Совершенствование технологии извлечения фторидов из анодных газов электролизного производства
СОДЕРЖАНИЕ
Введение
Литературный обзор
.Анализ технологии производства алюминия, как источника
выделения анодных газов
2.Использование криолита в процессе производства алюминия.
Требования к качеству криолита
.Способы получения вторичного криолита
3.1 Получение вторичного криолита путем флотации
.2 Получение вторичного криолита путем регенерации
Специальная часть
4.Состав анодных газов и возможность их утилизации с
получением вторичного криолита на Братском алюминиевом заводе
.Эксперементальные исследования по утилизации анодных газов с
целью получения вторичного криолита
5.1 Объекты и методы исследования
.2 Описание экспериментальных исследований
.2.1Получение НМК из кислых растворов газоочистки
5.2.2Получение НМК путем отмывки регенерационного криолита кислыми
растворами газоочистки с добавлением гидроксида алюминия
5.2.3Испытание ингибитора коррозии КИ-1МР
.2.4 Опытно-промышленные испытания
.2.4 Ход работы
.3.Анализ полученных результатов
6. Анализ вторичного загрязнения окружающей среды при
получении вторичного криолита
7. Эколого-экономическая эффективность использования
низкомодульного криолита в производстве
8.Результаты и выводы
Список использованной литературы
ВВЕДЕНИЕ
Алюминиевая промышленность является источником поступления в атмосферу
ряда загрязняющих веществ - фтористых и сернистых соединений, пыли, оксида
углерода, возгонов каменноугольного пека и др. Это связано с особенностями
технологии промышленного получения алюминия, при которой используются такие
сырьевые компоненты как глинозем, фтористые соли, нефтяной кокс,
каменноугольный пек, являющиеся основными источниками выбросов вредных,
канцерогенных веществ в атмосферу. Современные требования по охране окружающей
среды ставят предприятия алюминиевой промышленности в достаточно жесткие рамки
по выбросам загрязняющих веществ в атмосферу. Актуальность вопросов повышения
экологической безопасности усугубляется большими масштабами и темпами
наращивания мощностей по производству алюминия. В настоящее время на всех
отечественных алюминиевых заводах с самообжигающимся анодом извлечение особо
опасных выбросов фтористых соединении осуществляется на участках производства
фтористых солей (УФС). В результате переработки угольной пены в цехе ПФС
методом флотации получают флотационный криолит. При очистке газовых выбросов
путем абсорбции фтористого водорода содобикарбонатным способом получают
регенерированный криолит. Из флотационного и регенерированного криолита после
фильтрации и сушки получают вторичный криолит, который используется в качестве
добавок в криолит-глиноземные расплавы в электролизных цехах производства
алюминия. Получаемый содобикарбонатным методом регенерированный криолит имеет
высокое криолитовое отношение и загрязнен соединениями серы, что приводит к
снижению эффективности электролизного производства. Поэтому электролизные цеха
вынуждены использовать в качестве добавок фтористый алюминий для снижения
криолитового отношения электролита. В связи с этим повышение качества
получаемого вторичного криолита и снижения фтористых соединений в отходах
алюминиевого производства является актуальной задачей, которая позволит
повысить эффективность производства алюминия.
Целью диссертационной работы является совершенствование технологии
извлечения фторидов из анодных газов электролизного производства и получение
высококачественного вторичного криолита, отвечающего современным требованиям
электролизного производства алюминия.
Поставленная цель достигается решением следующих задач:
разработка новой технологии отмывки регенерированного криолита;
изучение возможности получения плавиковой кислоты при очистке
электролизных газов и использование ее для очистки растворопроводов и получения
низкомодульного криолита или фтористого алюминия.
Объектом исследования были выбраны отходы Братского алюминиевого завода,
совершенствование технологии производства вторичного криолита осуществлялось в
УФС ОАО «РУСАЛ Братск».
Научная новизна работы заключается в том, что на основе изучения
химического, гранулометрического, фазового состава отходов алюминиевого
производства и проведения исследований впервые:
показана возможность очистки электролизных газов водой с получением
плавиковой кислоты на существующем оборудовании с применением новых ингибиторов
коррозии на основе оксазолидинов;
Практическая значимость и реализация результатов работы. На основании
проведенных исследований разработаны:
Технология получения, как фтористого алюминия (AlF3), так и НМК с КО до
2.0 в зависимости от концентрации соды кальцинированной и гидроксида алюминия,
а также от технологических параметров процесса кристаллизации.
Процесс наработки кислого раствора на газоочистных сооружениях завода
путем орошения анодных газов в пенных аппаратах технической водой. Также
установлена возможность защиты металлоконструкций технологического оборудования
и трубопроводов при помощи ингибиторов коррозии..
Процесс получения криолита с заданным КО=2,3-2,6 за счет обработки
щелочного регенерационного криолита гексафторалюминиевой кислотой, получаемой в
УФС из наработанного кислого раствора газоочистки и водной суспензии гидроксида
алюминия.
Литературный обзор
.Анализ технологии производства алюминия, как
источника выделения анодных газов
Алюминиевая промышленность является источником поступления в атмосферу
ряда загрязняющих веществ - фтористых и сернистых соединений, пыли, оксида
углерода, возгонов каменноугольного пека и др. Это связано с особенностями
технологии промышленного получения алюминия. В основе электролитического
производства алюминия лежит электролиз криолитоглиноземных расплавов, основными
компонентами которых являются: криолит (Na3AlF6 ), фтористый
алюминий (AlF3 ) и глинозем (Al2O3).
Электролитическое получение алюминия сопровождается пылегазовым
загрязнением воздушного бассейна. Выделение практически всех газообразных
веществ в процессе электролиза алюминия, зависит от физико-химических свойств
электролита и качества выполнения технологических операций по обслуживанию
электролизера. В газах, выделяющихся из электролизера, присутствуют оксид и
диоксид углерода, диоксид серы, фтористые соединения, смолистые возгоны из
анодов.
На отечественных алюминиевых заводах образуется значительное количество
пыли и шламов газоочистки электролизного производства. Это обусловлено тем, что
процесс электролиза протекает в криолит-глиноземном расплаве при температуре
950-960 С.
В процессе производства алюминия можно выделить две основные реакции,
которые определяют технологический процесс. Основные реакции:
Al2O3 + 3C = 4Al + 3CO2. (1.1)
Теоретически расход углерода согласно стехиометрии составит mc=3Mc/2MAl2O3.1000 = 334 кгС/тAl. Второй важной реакцией является
взаимодействие углекислого газа с частицами углерода по реакции Будуара
С+СО2=2СО. (1.2.)
Эти процессы осуществляются в электролизерах двух типов с обожженным и
самообжигающим анодом. В настоящее время на отечественных алюминиевых заводах
наибольшее распространение получил элетролизер с самообжигающим анодом.
В электролизерах с самообжигающим анодом формирование анода происходит
непосредственно в электролизере в результате разогрева и спекания анодной
массы, состоящей из нефтекокса и пека. В результате спекания анодной массы
образуются газы коксования, которые являются источником появления вредных
веществ в корпусах и окружающей местности, а также источником появления
водорода, воды и углеводородов.
Проникновение водорода и воды в криолит глиноземный расплав приводит к
гидролизу фтористых солей по реакциям:
H2+1/2O2 = H2O (1.3)
NaF+H2О = 2HF+Na2O (1.4)
Вторичный криолит
Рис.1.1 Принципиальная технологическая схема получения вторичного
криолита из отходов алюминиевого производства.
В зависимости от конструкции электролизеров, качества сырья и уровня
технологии выделения фторидов из электролизеров с пылью и газами составляют в
пересчете на фтор 14÷23 кг/т Al. Кроме фторидов из электролизеров выделяется 5÷15
кг/т Al диоксида серы, 40÷150
кг/т Al оксида углерода, 50÷100
кг/т Al пыли, содержащей твердые фториды, а
при использовании электролизеров с самообжигающимися анодами - смолистые
вещества. С помощью укрытий электролизеров и системы организованного отсоса
пылегазовая смесь поступает на газоочистные установки.
