Оптимизация процесса напыления материала в магнетронной системе распыления
Содержание
1. Задание
2. Краткие теоретические
сведения
. Расчеты
Заключение
Литература
1. Задание
Оптимизировать процесс напыления материала в
магнетронной системе распыления: определить расстояние от поверхности мишени,
на котором можно получить заданную толщину напыляемой пленки с требуемой
неравномерностью при максимально возможной скорости напыления.
Таблица 1. Вариант задания
|
№
варианта
|
Материал
|
Толщина
пленки, мкм
|
Диаметр
пластины, мм
|
Неравно-мерность,
±
%
|
Радиус
распыления, см
|
Ток
разряда, А
|
|
4
|
Cu
|
0,3
|
100
|
3
|
6,5
|
7
|
Примечание: 1. Рабочий газ - Ar.
2. Ширина кольца распыления - 0.5 см.
2. Краткие
теоретические сведения
магнетронный
распыление ионный испаритель
Какой эффект лежит в основе магнетронного
распыления материалов?
Метод магнетронного распыления материалов
является разновидностью ионно-плазменного распыления. Распыление материала в
этих системах происходит за счет бомбардировки поверхности мишени ионами
рабочего газа. Скорость распыления в магнетронной системе в 50¼100
раз выше по сравнению с обычным ионно-плазменным распылением. Высокая скорость
распыления материала в магнетронной системе распыления определяется высокой
плотностью ионного тока на мишень. Высокая плотность ионного тока достигается
за счет локализации плазмы у поверхности мишени с помощью сильного поперечного
магнитного поля.
Из каких основных элементов состоит магнетронная
система распыления?

Рис. 1. Схема магнетронной системы распыления:
- мишень; 2 - магнитная система; 3 - зона распыления;
4 - магнитные силовые линии; 5 - поток распыляемого вещества; 6 - подложка; 7 -
подложкодержатель.
Схема магнетронной системы распыления показана
на рисунке 1. Основными элементами системы являются мишень 1 и магнитная
система 2. Магнитные силовые линии 4 замкнуты между полюсами магнитной системы.
Между мишенью 1 и подложкодержателем 7 прикладывается электрическое поле и
возбуждается аномальный тлеющий разряд.
От чего зависит скорость распыления материала
при ионной бомбардировке?
Замкнутое магнитное поле у поверхности мишени
локализует разряд вблизи этой поверхности. Положительные ионы из плазмы
аномального тлеющего разряда ускоряются электрическим полем и бомбардируют
мишень (катод). Под действием ионной бомбардировки происходит распыление мишени.
Электроны, эмитированные с катода под действием ионной бомбардировки, попадают
в область скрещенных электрического и магнитного полей и оказываются в ловушке.
Траектории движения электронов в ловушке близки к циклоидальным. Эффективность
ионизации и плотность плазмы в этой области значительно увеличивается. Это
приводит к повышению концентрации ионов у поверхности мишени, увеличению
интенсивности ионной бомбардировки мишени и к значительному росту скорости
распыления мишени.
От каких параметров зависит коэффициент
распыления в теории Зигмунда?
Согласно теории Зигмунда для аморфных и
поликристаллических материалов для низких энергий ионов до 1 кэВ коэффициент
распыления определяется следующим выражением:
 , (1)
, (1)
где Ми и Ма - атомные
массы ионов и атомов мишени, г/моль;
Еи - энергия падающих ионов, эВ;
Есуб - энергия сублимации атомов
мишени, эВ;
a - безразмерный параметр, зависящий от Ми/Ма.
Какие допущения делаются при построении модели
кольцевого испарителя?
При построении модели скорости осаждения пленки
путем распыления материала из кольцевого испарителя сделаем следующие
допущения:
распыленные атомы распределяются в пространстве
по закону косинуса;
распыленные атомы не сталкиваются друг с другом
и с атомами рабочего газа;
распыленные атомы осаждаются в точке соударения
с подложкой.
Рис. 2. Геометрическая схема модели
мишень-подложка.
3. Расчеты
Согласно варианту распыляемый материал - титан.
В таблице 3.1 приведены дополнительные характеристики этого материала,
необходимые для расчета кольцевого испарителя.
Таблица 2. Характеристики материала, необходимые
для расчета.
|
Материал
|
Атомный
номер Z
|
Атомная
масса М, г/моль
|
Энергия
сублимации Ес, эВ
|
Плотность
r,
г/см3
|
|
Cu
|
29
|
63.5
|
3.56
|
8.96
|
Для расчета также необходимы характеристики
рабочего газа (аргона):
- Атомный номер иона  = 18;
= 18;
Атомная масса иона  = 40
г/моль;
= 40
г/моль;
Энергия иона  = 350 эВ.
= 350 эВ.
Определяю значение безразмерного
коэффициента  . Для этого
нахожу численное значение отношения атомной массы материала мишени к атомной
массе рабочего газа:
. Для этого
нахожу численное значение отношения атомной массы материала мишени к атомной
массе рабочего газа:
Ма /Мu=1.59,
где Ми и Ма - атомные массы ионов и атомов мишени,
г/моль.
По графику на рис. 3 находим =
0.33, затем находим коэффициент распыления из следующего выражения:

