Учет незавершенного производства на предприятии ОАО 'Красмаш'
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
. АНАЛИТИЧЕСКАЯ ЧАСТЬ
.1 Исследование предметной области
.2 Анализ существующих разработок
. ПРОЕКТНАЯ ЧАСТЬ
.1 Техническое задание
.2 Алгоритм работы
.3 Структура базы данных
.4 Описание экранных форм
.4.1 Экранная форма «Перечень ДСЕ. Интерфейс цеха»
.4.2 Интерфейс диспетчера
.4.3 Интерфейс планово-экономического отдела
.5 Порядок работы с модулем АСУТПП
.5.1 Инструкции диспетчера
.5.2 Порядок работы цеха-сдатчика (цеха-получателя)
.5.3 Формирование отчетов
ЗАКЛЮЧЕНИЕ
СПИСОК СОКРАЩЕНИЙ
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
ПРИЛОЖЕНИЯ
ВВЕДЕНИЕ
Темой выпускной квалификационной работы является разработка и внедрение
модуля планирования и учета незавершенного производства на предприятии ОАО
«Красмаш». Основной деятельностью предприятия ОАО «Красмаш» является
производство баллистических ракет для подводных лодок, а также производство
базового разгонного блока для ракетоносителей «Зенит» и «Протон», производство
теплообменной аппаратуры и сепараторов, котлового и емкостного оборудования,
нестандартного оборудования, ростовых установок для выращивания кристаллов
поликремния и др.
Незавершенным производством называется частично готовая продукция, не
прошедшая предусмотренный технологией полный цикл производства, необходимый,
чтобы продукцию можно было отправить заказчику, поставить на рынок для продажи,
отгрузить на склад готовой продукции.
Актуальность данной темы заключается в том, что одной из основных
отличительных особенностей современного машиностроительного производства
является организация и управление производством в соответствии с условиями
заказов, для которых характерны: большая номенклатура, малое количество изделий
в заказе, жёсткие требования к календарным срокам выполнения заказов. Для
соблюдения календарных сроков необходимо отслеживание состояния каждой из
деталей, находящихся в производстве.
Для выполнения данных требований, а также многих других необходимо
наличие единого информационного пространства предприятия.
Целью выполнения дипломной работы является создание модуля автоматизированной
системы управления технологической подготовки производства, который позволит
сократить время на устранение разногласий между цехами по срокам предоставления
деталей или сборочных единиц и покупных комплектующих изделий, создаст
возможность отслеживания состояния ДСЕ, находящихся в производстве, а так же
обеспечит оперативное получение информации для принятия управленческих решений.
1. АНАЛИТИЧЕСКАЯ ЧАСТЬ
1.1 Исследование предметной области
Технологическая подготовка производства представляет собой систему
мероприятий, обеспечивающих полную готовность предприятия к производству
изделий высокого качества в соответствии с заданными технико-экономическими
показателями, что, как правило, реализуется на технологическом оборудовании,
имеющим высокий технический уровень, обеспечивающим минимальные трудовые и
материальные затраты.
Технологическая подготовка производства (ТПП) включает:
· обеспечение технологичности изделия (включая технологичность
конструкции изделия и технологичность выполнения работ при его изготовлении,
эксплуатации и ремонте);
· разработку и внедрение технологических процессов
(механообработки, сборки, штамповки, литья, термообработки и др.) для
изготовления деталей и узлов изделия;
· проектирование и изготовление необходимого нестандартного
оборудования и средств технологического оснащения (приспособлений, пресс-форм,
штампов, специального режущего и мерительного инструмента);
· управление процессами ТПП.
Целью ТПП является создание проекта технологического процесса, его
технического обеспечения на основе проекта изделия. Информация, полученная на
этом этапе, должна отвечать на вопрос: как нужно изготавливать изделие, чтобы
оптимизировать технико-экономические показатели деятельности предприятия, его
выпускающего. Эта информация создает базис нормативно-технических данных,
необходимых для организации управления предприятием. Поэтому от качества
информации, полученной на данном этапе и отраженной в технологической
документации, в значительной степени зависят эффективность производства и качество
продукции.
Проект технологического процесса разрабатывается как компромисс между
требованиями конструкции изделия и возможностями производства. Поэтому уже на
начальных стадиях разработки проекта необходимо вести отработку его на
технологичность, возможность реализации в конкретных производственных условиях.
Технологическое оборудование и способы его использования на производстве
являются наиболее динамичными компонентами, подверженными быстрым изменениям.
Поэтому решения, принимаемые при проектировании технологического процесса,
должны не только отражать специфику спроектированной конструкции прибора, но и
прогнозировать производственно-технологические условия на производстве.
Автоматизация технологических процессов на базе программно-управляемого
от ЭВМ технологического оборудования ставит перед проектировщиками
технологических процессов новую задачу - разработку соответствующих управляющих
программ для такого оборудования, воплощающих в себе результаты проектирования,
как самого изделия, так и технологической подготовки его производства.
Объем решаемых задач и специфика проектирования технологических процессов
определяют большую трудоемкость и длительные сроки проведения проектных работ
на предприятии. Для повышения эффективности проектных работ - снижения
стоимости и сокращения времени проектирования - необходима автоматизация
технологического проектирования на базе ЭВМ.
АСТПП - совокупность технических средств и методов автоматизированного
проектирования и реализации технологической системы, обеспечивающих возможность
производства летательных аппаратов и других изделий с заданным уровнем качества
и в заданных количествах с наименьшими затратами ресурсов в конкретных условиях
производства с учётом отраслевой системы технологической подготовки производства.
С появлением широкодоступных персональных компьютеров и рабочих станций
стали возможными: обеспечение каждого пользователя индивидуальным
автоматизированным рабочим местом; организация вычислительных сетей; работа в
интерактивном графическом режиме; электронный обмен данными; организация единых
централизованных и распределенных баз данных; решение задач, требующих больших
вычислительных ресурсов. Все эти возможности существенно повлияли на методы
создания АСТПП, но, несмотря на это, многие основополагающие принципы
построения АСТПП не потеряли своего значения. К ним относятся следующие
принципы:
. Принцип системного единства. Элементы АСТПП должны
разрабатываться как части единого целого, где функционирование элементов
подчинено общей цели. Кроме того, должна обеспечиваться интеграция АСТПП с
автоматизированной системой управления производством (АСУП).
. Принцип декомпозиции. Разделение АСТПП на составляющие
(подсистемы) должно быть выполнено по наиболее слабым организационным и
информационным связям. Правильная декомпозиция уменьшает сложность системы и
облегчает условия ее эксплуатации.
. Принцип модульности. Все компоненты АСТПП должны представлять
собой логически независимые модули, которые могут использоваться как в
автономном, так и в комплексном режиме.
. Принцип совместимости. Все компоненты АСТПП должны обеспечивать
возможность их совместного функционирования. Это требует их организационной,
информационной и программной совместимости.
. Принцип открытости. На этапе создания АСТПП невозможно предусмотреть
все нюансы и перспективы дальнейшего развития производства. Поэтому АСТПП
должна быть открыта для модернизации и включения в нее новых решений.
. Принцип стандартизации. В АСТПП должно быть использовано
максимальное число унифицированных, типовых и стандартных решений. Это
уменьшает затраты на создание АСТПП, повышает надежность ее функционирования.
. Принцип эргономичности. Так как АСТПП является человеко-машинной
системой, следует предусматривать удобство работы ее пользователей (правильное
разделение функций, удобство и простоту интерфейсов, учет психологических
факторов и др.).
. Принцип ориентации на новые достижения. При создании АСТПП
должны использоваться последние научно-технические достижения в области методов
построения АСТПП, в области методов и средств технологической подготовки
производства, а также в области организации производства.
В своей работе АСТПП осуществляет хранение и обработку информации об
изделии на протяжении всего времени его жизненного цикла, а также обеспечивает
управление этой информацией. К видам информации, используемой в АСТПП,
относятся:
· информация о деталях и сборочных единицах изделия;
· информация о технологических процессах изготовления изделия;
· информация об используемых средствах технологического
оснащения;
· нормативно-справочная информация;
· планово-учетная информация.
Все эти виды информации должны быть организованы в виде единой
структурированной информационной модели, доступной для работы всем специалистам
ТПП. Иными словами, должно быть организовано единое информационное пространство
ТПП, которое позволяет:
· принимать и хранить проект изделия в электронном виде;
· эффективно отслеживать текущее состояние ТПП изделия;
· организовывать быстрый авторизованный просмотр всех моделей и
документов;
· обеспечивать оперативный обмен информацией между
пользователями АСТПП;
· обеспечивать информационную согласованность работы всех
подсистем АСТПП;
· поддерживать открытость АСТПП, удобство адаптации к
меняющимся условиям производства;
· обеспечивать информационный обмен с автоматизированной
системой управления производством (АСУП).
Очевидно, что эти требования к единому информационному пространству могут
быть выполнены только в том случае, если процессы конструкторского и
технологического проектирования в ТПП автоматизированы. При этом проектная
информация поступает в информационное пространство автоматически и становится
доступной всем пользователям АСТПП в соответствии с имеющимися у них правами
доступа.
После того как на предприятии принято решение о создании АСТПП,
выполняется этап предпроектного обследования предприятия. По результатам
обследования составляется техническое задание на разработку АСТПП. В нем
оговариваются функции создаваемой АСТПП, ее базовые технические характеристики,
стратегия и график выполнения работ, предполагаемые затраты, перечень систем
автоматизации проектирования и систем управления подготовкой производства,
выбранных для использования в АСТПП.