В таблице 1.1 приведен характерный состав, и объем пылегазовоздушной
смеси, удаляемой от электролизеров разных типов.
Как видно из таблицы, в системе газоотсоса удаляется сложная
многокомпонентная пылегазовоздушная смесь, содержащая токсичные и агрессивные
загрязняющие вещества в газовой и твердой фазах. Очистка больших объемов такой
смеси представляет собой сложную техническую задачу, решаемую в каждом
конкретном случае с учетом свойств очищаемых газов, требований к их очистке,
наличия газоочистного оборудования и площадей для его размещения, затрат на
очистку газов и ряда других факторов.
Таблица 1.1
Характеристика пылегазовоздушной смеси, удаляемой от укрытий
электролизеров
|
Тип электролизера
|
С предварительно
обожженными анодами ОА
|
С самообжигаю- щимися
анодами
|
С самообжигающимися анодами
(Содеберга) и боковым токоподводом БТ
|
|
Тип укрытия
|
Рамностворчатые
|
Колокольное
|
Шторное
|
|
Эффективность Системы
газоотсоса
|
95-97,5
|
80-87
|
75-85
|
|
Удельный объем, тыс. м3/т Al
|
250
|
35
|
400-500
|
|
Температура на входе в
газоочистку, °С
|
50-90
|
75-150
|
60-80
|
|
Относительная влажность, %
|
50-80
|
50-80
|
50-80
|
|
Содержание загрязняющих
веществ, мг/нм3
|
Пыль
|
200-300
|
500-1000
|
150-250
|
|
Фтористый водород
|
30-80
|
500-1000
|
50-80
|
|
Фтор-соли**
|
30-60
|
100-250
|
20-35
|
|
Диоксид серы
|
50-90
|
500-1500
|
15-80
|
|
Оксид углерода
|
200-300
|
1000-1500
|
100-150
|
|
Смолистые вещества
|
|
100-300
|
20-40
|
Современные требования по охране окружающей среды ставят предприятия
алюминиевой промышленности в достаточно жесткие рамки по выбросам загрязняющих
веществ в атмосферу. Актуальность вопросов повышения экологической безопасности
усугубляется большими масштабами и темпами наращивания мощностей по
производству алюминия.
Первые алюминиевые заводы строились без газоочистных установок, однако
уже с 50-х годов вопросам предотвращения загрязнения окружающей среды уделялось
большое внимание. В ВАМИ, как отраслевом институте, были созданы подразделения
по охране окружающей среды, созданию систем замкнутого водооборота, переработке
отходов.
Основными направлениями защиты окружающей среды от загрязнений являлись:
совершенствование техники и технологии производства алюминия, сокращение
расхода фторсолей и анодной массы, улучшение качества сырья;
создание эффективных укрытий и систем газоотсоса: колокольного укрытия
для электролизеров ВТ, эффективность которого повышалась с 60-70% в 70-е годы
до 85-87% в настоящее время, шторных укрытий для электролизеров с БТ с
эффективностью 85-90%, а в последние годы 95%, рамно-створчатых укрытий для
электролизеров ОА с эффективностью 95-97%;
разработка и внедрение эффективных систем очистки электролизных газов.
Если в 50-60-е годы для очистки газов от электролизных корпусов
применялись недостаточно эффективные насадочные скруббера, то с 70-х годов
серии электролиза оснащались в большинстве случаев значительно более
эффективными многоступенчатыми установками газоочистки. Разработка и применение
двухступенчатых газоочистных установок для очистки газов от электролизеров с
верхним токоподводом позволила сократить выбросы из дымовых труб более чем в
2-3 раза.
В двухступенчатых установках электрофильтр-абсорбер (рис.1.2)
осуществляется эффективная очистка газов на большинстве заводов (Братский,
Красноярский, Иркутский, Новокузнецкий заводы). В то же время эксплуатация этих
установок сопряжена с известными трудностями - имеют случаи возгорания пыли в
электрофильтрах, трудно избавиться от зарастания электродов смолистыми
веществами, что ухудшает вольтамперные характеристики электрофильтров и снижает
эффективность пылеулавливания. Несмотря на наличие электрофильтров, полые
скрубберы или пенные аппараты, используемые в качестве второй ступени очистки,
эксплуатируются в условиях высокой пылевой нагрузки, что также осложняет их
обслуживание и снижает коэффициент полезного использования во времени.
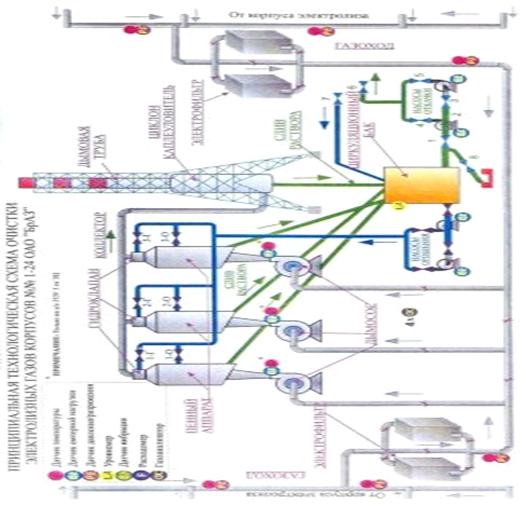
Рисунок 1.2.
Анализ динамики удельных выбросов загрязняющих веществ на ОАО «КрАЗ» в
атмосферу (в кг на единицу продукции - алюминия-сырца) показывает, что в период
с 1991 по 1999гг. достигнуто резкое их сокращение (смотри таблицу № 1.2) .
Удельные
выбросы по сумме загрязняющих веществ сокращены в 1,63 раза, при этом твердых
фторидов - в 2,74 раза, фтористого водорода в 3,45 раза. Существенно сокращены
удельные выбросы сернистого ангидрида - в 2,7 раза и оксида углерода в 1,42
раза. Достигнуто значительное снижение канцерогенной опасности производства
алюминия для окружающей среды.
Основные направления совершенствования системы очистки газов:
разработка и внедрение усовершенствованного модуля «сухой» очистки газов
с установкой модернизированной конструкции реактора с целью повышения
эффективности улавливания фтористых соединений;
создание модуля «сухой» очистки газов в производстве обожженных анодов с
разработкой и внедрением скруббера полного испарения.
Одним из основных проблемных вопросов остается очистка от SO2. Значение решения этой проблемы
особенно становится актуальной при использовании сырья для производства анодов
с повышением содержания до 4-6 % серы в коксах. В этих случаях, остается
наиболее надежным «мокрый» способ очистки в скрубберах. Абсорбентами могут
быть: сода, известь, морская вода, щелочь.
Таблица 1.2
«Динамика
удельных выбросов загрязняющих веществ в атмосферу по ОАО “КрАЗ” 1991-1999 г.г.
