Установка колтюбинговая для бурения боковых стволов. Винтовой забойный двигатель Д1-195
Установка
колтюбинговая для бурения боковых стволов. Винтовой забойный двигатель Д1-195
Содержание
колтюбинговый установка бурение
двигатель
Введение
. Назначение, краткая характеристика
колтюбинговой установки для бурения боковых стволов.
. Анализ условий и режима
эксплуатации ВЗД Д1-195
. Анализ отказов и других
технических проблем, выявленных в процессе эксплуатации (обслуживание, ремонте)
ВЗД Д1-195
. Монтаж (сборка-разборка,
регулировка) ВЗД Д1-195
.1 Монтаж винтовых забойных двигателей
.2 Правила эксплуатации двигателей
. Анализ ремонтопригодности ВЗД
Д1-195
. Проверочные расчёты
.1 Расчёт геометрических и
энергетических параметров двигателя
.2 Расчёт витков резьбы РКТ - 177 на
прочность
.3 Проверочный расчёт вала
шпиндельной секции
.4 Потери в двигателе Д1 - 195
.5 Расчёт параметров надёжности
. Мероприятия по повышению
надежности и износостойкости (снижению эксплуатационных затрат) ВЗД Д1-195
. Технология ремонта
(восстановления) рабочих элементов (вала, корпуса) ВЗД Д1-195
Список литературы
Введение
История возникновения данной
техники и технологий традиционна для нашей страны. Первым опытом применения
непрерывной гибкой металлической трубы для подземного ремонта и добычи
пластовой жидкости можно считать использование установки погружного
электроцентробежного насоса, разработанной под руководством Н.В. Богданова. Ее
отличительной особенностью был спуск и эксплуатация погружного агрегата на
колонне гибких стальных труб. Кабель питания погружного двигателя при этом
располагался внутри колонны. Это предложение и было основным в идее автора
проекта, поскольку исключало контакт кабеля со стенками эксплуатационной
скважины при спускоподъемных операциях и эксплуатации. В результате надежность
кабеля многократно увеличивалась по сравнению с традиционными схемами. Помимо
этого, выполнение подземного ремонта сводилось к наматыванию трубы на барабан
без свинчивания и развинчивания резьбовых соединений колонны. Установка была
изготовлена и пущена в эксплуатацию, но последующая ее история нам не известна.
Данное техническое решение
имеет много положительных сторон, но в контексте рассматриваемого вопроса важно
одно - колонна непрерывных металлических труб использовалась для операций
подземного ремонта скважин (ПРС). К сожалению, это направление создания
нефтепромыслового оборудования не получило дальнейшего развития прежде всего
из-за отсутствия на тот момент надежных и дешевых гибких труб.
Приоритет в области
конструирования, изготовления и промышленной эксплуатации установок с колонной
гибких труб (КГТ) принадлежит фирмам США и Канады.
В 1980-х годах в США была
разработана технология подземного ремонта скважин без их глушения, поскольку
последнее весьма негативно сказывается на их дебите. Она основана на применении
вместо обычных насосно-компрессорных труб с резьбовыми муфтовыми соединениями
длинной (миной до 5000 м), гладкой, гибкой, непрерывной стальной трубы
диаметром 30 - 40 мм, наматываемой на барабан. Эта труба подается в скважину и
извлекается из нее с помощью инжектора с гидроприводом, выполняющего роль
талевой системы и лебедки обычной канатной подъемной установки. Устье скважины
герметизируется лубрикатором, допускающим избыточное давление в скважине до 70
МПа. Инжектор удерживает гладкую непрерывную трубу (ГНТ) за счет трения с
помощью захватов, плотно обхватывающих ее с двух сторон. Подъем и опускание ГНТ
происходит непрерывно с помощью гидромониторов со скоростью до 1,2 м/с.
Извлеченная из скважины ГНТ сгибается и равномерно наматывается на барабан.
Эти установки, называемые
колтюбинговыми, буквально совершили техническую революцию в капитальном ремонте
скважин. При сохранении дебитов скважин они позволили в 3-4 раза повысить
производительность труда ремонтных бригад в 2 - 3 раза снизить затраты на
ремонт скважин.
В настоящее время в мире
эксплуатируется более 600 установок, причем их число все время возрастает. В
нашей стране их количество не превышает 30. И одной из основных целей,
преследуемых, является показать преимущество данных установок для дальнейшего
расширения их использования.
Основной особенностью
описываемого оборудования является работа гибкой трубы при наличии пластических
деформаций, что требует создания труб с принципиально иными свойствами, чем
изготавливаются в настоящее время. Достаточно интенсивные работы в этом направлении
наши специалисты ведут под эгидой ООО "ЛУКОЙЛ-Западная Сибирь" НК
"ЛУКОЙЛ".
1 Назначение, КРАТКАЯ
ХАРАКТЕРИСТИКА КОЛТЮБИНГОВОЙ УСТАНОВКИ ДЛЯ БУРЕНИЯ БОКОВЫХ СТВОЛОВ
В 1995 г. на основе колтюбинговых установок
фирмы "Canadian
Francmaster
Ltd." была
создана комбинированная установка для бурения и заканчивания скважин со спуском
эксплуатационной колонны (рисунок 1). Она содержит полный комплект оборудования
(2-6) для работы в скважине на ГНТ 1, диаметром 60,3-114 мм и длиной 1400 -
4500 м, а также вышку 7 высотой 24,5 м с талевой системой и лебедкой 8 для
спуска обсадных и лифтовых насосно-компрессорных труб длиной до 13 м, сборки
бурильной компоновки. Вся подъемная установка размещена на трейлере 9. Надежная
герметизация устья скважины лубрикатором 5 и наличие комплекта
противовыбросового оборудования 6 с максимальным рабочим давлением 35 МПа
позволяют безопасно вскрывать продуктивные пласты на депрессии.

Рисунок 1 - Комбинированная установка для
бурения и заканчивания скважины:
1 - гибкая непрерывная труба; 2
- барабан; 3 - направляющий желоб; 4 - инжектор; 5 - лубрикатор; 6 -
противовыбросовое оборудование; 7 - вышка; 8 - лебедка; 9 - трейлер
Эти установки широко применяются и США и Канаде,
а в последние годы и в России для вскрытия продуктивных пластов горизонтальным
стволом (одним или несколькими) на депрессии. При бурении с использованием
традиционных технологий и колтюбинга существенные отличия имеет компоновка низа
бурильной колонны.
Первое отличие - в способе вращения долота.
Из-за своей конструктивных особенностей колтюбинговая установка не имеет
возможности вращать буровую колонну. Для вращения долота при бурении
колтюбингом используют винтовой забойный двигатель.
Второе отличие - способ ориентации долота. При
горизонтальном бурении и обычные и колтюбинговые установки используют винтовой
забойный двигатель с регулируемым искривленным переводником для измерения
траектории бурения. При изменении направления скважины искривленный переводник
и долото ориентируются в желаемом направлении. Для ориентации переводника в
состав КНБК включается ориентатор, который поворачивает КНБК и долото на
необходимый угол.
Применяемая при этом компоновка низа бурильной
колонны приведена на рисунке 2.
Направление действия и угол искривления кривого
переводника регулируются с поверхности в процессе бурения с помощью
гидравлического привода. В приборном модуле расположены инклинометр, каротажные
приборы и датчики давления в скважине. Поверхностные приборы и органы
управления связаны с забойными датчиками и исполнительными механизмами
электрическим кабелем и гидравлическими трубками, расположенными внутри ГНТ.