Процесс создания АСТПП не может быть оторван от других мероприятий по
техническому перевооружению производства. Если предприятие использует
устаревшие технологии и оборудование, трудно ожидать большого эффекта от
процессов компьютеризации. Поэтому руководство предприятия должно быть готово к
затратам на (пусть постепенное) приобретение современного оборудования. К
такому оборудованию относятся:
· станки с числовым программным управлением (ЧПУ);
· контрольно-измерительные машины;
· новые термопластавтоматы;
· установки для быстрого прототипирования изделий (получение
физических образцов по компьютерным моделям).
Значительные затраты потребуются на освоение и внедрение современных
высокоэффективных технологий, которое включает:
· широкую унификацию и типизацию элементов технологического
проектирования;
· оптимизацию применительно к конкретным условиям
производственно-технологических решений;
· рационализацию документации и документооборота;
· совершенствование и повышение уровня стандартизации элементов
и процессов технологической подготовки производства;
· рациональную механизацию и автоматизацию объектов и процессов
при проектировании.
Функционирование задач технологической подготовки производства включает в
себя:
· предварительное технологическое проектирование;
· укрупненное технологическое проектирование;
· рабочее технологическое проектирование.
Исходной информацией для проведения этих работ являются:
· технические условия к техническому заданию;
· характеристики изделий;
· основные направления технологии в целом и по отдельным
операциям (заготовки, обработки, сборки);
· основные направления по проектированию технологического
оснащения;
· степень механизации и автоматизации производственных
процессов;
· чертежи объектов производства;
· состав и краткая характеристика цехов;
· технологические разработки по изготовлению опытных образцов
изделия;
· типовые техпроцессы, нормативы расхода материалов.
На стадии предварительного технологического проектирования решаются такие
задачи:
· разработка перечня деталей, агрегатов, узлов, покупных
изделий и полуфабрикатов, входящих в проектируемый объект;
· разработка графика проектирования и изготовления специальной
оснастки;
· расчет нормы расхода материалов;
· предварительное нормирование изготовления деталей, узлов,
изделий;
· расчет загрузки цехов и необходимых мощностей.
Выходными технологическими документами на этом этапе является
конструкторско-технологическая спецификация - перечень деталей и узлов изделия
с указанием для каждой детали межцехового маршрута, нормы материала, размера
партии запуска, длительности цикла обработки или сборки в каждом цехе.
На стадии укрупненного технологического проектирования решаются следующие
задачи:
· проектирование укрупненных маршрутных технологий;
· проектирование заготовок;
· проектирование карт сборки;
· укрупненное нормирование обработки;
· разработка типовых технологических документов;
· уточнение загрузки оборудования и расхода материалов;
· проектирование конструкций и технологий изготовления
оснастки.
Выходными технологическими документами укрупненного технологического
проектирования являются:
· маршрутная технологическая карта;
· схемы сборки изделий;
· расчет производственных площадей;
· чертежи оснащения и технические карты его изготовления;
· перечень необходимой специальной измерительной аппаратуры.
На стадии рабочего технологического проектирования решаются такие задачи:
· проектирование операционных технологий;
· расчет режимов обработки;
· нормирование;
· расценки;
· применение групповых методов обработки.
Выходными технологическими документами этого этапа являются:
· конструкторские операционные технические карты с эскизами;
· технологические инструкции;
· карты контроля;
· технические условия на приемку операций и средств контроля.
В целом в технологическую подготовку производства входят такие операции:
· технологическая отработка конструкции изделия;
· проектирование и внедрение в производство технологических
процессов изготовления, сборки, технического контроля качества деталей, узлов,
агрегатов и изделий;
· проектирование, изготовление и отладка средств механизации и
автоматизации производства;
· разработка прогрессивных методов, режимов обработки и норм
времени на выполнение спроектированных технологических процессов;
· проектирование и внедрение передовых норм организации
производства, автоматизированных систем управления технологическим процессом.
Следовательно, системы автоматизированного проектирования технологии
должны действовать в условиях большого разнообразия заданий на проектирование
производственных ситуаций. Без автоматизации проектирования технологии в
настоящее время не может эффективно работать ни автоматизированный участок, ни
тем более гибкая производственная система. Автоматизация технологической
подготовки производства является необходимым условием комплексной автоматизации
производства и его эффективного функционирования. Использование ЭВМ в решении
задач проектирования стало возможно в результате применения научных основ
технологии и математического аппарата. Специфика проектирования
автоматизированных комплексов заключается в том, что она объединяет два
направления проектирования: проектирование технологических процессов и
разработку автоматизированных систем управления технологическими процессами.
Это необходимо учитывать при создании методики проектирования и оптимизации
технологического процесса.
В составе АСТПП выделяют три подсистемы в соответствии с тремя внешними
функциями:
. Автоматизированную систему управления технологической
подготовкой производства (АСУТПП);
. Систему автоматизированного технологического проектирования
(САПР-Т);
. Гибкое автоматизированное производство автоматизированных
технологических комплексов (ГАП АТК).
АСУТПП является координирующей подсистемой и решает задачи планирования,
учёта, контроля и регулирования всех подсистем АСТПП. Она согласовывает
функционирование АСТПП в составе предприятия для достижения целей, определённых
ей автоматизированной системой управления производством (АСУП).
.2 Анализ существующих разработок
Решение задач планирования и учета на машиностроительном предприятии
требует наличия в автоматизированной системе информации о составе изделия и
технологии его изготовления. Именно для ведения этой информации и формирования
на ее основе документов планирования закупок материалов, покупных и
комплектующих изделий (ПКИ), формирования цеховых подетальных планов
производства и оперативного контроля исполнения производственных планов
предназначен модуль АСУ ТПП. Рассмотрим несколько систем выполняющих частично
поставленные задачи.
Компания
SAP занимается разработкой автоматизированных систем
управления внутренними процессами предприятия, такими как: бухгалтерский учет
<#"561936.files/image001.jpg">
Рисунок 1: Формирование потребностей или расхода ресурсов.
Документы расхода материалов ведутся в разделе «Потребности и акты
расхода производства изделий». Раздел является документарным регистром,
вызывается из меню «Документы» и имеет следующую структуру:
Заголовок
· Расход материальных ресурсов
· Трудозатраты
· Загрузка оборудования
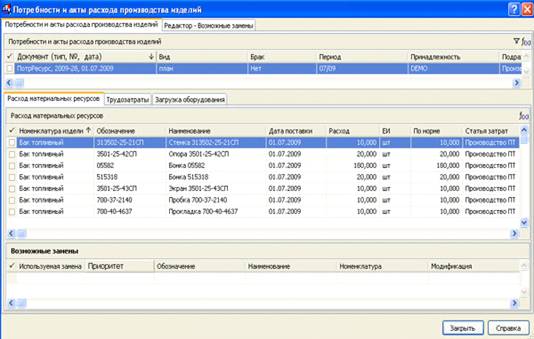
Рисунок 2: Окно «потребности и акты расхода производства изделий».
На основании рассчитанной потребности в материальных ресурсах формируются
заказы подразделений, использующиеся в модуле Управление закупками складом
реализацией, как документы основания для закупки материалов и ПКИ и отпуска
материалов и ПКИ в производство.
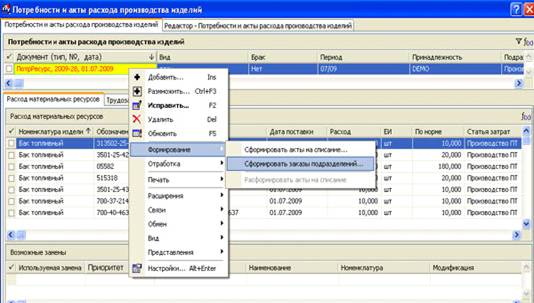
Рисунок 3: Меню формирование заказов подразделений.
Расчет цеховых планов выполняется функцией «Сформировать планы
подразделений». Расчет производится на основании данных спецификаций, данных о
производственных циклах изготовления деталей и сборочных единиц (ДСЕ) и
маршрутных карт.
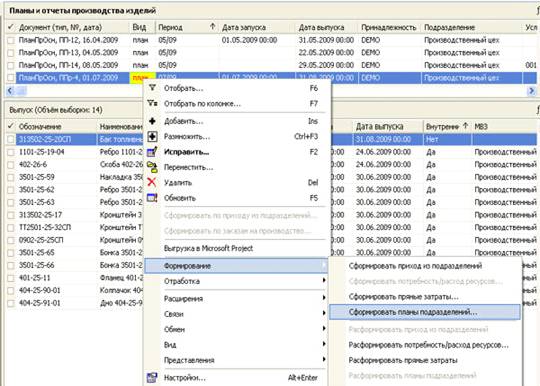
Рисунок 4: Расчет цеховых планов.
В результате расчета формируются планы цехов и сетевой график
запуска/выпуска СЕ, который выгружается в Microsoft Project.
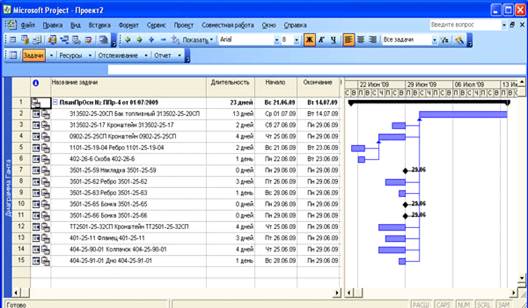
Рисунок 5: План цехов и сетевой график.
Для оперативного контроля исполнения планов производства в Системе
реализован функционал формирования документа «Маршрутный лист» и контроля
исполнения операций маршрутного листа. Маршрутные листы формируются из планов
производства функцией «Сформировать маршрутный лист».