кг/т Al»
|
Наименование веществ
|
1991
|
1992
|
1993
|
1994
|
1995
|
1996
|
1997
|
1998
|
1999
|
|
Всего
|
113,97
|
104,97
|
104,24
|
121,829
|
115,5
|
111,619
|
108,38
|
91,6
|
69,79
|
|
Твердые фториды
|
3,62
|
3,38
|
3,67
|
3,53
|
2,54
|
2,51
|
2,48
|
2,24
|
1,32
|
|
Фтористый водород
|
2,69
|
2,39
|
2,48
|
2,44
|
2,16
|
2,10
|
2,06
|
1,34
|
0,78
|
|
Сернистые вещества
|
4,7
|
3,96
|
3,99
|
4,13
|
2,15
|
2,09
|
2,06
|
1,9
|
1,6
|
|
Сернистый ангидрид
|
6,94
|
5,51
|
5,81
|
6,51
|
5,63
|
4,88
|
4,04
|
4,0
|
2,57
|
|
Окись углерода
|
82,19
|
76,69
|
75,97
|
93,44
|
90,52
|
88,73
|
87,46
|
75,94
|
57,9
|
|
Пыль
|
13,24
|
11,78
|
11,67
|
10,6
|
11,25
|
10,18
|
9,39
|
5,31
|
4,8
|
|
бенз(а)пирен
|
0,008
|
0,008
|
0,007
|
0,007
|
0,005
|
0,005
|
0,005
|
0,0046
|
0,0035
|
При внедрении «сухого» способа очистки газов на крупных предприятиях
(КрАЗ, БрАЗ и др.) очистка от SO2
может осуществляться с использованием в качестве абсорбента поташа (К2СО3)
(минерального удобрения). В дальнейшем основной задачей института ВАМИ и
алюминиевых заводов остается повышение эффективности работы газоочистных
установок.
К многочисленным отходам производства алюминия относятся следующие
углеродфторсодержашие материалы:
отработанная угольная футеровка электролизеров;
шламовые отходы (смесь пыли и шламов газоочисток с хвостами флотации
угольной пены);
хвосты флотации угольной пены;
анодные огарки.
Пределы колебаний химического состава по основным компонентам отходов представлены
в табл.1.3.
Из этого перечня отходов с экологической точки зрения наиболее вредной
является отработанная угольная футеровка из-за наличия в ней водорастворимых
цианидов. Наибольшие объемы образуют пыль и шлам газоочистки 16 000 т/год по
БрАЗу и хвостов флотации угольной пены 9,5 кг на тонну производимого алюминия,
в которых содержится большое количество фтора. Эти отходы складируются на
шламонакопителях и в настоящее время на БрАЗе их накоплено около 1 млн. тонн.
Таблица 1.3
Химический
состав основных отходов алюминиевого производства
|
№ п/п
|
Наименование материала
|
Содержание %
|
|
|
С
|
Fобщ
|
Naобщ
|
Alобщ
|
Sобщ
|
|
1
|
Отработанная угольная
футеровка
|
25-65
|
6-12
|
10-19
|
4-10
|
0,1-0,3
|
|
2
|
Шламовые отходы
|
55-70
|
6-16
|
6-10
|
4-7
|
1-3
|
|
3
|
Хвосты флотации угольной
пены
|
70-80
|
6-9
|
4-6
|
3-5
|
0,1-0,2
|
|
4
|
Анодные огарки
|
80-97
|
следы
|
следы
|
следы
|
0,1-0,3
|
Во многих странах мира отработанная футеровка включена в перечень опасных
отходов. В России материалы отработанной футеровки в соответствии с ГОСТом
12.1005-88 ССБТ "Общие санитарно-гигиенические требования к воздуху
рабочей зоны" отнесены к Ш классу опасности. другие вышеуказанные отходы
отнесены по содержанию фтора, натрия, алюминия к 1V классу опасности.
2.Использование криолита в процессе производства
алюминия. Требования к качеству криолита
Основной частью электролита является криолит(Na3AlF6 ), который
является наилучшим растворителем глинозема. Различные добавки к электролиту
изменяют физико-химические свойства и влияют на технологические параметры
работы электролизера. Необходимыми добавками используемыми в промышленности,
являются фтористый алюминий(от 2 до 14% масс) и фтористый кальций( до 8% масс).
Обе эти добавки снижают точку плавления электролита. Положительно заряженные
ионы (катионы) разряжаются на катоде, а отрицательно заряженные (анионы) - на
аноде. На угольном аноде происходит разряд кислотосодержащих ионов с
образованием окислов CO и CO2.
На границе разделов фаз алюминий - электролит протекают реакции
восстановления ионов трехвалентного алюминия. Т.е. теоретически в процессе
электролиза расходуется глинозем и углерод, а также электроэнергия на
разложение глинозема и поддержания рабочей температуры. Фактически расходуются
и фтористые соли вследствие их улетучивания, впитывания в футеровку и
механических потерь. Процесс электролиза не прерывный, поэтому периодически в
электролит загружают глинозем, анод - анодную массу. Для поддержания уровня и
состава электролита загружают вторичный криолит, оборотный электролит,
фтористый алюминий, фтористый кальций.
Поскольку электролиз алюминия осуществляется в криолит-глиноземных
расплавах, то процесс связан со значительным расходом фтора. На алюминиевых
заводах России с самообжигаюмися анодами Содерберга фторсодержащие отходы
газоочистки и угольной пены перерабатываются методом флотации и регенерации в
цехах производства фтористых солей с получением вторичного криолита. Основная
задача флотации и регенерации заключается в возвращении фторсодержащих
компонентов в процесс электролиза.
В атмосферу электролизных корпусов, помимо фтористого водорода,
образующегося в результате гидролиза фтористых солей, выделяются и другие
промышленные вредности. Содержание их в атмосфере рабочей зоны электролизных
корпусов не должно превышать предельно допустимых концентраций (ПДК).
Окись углерода СО - 20 мг/м3 ;
Фтористый водород HF -
0.5 мг/м3 ;
Пыль содержащая 10-70% SiO2 -
2 мг/м3 ;
Пыль искусственных абразивов (карборунд)-5 мг/м3 ;
Прочие виды пыли - 10 мг/м3 .
При очистке газовых выбросов путем абсорбции фтористого водорода
содобикарбонатным способом получают регенерированный криолит. Из флотационного
и регенерированного криолита после фильтрации и сушки получают вторичный
криолит, который используется в качестве добавок в криолит-глиноземные расплавы
в электролизных цехах производства алюминия.
Применяемая технология флотационного извлечения криолита в механических
флотомашинах не обеспечивает полноты обогащения фтора, поэтому в
углеродсодержащем продукте флотации высокая концентрация фтора, что не
позволяет его использовать в других отраслях промышленности, он складируется на
шламовых полях.
Получаемый содобикарбонатным методом регенерированный криолит имеет
высокое криолитовое отношение и загрязнен соединениями серы, что приводит к
снижению эффективности электролизного производства. Поэтому электролизные цеха
вынуждены использовать в качестве добавок фтористый алюминий для снижения
криолитового отношения электролита. В связи с этим повышение качества
получаемого вторичного криолита и снижения фтористых соединений в отходах
алюминиевого производства является актуальной задачей, которая позволит
повысить эффективность производства.
Предъявляемые условия к качеству, производимого вторичного смешанного
криолита на участке фторсолей ОАО «РУСАЛ Братск», приведены в таблице 2.1
Таблица 2.1
|
№ оп
|
Объект контроля
|
Контролируемый параметр,
характеристика
|
Ед. физ. вел.
|
Значение параметра
характеристики
|
НД, устанавливающий
требования и параметры характеристики
|
|
1.
|
Криолит вторичный
смешанный, отгружаемый другим предприятиям
|
F Na Al SiO2
Fe2O3 SO4 Углерод Влага
|
% % % % % % % %
|
не < 44 не > 33 не < 13 не > 0,3 не > 0,3 не > 7,50 не >1,5 не > 4,6
|
ГОСТ 10561-80
СТП04.05-46-99 ГОСТ 10561-80 ГОСТ 10561-80 ГОСТ 10561-80 ГОСТ 10561-80 СТП
9.14-2001 СТП 9.13-2001, влагомер Sartorius
|
3.Способы получения вторичного криолита
.1 Получение вторичного криолита путем флотации
Как уже было отмечено, в процессе электролиза алюминия в электролизерах с
самообжигающимся анодом образуется угольная пена, которая периодически
снимается с поверхности электролита и направляется на переработку. Вместе с
пеной снимается и электролит, содержание которого достигает 65-75 %.
