Закономерности изнашивания смазываемых деталей при эксплуатации в режиме 'пуск-стоп'
Министерство
образования республики Беларусь
Учреждение
образования
Белорусский
государственный университет транспорта
Кафедра
«Материаловедение и технология материалов»
ПОЯСНИТЕЛЬНАЯ
ЗАПИСКА
к дипломному
проекту
Закономерности
изнашивания смазываемых деталей при эксплуатации в режиме «пуск-стоп»
Разработала
Лашенко С.В.
студентка
группы Мо-51
Научный
руководитель
д.т.н.
Богданович П.Н.
Введение
В современном машиностроении
основная часть деталей узлов трения выходит из строя вследствие износа. Износ -
это изменение размеров и формы твёрдого тела в результате изнашивания.
Изнашивание - это процесс отделения материала с поверхности твёрдого тела при
трении и (или) увеличение остаточной деформации, сопровождающийся постепенным
изменением размеров этого тела.
Одним из важных эксплуатационных
факторов, влияющих на износостойкость и долговечность узлов трения является
эксплуатация их в режиме «пуск-стоп». При переменном
режиме движения наблюдается наибольшее изнашивание деталей трибосопряжений по
сравнению с их непрерывным движением.
Пусковой период связан с повышенной
интенсивностью износа, зависящей от длительности бездействия узла перед пуском,
от температуры деталей и свойств смазки. Пусковой период сопровождается
изменениями величин и форм зазоров, а в некоторых узлах - резкими изменениями.
В отдельных сечениях зазоры могут достигать даже нулевых значений.
Данный режим движения
характерен для узлов трения автомобилей эксплуатирующихся в пределах города.
Пусковые износы деталей двигателя
являются актуальной проблемой эксплуатации транспортных машин. Одним из
основных факторов, определяющих величину пусковых износов, является время
задержки поступления масла к рабочим поверхностям. В начальный период работы
двигателя масло не поступает к деталям. В этом случае интенсивность изнашивания
поверхностей определяется адгезионными качествами масла, т. е. его способностью
образовывать граничные плёнки, состоящие из полярно-активных молекул смазочного
материала. Процесс взаимодействия поверхностей при граничной смазке
характеризуется наличием площадок местного контактирования. В пределах таких
площадок развиваются большие контактные напряжения. В результате происходит
образование адгезионных связей и последующее их разрушение.
С процессами трения в режиме «пуск - стоп» во
многом схожи процессы, происходящие при реверсивном трении. При подготовке
данного дипломного проекта основной акцент будет сделан на особенности
реверсивного трения.
Снижение интенсивности изнашивания при таком
режиме является актуальной и важной задачей современного машиностроения.
Цель исследования - выявить закономерности
влияния режимов нагружения на толщину смазочного слоя и изнашивание деталей
трибосопряжений, эксплуатирующихся в непрерывном режиме и в режиме «пуск -
стоп».
1. Изнашивание смазываемых деталей,
эксплуатирующихся в режиме «пуск-стоп» и при реверсивном движении
.1 Особенности изнашивания деталей,
работающих в режиме «пуск-стоп»
Основной
причиной ухудшения технического состояния любого автомобиля является износ его
деталей, механизмов и узлов. К факторам, оказывающим наибольшее влияние на
интенсивность износа деталей, относится режим движения, нагрузка, дорожные и
климатические условия, качество топлива, технического обслуживания и мастерство
вождения.
В частности на
износ деталей и механизмов машины сильно влияет переменный режим движения, т.е.
большое число ускорений, замедлений и остановок. Такие
условия эксплуатации характерны для узлов трения автомобилей эксплуатирующихся в
городах с интенсивным движением. От частого и резкого изменения числа оборотов
коленчатого вала в первую очередь изнашиваются
подшипники коленвала - это связано с ухудшением подвода смазки в область
трущихся поверхностей [1].
В значительной мере долговечность
трибосопряжений определяется частотой и правильностью выполнения запуска
машины, поскольку износ деталей в пусковой период является наиболее
интенсивным. Так, средний износ цилиндров и поршневых колец дизеля за один пуск
эквивалентен 3-5 часам непрерывной его работы в нормальных условиях. Причина
повышенного износа деталей в период пуска заключается в следующем: после
остановки двигателя масло вытекает из зоны контакта и переход к скольжению в
момент пуска осуществляется в режиме граничного трения. Кроме того, снижение
температуры смазочного материала в период остановки машины даже до 20°С
ухудшает его смазочную способность [2].
Интенсивность изнашивания трущихся поверхностей,
при подготовке двигателя к принятию нагрузки, зависит от вязкости масла в
момент остановки двигателя, продолжительности перерыва в работе, технического и
теплового состояния узлов трения при пуске, режима послепускового прогрева,
конструктивных особенностей и характеристик смазочных систем, питания и пуска,
качества топлива и моторного масла и многих других конструктивных и эксплуатационных
факторов.
Масло в момент остановки двигателя имеет малую
вязкость, быстро стекает в главную масляную магистраль и далее в поддон
картера. Наиболее интенсивно масло вытекает из узлов трения в течение 5-6 часов
после остановки двигателя. Условия работы трущихся пар при пуске двигателя
определяются толщиной и прочностью оставшихся масляных пленок. Чем меньше
толщина слоя масла, тем вероятнее непосредственный контакт поверхностей трения.
Прочность оставшихся масляных пленок зависит от
вязкости масла. В свою очередь вязкость напрямую зависит от температуры.
Увеличение вязкости масла с понижением температуры затрудняет его подачу к
узлам трения, так как смазка не втягивается валом в зону трения. Уменьшение
вязкости масла с увеличением температуры способствует разжижению масла, что
приводит к его вытеканию из узла терния. По этим причинам узлы трения некоторое
время после начала пуска работают при недостаточном количестве масла.
Благодаря достаточно высокой вязкости при
рабочих температурах и ее меньшему изменению с понижением температуры
загущенные масла медленнее стекают в поддон картера после остановки двигателя и
быстрее поступают к узлам трения при пуске. Образование устойчивого слоя масла
на поверхностях трения при использовании загущенных масел способствует
уменьшению износа [13].
Скорость подачи масла к узлам трения
увеличивается по мере прогрева двигателя после пуска. Интенсивность изнашивания
деталей при этом уменьшается. Износ при пуске на этапе подготовки двигателя к
принятию нагрузки фактически определяется износом деталей в течение 10 секунд
после включения стартера.
Режим пуска на износ влияет следующим образом: с
увеличением частоты вращения коленчатого вала при прогреве ускоряется нагрев
масла и охлаждающей жидкости. Однако резкое увеличение температуры подшипников
и давления в масляной магистрали может быть причиной задиров вкладышей и
нарушений в работе смазочной системы.
Ухудшение условий образования топливно-воздушной
смеси и большее обогащение смеси при низкотемпературном пуске увеличивает
количество в ней топлива в капельножидком состоянии. Жидкое топливо попадает на
стенки цилиндра и уменьшает толщину масляной пленки или смывает ее.
Содержание топлива в масле, стекающем со стенок
цилиндра, при температурах (-20)-(-10)°С может достигать
10-40%. Разжижение масла топливом до определенного предела может способствовать
снижению износа. Смесь масла с топливом имеет меньшую вязкость, быстрее
поступает к узлам трения и обеспечивает лучший отвод теплоты от трущихся
поверхностей.
Изнашивание деталей двигателя зависит от
пусковой регулировки топливной аппаратуры и применяемого способа облегчения
пуска. Наименьшие износы при пуске карбюраторного двигателя имеют место при
оптимальном для пуска обогащении смеси топлива с воздухом. Износы будут меньше
при подаче во впускной трубопровод легковоспламеняющейся пусковой жидкости и в
случае предпускового подогрева двигателя. Применение пусковой жидкости
сокращает продолжительность пуска и послепускового прогрева и уменьшает
вероятность смывания масляной пленки со стенок цилиндра несгоревшей частью
топлива. Снижение износа гильз цилиндров после предпускового подогрева
объясняется уменьшением вязкости масла в картере.
Правильность выбора способа пуска и соответствие
топливно-смазочных материалов оценивают по относительной доле износов при пуске
в общих эксплуатационных износах двигателя. Относительная доля износов при
пуске для различных типов двигателей составляет 2-25 %. Пробег автомобиля,
эквивалентный по износу цилиндров одному пуску и прогреву двигателя, составляет
летом 3-16 км и зимой 12-100 км. Эквивалентные по износу пробег автомобиля и
время работы тракторного дизеля (в моточасах) зависят от конкретных условий
пуска, режимов работы двигателя под нагрузкой и их сопоставимости, поэтому
являются величинами условными.
Меньшая относительная доля износов при пуске в
суммарных эксплуатационных износах деталей двигателей связана с применением
топлив и моторных масел лучшего качества и показывает целесообразность снижения
минимальной температуры надежного пуска двигателей без их предварительного
подогрева при использовании загущенных масел и эффективных средств облегчения
воспламенения топлива. Снижение времени пуска в этих случаях позволяет повысить
коэффициент использования автотракторного парка в зимнее время.
.2 Виды и
закономерности изнашивания деталей в режиме «пуск-стоп» и
при реверсивном движении
К деталям, работающим в режиме
«пуск-стоп» относятся детали двигателей внутреннего сгорания. Это детали
цилиндропоршневой группы, коленчатые валы, подшипники коленчатых валов, шейки,
вкладыши и т.д.
Коленчатый вал испытывает
большие нагрузки и подвергается скручиванию,
изгибу и механическому изнашиванию. Крутящий
момент, развиваемый на коленчатом валу, передается на трансмиссию автомобиля
<#"654455.files/image001.jpg">Износ
рабочего слоя по всей ширине подшипника в зоне максимальной
нагрузки. Возможными
причинами могут быть: несоосность подшипника и шейки вала, недостаток масла
или его высокая температура, шероховатость шеек вала.
|
|

|
Местный
износ в виде резко очерченного блестящего пятна через непродолжительное время
работы.
Причина
- наличие инородной частицы между постелью и вкладышем
|
|

|
Следы
приработки по краям смазочной канавки в случае неточности изготовления
вкладыша. Необходимо устранить натир по краям канавки во избежание нарушения
подвода масла.
|
|