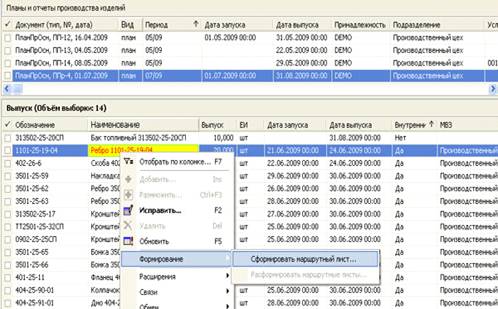
Рисунок 6: Раздел «маршрутные листы»
Маршрутные листы ведутся в разделе «Маршрутные листы». Раздел является
документарным регистром, вызывается из меню «Документы».
Заголовок маршрутного листа содержит данные о нормативном и фактическом
расходе основного материала, а спецификация маршрутного листа - нормативную и
фактическую пооперационную трудоемкость.
Для контроля движения партий ДСЕ в производстве реализован в Системе
функционал формирования и считывания штрих-кодов маршрутных листов и операций в
маршрутном листе.
Из маршрутного листа могут быть сформированы следующие документы: приход
ДСЕ из подразделения на склад готовых деталей, маршрутный лист на «отрыв от
партии» и акт о браке.
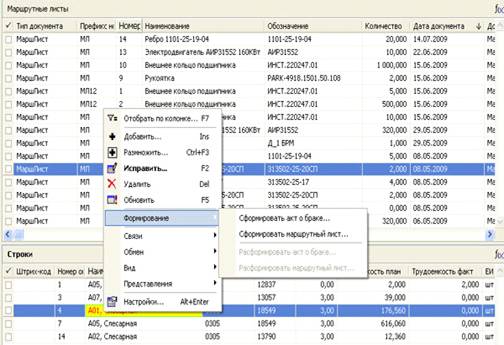
Рисунок 7: Формирование документов с маршрутного листа
На основании данных о фактическом исполнении операций маршрутного листа
формируются данные нарядов сменных заданий, используемых в модуле «Расчет
заработной платы».
Комплекс модулей Системы ПАРУС-Предприятие 8 создает единое
информационное пространство предприятия под управлением СУБД ORACLE, в которое
включены системы САПР либо через механизмы синхронизации данных, либо через
инструменты импорта/экспорта. Модуль решает задачи:
· Интеграции учетной системы и САПР;
· Формирования потребности в материалах и ПКИ на план
производства и передачи потребности как документа плановой потребности в
учетную систему;
· Расчета плановой себестоимости изделий;
· Формирования цеховых производственных планов;
Оперативного учета движения ДСЕ в производстве и передачу в учетную
систему документов о фактических затратах, в части материалов, ПКИ и сдельной
заработной платы.ERP - интегрированная система управления предприятием.
Система Alfa
содержит: интегрированную систему управления ресурсами (ERP), управление
производством (MES), персоналом (HRM), логистикой и цепочками поставок (SCM),
основными фондами и ремонтами (EAM), финансовое управление и контроллинг. В
области производственного планирования решение «Система Alfa/Управление
производством» призвано реализовать следующие ключевые задачи в области
планирования:
· подготовка долгосрочных, среднесрочных и краткосрочных производственных
планов предприятия;
· размещение производственных заказов и планирование их
исполнения;
· расчет потребностей в ресурсном обеспечении производства на
основании планов производства;
· оптимизация партий запуска с учетом различных критериев;
· формирование оперативных графиков производства и графиков
ресурсного обеспечения;
· анализ отклонений и корректировки планов производства.
Основные
возможности:
1. Возможность реализации различных методов планирования и
управления производством - позаказного, поточного, попередельного.
2. Возможность назначения в качестве объекта планирования
произвольной учетно-плановой единицы (УПЕ) - изделия, продукта, проекта,
процесса, заказа и.т.д.
. Группировка УПЕ в соответствии с приоритетами их исполнения и
различными признаками.
. Формирование спецификаций УПЕ на основании договорных
обязательств с покупателями, внутренних заявок, условий межпроизводственной
кооперации.
. Возможность прогнозирования сроков исполнения УПЕ. Построение
циклограмм изготовления.
. Возможность агрегирования УПЕ в целях оптимизации планирования.
. Формирование производственного плана на основании плана продаж,
производственных заказов, прогнозов.
. Формирование производственного плана по рабочим центрам и расчет
технологических заделов.
. Формирование и анализ потребности в обеспечении
производственного плана ресурсами с учетом планового наличия производственных
мощностей.
. Формирование и анализ оперативных графиков производства и
графиков обеспечения.
. Формирование дефицитной потребности сырья и материалов, прочих
ресурсов.
. Формирование заявок на обеспечение материальными ресурсами.
«Система Alfa/Управление производством» позволяет осуществлять
многоуровневое производственное планирование с применением различных технологий
и методов, начиная от объемно-календарного планирования на уровне предприятия,
синхронизирующего работу каждого подразделения, и заканчивая внутрицеховым
оперативно-календарным планированием производства, регулирующим
производственный процесс внутри каждого участка подразделений предприятия.
Общие подходы
Подсистема настраивается для работы с системами планирования различной
степени централизации (централизованной и децентрализованной). В зависимости от
принятых в качестве объекта планирования учетно-плановых единиц решение
позволяет осуществлять планирования различных типов (комплектно-узловое,
комплектно-цикловое, групповое, машинокомплектное, условно-комплектное,
сутко-комплектное, комплектно-позаказное, подетальное и др.).
Производственные
заказы
Производственный заказ в разрезе номенклатуры является основной единицей
планирования на верхнем уровне для любого из методов производственного
планирования. Производственные заказы различаются системой по типам и видам.
Производственные заказы непосредственно связаны с производственной программой
предприятия и содержат всю необходимую информацию о количестве запланированных
к производству изделий, плановых сроках изготовления, реквизитах заказчика и
ссылку на договор или контракт. Для автоматизации процесса оформления заказа в
системе предусмотрена возможность использования настроенных шаблонов с
различными наборами дополнительных атрибутов и характеристик.
Возможность типизации производственных заказов позволяет, например,
реализовать предварительный обсчет исполнимости проекта договора, примерно
оценить срок изготовления, необходимые трудовые и материальные ресурсы. Такой
анализ, во-первых, позволяет руководству предприятия оперативно принимать
решения о целесообразности заключения конкретного договора (исполнения
внутренней заявки), во-вторых, дает объективную базу для оценки его сроков и
стоимости.
Производственная
спецификация
Основным объектом Решения, определяющим конкретный конструкторский состав
изготавливаемого изделия и технологический процесс для всех его элементов,
является Производственная спецификация. Это ключевой элемент процесса
подготовки изделий к запуску в производство, в т.ч. предварительной оценки
исполнимости конкретного производственного заказа. Производственная
спецификация содержит в себе агрегированные данные о каждой планируемой
позиции, ее входимости или развернутости в соответствии с ведомостями состава
изделий, сборок и комплектующих.
Процедура размещения производственных заказов предусматривает создание
производственных спецификаций, которые, в свою очередь, позволяют получить
развернутую структуру указанных в заказе изделий в пересчете на количество,
указанное в заказе. При их формировании происходит пересчет полной потребности
в комплектации - от узлов и сборочных единиц до деталей и материалов с учетом
производимых и закупаемых позиций. На этом же этапе к элементам спецификации
подбираются карты технологическим маршрутов или определяется их дефицит.
Алгоритм подбора технологических карт может корректироваться в зависимости от
потребностей предприятия и учитывать различные дополнительные факторы
(например, такие как типовые цеха -изготовители). При этом всегда существует
возможность вручную изменить подобранные технологические карты или оформить
заявку на разработку соответствующей технологической документации.
Типизация производственных спецификаций позволяет использовать их и как
документы для фактического запуска в производство, и как плановые документы,
предназначенные для предварительного анализа сроков и обеспеченности ресурсами
того или иного производственного заказа.
Циклограмма
изготовления
Для предварительной оценки и анализа сроков исполнения заказа,
включенного в производственную спецификацию, используются автоматически
формируемые циклограммы изготовления. Циклограмма показывает требуемое
количество элементов для комплектации и длительность их изготовления или
поставки для данной производственной спецификации. Расчет сроков изготовления
осуществляется на основании подобранных карт технологических процессов с учетом
требуемого количества изделий. После того как спецификация уже запущена в
производство, на циклограмме отражается фактически изготовленное количество для
каждой позиции, что позволяет визуально определить уровень ее готовности.
Наиболее актуален подобный механизм для позаказного, мелкосерийного и опытного
производств, когда управление и контроль осуществляется на уровне конкретных
заказов.
Номенклатурный
план производства
Множество утвержденных и подготовленных к запуску производственных
спецификаций формирует номенклатурный план производства. Он фиксирует на
согласованный период времени количественный состав запланированных к
изготовлению изделий, сборок, деталей и общий порядок их изготовления
(технологию, выпускающие цеха и т.д.). Количественно-временные показатели
номенклатурного плана производства в разрезе подразделений являются основанием
для расчета оперативного графика производства для каждого подразделения.
Номенклатурный план производства может корректироваться при изменении заказов,
их снятии с производства или добавлении новых. Номенклатурный план является
основой для сводного анализа потребности в производственных ресурсах,
рассчитанной на основе утвержденных производственных спецификаций. Для этого
используются такие объекты Решения как циклограмма изготовления, сводные отчеты
по обеспеченности производства конструкторско-технологической документацией,
материальному обеспечению, анализу трудозатрат и ряду других показателей.