Химический состав пены колеблется в пределах (%): F - 29-31; Na - 15-18; Al -
10-13; Ca - 0,8-1,5; Mg - 0,2-0,5; SiO2 -
0,2-0,5; Fe2O3 - 0,2-0,8; C -
28-30.
Производство криолита из угольной пены осуществляется по схеме,
представленной на рис 1.3
Электролитная пена крупностью 200-300 мм из электролизных цехов поступает
на участок предварительного дробления. Завозится автомашинами, типа самосвал, и
высыпается в приемный бункер. Из приемного бункера поз.1 угольная пена
самотеком поступает на пластинчатый конвейер, при помощи которого
транспортируется на дробилку ДДЗ-4Е. Крупность дробления регулируется до 20 мм.
Дробленая угольная пена ленточным конвейером транспортируется в бункер
дробленой угольной пены, откуда загружается в автосамосвал и завозится в
отделение производства фторсолей цеха ПФС для дальнейшей переработки.
Электролитная пена крупностью 20 мм поднимается элеватором и питателем
подается в шаровую мельницу, работающую в замкнутом цикле со спиральным
классификатором. Мельница заполняется шарами диаметром 50-80 мм.Весовое
отношение Ж:Т в мельнице 1:1. Тонина помола 50-60% класса -0.074 мм (-200 меш),
классификация по крупности осуществляется при Ж:Т 4:1. Слив классификатора
поступает на флотомашину.
Обогащение угольной пены производится во флотомашинах ФМ-04М прямоточного
исполнения (кол-во 3 ед.). Переработка угольной пены осуществляется двумя
флотомашинами одновременно.
В качестве реагентов используется керосин осветительный ТУ
38.401-58-10-90 и сосновое масло ТУ 13-028-1078-143-90.
Пульпа из распределительного ящика самотеком поступает в первую камеру
основной флотации. Продолжительность основной флотации 8 мин. Отношение
Ж:Т=(6:8):1. В результате основной флотации получается два продукта:
промпродукт - камерный продукт, хвосты основной флотации - пенный продукт.
Промпродукт основной флотации, самотеком поступает на перечистку.
Перечистная флотация ведется в течении 8 мин. Отношение Ж:Т=(8-10):1.
В результате перечистки получаются:
Пенный продукт - промпродукт, который направляется в классификатор;
камерный продукт - готовый концентрат, который направляется на сгущение.
Пенный продукт основной флотации самотеком поступает на контрольную
флотацию. Продолжительность контрольной флотации 6 мин. Отношение
Ж:Т=(10:12):1.
Пенный продукт контрольной флотации (отвальные хвосты) направляются на
шламовое поле через мешалки.
Камерный продукт контрольной флотации (промпродукт 3) самотеком поступает
на узел измельчения в мельницу.( См рис 3.1)
Флотореагенты подаются только в перечистную флотацию. Подача реагентов
осуществляется в воздухозаборные патрубки блокимпеллеров каждой второй камеры,
кроме последней.
Флотореагент готовится путем смешения керосина и соснового масла при
соотношении 10:1.
Сгущение пульпы флотационного криолита. Пульпа из флотомашин с
содержанием углерода не более 2% через распределительную коробку, поступает в
сгуститель.
Скорость осаждения криолита 0.24 м/час при температуре 20 оС
Отношение Ж:Т в сливе сгустителя должно быть не более 2.5:1. Сгущенная
пульпа флотокриолита с содержанием фтора не менее 43% и углерода не более 1.5%,
либо флотокриолита и ФГК из цепных мешалок направляется в репульпаторы.
Однако процесс разделения криолита от углеродсодержащего продукта в
механических флотомашинах протекает не удовлетворительно, содержание фтора в
пенном углеродсодержащем продукте 6-8%, а в камерном продукте во флотационном
криолите содержится до 2% углерода. В связи с этим представляет интерес
рассмотреть применение более совершенных пневматических флотомашин для флотации
угольной пены.
Угольная пена
Дробление
Измельчение
Классификация
Пески Пульпа
Основная флотация
ПП1 ПП2
Перечистная флотация Контрольная флотация
Концентрат ПП4 Хвосты ПП3
Сгущение На шламовое поле
Фильтрация
Сушка
Флотационный криолит
Рис. 3.1 Принципиальная технологическая схема получения вторичного
криолита из угольной пены.
Недостатки, которые присущи всем типам импеллерных флотомашин, вызвали
появление целого класса флотомашин с улучшенным гидродинамическим режимом
работы для повышения эффективности флотации.
Среди всех типов флотационных машин для флотации тонкодисперсного
материала наибольшее распространение получили пневматические колонные машины.
Особенностью колонной флотации является то, что ввод энергии осуществляется с
газовой фазой в нижнюю часть машины.
Проведенные исследования по усовершенствованию технологии флотационного
извлечения фтористых соединений из твердых отходов Братского алюминиевого
завода показали, что на каждую тонну получаемого флотационного криолита
приходится образование 520 кг хвостов, которые направляются на шламовое поле
(примерно 34% от исходной массы угольной пены).
Основным компонентом хвостов флотации является углерод, но компоненты
электролита содержатся в них в опасных для окружающей среды концентрациях. Если
считать, что при производстве 1 тонны алюминия снимается до 40 кг пены, около
10 кг из нее отправляется шламовое поле. К этому надо добавить уловленную пыль
в мокрых скрубберах, количество которой составляет около 11 кг на тонну
алюминия (для электролизеров БТ).
Общее количество шламов, хвостов флотации и сухой пыли составляет порядка
25 кг на тонну алюминия. Следовательно, завод с годовой производительностью 950
тысяч тонн алюминия отправляет на шламовое поле более 20 тысяч тонн веществ,
содержащих фтористые и иные химические соединения.
В настоящее время на шламовых полях Братского алюминиевого завода
накоплено более 1 миллиона тонн отходов в которых содержится от 12-23 % фтора и
эксплуатация шламовых полей относится к сложной экологической проблеме в
производстве алюминия.
При флотации угольной пены в механических флотомашинах в хвостах флотации
содержится до 8% фтора, что не позволяет использовать их в качестве полезного
продукта.
Проведенные исследования показали возможность снижения содержания фтора в
хвостах флотации до 4% при использовании пневматических флотомашин (колонных
аппаратов). В связи с этим на Братском алюминиевом заводе в цехе ПФС впервые
реализована схема флотации угольной пены в колонных аппаратах, позволившая
повысить извлечение фтора из угольной пены и получить хвосты с низким содержанием
фтора. В результате реализации новой схемы флотации получено дополнительно
365,9 тонн в год флотационного криолита.
Проведенные исследования по изучению флотационных свойств шламов
газоочистки и лежалых шламов на шламовых полях показали, что в них содержится
большое количество фтора, алюминия и они являются труднообогатимые.
В результате проведенных исследовании впервые на Братском алюминиевом
заводе в цехе ПФС разработана и внедрена схема флотации текущих шламов
газоочистки с получением фтор-глиноземного концентрата, позволившая снизить на
2840 тонн в год шламов складируемых на шламовых полях и получить дополнительно
1749 тонн в год вторичного криолита.
3.2 Получение вторичного криолита путем
регенерации
Рассмотрим технологический процесс получения криолита из растворов
газоочистки. Как известно при электролитическом получении алюминия происходят
значительные потери фтора в виде газообразных и твердых (пыли) веществ, большая
часть которых удаляется из зоны электролиза в виде газов организованного отсоса.
Отходящие газы электролизных цехов, содержащие в своём составе вредные для
окружающей среды газообразные вещества (HF,CO,CH4 и др.), угольную, криолитовую,
глиноземную пыль, смолистые вещества подвергаются двухступенчатой очистке.
В первой ступени производится сухая очистка от пыли и смолистых веществ.
Улавливание фтористых и сернистых соединений из предварительно обеспыленных
газов, осуществляется в пенных аппаратах (рис.3.2) содовыми растворами.
Полученный фтор-содо-бикарбонатный раствор используется для получения
криолита.