|
Риски
и царапины, вызванные частицами
загрязнений в масле
|
|

|
Наволакивание
металла рабочего слоя по направлению вращения шейки. Причина
- работа в режиме граничного
трения из-за недостаточного прокачивания двигателя маслом
перед пуском.
|
Причиной
граничного
трения является недосточное
количество смазочного
материала между трущимися деталями. Это одна
из самых
распространенных причин разрушения сопряженных
пар трения. Начинается
оно с разрушения масляной пленки. Это происходит по
нескольким причинам:
· Нарушение
подачи масла. Если масло вытекло из пробитого поддона, срезаны шлицы привода
маслонасоса или забит маслоприемник, то в результате
происходит
разрушение масляной пленки, контактирование поверхностей, рост температуры и
плавление материала. К аналогичному результату приводит также недостаточный
зазор в подшипнике, несоосность и неправильная форма постели -
все это вызывает резкий рост нагрузок и выдавливание
масла из зазора между вкладышем и шейкой вала.
· Разжижение
масла топливом или охлаждающей жидкостью. Разжижение
масла топливом приводит к уменьшению вязкости масла. Это
недопустимо, так как во время остановки двигателя масло будет быстро стекать из
узла трения, и во время следующего пуска, в начальный момент, двигатель будет
работать без смазки, в режиме граничного трения, что приведет к его быстрому
изнашиванию.
С процессами трения в режиме «пуск - стоп» во
многом схожи процессы, происходящие при реверсивном трении. Разница заключается
только во времени уменьшения толщины масляной плёнки в зоне контакта. Хотя при
малой вязкости масла эти процессы растянуты во времени одинаково.
Наиболее полно описанием реверсивного терния и
процессами, происходящими при нем занимался Евдокимов В.Д. Он показал, что при
реверсивном трении возникают упругие деформации вне зоны контакта. Также в
своих экспериментах он показал отличительные особенности реверсивного трения от
одностороннего.
Поверхности трущихся пар претерпевают
определенные изменения, в основе которых лежат упруго - пластические и
пластические деформации. Так как изменение деформаций многих материалов обычно
начинается с упругих, то перемена направления знака деформирования должна
отразиться в первую очередь на упругих перемещениях, а с дальнейшим их ростом -
и на пластических. Поэтому эффект от знакопеременного нагружения при трении
легче заменить на упругих деформациях поверхностных слоев.
Критерии износостойкости, усталостная природа
износа, сдвиговые деформации и их роль в обобщенном законе трения,
предварительные смещения и усталостная прочность антифрикционных покрытий тесно
связаны с упругими деформациями поверхности при трении. В связи с этим возникла
необходимость изучения упругих деформаций не только при постоянном направлении
силы трения, но и в условиях знакопеременного трения.
Экспериментально установлено, что упругие
деформации поверхностных слоев вне зоны контакта при определенных условиях
более длительного трения полностью не исчезают, а сохраняются, накапливаются и
благодаря пластическим деформациям в зоне контакта и вблизи нее становятся
остаточными. Величина деформаций зависит от направления скольжения. Это
позволяет предположить, что реверсивность трения отражается на остаточных
внутренних напряжениях поверхностных и глубинных слоев обоих контртел.
При изучении эксплуатационных и
физико-механических свойств деталей машин, в частности износостойкости
подшипниковых материалов, большой интерес представляют остаточные внутренние
напряжения первого рода. Их величина и знак оказывают различное влияние на износостойкость
материалов, для увеличения которой предпочтительнее создавать в поверхностных
слоях напряжения сжатия. Установлено, что при трении в поверхностных и
глубинных слоях металла возникают внутренние напряжения, зависящие от режимов
трения [5].
1.3 Влияние
свойств масел на изнашивание деталей ДВС в режиме «пуск-стоп» и при реверсивном
движении
Моторное масло - это важный
элемент конструкции двигателя оно смазывает, защищает от износа и охлаждает.
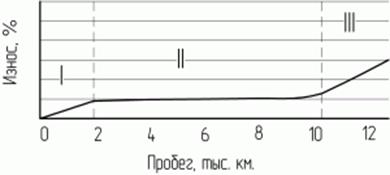
На рисунке 1 изображена
зависимость износа узла трения от пробега автомобиля на одном масле.
Самым продолжительным и
стабильным является период II (устойчивая работа), износ практически не
наблюдается. Именно поэтому очень важно знать ресурс масла, время его замены.
Если промедлить или поторопиться с заменой масла, то процесс изнашивания
двигателя увеличивается. Использование качественного масла, правильность его
подбора, наряду с правильной эксплуатацией, и своевременной заменой поможет
существенно продлить ресурс автомобиля [6].
 <#"654455.files/image007.jpg"> <#"654455.files/image008.jpg">
<#"654455.files/image007.jpg"> <#"654455.files/image008.jpg">
Рисунок 3 - Зависимость
вязкости моторного масла от температуры
При низких температурах
вязкость достаточно высока, а с ростом температуры вязкость моторного масла
падает, т.е. масло становится более жидким.
Скорость падения кинематической
вязкости с ростом температуры характеризуется индексом вязкости масла. Индекс
вязкости показывает «степень разжижения» масла. Чем ниже индекс вязкости масла
<#"654455.files/image009.jpg">
Рисунок 4 - Зависимость износа узлов
трения от вязкости масла
На практике, в случае реальных
моторных масел, низкий индекс вязкости означает плохой запуск двигателя при
низких температурах или плохая его защита от износа при высоких температурах.
Чем выше индекс вязкости моторного масла, тем в более широком температурном
диапазоне масло обеспечивает работоспособность двигателя - обеспечивается более
легкий пуск двигателя при низких температурах и достаточная толщина масляной
пленки (и, соответственно, защита двигателя от износа) при высоких температурах
[2].
Влияние вязкости на пуск двигателя:
c уменьшением вязкости масла облегчается пуск двигателя и ускоряется подача
масла на стенки цилиндра в момент пуска. Однако необходимо учитывать, что
удельная нагрузка, которую может выдержать смазываемый подшипник, возрастает с
увеличением числа оборотов вала и повышением вязкости масла. С повышением
вязкости масла возрастает толщина масляной пленки, разделяющей трущиеся
поверхности, что косвенно приводит к некоторому повышению степени сжатия
топливно-воздушной смеси в цилиндре (компрессии) из-за снижения потерь на
прорыв газов в полость картера через изношенные кольца поршня, что, в конечном
счёте, приводит к улучшению условий сгорания топлива в процессе рабочего цикла.
Однако вязкие масла низкого качества (имеющие низкий индекс вязкости) при
низких температурах создают проблемы при запуске двигателя, а также создают
предпосылки для трения без масла при пуске. В связи с этим выбор вязкости масла
- это комплексная задача, решение которой должно одновременно удовлетворить
всем вышеназванным требованиям.
Для решения проблемы в масла добавляют
вязкостные присадки.
Вязкостными называют присадки, улучшающие
вязкостно-температурные характеристики масел, т.е. присадки, уменьшающие
изменения вязкости при повышении температуры [6]. Масла, содержащие эти
присадки, сочетают в себе хорошие пусковые и антифрикционные свойства,
характерные для маловязких масел при низких температурах, и хорошие смазывающие
свойства высоковязких масел при высоких температурах. При низких температурах
вязкость масла, содержащего вязкостную присадку, ниже вязкости базового масла.
Так как вязкостные присадки также увеличивают низкотемпературную вязкость,
требуются сравнительно маловязкие масла для получения масел с заданными
вязкостными характеристиками с помощью вязкостных присадок.
От свойств применяемой смазки зависят упругие
деформации вне зоны контакта: с увеличением вязкости масла уменьшается
абсолютная величина деформации при заданной силе трения. Наличие поверхностно -
активных веществ в смазке также сказывается на упругих деформациях. Так,
например, касторовое масло, обладающее малой вязкостью, но высокой
поверхностной активностью, заметно уменьшает деформации [17].
На характер упрочнения поверхностных и глубинных
слоев металлических образцов в сравнимых условиях реверсивного и одностороннего
трения оказывают влияние смазки и поверхностно - активные присадки.
Установлено, что при трении в инактивном вазелиновом масле, а также в
индустриальных маслах кривые наклепа при реверсивном трении лежат ниже кривых
наклепа при одностороннем трении. Применение поверхностно - активных присадок в
виде органических спиртов в общем сохраняет данную закономерность, но изменяет
микротвердость. Наиболее контрастное изменение микротвердости наблюдается при
использовании в качестве поверхностно - активной присадки 2% олеиновой кислоты.
Знакопеременное протекание сдвиговых деформаций облегчает проявление
адсорбционного эффекта по сравнению с односторонним трением, в результате чего
адсорбционное понижение прочности сменяется адсорбционным упрочнением. Действие
поверхностно - активных веществ смазки проявляется не только в условиях
установившейся динамики трения, но и в начальный момент, когда трение носит
статический характер. Также установлено, что поверхностно-активные присадки к
смазке, особенно олеиновая кислота в концентрации 0.5-2,0% сглаживают пики
статической силы трения и уменьшают упругие деформации вне зоны контакта.
В таблице 2 приведены экспериментальные данные
по упругим деформациям и силе трения для образца из стали 45 при одностороннем
и реверсивном вращении стального кольца с нагрузкой в 3 MПа.
Из таблицы видно, что при реверсивном трении обезжиренных образцов и образцов,
покрытых слоем смазки без поверхностно - активной присадки, сила трения и
деформации поверхностных слоев вне зоны контакта больше, чем при идентичных
условиях одностороннего трения.
Такая особенность реверсивного трения, вероятно,
сказывается не только на упругих деформациях и силе трения, но и на
разнообразных свойствах поверхностных и глубинных слоев. Воздействие смазки с
поверхности активными присадками при реверсивном трении может быть использовано
в механизмах, где необходимы плавные и точные микроперемещения в условиях
реверсивного скольжения, например в прецизионных станках.
Таблица
2
Влияние реверсивности трения на упругие
деформации и силу трения (образцы обезжирены)
|
Смазка
|
Одностороннее
трение
|
Реверсивное
трение
|
|
Δ, мкм
|
F, Н
|
Δ,
мкм
|
F, Н
|
|
Масло
индустриальное 12
|
0.21
|
61
|
0.35
|
110
|
|
Тоже,
без присадки
|
0,17
|
53
|
0,24
|
76
|
|
Тоже,
с 0.5%
олеиновой
кислоты
|
0.13
|
42
|
0.17
|
65
|
|
Тоже,
с 2%
олеиновой
кислоты
|
0.08
|
25
|
0.07
|
24
|
Отмеченная общая тенденция к уменьшению силы
трения и упругих деформаций вне зоны контакта под воздействием смазки с
поверхностно-активными присадками независимо от направления трения объясняется
адсорбционными процессами, в первую очередь пластифицированием металла в зоне
контакта с переносом пластических деформаций в тонкий поверхностный слой.
В зоне растяжения поверхностно-активная присадка
не только сокращает протяженность повышенного наклепа, но и в некоторой степени
снижает микротвердость ниже исходной. Очевидно, в этом случае зона растяжения
при трении с раскрытыми микропорами и трещинами более благоприятна для
проявления адсорбционного эффекта, нежели зона сжатия с закрытыми дефектами.
Установлено, что реверсивное трение со смазкой
не дает такого четкого глубинного упрочнения, как без смазки, а глубина
упрочнения при реверсивном и одностороннем трении оказывается практически
одинаковой и даже с некоторой тенденцией к увеличению при одностороннем трении.
Очевидно, при трении со смазкой из-за меньших значений силы трения и
локализации деформаций в более тонком поверхностном слое максимальная глубина
пластической деформации определяется нормальным давлением с первых моментов трения.
Исходя же из наличия на эпюрах внутренних напряжений при реверсивном трении со
смазкой площадок практически равных напряжений, можно полагать, что в глубинных
слоях металла, несмотря на плавное снижение микротвердости, все же существует
некоторый объем с определенным нарушением такой плавности изменения свойств.
Вероятно, метод измерения внутренних напряжений является более чувствительным к
остаточным изменениям в объеме металла, чем метод микротвердости. Для изучения
влияния реверсивности трения на упрочнение поверхностных слоев были применены и
другие пары трения, и экспериментальные установки. Среди них определенный
интерес представляет трение тонких пластинок, при котором на первый план
выделяются упруго-пластические деформации от трения, не завуалированные
объемными свойствами металла.
Наличие упругих деформаций вне зоны контакта, а
также преобладание пластических деформаций в зоне контакта ограничивает
переходный участок вблизи контакта с упруго-пластическими деформациями и
постепенным их переходом в упругие. Зависимость упругих деформаций поверхностей
от направления трения является результатом определенного различия в характере
пластических деформаций. Так как одним из показателей пластических деформаций
является величина микротвердости, то реверсивность трения должна влиять на ее
изменение [5].
Рассмотренные зависимости
позволяют сделать вывод о том, что основными факторами, определяющими
возможность надёжной работы деталей трибосопряжений при пуске, являются:
) Свойства моторного масла и в
первую очередь его способность образовывать прочные адсорбционные и химически
модифицированные смазочные слои, обеспечивающие снижение коэффициента трения и
доли металлического контакта в широком диапазоне температур.
) Время поступления масла к
рабочим поверхностям при пуске, определяемое конструктивными особенностями
смазочной системы и вязкостно-температурными свойствами масла.
) Режим работы двигателя и его
сопряжений при пуске - прогреве, основными параметрами которого являются
нагрузка и частота вращения коленчатого вала.
.4 Повышение долговечности пар
трения, работающих при реверсивном движении
Детали, работающие в режиме «пуск - стоп»,
работают в тяжелых условиях, поэтому для их бесперебойной работы необходимо
обеспечить непрерывную подачу смазочного материала и сплошность смазочного
слоя, разделяющего трущиеся детали. Так как при трении возникают задиры, то
применяют антифрикционные, противоизносные и
противозадирные присадки.
Антифрикционные присадки снижают или
стабилизируют коэффициент трения, т.е. повышают маслянистость,
уменьшают
коэффициент трения между поверхностями трения, смазываемыми маслом, и устраняют
при этом прерывистое скольжение [6].
В качестве
антифрикционных
присадок применяются
вещества, обладающие поверхностной активностью: природные жиры, жирные кислоты
(как лауриновая, стеариновая и олеиновая),
их эфиры и соли и др. Молекулы указанных веществ, адсорбируясь на поверхности
металла, препятствуют непосредственному контакту трущихся поверхностей. Для
повышения маслянистости и снижения коэффициента трения используют АФП
поверхностно -
активного
характера, у которых должна быть длинная неразветвленная углеводородная цепь с
активной концевой группой, отвечающей жирным кислотам и сложным эфирам.
Молекулы такой АФП группируются на поверхности металла так, что полярная группа
находится в контакте с металлом, а другие группы направлены наружу.
Противоизносные и противозадирные
присадки предназначены для снижения коэффициента трения, уменьшения износа и
повышения прочности масляной пленки на трущихся деталях. Применение таких
присадок позволяет предотвратить задиры и схватывание поверхностей трения.
Противоизносные и противозадирные
присадки в
отличие от антифрикционных не просто образуют адсорбционный слой, а химически
взаимодействуют с поверхностью металла.
Действие
противоизносных
и противозадирных присадок объясняется
образованием на смазываемых металлических поверхностях тонких слоев с
ориентированными молекулами масла. В таком ориентированном слое масло имеет
более высокое значение вязкости, повышенную способность сопротивляться
нагрузкам и не допускать непосредственного контакта трущихся поверхностей даже
при высоких удельных нагрузках. На смазываемой поверхности происходит
химическая реакция между активными веществами присадки и металлом. При этом на
металле образуются пленки, препятствующие износу и задирам.
Противоизносные и противозадирные
присадки получают, обрабатывая триизобутилен серой в мольном отношении 1:5-1:25
при температуре 182-260°С,
давлении 0,1-0,8
МПа и при продувке реакционной смеси инертным газом.
Хорошими противоизносными и
противозадирными присадками являются
серусодержащие соединения: осерненные минеральные масла, олефиновые полимеры,
дисульфиды и полисульфиды и др. В условиях повышенных температур и нагрузок эти
соединения взаимодействуют с металлом с образованием пленки сульфида железа на
поверхностях трения, препятствующей износу и задиру
[8].
Таким образом, в настоящее время не изучено
влияние длительности периода остановки и режимов нагружения, вязкости и состава
смазочного материала на толщину смазочного слоя, трение и изнашивание деталей
трибосопряжений, работающих в режиме «пуск - стоп» и при реверсивном движении.
Поэтому задачами данного дипломного проекта являются:
разработать методику испытаний;
изучить влияние режимов нагружения на толщину
смазочного слоя, разделяющего трущиеся тела;
выявить закономерности трения и изнашивания
деталей трибосопряжений, работающих в непрерывном режиме и в режиме «пуск -
стоп».
2. Методика проведения испытаний
.1 Материалы для исследования
Один из элементов был изготовлен из стали 45, а
сопрягаемый элемент из бронзы БрОФ10-1. Сталь 45.
Класс: сталь
конструкционная углеродистая качественная. Химический
состав
и механические свойства стали 45 представлены в таблице 2 и в таблице 3 соответственно.
Таблица
3
Химический состав в % стали 45
|
C
|
Si
|
Mn
|
Ni
|
S
|
P
|
Cr
|
Cu
|
Al
|
|
0,42-0,5
|
0,17-0,37
|
0,5-0,8
|
до
0,3
|
до
0,04
|
до
0,035
|
до
0,25
|
до
0,3
|
до
0,08
|
Таблица
4
Механические свойства стали 45
|
Предел
текучести, σ0,2,
МПа
|
Предел
прочности при растяжении σв, МПа
|
Относительное
удлинение после разрыва, δ, %
|
Относитель-ное
сужение, ψ, %
|
Ударная
вязкость, кДж / м2
|
НВ,
не более
|
Предел
выносливости,σ-1,
МПа
|
|
275
|
530
|
15
|
32
|
29
|
197
|
231
|
Броф10-1 - оловянно-фосфорная бронза, 1%
фосфора, 10% олова. Характеризуется высокими антифрикционными и коррозионными
свойствами, а также повышенной износостойкостью. Механические свойства бронзы
представлены в таблице 5.
Таблица
5
Механические свойства бронзы
|
Марка
|
Предел
прочности при растяжении, σв, МПа
|
Относительное
удлинение, δ,
%
|
HB
|
Назначение
|
|
БрОФ10-1
|
250
|
1-2
|
100
|
Подшипники
скольжения
|
Таблица
6
Физические свойства бронзы
|
Коэффициент
линейного расширения a-106, 1/град
|
Теплопроводность,
кал/см×сек×град
|
Модуль
упругости Е, МПа
|
Предел
текучести, σ0,2, МПа
|
|
17,1-17,3
|
0,15-0,2
|
0,1
|
140
|
В качестве смазочного материала использовалось
чистое индустриальное масло И-8А. И-8А - масла дистиллятные, из
малосернистых и сернистых нефтей селективной очистки. Применяют в различных
отраслях промышленности для смазывания наиболее широко распространенных
легконагруженных, высокоскоростных узлов и механизмов, замасливания волокон и в
производстве масел, смазок и резин. Ряд отраслей народного хозяйства используют
эти масла в качестве рабочей жидкости для гидравлических систем различных строительных
машин, а так же шпинделей шлифовальных кругов металлорежущих станков,
контрольно-измерительных приборов. Технические характеристики индустриального
масла И-8А представлена в таблице 7.
Таблица
7
Технические характеристики индустриального масла
И-8А
|
Показатели
|
И-
8А
|
|
Плотность
при 20 °С, кг/м3, не более
|
880
|
|
Вязкость
кинематическая, при 40 °С, мм2/с
|
9-11
|
|
Кислотное
число, мг КОН/г, не более
|
0,02
|
|
Температура,
°С: - вспышки в открытом тигле, не ниже - застывания, не выше
|
150
(130) -15
|
|
Стабильность
против окисления: - приращение кислотного числа, мг КОН/г, не более -
приращение смол, %, не более
|
0,2
(0,3) 1,5
|
|
Зольность,
%, не более
|
0,005
|
|
Содержание
механических примесей
|
отсутствие
|
2.2 Схема фрикционного контакта и
установка для испытаний
Испытания на трение и изнашивание
образцов по схеме «ролик - частичный вкладыш» были
проведены на машине трения СМТ-1. Машина
СМТ-1 предназначена для испытания материалов на трение и износ, для изучения
процессов трения и износа металлов, сплавов и жестких конструкционных
пластмасс. Машина предназначена для работы в помещениях лабораторного типа.