Анализ
потребности в материалах и комплектующих
Расчет точной потребности в материалах и комплектующих производится
автоматически на основании входимости элементов в производственную
спецификацию. На данном этапе формирование потребности в материалах и
комплектующих производится без учета наличия этих элементов в свободном
количестве на складах предприятия, в производственных подразделениях, а также
снятых с производства заказах, находящихся в НЗП. Данный отчет предоставляет
возможность оценить т.н. брутто-потребность для исполнения производственных
заказов, размещенных в производственной спецификации.
Оперативное
планирование
Оперативное планирование производства выполняется для текущего периода на
основании данных номенклатурного плана (утвержденных производственных
спецификаций), информации о состоянии комплектации производственных партий
ресурсами с учетом данных об отклонениях предыдущего периода. Конечной целью
планирования является формирование таких графиков производства, которые бы
устанавливали оптимальное закрепление номенклатуры обрабатываемых деталей или
операций за каждым рабочим центром или группой рабочих центров и обеспечивали
минимальные затраты времени. Объектом планирования являются производственные
партии. Изначально они формируются для каждой позиции производственной
спецификации, однако, в ходе работы алгоритмов планирования состав партий может
измениться. Их размеры и структура в значительной степени зависят от условий
конкретного производства. Часть из них может быть объединена в несколько
крупных партий запуска, имеющих одинаковые технологии и маршруты изготовления,
другие, наоборот, будут разбиты на более мелкие составляющие. Результатом
планирования является оперативный график производства на текущий период,
который отражает прохождение производственных партий через рабочие центры с
необходимым уровнем детализации.
График
обеспечения ресурсами
Полная потребность в обеспечении выполнения производственных графиков с
указанием календарных сроков представлена в графике обеспечения производства,
который формируется вместе с оперативным графиком производства, и может быть
пересчитан по мере запуска процедуры размещения (или корректировки) УПЕ в
производстве. Потребность в комплектации и обеспечении производства является
одним из источников информации для формирования дефицитной потребности и заявки
на обеспечение для служб снабжения.
модуль планирование учет управленческий
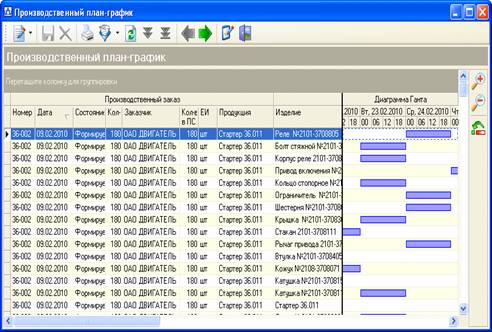
Рисунок 8: План производства в системе Alfa.
2. ПРОЕКТНАЯ ЧАСТЬ
2.1 Техническое задание
Модуль АСУТПП предназначен для решения следующих задач:
· Оперативный учет изготовления ДСЕ, ПКИ, материалов, сдаточных
накладных, оперативных распоряжений цехов, взятых на контроль центральным
диспетчерским пунктом (по позициям с несогласованным сроком);
· Электронный документооборот между цехами и отделами;
· Контроль выполнения сроков предоставления ДСЕ, материалов по
цехам/заказам;
· Получение отчетных форм.
Данный модуль предназначен для достижения следующих целей:
· Сокращение времени на оповещение подразделений о сроках
предоставления ДСЕ, материалов;
· Сокращение времени на устранение разногласий по срокам
предоставления ДСЕ, материалов;
· Сокращение времени реагирования на срывы сроков изготовления
ДСЕ;
· Оперативное получение информации для принятия управленческих
решений;
· Анализ исполнения сроков на предоставление ДСЕ, материалов,
контролируемых центральным диспетчерским пунктом.
На рисунке 10 изображена структурная схема предприятия. Модуль
применяется во всех цехах участвующих в производстве, центральном диспетчерском
пункте и используется планово-экономическим отделом.
Рисунок
9: Укрупненная структурная схема уровней применения модуля АСУТПП.
Входные
данные:
· перечень ДСЕ, ПКИ, материалов цехов, требующих оперативного
контроля по срокам изготовления и предоставления;
· сдаточная накладная ОП-79;
· рапорт о получении/сдаче деталей цехом;
· оперативное распоряжение на выполнение работ по изготовлению
ДСЕ другим подразделением.
Выходные данные:
· информация о календарных сроках и количестве изготовления
деталей;
· отчетные формы
2.2 Алгоритм работы
Алгоритм работы модуля АСУТПП представим в виде трех блоков:
- Согласование сроков поставки ДСЕ, материалов
- Ввод документов
- Контроль сроков поставки ДСЕ, материалов.
Рассмотрим каждый из этих блоков.
Согласование сроков ДСЕ, материалов
1. Цех - получатель вводит перечень ДСЕ с указанием:
· заказа (из справочника заказов АСУТПП),
· обозначения ДСЕ (из справочника номенклатуры АСУТПП),
· цеха-сдатчика,
· количества,
· даты сдачи
и отправляет данный перечень сдатчику, нажатием кнопки «Отправить».
. Программно осуществляется сравнение план/остатка с количеством в
перечне. Если количество в сумме с остатком не превышает план на год, то
перечень отправляется на согласование сдатчику. Если количество в сумме с
остатком превышает план на год, то строка с ДСЕ из перечня отправляется в отдел
№124 (Планово-экономический отдел) для принятия решения об изготовлении данной
ДСЕ. При положительном решении отдела №124 строка попадает в перечень на
согласование сроков цеху - сдатчику, в противном случае - строка не попадает в
перечень, об этом сообщается цеху.
. Цех - сдатчик получает перечень ДСЕ и согласовывает дату сдачи.
Если цех-сдатчик согласен с датой сдачи цеха-получателя, то он принимает эту
дату и строки с ДСЕ попадают в «Перечень ДСЕ на контроле ЦДП».
Рисунок 10: Согласование сроков ДСЕ, материалов
Если же цех-сдатчик не согласен с датой, то он ставит свою дату сдачи и
отправляет цеху-получателю на согласование.
. Цех-получатель получает несогласованный перечень. Если получатель
согласен с датой цеха-сдатчика, тогда он принимает эту дату и строка попадает в
«Перечень ДСЕ на контроле ЦДП». Если цех-получатель не согласен с датой
цеха-сдатчика, то он ставит новую дату сдачи (либо прежнюю) и отправляет
цеху-сдатчику на согласование.
5. Цех-сдатчик получает несогласованный перечень. Если он
соглашается с датой цеха-получателя, тогда строка попадает в «Перечень ДСЕ на
контроле ЦДП». Если же сдатчик не согласен с датой, тогда перечень отправляется
главному диспетчеру (либо начальнику производства) в «Рапорт несогласованных
сроков».
. Главный диспетчер (либо начальник производства) вводит
окончательную дату сдачи, и строка попадает в «Перечень ДСЕ на контроле ЦДП».
Ввод документов
. Для закрытия ДСЕ из перечня, необходимо ввести сдаточную накладную.
Цех-сдатчик вводит сдаточную. При необходимости сдаточную можно распечатать в
установленной форме ОП-79, а также сформировать «Рапорт о получении/сдаче
деталей цехом».
. Цех-получатель подтверждает получение деталей в сдаточной
цеха-сдатчика. При необходимости сдаточную можно распечатать в установленной
форме ОП-79, а также сформировать «Рапорт о получении/сдаче деталей цехом».
3. Если сданы не все детали по строке из перечня, тогда строка с
ДСЕ так и остается не закрытой в «Перечне ДСЕ на контроле ЦДП» с количеством,
из которого вычтено количество по сдаточной, подтвержденной цехом-получателем.
Если же сданы все детали, то строка с ДСЕ закрывается в «Перечне ДСЕ на
контроле ЦДП».
Рисунок
11: Ввод документов
4. Также цех-сдатчик может ввести оперативное распоряжение. Если автор
распоряжения также является цехом-получателем в данном распоряжении, тогда
создается строка в перечне:
· цех-сдатчик - цех, которому передается работа,
· цех-получатель - автор распоряжения.
Если автор распоряжения не является цехом-получателем в данном
распоряжении, тогда прежняя строка с ДСЕ аннулируется и создается новая, где:
· цех-сдатчик - цех, которому передается работа,
· цех-получатель не изменяется.
Контроль сроков поставки ДСЕ, материалов
1. Контроль над выполнением перечня ДСЕ осуществляется на основании
сравнения текущей даты с датой сдачи. Если текущая дата меньше даты сдачи, то
строка окрашивается в определенный цвет.
Рисунок 12: Контроль сроков поставки ДСЕ, материалов
Если до даты сдачи осталось:
· более 3 дней - строка белого цвета,
· от 1 до 3 дней - строка зеленого цвета,
· 1 день - строка желтого цвета.
2. Если текущая дата больше даты сдачи (дата сдачи просрочена), то
строка окрашивается в красный цвет, также строка с ДСЕ добавляется в «Рапорт
просроченных дат изготовления» главного диспетчера.
3. Главный диспетчер при необходимости добавляет оповещения для
генерального директора или его заместителей. Также добавляет новую дату сдачи
по данной строке с ДСЕ. Строка с просроченной датой сдачи остается красного
цвета до ее закрытия сдаточной накладной.
В случае приостановки заказов планово-экономическим отделом, перечни ДСЕ
цехов не попадают в основной перечень ДСЕ на контроле ЦДП, и об этом
оповещается генеральный директор. В случае необходимости, перечни по
приостановленным заказам можно просмотреть в отдельном отчете.
