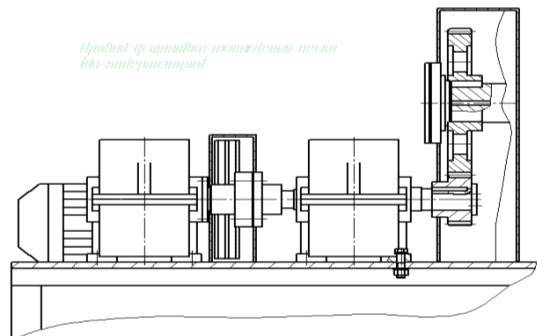
Рисунок 2.- Привод электромеханический
Редуктор предназначен для понижения угловой
скорости и соответственно повышения вращающего момента ведомого вала. Но, так
как, двухступенчатый цилиндрический редуктор не может обеспечить необходимую
скорость вращения вала с соответствующим вращающим моментом, то есть
необходимость в установке еще одного двухступенчатого цилиндрического
редуктора, клиноременной и зубчатой передачах.
Данный привод имеет недостатки:
повышенные энергетические затраты, из-за
использования
электродвигателя такой мощности которая нам, в
принципе, не нужна. Но при такой конструкции привода (с таким количеством
передаточных чисел) он необходим.
большие габаритные размеры и масса.
частая поломка муфт.
высокие затраты на ремонт и обслуживание, из-за
большого количества деталей.
сложность ремонта.
Вариаторный привод
Дисковый вариаторный привод-это механизм,
состоящий из внутреннего солнечного колеса 8, наружного солнечного колеса,
которое состоит из упорного кольца 7 и нажимного кольца муфты 4, между
внутренним и наружным солнечными колесами находятся сателлиты 6, установленные
на осях 5. Сателлиты свободно перемещаются в радиальном направлении в гнездах
диска 3, через который крутящий момент передается на ведомый вал 1 и
электродвигателя (рисунок 3).
Рисунок 3.-Дисковый вариатор
Преимущество вариаторного привода наиболее
отчетливо наблюдается при больших мощностях привода, либо когда имеются жесткие
ограничения к массам агрегатов. С помощью этого механизма можно регулировать
чистоту вращения вала, меняя передаточное отношение в вариаторе, это
производится при работающей передаче принудительно, путем вращения через
винтовую или червячную передачу. Привод вариаторного типа имеет высокий КПД и
плавность хода.
Однако вариаторам присущи следующие существенные
недостатки:
невозможность повышения передаваемого крутящего
момента и мощности путем простого увеличения числа рядов дисков
фрикционные диски представляют собой жесткие
практически недеформируемые в осевом направлении элементы Это вызывает падение
КПД и допускаемых контактных напряжений, повышает вероятность заеданий и
требует точного выполнения дисков-сателлитов что повышает стоимость изделия
оптимальные нажимные усилия прямо противоположны
имеющимся, из-за чего при малых передаточных отношениях, сильно, перегруженными
оказываются контакты сателлитов с внешними дисками.
непостоянство передаточного числа
малая нагрузочная способность
дороговизна
сложность конструкции
Мотор-редуктор червячный одноступенчатый
Червячный мотор-редуктор-это агрегат,
совмещающий в одном корпусе электродвигатель и червячный редуктор. Последнее
обстоятельство позволяет добиваться большой точности расположения вала
редуктора относительно вала электродвигателя.
Оси червячных редукторов перекрещиваются. По
положению червяка и червячного колеса различают схемы: с нижним верхним и
боковым расположением червяка.
Рисунок 4.-Мотор-редуктор червячный
одноступенчатый
Червячный мотор-редуктор обеспечивает
бесшумность и плавность хода, имеет возможность получения высоких передаточных
чисел, но у него есть и недостатки:
невысокий КПД
необходимость работы в благоприятном тепловом
режиме
дорогостоящие антифрикционные материалы для
червячного колеса
не большие передаваемые мощности
быстрый износ червяка
Цилиндрический двухступенчатый соосный
мотор-редуктор
Цилиндрический мотор-редуктор - это агрегат,
совмещающий в одном корпусе электродвигатель и червячный редуктор. Последнее
обстоятельство позволяет добиваться большой точности расположения вала
редуктора относительно вала электродвигателя и уменьшает число деталей.
Цилиндрический двухступенчатый мотор-редуктор
служит для передачи вращения от вала электродвигателя к приводному валу и
понижения угловой скорости и соответственно повышения вращающего момента
ведомого вала.
Мотор-редуктор состоит из корпуса, в котором
помещают элементы передачи- зубчатые колеса, валы, подшипники, шестерни,
крышки, и электродвигателя.(рисунок5).
Рисунок 5.- Цилиндрический двухступенчатый
соосный мотор-редуктор
В таких мотор редукторах быстроходная ступень
зачастую недогружена, так как силы, возникающие в тихоходной ступени, больше,
чем в быстроходной, а межосевое расстояние ступеней одинаковы.
Затруднительность смазывания подшипников, расположенных в средней части корпуса
.Указанные обстоятельства являются одними из основных недостатков. Но кроме
этого они отличаются:
простотой конструкции
малыми габаритными размерами
широким диапазоном передаточных чисел
надежностью
долговечностью
простотой обслуживания
Исходя из анализа вышеперечисленных
электромеханических приводов, самым оптимальным выбором для замены, является -
цилиндрический двухступенчатый соосный мотор-редуктор. Так как этот мотор-редуктор
позволит повысить производительность, снизить затраты и время на ремонт, из-за