Регенерация криолита из растворов газоочистки включает процессы:
осветления растворов газоочистки;
кристаллизации криолита;
приготовления раствора на газоочистку;
приготовления алюминатного раствора.
Пульпа после газоочистки содержит большое количество взвешенных частиц и
поэтому проводится осветление растворов газоочистки.
Пульпа из аппаратов мокрой очистки после насыщения не менее 12 г/л по
фтористому натрию поступает на трубчатые подогреватели с начальной температурой
+27°С и подогревается до температуры
60-70°С.
Подогрев пульпы позволяет увеличить скорость осветления до 0.7-0.8 м/час.
Для этой цели добавляется раствор флокулянта с концентрацией 0,1 г/л.
Осветление подогретой пульпы производится в двухярусных сгустителях.
Осветленный раствор должен содержать взвешенных частиц не более 0.5 г/л.
Отношение жидкого к твердому в сгущенных шламах должно составлять:
для не подогретой пульпы не более 3;
для подогретых пульп не более 2.5.

Рис 3.2 Пенный аппарат для очистки газовых выбросов
-дымосос, 2-корпус, 3- решетки, 4-форсунки,
5-каплуловитель,6-распределитель, 7-усреднитель, 8- насос, 9- манометр.
Растворы газоочистки имеют солевой состав:
натрий фтористый от 12-20 г/л
атрий углекислый от 5-12 г/л
натрий двууглекислый (бикарбонат натрия). Концентрация бикарбоната натрия
в растворе должна соответствовать весовому соотношению.
СNaHCO3=(1.4-1.8)*СNaF ( 1.1)
Натрий сернокислый не более 70 г/л.
Содержание шлама в пульпе от 4-25 г/л
Плотность пульпы от 1.08 до 1.12 г/см3
Плотность осветленного раствора от 1.07 до 1.1 г/см3
Кристаллизация криолита производится в реакторах непрерывного действия, в
которых с постоянной скоростью подаётся осветлённый фтор содобикарбонатный
раствор и расчетное количество алюминатного раствора.
Реакция образования криолита протекает по следующей формуле:
12NaF+akNa2O*Al2O3+8NaHCO3 ®2Na3AlF6+8Na2CO3+6H2O (
1.2 )
где: ak -
каустический модуль алюминатного раствора
ak=1.65*(C Na2O/C Al2O3 ), где C Na2O и С Al2O3 - концентрация компонентов в г/л.
Оптимальные условия кристаллизации.
Концентрация
фтористого натрия в растворе г/о от 12-16 г/л .
Температура процесса от 700 до 800 С .
Объемная скорость дозирования растворов от 1.5 до 2.0 м3/час на 1 м3
рабочего объема реактора .
Окружная скорость перемешивания 0.2 м/сек.
Если в перерабатываемом растворе отношение СNaHCO3 / CNaF
более 1.4 , то количество подаваемого алюминатного раствора определяется по
содержанию фтористого натрия:
VAl2O3 = 3.36*VNaF * (CNaF - 6) / С Al2O3 , ( 1.3)
где 3.36-отношение молекулярных весов . 1000/60 * М6 Аl203 / 12NaF = 100 x 102
/ 60*12*42 =3.36
VNaF -
объем осветленного раствора , м3/час .
С NaF , Al2O3 - остаточная
концентрация NaF в маточном растворе , г/л .
Если в
перерабатываемом растворе отношение:
СNaHCO3 / CNaF менее1.4 , то количество подаваемого алюминатного
раствора определяется по содержанию бикарбоната натрия:
VAl2O3 = 2.25*VNaF* (CNaHCO3-3) / CAl2O3 , л/мин ( 1.4 )
где: 2.25 - отношение молекулярных весов,
СNaHCO3 - концентрация бикарбоната натрия в
растворе, г/л ,
-остаточная концентрация бикарбоната натрия в маточном растворе г/л.
При подаче избытка алюминатного раствора ухудшается химический состав и
физические свойства криолита за счет образования тонкодисперсных частиц
алюмокарбоната натрия и гидроокиси алюминия. При этом ухудшается скорость
отстаивания и фильтрации криолита. Кроме того, избыток алюминатного раствора
приводит к зарастанию растворопроводов, решеток пенных аппаратов газоочистки и
потерям криолита со шламами .
Образовавшаяся пульпа регенерированного криолита содержит в зависимости
от состава исходного раствора :
твердый криолит от 6-12 г/л; содержание углерода 1,5%
фтористого натрия от 5-7 г/л;
карбоната натрия от 16 до 35 г/л;
ульфата натрия не более 70 г/л;
бикарбоната натрия от 3-11 г/л;
рH раствора от 9.8 до 10.4.
Из реакторов кристаллизации криолита, пульпа поступает на непрерывное
сгущение в сгуститель. Оптимальное заглубление питающего стакана составляет от
55 до 65% от высоты сливного порога сгустителя. Скорость слива маточного
раствора до 4 м/час .
Содержание взвешенных частиц в сливе не более 0.5 г/л .
Криолит выгружается из сгустителя при отношении Ж:Т не более 2.5 .
Маточный раствор поступает в бакосборник и используется для приготовления
фторсодобикарбонатных растворов, поступающих на орошение пенных аппаратов
газоочисток.
Для поддержания в рабочих растворах концентрации сульфата натрия не более
70 г/л часть маточного раствора поступает на распульповку шламов и сбрасывается
на шламовое поле.
Объем фторсодобикарбонатных растворов, циркулирующих в системе
газоочистки при работе на одном сгустителе, составляет не менее 1400м3 .
Сгущенная криолитовая пульпа поступает на фильтрацию. Оптимальные
параметры фильтрации: вакуум в системе не ниже 400 мм ртутного столба ;
влажность отфильтрованного кека не более 25%; толщина кека 10-25 мм .
Фильтрат поступает в сгуститель на внутренний водооборот .
Пульпа регенерированного криолита с содержанием фтора не менее 43% и
углерода не более 1.5% смешивается с флотационным криолитом в репульпаторах.
Приготовление содового раствора и фторсодобикарбонатного раствора для
газоочистки.
Содовый раствор готовится путем растворения кальцинированной соды в воде
. Загрузка соды производится небольшими порциями при постоянном перемешивании.
Реакция растворения Na2CO3 протекает с выделением тепла. При
повышении температуры раствора до 33°С и выше, растворимость кальцинированной соды в воде
достигает 330 г/л . При температуре менее 33°С образуются кристалогидраты Na2CO3 * 10H2O (декагидрат), который выпадает в осадок и образует
сцементированный блок.
Раствор готовится с концентрацией по соде от 100 до 250 г/л.
Расчет необходимого количества соды производится по формуле:
Q=V*CNa2CO3 ,
где: V- объём содового раствора,м3,
CNa2CO3-концентрация Na2CO3 в растворе, кг/м3.
Для приготовления фторсодобикарбонатного раствора, подаваемого на
газоочистки, используется маточный раствор, в который добавляется свежий
содовый раствор и вода.
Сумма объёмов содового раствора и воды, добавленных в маточный раствор,
равна сумме потерь раствора, которые не должны превышать:
в летнее время - 1400 м3 в сутки;
в зимнее время - 1200 м3 в сутки.
Концентрация Na2CO3 в смешанном фторсодобикарбонатном
растворе, подаваемом на газоочистки, устанавливается опытным путём из расчёта,
чтобы в осветлённом растворе отношение (CNaHCO3/CNaF)
находилось в пределах от 1.4 до 1.8.
Раствор алюмината натрия используют в процессе кристаллизации криолита,
готовят растворением гидрата окиси алюминия в растворе каустической соды.
Для варки криолита готовится алюминатный раствор с каустическим модулем ak от 1.4 до 1.5 и содержанием Na2O и Al2O3 в растворе ( от 245 до 250 г/л ) и
(от 270 до 280 г/л), соответственно.