Рисунок 5 - Схема триботехнического испытания: 1
- частичный вкладыш; 2 - ролик; 3 - емкость со смазочным материалом
Принцип действия машины заключается
в истирании пары образцов, прижатых друг к другу силой Р. В процессе работы на
нижнем образце измеряют момент трения.
На машине трения СМТ-1
можно проводить испытания в различных средах как в режиме трения качения без
проскальзывания, так и при наличии проскальзывания.
В данной
машине введено плавное регулирование частоты вращения образцов и расширен
диапазон измерения момента трения и скоростей скольжения, установлены
малоинерционные измерители момента трения и температуры.
Технические характеристики
машины трения СМТ - 1: частота вращения
вала нижнего образца от 75 до 1500 мин -1.
Измерения
частоты вращения вала нижнего образца в диапазоне
А от 75 до 750 мин -1, а в диапазоне
Б от 150 до 1500 мин -1. Пределы допускаемой приведенной погрешности
измерителя частоты вращения вала нижнего образца ± 3%, а предел допускаемой
погрешности счетчика суммарного числа оборотов вала нижнего образца ± 100
оборотов.
Номинальная цена единицы наименьшего разряда счетчика суммарного числа оборотов
вала нижнего образца - 100 оборотов. Число разрядов счетчика числа оборотов
вала нижнего образца - 6. Максимальный допускаемый момент трения для образцов
"диск - диск" в диапазонах чисел оборотов А и Б и для образцов
"вал-втулка" и "диск - колодка" в диапазоне чисел оборотов
А - 20 Н×м, а для образцов
"вал - втулка" и "диск -
колодка"
в диапазоне оборотов Б - 10 Н×м.
Диапазоны измерения момента трения в диапазоне I составляет от 1 до 10 Н×м,
а в диапазоне II от 2 до 20 Н×м.
Предел допускаемого значения среднего квадратического отклонения случайной
составляющей приведенной погрешности измерителя момента трения в режиме
статического нагружения составляет 1%.
Диапазон I для измерения усилий на образцы для пар "диск - диск" и
"диск - колодка" составляет от 200 до 2000 Н, а диапазон II для пары
"вал - втулка" - от 500 до 5000 Н.
2.3 Методика эксперимента
Перед испытаниями ролик и вкладыш протирались
бязью смоченной в керосине. Далее ролик закреплялся на валу машины трения, а
частичный вкладыш - с помощью винтов в державке.
На ролик сверху подводился вкладыш так, чтобы их поверхности касались друг
друга. Снизу устанавливалась емкость со смазочным материалом.
В качестве смазочного материала использовалось индустриальное
масло. Задавалась нагрузка в интервале 100 - 500 Н. Затем включалась установка.
Частота вращения вала в начальный момент времени находилась в интервале 0,52 -
1,0 м/с. В момент пуска ролик, во время своего вращения относительно вкладыша,
начинал увлекать за собой смазочный материал в зону контакта. Пара
трения смазывалась чистым индустриальным
маслом.
Коэффициент трения
определялся по измерению момента трения, который регистрировался с помощью электромагнитного
датчика <#"654455.files/image011.gif">, (1)
где N - нагрузка на вкладыш, Н;
r
- радиус ролика, 0,025 м.
Температура в зоне контакта образцов
измерялась с помощью термопары, которая устанавливалась в просверленном
отверстии частичного вкладыша
на
расстоянии около 2 мм от поверхности ролика.
Износ (по потере массы)
регистрировался на аналитических весах ВЛР-200 с погрешностью, равной 0,0001 г.
Интенсивность изнашивания Ih
определялась по формуле
 , (2)
, (2)
где ∆m - изменение массы
образца в результате изнашивания;
ρ - плотность
материала исследуемого образца, для стали
- 7800 кг/м3, для
бронзы БрОФ10-1 - 8760 кг/м3;
Аа - номинальная
площадь поверхности трения, 2×10-4, м2;
n - скорость вращения ролика,
м/с ;
t
- время динамического контакта [18].
Для оценки толщины смазочного слоя
использовалось устройство, принцип
действия которого основан на
использовании 4-проводной электрической схемы (рисунок 7)
[9,
10]. Физической основой используемой методики
является то, что толщина смазочного слоя в зоне трения определяет силу тока
между контактными поверхностями тел и контактное сопротивление Rc
[11]. Формирование и разрушение граничного слоя и
другие процессы в зоне трения приводят к изменению его структуры и толщины и,
следовательно, контактного сопротивления. Последнее рассчитывалось по падению
напряжения на контакте, которое регистрировалось вольтметром. После обработки АЦП
6
данные
измерения момента трения, температуры и падения напряжения записывались в
программе на ЭВМ 7 (рисунок 6) [12].
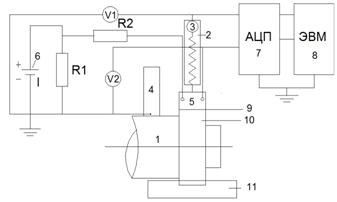
Рисунок 6 - Блок-схема устройства для
определения контактного сопротивления:
- вал; 2 - узел нагружения; 3 - датчик
нагружения; 4 - медно-графитовая щетка (1-й токосъемник); 5 - вкладыш (2-й
токосъемник); 6 - источник тока; 7 - аналого-цифровой преобразователь (АЦП); 8
- электронно-вычислительная машина (ЭВМ); 9 - смазочный слой; 10 - ролик; 11 -
емкость со смазочным материалом
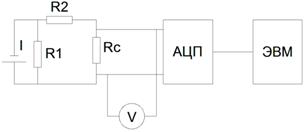
Рисунок 7 - Четырехпроводная электрическая схема
регистрации контактного сопротивления: I - источник тока; R1
- калибровочное сопротивление, R2
- магазин сопротивлений; R2
- контактное сопротивление; V - вольтметр
При проведении испытаний чередовались периоды эксплуатации
и остановки. Так на рисунках 8, 9, 10 и 11 представлены графики времени
эксплуатации и остановки.
После включения установки задавалась нужная
частота вращения ролика и прилагаемая на него нагрузка. Продолжительность
динамического контакта ролика относительно вкладыша составляла 15 и 5 минут,
после чего установка выключалась, и вращение ролика прекращалось.
Продолжительность статического контакта составляла 2 и 5 минут, после чего
установка запускалась, и ролик вновь вращался относительно вкладыша, с той же
частотой и нагрузкой 15 и 5 минут. Продолжительность динамического контакта во
всех режимах составляла 2 часа.
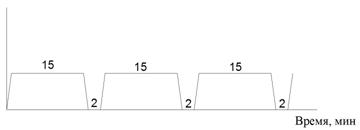
Рисунок 8 - Режим испытаний: 15 мин -
динамический контакт, 2 мин - статический контакт

Рисунок 9 - Режим испытаний: 5 мин -
динамический контакт, 2 мин - статический контакт

Рисунок 10 - Режим испытаний: 15 мин -
динамический контакт, 5 мин - статический контакт

Рисунок 11 - Режим испытаний: динамический
контакт - непрерывно
3. Закономерности трения и изнашивания
смазываемых деталей при различных режимах нагружения
.1 Влияние режимов нагружения на
трение бронзы по стали
Испытания проводились при скорости 0,5 м/с в
режимах «пуск - стоп» и при непрерывном режиме. Задаваемые нагрузки: 1; 1,5; 2;
2,5 МПа. Результаты испытаний представлены в таблице 8.
Таблица
8
Значения коэффициента трения при различных
режимах нагружения
|
N,
МПа
|
f
|
|
15-5
|
15-2
|
5-2
|
непрерывно
|
|
v
= 0,5 м/с
|
|
1
|
0,064
|
0,062
|
0,084
|
0,07
|
|
1,5
|
0,070667
|
0,042667
|
0,070667
|
0,114667
|
|
2
|
0,073
|
0,034
|
0,073
|
0,119
|
|
2,5
|
0,088
|
0,136
|
0,1368
|
0,1576
|

Рисунок 12 - График зависимости коэффициента
трения от нагрузки при различных режимах нагружения:
- режим испытаний: 15 мин - динамический
контакт, 5 мин - статический контакт;
- режим испытаний: 15 мин - динамический контакт,
2 мин - статический контакт;
- режим испытаний: 5 мин - динамический контакт,
2 мин - статический контакт;
- режим испытаний: динамический контакт -
непрерывно
По результатам таблицы построили график
зависимости коэффициента трения от нагрузки при различных режимах нагружения.
С увеличением нормальной нагрузки, для режима
испытаний, где 5 мин - динамический контакт, 2 мин - статический контакт и
режима - 15 мин - динамический контакт, 2 мин - статический контакт,
коэффициент трения при граничной смазке переходит через минимум. Это связано с
тем, что при малых нагрузках коэффициент трения определяется в основном
фактической площадью контакта (ФПК) и сопротивлением граничного слоя сдвигу.
Это сопротивление увеличивается с ростом сжимающего усилия. Это характеризуется
повышением пьезокоэффициента b и молекулярной составляющей.
Однако фактическая площадь контакта и пьезокоэффициент увеличивается
значительно медленнее, чем необходимая для этого нормальная нагрузка. В итоге
значение коэффициента трения падает. При больших нагрузках увеличивается
фактическая площадь контакта и глубина внедрения растет пропорционально
нагрузке. В этих условиях сила трения растет быстрее нагрузки, поэтому
коэффициент трения возрастает.
Значения коэффициента трения при режиме испытаний,
где 5 мин - динамический контакт, 2 мин - статический контакт больше, чем при
режиме 15 мин - динамический контакт, 2 мин - статический контакт. Это связано
с тем, что продолжительность динамического контакта составляет 5 мин, за это
время смазочный материал не успевает создать прочную равномерную масляную
пленку на всей поверхности контактной площадки трущихся поверхностей,
следовательно, поверхности выступов трущихся тел будут соприкасаться,
обеспечивая высокий коэффициент трения.
Значения коэффициента трения при непрерывном
режиме больше, чем при режиме, где 15 мин - динамический контакт, 5 мин -
статический контакт. Это связано с влиянием температуры на процессы трения. При
непрерывном режиме наблюдается постепенный рост температуры. С ростом температуры
уменьшается вязкость смазочного материала. В результате уменьшается количество
молекул жидкости продавливаемых через зазор, следовательно, прочность масляной
пленки уменьшается и в контакт могут вступать поверхности выступов сопрягаемых
тел, что ведет к росту коэффициента трения.
Для режима испытаний, где 15 мин - динамический
контакт, 5 мин - статический контакт и непрерывного режима трения, характерно
постепенный рост коэффициента трения с увеличением нагрузки.
При малых нагрузках коэффициент трения мал, так
как с уменьшением нагрузки уменьшается число молекул, выдавливаемых из зоны
контакта. Более «толстым» становится смазочный слой, и меньшее число выступов
вступают в непосредственный контакт. С увеличением нагрузки наблюдался
постепенный рост коэффициента трения связанного с выдавливанием масла из узла
трения.
Рост коэффициента трения связан с тем, что
уменьшается число слоев в граничной пленке и в контакт вступают неровности,
которые были разделены граничным слоем. При высоких нагрузках увеличивается
давление на пятнах контакта. В итоге происходит разрушение граничного слоя и
образование мостиков сварки между выступами. Это приводит к увеличению
температуры на пятнах контакта, что ускоряет процесс разрушения граничного слоя
и, соответственно, образование большего количества площадок металлического
контакта, вследствие чего, коэффициент трения резко возрастает.
При увеличении нормальной нагрузки толщина
граночного слоя уменьшается, однако по мере уменьшения граночного слоя его
сопротивление действию внешней нагрузке возрастает. Увеличивается с нагрузкой и
сопротивление граночного слоя сдвигу. Это обусловлено в основном более прочной
связью мономолекулярного и прилегающих к нему слоев по сравнению с верхними
слоями, удаленными от поверхности твердого тела. На коэффициент трения
оказывает влияние скорость.
Таблица
9
Значения коэффициента трения при различных
режимах нагружения
|
N,
МПа
|
f
|
|
15-5
|
15-2
|
5-2
|
непрерывно
|
|
v=
1 м/с
|
|
2
|
0,215
|
0,175
|
0,14
|
0,19
|
По данным таблицы построим график зависимости
коэффициента трения от нагрузки при различных режимах нагружения, где линиями
будет показана зависимость при v
= 0,5 м/с, а точками - зависимость при v
= 1 м/с.
При скорости 0,5 м/с коэффициент трения
принимает значения близкие к 0,1-0,01, даже если ролик обильно смазывается,
ролик находится в масляной ванне. Причина в том, что объем подаваемой роликом в
зону трения смазочной жидкости, меньше объема жидкости, вытекающей из этой
зоны. В результате между роликом и частичным вкладышем образуется смазочный
слой, толщина которого меньше суммарной высоты неровностей поверхностей
сопрягаемых тел, и реализуется непосредственный контакт выступов, т.е.
обеспечивается граничное трение.