простоты конструкции, надежности, долговечности и уменьшения количества
деталей. Снизятся энергозатраты из-за уменьшения количества передаточных чисел.
Освободится производственная площадь, так как уменьшится площадь под
оборудованием, уменьшится масса оборудования.
. Техническая характеристика, описание работы и
правил эксплуатации машины
Техническая характеристика
.Габаритные разметы установки, мм
длина……………3260
ширина………….1500
высота …………..1145
.Масса установки, кг 3200
.Напряжение и частота питания, В/Гц 380/50
.Электрическое сопротивление заземления
Любой электрической части 0,1 не более
. Производительность, т/ч 5
Описание работы установки
.На установку устанавливается привод и
закрывается ограждением.
.Вращение барабана охладителя осуществляется от
блока шестерен через шестерни.(поз.18,19 приложение А)
.Подача воды осуществляется через отверстие К,
слив через отверстиеЛ
. Принцип охлаждения горячего песка (t
> 2000), основан на термодинамическом равновесии термосистем,
более горячий песок охлаждается за счет передачи теплоты через стенку к водяной
рубашке, а равномерное охлаждение по объему достигается перемешиванием массы
песка в барабане. Температура песка на выгрузке из барабана не превышает +40С0.
Правила эксплуатации
.Перед началом эксплуатации установку заполнить
0,7м3 воды(до появления стока воды на сливном трубопроводе). Подучу
воды в течение работы осуществлять непрерывно.
2. Установить краном короб с горячим песком
МА1-003 на подставку.
. Установить пустой коробМА1-003 в приямок под
рукав выгрузки песка.
.Убедиться в отсутствии посторонних предметов в
зоне вращающих частей барабана и приводной части установки. Включить привод
вращения барабана охладителя, кнопка SB2
«ПУСК» (черт. КР.ОЛЦ.09.11.05.00.СБ)
.Открыть шибер короба МА1-003 и высыпать
«горячий» песок в приемный лоток «подставки под короб» задвижка поз.22 в
положении «ЗАКРЫТО».
.Открывая задвижку поз.22 отрегулировать подачу
песка в установку исключая просыпа песка из приемного отверстия барабана
охладителя.
.В процессе работы открывая шиберы короба
добавлять «горячий» песок в приемный лоток.
.При заполнении пустого короба МА1-033 в
приямке, перекрыть задвижкой поз.22, подачу песка в установку.
.После прекращения выгрузки песка из барабана
охладителя, отключить привод вращения, кнопка SB1
«СТОП»(черт. КР.ОЛЦ.09.11.05.00.СБ), перекрыть подачу воды в барабан.
При эксплуатации установки в зимнее время, для
предотвращения замерзания воды и повреждения кожуха барабана-охладителя по
окончании смены, произвести слив воды с барабана через штуцер и резиновый
рукав.
Для этого необходимо вращением барабана
выставить в верхнее положение пробку поз.28(Приложение Д), отвернуть пробку и
ввернуть угольник с резиновым рукавом поз.22 и 31 (Приложение Д). Резиновый
рукав направить в канализационный слив, либо в емкость, установленную в приямке
установки. Повернуть барабан с установленным угольником и резиновым рукавом в
крайнее нижнее положение, обеспечив полный слив воды.
Работы по сливу воды произвести в присутствии
ответственного за безопасное производство работ.
3. Анализ модернизируемого узла
установка охлаждение песок агрегат
Разработка новых или усовершенствование
существующих конструкторско-технологических решений сопровождается проведением
технико-экономического обоснования, направленного на исследование
целесообразности внедрения их в производство.
Модернизация заключается в замене
малопроизводительного и технологически неправильного электромеханического
привода.
Модернизировать привод установки охлаждения
песка вынудила необходимость увеличения производительности и сокращение
трудозатрат, энергозатрат и затрат на ремонт .
При замене существующего электромеханического
привода, на цилиндрический двухступенчатый соосный мотор-редуктор, удалось
устранить все выше перечисленные недостатки.
При использовании модернизированного привода
повысилась производительность, снизились затраты на ремонт, из-за простоты
конструкции, надежности, долговечности, простоты обслуживания и уменьшения
количества деталей, по сравнению с приводом который использовался до
модернизации. Также расположение и устройство мотор-редуктора очень удобно, что
значительно уменьшает время провидения ремонтных работ.
Снизились энергозатраты из-за уменьшения количества
передаточных чисел. При разработанной схеме легче реализовать большое
передаточное число механизма нет необходимости в использовании дополнительных
передач и устройств, для снижения числа оборотов, на вращение которых
требовалась дополнительная мощность. Освободилась производственная площадь,
из-за уменьшения площадь под оборудованием, уменьшилась масса оборудования.
4. Расчёт элементов, узлов и
агрегатов машины
Энергетический и кинематический расчеты привода
.Выбор мотор редуктора
Мощность электродвигателя определяется по
формуле [1.с.49].