Каустический модуль - это отношение молекулярных масс Na2O и Al2O3. При модуле от 1.4 до 1.5
алюминатный раствор будет достаточно стойким. Увеличение модуля повышает
стойкость алюминатного раствора, при этом увеличивается расход бикарбоната
натрия на нейтрализацию избыточной щелочи.
Для приготовления алюминатного раствора в мешалку поз 122 к остаточному
количеству алюминатного раствора (не более 8 м3) закачивается раствор
каустической соды в объёме от 15 до 18 м3. При перемешивании, раствор каустика
подогревается паром до температуры 100-105°С и анализируется на содержание Na2O и Al2O3, после чего в раствор небольшими порциями подаётся
расчетное количество гидрата окиси алюминия. Температура 100-105°С поддерживается в течении всего
времени приготовления алюминатного раствора. При этом протекает реакция:
NaOH+Al(OH)3Û NaAlO2+2H2O. (1.5)
По окончании загрузки всей гидроокиси раствор перемешивается до полного
растворения Al(OH)3 в течении 8 часов и анализируется на содержание Na2O и Al2O3, и при необходимости корректируется
одним из компонентов.
Расчет необходимого количества гидрата окиси алюминия при приготовлении
алюминатного раствора проводят по формулам:
VАl=(CNa2O*Val)/C2Na2O, (1.6)
100 *Val*CAl2O3(OH)3=156/102 * --------------------- * А (1.7),
(100-W)
где: VAl- объём алюминатного раствора, м3;
W -
влажность Al(OH)3, %;
Q Al(OH)3- количество технической гидроокиси алюминия, кг;
CNa2O- концентрация Na2O в алюминатном растворе, кг/м3;
CHAl2O3 - начальная концентрация Al2O3 в ,кг/м3;
CAl2O3-концентрация Al2O3 в алюминатном растворе, кг/м3;
C2Na2O- концентрация Na2O в растворе каустика, кг/м3;
/102- отношение молекулярных весов. (2мв Al(OH)3)/(мвAl2O3);
А=92.8%- среднее процентное содержание Al(OH)3 в технической
гидроокиси алюминия, поступающей на завод.
При необходимости разбавление готового алюминатного раствора для
предотвращения разложения последнего, разбавление необходимо вести горячей
водой, под щелочной соды или каустиком с концентрацией 5 г/л.
Специальная часть
.Состав анодных газов и возможность их
утилизации с получением вторичного криолита на Братском алюминиевом заводе
В таблице 4.1 приведен характерный состав, и объем пылегазовоздушной
смеси, удаляемой от электролизеров использующихся на ОАО «РУСАЛ Братск».
Как видно из таблицы, в системе газоотсоса удаляется, сложная
многокомпонентная, пылегазовоздушная смесь, содержащая токсичные и агрессивные
загрязняющие вещества в газовой и твердой фазах. Очистка больших объемов такой
смеси представляет собой сложную техническую задачу, решаемую в каждом
конкретном случае с учетом свойств очищаемых газов, требований к их очистке,
наличия газоочистного оборудования и площадей для его размещения, затрат на
очистку газов и ряда других факторов.
На алюминиевых заводах по производству первичного алюминия получили
распространение двухэтажные корпуса с двухрядным продольным расположением в них
электролизеров. Электролизеры установлены на втором этаже здания. При такой
планировке корпуса происходит эффективная естественная вентиляция рабочей зоны.
Воздух, нагретый теплом, излучаемым электролизерами, поднимается и удаляется из
корпуса через аэрационный фонарь. Свежий воздух через проемы первого этажа и
вентиляционные решетки, расположенные вдоль электролизеров, попадает в рабочую
зону. При такой аэрации не только создаются надлежащие условия труда, но и
обеспечивается интенсивный отвод тепла от ошиновки, а также от других
конструктивных элементов ванны, отчего снижается расход электроэнергии, и
улучшаются условия работы ванны.
Поскольку электролиз алюминия осуществляется в криолит-глиноземных
расплавах, то процесс связан со значительным расходом фтора. На алюминиевых
заводах России с самообжигаюмися анодами Содерберга фторсодержащие отходы
газоочистки и угольной пены перерабатываются методом флотации и регенерации в
цехах производства фтористых солей с получением вторичного криолита. Основная
задача флотации и регенерации заключается в возвращении фторсодержащих
компонентов в процесс электролиза
Таблица 4.1
Характеристика пылегазовоздушной смеси, удаляемой от укрытий
электролизеров
|
Тип электролизера
|
С самообжигающимися анодами
|
|
Тип укрытия
|
Колокольное
|
|
Эффективность Системы
газоотсоса
|
80-87
|
|
Удельный объем, тыс. м3/т Al
|
35
|
|
Температура на входе в
газоочистку, °С
|
75-150
|
|
Относительная влажность, %
|
50-80
|
|
Содержание загрязняющих
веществ, мг/нм3
|
Пыль
|
500-1000
|
|
Фтористый водород
|
500-1000
|
|
Фтор-соли**
|
100-250
|
|
Диоксид серы
|
500-1500
|
|
Оксид углерода
|
1000-1500
|
|
Смолистые вещества
|
100-300
|
Поскольку электролиз алюминия осуществляется в криолит-глиноземных
расплавах, то процесс связан со значительным расходом фтора. На алюминиевых
заводах России с самообжигаюмися анодами Содерберга фторсодержащие отходы
газоочистки и угольной пены перерабатываются методом флотации и регенерации в
цехах производства фтористых солей с получением вторичного криолита. Основная
задача флотации и регенерации заключается в возвращении фторсодержащих
компонентов в процесс электролиза.
В табл.4.2 приведен баланс фтора для корпуса большой мощности с верхним
токоподводом по данным института ВАМИ.
Из таблицы следует, что большие количества фтора удаляются из корпуса в
виде газов и пыли (около половины всего расходуемого фтора). Статья расхода
«Угольная пена» также велика (29%), но следует иметь в виду, что эта пена
перерабатывается методом флотации, и в процесс электролиза фтор возвращается в
виде вторичного криолита.
Из расхода фтора следует выделить статью «потери через фонарь». Расходы
фтора по этой статье являются прямыми потерями для производства и главным
источником загрязнения атмосферы.
В атмосферу электролизных корпусов, помимо фтористого водорода,
образующегося в результате гидролиза фтористых солей, выделяются и другие
промышленные вредности. Содержание их в атмосфере рабочей зоны электролизных
корпусов не должно превышать предельно допустимых концентраций (ПДК).
Таблица 4.2
Баланс фтора на заводах по производству алюминия
|
Статьи прихода
|
приход
|
Статьи расхода
|
расход
|
|
Кг/т. Al
|
%
|
|
Кг/т. Al
|
%
|
|
Фтор из свежих и регенированных
солей, расходуемый на технологические нужды Фтор из солей, расходуемых на
пуск
|
31,6 9,28
|
77,3 22,7 1
|
В систему организованного
отсоса Потери через фонарь Газы в виде CF4 Угольная
пена Футеровка Пыль (газоходная) и сметки Механические потери
|
15.16 4.17 1.39 11.84 4.88
1.44 2.00
|
37.0 10.2 3.40 30,0 11.90
3.5 4.0
|
|
И т о г о
|
40.88
|
100
|
И т о г о
|
40.88
|
100
|
Окись углерода СО - 20 мг/м3 ;
Фтористый водород HF -
0.5 мг/м3 ;
Пыль содержащая 10-70% SiO2 -
2 мг/м3 ;
Пыль искусственных абразивов (карборунд)-5 мг/м3 ;
Прочие виды пыли - 10 мг/м3 .