2.3 Структура базы данных
Рисунок
13: ER-диаграмма БД модуля АСУТПП.
Центральной
частью модуля, является база данных. В качестве используемой системы управления
базами данных был выбран Microsoft SQL Server
2008. На рисунке 13 отражены сущности вместе с атрибутами. Физически каждая
сущность представляет собой таблицу базы данных, а атрибуты - поля в них. В
спроектированной базе данных модуля АСУТПП все таблицы условно можно разделить
на таблицы справочники и рабочие таблицы.
Таблицы
справочники
ORDERS -
таблица-справочник, которая содержит информацию о заказах (№ заказа,
наименование, номенклатуру и другие сведения о заказе)
Таблица
1 - Справочник заказы
|
Поле
|
Тип данных
|
Значение поумолчанию
|
Расшифровка
|
|
id
|
uniqueidentifier
|
(newid())
|
Код
|
|
parent_id
|
uniqueidentifier
|
|
Код родителя
|
|
number
|
varchar(25)
|
|
№ заказа
|
|
name
|
varchar(250)
|
|
Наименование
|
_NKL - справочная таблица, содержащая
информацию о номенклатуре (код, наименование, обозначение и другие данные)
Таблица 2 - Справочник номенклатуры
|
Поле
|
Тип данных
|
Значение поумолчанию
|
Расшифровка
|
|
code
|
char(17)
|
|
Код (уникальный идентификатор)
|
|
came
|
varchar(100)
|
|
Наименование
|
|
indication
|
varchar(100)
|
|
Обозначение
|
|
compress indication
|
varchar(100)
|
|
Сжатое обозначение
|
Таблицы справочники являются общими для всех модулей АСУТПП и объединяют
их в единую систему.
Рабочие таблицы
Deficit
- таблица содержащая название цеха-сдатчика, название цеха-получателя,
номенклатуру изделий (SPR_NKL), количество ДСЕ, код заказа, дату
цеха-сдатчика, дату цеха-получателя, информацию о пользователе и примечания.
Таблица 3 - Дефициты
|
Поле
|
Тип данных
|
Значение поумолчанию
|
Расшифровка
|
|
id
|
uniqueidentifier
|
(newid())
|
|
|
status
|
tinyint
|
((1))
|
Статус (Defidt_status.id)
|
|
mark
|
bit
|
((0))
|
Отметка
|
|
parent_id
|
uniqueidentifier
|
|
Строка родитель
|
|
order_id
|
uniqueidentifier
|
|
Заказ (ORDERS.id)
|
|
source_depart
|
smallint
|
|
Сдатчик
|
|
dest_depart
|
smallint
|
|
Получатель
|
|
nkl_id
|
char(17)
|
|
Номенклатура (SPR_NKL.code)
|
|
quantity
|
((0))
|
Кол-во
|
|
source_depart_date
|
datetime
|
|
Дата сдатчика
|
|
dest_depart_date
|
datetime
|
|
Дата получателя
|
|
exec_date
|
datetime
|
|
Срок выполнения утвержденный
|
|
header_id
|
uniqueidentifier
|
|
Шапка (Defidt_headers.id)
|
|
insert_user
|
varchar(25)
|
(user_name())
|
Кто добавил
|
|
insert_date
|
datetime
|
(getdate())
|
Когда добавил
|
|
upd_user
|
varchar(25)
|
(user_name())
|
Кто правил
|
|
upd_date
|
datetime
|
(getdate())
|
Когда правил
|
|
note_depart
|
varchar(500)
|
|
Примечание цеха
|
|
note_123
|
varchar(500)
|
|
Примечание ЦДП
|
|
note_124
|
varchar(500)
|
|
Примечание ПЭО
|
_sdat - сдаточная накладная
ОП-79(документ, который выписывается при передаче партии изделии с одной
технологической стадии на другую)
Таблица 4 - Сдаточные
|
Поле
|
Тип данных
|
Значение поумолчанию
|
Расшифровка
|
|
id
|
uniqueidentifier
|
(newid())
|
|
|
deficit_id
|
uniqueidentifier
|
|
Дефицит (Deficit.id)
|
|
number
|
int
|
|
Номер
|
|
pnumber
|
int
|
|
Номер предъявительской
|
|
date
|
datetime
|
|
Дата
|
|
certif_number
|
varchar(25)
|
|
№ сертификата
|
|
certif_date
|
datetime
|
|
Дата сертификата
|
|
production_number
|
tinyint
|
|
№ участка
|
|
oper_code
|
smallint
|
|
Код операции
|
|
ntp
|
tinyint
|
|
№Тех. Перехода
|
|
quantity_sent
|
decimal (18, 6)
|
((0))
|
Кол-во отправлено
|
|
sent_user
|
varchar(25)
|
|
Кто отправил
|
|
sent_date
|
datetime
|
|
Когда отправил
|
|
quantity_received
|
decimal (18, 6)
|
((0))
|
Кол-во принято
|
|
received_user
|
varchar(25)
|
|
Кто принял
|
|
received_date
|
datetime
|
|
Когда принял
|
|
weight
|
decimal (18, 6)
|
|
Вес 1 шт
|
|
labour
|
decimal (18, 4)
|
|
Трудоемкость
|
|
salary
|
decimal (18, 2)
|
|
Зарплата
|
|
insert_user
|
varchar(25)
|
(user_name)
|
Кто добавил
|
|
insert_date
|
datetime
|
(getdate())
|
Когда добавил
|
|
upd_user
|
varchar(25)
|
(user_name).
|
Кто правил
|
|
upd_date
|
datetime
|
(getdate())
|
Когда правил
|
_headers_types - типы шапок
Таблица 5 - Типы шапок
|
ПолеТип данныхЗначение поумолчаниюРасшифровка
|
|
|
|
|
id
|
tinyint
|
|
|
|
name
|
varchar(50)
|
|
Полное наименование
|
|
short_name
|
varchar(25)
|
|
Короткое наименование
|
|
sort_order
|
tinyint
|
|
Порядок сортировки
|
_headers - шапки дефицитов
Таблица 6 - Шапки дефицитов
|
Поле
|
Тип данных
|
Значение поумолчанию
|
Расшифровка
|
|
id
|
uniqueidentifier
|
(newid())
|
|
|
type
|
tinyint
|
((1))
|
Тип (Deficit _headers_types.id
|
|
number
|
int
|
|
Номер
|
|
date
|
datetime
|
|
Дата
|
|
depart
|
smallint
|
|
Цех
|
|
order_id
|
uniqueidentifier
|
|
Заказ (ORDERS.id)
|
|
insert_user
|
varchar(25)
|
(user_name())
|
Кто добавил
|
|
insert_date
|
datetime
|
(getdate())
|
Когда добавил
|
|
upd_user
|
varchar(25)
|
(user_name())
|
Кто правил
|
|
upd_date
|
datetime
|
(getdate())
|
Когда правил
|
_hist - история изменения статуса,
отображает изменения состояния статуса дефицита, включает в себя информацию о
пользователи, а так же дату изменения статуса
Таблица 7 - История изменения статуса
|
Поле
|
Тип данных
|
Значение поумолчанию
|
Расшифровка
|
|
id
|
int
|
|
|
|
deficit_id
|
uniqueidentifier
|
|
Дефицит (Deficit.id)
|
|
status
|
tinyint
|
|
Статус (Deficit_status.id)
|
|
insert_date
|
datetime
|
(getdate())
|
Когда добавил
|
|
insert_user
|
varchar(25)
|
(user_name())
|
Кто добавил
|
Deficit_status - таблица содержащая названия
статусов, в которых может находиться дефицит (новое, на согласовании у
диспетчера, в производстве, повторное согласование, последнее согласование,
выполненные).
Таблица 8 - Статусы дефицитов
|
ПолеТип данныхЗначение поумолчаниюРасшифровка
|
|
|
|
|
id
|
tinyint
|
|
|
|
name
|
varchar(50)
|
|
Полное наименование
|
|
short_name
|
varchar(25)
|
|
Короткое наименование
|
|
sort_order
|
tinyint
|
|
Порядок сортировки
|
_chat- таблица содержит сообщения, которые
пользователь добавляет при возникновении вопросов по дефицитам
Таблица 9 - Сообщения по дефицитам
|
Поле
|
Тип данных
|
Значение поумолчанию
|
Расшифровка
|
|
id
|
int
|
|
|
|
deficit_id
|
uniqueidentifier
|
|
Сообщение (Deficit_chat.id)
|
|
insert_user
|
varchar(25)
|
(user_name())
|
Кто добавил
|
|
insert_date
|
datetime
|
(getdate())
|
Когда добавил
|
|
description
|
varchar(500)
|
|
Описание сообщения
|
_chat_got - таблица пользователей, которые прочитали сообщения
Таблица 10 - Пользователи прочитавшие сообщения
|
Поле
|
Тип данных
|
Значение поумолчанию
|
Расшифровка
|
|
id
|
int
|
|
|
|
deficit_chat_id
|
int
|
|
Дефицит (Deficit.id)
|
|
insert_user
|
varchar(25)
|
(user_name())
|
Кто прочитал
|
|
got_sign
|
bit
|
((1))
|
Сообщение прочитал
|
|
insert_date
|
datetime
|
(getdate())
|
Когда прочитал
|
_status_tree - таблица, содержащая информацию о всех возможных
переходах состояния дефицита. На рисунке 14 изображено дерево всех возможных состояний
дефицитов.