где Р- мощность на приводном валу установки, кВт
Р=1,2
 общий КПД привода η=0,8
общий КПД привода η=0,8
Номинальная частота вращения 
Принимаем электродвигатель АИР 100L8Р3
Общее передаточное число определяется по
формуле[1.с.51].

Передаточное число редуктора

Назначаем 
Тогда  ,
что входит в рекомендуемые пределы
,
что входит в рекомендуемые пределы
Передаточное число открытой зубчатой передачи

.Определение частот вращения n,
мощность Р, и вращающего момента Т для каждого из валов привода по формулам [1,
с.51,52]
Определяем частоты вращения валов привода
n1 = nэд
= 1500 об/мин



Определяем мощности, передаваемые на валы
привода ( - КПД подшипников, равный 0,99;
- КПД подшипников, равный 0,99;  - КПД открытой
передачи, равный 0,94;
- КПД открытой
передачи, равный 0,94;  - КПД зубчатой
передачи, равный 0,97) :
- КПД зубчатой
передачи, равный 0,97) :




Определяем вращающие моменты, передаваемые на
валы




Принимаем мотор-редуктор типа 4МЦ2С-100-28-1,5-G310-ЦУ3-2-380
Расчет цилиндрической зубчатой передачи на
контактную выносливость и выносливость при изгибе
На рисунке 6, представлена зубчатая
цилиндрическая передача которая рассчитывается на контактную выносливость и
выносливость при изгибе
Рисунок 6.-Открытая зубчатая цилиндрическая
передача
.Выбор материала для изготовления шестерни и
колеса [5, с.34]
Таблица 1.
Механическая характеристика материала
изготовления шестерни и колеса
|
Наименование
|
Марка
стали
|
Термообра
ботка
|
Твердость

|
Предел
прочности  МПа МПа
|
Предел
текучести  ,МПа ,МПа
|
|
Шестерня
|
40ХН
|
Улучшение
|
48…53
|
920
|
750
|
|
Колесо
|
40Х
|
Улучшение
|
45…50
|
900
|
750
|
Определение допускаемых контактных напряжений
Коэффициент долговечности определяется по
формуле [5, с.33].

где  число
циклов перемены напряжений за весь срок службы
число
циклов перемены напряжений за весь срок службы

здесь  срок
службы привода, ч
срок
службы привода, ч

 угловая скорость
соответствующего вала,
угловая скорость
соответствующего вала, 




 число циклов
перемены напряжений, соответствующие пределу выносливости [5,табл.3.3].
число циклов
перемены напряжений, соответствующие пределу выносливости [5,табл.3.3].


 , так как
, так как 
Допускаемое контактное напряжение  определяется
по формуле [5,с.33]
определяется
по формуле [5,с.33]


Допускаемые контактные напряжения определяется по формуле [5,с.33].
определяется по формуле [5,с.33].