Рисунок 2 - Компоновка низа
бурильной колонны для бурения с применением гибкой непрерывной трубы:
1 - гидравлические трубки; 2 - электрический
кабель; 3 - соединительная муфта для гибкой непрерывной трубы; 4 - направляющий
инструмент; 5 - предохранительный разъединитель; 6, 7 - немагнитные
переводники; 8 - измерительный прибор с источником гамма-излучения; 9 -
немагнитные УБТ; 10 - немагнитный двойной переводник с обратным клапаном; 11 -
винтовой забойный двигатель с регулируемым кривым переводником; 12 - долото.
Промывка скважины производится смесью дизельного
топлива и азота. Это позволяет плавно регулировать депрессию на пласт, а также
исключает образование взрывоопасной смеси с углеводородными газами,
поступающими из нефтегазонасыщенных пластов. Азот хранится в жидком виде в
изотермической емкости и в жидком же виде подается насосом в циркуляционную
систему установки. Выходящая из скважины смесь дизельного топлива, азота, шлама
и пластового флюида направляется в сепаратор, где она разделяется: шлам оседает
в сепараторе, дизельное топливо с пластовой жидкостью возвращается в
циркуляционную систему, а смесь азота с углеводородными газами направляется на
факел. В Канаде на ГНТ диаметром 75 мм с помощью описанной установки на глубине
1742 м был пробурен горизонтальный ствол длиной 758 м диаметром 120,7 мм со
скоростью 12-15 м/ч в конце бурения.
В целом, бурение на ГНТ с
депрессией на пласт чрезвычайно перспективно, поскольку оно обладает следующими
достоинствами:
. Предупреждается загрязнение
продуктивного пласта в процессе его первичного вскрытия.
. Исключаются такие часто
встречающиеся осложнения процесса бурения, как поглощения и прихваты.
. Увеличивается в 2 - 3 раза
механическая скорость бурения и проходка на долото.
. Обеспечивается высокая
точность проводки ствола скважины по проектной траектории.
. По мере вскрытия пластов
сразу можно получить ин формацию об их литологии, насыщенности, продуктивности.
Безмуфтовая гибкая труба может
использоваться для бурения новых скважин и повторного вскрытия пласта, но
наибольшую техническую и экономическую эффективность технология имеет при
бурении вторичных наклонных или горизонтальных стволов из существующих скважин.
Целесообразность применения колтюбинга для этих операций объясняется высокой
эффективностью и безопасностью проведения операций.
Сегодня основными
производителями и поставщиками оборудования и услуг по бурению скважин гибкими
трубами являются такие фирмы, как Hydra
Rig, Stewart
and Stevenson,
Baker Huges,
Shlumberger, Halliburton,
Arco и др.
В странах СНГ аналогичную
технику производит группа российских и белорусских предприятий под руководством
Белорусского Фонда развития и поддержки изобретательства и рационализации
(ФИД).
Бурное развитие техники и
технологии с использованием колонны гибких труб обусловлено следующими их
преимуществами:
• при исследовании
скважин:
·
обеспечение
возможности доставки приборов в любую точку горизонтальной скважины;
·
высокая
надежность линии связи со спускаемыми приборами;
• при выполнении
подземных ремонтов:
·
отсутствует
необходимость в глушении скважины и, как одно из следствий, не ухудшаются
коллекторские свойства призабойной зоны продуктивного пласта;
·
сокращается
время проведения спускоподъемных операций за счет исключения свинчивания
(развинчивания) резьбовых соединений колонны труб;
·
уменьшается
период подготовительных и заключительных операций при развертывании и
свертывании агрегата;
·
исключается
загрязнение окружающей среды технологической и пластовой жидкостями;
• при проведении буровых
работ:
- исключается
возникновение ситуаций, связанных с внезапными выбросами, открытым
фонтанированием;
- обеспечивается
возможность бурения с использованием в качестве бурового раствора нефти или
продуктов ее переработки. Это позволяет осуществлять вскрытие продуктивно го
пласта оптимальным образом и совмещать процесс бурения с отбором пластовой
жидкости;
· становится
возможным выполнять разрушение породы в условиях депрессии;
· обеспечивается
эффективное бурение горизонтальных участков скважин;
· становится
возможным применять устройства, информирующие бурильщика о режимах бурения и
оперативного управления процессом проводки скважины. При работе с подобным
оборудованием реализуется "эффект присутствия" оператора установки на
забое скважины.
Весьма важным при проведении
любых работ в скважине является решение социальной задачи - исключается
значительный объем операций, выполняемых под открытым небом в любое время года
при любой погоде.
Хотя наиболее трудоемкие
операции по свинчиванию и развинчиванию труб в настоящее время механизированы,
объем ручного труда остается значительным. К ним относятся управление ключом,
выброс труб на мостки и т.д.
В ряде случаев это касается,
прежде всего, работ в горизонтальных скважинах, применение КГТ является
необходимым условием проведения операций. К таким случаям относится выполнение
любых работ в горизонтальных участках большой длины. При разбуривании и
эксплуатации морских месторождений использование КГТ особенно эффективно.
Следует отметить и недостатки,
присущие рассматриваемой технике. К ним, в частности, относятся:
· самопроизвольное
и неконтролируемое скручивание КГТ;
· невозможность
принудительного проворота КГТ;
· ограниченная
длина труб, намотанных на барабан;
· сложность
ремонта КГТ в промысловых условиях.
В нашей стране до сих пор не
сформировалась и не устоялась терминология этой новой области нефтепромысловой
техники и технологии. Основным применяемым термином у нас для обозначения этого
направления является русифицированная транскрипция "coiled
tubing" - колтюбинг,
что означает трубу, наматываемую на катушку. Это происходит по простой и
традиционной для нас причине - новое оборудование поступает в основном из США и
Канады. При этом автоматически переносятся и импортные названия технологий,
узлов и деталей.
Буровые работы с использованием
колонны гибких труб
Особенности проведения буровых
работ
Колонны гибких труб при бурении
применяют для:
· бурения
новых неглубоких скважин до 1800 м с диаметром ствола до 216 мм;
· забуривания
второго или нескольких стволов, которые могут быть вертикальными.
Однако наибольший эффект
достигается при бурении наклонно-направленных и горизонтальных отводов от
основного ствола. Колонна гибких труб обеспечивает набор кривизны до 10°/10 м.
Проходимость с помощью КГТ горизонтальных участков в 1993 - 1995 гг. превышала
300 м при диаметре колонны 50,8 мм, а к настоящему времени она увеличена до 500
- 600 м при диаметрах 60,3 и 73 мм и в перспективе будет доведена до 1000 м;
· повторного
вскрытия пластов при углублении скважины;
· бурения
части ствола скважины с обеспечением режима депрессии на забое.
Все указанные операции можно
выполнять без глушения скважины, через ствол которой ведутся работы, даже в
режиме депрессии на забое. Достигается это при минимальном ухудшении
коллекторских свойств продуктивного пласта. Причем вскрытие последнего и
бурение в нем скважины совместимы с процессом добычи. Это позволяет исключать
проведение каких-либо работ по вызову притока и освоение скважины. Отсутствие
необходимости в выполнении этих операций повышает эффективность работ не только
в инженерном, но и в экономическом плане.
В процессе бурения пластов с
высокой проницаемостью и низким пластовым давлением уменьшается количество
случаев поглощения промывочной жидкости, потерь циркуляции и проявления других
особенностей, поскольку
процесс бурения с
использованием КГТ ведется при минимально возможном давлении.
Промышленное применение гибких
труб в бурении началось в 90-е годы. Если в 1991 г. в США было пробурено всего
3 скважины, то к 1994 - уже 150, а к настоящему времени их общее число
приблизилось к 200. В Канаде за этот же период было пробурено 39 скважин.
Буровое оборудование,
использующее КГТ, достаточно компактно, буровая вышка в большинстве случаев
отсутствует. По существу, агрегаты, входящие в комплекс оборудования для
бурения, представляют собой масштабно увеличенные агрегаты, применяемые для
подземного ремонта. Кроме того, в комплекс входят передвижные установки,
обеспечивающие подготовку и очистку бурового раствора. В качестве промывочной
можно использовать жидкость на углеводородной основе, в простейшем случае
отфильтрованную и отсепарированную нефть. В связи с этим снижаются расходы на
приготовление и очистку бурового раствора. Кроме того, отпадают проблемы,
связанные с утилизацией отработанного раствора. Для размещения комплекса
достаточно иметь площадь в 800 м2, вместо 1500 м2 для малогабаритных буровых
установок традиционной конструкции.
Помимо этого, при применении
КГТ экономится время засчет ускорения процесса спуска и подъема колонны для
смены долота.
Аварийные ситуации при
наращивании труб во время проходки скважины не возникают, поскольку эти
операции отсутствуют. Снижению опасности проведения всех буровых работ
способствует непрерывный контроль за процессом бурения, как на поверхности, так
и непосредственно на забое с помощью специального оборудования.
Так же как и при проведении
подземного ремонта скважин, применение КГТ сокращает случаи травматизма и
обеспечивает выполнение жестких требований по охране окружающей среды.
Для специализированных буровых
работ используют гибкие трубы с наружным диаметром не менее 60,3 мм. Хотя
достаточно широко применяют и трубы с наружным диаметром 38,1» 44,5, 50,8 мм.
Оптимальными диаметрами труб являются 89 и 114 мм.
Вращение породоразрушающего
инструмента обеспечивается забойным двигателем, который установлен на гибкой
трубе и имеет свои особенности, обусловленные малой жесткостью КГТ при работе
на кручение, изгиб и сжатие. Кроме того, при использовании колонны гибких труб
отсутствует возможность применения утяжеленных бурильных труб. Это накладывает
ограничения и на выбор оборудования, и на режимы бурения из-за:
• малой нагрузки на
породоразрушающий инструмент;
• незначительного
крутящего момента, который должен развивать двигатель;
• высоких оборотов
двигателя, так как в противном случае мощность, подводимая к породоразрушающему
инструменту, будет низкой.
Сказанное выше указывает на
недостатки при использовании КГТ в бурении. К ним относятся более низкая
скорость проводки, необходимость уменьшения диаметров скважин, незначительные
сроки службы и долот, и забойных двигателей малого диаметра. Однако эти
отрицательные моменты при проведении дополнительных работ можно либо полностью,
либо в достаточной степени устранить.
Важно иметь в виду, что
экономический эффект от использования КГТ в бурении весьма высок. Например,
стоимость бурения одной горизонтальной скважины на Аляске при бурении обычными
установками составляет 2200 тыс. дол., а при использовании в аналогичных
условиях установки с КГТ - 500 тыс. дол.
Перечисленные ограничения
обусловливают и выбор режимов работы, например, использование забойного
двигателя большой мощности, может привести к скручиванию колонны гибких труб,
при этом ее угловые деформации могут достигать 6-7 полных оборотов нижнего
сечения относительно верхнего на каждые 1000 м длины. При уменьшении нагрузки
на долото, например, при подъеме труб, бывают случаи самопроизвольного
раскручивания колонны в противоположную сторону, что вызывает самоотворот
резьбового соединения забойного двигателя.
В зависимости от применяемого
диаметра КГТ и класса буровой установки забойное оборудование может быть
достаточно простым и содержать соединительную муфту, стабилизатор, забойный
двигатель и породоразрушающий инструмент. Подобный комплект инструментов
используют при трубах диаметром 33 - 55 мм. При применении труб с диаметром 60,3
мм и выше в компоновку входят соединительная муфта, обеспечивающая переход от
КГТ к забойной установке, направляющий инструмент (в виде одной трубы с
увеличенной толщиной стенки), предохранительный разъединитель, немагнитный
переводник, измерительный прибор с источником гамма-излучения, немагнитная
утяжеленная бурильная труба (УБТ), буровой забойный двигатель объемного типа с
регулируемым отклонителем и долото.
При работе с КГТ обязательным
элементом внутрискважинной компоновки является стабилизатор. Он воспринимает
часть радиальных усилий, возникающих в процессе работы, позволяет уменьшать
амплитуду колебаний и в итоге снижает величины циклических напряжений,
действующих на участке гибкой трубы, расположенной непосредственно над
двигателем.
Для исключения аварийного
усталостного разрушения трубы периодически следует отрезать ее участок в нижней
части, так как здесь материал устает в наибольшей степени.
Оборудование, применяемое при
бурении
Буровые установки
В настоящее время применяют два
типа буровых установок - снабженные вышкой и без нее.
Буровая установка фирмы "Canadian
Francmaster
Ltd." состоит из
четырех блоков - пульта управления, расположенного на отдельной транспортной
базе,
блока с барабаном гибкой трубы,
смонтированного на трейлере, блока, включающего основание, транспортер и
П-образную мачту, блока мостков, размещенных на отдельном трейлере.
По существу буровая установка с
использованием КГТ аналогична агрегату, предназначенному для работы с КГТ малых
диаметров. Однако в данном случае увеличение массы комплектующего оборудования,
габаритов, усилий, действующих в процессе функционирования установки, приводит
к ее разрастанию. В результате весь комплект перевозят на четырех транспортных
единицах, сюда не входят блок для приготовления бурового раствора, насосные
агрегаты для последнего и закачки азота, а также емкость для его хранения.
Рассматриваемое оборудование
имеет следующие конструктивные особенности.
Колонна гибких труб снабжена
каротажным кабелем и двумя трубопроводами малого диаметра для подачи жидкости
гидропривода к забойному оборудованию.
Последнее включает управляемый
с поверхности отклонитель долота, обеспечивающий оперативный выбор направления
бурения. Кроме того, в забойном оборудовании размещается блок ориентации,
позволяющий определять фактическое направление бурения скважины и передавать
соответствующую информацию на пульт управления. Оно содержит также комплект
датчиков, регистрирующих и передающих в виде электрических сигналов на пульт
управления информацию о величине забойного давления, результатах
гамма-каротажа, расходе жидкости, текущей по внутренней полости КГТ и
кольцевому пространству.
С помощью кабельной телеметрии
осуществляется передача всех сведений в режиме реального времени на пульт
управления.
Пульт управления оборудован
комплексом обычных приборов, регистрирующих режим бурения, закачки жидкости и
протекания всех других процессов, а также бортовой ЭВМ, в которую закладывают
программу бурения.
При выполнении работ ведут
непрерывный контроль за положением долота, направлением проводки скважины,
физическими свойствами разбуриваемой породы, изменением расходов бурового
раствора и жидкости, поступающей из пласта. Все эти данные отражаются на экране
дисплея оператора. Режим работы бурового агрегата, в частности, направление бурения
ствола скважины могут задаваться оперативно, например, с помощью
"мыши" ЭВМ.
Все это создает эффект
присутствия оператора в скважине и представления им места в разбуриваемом
пространстве пласта. Постоянно поступающая информация о состоянии окружающей среды
позволяет принимать достаточно быстро обоснованные решения по управлению
процессом бурения. Создание подобного оборудования по важности решаемых проблем
и уровню их решения превосходит некоторые космические программы, реализованные
к настоящему времени.
Буровой агрегат подобной
конструкции позволяет работать с КГТ диаметром 60,3 или 73 мм. Грузоподъемность
мачты с талевой системой - 680 кН.
Использование подобной буровой
предполагается после проводки вертикального участка скважины с использованием
традиционных технологий. Его бурят на глубину, практически достигающую кровли
пласта, без вскрытия последнего. Затем выполняют весь комплекс работ по
обсаживанию, цементированию, оборудованию устья скважины колонной головкой.
Диаметр эксплуатационной колонны составляет 144 -168 мм.
Для вскрытия пласта наклонными
ответвлениями или горизонтально расположенными стволами на устье пробуренной
скважины монтируют описываемый буровой агрегат. На трубной головке закрепляют
блок превенторов, содержащий (снизу вверх) секцию с глухими срезающими
плашками, секцию с фланцами для подвода жидкости глушения, секцию с трубными
плашками, секцию с удерживающими плашками, универсальный превентор с эластичным
уплотняющим элементом, лубрикатор и уплотнитель КГТ. Эта сборка имеет высоту
порядка 6 м. На блоке превенторов монтируют транспортер, конструкция которого
содержит два ряда цепей с плашками, захватывающими трубу. Над ней располагают
отклонитель.
Помимо описанной буровой
установки существуют более компактные, предназначенные для работы с меньшими
диаметрами труб. Их характерной особенностью является отсутствие мачты. Все
оборудование таких установок размещается на одной транспортной единице (кроме
блока подготовки и обработки бурового раствора). Основным отличием этих
установок от агрегатов, предназначенных для проведения подземного ремонта,
является более высокая установка транспортера, обусловленная необходимостью
наличия шлюза достаточно большой длины, обеспечивающего спуск в скважину
инструментов, входящих в состав буровой головки. Это, в свою очередь, требует
грузоподъемного устройства, удерживающего транспортер во время работы с большей
высотой подъема.
Группой предприятий ФИД
разработан ряд относительно недорогих колтюбинговых агрегатов для ремонта и
бурения скважин с гибкими трубами диаметром от 19 до190 мм для работы в
скважинах глубиной до 5000 метров. Начиная с 1999 года разработано 8
модификаций колтюбинговых агрегатов. Например, установка М40 (рисунок 3) с
максимальным тяговым усилием инжектора 40 тонн, гибкой трубой диаметром 60,3 мм
и длиной до 3500 м или диаметром 73 мм и длиной до 2200 м. В комплект установки
входит устьевое сборное основание под инжектор с самоподъемной вышкой и
комплект противовыбросового оборудования с шлюз-лубрикатором. Вышка и
шлюз-лубрикатор предназначены для производства работ по спуску-подъёму
компоновки низа бурильной колонны (КНБК) в скважину под давлением.