Таблица 11 - Дерево перехода состояний
|
ПолеТип данныхЗначение поумолчаниюРасшифровка
|
|
|
|
|
id
|
int
|
|
|
|
parent_status
|
tinyint
|
|
Статус родитель (Defidt_status.id)
|
|
status
|
tinyint
|
|
Статус (Defitit_status.id)
|
Рисунок
14: Дерево переходов состояний.
2.4 Описание экранных форм
.4.1 Экранная форма «Перечень ДСЕ». Интерфейс
цеха
На форме «Перечень ДСЕ» расположено 5 вкладок:
· Новые - вкладка для создания новых строк перечня;
· На согласовании - во вкладке в виде двух таблиц отображается
перечень ДСЕ, который необходимо согласовать цеху, а также перечень ДСЕ,
который находятся на согласовании в другом цехе;
· В производство - во вкладке в виде двух таблиц отображается
перечень ДСЕ, который на данные момент находятся в производстве цеха (часть
графика изготовления цеха);
· Выполненные - вкладка с выполненным перечнем ДСЕ (архив);
· Оперативные распоряжения - вкладка, необходимая для просмотра
и печати оперативных распоряжений.
Вкладка «Новые»
вкладка для создания новых строк в перечне цехом-получателем. В таблице
отображаются строки перечня ДСЕ цеха со статусом «Новый».
На вкладке расположены следующие кнопки:
· Добавить - добавляется новая строка в таблице, все поля
выбираются из справочников (ORDERS,SPR_OLD_ NEW_DEPART, SPR_NKL),
для выбранной номенклатуры добавляем основной материал (OSN_MAT); план до конца года - из представления vDEPARTPLAN суммируем план на все заказы по
выбранному маршруту; остаток из OST_DCE по маршруту, количество и дата сдачи
вводятся вручную. Статус строки - «Новый».
· Отправить - если план до конца года больше остатка, то для
отмеченных строк, в графе «Отметить» или для текущей строки статус меняется -
«На согласовании». Если план меньше остатка, либо плана на данную ДСЕ нет, то
статус строки становится «На согласовании ПЭО». После изменения статуса строка
не отображается в данной вкладке.
· Удалить - удаляет строку.
Вкладка «На согласовании»
На вкладке отображается перечень ДСЕ, который необходимо согласовать
цеху, а также перечень ДСЕ, который находятся на согласовании в другом цехе.
Так как цех-пользователь может быть и сдатчиком и получателем, то в верхней
части формы отображаются строки перечня, в которых:
· Цех = цеху - получателю со статусом «Повторное согласование»
· цех = цеху - сдатчику со статусами «На согласовании»,
«Последнее согласование»;
В нижней части формы наоборот:
· Цех = цеху - получателю со статусами «На согласовании»,
«Последнее согласование»;
· цех = цеху - сдатчику со статусом «Повторное согласование».
Соответственно одна и та же строка (в зависимости от статуса) будет
отображаться для одного цеха в верхней таблице, а для другого в нижней.
Для цеха-получателя:
В верхней части формы отображается перечень строк ДСЕ со статусом «Повторное
согласование», которые необходимо согласовать. Доступны кнопки:
· Согласовать - при нажатии все отмеченные строки в графе
«Отметить» или строка, на которой находится курсор, окончательная дата
становится равна дате сдатчика. Статус строки становится «В производстве».
· Отправить - при нажатии у всех отмеченных строк в графе
«Отметить» или у строки, на которой находится курсор, меняется статус на
«Последнее согласование»;
· Обновить - кнопка для обновления данных в таблице.
В нижней части окна в таблице отображаются строки со статусами «На
согласовании», «Последнее согласование». Выбранную строку можно отменить,
нажатием кнопки «Отменить», статус строки становится «Аннулирован».
Для цеха-сдатчика:
В верхней части формы в таблице отображается перечень ДСЕ со статусом «На
согласовании», «Последнее согласование», которые необходимо согласовать.
Доступны кнопки:
· Согласовать - при нажатии все отмеченные строки в графе
«Отметить» или строка, на которой находится курсор, окончательная дата
становится равна дате получателя. Статус строки становится «В производстве».
· Отправить:
- Статус «На согласовании» при нажатии у всех отмеченных строк
в графе «Отметить» или у строки, на которой находится курсор, меняется статус
на «Повторное согласование», при наличии даты цеха-сдатчика;
- Статус «Последнее согласование» - при нажатии у всех
отмеченных строк в графе «Отметить» или у строки, на которой находится курсор,
меняется статус «На согласовании у диспетчера»
· Обновить - кнопка для обновления данных в таблице;
· Добавить оперативное распоряжение - при нажатии открывается
форма:
Дата и цех-автор, заказ, ДСЕ, количество копируются из выбранной строки в
перечне ДСЕ, пользователь добавляет сдатчика, получателя, окончательную дату
сдачи, также отмечает в графе «Создать дефицит» признаком строки, для которых
необходимо создать строки в перечне ДСЕ со статусом «На согласовании у
диспетчера». После нажатия на кнопку «Отправить» статус распоряжения меняется
на «Согласование у диспетчера».
В нижней части окна в таблице отображается перечень ДСЕ со статусом
«Повторное согласование».
Вкладка «В производство»
Вкладка делится на две части, в верхней части отображается перечень строк
с ДСЕ со статусом «В производстве» для которых цех равен цеху-сдатчику.
Также доступны кнопки:
· Обновить - обновляет данные в таблице, с учетом окна поиска.
· Выписать сдаточную - открывается окно сдаточной накладной.
Дата, цех отправитель (цех-сдатчик), цех-получатель, заказ, наименование
ДСЕ (обозначение ДСЕ), наименование материала, пользователь-отправитель,
пользователь-получатель копируются из выбранной строки перечня. Остальные поля
заполняются пользователем. Причем:
- если цех является цехом-сдатчиком, то ему не доступны для
заполнения поля «Принято» (цифрами, прописью, дата) и кнопка «Подтвердить».
Остальные поля он может менять.
- для цеха-получателя недоступно поле «Отправлено деталей».
Остальные поля он может менять.
· Добавить оперативное распоряжение - аналогично как во вкладке
«На согласовании».
В нижней части окна отображается перечень ДСЕ со статусом «В
производстве» и цех равен цеху-получателю.
Доступны кнопки:
· Обновить - обновляет данные в таблице, с учетом окна поиска;
· Подтвердить получение - для выбранной строки при нажатии
открывается уже существующая сдаточная накладная к этой строке, либо создается
новая сдаточная накладная, в которой пользователь указывает количество в графе
«Принято» и после нажатия кнопки «Подтвердить»:
- Если значение поля «Принято/цифрами» >= значению поля
«Количество» в перечне ДСЕ, то статус строки меняется на «Выполнен».
- Если значение поля «Принято/цифрами» < значения поля
«Количество» в перечне ДСЕ, то автоматически создается копированием еще одна
строка в перечне ДСЕ со статусом «В производстве» с количеством = значения поля
«Количество» - «Принято/цифрами». Статус прежней строки становится «Выполнен».
Вкладка «Выполненные»
В верхней части окна таблица с перечнем строк со статусом «Выполнен», в
которых цех равен цеху-сдатчику. Доступны кнопки:
· Обновить - обновляет данные в таблице, с учетом окна поиска;
· Открыть сдаточную накладную - открывается окно «Сдаточная
накладная» со сдаточной для этой строки;
· Рапорт - отчет «Рапорт»;
· Открыть оперативное распоряжение - открывается окно
«Оперативное распоряжение», если оно создано для данной строки.
В нижней части окна таблица с перечнем строк со статусом «Выполнен», в
которых цех равен цеху-получателю. Кнопки и их функции аналогичны.
Вкладка «Оперативные распоряжения»
На вкладке отображаются оперативные распоряжения цеха (является сдатчиком
или получателем). Доступны кнопки:
· Обновить - обновляет данные в таблице, с учетом окна поиска;
· Печать - печать выбранного оперативного распоряжения;
· Добавить - открывается окно «Оперативное распоряжение».
Пользователь заполняет, выбирая из справочников (ORDERS,SPR_OLD_ NEW_DEPART,
SPR_NKL) поля оперативного распоряжения, также отмечает в
графе «Создать дефицит» признаком строки, по которым необходимо создать строки
в перечне ДСЕ со статусом «На согласовании у диспетчера». После нажатия на
кнопку «Отправить» статус распоряжения меняется на «Согласование у диспетчера».
2.4.2 Интерфейс диспетчера
На форме «Перечень ДСЕ» расположены вкладки:
· Контроль - вкладка для контроля выполнения перечня ДСЕ
цехами;
· Согласование сроков - вкладка для согласования сроков строк
перечня и оперативных распоряжений;
· Просроченные - вкладка для добавления новой даты сдачи в
перечне ДСЕ и отправки оповещений;
· Требования - отображаются требования из графика-договора,
которые разрешены снабжением, но не выданы со склада.
Вкладка «Контроль»
Отображаются строки перечня со статусом «В производство».
Фильтры:
· Цех - выбирается из справочника SPR_OLD_ NEW_DEPART;
· Срок исполнения:
Таблица 12 - Количество дней до конца срока сдачи
|
1
|
более 3 дней
|
|
2
|
от 1 до 3 дней
|
1 день
|
Кнопки:
· Обновить - обновляет данные в таблице, с учетом фильтров;
· Аннулировать - статус выбранной строки меняется на
«Аннулирован».
Вкладка «Согласование сроков»
В верхней части отображается перечень строк с ДСЕ со статусом «На
согласовании у диспетчера». Для ввода доступно поле «Окончательный срок сдачи».