Цилиндрические зубчатые передачи с прямыми и
непрямыми зубьями при НВ1 - НВ2=485-453=32 , рассчитывают
по меньшему значению  , т.е. по менее
прочным зубьям.
, т.е. по менее
прочным зубьям. 
. Определение допускаемых напряжений изгиба
Коэффициент долговечности определяется по
формуле [5, с.34].

где  число
циклов перемены напряжений для всех сталей, соответствующие пределу
выносливости.
число
циклов перемены напряжений для всех сталей, соответствующие пределу
выносливости.
число циклов
перемены напряжений за весь срок службы


 , так как
, так как 
Допускаемое напряжение изгиба  определяется
по формуле [5,с.34].
определяется
по формуле [5,с.34].


Допускаемое напряжение изгиба  определяется
по формуле [5,с.34].
определяется
по формуле [5,с.34].


Расчет модуля зацепления цилиндрических зубчатых
передач с прямыми и непрямыми зубьями при выполняют по меньшему значению ,
т.е. по менее прочным зубьям.
.Проектировочный расчет на контактную
выносливость
Принимаем предварительно зубчатую передачу
прямозубой.
Межосевое расстояние определяется по формуле
[5,с.36]

где  впомагательный
коэффициент.
впомагательный
коэффициент. - для прямозубых
передач;
- для прямозубых
передач;
 коэффициент ширины
венца,
коэффициент ширины
венца,  для
открытых передач;
для
открытых передач;
 коэффициент
неравномерности нагрузки по длине зуба
коэффициент
неравномерности нагрузки по длине зуба  ;
;

Принимаем 
Модуль зацепления определяется по формуле [5,
с.37].
где вспомогательный коэффициент
вспомогательный коэффициент ;
;
 делительный диаметр
колеса, мм
делительный диаметр
колеса, мм

 шивина венца
колеса, мм
шивина венца
колеса, мм


Принимаем 
Суммарное число зубьев для прямозубых колес
определяется по формуле [5, с.37]

Округляем 
Число зубьев шестерни и колеса определяются

Округляем 

Определяем фактическое передаточное число и
проверяем его отклонение от заданного[5,с.38].

Основные геометрические параметры передачи
сводим в таблицу 2.
Таблица 2.
Основные геометрические параметры шестерни и
колеса
|
Параметр
|
Шестерня
|
Колесо
|
|
Делительный
диаметр, мм
|

|
72
|
|
399
|
|
Диаметр
вершин зубьев, мм
|

|
78
|
|
405
|
|
Диаметр
вершин зубьев ,мм
|

|
64,8
|
|
391,8
|
|
Ширина
венца,мм
|

|
62
|

|
59
Проверим контактные напряжения
по формуле [5,с.40]

где  вспомагательный
коэффициент, вспомагательный
коэффициент,  для прямозубых
передач; для прямозубых
передач;
 окружная сила в
зацеплении, Н окружная сила в
зацеплении, Н

 коэффициент
распределения нагрузки между зубьями. Для прямозубых передач коэффициент
распределения нагрузки между зубьями. Для прямозубых передач ; ;
 коэффициент
динамической нагрузки коэффициент
динамической нагрузки  [5, табл.3.4] [5, табл.3.4]

Допускаемая недогрузка ( )
не более 10% )
не более 10%

Условие прочности выполняется
Проверим напряжения изгиба зубьев шестерни и
колеса по формуле [5,с.41]


Где  коэффициент,
учитывающий распределение нагрузки между зубьями. Для прямозубых передач коэффициент,
учитывающий распределение нагрузки между зубьями. Для прямозубых передач  ; ;
 коэффициент
неравномерности нагрузки по длине зуба коэффициент
неравномерности нагрузки по длине зуба  ; ;
 коэффициент
динамической нагрузки коэффициент
динамической нагрузки  [5, табл.3.4]; [5, табл.3.4];
 , , коэффициенты формы зуба шестерни и колеса
коэффициенты формы зуба шестерни и колеса 
 [5, табл3.5]; [5, табл3.5];
 коэффициент,
учитывающий наклон зуба, для прямозубых передач. коэффициент,
учитывающий наклон зуба, для прямозубых передач.