Рисунок 3 - Установка М40.
Породоразрушающий инструмент
Выбор долота при бурении с
использованием гибких труб обусловлен режимом работы забойного двигателя -
малая осевая нагрузка и большая частота вращения. В этом случае шарошечные
долота малоэффективны и поэтому не применяются, тем более что срок их службы в
подобном режиме работы чрезвычайно низок. Для разбуривания цемента и породы
лучше всего подходят долота истирающего типа, армированные алмазами или
вставками из карбида вольфрама. К основным характеристикам долота относятся его
марка, диаметр, перепад давления на нем.
Забойный двигатель
Винтовой двигатель - это разновидность забойной
гидравлической машины, в которой для преобразования энергии потока промывочной
жидкости в механическую энергию вращательного движения использован винтовой
механизм.
При выполнении буровых работ и
удалении пробок применяют забойные двигатели двух типов - объемного и
динамического действия. К первым относятся винтовые и аксиально-поршневые
двигатели, ко вторым - турбобуры. Наиболее целесообразно использовать забойные
двигатели объемного действия, а из них предпочтительнее винтовые, поскольку
последние обладают более приемлемой характеристикой для условий работы с КГТ.
Кроме того, для их привода необходим меньший расход технологической жидкости,
что важно для обеспечения прочности колонны.
Опыт работы в различных районах
страны показал, что винтовой двигатель может работать с использованием
промывочных жидкостей любой плотности от аэрированных растворов плотностью
меньше 1г/см 3 до утяжелённых плотностью более 2г/см 3 и вязкостью до 90 с по
СПВ - 5.
Он проще по конструкции, имеет значительно
меньшую длину и массу по сравнению с турбобуром. Небольшая длина двигателя
очень выгодна для бурения наклонных и особенно горизонтальных скважин,
поскольку можно до минимума снизить радиус искривления ствола и соответственно
его длину.
При бурении ВЗД в твердых породах проходка на
долото увеличивается более чем в 2 раза, а в мягких - на 20-30% по сравнению с
турбобуром, механическая же скорость бурения в обоих случаях ниже на 20-50%.
Основной особенностью ВЗД по сравнению с
турбобуром является то, что он обладает относительно жёсткой рабочей
характеристикой. Как показали стендовые и промысловые испытания, при работе в
области, близкой к области максимальной мощности, частота вращения двигателя
снижается на 20-28% по сравнению с разгонной в режиме холостого хода.
Учитывая, что ВЗД используются при бурении
нижних интервалов скважин, там где механическая и особенно рейсовая скорость
бурения существенно ниже чем в верхних интервалах бурения, можно оценить
затраты времени и средств на бурение при использовании ВЗД не менее, чем
% от всех затрат на бурение скважины. Кроме
того, наиболее сложные и дорогостоящие работы, такие как бурение участков
наклонно-направленных и горизонтальных скважин с большой интенсивностью
искривления, бурение горизонтальных участков скважины, проводятся только с
применением ВЗД. При восстановлении скважин методом бурения дополнительных
стволов также в основном используются ВЗД. В капитальном ремонте с применением
двигателей выполняется свыше 90% всех операций, связанных с бурением.
К особенностям принципа действия следует
отнести:
отсутствие быстроизнашивающихся
распределительных устройств, поскольку распределение жидкости по шлюзам рабочих
органов осуществляется автоматически за счёт соотношения числа зубьев и шагов
винтовых поверхностей ротора и статора;
кинематику рабочих органов, в движении которых
сочетается качение со скольжением при относительно невысоких скоростях
последнего, что
снижает износ рабочей пары;
непрерывное изменение положения контактной линии
(геометрического места точек качения ротора и статора) в пространстве, в
результате чего механические примеси, находящиеся в перекачиваемой жидкости,
имеют возможность выноситься потоком из рабочих органов.
Характеристики наиболее
типичных забойных двигателей приведены ниже в таблице 2.1.
Таблица 2.1 - Характеристики
наиболее типичных забойных двигателей
|
Марка
двигателя
|
Д-42
|
Д-48
|
Д1-54
|
ДГ-60
|
Д-85
|
Д1-195
|
|
Диаметр
наружный, мм
|
42
|
48
|
54
|
60
|
85
|
195
|
|
Диаметр
долот, мм
|
59
|
59-76
|
59-76
|
76-98,4
|
98,4-120,6
|
187,3-190,5
|
|
Расход
рабочей жидкости, л/с
|
0,3-0,5
|
1,2-2,6
|
1-2,5
|
1-2
|
4,8
|
25-35
|
|
Перепад
давления на двигателе, МПа
|
2-4
|
4-5
|
4,5-5,5
|
4,5-5,5
|
5,5
|
4,0-5,0
|
Двигатель состоит из трёх основных узлов: секции
двигательной, секции шпинделя и переливного клапана (рисунок 4).
Статор 1 имеет десять внутренних винтовых зубьев
левого направления, выполненных на обкладке из эластомера, привулканизированной
к расточке корпуса.
Ротор 2, на наружной поверхности которого
нарезаны девять винтовых зубьев левого направления, выполняется из коррозионностойкой
стали или конструкционной стали с хромированием зубьев.
Верхний конец полого ротора 2 закрыт пробкой и
свободен, а к нижнему присоединено двухшарнирное соединение 3, преобразующее
планетарное движение ротора в соосное вращение вала шпинделя.
Опора 6 предназначена для восприятия осевых
нагрузок действующих на вал шпиндельной секции и на ротор двигателя. Осевая
нагрузка на ротор двигателя сопоставима по величине с осевыми нагрузками на
долото и может оказывать существенное влияние на работоспособность
двухшарнирного соединения и на радиальные подшипники 7.
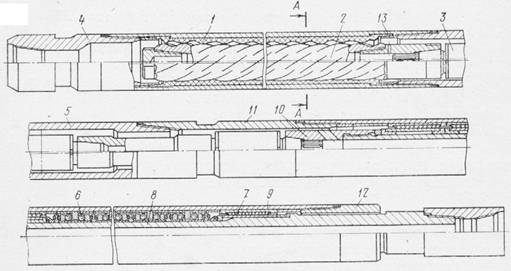