Доступны кнопки:
· Обновить - обновляет данные в таблице;
· Сохранить - после ввода данных в поле «Окончательная дата
сдачи», при нажатии на кнопку для текущей строки статус меняется «В
производство».
В нижней части отображается перечень оперативных распоряжений со статусом
«На согласовании у диспетчера». Кнопки:
· Подтвердить - для выбранной строки статус меняется на
«Выполнен». Для родителя данной строки статус становится «Аннулирован». Для
указанных (автоматически сформированных) дефицитов статус меняется «В
производстве».
· Аннулировать - статус для данной строки меняется на
«Аннулирован». Статус указанных дефицитов также становится «Аннулирован».
Статус родителя не меняется.
· Открыть - открывается форма оперативного распоряжения.
Вкладка «Просроченные»
На вкладке отображаются строки перечня ДСЕ, у которых окончательная дата
сдачи больше текущей даты. Доступные для ввода поля: «Отметить», «Оповещение»,
«Новая дата сдачи», «Примечание». Доступны кнопки:
· Обновить - обновляет данные в таблице, с учетом окна поиска;
· Отправить оповещение - для выбранных строк или для текущей
строки отправляется оповещение.
· Сохранить - статус для отмеченных строк или для текущей
строки меняется «В производстве», если проставлена «Новая дата сдачи».
Вкладка «Требования»
Отображаются требования, для которых дата снабженца
(DEPARTPLAN.dep131_date) < текущей даты и нет даты расхода(RAS_MAT.
rasdate).
Доступны фильтры по номеру цеха и регистрационному номеру. Также кнопка
«Обновить».
2.4.3 Интерфейс
планово-экономического отдела
Отображаются строки перечня ДСЕ со статусом «На согласовании ПЭО».
Доступны кнопки:
· Разрешить - статус отмеченных строк, либо текущей строки
становится «На согласовании».
· Аннулировать - статус данной строки становится «Новый» и
соответственно отображается в интерфейсе цеха во вкладке «Новые».
2.5 Порядок работы с модулем АСУ ТПП
2.5.1 Инструкции диспетчера
Для работы с перечнем ДСЕ на контроле ЦДП необходимо открыть в главном
меню программы АСУТПП Производство/Дефициты:
Откроется окно, представленное на рисунке 28:
Интерфейс диспетчера представляет собой окно с тремя вкладками:
- контроль - для осуществления контроля выполнения строк перечня ДСЕ
подразделениями Общества;
- согласование - для согласования сроков изготовления ДСЕ по
дефицитам и оперативных распоряжений;
- просроченные - для добавления новой даты сдачи для
просроченных строк перечня ДСЕ, также для добавления оповещений о срывах сроков
изготовления ДСЕ.
Также доступны фильтры по номеру цеха и обозначению ДСЕ.
Контроль
Для осуществления контроля изготовления ДСЕ в поставленные сроки
необходимо выбрать вкладку «Контроль»:
На вкладке в виде таблицы отображается перечень ДСЕ, находящихся в
производстве подразделений Общества. Строки перечня окрашены в три цвета в
зависимости от даты сдачи:
· белый - до даты сдачи осталось более 3 дней;
· синий - до даты сдачи осталось от 1 до 3 дней;
· красный - строка просрочена.
Можно отсортировать перечень по любому столбцу, нажав на заголовок. Также
можно отменить строку, выбрав ее из перечня и нажав на кнопку «Отменить».
Согласование
Для согласования сроков сдачи ДСЕ и оперативных распоряжений необходимо
перейти на вкладку «Согласование»:
Вкладка разделена на две части, в верхней части отображаются дефициты, для
которых цеха не согласовали срок сдачи, в нижней части оперативные
распоряжения.
Для дефицитов необходимо указать срок сдачи в графе «Срок сдачи», далее
нажать кнопку «Согласовать», после этого дефицит встанет на контроль. Так же
можно отменить дефицит, нажав кнопку «Отменить». При необходимости можно
добавить срок сдачи и сохранить изменения, нажав кнопку «Сохранить».
Оперативное распоряжение можно открыть для просмотра, нажатием на кнопку
«Оперативное распоряжение». Также согласовать, нажав на кнопку «Согласовать»,
при этом можно добавить срок сдачи, в противном случае дата сдачи будет равна
дате сдатчика. При необходимости можно добавить срок сдачи и сохранить
изменения кнопкой «Сохранить», также отменить оперативное распоряжение кнопкой
«Отменить».
Просроченные
Для просмотра просроченных позиций перечня ДСЕ и добавления новой даты
сдачи для них, необходимо перейти на вкладку «Просроченные»:
Для переноса срока изготовления просроченной позиции необходимо изменить
срок сдачи в графе «Срок сдачи» и сохранить изменения, нажав на кнопку
«Сохранить».
2.5.2 Порядок работы цеха-сдатчика
(цеха-получателя)
Для работы с перечнем ДСЕ на контроле ЦДП необходимо открыть в главном
меню АСУТПП Производство/Потребность цеха:
Откроется окно «Потребность цеха»:
Для работы доступны вкладки:
· новые - вкладка для создания новых строк перечня ДСЕ;
· согласование - вкладка для согласования даты сдачи по строке
перечня потребностей цеха;
· производство - вкладка для контроля производства цеха;
· выполненные - вкладка для просмотра выполненных строк
перечня;
· оперативные распоряжения - вкладка для просмотра и создания
оперативных распоряжений цеха;
· требования - вкладка для просмотра выписанных требований
цеха.
Также доступен фильтр по обозначению ДСЕ для всех вкладок.
Вкладка
«Новые»
Для создания новой строки необходимо открыть вкладку «Новые». Далее
нажать кнопку «Добавить», в таблице добавится новая строка, в которую
необходимо добавить:
· номер заказа - начните вводить № заказа, и программа найдет
его в справочнике, как показано на рисунке 34:
· цех-сдатчик,
· обозначение ДСЕ - начните вводить обозначение ДСЕ/СЕ, и
программа найдет его в справочнике, как показано на рисунке 35:
· количество,
· срок сдачи
и нажать кнопку «Сохранить». После этого программно добавится план и
остаток по ДСЕ по данным отдела №124:
Далее можно добавить еще строки, нажатием кнопки «Добавить», либо удалить
ошибочно введенные строки, нажатием кнопки «Удалить».
Для отправления строки на согласование цеху-сдатчику необходимо отметить
нужные строки в графе «Метка» признаком 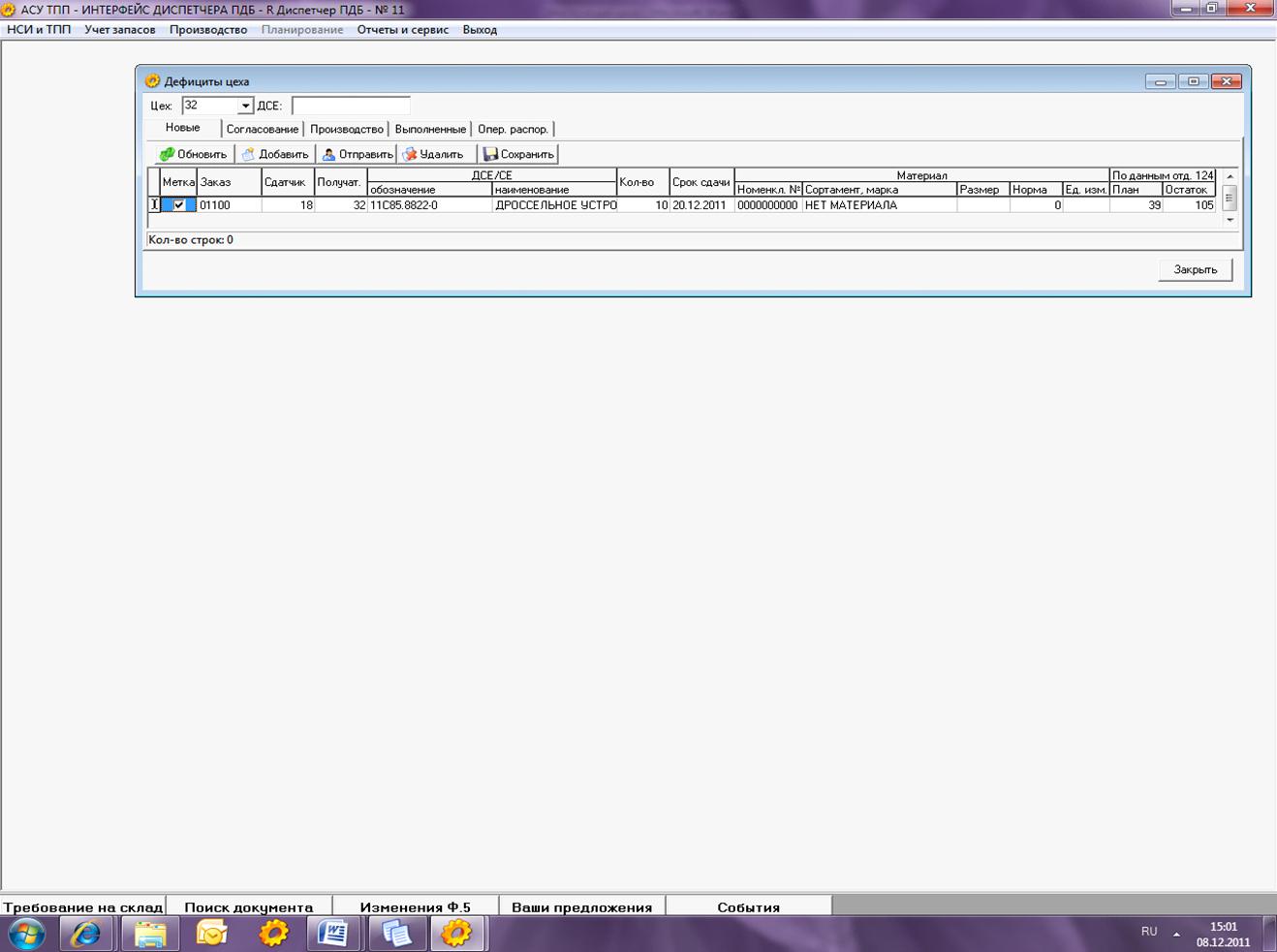 , либо выбрать одну строку и нажать
кнопку «Отправить».