Плотность ионного тока вычисляется по формуле:
 ,
,
Где  - плотность
ионного тока в сечении, перпендикулярном направлению падения ионов, А/см2;
- плотность
ионного тока в сечении, перпендикулярном направлению падения ионов, А/см2;
 - ток разряда, равен 6А (по
условию);
- ток разряда, равен 6А (по
условию);
 - площадь кольца распыления. Она
определяется следующим выражением:
- площадь кольца распыления. Она
определяется следующим выражением:
 =19.633см2.
=19.633см2.
Здесь  - радиус распыления (по условию 5
см),
- радиус распыления (по условию 5
см),  - ширина
кольца распыления (по условию 0.5 см).
- ширина
кольца распыления (по условию 0.5 см).
Таким образом, плотность ионного
тока будет равна: jи=0.337 А/см2
Определим скорость распыления по
формуле:
 3.065×10-5 см/с,
3.065×10-5 см/с,
где е - заряд электрона (1.6х10-19
Кл);А - число Авогадро (6.023х1023 атом/моль).
С помощью программы MathCAD
построим контурный график распределения толщины напыляемой пленки от радиуса
пластины и расстояния до испарителя. Контурный график будем строить для радиуса
пластины чуть больше заданного (r
меняется в диапазоне от минус 5 до плюс 5 см) и для расстояния между пластиной
и испарителем Н от 1 до 16 см.
Первоначально зададим время испарения
 равным 2500
секунд:
равным 2500
секунд:

Рис. 4. Контурный график
распределения толщины напыляемой пленки от радиуса пластины и расстояния до
испарителя при = 2500с.
Из графика на этом рисунке видно,
что наиболее равномерную пленку напыляемого материала на пластине радиусом 50
мм можно получить при расстоянии Н, лежащем в пределах от 3 до 12.5 см.
При этом толщина пленки будет
принимать значения от 0.1 до 0.4 мкм, а требуется получить пленку толщиной 0.3
мкм. Поэтому следует уменьшить время напыления.
Методом подбора определим, что при
времени напыления = 2000с
можно получить пленку заданной толщины.

Рис. 5. Контурный график
распределения толщины напыляемой пленки от радиуса пластины и расстояния до
испарителя при = 2000с.
Выберем расстояние Н равное 5.5 см.
Для него построим двумерный график зависимости толщины напыляемой пленки h от
расстояния от центра пластины r.
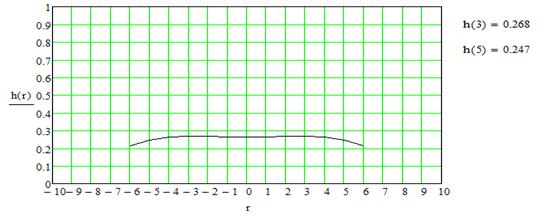
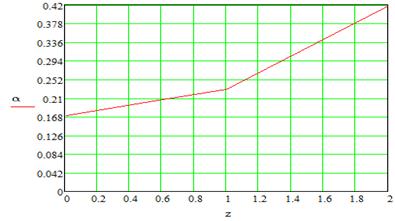
Рис.6. График зависимости толщины напыляемой
пленки h от расстояния от
центра пластины r при Н = 5.5
см.
На графике определим точки, соответствующие максимальной
и минимальной толщине пленки в пределах пластины (-5…5). Максимальное значение
достигается при r равном 3
см, а минимальное - при r
равном 5 см.
Напишем участок программы, выполняющий
вычисление средней толщины пленки и ее неравномерности.

Таким образом, если выбрать время
напыления = 2000 с и
расстояние между пластиной и распылителем Н =5.5 см, то мы получим пленку
толщиной 0.258 мкм с неравномерностью 4.078 %. Необходимо
подогнать величину Н.
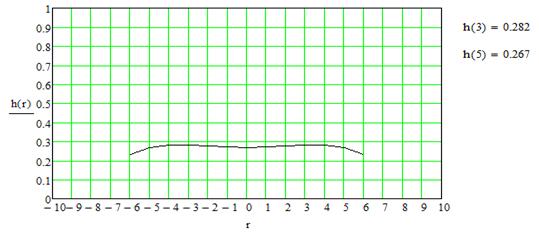
Рис. 7. График зависимости толщины напыляемой
пленки h от расстояния от
центра пластины r при Н = 5.2
см.

Таким образом, если выбрать время
напыления = 2000 с и
расстояние между пластиной и распылителем Н =5.2 см, то мы получим пленку
толщиной 0.274 мкм с неравномерностью 2.732 %.
Заключение
В ходе выполнении данного домашнего задания были
изучены теоретические сведения по вопросу выращивания пленок методом распыления
в магнетронной системе.
В ходе выполнения практической части работы
решалась задача оптимизации процесса напыления металла с помощью программы MathCAD.
Цель оптимизации состояла в достижении заданных характеристик напыляемой
пленки. Заданные характеристики и найденные оптимальные параметры техпроцесса
получения пленки сведены в таблицу 3.
Таблица 3
|
Заданное
значение характеристики (достигнутое значение характеристики)
|
Параметр
достижения заданной характеристики
|
|
Неравномерность
|
3 %
(2.732 %)
|
Расстояние
от мишени до пластины
|
5.2 см
|
|
Толщина
напыляемой пленки
|
0.3
мкм (0.274 мкм)
|
Время
напыления
|
2000 с
|
Даже при незначительном нарушении выполнения
техпроцесса получения пленки (при изменении времени напыления на единицы
секунд), значение толщины и неравномерности пленки останутся в заданных
пределах.
Литература
1.
Андреев
В.В., Столяров А.А. Моделирование технологических процессов микроэлектроники.
Методич. пособие. - КФ МГТУ им. Н.Э. Баумана, 2006. - 44с.
2.
Курносов
А.И., Юдин В.В. Технология производства полупроводниковых приборов и
интегральных микросхем: Учеб. пособие. -2-е изд., перераб. и доп. -М.: Высш.
шк., 1979.
3.
Никоненко
В.А. Математическое моделирование технологических процессов: Моделирование в
среде MathCAD. Практикум / Под ред. Г.Д. Кузнецова. - М: МИСиС, 2001. - 48с.