Рисунок 4 - Забойный винтовой двигатель в
продольном и поперечном разрезах:
-статор; 2-ротор; 3-двухшарнирное соединение;
4,5,11-верх-ний, средний и нижний переводники; 6-многорядная упорная шаровая
опора; 7-радиальный подшипник; 8-вал шпинделя; 9-корпус шпинделя; 10-муфта
соединительная; 12-ниппель; 13-распорное кольцо
Двухшарнирное соединение 3 (рисунок 5)
разработано на базе двойной зубчатой муфты. Вращающий момент передаётся через боковые
поверхности зубьев полумуфт и венца. Осевая нагрузка от ротора на вал
передаётся через центральный шар, расположенный в сферических расточках
полумуфт. Угловая подвижность шарнира обеспечивается радиальными и боковыми
зазорами в эвольвентном зацеплении, а равномерность передачи момента через
зубья шарнира улучшается выполнением зубьев полумуфт бочкообразными. Внутренняя
полость шарнира заполнена консистентной смазкой и уплотнена массивными
резиновыми кольцами, деформированными в осевом направлении затяжкой гаек для
обеспечения радиального натяга по шейкам полумуфт. Для уменьшения угла перекоса
шарниры разнесены по длине и соединены между собой с помощью промежуточной
трубы по конусным поверхностям. В качестве радиальных опор применены
резинометаллические подшипники 7, обладающие достаточной износостойкостью в
среде промывочной жидкости.

4 5 3 6 7 2 1
Рисунок 5 - Двухшарнирное соединение забойного
двигателя:
-шарнир в сборе; 2-труба; 1-шарнир в сборе;
2-труба; 3-корпус шарнира; 4-полу муфта; 5-шар; 6-уплотнительное кольцо;7-гайка
В данном курсовом проекте будет
рассматриваться ремонт элемента КНБК колтюбинговой установки - винтового
забойного двигателя Д1-195.
Отличительными особенностями двигателя Д1-195
являются:
изменённая геометрия рабочих органов,
обеспечивающая высокую надёжность двигателя, в частности при запусках;
увеличенный рабочий объём двигателя, позволяющий
в 1,3-1,5 раза снизить частоту вращения выходного вала;
выполнение ротора из коррозионно-стойкой стали с
последующим полированием рабочей поверхности, что позволяет повысить
долговечность рабочих органов;
усовершенствованная система уплотнения
внутренних полостей шарнирных соединений, способствующая значительному
повышению
долговечности и надёжности этого ответственного
узла;
упрощённая конструкция упорного подшипника.
Перечисленные конструктивные отличия обеспечили
повышение эксплуатационных качеств двигателей и дальнейшее улучшение
технико-экономических показателей бурения.
Техническая характеристика винтового
забойного двигателя Д1-195 представлена в таблице 2.2.
Таблица 2.2 - Техническая
характеристика двигателя Д1-195
|
Длина,
мм
|
Диаметр
мм
|
Заходность
ротора на статор
|
Расход
бурового раствора л/с
|
Частота
вращения вала шпинделя Об/мин
|
Перепад
давления МПа
|
Момент
силы на валу кН м
|
|
Д1- 195
|
6200
|
195
|
9:10
|
25-35
|
80-100
|
4,0-5,0
|
6,5-8,0
|
2. Анализ
условий и режима эксплуатации ВЗД Д1-195
Для того чтобы избежать частых
поломок двигателей необходимо соблюдение следующих правил эксплуатации.
При спуске двигателя в скважину
за 10-15 м до забоя включают буровой насос и промывают призабойную зону
скважины при работающем двигателе. Незапуск двигателя фиксируется по резкому
подъёму давления на выкиде насосов. В этом случае следует запускать двигатель с
вращением бурильной колонны ротором при одновременном прокачивании жидкости.
Запуск двигателя ударами о забой не допускается.
Во избежание левого вращения
инструмента под действием реактивного момента двигателя ведущую трубу фиксируют
от проворачивания в роторе с помощью клиньев.
По своим энергетическим
характеристикам винтовые двигатели позволяют создавать на долоте высокие осевые
нагрузки, однако приработку нового долота в течении 10-15 минут необходимо
вести при пониженных осевых нагрузках.
При выборе типа долота предпочтение
следует отдавать низкооборотным долотам с маслонаполненной опорой, а также
гидромониторным долотам, так как сниженный по сравнению с турбобурами перепад
давления в винтовом двигателе создаёт резерв мощности на выкиде насосов. Тип
вооружения долота выбирают в соответствии с твёрдостью и абразивностью
проходимых пород.
При выборе рациональных
параметров режима бурения винтовым забойным двигателем необходимо учитывать
особенности его характеристик:
пропорциональность частоты
вращения расходу промывочной жидкости;
сравнительно «жёсткую»
скоростную характеристику под нагрузкой
(в зоне устойчивой работы
двигателя от режима холостого хода до режима максимальной мощности частота
вращения падает на 15-20%);
линейную зависимость перепада
давления на двигателе от момента на долоте.
Низкие частоты вращения долота
обеспечивают преимущественно объёмный характер разрушения горных пород, поэтому
с увеличением осевой нагрузки механическая скорость бурения винтовыми
двигателями возрастает. Проходка на долото с ростом нагрузки увеличивается до
определённого значения нагрузки, а затем начинает снижаться вследствие
ухудшения условий очистки забоя и ограниченной прочности опор и вооружения
долота.
Давление на стояке насосов
может использоваться бурильщиком для контроля за процессом бурения.
При чрезмерном увеличении
осевой нагрузки или в случае перехода в пласт, представленный вязкими породами,
возможна остановка винтового забойного двигателя; при этом резко повышается
давление в нагнетательной линии. Буровой инструмент следует немедленно
приподнять, а затем осторожно дойти до забоя и продолжать бурение при
пониженной осевой нагрузке на долото.
При бурении винтовым забойным
двигателем буровой инструмент необходимо подавать плавно, без рывков.
Периодически инструмент следует проворачивать.
Расход промывочной жидкости при бурении винтовым
забойным двигателем выбирают исходя из условий необходимой очистки забоя. По
мере износа рабочей пары двигателя для сохранения его рабочей характеристики
целесообразно увеличить расход промывочной жидкости на 20-25 % от начальной
величины.
Продолжительность работы
серийных долот с применением винтовых забойных двигателей обычно в 3 раза и
более выше, чем при турбинном бурении. Момент подъёма долота при сработке его
вооружения определяют по устойчивому снижению механической скорости по
отношению к первоначальной. При сработке опор долота, сопровождающейся
заклиниванием шарошек, сигналом для подъёма могут также служить повторяющиеся
резкие подъёмы давления в нагнетательной линии, происходящие даже при
пониженных осевых нагрузках.
Для предотвращения зашламования
двигателя перед наращиванием инструмента или перед подъёмом его для замены
долота необходимо промыть скважину в призабойной зоне, затем приподнять
инструмент над забоем на 10-12 м и только после этого остановить насосы и
открыть пусковую задвижку.
В процессе эксплуатации винтовых двигателей
необходимо периодически проверять его пригодность к дальнейшей работе.
Двигатель отправляют на ремонт при значительном снижении его приёмистости к осевым
нагрузкам, увеличении осевого люфта шпинделя более 4-5 мм, а также при
затруднённом запуске или незапуске над устьем скважины или зашламовании
двигателя.
3 Анализ отказов и
других технических проблем, выявленных в процессе эксплуатации (обслуживании, ремонте)
ВЗД Д1-195
Винтовые забойные двигатели
отличаются ограниченным количеством деталей и простотой конструкции. При
соблюдении основных правил эксплуатации и технического обслуживания они
обладают достаточно высокой надежностью в различных условиях бурения.
Неудовлетворительная работа винтовых забойных двигателей в большинстве случаев
является следствием либо низкого качества изготовления, либо нарушения
требований к эксплуатации.
Доставленный на буровую ВЗД
перед спуском в работу подвергают наружному осмотру. Особое внимание следует
обращать внимание на отсутствие трещин и вмятин на статоре и корпусе шпинделя,
на состояние присоединительных резьб к бурильным трубам и к долоту (отсутствие
промывов и дефектов резьб), а также на плотность свинчивания промежуточный
резьбовых соединений корпусных деталей ВЗД. Винтовые забойные двигатели с
дефектами корпусных деталей и резьб к работе не допускаются; в случае неполного
свинчивания резьбовые соединения докрепляют машинными ключами.
Перед спуском в скважину каждый
ВЗД опробуют над устьем с целью проверки легкости запуска и герметичности
резьбовых соединений. ВЗД должен запускаться плавно (при давлении на стояке не
более 2,5 МПа) путем медленного закрывания пусковой задвижки. На холостом ходу
вращение вала ВЗД должно происходить без рывков и заеданий, а остановка при
выключении насосов не должна быть резкой. При опробовании ВЗД одновременно
проверяют работоспособность переливного клапана. При подаче промывочной
жидкости в ВЗД клапан должен плотно закрываться без утечек жидкости в боковые
отверстия корпуса клапана; при выключении циркуляции клапан должен открыться.
В зимнее время запуску ВЗД
должен предшествовать его отогрев паром или горячей водой в течении 30-40 мин.
Подготовка бурильного инструмента к бурению должна предусматривать выбор
необходимой компоновки низа бурильной колонны. Для предотвращения искривления
вертикальной скважины должны быть обеспечены соосность вышки и ротора по
отношению к оси скважины, горизонтальность стола ротора, а также прямолинейность
ведущей трубы, утяжеленных и бурильных труб. Нижняя часть бурильной колонны,
включающая центраторы, калибраторы или стабилизаторы, должна иметь необходимую
продольную устойчивость, прочность, проходимость в стволе скважины, а также
должна обеспечивать удобство и безопасность ее эксплуатации и создавать
гидравлические сопротивления, не превышающие допустимые.
Перечень встречающихся или возможных
неисправностей, а также способы их устранения, приведены в таблице 3.1
Таблица 3.1 - Виды неполадок и
способ их устранения
|
Характер
неисправности
|
Причина
|
Способ
устранения
|
|
|
на
буровой
|
при
ремонте
|
|
Запуск
при повышенном давлении в нагнетательной линии
|
Отслоение
или повреждение резиновой обкладки статора Неправильная регулировка или
заклинивание шпиндельной секции
|
Заменить
двигатель Тоже
|
Заменить
статор Проверить регулировку шпиндельной секции, при необходимости очистить
или сменить детали
|
|
Повышение
давления в нагнетательной линии при работе двигателя в скважине При отрыве
долота от забоя давление не снижается
|
Засорение
фильтра Зашламование двигателя Попадание посторонних предметов в рабочие
органы и повреждение резиновой обкладки статора
|
Прочистить
фильтр заменить двигатель Заменить двигатель
|
Разобрать
двигатель, очистить от шлама Убрать посторонние предметы или заменить рабочие
органы
|
|
Снижение
механической скорости проходки Двигатель плохо принимает осевую нагрузку
|
Износ
рабочих органов (ротора, статора) Износ осевой опоры шпиндельной секции
|
Увеличить
расход на 20-25% или заменить двигатель Заменить двигатель
|
Заменить
рабочие органы Заменить осевую опору
|
|
Снижение
давления в нагнетательной линии
|
Негерметичность
клапана. Неплотности (промыв) в резьбовых соединениях бурильной колонны
|
Сменить
клапан Заменить промытые бурильные трубы
|
Заменить
изношенные детали клапана
|
4. Монтаж
(сборка-разборка, регулировка) ВЗД Д1-195
.1 Монтаж винтовых
забойных двигателей
Разборку и ремонт двигателей проводят с
использованием стандартного оборудования турбинных цехов буровых предприятий.
При отвинчивании резьб статора возможно смятие
его корпуса, если кулачки ключа установлены на его поверхности; во избежании
этого кулачки ключа следует захватывать одновременно поверхности статора и
переводника, как показано на рисунке 4.1. Ротор извлекают из статора
вывинчиванием или вытаскивают с помощью лебёдки, как показано на рисунке 4.2.