, либо выбрать одну строку и нажать
кнопку «Отправить».
Если план<остатка по ДСЕ, то строка отправится на согласование в отдел
№124 и только после согласования ПЭО будет отправлена цеху-сдатчику. Если
план>остатка по ДСЕ, тогда строка сразу отправится на согласование
цеху-сдатчику.
Вкладка
«Согласование»
Для согласования строк перечня необходимо перейти на вкладку
«Согласование»:
Принято на
согласование
В верхней части окна отображаются строки, которые необходимо согласовать:
При первичном согласовании даты сдачи необходимо:
· при согласии с датой получателя достаточно выбрать строку или
отметить несколько строк признаком в поле «Метка» и нажать на кнопку «Согласовать».
Строка перейдет в «Производство»;
· при несогласии с датой получателя необходимо добавить дату
сдачи в поле «Дата сдатчика» и нажать на кнопку «Отправить» При этом строка
отправится на повторное согласование цеху-получателю;
· при необходимости можно добавить оперативное распоряжение,
нажав на кнопку «Оперативное распоряжение», откроется окно:
Необходимо заполнить оперативное распоряжение: заменив цех-сдатчик, либо
добавив еще строки, нажатием кнопки «Копировать». При ошибочном вводе можно
удалить строку, нажатием кнопки «Удалить».
После заполнения оперативного распоряжения необходимо нажать на кнопку
«Сохранить», далее «Закрыть». При этом строка так и останется на согласовании в
цехе, а оперативное распоряжение отправится на согласование главному
диспетчеру. После согласования диспетчером строка, по которой создано
распоряжение, будет отменена и будут созданы новые строки из строк оперативного
распоряжения.
В случае если строка не согласована с первого раза, то она попадает на
вторичное согласование, при этом согласование происходит как и при первом
согласовании.
Если же при вторичном согласовании строка не согласована, то она
отправляется на согласование главному диспетчеру. После того как главный
диспетчер введет срок сдачи строка добавится в «Производство» цеха-сдатчика.
Отправлено на
согласование
В нижней части окна отображаются строки, отправленные на согласование,
которые при необходимости можно отменить, нажатием кнопки «Отменить».
Вкладка
«Производство»
Для просмотра строк перечня, которые необходимо выполнить, нужно перейти
на вкладку «Производство»:
Принято на
изготовление
В верхней части окна отображаются строки, принятые на изготовление. При
этом строки перечня окрашиваются в три цвета в зависимости от количества дней
до срока сдачи:
· красный - осталось менее одного дня;
· синий - до срока сдачи от 1 до 3 дней;
· белый - осталось более 3 дней.
Для закрытия выполненной строки необходимо добавить сдаточную накладную,
для этого необходимо нажатием кнопки «Сдаточная» создать сдаточную накладную,
откроется окно:
Все данные копируются из строки, если изготовлены не все ДСЕ по данной
строке, то необходимо изменить количество в графе «Отправлено». Также при
необходимости можно заполнить все остальные поля. После заполнения сдаточной
накладной необходимо нажать на кнопку «Сохранить», далее «Закрыть». Строка
останется в «Производстве» до того как получатель добавит в сдаточную накладную
количество полученных ДСЕ.
Также можно добавить оперативное распоряжение, как и во вкладке
«Согласование».
Отправлено на
изготовление
В нижней части окна отображаются строки на изготовлении в цехе-сдатчике.
При получении ДСЕ из данного перечня необходимо подтвердить их получение, для
этого нужно найти нужную строку и нажать кнопку «Сдаточная», в открывшемся окне
добавить количество полученных ДСЕ и нажать кнопку «Сохранить»:
Вкладка
«Выполненные»
Для просмотра ранее выполненных строк необходимо перейти на вкладку
«Выполненные»:
Для работы с перечнем выполненных принятых (в верхней части окна) и
отправленных (в нижней части окна) строк доступны кнопки:
· Обновить - кнопка для обновления данных в таблице;
· Сдаточная - кнопка для открытия сдаточной накладной для
выбранной строки;
· Рапорт - кнопка для открытия отчета «Рапорт»;
· Оперативное распоряжение - кнопка для открытия оперативного
распоряжения, если распоряжение было создано для выбранной строки.
Вкладка
«Оперативные распоряжения»
Для просмотра созданных оперативных распоряжений необходимо перейти на
вкладку «Оперативные распоряжения»:
Для работы с распоряжениями доступны кнопки:
· Обновить - кнопка для обновления данных в таблице;
· Печать - для печати выбранного оперативного распоряжения;
· Добавить - кнопка для создания нового оперативного
распоряжения;
· Открыть - кнопка для открытия выбранного оперативного распоряжения.
Вкладка
«Требования»
Для просмотра требований, выписанных цехом, но не разрешенных, либо не
выданных, необходимо перейти на вкладку «Требования». Перечень требований можно
отсортировать по любому столбцу, для этого необходимо нажать на заголовок
нужного столбца. Также можно отфильтровать перечень, указав в окне фильтра:
материал, ДСЕ, регистрационный номер требования.
Существует возможность прикрепления к дефицитам сообщения. Для этого
необходимо нажать на кнопку «Сообщение», находящуюся в нижнем правом углу,
после нажатия на экране выведется форма, например:
В данном окне доступны три кнопки:
· Новое - служит для создания нового сообщения или ответа на
существующее;
· Сохранить - служит для отправки сообщения;
· Закрыть - служит для закрытия текущего окна.
2.5.3 Формирование отчетов
Для формирования отчетов необходимо открыть в главном меню АСУТПП вкладку
отчёты и сервис.
Откроется окно.
В данном окне можно выбрать отчет по каждому цеху в зависимости от
статуса дефицита (все, на согласовании, в производстве, новые).
ЗАКЛЮЧЕНИЕ
В данной выпускной квалификационной работе был разработан и внедрен
модуль АСУТПП учета незавершенного производства на ОАО «Красмаш», который
применяется для достижения следующих целей: организации оперативного учета ДСЕ
и ПКИ; организация оперативного получения информации для принятия своевременных
управленческих решений; уменьшение времени на согласование сроков
предоставления ДСЕ; анализ исполнения сроков на предоставление ДСЕ, материалов,
контролируемых центральным диспетчерским пунктом.
Список сокращений
ПКИ - покупное и комплектующее изделие
ДСЕ - деталь или сборочная единица
УПЕ - учетно-плановая единица
НЗП - незавершенное производство
ТПП - технологическая подготовка производства
ГАП - гибкое автоматизированное производство
АТК - автоматизированный технологический комплекс
ЧПУ - числовое программное управление
КИП - контрольно-измерительные приборы
ЦДП - центральный диспетчерский пункт
АСУП - автоматизированная система управления производством
АСТПП - автоматизированная система технологической подготовки
производства
АСУТПП - автоматизированная система управления технологической
подготовкой производства
ПЭО - планово-экономический отдел
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Вдовенко
В.В. Программирование на языке С++. СибГАУ - Красноярск, 2006. -212с.
. Схиртладзе
А.Г., Лазарева Т.Я., Мартемьянов Ю.Ф. Интегрированные система проектирования и
управления. - М.: Академия, 2010. -352с.
. Литовка
Ю.В. Автоматизация технологической подготовки производства. ТГТУ - Тамбов,2002.-
60с.
. Костров
А.В., Соколов А.Н., Фаткин А.А. Информационный менеджмент. -
Владимир,2005.-110с.
. Схиртладзе
А.Г., Лазарева Т.Я., Мартемьянов Ю.Ф. Интегрированные системы проектирования и
управления. Структура и состав. - М.: «Издательство машиностроение-1»,2006.
-127с.
. Погодин
В.А., Схиртладзе А.Г., Интегрированные системы проектирования и управления.
Корпоративные информационные системы. -Тамбов,2006.-114с.
. Долгов
В.А., Разработка и внедрение подсистемы планирования технологической подготовки
машиностроительного производства интегрированной АС ТПП. Автоматизация и
современные технологии.-М,2011, №12.-32-36с.
. Яблочников
Е.И., Автоматизация технологической подготовки производства в приборостроении.
-СПб,2002.-92с.
. Рузина
Е. А., Палкин И. Ю., Пластинин В. Г., Цыганкова А. Е. Создание АСУ ТПП как
единой информационной рабочей среды специалистов, участвующих в технологической
подготовки производства на предприятии. Информационные технологии в
проектировании и производстве. - Нижний Новгород,2007,№4.-91-93с.
.
Хватов Б.Н., Гибкие производственные системы. Расчет и проектирование. -
Тамбов, 2007,-112с.
.
Сытник В.Ф. АСУП и оптимальное планирование. -Киев,1997,-1-15с.
. Григорьев
С.Н., Кутин А.А., Инновационное развитие высокотехнологичных машиностроительных
на основе интегрированных АС ТПП. Автоматизация и современные технологии,
-М,2011, №11.-23-29с.
ПРИЛОЖЕНИЯ