Рисунок 13 - график зависимости
коэффициента трения от нагрузки при различных режимах нагружения, линии - v
= 0,5 м/с, точки -v = 1 м/с:
,1’ - режим испытаний: 15 мин - динамический
контакт, 5 мин - статический контакт; 2, 2’ - режим испытаний: 15 мин -
динамический контакт, 2 мин - статический контакт; 3,3’ - режим испытаний: 5
мин - динамический контакт, 2 мин - статический контакт; 4,4’ - режим
испытаний: динамический контакт - непрерывно
При скорости 1 м/с наблюдается повышение
коэффициента трения. С одной стороны, при увеличении скорости образуется более
толстый смазочный слой, который полностью разделяет поверхности выступов
сопрягаемых тел, следовательно, коэффициент трения будет снижаться. С другой
стороны при увеличении скорости возрастает температура, которая способствует
падению вязкости смазочного материала. Увеличение температуры вызывает снижение
межмолекулярного взаимодействия и сопротивления смазочного слоя сдвигу. Это
приводит к тому, что поверхности выступов сопрягаемых тел во время трения будут
соприкасаться, а это ведет росту коэффициента трения. При контактном давлении 2
МПа второй фактор оказывает большее воздействие на процесс трения вкладыша по
ролику. В результате коэффициент трения при большей скорости возрастает. Данная
закономерность подтверждается рисунком 14, на котором изображена зависимость
температуры от нагрузки при различных режимах нагружения, где точками показаны
значения температуры при скорости равной 1 м/с.
На коэффициент трения большое значение оказывает
температура, от которой напрямую зависит вязкость масла. Температура оказывает
наиболее существенное влияние на вязкость, а, следовательно, и на трение, так
как способствует адсорбции или десорбции граничных слоев и изменяет их
свойства.
Таблица
10
Значения температуры при различных режимах
нагружения
|
N,
МПа
|
T,°С
|
|
15-5
|
15-2
|
5-2
|
непрерывно
|
|
v
= 0,5 м/с
|
|
1
|
34
|
32
|
33
|
31
|
|
1,5
|
35
|
34
|
34
|
55
|
|
2
|
38
|
32
|
36
|
67
|
|
2,5
|
78
|
42
|
71
|
72
|
|
v
= 1 м/с
|
|
2
|
101
|
111
|
71
|
115
|
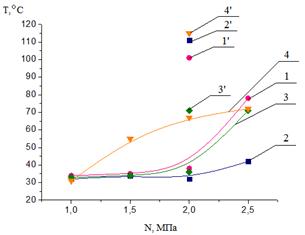
Рисунок 14 - График зависимости
температуры от нагрузки при различных режимах нагружения, линии - v
= 0,5 м/с, точки -v = 1 м/с
,1’ - режим испытаний: 15 мин - динамический
контакт, 5 мин - статический контакт; 2,2’ - режим испытаний: 15 мин -
динамический контакт, 2 мин - статический контакт; 3,3’ - режим испытаний: 5
мин - динамический контакт, 2 мин - статический контакт; 4,4’ - режим
испытаний: динамический контакт - непрерывно
По данным таблицы построили график зависимости
температуры от нагрузки при различных режимах нагружения, где линиями будет
показана зависимость при v
= 0,5 м/с, а точками - зависимость при v
= 1 м/с.
На графике видно, что с увеличением нагрузки
возрастает температура в зоне контакта, а это приводит к уменьшению вязкости.
Вязкость масла влияет на толщину масляной пленки, которая образуется между
трущимися поверхностями. Чем выше вязкость масла, тем больше толщина масляной
пленки. Это объясняется тем, что по мере увеличения вязкости увеличивается
связь между молекулами жидкости. В результате увеличивается число
продавливаемых через зазор молекул, то есть растет толщина слоя жидкости,
уменьшается число контактирующих выступов и, как следствие, коэффициент трения
тоже уменьшается.
Чем ниже вязкость, тем меньше толщина масляной
пленки. Это происходит из-за того, что при малом значении динамической вязкости
связь между молекулами жидкости мала и при вращении деталей друг относительно
друга молекулы жидкости могут отрываться от молекул, адсорбированных на
поверхности детали, не доходя до контактной площадки. Это не обеспечивает их
продавливание через зазор, и поэтому число контактирующих выступов поверхности
твердых тел, а, следовательно, и коэффициент трения резко возрастает.
3.2 Закономерности изнашивания
бронзового вкладыша
Таблица
11
Значения интенсивности изнашивания при различных
режимах нагружения
|
N,
МПа
|
Ih,
гр. × 10-8
|
|
15-5
|
15-2
|
5-2
|
непрерывно
|
|
v
= 0,5 м/с
|
|
1
|
0,00152
|
0,0709
|
0,0717
|
0,00152
|
|
1,5
|
0,00305
|
0,00915
|
0,0419
|
0,319
|
|
2
|
0,0625
|
0,0313
|
0,162
|
0,803
|
|
2,5
|
0,35
|
0,61
|
0,452
|
0,893
|
|
v=
1 м/с
|
|
2
|
0,0629
|
0,0344
|
0,0877
|
1,03
|
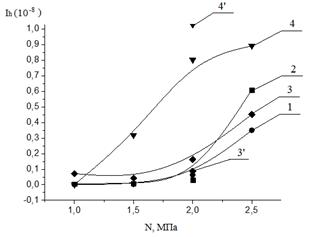
Рисунок 15 - График зависимости
интенсивности изнашивания от нагрузки при различных режимах нагружения, линии -
v = 0,5 м/с, точки -
v = 1 м/с
,1’ - режим испытаний: 15 мин - динамический
контакт, 5 мин - статический контакт; 2,2’ - режим испытаний: 15 мин -
динамический контакт, 2 мин - статический контакт; 3,3’ - режим испытаний: 5
мин - динамический контакт, 2 мин - статический контакт; 4,4’ - режим
испытаний: динамический контакт - непрерывно
По данным таблицы построили график зависимости
интенсивности изнашивания от нагрузки при различных режимах нагружения, где
линиями будет показана зависимость при v
= 0,5 м/с, а точками - зависимость при v
= 1 м/с.
На графике видно увеличение
интенсивности изнашивания по мере увеличения нагрузки. Это
вызвано изменением таких
факторов
как температура
контактируемых поверхностей и
уменьшение вязкости смазывающего материала.
С увеличением нагрузки
увеличивается давление на пятнах контакта и площадь этих пятен, поэтому
возрастает число и прочность мостиков сварки, следовательно, возрастает и число
повреждений. Это приводит к росту интенсивности изнашивания. При дальнейшем
увеличении нагрузки атомы сопрягаемых поверхностей сближаются до такого
расстояния, что между ними возникает взаимодействие, которое приводит к
образованию большого числа мостиков сварки. Поэтому интенсивность изнашивания
возрастает более интенсивно.
Наибольшее значение на интенсивность изнашивания
оказывает адгезионный вид изнашивания. Интенсивность адгезионного изнашивания
зависит от нагрузочно-скоростных режимов, температуры, природы материалов
трущихся тел и свойств окружающей среды.
С увеличением нагрузки интенсивность изнашивания
быстро возрастает, а в области больших нагрузок эта зависимость усиливается.
Это связано с ростом числа и размеров адгезионных связей между трущимися
деталями. При высоких нагрузках заметно повышается температура и как следствие
увеличиваются не только число и размеры мостиков сварки, но и их прочность.
Происходит интенсивный перенос менее прочного материала на поверхность
сопрягаемой детали, повышается вероятность перехода к катастрофическому
изнашиванию и заеданию.
С ростом температуры активность металла резко
возрастает, увеличиваются число и размеры адгезионных мостиков сварки.
При непрерывном режиме интенсивность изнашивания
больше, чем при режиме «пуск-стоп». Это связано с тем, что при режиме
«пуск-стоп» во время остановки детали успевают немного остыть и их температура
снижается, а при непрерывно режиме температура все время растет и может
достигать температуры плавления металла. Находясь в состоянии локального
расплава, сопрягаемые детали легко образуют прочные адгезионные соединения, что
и обеспечивает высокую интенсивность изнашивания.
Еще одним из
ведущих видов изнашивания в режиме «пуск-стоп»
является усталостное. Повышение нормальной нагрузки сопровождается увеличением
контактных деформаций и доли пластической деформации материала поверхностного
слоя, что увеличивает вероятность необратимого смещения атомов (макромолекул
или их сегментов), образования микродефектов и ускоряет рост микротрещин
усталости. Кроме того, влияние нагрузки на интенсивность
изнашивания осуществляется посредством силы
трения и температуры.
Так,
увеличение нагрузки приводит к
росту температуры в зоне трения и изменению свойств материала поверхностного
слоя. Следствием этого является снижение сопротивления материала
усталостному изнашиванию.
Увеличение интенсивности
изнашивания происходит и в
результате возникновения на определенной и примерно постоянной глубине
остаточных напряжений, вызванных скоплением дислокаций, под воздействием другой
детали, работающей в режиме скольжения.
Поверхность вкладыша после
адгезионного и усталостного изнашивания представлен на рисунке 16.

Рисунок 16 - Поверхность
вкладыша после изнашивания
Сопутствующим видом изнашивания
является окислительное. С увеличением нагрузки возрастает вероятность
разрушения оксидной пленки выступами сопрягаемой детали. Это повышает долю
адгезионного изнашивания и как следствие способствует росту интенсивности
изнашивания. При дальнейшем увеличении нагрузки увеличивается температура. Это
способствует образованию толстых оксидных пленок, которые легко разрушаются
выступами контртела. Это способствует увеличению интенсивности изнашивания.
3.3 Влияние режимов нагружения на
массовый износ вкладыша и ролика
Испытания проводились при скоростях 0,5 м/с и 1
м/с в режимах «пуск - стоп» и при непрерывном режиме. Прикладываемая нагрузка 2
МПа. Результаты испытаний представлены в таблицах 12, 13, 14, 15.
Таблица
12
Массовый износ ролика и вкладыша после испытания
в режиме «пуск-стоп»: 15 мин динамический контакт, 5 мин - статический
|
Давление
2 МПа
|
|
Скорость
скольжения, м/с
|
Массовый
износ (потеря массы), гр. (10-5)
|
|
вкладыш
|
ролик
|
|
0,5
|
0,41
|
-0,09
|
|
1
|
0,595
|
0,685
|
Таблица
13
Массовый износ ролика и вкладыша после испытания
в режиме «пуск-стоп»: 15 мин динамический контакт, 2 мин - статический
|
Давление
2 МПа
|
|
Скорость
скольжения, м/с
|
Массовый
износ (потеря массы), гр. (10-5)
|
|
вкладыш
|
ролик
|
|
0,5
|
0,205
|
-0,035
|
|
1
|
0,325
|
-0,26
|
трение деталь смазочный присадка
Таблица
14
Массовый износ ролика и вкладыша после испытания
в режиме «пуск-стоп»: 5 мин динамический контакт, 2 мин - статический
|
Давление
2 МПа
|
|
Скорость
скольжения, м/с
|
Массовый
износ (потеря массы), гр. (10-5)
|
|
вкладыш
|
ролик
|
|
0,5
|
1,06
|
0,01
|
|
1
|
0,83
|
0,445
|
Таблица
15
Массовый износ ролика и вкладыша после испытания
при непрерывном режиме
|
Давление
2 МПа
|
|
Скорость
скольжения, м/с
|
Массовый
износ (потеря массы), гр. (10-5)
|
|
вкладыш
|
ролик
|
|
0,5
|
5,26
|
-1,7
|
|
1
|
9,76
|
-0,96
|
Результаты проведённых испытаний позволяют нам
сделать следующие выводы. Исходя из данных полученных таблиц, на которых
прослеживается зависимость массового износа от изменения скорости, можно
сказать, что пара трения работала в условиях полужидкостного (смешанного)
трения, при котором трущиеся тела в основном разделены смазочным слоем, но
отдельные наиболее высокие неровности контактирующих поверхностей могут
вступать в непосредственный контакт. Данному виду трения соответствует участок
2 на диаграмме Герси-Штрибека, графически показывающей переход от трения без
смазочного материала к граничному трению и выход на гидродинамический режим.
По данным таблиц видно, что при непрерывной
работе массовый износ при одних и тех же режимах на порядок выше, чем в режиме
«пуск - стоп». Это можно объяснить следующими факторами. Во время непрерывного
трения происходит постоянный рост температуры в зоне контакта. Это приводит к
тому, что между атомами сопрягаемых тел возникает взаимодействие, в результате
чего могут образовываться прочные мостики сварки, разрушение которых ведет к
вырыванию материала одного из сопрягаемых тел. В результате роста температуры
вязкость смазочного материала уменьшается. В результате уменьшения вязкости, можно
предположить, что количество молекул жидкости продавливаемых через зазор
уменьшается, что ведет к уменьшению толщины смазочной пленки и нарушению ее
сплошности, а, следовательно, количество пятен контактов выступов сопрягаемых
тел значительно возрастает. О том, что толщина смазочной пленки уменьшается
свидетельствует рисунок 17.
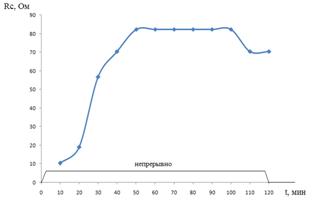
Рисунок 17 - Режим испытаний: динамический
контакт - непрерывно. При нагрузке 2 МПа, скорость 0,5 м/с.
Таблица
16
Значения контактного сопротивления в зависимости
от режима испытания
|
Продолжительность
испытаний 120 мин (динамический контакт)
|
Значения
контактного сопротивления Rс, Ом
|
|
10
|
10,36364
|
|
20
|
19
|
|
30
|
56,7891
|
|
40
|
70,42857
|
|
50
|
82,33333
|
|
60
|
82,33333
|
|
70
|
82,33333
|
|
80
|
82,33333
|
|
90
|
82,33333
|
|
100
|
82,33333
|
|
110
|
70,42857
|
|
120
|
70,42857
|
На рисунке видно, что контактное сопротивление Rc,
а, следовательно, и толщина смазочной пленки постепенно увеличивается, достигая
своего установившегося значения. После того как время испытаний достигло 100
мин, контактное сопротивление начинает падать. К этому времени температура
сопрягаемых тел и смазочного материала достигла высоких значений, при которых
вязкость, а, следовательно, и сплошность смазочной плёнки начинают снижаться.
При нарушении сплошности плёнки под действием нагрузки может наблюдаться
сваривание материала на пятнах контакта. Это результат адгезионного
изнашивания. Так же значительный вклад будут вносить такие виды изнашивания как
абразивное (частицы износа в смазочном материале), и усталостное. Сопутствующим
видом изнашивания будет окислительное, так как смазочный материал содержит
кислород. Полученные результаты исследований изнашивания показывают, что потеря
массы ролика имеют отрицательное значение. Это связанно с тем, что при трении
материал вкладыша переносится на поверхность ролика. Для всех режимов
«пуск-стоп» это результат адгезионного изнашивания. Сопутствующим видом
изнашивания является усталостное. Поверхность ролика после изнашивания
представлена на рисунке 18.
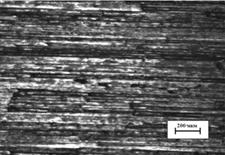
Рисунок 18 - Поверхность ролика
после изнашивания
Это можно объяснить
следующими факторами. После остановки привода машины трения смазочный материал под
действием
нагрузки
вытекает из зоны контакта. Это видно на графиках 19, 20, 21.
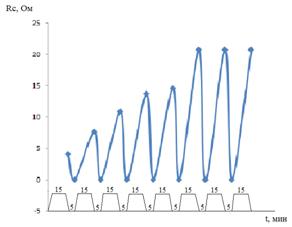
Рисунок 19 - Режим испытаний: 15 мин -
динамический контакт, 5 мин - статический контакт. При нагрузке 2 МПа, скорость
0,5 м/с
Таблица
17
Значения контактного сопротивления в зависимости
от режима испытания
|
Режим
испытаний: 15 мин - динамический контакт; 5 мин - статический контакт
|
Значения
контактного сопротивления Rс, Ом
|
|
15
|
4,10204
|
|
5
|
0,00604
|
|
15
|
7,62069
|
|
5
|
0,00806
|
|
15
|
10,90476
|
|
5
|
0,00402
|
|
15
|
13,70588
|
|
5
|
0,002
|
|
15
|
14,625
|
|
5
|
0,002
|
|
15
|
20,73913
|
|
5
|
0,00402
|
|
15
|
20,73913
|
|
5
|
0,00402
|
|
15
|
20,73913
|
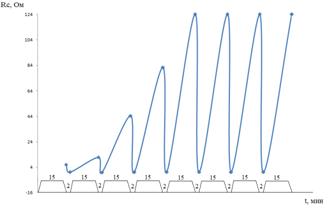
Рисунок 20 - Режим испытаний: 15 мин -
динамический контакт, 2 мин - статический контакт. При нагрузке 2 МПа, скорость
0,5 м/с
Таблица
18
Значения контактного сопротивления в зависимости
от режима испытания
|
Режим
испытаний: 15 мин - динамический контакт; 2 мин - статический контакт
|
Значения
контактного сопротивления Rс, Ом
|
|
15
|
6,14286
|
|
2
|
0,0142
|
|
15
|
11,82051
|
|
2
|
0,00806
|
|
15
|
44,45455
|
|
2
|
0,0142
|
|
15
|
82,33333
|
|
2
|
0,01626
|
|
15
|
124
|
|
2
|
0,01833
|
|
15
|
124
|
|
2
|
0,01626
|
|
15
|
124
|
|
2
|
0,01626
|
|
15
|
124
|