Газы организованного отсоса на всех современных заводах должны проходить
очистку. На электролизерах большой мощности с верхним токоподводом
организованный отсос газов осуществляется от горелочных устройств
электролизеров. Наиболее распространены горелки открытого типа и щелевые. Они
выполняются из стали или жаропрочного чугуна. В горелках дожигаются угарный газ
и газообразные продукты коксования пека. На сжигание в горелку поступает газа в
объеме 20-55 м3/ч. с температурой до 350-550 °С следующего состава: 27-45%СО2 , 0.2 -1.6% О2 ,
30-60% СО , 1.5-3.5% Н2, 0.4-2.4% углеводородов, 2-20%N, 230-770 г/ч смолистых соединений.
Коэффициент избытка воздуха для сжигания горючих компонентов газа не
должен быть выше 2-5. Действие колокольного укрытия нарушается при пробивке
корки, горелка при этом гаснет; после окончания обработки электролизера горелка
должна быть снова подожжена. Остальные виды обслуживания электролизера,
работающего в нормальном технологическом режиме, практически не отражаются на
газоотсосе.
Рис 4.1 Схема эвакуации анодных газов от электролизеров
1
Электролизеры;
2-горелки; 3-коллекторный газоход; 4-подземный газоход; 5-дымососная;
6-электрофильтр; 7-пенный аппарат; 8-дымовая труба.
Газы, полученные при дожигании в горелках, эвакуируются по
внутрикорпусным и подземным газоходам к газоочистным установкам см. рис.4.1 .
От каждой горелки электролизера (на электролизере горелок две) в час
отводится 750 м3 газа. Увеличение объема газов после сгорания происходит за
счет подсоса воздуха в горелке и через неплотности в газоходах. Средняя
температура отсасываемой от горелки газово-воздушной смеси 150°С.
В электролизных цехах современных алюминиевых заводов, оснащенных мощными
электролизерами, применяется двухступенчатая система очистки газов, отходящих
от электролизеров. На первой ступени очистки наиболее часто применяются
электрофильтры.
Процесс электролиза алюминия, который осуществляется в
криолит-глиноземных расплавах, связан со значительными потерями фтора в виде
фтористого водорода. В настоящее время на отечественных алюминиевых заводах
очистка газовых выбросов от НF
осуществляется мокрым способом в пенных аппаратах путем орошения отходящих
газов растворами кальцинированной соды, с предварительной очисткой от
взвешенных частиц.
Корпус электрофильтра выполнен из стали и разделен продольной
перегородкой на две секции; снаружи корпус теплоизолирован. Для сбора
уловленной пыли на электрофильтре смонтированы шесть бункеров, по три бункера
на каждую секцию. Внутри корпуса со стороны ввода газа установлены
газораспределительные решетки, обеспечивающие равномерное распределение газов
по сечению электрофильтров. Пыль с решеток периодически удаляют встряхиванием,
осуществляемым устройством ударно-молоткового типа. Активная часть
электрофильтра включает систему из коронирующих и осадительных электродов,
раздельно питаемых током высокого напряжения 40-50 кВ. от повысительно -
выпрямительных агрегатов преобразовательной подстанции. Коронирующие электроды
расположены точно посередине между пластинами осадительных электродов. Пыль с
осадительных и коронирующих электродов удаляется периодическим встряхиванием
специальными механизмами. Встряхивание производится за счет продольного соударения
их, а коронирующих с помощью устройства ударно-молоткового типа с приводом от
электродвигателя.
При непрерывном встряхивании коронирующих электродов периодичность
составляет 1 - 1.5 удара в минуту. При встряхивании электродов пыль,
уловленная на осадительных электродах, по желобам ссыпается в бункера, из
которых она удаляется периодически или непрерывно с помощью гидросмыва.
Процесс электрического обеспыливания протекает следующим образом. При
подаче на электроды тока высокого напряжения между ними возникает не однородное
электрическое поле, напряженность которого можно изменять регулированием
напряжения питания.
На поверхности коронирующего электрода напряженность поля имеет
наибольшую величину, и при определенной величине приложенного напряжения между
электродами образуется коронный разряд. В результате коронного разряда
возникает направленное движение к электродам заряженных частиц. В зоне «короны»
происходит ударная ионизация газа с образованием большого количества ионов и
электронов. Ионы сталкиваются со взвешенными в газе пылевыми частицами,
адсорбируются ими и сообщают пылинкам свой заряд. Заряженные взвешенные частицы
под действием электрического поля движутся к противоположно заряженному
электроду и осаждаются на его поверхности, а очищенные газы, пройдя
электрическое поле, выходят из электрофильтра. Основная масса пыли получает
отрицательный заряд и осаждается на осадительном электроде.
Один электрофильтр способен очистить до 150000 м3 газа в час при скорости
газа 2м/с, и запыленность на входе не более 40 г/м3. Оптимальная температура
газов, поступающих в электрофильтр, составляет 100-150°С.
Степень очистки в электрофильтре составляет: от пыли 96-99%, от смолистых
веществ 60%. В двухступенчатых системах газоочистки алюминиевых заводов в
качестве второй ступени применяют аппараты мокрой газоочистки: пенные аппараты
и скрубберы.
Схема газоочистной установки приведена на рисунке 4.2
Дымосос;
.Горизонтальный электрофильтр;
. Решетки пенного аппарата;
. Циклон-каплеуловитель; 5. Полый скрубберж
. Дымоход
. Циркуляционный бак;
. Насос откачки раствора;
9. Насос закачки раствора.
Рис. 4.2 Установка для очистки газовых выбросов.
Наиболее распространены пенные аппараты, как более эффективные.
В пенных аппаратах происходит очистка газов от газообразных химических
примесей (фтористого водорода, сернистого газа) абсорбцией (поглощением).
Поэтому часто пенный аппарат называют абсорбером. Пенный аппарат выполняет и
вторую задачу - доочистку газа от пыли, не уловленной в электрофильтре.
Пенный аппарат представляет собой герметичную цилиндрическую со скошенным
днищем камеру. Внутри камеры имеются две рабочие полки, выполненные из
перфорированных стальных листов. Свободное «живое» сечение верхней полки
составляет 27.2% от полной площади полки, а нижней полки 42.6%. Это необходимо
для того, чтобы верхняя полка работала в основном с переливом орошающего
раствора в центральный стакан, а нижняя полностью на провал. Орошающий раствор
подаётся на верхнюю решетку через коллектор с соплами.
Под рабочими решетками помещена газораспределительная решетка, которая
обеспечивает равномерное распределение потока газа по всему сечению камеры и
пенообразование по всей площади решеток.
Ввод газа в пенный аппарат выполняется в виде патрубка с зонтом.
Очищенный газ отводится через патрубок в крышке корпуса пенного аппарата.
Под выхлопным патрубком в корпусе пенного аппарата с помощью кронштейнов
подвешена чаша гидрозатвора, имеющая наполнительный и сливной патрубки. Раствор
из пенного аппарата сливается в циркуляционный бак непрерывно через сливной
патрубок. Для удобства обслуживания аппарата на корпусе имеются монтажные люки,
лазы, лестницы и обслуживающие площадки.
Принцип работы пенного аппарата заключается в следующем. Газ, поступающий
в пенный аппарат через патрубок ввода газа, равномерно распределяется по всему
сечению камеры газораспределительной решетки и последовательно проходит через
два ряда рабочих полок. Содовый раствор из коллектора растекается по верхней
решетке и под действием газовых струй образует на ней слой пены. Заданное
свободное сечение полок обеспечивает образование на пенной решетки сильно
турбулизованной газожидкостной системы, которая представляет собой взвешенный
слой жидкости в виде быстро движущихся струй и пленок, перемешанных с
пузырьками газа. Вся орошающая жидкость на решетке находится в виде
динамически устойчивой подвижной пены. На решетке поддерживают слой жидкости
высотой всего 20-50 мм, а из него образуется слой пены высотой до 100-200мм,
задаваемой высотой порога. В слое пены с развитой поверхностью
контакта между жидкостью и газом происходит очень интенсивное поглощение пыли и
химических газообразных примесей. Степень улавливания пыли достигает максимума
при высоте слоя пены 80-100мм. Перемещаясь по верхней решетке от периферии
к центру, пенный слой через переливной порог высотой 65-80мм попадает в
центральный стакан, где пена разрушается и через гидрозатвор поступает на
нижнюю решетку. Сечение отверстий верхней решетки и скорости газа в отверстиях
обеспечивают частичный провал орошающего раствора. Очищенный газ после пенных
решеток поступает через гидрозатвор, служащий в открытом состоянии первой
ступенью каплеулавливания в циклон-каплеуловитель и оттуда в дымовую трубу.