Условие прочности выполняется.
Вывод: Из расчетов видно, что
условие прочности на контактные напряжения и напряжения изгиба зубьев
выполняется. Это говорит о том, что зубчатое колесо и шестерня вполне
удовлетворяет условиям работы механизма и не выходит из строя при данных
нагрузках.
Расчет шпонки на смятие рабочих
граней.
Проведем расчет шпонки, на
тихоходном валу редуктора. Шпонка имеет следующие размеры: 14x9x74
ГОСТ 23360-78. Эскиз шпоночного соединения показан на рисунке 7.
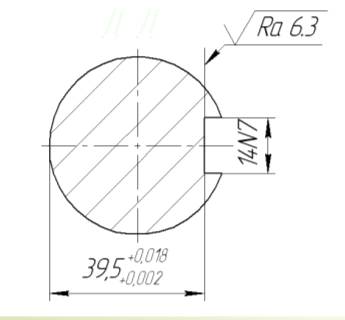
Рисунок 7.- Эскиз шпоночного
соединения.
Напряжение смятия граней шпонки
не должно превышать допускаемого, т.е. должно удовлетворять условию [5, с.170]:

где T
- передаваемый вращающий момент, T=439,3
Нм;
d
- диаметр вала в месте установки шпонки, d=45мм;
 - допускаемое
напряжение смятия, для Сталь 40 ХН - допускаемое
напряжение смятия, для Сталь 40 ХН  МПа.
; МПа.
;
 - площадь смятия, - площадь смятия,  ; ;
 - рабочая длинна шпонки, - рабочая длинна шпонки,  ; ;
С учетом приведенных значений  и выражение
примет вид [5, с. 170]: и выражение
примет вид [5, с. 170]:


 условие прочности
выполняется условие прочности
выполняется
Проведем расчет шпонки на срез, исходя из
условия [5, с. 171]:
 допускаемое
напряжение, допускаемое
напряжение,  ; ;