Рисунок 21 - Режим испытаний: 5 мин -
динамический контакт, 2 мин - статический контакт. При нагрузке 2 МПа, скорость
0,5 м/с
Таблица
19
Значения контактного сопротивления в зависимости
от режима испытания
|
Режим
испытаний: 5 мин - динамический контакт; 2 мин - статический контакт
|
Значения
контактного сопротивления Rс, Ом
|
|
5
|
8,25926
|
|
2
|
0,01215
|
|
5
|
26,77778
|
|
2
|
0,01215
|
|
5
|
30,25
|
|
2
|
0,00806
|
|
5
|
34,71429
|
|
2
|
0,02041
|
|
5
|
44,45455
|
|
2
|
0,0101
|
|
5
|
54,55556
|
|
2
|
0,01215
|
|
5
|
70,42857
|
|
2
|
0,00806
|
|
5
|
99
|
|
2
|
0,01626
|
|
5
|
99
|
|
2
|
0,0101
|
|
5
|
99
|
|
2
|
0,02041
|
|
5
|
99
|
|
2
|
0,0101
|
|
5
|
99
|
|
2
|
0,0142
|
|
5
|
99
|
|
2
|
0,01833
|
|
5
|
99
|
|
2
|
0,01626
|
|
5
|
99
|
|
2
|
0,02249
|
|
5
|
99
|
|
2
|
0,01215
|
|
5
|
99
|
|
2
|
0,0395
|
|
5
|
99
|
|
2
|
0,02041
|
|
5
|
99
|
|
2
|
0,0101
|
|
5
|
99
|
|
2
|
0,02669
|
|
5
|
99
|
|
2
|
0,02881
|
|
5
|
99
|
|
2
|
0,01215
|
|
5
|
99
|
|
2
|
0,02249
|
|
5
|
99
|
По значениям контактного
сопротивления Rc можно
судить о толщине смазочного слоя между трущимися поверхностями. Во время
динамического контакта ролика относительно частичного вкладыша видно
возрастание контактного сопротивления, что свидетельствует о том, что толщина
смазочного слоя между трущимися поверхностями увеличилась.
Во время статического контакта контактное сопротивление, а, следовательно, и
толщина смазочного слоя падают, что позволяет
некоторым выступам продавливать
оставшуюся масляную плёнку и внедряться в объём другого тела. При нарушении
сплошности плёнки под действием нагрузки между атомами
сопрягаемых тел может
возникать
взаимодействие, что ведет к образованию мостиков сварки.
Во время пуска происходит разрушение мостиков сварки. Это разрушение идет по
объему менее прочного материала. Частицы этого материала переносятся на более
твердую поверхность и раскатываются по ней.
При непрерывном движении происходит рост
температуры. Значение температуры достигает высоких значений, в результате чего
начинается плавление материала вкладыша. Это обеспечивает перенос материала
вкладыша на поверхность ролика.
При сравнении результатов испытаний образцов в
режиме непрерывного трения и прерывистого видно, что при одних и тех же режимах
нагружения износ при непрерывном режиме значительно больше.
3.4
Трение
и изнашивание
пары
бронза - сталь при охлаждении
смазочного материала
Испытания проводились при v=
1 м/с и нагрузке 2 МПа в режиме «пуск - стоп» и при непрерывном движении. Во
время эксперимента смазочный материал перемешивался. Это проводилось для того,
чтобы снизить температуру смазочного материала и, следовательно, уменьшить
температуру поверхностей трущихся тел. Во время перемешивания верхний нагретый
слой смазочного материала смешивался с нижним охлажденным слоем жидкости и
таким образом общая температура смазочного материала снижалась. Данные
представлены в таблице 20.
Таблица
20
Значения температуры для различных режимов
нагружения при перемешивании смазочного материала
|
N,
МПа
|
Т,
°С
|
|
15-5
|
15-2
|
5-2
|
непрерывно
|
|
v
= 1 м/с (с перемешиванием)
|
|
2
|
37
|
54
|
41
|
105
|
|
N,
МПа
|
v
= 1 м/с (без перемешивания)
|
|
2
|
101
|
111
|
71
|
115
|
Предполагалось, что при снижении температуры
смазочного слоя и поверхности трущихся тел так же снизятся, коэффициент трения
и интенсивность изнашивания. Однако результаты таблиц 21 и 22 показывают, что
коэффициент трения и интенсивность изнашивания возросли, по сравнению с
испытаниями без перемешивания.
Таблица
21
Значения коэффициента трения для различных
режимов нагружения при перемешивании смазочного материала
|
N,
МПа
|
f
|
|
15-5
|
15-2
|
5-2
|
непрерывно
|
|
2
|
0,22
|
0,183
|
0,182
|
0,205
|
|
N,
МПа
|
v
= 1 м/с (без перемешивания)
|
|
2
|
0,215
|
0,175
|
0,14
|
0,19
|
Таблица
22
Значения интенсивности изнашивания вкладыша для
различных режимов нагружения при перемешивании смазочного материала
|
N,
МПа
|
Ih,
гр. × 10-8
|
|
15-5
|
15-2
|
5-2
|
непрерывно
|
|
v
= 1 м/с (с перемешиванием)
|
|
2
|
0,42
|
0,33
|
0,023
|
0,77
|
|
N,
МПа
|
v
= 1 м/с (без перемешивания)
|
|
2
|
0,0629
|
0,0344
|
0,0877
|
1,03
|
Полученные результаты можно объяснить тем, что
при повышении температуры смазочная жидкость перемешивалась. При перемешивании,
когда охлажденный нижний слой «поднимается» вверх, вместе с ним со дна
поднимаются частицы износа трущихся тел. Эти частицы износа увлекаются роликом
в зону контакта вместе со смазочным материалом. Такие частицы являются
абразивом. Происходит абразивное изнашивание. Частицы износа внедряются в более
мягкий материал, закрепляться в нем и «царапают» более твердую поверхность из
сопрягаемых тел, а так же, если сила трения между более твердым материалом и
абразивной частицей больше прочности более мягкого тела, то частица
«пропахивает» этот материал.
При непрерывном режиме и в режиме испытаний 5
мин - динамический контакт; 2 мин - статический контакт интенсивность
изнашивания без перемешивания выше. Из таблицы 20 видно, что разница в
температурах с перемешиванием и без перемешивания мала. Это указывает на то,
что во время проведения испытания не было необходимости в постоянном перемешивании
масла. Следовательно, частицы износа не поднимались к поверхности смазочной
жидкости, и ведущим видом изнашивания было не абразивное, а адгезионное.
На основании полученных результатов
можно предложить в масла, работающие в узлах трения с периодическим режимом
эксплуатации, добавлять антискачковую присадку, например, формиаты маталлов.
Последние, разлагаясь при повышенной температуре, образуют на пятнах контакта
пленку металла с низким сопротивлением сдвигу. Это способствует снижению
значений коэффициента трения и интенсивности изнашивания.

Рисунок 22 - Значения коэффициента трения с
антискачковой присадкой и без нее

Рисунок 23 - Значения интенсивности изнашивания
с антискачковой присадкой и без нее
Показано, что введение в
индустриальное масло формиата алюминия снижает на 40% коэффициент трения и в 3
раза интенсивность изнашивания.
4. Технология изготовления масла с
заданным комплексом присадок
Процесс разделения углеводородов нефти по
температурам их кипения называется прямой перегонкой или дистилляцией.
Полученные в результате перегонки отдельные фракции нефти называют
дистиллятами. Прямая перегонка нефти при атмосферном давлении является
обязательным первичным процессом переработки нефти.
Современная установка по переработке нефти
работает по непрерывному циклу. Установка состоит из атмосферной и вакуумной
ректификационных колонн, в которых создаются условия, обеспечивающие достаточно
полное испарение, вводимого в неё сырья. Этими условиями являются температура и
давление. Нефть под давлением подают насосами в печь, где её нагревают до
температуры 330…350°С. Горячая нефть, вместе с парами попадает в среднюю часть
атмосферной ректификационной колонны, где она вследствие снижения давления
дополнительно испаряется и, испарившиеся углеводороды, отделяются от жидкой
части нефти - мазута. Пары углеводородов поднимаются вверх, а жидкий остаток
стекает вниз. По пути движения паров углеводородов устанавливаются
ректификационные тарелки, на которых конденсируется часть паров углеводородов.
Температура по высоте колонны уменьшается от максимальной в зоне ввода продукта
до минимальной вверху. Таким образом, в ректификационной колонне по её высоте
углеводороды нефти разделяют на фракции в зависимости от температуры кипения.
Вверху колонны бензиновые фракции с температурой кипения от 30 до 180…205°С,
ниже легроиновый дистиллят (120…240°С), далее керосиновый дистиллят
(150…315°С), дизельный дистиллят (150…360°С), газойлевый (230…360°С).
Мазут в зависимости от его состава можно
использовать или в виде топлива, или подвергают дальнейшему разделению в
вакуумной ректификационной колонне.
Перед поступлением в вакуумную ректификационную
колонну мазут нагревают до 420…430°С. Давление в вакуумной колонне 5300-7300
Па. Температура кипения в вакууме у углеводородов снижается, что позволяет
испарить тяжелые углеводороды без разложения. При нагревании нефти выше 430°С
может начаться термическое разложение углеводородов. В вакуумной колонне вверху
отбирают соляровый дистиллят (300…400°С), ниже масляные фракции и далее
полугудрон или гудрон, из которых путём глубокой очистки делают высоковязкие
остаточные масла.
Нефтепродукты первичной переработки нефти
называют прямогонными.
Все продукты переработки нефти, прежде чем пойти
на приготовление товарных топлив и масел, проходят специальную очистку. Выбор
метода очистки зависит от исходного качества очищаемого продукта и от
требований к эксплуатационным свойствам готовых товарных продуктов, которые
необходимо получить. Глубина и способ очистки являются важным условием
обеспечения высоких эксплуатационных качеств смазочных материалов.
После вакуумной перегонки масляной дистиллят с
помощью насоса (1) по трубопроводу (2) перекачивается в установку
кислотно-контактной очистки (3). Кислотная очистка заключается в обработке
нефтепродуктов 96 - 98%-м раствором серной кислоты. При реакции с кислотой
асфальто-смолистые вещества и нафтеновые кислоты образуют продукты, выпадающие
в осадок. Эта очистка заключается в последовательной обработке полуфабриката
серной кислотой и отбеливающей землей (адсорбционная очистка). Для повышения
качества кислотной очистки обработку нефтепродукта серной кислотой проводят в
пропановом растворе. Пропан уменьшает вязкость нефтепродуктов и растворимость в
них смолисто-асфальтовых веществ, что увеличивает эффективность кислотной
очистки.
После обработки кислотой улучшаются
вязкостно-температурные свойства, уменьшается коксуемость нефтепродуктов.
Кислотно-контактная очистка отбеливающими
глинами заключается в том, что после очистки масла серной кислотой оно идет на
контактную очистку отбеливающими глинами в установку (4). Глину непосредственно
перемешивают с очищаемым маслом. Происходит адсорбирование из масла
нежелательных полярно-активных соединений, в том числе органических кислот,
сульфокислот, остатков серной кислоты и кислого гудрона.
В качестве отбеливающих глин применяют гумбрин и
зикеевскую землю, а в качестве искусственно приготовленной - силикагель.
Количество адсорбента при очистке берут от 2 до 5%.
На рисунке 24
приведена
принципиальная технологическая схема установки кислотно-контактной очистки.
Масло обрабатывается серной кислотой в кислотной мешалке при перемешивании
воздухом и после спуска кислого гудрона поступает в контактную мешалку, которая
оборудована перемешивающим механизмом, приводимым в действие от
электродвигателя через редуктор. В контактной мешалке масло нагревается при
помощи парового подогревателя, после чего обрабатывается отбеливающей глиной.
Адсорбционная очистка (контактная очистка,
очистка отбеливающими землями) основана на свойстве некоторых пористых
минеральных веществ (адсорбентов) после соответствующей обработки адсорбировать
содержащиеся в нефтепродуктах примеси. При этом виде очистки удаляют смолы,
нафтеновые кислоты, кислородсодержащие соединения, сульфокислоты, остатки
селективных растворителей. В качестве адсорбентов применяют природные глины,
силикагель, синтетические алюмосиликаты, активированную окись алюминия.
Упомянутые вещества являются полярными адсорбентами, их молекулы состоят в
основном из оксидов кремния и алюминия. При этой очистке удаляются вещества,
обусловливающие темную окраску нефтепродуктов, поэтому этот способ называют
очисткой отбеливающими землями.