Рисунок 4.1-Схема отвинчивания переводников от
статора

Рисунок 4.2-Схема разборки рабочей пары
Шпиндель двигателя разбирают так же, как
шпиндели серийных турбобуров. Особое внимание уделяют разборке осевой опоры:
опору следует снимать с вала пакетами, располагая их в порядке установки на
валу шпинделя. Не следует допускать перестановку шариков из пакета в пакет или
установку новых шариков взамен отработавших. В случае разрушения отдельных
шариков или обойм подшипника в 2-3 пакетах можно удалить эти ряды шаров или
обоймы с установкой распорных втулок. Отбраковывают и заменяют новыми
компенсаторы шпинделя ШШО с деформированными или отслоившимися резиновыми
подушками. Изношенные детали и узлы двигателей после их промывки, визуального
осмотра и инструментальных замеров отбраковывают.
У статора визуально проверяют целостность
резиновой обкладки (отсутствие разрушений зубьев), контролируют диаметр Dе
по выступам зубьев с помощью набора гладких калибров-пробок, а по впадинам - с
помощью индикаторного нутромера.
Кривизну канала статора проверяют гладким
калибром, имеющим длину, равную длине обкладки статора. При этом в зависимости
от диаметра Dе, который может
колебаться из-за различной величины усадки резины, применяют калибр
соответствующего диаметра. Если калибр не заходит на всю длину обкладки, то
такой статор бракуют.
У ротора измеряют диаметральный размер (Dер
- h) между впадиной и
выступом зубьев с помощью микрометра и мерного ролика диаметром 5-8 мм.
Измерения проводят в 3-5 сечениях по длине двигателя и берут их среднее
значение за истинное.
Определяют диаметральный натяг (зазор) в рабочей
паре: d=(Dep- h)-De.
Если зазор в изношенной рабочей паре превышает
1,3 мм, то рабочую пару заменяют новой.
Шарниры карданного вала разбирают для проверки
состояния шара, сферических расточек и зубьев полумуфт и венца, контроля
уплотнений и заполнения смазкой внутренней полости. Конусные поверхности
полумуфт шарнира и соединительной трубы не должны иметь задиров и следов
проворачивания.
Контроль и отбраковку остальных деталей
двигателей проводят в соответствии с требованиями, предъявляемыми к аналогичным
деталям турбобуров.
При сборке двигателей детали смазывают согласно
таблицы 4.1.
Таблица 4.1-Смазка деталей винтовых двигателей в
процессе сборки
|
Узел
и деталь
|
Смазочный
материал и номер стандарта
|
Способ
нанесения
|
Место
нанесения
|
|
Вал
шпинделя
|
Масло
индустриальное марки И30А или И45А по ГОСТ 20799-75
|
Покрывается
слоем
|
Посадочная
часть
|
|
Статор,
ротор, опора нижняя, втулка нижней опоры
|
Масло
касторовое техническое по ГОСТ 6757-73
|
То
же
|
Поверхность
резины и поверхность, соприкасающаяся с резиной
|
|
Шарнир
|
Смазка
ЦИАТИМ-201 по ГОСТ 6267-74
|
Заполняется
|
Внутренняя
полость между полумуфтами и венцом в шарнирах
|
|
Детали
крепящиеся в корпусе
|
Насосная
смазка по МРТУ 12Н98-64
|
Покрывается
слоем
|
Наружные
поверхности деталей
|
|
Резьбовые
соединения
|
Смазка
Р-113 по ТУ38-101330-73
|
То
же
|
Профиль
резьбы
|
При сборке шпиндельной секции определяют размеры
колец, регулировочных по валу и корпусу шпинделя, обеспечивающие необходимые
усилия затяжки пакета подшипников.
В собранном и отрегулированном шпинделе
контролируют осевой люфт, лёгкость и равномерность вращения вала от
приложенного момента 100-200 Нм.
Двигатели должны храниться в собранном виде с
ввинченными предохранительными пробками на специальных стеллажах под навесом,
защищающим от атмосферных осадков и солнечной радиации.
4.2 Правила
эксплуатации двигателей
Во избежании частых поломок двигателей
необходимо соблюдение правил эксплуатации.
При спуске двигателя в скважину за 10-15 м до
забоя включают буровой насос и промывают призабойную зону скважины при
работающем двигателе. Незапуск двигателя фиксируется по резкому подъёму
давления на выкиде насосов. В этом случае следует запускать двигатель с
вращением бурильной колонны ротором при одновременном прокачивании жидкости.
Запуск двигателя ударами о забой не допускается.
Во избежании левого вращения инструмента под действием
реактивного момента двигателя ведущую трубу фиксируют от проворачивания в
роторе с помощью клиньев.
По своим энергетическим характеристикам винтовые
двигатели позволяют создавать на долоте высокие осевые нагрузки, однако
приработку нового долота в течении 10-15 минут необходимо вести при пониженных
осевых нагрузках.
При выборе типа долота предпочтение следует
отдавать низкооборотным долотам с маслонаполненной опорой, а также
гидромониторным долотам, так как сниженный по сравнению с турбобурами перепад
давления в винтовом двигателе создаёт резерв мощности на выкиде насосов. Тип
вооружения долота выбирают в соответствии с твёрдостью и абразивностью
проходимых пород.
При выборе рациональных параметров режима
бурения винтовым забойным двигателем необходимо учитывать особенности его
характеристик:
пропорциональность частоты вращения расходу
промывочной жидкости;
сравнительно «жёсткую» скоростную характеристику
под нагрузкой (в зоне устойчивой работы двигателя от режима холостого хода до
режима максимальной мощности частота вращения падает на 15-20%);
линейную зависимость перепада давления на
двигателе от момента на долоте.
Низкие частоты вращения долота обеспечивают
преимущественно объёмный характер разрушения горных пород, поэтому с
увеличением осевой нагрузки механическая скорость бурения винтовыми двигателями
возрастает. Проходка на долото с ростом нагрузки увеличивается до определённого
значения нагрузки, а затем начинает снижаться вследствие ухудшения условий
очистки забоя и ограниченной прочности опор и вооружения долота.
Давление на стояке насосов может использоваться
бурильщиком для контроля за процессом бурения.
При чрезмерном увеличении осевой нагрузки или в
случае перехода в пласт, представленный вязкими породами, возможна остановка
винтового забойного двигателя; при этом резко повышается давление в
нагнетательной линии. Буровой инструмент следует немедленно приподнять, а затем
осторожно дойти до забоя и продолжать бурение при пониженной осевой нагрузке на
долото.
При бурении винтовым забойным двигателем буровой
инструмент необходимо подавать плавно, без рывков. Периодически инструмент
следует проворачивать.
Расход промывочной жидкости при бурении винтовым
забойным двигателем выбирают исходя из условий необходимой очистки забоя. По
мере износа рабочей пары двигателя для сохранения его рабочей характеристики
целесообразно увеличить расход промывочной жидкости на 20-25 % от начальной
величины.
Продолжительность работы серийных долот с
применением винтовых забойных двигателей обычно в 3 раза и более выше, чем при
турбинном бурении. Момент подъёма долота при сработке его вооружения определяют
по устойчивому снижению механической скорости по отношению к первоначальной.
При сработке опор долота, сопровождающейся заклиниванием шарошек, сигналом для
подъёма могут также служить повторяющиеся резкие подъёмы давления в
нагнетательной линии, происходящие даже при пониженных осевых нагрузках.
Для предотвращения зашламования двигателя перед
наращиванием инструмента или перед подъёмом его для замены долота необходимо
промыть скважину в призабойной зоне, затем приподнять инструмент над забоем на
10-12 м и только после этого остановить насосы и открыть пусковую задвижку.
При эксплуатации винтовых двигателей необходимо
периодически проверять его пригодность к дальнейшей работе. Двигатель
отправляют на ремонт при значительном снижении его приёмистости к осевым
нагрузкам, увеличении осевого люфта шпинделя более 4-5 мм, а также при
затруднённом запуске или незапуске над устьем скважины или зашламовании
двигателя.
5. Анализ
ремонтопригодности ВЗД Д1-195
Винтовые забойные двигатели
подлежат следующим видам технического обслуживания: профилактическому осмотру и
текущему ремонту.
Профилактическому осмотру
подвергаются двигатели, длительно находившиеся на хранении перед началом
эксплуатации, а так же двигатели, работавшие в скважине.
Двигатели, работавшие в
скважине, после окончания работ должны быть промыты водой, а затем, при
вертикальном положении двигателя, запиты индустриальным маслом И-40А или И-50-А
в количестве 1.5-2 литров при медленном проворачивании по часовой стрелке
выходного вала до выхода масла через подшипниковый узел шпиндельной секции (по
наружной поверхности выходного вала).
. Профилактический осмотр
проводится в следующем порядке :
) произвести наружный осмотр
деталей и присоединительных резьб двигателя (вмятины и трещины не допустимы);
) отсоединить переводник и
секцию рабочих органов от секции шпиндельной;
) извлечь ротор из статора и
проверить натяг в зубчатом зацеплении пары ротор-статор;
4) проверить осевой и радиальный люфты вала
шпиндельной секции (предельно допустимый осевой люфт 4 мм, радиальный 2мм);
5) проверить затяжку пакета
деталей на валу шпинделя (сжатие пакета деталей на валу производится за счет
превышения на 2-2.5 мм высоты регулировочного кольца на 1.5-2 мм против
номинального значения);
) проверить затяжку пакета
деталей в корпусе шпинделя {сжатие пакета деталей в корпусе производится за
счет превышения высоты регулировочного кольца на 1.5-2 мм против номинального
значения);
) собрать двигатель.
. Текущий ремонт производится в
следующем порядке:
) произвести полную разборку
двигателя, детали промыть;
) произвести отбраковку деталей
в соответствии настоящего паспорта, изношенные детали заменить новыми;
) произвести сборку двигателя.
. Отбраковка изношенных узлов и
деталей при ремонте:
.1 Секция рабочих органов :
) у статора проверить
целостность резиновой обкладки; при помощи калибр-пробки из комплекта
инструмента из комплекта инструмента принадлежностей измерить диаметр обкладки
по выступам зубьев(da
l);в случае
повреждения или значительного износа резиновой обкладки статор отбраковать;
) у ротора с помощью микрометра
{с пределами измерения 5(-75мм) и шарика, замерить размер между впадиной и
выступом зубьев(1=с-dшарика) в
пяти местах по длине ротора и определить их среднее значение);
3) определить диаметральный натяг (зазор) по
зубьям в рабочей паре ротор-статор : b=i-da(
i)
Таблица 5.1 - Определение
натягов (зазоров) рабочей пары в зубчатом зацеплении
|
Интервал
температуры,°С
|
до
60
|
от
60 до 80
|
|
Натяг
(зазор)
|
от
0 до +0.3
|
от
-0.2 до +0.2
|
от
-0.4 до 0
|
Примечание: знак "+"
означает натяг, знак "-" зазор. Измерение натяга(зазора) в зубчатом
зацеплении выполняется при температуре 20°С+/-5°С.
6. Проверочные расчеты
.1 Расчёт геометрических
и энергетических параметров двигателя
Расчёт контурного диаметра рабочих органов
(диаметр статора по впадинам зубьев):
Dк =
D-2 Ä
(d
м+dр)
= 195 - 2Ä(18,525+10,725) = 136,5 мм,
где dм и dр-
соответственно толщина стенки остова статора и минимальная толщина резиновой
обкладки по впадинам зубьев;
D - диаметр
двигателя.
dм
= (0,07÷0,1)ÄD
= 0,095Ä195 = 18,525 мм;
Исходя из условий заливки резинометаллических
деталей типа статоров минимальная толщина резиновой обкладки должна быть не
менее:
dр=
(0,04÷0,07)ÄD
= 0,0551Ä95 = 10,725 мм.
Вычислим эксцентриситет зацепления:

где Се=2 - коэффициент формы
зуба [3];
С0=1,3 - коэффициент
внецентроидности [3];
Z1=10 - число зубьев статора.
Расчитаем площадь живого сечения рабочих
органов:
S = pÄeÄ(Dк
-
2е) = 3,14Ä4,64Ä(136,5
- 2Ä4,64)
= 1853,544 мм2.
Определим шаг винтовой поверхности:

где Q
= 1,8 м3/мин - расход жидкости;
n = 102 об/мин -
частота вращения вала шпинделя;2 = 9 - число
зубьев ротора.
При выборе Т следует учитывать, что его
оптимальная величина должна находиться в пределах:
Т = (4,5÷6,5)ÄDк
=
(4,5÷6,5)Ä136,5 =
614,25÷887,25, т.е. 614,25<
634,9<
887,25
Вычислим шаг винтовой поверхности ротора:
t = TÄZ2/Z1
=
634,9Ä9/10
= 571,41 мм.
Определим основные размеры рабочих органов:
диаметры статора:
по впадинам Di
= Dк
= 136,5 мм,
по выступам De
= Dк
- 4Äe
= 136,5 - 4Ä4,64 = 117,94 мм;
диаметры ротора:
по впадинам зубьев di
= De - 2Äe
+ d =
117,94 - 2Ä4,64 + 0,819 = 109,48 мм,
где d
- диаметральный натяг
d = (0,005÷0,007)ÄDк
= 0,006Ä136,5 = 0,819 мм,
по выступам зубьев de
= di + 4Äe
= 109,48 + 4Ä4,64 = 128 мм.
Найдём длину рабочей части обкладки статора:
L = TÄkL
= 634,9Ä3,5 = 2222,15 мм,
где kL
- число шагов статора
kL
= р/[р] = 7/2 = 3,5,
где [р] - допустимый перепад давления на один
шаг, который при твёрдости резины 75 - 80 усл.ед. может быть принят равным 2
МПа [3];
р - перепад давления в двигателе.
Определим рабочий объём двигателя:
V0
= SÄTÄZ2
= 1853,544Ä634,9Ä9
= 10591335 мм3.
Вычислим осевую гидравлическую нагрузку:

6.2 Расчёт
витков резьбы РКТ - 177 на прочность
Определим общую нагрузку на резьбе:
Fобщ = Fвзд Ä Fос = 10,5 +
155,565 = 166,155 кН,
где Fвзд - вес
самого двигателя.
Определим напряжение среза витков
резьбы:

где d1 - внутренний
диаметр резьбы РКТ - 177;
Р - шаг резьбы;
Кп - коэффициент полноты
резьбы;
Кн - коэффициент
учитывающий неравномерность распределения нагрузки между витками:
Кн = 5ÄР/d = 5Ä3/177 =
0,085,
где d
- наружный диаметр резьбы;
Zp
- число рабочих витков:
Zp
= Н/Р = 107/3 = 35,6,
где Н - длина резьбы.
[tср]cт3
= 75 МПа < tср
= 52,6 МПа.
Условие прочности витков резьбы на срез
выполняется.
Определим напряжение смятия витков резьбы:

[sсм]ст3 = 190МПа < sсм = 31,5МПа.
Условие прочности витков резьбы на
смятие выполняется.
Расчёты основных параметров двигателя
Д-195 необходимы для вычерчивания двигателя и проверки осевой опоры, а также
витков резьбы РКТ - 177 на прочность.
6.3
Проверочный расчёт вала шпиндельной секции
Проверочный расчёт валов на
прочность выполняют на совместное действие изгиба и кручения. Цель расчёта -
определить коэффициенты запаса прочности в опасных сечениях вала и сравнить их
с допускаемыми:
S³[S] = 1,3…1,5
Определим напряжения в опасном
сечении вала:
а) Нормальные напряжения изменяются
по симметричному циклу, при котором амплитуда напряжений sа равна
расчётным напряжениям изгиба sи, т.е.
а = sи = 78,06
МПа;
б) Касательные напряжения изменяются
по отнулевому циклу, при котором амплитуда цикла tа равна
половине расчётных напряжений кручения tк:
а = tк/2 = Мк/(2ÄWr нетто) = 8Ä103/(2Ä206,06) =
19,4 МПа,
где Мк - крутящий момент;
Wr
нетто - полярный момент сопротивления сечения вала:
Wr
нетто = 0,2Äd3
= 0,2Ä1013
= 206060 мм3,
где d
= 101мм - наименьший диаметр вала.
Определим коэффициент концентрации нормальных (Кs)D
и
касательных напряжений (Кt)D
для расчётного сечения вала:

где Кs - эффективный
коэффициент концентрации напряжений при
r/d = 1/101 =
0,01;
КF
- коэффициент влияния шероховатости при sв
= 600 МПа и параметре шероховатости поверхности Rа
= 2,5…0,63 мкм;
Кy
- коэффициент влияния поверхностного упрочнения при sв
= 600 МПа.