 условие прочности
выполняется. условие прочности
выполняется.
Вывод: Из расчетов видно, что
условие прочности на смятие  и по касательным
напряжениям и по касательным
напряжениям  выполняются.
Это говорит о том, что шпонка 14 × 9
×
74
ГОСТ 23360-78 вполне удовлетворяет условиям работы механизма и не выходит из
строя при данных нагрузках. выполняются.
Это говорит о том, что шпонка 14 × 9
×
74
ГОСТ 23360-78 вполне удовлетворяет условиям работы механизма и не выходит из
строя при данных нагрузках.
. Описание работы схемы управления и работы
машины
Электрооборудование.
В установке применяются
следующие величины напряжений переменного тока:
силовая цепь: Напряжение 380В,
частота 50Гц;
цепь управления: Напряжение
24В;
При первоначальном пуске установки
необходимо: прежде всего, заземлить установку подключением к общей цеховой
системе заземления и проверить надежность крепления основных узлов. Убедившись
в нормальной работе всех узлов, можно приступать к настройке его для работы.
После необходимо произвести
запуск привода установки. Перед включением в работу необходимо убедиться, что в
приямке под рукавом выгрузки песка установлен пустой короб МА1-003,
предназначенный для уборки охлажденного песка и включена вытяжная вентиляция.
Запуск осуществляется опусканием автоматического
выключателя QF1, при его
запуске замыкаются клеммы L1,L2,L3,
подается напряжение на первичную обмотки трансформатора TV1,
на которой установлен предохранитель FU1
c плавкой на
1А.Затем напряжение передается на вторичную обмотку на которой установлен
предохранитель FU2
c плавкой на 2А. При
подаче электричества на вторичную обмотку трансформатора загорается лампа HL1-светосигнальный
индикатор подачи электричества. Затем нажимаем кнопку пуска SB2
сигнал подается на реле К1которое осуществляет контроль над дверцей смотрового
окна барабана, если дверца закрыто, то магнитный пускатель КМ1 замыкает клеммы L11,L21,L31,и
происходит пуск электродвигателя происходит пуск электродвигателя М1. При
нажатии кнопки SB1
происходит остановка электродвигателя .
. Мероприятия по повышению эффективности работы
машины, обеспечению безопасности работы и охране окружающей среды
Подготовка системы к пуску включает следующие
мероприятия:
1. Произвести осмотр всего
оборудования, убедиться в его исправности.
2. Включить автоматические выключатели.
. Перед пуском установки, убедится, что в зоне
действия машины не находится рабочих.
Указания мер безопасности:
· Необходимо соблюдать правила
общей техники безопасности;
· Перед эксплуатацией машины
необходимо внимательно ознакомиться с руководством по эксплуатации установки,
пройти инструктаж по технике безопасности в объеме действующей инструкции;
· Замена элементов и
комплектующих производиться только при отключении оборудования;
· Перед производством ремонтных работ необходимо
отключить все виды энергии и вывесить плакаты «Не включать! Работают люди!».
· Периодически осуществлять проверку
заземления в соответствии с правилами эксплуатации установки.
· Планово-предупредительные ремонты
осуществляются в ремонтный день.
· Для предотвращения выбросов в
атмосферу цеха пыли в месте выгрузки песка из барабана предусмотреть вытяжную
вентиляцию.
7. Правила ухода за машиной,
организация труда и планово-предупредительный ремонт
Установку охлаждения песка
обслуживает 1 оператор, прошедший техническое обучение и инструктаж по технике
безопасности. Обязательным условием эксплуатации установки является
использованность всех механизмов, вентиляции, освещения, правильная и
безопасная организация рабочего места и обеспеченность ее необходимым
инструментом.
Замена смазки полостей подшипников
«ЛИТОЛ-24,ГОСТ21150» осуществляется при ремонтах по графику ППР.
Замену войлочных колец,
пропитанных разогретой смесью жирового солидола ( )
и чешуйчатого графита )
и чешуйчатого графита , осуществляется
при капитальных ремонтах установки. , осуществляется
при капитальных ремонтах установки.
Замена масла в редукторах
осуществляется через 120-150- часов работы, последующие замены поле 1500-2000
часов работы.
Протечки воды из трубопроводов
и узлов системы охлаждения устраняются при выявлении.
Категорически запрещается
использовать для ремонта детали, не соответствующие требованиям рабочих
чертежей и технической документации на настоящую установку.
После проведения ремонта
установка подвергается контрольным испытаниям, на основании которых делается
заключение о качестве проведенного ремонта и возможности дальнейшей
эксплуатации.
При проведении ремонта и
контрольных испытаний должны соблюдаться действующие правила техники
безопасности и производственной санитарии.
Планово-предупредительный
ремонт рекомендуется проводить по следующей схеме:
К-О-О-М1-О-С1-О-О-М2-О-О-С2-О-О-М3-О-О-К
где К - капитальный ремонт;
О - осмотр;
М - малый ремонт;
С - средний ремонт.
Заключение
По результатам проведенной
работы можно сделать определённые выводы по оценке технологичности
оборудования, по экономическому эффекту от модернизации, по трудоёмкости
внедрения модернизации и эффективности модернизации с точки зрения литейного
производства.
В условиях рыночной экономики возрастает
значение различных факторов, которые воздействуют на эффективность
производства, так как в силу возрождающейся конкуренции результативность
деятельности становится решающей предпосылкой существования и развития
предприятий.
В результате модернизации получили, что полезный
эффект от внедрения модернизации составит 25453,2 тыс. руб. Производительность
повыситься на 9% вместе с тем как, снизилися затраты на ремонт и
электроэнергию, снизились практически все показатели затрат по сравнению с
базовым вариантом.
В условиях конкурентной борьбы
на рынке литейного производства качество продукции остаётся определяющим
фактором при выборе того, кто будет выполнять заказ. Качество поверхности
отливок при этом является одним из основных критериев определения качества продукции.
. Поэтому подобная модернизация может сказаться на всём предприятии в целом.
Список литературы
1.Акулов
Н.В., Коновалов Э.Я. Практическое руководство по курсам «Детали машин»,
«Механика» «Прикладная механика» № 3135. - Гомель, 2005.-151с.
.Карпенко
В.М. Практическое руководство по курсу «Оборудование литейных цехов»
№2665.-Гомель, 2002.-71с.
.
Карпенко В.М. Методические указания «Технологическое оборудование литейных
цехов» № 3352.-Гомель, 2006. -27с.
.Курмаз
Л.В., Скойбеда А.Т. Учебное пособие «Детали машин. Проектирование».-Мн.: УП
«Техноприт», 2001.-292с.
.Учебное
пособие «Курсовое проектирование деталей машин»/Чернавский С.А., Боков К.Н.и
др.-3-е изд., перераб. и доп.- М.: Машиностроение, 2000.-453с.
.Журнал
«Литейщик России».Российская ассоциация литейщиков (РАЛ).- № 1, 2, 5-2008
.
Журнал «Литейщик России».Российская ассоциация литейщиков (РАЛ).-№ 2, 3.-2009
8. www.podolsk-privod@.mail.ru
<http://8.%20www.podolsk-privod@.mail.ru>.
.
www.astra-company.com
<http://www.astra-company.com>.
.
www.info@privod.by
<http://www.info@privod.by>.
11. www.опока.ru
<http://www.опока.ru>.
Похожие работы на - Модернизация привода установки для охлаждения песка
|