Рисунок
24 - Принципиальная схема установки для регенерации
масел по методу «кислота -
глина»
1
- мерник для кислоты; 2 -
кислотная мешалка; 3 -
воздушная труба с маточником; 4
-
контактная мешалка; 5 -
паровой змеевик; 6 -
емкость регенерированного масла; 7
-
насос; 8 -
компрессор; 9 - фильтрпресс
Линии: I -
серная кислота; II -
воздух; III
-
отработанное масло на очистку;
IV -
кислый гудрон; V -
отбеливающая глина;VI -
отстой; VII
-
регенерированное масло
Процесс проводят фильтрацией нагретого продукта
через неподвижный слой мелкозернистого адсорбента, помещенного в аппарат
колонного типа. Нагрев необходим, чтобы понизить вязкость масла и облегчить его
проникновение во внутренние поры адсорбента. В качестве адсорбента используют
синтетический алюмосиликат с зернами размером 0,25-0,50 мм или отбеливающие
земли с размером зерен 0,3-2,0 мм.
Масла, полученные адсорбционной очисткой,
обладают высокой стабильностью против окисления.
Наиболее эффективным способом улучшения
эксплуатационных свойств является добавление к маслам присадок. Эффективность
присадок всегда выше при добавлении в очищенные масла [19].
После кислотно-контактной очистки очищенное
масло перекачивается в отдельную емкость (5). Оттуда очищенное масло подается в
смеситель (6),
где происходит смешение очищенного масла с
комплексом присадок.
Смешение масел производят для получения
промежуточных товарных сортов и консистентных смазок из основных сортов,
вырабатываемых заводами. Процесс смешения осуществляется в специальных
резервуарах, оборудованных подогревателями и мешалками. Смешение масла с
присадкой должно осуществляться в чистых емкостях. Вначале готовят концентрат
присадки и вводят в куб через заливную горловину или закачивают ротационным
насосом. Продолжительность смешения составляет 30-40 мин. Для удаления
нерастворившейся части присадки и примесей масло дополнительно фильтруют через
наборные фильтры.
Технологические процесс модифицирования жидких
смазочных материалов (ЖСМ) заключается в том, что в смеситель (6) из емкости с
очищенным ЖСМ (5) загружается заранее взвешенное количество смазочного
материала. Туда же, в смеситель, добавляется предварительно нагретый на
специальной установке (7) комплекс присадок (8). Объем вводимых присадок
составляет 3-30% от объема масла, в зависимости от назначения масла. Компоненты
перемешиваются. После, содержимое отправляется в реактор (9), где производится
нагрев до температуры 110-115°С с последующей выдержкой при такой температуре в
течении 10-15 минут. Далее процесс разделяется на два этапа. В первом случае,
производится естественное охлаждение состава до комнатной температуры в емкости
(10) и последующая расфасовка смазочного материала на фасовочных столах (11).
Во втором случае, продукт отправляется в емкость (14), где к полученному
составу из емкости (13) добавляется 1-1,5% от объема масла антискачковой
присадки, предварительно подогретой на установке (12). Далее происходит
перемешивание компонентов, их нагрев до 80°С и выдержка при
такой температуре 10-15 мин. Затем готовый продукт сливают в емкость (15), где
происходит его естественное охлаждение до комнатной температуры в емкости и
последующая расфасовка смазочного материала на фасовочных столах (16) [20].
Завершающий процесс - контроль качества
полученного продукта.
Контроль качества проводят на машине трения
СМТ-1 и на четырехшариковой машине трения. Так же определяют температуры
застывания, температуру вспышки, вязкость масла и его антискачковый свойства.
Пробы масла находятся на столе (17).
Антифрикционные свойства масла определяют по
коэффициенту трения на машине трения СМТ-1 (18), работающей по схеме «ролик -
частичный вкладыш». Для этого вращающийся ролик помещают в ванночку, в которой
находится испытуемое масло, и приводят в контакт с частичным вкладышем.
Испытание проводят при постоянной нагрузке 1000 Н и частоте вращения ролика 300
сек-1 в течение двух часов. Результаты испытаний оценивают по
совокупности данных: момент силы трения, температура частичного вкладыша за
время испытания, износ образцов. Момент трения при проведении испытаний
фиксируется на пульте управления: его возрастание или уменьшение фиксируется на
диаграмме в графическом виде, что удобно для анализа свойств смазочных
композиций. Износ частичного вкладыша и ролика определяют по потере их массы за
время испытаний на аналитических весах, точность которых 1·10 -4 г.
Температуру частичного вкладыша контролируют с помощью встроенной термопары.
Температуру масла в испытательной камере контролируют с помощью термопары и
потенциометра КСП-4, имеющего температурную тарировку.
Перед испытаниями поверхности трения ролика и
частичного вкладыша прирабатывают до тех пор, пока площадь поверхности трения
не составит более 50% от номинальной площади.
Противоизносные и антипитинговые свойства
определяют на четырехшариковой машине трения (19). Четырехшариковая машина
трения представляет собой пирамиду из четырех контактирующих друг с другом
стальных шариков. Три нижних шарика закрепляют неподвижно в чашке машины с
испытуемым смазочным материалом. Верхний шарик, закрепленный в шпинделе машины,
вращается относительно трех нижних под заданной нагрузкой с частотой вращения
(1460 ± 70) мин-1. Проворачивание шариков в процессе испытания не
допускается, поэтому реализуется трение скольжения.
Перед началом испытания смазочного материала
шарики, применяемые при испытании и все детали машины, с которыми он
соприкасается во время испытания (чашка с деталями крепления нижних шариков и
детали крепления верхнего шарика в шпинделе), промывают растворителем,
удаляющим смазочный материал с деталей, и просушивают на воздухе.
Испытание каждого смазочного материала проводят
при температурах, установленных в нормативно-технической документации на
испытуемый смазочный материал.
Для проведения испытания шарики закрепляют в
шпиндель машины и в чашке для смазочного материала. При испытании жидкого
смазочного материала его заливают так, чтобы шарики были полностью покрыты им.
Затем плавно прилагают заданную нагрузку и включают электродвигатель.
Температуру узла трения в месте расположения
термопары поддерживают с погрешностью не более ±5°С. Время разогрева узла
трения до 300°С не должно превышать 35 мин.
Продолжительность работы машины от момента
включения до момента выключения электродвигателя при текущей нагрузке в
процессе определения критической нагрузки, нагрузка сваривания и индекса задира
должна быть (10,0 ± 0,2) с, при определении показателя износа - (60,0 ± 0,5)
мин.
После остановки машины охлаждают узел трения
ниже 40°С и сливают жидкий смазочный материал. При наличии заусенцев по краям
пятен износа их удаляют шабером. Измеряют диаметры пятен износа каждого из трех
нижних шариков во взаимно перпендикулярных направлениях с точностью не менее
0,01 мм.
За результат измерения принимают среднее
арифметическое значение измерений пятен износа трех нижних шариков.
Для определения критической нагрузки существует
ряд нагрузок. Вначале задают минимальное значение из ряда, а затем нагрузку
ступенчато повышают до тех пор, пока не будет достигнуто критическое значение
диаметра пятна износа. Значение нагрузки Рк, при которой достигнут
критический диаметр пятна износа, считается критической нагрузкой. Рк
означает, что слой разрушается и резко возрастает интенсивность изнашивания.
Нагрузка сваривания Рсв - такая
нагрузка, при которой образуется прочные мостики сварки между трущимися телами,
которые не были разделены смазочным слоем. Нагрузку увеличивают по ряду
значений до тех пор, пока не наблюдается резкое увеличение силы трения,
свидетельствующее о том, что между телами произошло схватывание.
При определении антипитинговых свойств на
четырехшариковой машине трения три нижних шарика не закрепляются в кювете и
могут перемещаться по кольцевому желобу, выполненному вне кювета. В этом случае
реализуется трение качения. Машину нагружают, приводят в контакт шарики и
испытывают до тех пор, пока не будет наблюдаться колебания коэффициента трения
(вибрации). Вибрации появляются в том случае, если на поверхностях шариков
образовались питинговые пятна износа. Испытания могут проводиться в два этапа:
при малой и высокой нагрузке.
Температура застывания характеризует возможность
эксплуатации масла в устройствах, работающих при низких температурах, по
критерию прокачиваемости. Для определения температуры застывания употребляется
масло, не подвергавшееся ранее нагреванию.
Прибор (20) состоит из двух
химических стаканов: наружного и внутреннего. Наружный стакан служит для
помещения в него охлаждающей смеси. Снаружи он должен быть обложен
термоизолирующим материалом, например, нестерильной медицинской ватой, и плотно
обернут тканью или полиэтиленом. Во внутренний стакан наливают спирт и помещают
его в охлаждающую смесь.
Охлаждение масла производят в
пробирке, помещенной в спиртовую ванну - внутренний стакан.
В сухую пробирку наливают масло
высотой слоя в 3 см, укрепляют в ней неподвижно при помощи пробки термометр
(таким образом, чтобы его ртутный шарик находился в середине масляного слоя) и
охлаждают. Охлаждение масла производят в спиртовой ванне. Для этого наливают
спирт в широкий низкий химический стакан и погружают последний в охлаждающую
смесь. Когда спирт охладится до той температуры, какая указана в стандарте на
данное масло, помещают в него пробирку с маслом и выдерживают ее в вертикальном
положении 5 мин, после чего пробирку наклоняют под углом 45° и оставляют в
таком положении при той же температуре еще в течение 5 мин, затем ее вынимают
из спирта, ставят в вертикальном положении (не касаясь рукой) и наблюдают, не
переместится ли уровень масла в течение 1-2 мин.
Если при установке в
вертикальном положении пробирки, вынутой из охлажденного спирта, поверхность
масла не сдвинулась, то масло считают застывшим, в противном случае - не
застывшим.
Температурой вспышки называется
температура нагреваемого в определенных условиях масла, при которой его пары
образуют с воздухом смесь, воспламеняющуюся при поднесении к ней пламени.
Прибор (21) состоит из медного
или стального омедненного сосуда, в который наливается испытуемое масло. Нагрев
производится газовой горелкой. Когда масло нагреется до температуры на 10° ниже
предполагаемой температуры вспышки, открывают заслонку. При этом лампочка
автоматически наклоняется над отверстием. Если пары масла вспыхнут, и на всей
поверхности появится синее пламя, отмечают температуру, при которой это
произошло, как температуру вспышки.
Температура вспышки является
одной из важнейших характеристик масла, так как вместе с вязкостью определяет
ту фракцию нефти, из которой приготовлено масло. Так же температура вспышки
характеризует испаряемость масла: при испарении масла уменьшается его объем,
растет вязкость и образуются вредные для здоровья и взрывоопасные газы.
Вязкость - характеризует сопротивление слоев
смазочного материала сдвигу. Вязкость масла, во-первых, является показателем
его смазывающих свойств, так как от вязкости масла зависит качество смазывания,
распределение масла на поверхностях трения и, тем самым, износ деталей.
Во-вторых, от вязкости зависят потери энергии при работе двигателя и других
агрегатов. Вязкость - основная характеристика масла.
Вязкость масла зависит от химического состава и
структуры соединений, составляющих масло, и является характеристикой масла как
вещества. Кроме этого, вязкость масла также зависит и от внешних факторов -
температуры, давления (нагрузки) и скорости сдвига, поэтому рядом с числовым
значением вязкости всегда должны указываться условия определения вязкости.
Условия работы двигателя определяют два основных фактора, влияющих на
определение вязкости - температура и скорость сдвига. Вязкость масел
определяется при температурах и скоростях сдвига, близких к реальным при
эксплуатации. Вязкость масла определяется при помощи двух основных типов
вискозиметров (22):
1) вискозиметры истечения, в которых измеряется
кинематическая вязкость по скорости свободного течения (времени вытекания). Для
этой цели применяется капиллярный вискозиметр или сосуды с калиброванным
отверстием на дне, в котором измеряется время истечения масла при фиксированной
температуре. Стандартными температурами являются 40 и 100°С. Единица измерения
[сСт = м2/с].
2) ротационные вискозиметры, в которых
определяется динамическая вязкость. Между двумя полыми цилиндрами,
расположенными соосно друг к другу, заливается жидкость. При вращении
внутреннего цилиндра жидкость увлекает за собой наружный цилиндр, расположенный
на подшипниках качения. При этом смещается тяга и деформируется упругая балка.
По деформации упругой балки, предварительно ее протарировав, определяют силы
трения в жидкости, и используется закон Ньютона:
η = (F
× (D
- d) / (2 ×
π2 × n×
D2 ×
L)), (3)
где F
- сила трения; D - диаметр
наружного цилиндра; d - диаметр
внутреннего цилиндра; n
- частота вращения; L - высота
цилиндра (смазочного слоя).
Антискачковые свойства испытывают на установке
(23) с возвратно-поступательным движением одной детали относительно второй.
Одна из деталей выполнена в виде пластины, а вторая в сечении имеет форму
клина. На поверхность плоского образца наносят 9 мл исследуемого масла,
приводят образцы в контакт, нагружают и фиксируют коэффициент трения. В крайних
поверхностных точках коэффициент статического трения fст
будет выше, чем на серединных участках трения, где скорость максимальная. На
серединном участке fкин
будет ниже. Об антискачковых свойствах масла судят по отношению fст/fкин.
Чем ближе это отношение к 1, тем лучше противоскачковые свойства масла. После
проведения каждого испытания использованное масло утилизируют в емкость с
отходами (24).