где Кt
- эффективный коэффициент концентрации напряжений при
r/d
= 1/101 = 0,01
3 Определим пределы выносливости в расчётном
сечении вала:

где s-1
- предел выносливости гладких образцов при симметричном цикле изгиба для стали
45 с термообработкой нормализация и sв
= 600 МПа;

где t-1
- предел выносливости гладких образцов при симметричном цикле кручения для
стали 45 с термообработкой нормализация и sв
= 600 МПа:
-1
= 0,58Äs-1
= 0,58Ä260 = 150,8 МПа.
Определим коэффициенты запаса прочности по
нормальным Ss
и касательным напряжениям St:


1. Определим общий коэффициент запаса прочности
в опасном сечении:

Условие выполняется с запасом
прочности 2,2.
6.4 Потери
в двигателе Д1-195
Движение рабочих элементов гидродвигателя
сопровождается потерями мощности на механическое трение в узлах машины, а также
на преодоление гидравлических сопротивлений течению жидкости в каналах
двигателя.
Определим гидромеханический КПД:
гм
= М/Мт = 8/34,242 = 0,234,
где М - фактический крутящий момент;
Мт - теоретический крутящий момент:
Мт = pÄDcpÄTÄeÄZ2/2
= 7Ä106Ä
0,369Ä0,6349Ä0,00464Ä9/2
=34,242 кНÄм ,
где Dcp
- средний диаметр зубьев ротора:
Dcp
= (dвер
- dвп)/2
+ dвп
= (41,2 - 32,6)/2 + 32,6 = 36,9 мм,
где dвер
- диаметр вершин зубьев ротора;
dвп
- диаметр впадин зубьев ротора.
2 Определим затраты мощности на
гидромеханические потери:
Nгм
= DМÄn/9554
= 26242Ä102/9554 = 280,2 Вт,
где DМ - разность между
теоретическим крутящим моментом Мт и фактическим моментом М на валу
двигателя:
М = Мт - М = 34,242 - 8 = 26,242 кНÄм.
3 Определим эффективный или общий КПД
двигателя:
эф
= Nэф/Nподв
= 85,4/210 = 0,41,
где Nэф
- эффективная (полезная) мощность:
Nэф
= МÄn/9554
= 8Ä103Ä102/9554
= 85,4 кВт;
Nподв
- подводимая гидравлическая мощность:
Nподв
= pÄQ
= 7Ä30
= 210 кВт.
6.5 Расчет параметров
надежности
Наработка до отказа электро-механического
ориентатора в часах по данным Уфимского УБР:
, 47, 51, 33, 51, 76, 70, 72, 84, 41, 38, 75,
102, 73, 49, 42, 30, 49, 49, 44, 71, 53, 76, 31, 57, 33, 54, 78, 33, 94, 88,
38, 39, 66, 45, 60, 32, 57, 72, 43, 84, 57, 41, 24, 56, 40, 101, 56, 132, 49,
39, 54, 114, 54, 73, 88, 33, 77, 44, 121, 38, 57, 34, 63, 44, 58, 43, 79, 22,
74, 51, 59, 40, 82, 116, 107, 112, 99, 102, 81.
n=80
Найдем число интервалов:
Определим величину одного интервала:
 ,
,
где tmax, tmin - соответственно
наибольшее и наименьшее значения случайной величины.
При составлении статистического ряда
для каждого интервала подсчитывают:
ni -
количество значений случайной величины в i-ом
интервале;
pi=ni/n - частность
(опытная вероятность) в i-ом интервале;
f(t)=pi/Dt -
эмпирическую плотность вероятности;
F(t)=S(ni/n) -
эмпирическую вероятность отказов.
Таким образом, строим статистический
ряд представленный в таблице 8.1.
Таблица 8.1 - Статистический ряд
|
Интервал,
ч
|
Середина
интервала, ti, ч
|
Частота
ni
|
Опытная
вероятность pi=ni/n
|
F(t)=S(ni/n)
|
f(t)=pi/Dt
|
|
1-24
24-36 36-48 48-60 60-72 72-84 84-96 96-108 108-120 120-132
|
12
30 42 54 66 78 90 102 114 126
|
2
8 17 20 7 13 3 5 3 2
|
0,025
0,1 0,2125 0,25 0,0875 0,1625 0,0375 0,0625 0,0375 0,025
|
0,025
0,125 0,3375 0,5875 0,675 0,8375 0,875 0,9375 0,975 1
|
0,0021
0,0083 0,0177 0,0208 0,0073 0,0135 0,0031 0,0052 0,0031 0,0021
|
Определим среднее значение для статистического
ряда:

Определим среднее квадратичное
отклонение:

Определим коэффициент вариации:
Зная коэффициент вариации можно
определить параметр распределения Вейбулла - b и
коэффициент Кb [] b=0,7; Kb=1,266.
Параметр а подсчитываем по
выражению:

Рекомендуется в первом приближении
принимать распределение Вейбулла при V>0,5. Так
как в нашем случае V=1,44 значит, принимаем распределение
Вейбулла.
Строим теоретические кривые функции
плотности распределения наработки f(t),
теоретическую вероятность безотказной работы P(t),
теоретическую функцию распределения отказности F(t) и функцию
интенсивности отказов l(t). Для этого
найдем эти значения.
Вычислим значения функции плотности
распределения наработки f(t),

Таблица 8.2 - Функция плотности
распределения f(t)
|
t
|
0
|
24
|
36
|
48
|
60
|
72
|
84
|
96
|
108
|
120
|
132
|
|
f(t)
|
0
|
0.0095
|
0.0070
|
0.0053
|
0.0042
|
0.0034
|
0.0028
|
0.0024
|
0.0020
|
0.0017
|
0.0014
|
Вычислим значения теоретической вероятности
безотказной работы P(t)
на каждом интервале по формуле:

Таблица 8.3 - Вероятность
безотказной работы P(t)
|
t
|
0
|
24
|
36
|
48
|
60
|
72
|
84
|
96
|
108
|
120
|
132
|
|
P(t)
|
1
|
0,552
|
0,455
|
0,381
|
0,324
|
0,278
|
0,240
|
0,208
|
0,182
|
0,160
|
0,141
|
Вычислим значения теоретической функции
распределения отказности F(t)
по формуле:

Таблица 8.4 - Функция распределения
отказности F(t)
|
t
|
0
|
24
|
36
|
48
|
60
|
72
|
84
|
96
|
108
|
120
|
132
|
|
F(t)
|
0
|
0,448
|
0,545
|
0,619
|
0,676
|
0,722
|
0,760
|
0,792
|
0,818
|
0,840
|
0,859
|
Вычислим значения функции интенсивности отказов
по формуле:

Таблица 8.5 - Функция интенсивности
отказов l(t)
|
t
|
0
|
24
|
36
|
48
|
60
|
72
|
84
|
96
|
108
|
120
|
132
|
|
l(t)
|
0
|
0,0172
|
0,0153
|
0,0139
|
0,0129
|
0,0122
|
0,0116
|
0,0115
|
0,0111
|
0,0106
|
0,0099
|
Проверим гипотезу по критериям согласия о
правильности выбранного закона
Критерий Пирсона:

где k - число
интервалов статистического ряда;
ni - частота в
i-ом
интервале;
n - общее
число значений случайной величины;
pi -
теоретическая вероятность попадания случайной величины в i-ом
интервале
pi=piн-pik,
где piн и pik - функция
вероятности в конце и в начале i-го интервала.
Число степеней свободы r=k - s=10 - 3=7.
При r=7 и c2=3,913 [6] вероятность
совпадения теоретического и статического распределения Р=0,7≥0,1 , что
подтверждает принятую нами гипотезу о распределении наработки до отказа по
закону Вейбулла.
Критерий Колмогорова. Значение
вероятности попадания случайной величины приведено в таблице 8.6.
Таблица 8.6 - Значение вероятности
попадания случайной величины
|
t, z
|
P(t)теор
|
Pi
|
F(t)теор
|
F(t)опытн
|
½D½=F(t)т-F(t)o
|
|
0
24
36 48 60 72 84 96 108 120 132
|
1
0,552
0,455 0,381 0,324 0,278 0,240 0,208 0,182 0,160 0,141
|
0
0,448
0,097
0,074
0,057
0,046
0,038
0,032
0,026
0,022
0,019
|
0
0,448
0,545 0,619 0,676 0,722 0,760 0,792 0,818 0,840 0,859
|
0 0,025 0,125 0,3375 0,5875
0,675 0,8375 0,875 0,9375 0,975 1
|
0
0,423
0,42
0,2815
0,0885
0,047
0,0775
0,083
0,1195
0,135
0,141
|
Из таблицы 3ю6 следует, что ½Dmax½=0,2815,
тогда параметр распределения
l=Dmax =1,2.
=1,2.
По таблице 10 [3] находим Р(l)=0,964,
т.е. гипотеза о распределении Вейбулла подтверждается.
Из выше приведенных расчетов видно, что винтовой
забойный двигатель Д1 - 195 подчиняется закону Вейбулла. Гарантированный срок
службы часов. После часов работы двигателя необходимо провести его техническое
обслуживание.
7. Мероприятия по
повышению надежности и износостойкости (снижению эксплуатационных затрат)
Д1-195
Наиболее важным показателем в
работе винтовых забойных двигателях является наличие обратного клапана, так как
именно из-за него предотвращается зашламование рабочих органов через долото и
вал шпинделя. Под ведущую бурильную трубу необходимо размещать фильтр с
отверстиями диаметром 5-6 мм и длиной 1.5-2 м. Желательна установка второго
такого фильтра и над ВЗД. Это предотвратит забивание окалиной, если бурильный
инструмент новый, или цементной коркой, остающейся на внутренней поверхности
бурильных труб после цементирования. Также при бурении на воде целесообразно
устанавливать переливной клапан на 2-3 свечи выше ВЗД для предотвращения
шламования рабочих органов сверху через клапан при спуске его в призабойную
зону, ВЗД могут работать на промывочных жидкостях различной плотности и
вязкости: на воде (пресной, морской н пластовой), глинистых растворах
плотностью до 2,2 т/см3 аэрированных жидкостях. Однако длительная и безотказная
работа двигателя зависит от качества очистки промывочной жидкости, содержание
песка в которой не должно превышать 1%. Повышенное содержание песка в промывочной
жидкости (3% и более) приводит к интенсивному износу рабочих органов и
резинометаллических деталей.
Для повышения стойкости
резинометаллических деталей ВЗД рекомендуется вводить в промывочную жидкость
смазывающие добавки, например на основе окисленного петролатума. Перед спуском
в скважину каждый ВЗД опробуют над устьем с целью проверки легкости запуска и
герметичности резьбовых соединений. ВЗД Должен запускаться плавно (при давлении
на стояк путем медленного закрывания пусковой задвижки. На холостом ходу вращение
вала ВЗД должно происходить без рывков и заеданий, а остановка при выключении
насосов не должна быть резкой.
8. Технология ремонта
(восстановления) рабочих элементов (вала, корпуса) ВЗД Д1-195.
Технологический процесс
капитального ремонта - это комплекс мероприятий по восстановлению
работоспособности оборудования, выполняемый в определенной последовательности и
включающий:
I)
приемку оборудования в ремонт; 2) моечно-очистные операции;
) разборка оборудования на
агрегаты, сборочные единицы и детали;
) контроль, сортировка и ремонт
деталей; 5) комплектация деталей;
) сборка сборочных единиц,
агрегатов и оборудования в целом;
) обкатка и испытание после
сборки, 8) окраска и сдача оборудования из ремонта.
Основной причиной выхода
деталей из строя является износ. В большинстве случаев изношенные детали могут
быть восстановлены и повторно использованы. Восстановление деталей - позволяет
сократить сроки ремонта. Разработаны различные методы восстановления, каждый из
которых имеет свою область применения.
Способы ремонта изношенных
деталей:
) механическая обработка; 2)
обработка давлением; 3) сварка; 4) наплавка; 5) металлизация; 6) гальваническое
наращивание; 7) пайка; 8) перезаливка антифрикционных сплавов; 9) покрытие
пластмассами; 10) склеивание.
Детали ремонтируются путем восстановления формы,
и чистоты изношенных поверхностей за счет изменения первоначальных размеров.
Метод наращивания является более выгодным. Выбор того или иного метода
восстановления определяется техническими возможностями его применения, и
экономической целесообразностью.
Стоимость восстановленной
детали должна быть меньше стоимости новой. Выработка и выход из строя
подшипников скольжения или качения, а также, коррозионные оспины, появление
рисок и надиров при попадании мелких посторонних частиц во вкладыши подшипников
вместе со смазкой приводят к износу шеек валов. Шейки вала, работающего в
подшипниках скольжения, обычно вырабатываются неравномерно и в продольном
сечении принимают форму конуса, в поперечном - эллипса. Шейки вала, работающего
в подшипниках качения, изнашиваются при протачивании внутренней обоймы
подшипника на валу вследствие послабления при изготовлении или выработке
посадочных мест в процессе эксплуатации насоса.
В зависимости от износа
посадочных мест валов применяют следующие методы восстановления: хромирование
при износе посадочных мест до 0,3 мм; осталивание (железнение) с последующим
шлифованием при износе посадочных мест до 0,8 мм; наплавку при износе
посадочных мест более 0,8 мм.
Восстановление и упрочнение
валов и ротора наплавкой значительно увеличивают срок их службы, обеспечивают
большую экономию запасных частей, сокращение затрат на ремонт оборудования.
Известны различные способы наплавки - электродуговая, электрошлаковая, газовая,
термитная, трением, электронно-лучевая и др. Валы восстанавливают обычно
электродуговой наплавкой, не вызывающей деформации обрабатываемых изделий. Для
восстановления изношенных валов можно также использовать наплавку трением. Этот
процесс по затратам электроэнергии значительно экономичнее электродугового.
В ремонтном производстве для
восстановления валов и роторов часто применяют электродуговую наплавку под
слоем флюса, в среде диоксида углерода, в струе охлаждающей жидкости, с
комбинированной защитой дуги, порошковой лентой и др. Автоматическую
электродуговую наплавку под слоем флюса широко применяют для наплавки валов и
роторов, изготовленных из нормализованных и закаленных среднеуглеродистых и
низколегированных сталей, а также из малоуглеродистых сталей, не подвергающихся
термической обработке, имеющих износ от 0,3 до 4,0 мм при однослойной наплавке
и свыше 4 мм - при многослойной. Производительность процесса очень высока. Валы
диаметром до 50 мм этим способом восстанавливать сложно, так как шлак, не успев
затвердеть, стекает с наплавляемого изделия.
Электродуговая наплавка в среде
диоксида углерода широко распространена в ремонтном производстве для
восстановления валов и роторов диаметром до 40 мм.
Автоматическая наплавка
порошковой проволокой, которая позволяет наносить слой металла любого
химического состава и получать закалочные структуры различной твердости,
получила широкое распространение в последнее время.
Автоматическая наплавка
ленточным электродом и порошковой лентой в 2-3 раза производительнее, чем
обычной электродной проволокой, н дает возможность за один ход аппарата
наносить слой металла шириной до 100 мм, толщиной 2-8 мм. Этим способом нельзя
наплавлять валы малого диаметра. Тугоплавкие сплавы наплавляют плазменным
способом, который производительнее других способов.
В последние годы разработаны
новые способы наплавки с комбинированной защитой дуги и сварочной ванны для
устранения отдельных недостатков того или иного способа восстановления.
При восстановлении посадочных
мест вала и ротора ручной электродуговой наплавкой поврежденное место вала и
ротора протачивают на станке на величину наиболее глубоких повреждений. Затем
наплавляют вал до нужных размеров с учетом последующей проточки и шлифовки.
Наиболее ответственная операция - наплавка вала и ротора. Кроме ручной применяют
автоматическую электродуговую наплавку вибрирующим электродом. Головки для
наплавки ГВМК-1 выпускают с вылетом мундштука до 50 мм. Иногда наплавку вала
целесообразно проводить без снятия рабочих колес. В этих случаях для головки
изготовляют мундштук длиной 250 - 300мм. Восстановление валов вибродуговой
наплавкой показано на рисунке 7.
При наплавке лентой от проплавления основного
металла зависит степень его перемешивания с наплавленным. Благодаря постоянному
перемещению дуги глубина проплавления основного металла при наплавке лентой
меньше, чем при наплавке проволокой. Наибольшее влияние на глубину проплавления
и перемешивания основного металла с наплавленным оказывает скорость наплавки с
ее ростом увеличивается глубина проплавления, уменьшаются ширина и толщина
наплавляемого валика.

Рисунок 6 - Приспособления для
наплавки валов спиральным валиком:
- планка; 2 - вал; 3- плита; 4
- стойка; 5 - барашек.

Рисунок 7 - Восстановление валов
автоматической электродуговой наплавкой вибрирующим электродом:
- рабочие колеса; 2- вал; 3-
головка для наплавки.
При малых скоростях наплавки
снижается проплавление основного металла. Для наплавки холоднокатаной
электродной лентой используют
сварочные аппараты АДС-1000-2,
А-384, А-874, TC-3.S,
головку АБС, сварочные преобразователи постоянного тока ПС-500, ПТС-500,
ПС-1000, ПСМ-1000-4 и выпрямители ВС-600, ВС-1000, ВКСМ-1000, ВКСМ-2000.
Наплавку осуществляют лентами из стали 08кп и коррозионно-стойких сталей.
Широкое применение получили металлокерамические ленты ЛМ-70ХЗНМ, ЛМ-20ХЮПОТ,
ЛМ-1Х14НЗ, ЛМ-5Х4ВЗФС, разработанные в Институте электросварки им. Е. О.
Патона.
Наплавку металлокерамическими лентами ведут
постоянным током обратной полярности . плотность тока на электроде 10-20 А/мм²,
напряжение
дуги 28-32 В, скорость наплавки 0.16-0.55м/с, скорость подачи ленты 15-150м/ч.
Сила тока в зависимости от ширины следующая:
Таблица 9.1 - Зависимость силы тока от ширины
ленты
|
Ширина
ленты, мм
|
30
|
45
|
60
|
75
|
90
|
|
Сила
тока, А
|
300-600
|
450-900
|
600-1200
|
750-1500
|
900-1800
|
Восстановление деталей
контактным элекроипульсным покрытием заключается в приварке металлической ленты
под воздействием сварочных импульсов. Чтобы исключить нагрев детали и улучшить
условия закалки приварного слоя, в зону сварка подают охлаждающую жидкость.
При приварке ленты толщиной 0,3 - 0,4 мм
рекомендуемая емкость батареи конденсаторов 6400 мкФ. Напряжение заряда
конденсаторов регулируют в пределах 260 - 425 В. Ленту приваривают при
напряжении
- 380 В. Чем больше диаметр восстанавливаемой
детали и толщина привариваемой ленты, тем выше требуемое напряжение заряда
конденсаторов.
Свариваемость ленты с основным материалом в
зависимости от амплитуды и длительности импульса тока определяют по глубине вмятин
сварной точки, числу пор на поверхности деталей, прошлифованных до номинального
размера, и шелушению приварного слоя толщиной 0,15 - 0,02 мм.
1. Балденко Д.Ф., Балденко Ф.Д., Гноевых АЛ.
Винтовые забойные двигатели: Справочное пособие, - М.: Недра, 1999. - 375с.
. Бадденко Д.Ф,, Кочнев A.M.,
Никомаров С.С. Забойные винтовые двигатели для бурения скважин Гусман М.Т. - М:
Недра, 1981. -232с,
. Бурение нефтяных и газовых скважин: Учебник
дли нач. проф. образования / Юрий Вячеславович Вадецкий - М.: Издательский
центр «Академия», 2003, - 352с.
4. Вайншток С.М., Молчанов А.Г., Некрасов В.И.,
Чернобровкин В.И. Подземный ремонт и бурение с применением гибких труб - М:
Издательство Академии горных наук,1999. - 224с.
. Грахам Р.А., Горизонтальное бурение с
применением непрерывных труб при отрицательном перепаде давления в системе
скважина-пласт. - Canadian
Francmaster
Ltd.,1995.
6. Ишемгужин Е.И. Теоретические основы
надежности буровых и нефтегазопромысловых машин - Уфа: Изд-во Уфимского нефт.
ин-та, 1981.-84с.
7.
Попов А.Н., Спивак А.И., Акбулатов М.Р. Технология бурения нефтяных и газовых
скважин - М: Недра, 2003. - 509с.
8. Справочник по турбобурам Шумова З.И., Собкина
И.В, - М: Недра, 1970,-192с.
9. Case Study - Underbalanced
Drilling. Coiled Tubing Services. - Документ,
представленный
Shlumberger в Internet,
www.slb.com.
10. Shlumberger-Dowell
- работы и сервисные услуги с гибкими насосно-компрессорными трубами // Нефть и
капитал. - 1998 - № 1. - с 77.-78.
11. Stein D. CTD in the Middle East.
- Документ,
представленный
Shlumberger в Internet,
www.slb.com.