Рисунок 25 - Планировка по производству масла с
заданным комплексом присадок
Принципиальная схема производства масла с
заданным комплексом присадок представлена на рисунке 26.






Рисунок 26 - Общая схема технологии производства
масла с заданным комплексом присадок
5. Охрана труда при работе на
машинах трения и со смазочными материалами
.1 Охрана труда при работе на машине
трения СМТ-1
Вопросы электробезопасности имеют большое
значение, как в производственных, так и в бытовых условиях. По статистике среди
несчастных случаев со смертельным исходом на долю электротравм в среднем по
стране приходится около 12%, а в отдельных отраслях - до 30%.
Чаще всего электротравмы
возникают при случайных прикосновениях к токоведущим частям, находящимся под
напряжением, или к конструктивным металлическим частям электрооборудования
(корпус, кожух и т.п.) при повреждении электроизоляции. Человек начинает
ощущать действие тока, начиная с 0,6-1,5 мА (миллиампер), а при токе 10-15 мА
судорожное сокращение мышц не позволяет ему самостоятельно отключить цепь
поражающего его тока. Ток силой в 50-60 мА поражает органы дыхания и
сердечнососудистую систему.
Для уменьшения опасности
поражения током применяют ряд мер, основными из которых являются: защитное
заземление; зануление; изоляция токоведущих частей; применение пониженного
напряжения; применение изолирующих подставок, резиновых перчаток и т.п.
Инструкция по охране труда при эксплуатации
электроустановок до 1000 В.
. Общие требования безопасности
.1 К работам по эксплуатации электроустановок до
1000 В (установочных, осветительных, нагревательных приборов, технических
средств обучения и электрических машин) допускаются лица, в возрасте не моложе
18 лет, прошедшие медицинский осмотр, инструктаж по охране труда и имеющие III
квалификационную группу по электробезопасности. Неэлектротехническому персоналу,
эксплуатирующему электроустановки до 1000В, прошедшему инструктаж и проверку
знаний по электробезопасности, присваивается I квалификационная группа допуска
с оформлением в журнале установленной формы с обязательной росписью
проверяющего и проверяемого.
.2 Лица, допущенные к эксплуатации
электроустановок до 1000В, должны соблюдать правила внутреннего трудового
распорядка, установленные режимы труда и отдыха.
.3 При эксплуатации электроустановок до 1000В
возможно воздействие на работающих следующих опасных производственных факторов:
поражение электрическим током при прикосновении
к токоведущим частям;
неисправности изоляции или заземления.
.4 При эксплуатации электроустановок до 1000В
должны использоваться следующие средства индивидуальной защиты: диэлектрические
перчатки, диэлектрический коврик, указатель напряжения, инструмент с
изолированными ручками.
.5 Лица, эксплуатирующие электроустановки до
1000В, обязаны строго соблюдать правила пожарной безопасности, знать место
расположения первичных средств пожаротушения, а также отключающих устройств
(рубильников) для снятия напряжения.
.6 О каждом несчастном случае пострадавший или
очевидец несчастного случая обязан немедленно сообщить администрации
учреждения. При неисправности электроустановки прекратить работу, снять с нее
напряжение и сообщить администрации учреждения.
.7 В процессе эксплуатации электроустановок
персонал должен соблюдать правила использования средств индивидуальной защиты
соблюдать правила личной гигиены содержать в чистоте рабочее место.
.8. Лица, допустившие невыполнение или нарушение
инструкции по охране труда привлекаются к дисциплинарной ответственности в
соответствии с правилами внутреннего распорядка и, при необходимости,
подвергаются внеочередной проверки знаний норм и правил охраны труда.
. Требования безопасности перед началом работы
.1 Проверить отсутствие внешних повреждений
электроустановки, наличие и исправность контрольных, измерительных и сигнальных
приборов, тумблеров переключателей и т.п.
.2 Убедиться в целостности крышек электророзеток
и выключателей, электровилки и подводящего электрокабеля.
.3 Убедиться в наличии и целостности
заземляющего проводника корпуса электроустановки.
.4 Проверить наличие и исправность средств
индивидуальной защиты, отсутствие их внешних повреждений.
. Требования безопасности во время работы
.1 Перед включением электоустановки в
электрическую сеть, при необходимости, встать на диэлектрический коврик (если
покрытие пола выполнено из токопроводящего материала).
.2 Не включать электроустановку в электрическую
сеть мокрыми и влажными руками.
.3 Соблюдать правила эксплуатации
электроустановки, не подвергать ее механическим ударам, не допускать падений.
.4 Не касаться проводов и других токоведущих
частей, находящихся под напряжением, без средств индивидуальной защиты.
.5 Наличие напряжения в сети проверять только
указателем напряжения.
.6 Следить за исправной работой
электроустановки, целостностью изоляции и заземления.
.7 Не разрешается работать на электроустановки в
случае их не исправности, искрения, нарушения изоляции и заземления.
. Требования безопасности в аварийных ситуациях
.1 При появлении неисправности в работе
электроустановки: искрении, нарушении изоляции проводов или обрыве заземления,
прекратить работу и сообщить зав. лабораториями, ответственному начальнику
службы по ОТ. Работу продолжать только после устранения неисправности
электроустановки.
.2 При обнаружении оборванного электрического
провода, свисающего или касающегося пола (земли), не приближаться к нему,
немедленно сообщить администрации техникума, самому оставаться на месте и
предупреждать других людей об опасности.
.3 В случае загорания электроустановки,
немедленно отключить ее от электрической сети, а пламя тушить только песком,
углекислотным или порошковым огнетушителем.
.4 При поражении электрическим током, немедленно
отключить напряжение и при отсутствии дыхания и пульса у пострадавшего сделать
ему искусственное дыхание или провести непрямой (закрытый) массаж сердца до
восстановления дыхания и пульса, сообщить о несчастном случае администрации
техникума, при необходимости отправить пострадавшего в ближайшее лечебное
учреждение.
. Требования безопасности по окончании работы
.1 Отключить электроустановку от электрической
сети. При отключении электророзетки ни дергать за электрический шнур (кабель).
.2 Привести в порядок рабочее место.
.3 Убрать в отведенное место средства
индивидуальной защиты и тщательно вымыть руки с мылом.
Инструкция по охране труда при работе на машине
трения
1. Общие требования по охране труда
1.1 К самостоятельной работе на
машине трения допускаются лица не моложе 18 лет, имеющие соответствующую
квалификацию, прошедшие стажировку, проверку знаний и инструктаж по охране
труда, имеющие группу по электробезопасности I.
1.2 Работающий на машине трения
(далее лаборант), не прошедший инструктаж по охране труда, к работе не
допускается.
.3 Запрещается пользоваться
инструментом, приспособлениями, оборудованием, обращению с которыми лаборант не
обучен.
.4 Лаборант должен соблюдать правила
пожарной безопасности, а также правила внутреннего трудового распорядка.
1.5 Лаборанту запрещается появляться на работе в
состоянии алкогольного, наркотического или токсического опьянения, а также
распивать спиртные напитки, употреблять наркотические средства или токсические
вещества в рабочее время или по месту работы.
1.6 Лаборант должен работать в
спецодежде и в случае необходимости использовать другие средства индивидуальной
защиты: костюм хлопчатобумажный
ли вискозно-лавсановый; ботинки кожаные; рукавицы хлопчатобумажные с
накладками; очки защитные.
.7 Лаборант должен выполнять только
ту работу, которая поручена ему руководителем работ. Во время работы он должен
быть внимательным, не отвлекаться на посторонние дела и разговоры.
.8 Не мыть руки в масле, эмульсии,
керосине и не вытирать их обтирочными материалами.
.9 О замеченных нарушениях
требований безопасности на своем рабочем месте, а также о неисправностях
оборудования, приспособлений, инструмента и средств индивидуальной защиты
лаборант обязан сообщать руководителю работ и не приступать к работе до
устранения замеченных нарушений.
1.10 Лаборант должен уметь оказывать
доврачебную помощь пострадавшему.
1.11 Если несчастный случай
произошел с самим лаборантом, он обязан по возможности сообщить о случившемся
руководителю работ или попросить сделать это кого-либо из окружающих.
.12 За невыполнение требований
инструкции лаборант несет ответственность согласно Правилам внутреннего
трудового распорядка и действующему законодательству.
2. Требования по охране труда перед началом
работы
2.1 Перед началом работы лаборант
обязан:
- надеть спецодежду, убрать волосы, застегнуть
рукава и полы халата;
- получить задание на работу у
руководителя работ. Выполнять работу без получения задания и по просьбе других
лиц запрещается;
- осмотреть и подготовить свое рабочее
место, убрать все лишние предметы, не загромождая при этом проходы.
2.2 Проверить:
- состояние пола на рабочем месте;
- наличие и исправность инструмента,
приспособлений, оборудования и его пусковых устройств. Не работать неисправным
инструментом, приспособлениями, на неисправном оборудовании, а также не
производить самому ремонт;
- наличие и исправность оградительных
и предохранительных устройств;
- заземление и отсутствие оголенных
проводов.
2.3 Надежно закрепить детали на
машине трения.
2.4 Отрегулировать местное освещение
станка.
.5 Подготовить средства
индивидуальной защиты.
.6 Перед включением машины
убедиться, что ее пуск никому не угрожает опасностью.
3. Требования по охране труда при выполнении
работы
3.1 Во время работы лаборант обязан
не касаться вращающихся частей руками.
.2 Не класть детали, инструмент и
другие предметы на машину трения.
3.3 Не пользоваться рукавицами или
перчатками во избежание захвата рук вращающимися частями оборудования.
3.4 Содержать рабочее место в
чистоте и порядке и не загромождать проходы.
3.5 При возникновении вибрации
остановить машину. Принять меры к устранению вибрации.
.6 При работе станка лаборанту
запрещается:
- одевать или снимать спецодежду вблизи работающей
машины трения; работать в легкой обуви;
- пользоваться рукавицами при работе
на машине трения;
- работать без защитных средств.
4. Требования по охране труда по окончании
работы
4.1 Остановить машину.
.2 Убрать исследуемые детали в
отведенное для них место.
.3 Аккуратно сложить готовые детали
и заготовки.
.4 Выключить местное освещение и
отключить рубильник.
.5 Снять спецодежду и убрать в
предназначенное для нее место.
.6 Выполнить правила личной гигиены.
.7 Доложить руководителю работ обо
всех недостатках, замеченных в процессе работы, и о завершении работы.
5. Требования по охране труда в аварийных
ситуациях
5.1 При возникновении ситуаций,
которые могут привести к авариям и несчастным случаям, следует немедленно
остановить работу и сообщить руководителю работ.
.2 Вынести из опасной зоны
легковоспламеняющиеся материалы, отключить электроэнергию.
.3 При появлении запаха гари, дыма
или искры в токоведущих частях немедленно выключить станок, а при загорании
принять меры к ликвидации очага загорания и сообщить руководителю работ.
.4 Лаборант должен знать способы и
приемы оказания первой помощи пострадавшим, знать местонахождение аптечки. При
возникновении аварийной ситуации, приведшей к несчастному случаю, руководитель
работ, обязан принять меры по оказанию пострадавшему доврачебной помощи,
вызвать скорую помощь либо доставить его в медучреждение и сообщить о
случившемся руководителю учреждения (организации) образования.
5.2 Охрана труда при работе с
минеральными маслами
При нормальных условиях
эксплуатации смазочные материалы не представляют особого риска. Однако в случае
их неправильного использования или при авариях они могут представлять угрозу
для здоровья. Большинство смазочных материалов имеют низкий уровень
токсичности, но пользователь может многократно подвергаться их воздействию.
Основные зоны контакта при работе с маслами и смазочными материалами - глаза и
руки. Некоторые процессы могут вызывать масляный туман, который может свободно
проникать в дыхательные пути.
Чтобы снизить и предотвратить
риск возникновения несчастных случаев, необходимо соблюдать следующие меры
предосторожности:
. При контакте с кожей: строго
соблюдайте правила личной и общей гигиены. Чтобы избежать контакта с телом:
используйте маслостойкие перчатки, носите одежду с достаточной степенью защиты,
не носите одежду, пропитанную маслом, нельзя использовать такие растворители,
как нефть и бензин, для удаления масла с кожи, пользуйтесь защитным кремом.
. При вдыхании паров: избегайте
вдыхания масляного тумана и паров. Необходимо установить систему хорошей
вентиляции помещения. Допустимая концентрация для масляных испарений составляет
5 мг/см3, или даже 1 мг/см3, согласно рекомендациям Национального
исследовательского института по безопасности жизнедеятельности.
. При контакте с глазами: если
существует опасность попадания масляных брызг в глаза, рекомендуется носить
защитные очки. В случае попадания масла в глаза промойте глаза водой в течение
15 минут и обратитесь к врачу, если раздражение не проходит.
. При попадании внутрь:
смазочные материалы имеют низкий уровень токсичности при попадании в организм.
В случае попадания внутрь, не вызывайте рвоту, а немедленно обратитесь к врачу.
5. Хранить в оригинальной упаковке, в сухом,
хорошо проветриваемом помещении, вдали от открытого огня и других источников
воспламенения, в месте, защищенном от попадания прямых солнечных лучей.
. Во время хранения, транспортировки и
применения данного продукта необходимо соблюдать меры по защите окружающей
среды и правила техники безопасности при работе с маслами.
.3 Экологическая безопасность при
работе с маслами
1. Общие положения
.1 Отработанное масло (моторное, индустриальное,
трансмиссионное), фильтра отработанные промасленные относится к отходам III
класса (умеренно опасные) опасности. Ветошь промасленная, опилки промасленные
относятся к отходам IV класса опасности (малоопасные).
.2 Отработанные нефтепродукты являются опасными
загрязнителями практически всех компонентов природной среды - поверхностных и
подземных вод, почвенно-растительного покрова, атмосферного воздуха.
Значительный ущерб окружающей среде наносится во время неправильного сбора и
хранения отработанного масла и нефтесодержащих отходов.
.3 Отработанное масло, фильтра отработанные,
ветошь промасленная, опилки промасленные являются пожара и взрывоопасными
отходами, а также легко воспламеняющимися.
. Условия хранения отработанного масла и
маслосодержащих отходов
.1 Первичный сбор отработанного масла должен
осуществляться раздельно от других отходов в специально предназначенные
терметически закрываемые ёмкости.
.2 Ёмкости для сбора и временного хранения
отработанных масел могут находиться как в производственной зоне так и вне её.
Ёмкости обязательно должны иметь маркировку.
.3 В случае если ёмкости устанавливаются на
прилегающей территории, площадка для накопления отработанных масел должна иметь
твёрдое покрытие и навес, исключающий попадание воды и посторонних предметов.
.4 Ёмкости с отработанным маслом должны быть
оборудованы металлическими поддонами. Поддон должен обеспечивать удержание
масла в случае перелива не менее 5% объёма.
.5 Полы в помещениях и под навесами должны быть
покрыты влагонепроницаемыми и маслонепроницаемыми материалами и оборудованы
сточными канавками.
.6 Помещение для хранения отработанного масла
должно быть оборудовано вытяжной вентиляцией.
.7 Площадки и навесы, где хранятся ёмкости с
отработанными маслами, должны быть ограждены.
.8 При хранении ёмкостей с отработанными маслами
необходимо следить за их герметичностью, не допускать случаев загрязнения
отработанными маслами компонентов окружающей среды (пробки бочек необходимо
плотно затягивать).
.9 В местах хранения должны быть вывешены
инструкции о порядке обращения с отработанными маслами и по противопожарному
режиму.
.10 Для ликвидации возможных разливов масла, в
помещении для хранения и на площадках, должен иметься ящик с песком и лопата.
.11 При обнаружении разлива отработанного масла
необходимо:
• прекратить доступ людей к месту разлива;
• место разлива масла обильно засыпать
имеющимися в запасе песком, опилками;
• собрать песок с помощью лопаты в
предназначенную для этого герметичную ёмкость;
• в случае разлива в помещении тщательно вымыть
загрязненный участок мыльной водой;
.12 При работе на эстакаде, обязательно
подставлять поддон под ремонтирующуюся машину, на случай разлива масла или
специального его слива. После работы масло с поддона слить в специальную
емкость, предназначенную для хранения отработанного масла.
.13 При обращении с отработанными маслами
запрещается:
• устанавливать ёмкости с отработанными маслами
вблизи нагретых поверхностей;
• хранить ёмкости с отработанным маслом
совместно с другими материалами и веществами;
• сливать масла в канализацию на почву, водные
объекты;
• привлекать для работ с отработанными маслами
лиц, не прошедших предварительный инструктаж, и лиц моложе 18 лет;
• сжигать отработанное масло на территории
организации [21].
6. Экономическая
эффективность и энергосбережение применения масла с присадкой
.1 Расчет
экономической эффективности применения масла с присадкой
Расчет экономической
эффективности будет рассчитываться исходя из расчета на один автомобиль.
Расход топлива меньше на 10% на
нужды ДВС от всего объема топлива. Время работы автомобиля в режиме «пуск -
стоп» составляет 4% от общего времени эксплуатации. При введении присадки
коэффициент трения уменьшается в 2 раза, т.е. на 50 %. Тогда экономия на расход
топлива для режима «пуск - стоп» за счет снижения коэффициента трения в 2 раза
составит: 0,1×0,04×0,05=0,002
л от общего объема. Исходя из этого, следует, что на 10000 км экономится
20000л, тогда на 100 км экономится 20 л топлива.
При применении присадки смена
масляных фильтров производиться вместе со сменой моторного масла. По
статистике, при применении присадки, можно производить смену моторного масла и
масляных фильтров в 1,5 раза реже. При использовании присадки уменьшается износ
деталей двигателя, что ведет к увеличению срока эксплуатации автомобиля.
Для расчета на сколько масла с
присадками эффективнее с точки зрения затрат на замену масла, масляных фильтров
и экономии топлива приведем расчеты по экономической эффективности применения
масла с присадками (в бел. руб.).
Расчет произведем на
эксплуатацию автомобиля на протяжении 30000 км.
Таблица
23
Исходные данные
|
Показатель
|
Моторное
масло
|
|
Без
присадки
|
С
присадкой
|
|
1
Цена 1 л. моторного масла, Ц, бел руб.
|
41000
|
61000
|
|
2
Объём заправляемого масла на один двигатель, М, л.
|
5
|
5
|
|
3
Пробег автомобиля до смены масла в двигателе, L, км.
|
10000
|
15000
|
|
4
Годовой пробег автомобиля, Lг , км.
|
30000
|
30000
|
|
5
Количество смен масла в двигателе автомобиля за год, Nг , шт.
|
3
|
2
|
При использовании простого
масла необходимо произвести три замены масла, а при использовании масла с
присадкой всего две. Стоимость замены масла при эксплуатации чистого масла Сч:
Сч=3См
(4)
где См - стоимость 5
литров моторного масла, она составляет 41000 бел. руб.
Сч=3∙41000=123000
бел. руб.
Стоимость покупки и замены
масляных фильтров Сф:
Сф=3Сф1
(5)
где Сф1 - стоимость
замены и покупки одного фильтра, которая составляет 26100 бел. руб.
Сф=3∙26100=78300
бел. руб.
Тогда полная стоимость С замены
масла и масляных фильтров будет составлять:
С=Сч+Сф
(6)
С=123000 +78300=201300 бел.
руб.
При применении масла с
присадкой полная стоимость Сп будет рассчитываться по формуле:
Сп=Спжк+Счм+Сфм
(7)
где Спжк - стоимость
масла с присадкой, она составляет 61000 бел. руб., так как замена масла будет
производиться два раза, значит составляет 122000 бел. руб.
Сфм - стоимость
покупки и замены масляных фильтров, как и масла необходимо производить замену
два раза, тогда она составляет 52200.
Сп=122000
+52200=174200 бел. руб.
Помимо смены масла необходимо
учесть расход топлива, который при введении присадки уменьшается на 0,1%.
Значит экономия на топливе Э будет рассчитана по формуле:
Э=0.01∙L∙Q∙Сб/100
(8)
где L
- путь, который должен пройти автомобиль (в нашем случае L=30000
км),
Q
- расход топлива на 100 км, берем среднее значение по городу, оно составляет 10
литров,
Сб - стоимость
одного литра бензина, которая составляет 8000 бел. руб.
Э= 0.01∙30000∙10∙8000/100=240000
бел. руб.
По полученным значениям можно
определить конечную экономию Эк:
Эк=(Сп+Э)-С
(9)
Эк=(174200+240000)-
201300= 2129000 бел. руб.
По полученному значению можно
сделать вывод: что при использовании масла с присадкой достигается значительный
экономический эффект, который получается как за счет в первую очередь экономии
топлива так и уменьшения количества раз замены масла и масляных фильтров.
6.2 Расчет энергосбережения для
масла с присадкой
Транспорт является важнейшим
потребителем жидкого топлива. За последние годы транспортная система претерпела
серьезные количественные и качественные изменения.
Быстрые темпы развития транспорта,
несмотря на определенное повышение его энергетической эффективности,
увеличивают потребности в наиболее квалифицированных и дорогих энергоносителях
- в моторных топливах. Энергосбережение на транспорте
является очень актуальной проблемой в наши дни, особенно если речь идет об
автомобилях, так как ими пользуется огромное количество людей во всём мире. В
этой связи весьма актуальной является политика энергосбережения, проводимая на
всех видах транспорта в целях обеспечения перевозки грузов и пассажиров при
минимальных энергетических затратах [22].
Произведем расчет энергосбережения для масла с
присадкой.
На 100000 км пробега грузового автомобиля в
среднем тратится 20000 л жидкого топлива. Из справочника по физике известно,
что при сгорании 1 л условного топлива затрачиваемая удельная теплота сгорания
составляет 29,308 МДж/кг [23]. Следовательно, при сгорании 20 л топлива
удельная теплота сгорания составит 586160 МДж/кг. В главе 6.1 были рассчитаны и
получены данные, из которых известно, что на 100000 км экономится 20 л жидкого
топлива. Это составляет 0,1% от 20000 л жидкого топлива. Следовательно, для
того, чтобы узнать, сколько экономится энергии на 100000 км, необходимо вычесть
0,1% от общей удельной теплоты сгорания, которая приходится на 20000 л, то есть
от 586160 МДж/кг. Экономия энергии на 100000 км составит 586,16 МДж/кг.
Выводы
1) Коэффициент трения бронзы по стали в
присутствии индустриального масла возрастает с уменьшением отношения времени
динамического контакта к статическому, так как увеличивается число переходов от
полужидкостного к граничному трению и растет вероятность образования мостиков
сварки. Наибольший коэффициент трения достигается при непрерывном трении
скольжения, что связано с повышением температуры и снижением вязкости масла.
) Для периодического и непрерывного режимов
трения, характерен постепенный рост коэффициента трения с увеличением нагрузки.
Это обусловлено увеличением контактного давления, разрушением граничного слоя и
образованием мостиков сварки между выступами, а также повышением температуры на
пятнах контакта, ускоряющей процесс разрушения граничного слоя и,
соответственно, образование большего количества площадок металлического контакта.
) Коэффициент трения с увеличением скорости
возрастает. Это связано с повышением температуры смазочного материала, что
ведет к падению его вязкости.
4)
Увеличение
нормальной
нагрузки
и
скорости скольжения сопровождается повышением
интенсивности изнашивания
вкладыша. Это вызвано ростом
температуры контактируемых
поверхностей, уменьшением
вязкости смазывающего материала и ускорением адгезионного
изнашивания.
5) При непрерывном режиме трения и отсутствии
охлаждения смазочный материал нагревается до более высокой (в 1,5-2 раза)
температуры, чем при периодическом режиме, что является причиной снижения
вязкости масла и более высокой (до 100 раз) интенсивности изнашивания вкладыша.
6) На основании полученных
результатов предложено в масла, работающие в узлах трения с периодическим
режимом эксплуатации, добавлять антискачковую присадку, например, формиаты
маталлов. Последние, разлагаясь при повышенной температуре, образуют на пятнах
контакта пленку металла с низким сопротивлением сдвигу. Показано, что введение
в индустриальное масло формиата алюминия снижает на 40 % коэффициент трения и в
3 раза интенсивность изнашивания.
) Экономическая эффективность от
применения масла с присадкой на 100000 км пробега составляет 20 л. Экономия
энергосбережения от применения масла с присадкой составляет 586,16
МДж/кг на 100000 км пробега.
Список литературы
1. Богданович,
П.Н. Трение, смазка и износ в машинах / П.Н Богданович В.Я. Прушак., С.П.
Богданович - Минск: Технология, 2011. - 527 с.
2. trans-service.org
. Матвеевский,
Р.М. Развитие теории граничной смазки / Р.М. Матвеевский // Трение и износ. -
1990. - Т. 11, №6. - С. 1103-1111.
4. Евдокимов,
В.Д., «Реверсивное движение» М. 1986. 212 с.
5. Гнатченко,
И.И. Автомобильные масла, смазки, присадки: справочник автомобилиста / И.И.
Гнатченко, В.А. Бородин, В.Р. Репников. - СПб; М.: Полигон АСТ, 2000.-360 с.
6. Матвеевский,
Р.М. Противозадираня стойкость смазочных сред при трении в режиме граничной
смазки / Р.М. Матвеевский, И.А. Буяновский, О.В. Лазовская. - М.: Наука, 1978.
- 192 с.
7. Холодилов,
О.В. Совершенствование метода электрофизического зондирования при
диагностировании эксплуатационных свойств масел / О.В.
8. Холодилов
С.В Короткевич, В.В. Кравченко, А.В. Янчилик. // Инженерия поверхностного слоя
деталей машин: сборник материалов II междунар. науч.- практ. конф., Минск,
27-28 мая 2010 г. / БИТУ; редкол.: Б.М. Хрусталев и др. - Минск - 2010, 231-233
9. Короткевич,
С.В. Анализ фрикционных и механических свойств граничных смазочных слоев с
использованием методов электрофизического зондирования: автореф. канд. дис. -
Гомель: ИММС НАНБ. - 2002
10. Кончиц,
В.В. Электропроводность точечного контакта при граничной смазке // Трение и
износ. - 1991 (12), №2, 267-277, №3, 465-475
11. Богданович,
П.Н. Ивахник. Анализ противозидирных и антифрикционных свойств смазочных
материалов / П.Н. Богданович, А.В. Янчилик, А.В. Ивахник // Трение и износ. -
2012 (33), №5.
12. Боуден,
Ф.П. Трение и смазка твердых тел / Ф.П. Боуден, Д. Тейбор; пер. с англ. - М.:
Машиностроение, 1968. - 543 с.
13. Виноградов,
В.Н. Механическое изнашивание сталей и сплавов / В.Н. Виноградов, Г.М. Сорокин.
- М.: Недра, 1996. - 364 с.
. Демкин,
Н.Б. Физические основы трения и износа машин / Н.Б. Демкин. - Калинин: Калинин.
политехн. ун-т, 1981. - 116 с.
. Когаев
В.П. Прочность и износостойкость деталей машин / В.П. Когаев. Ю.Н. Дроздов. -
М.: Высшая школа, 1991. - 319 с.
. Буяновский,
И.А. Граничная смазка: этапы развития трибологии / И.А. Буяновский, И.Г. Фукс,
Т.П. Шабарина. - М.:Нефть и газ, 2002. - 230 с.
17. Крагельский,
И.В. Основы расчетов на трение и износ / И.В. Крагельский, М.Н. Добычин, В.С.
Комбалов. - М.: Машиностроение, 1977. - 528 с.
18. Болгов,
В.А., Балабанов В.Б. Автомобильные присадки и добавки. М. 2008, - 42 с.
19. Кулиев,
А.М. Химия и технология присадок к маслам и топливам / А. М. Кулиев. -
Ленинград: Химия, 1985. - 312 с.
20. Афанасьев
Д.А. Сборник инструкций по обращению с опасными отходами. М. 2008. 66 с.
21. Александров
И.К. Энергосбережение на транспорте. М. 1988. 122 с.
. Кухлинг
Х.В. Справочник по физике. - М: Мир, 1982.
23. Богданович
П.Н., Байдак А.А., Богданович С.П., Богданович С.П., Кухорев Л.П. Композиция
для антифрикционного покрытия. Патент РБ №10206
24. Цырлин
М.И. Основные требования к оформлению пояснительных записок курсовых и
дипломных проектов (работ): учеб.-метод. пособие / М.И. Цырлин; М-во
образования Респ. Беларусь, Белорус. гос. ун-т трансп. - 2-е изд. - Гомель:
БелГУТ, 2007. -31 с.