Для орошения пенных решеток применяется содовый раствор концентрацией
25-50 г/л. В процессе газоочистки идут следующие химические реакции:
HF+Na2CO3=NaF+NaHCO3; (1.9)+HF=NaF+H2O+CO2
; (1.10)CO3+2HF=2NaF+H2O+CO2; (1.11)CO3+SO2+0.5O2=Na2SO4+CO2; (1.12)2CO3+CO2+H2O=2 NaHCO3. (1.13)
При достижении концентрации фтористого натрия в растворе 15-25 г/л его
откачивают на переработку в отделение регенерации криолита из растворов
газоочистки.
Эффективность пенного аппарата по улавливанию фтористого водорода высока
и составляет 98-99%, по пыли 90% при скорости газа в отверстиях верхней решетки
8м/с.
Помимо электрофильтров и пенных аппаратов, к основному газоочистному
оборудованию относятся дымососы, насосы, циклон-каплеуловитель и циркуляционный
бак.
Указанное оборудование установлено в помещениях газоочистных установок.
На два корпуса электролизеров обычно сооружается два таких помещения. В каждом
из них в работе должны постоянно находится два дымососа, два пенных аппарата,
два циркуляционных насоса, насос откачки. Для обеспечения бесперебойной очистки
выбрасываемых в атмосферу газов предусматривается резервное оборудование по
одному дымососу, пенному аппарату, циркуляционному и откачивающему насосу.
Раствор газоочистки, содержащий соду, бикарбонат натрия, фтористый
натрий, а также уловленную в аппаратах мокрой газоочистки пыль (шлам, состоящий
из глинозема, криолита, фтористых солей, частиц угля, погонов пека и др.),
используют для получения криолита в отделении фторсолей. Криолит, полученный из
растворов газоочистки, называют регенерационным.
В зависимости от принятой технологической схемы газоочистки в растворах
могут содержаться следующие концентрации солей, г/л:
При работе на низких концентрациях растворов газоочистки:
Фтористый натрий 12-15
Сода 3-7
Бикарбонат натрия 22-28
Сульфат натрия до 70
При работе на высоких концентрациях растворов газоочистки:
Фтористый натрий 20-30
Сода 10-15
Бикарбонат натрия 40-55
Сульфат натрия до 70
Фторбикарбонатный раствор со взвешенными в нем частицами шлама поступает
в отстойники отделения регенерации для осветления. Процесс отстаивания
растворов имеет малую скорость оседания взвешенных частиц, всего 0.1 м/ч; с
применением предварительного подогрева раствора до 60-70 °С удается резко повысить скорость
отстаивания (до 0.7-0.8 м/ч) и увеличить производительность отстойника по
осветленному раствору.
Осветление осуществляется в сгустителе с теплоизолированными стенками.
Осветленным считается такой раствор, который содержит твердых взвесей не более
0.5 г на 1 л раствора.
Пульпа сгущенного шлама с отношением жидкого к твердому (ж: т) 3.5¸1 распульповывается на бакосборнике и
откачивается на шламовое поле.
Процесс выделения криолита из фторсодержащего раствора называется варкой
или кристаллизацией. Процесс получения криолита можно проводить как в
периодическом режиме, так и в непрерывном. Непрерывному режиму варки криолита
следует отдать предпочтение, перед периодическим, как обеспечивающим более
высокую производительность оборудования и лучшее качество криолита.
Из сгустителя через бако-сборники осветленный раствор насосами
транспортируется в теплоизолированные цилиндрические реакторы, снабженные
перемешивающим устройством. Обычно реакторы соединены последовательно в нитки
по 3-5 штук. В этих реакторах и осуществляется варка криолита.
В реакторы с нагретым фторсодобикарбонатным раствором подается строго
дозированное количество алюминатного раствора. Температура раствора в реакторе,
обогреваемом паром, поддерживается 75-80°С В результате взаимодействия компонентов осветленного
раствора с алюминатным раствором в реакторе практически мгновенно протекают
реакция образования криолита, который выпадает в осадок:
12NaF+akNa2O*Al2O3+8NaHCO3 ®2Na3AlF6+8Na2CO3+6H2O
(1.14)
При расчете дозировки алюминатного раствора определяющим является
отношение содержания в осветленном растворе бикарбонат натрия к фтористому
натрию. Из приведенной реакции криолитообразования это отношение равно:
Где
84 и 42 - молекулярные массы соответственно бикарбоната натрия и фтористого
натрия.
Если
в осветленном растворе это соотношение больше или равно 1.5, то расчет
дозировки алюминатного раствора производят по содержанию фтористого натрия;
если отношение меньше 1.5, то расчет дозировки производят по содержанию
бикарбоната натрия.
Из
реакторов криолитовая пульпа с ж : т = 40¸100 : 1
поступает в сгуститель на сгущение. Из сгустителя слив осветленной части пульпы
(маточный раствор) направляется как оборотный содовый раствор на газоочистку.
Содержание соды в маточных растворах должно быть 35-60 г/л, а взвешенных частиц
криолита не более 0.5 г/л.
В
маточных растворах накапливается значительное количество сульфатов. Чтобы
избежать ухудшения качества регенерационного криолита за счет увеличенного
содержания в нем сульфатов, предусматривается периодическое удаление их из
цикла газоочистки. Содержание сульфата натрия в смешанном растворе, подаваемом
на газоочистку, не должно превышать 50 г/л в зависимости от концентрации
фтористого натрия в осветленном растворе.
Сгущенная
криолитовая пульпа с отношением ж : т = 3¸1 из
сгустителя выводится в мешалку, откачивается в репульпатор и смешивается с
пульпой флотокриолита, откуда подается на фильтрацию на вакуум-фильтр.
Отфильтрованный
вторичный криолит, поступает в процесс сушки. Фильтрат поступает в шламовую
мешалку и откачивается на шламовое поле. Соотношение флотационного и
регенерированного криолита в образующейся смешанной пульпе устанавливается в
таких пределах, чтобы не осложнять последующие операции фильтрации и сушки за
счет ввода тонкодисперсного регенерационного криолита. Влажность высушенного
криолита не более 0,5%.
Из
сушильного барабана криолит разгружается камерными насосами и транспортируется
в бункера готовой продукции, откуда спецмашинами доставляется в электролизные
цеха.
Криолитовое
отношение во вторичном криолите до 2,93; содержание фтора 43-48%, углерода -
1,5-2%.
5.Эксперементальные исследования по утилизации
анодных газов с целью получения вторичного криолита
При
достижении эффективности улавливания фтора на уровне 85% количество
регенерированного криолита в условиях работы электролизеров с криолитовым
отношением 2.4-2.6, достигает 25 кг на тонну алюминия. Поэтому в электролизных
цехах для снижения криолитового отношения приходится уменьшать потребление
регенерированного криолита и повышать расход фтористого алюминия.
Для
замыкания баланса по фтору необходимо производить регенерированный криолит с
низким криолитовым отношением 1,4-1.8 или получать из отходов газоочистки
фтористый алюминии.
Для
получения низкомодульного криолита необходимо в процесс варки криолита
добавлять плавиковую кислоту. При рН =2.4 возможно получение низкомодульного
криолита с криолитовым отношением 1.67.
Рентгеноструктурный
анализ показал, что образуется хиолит (NaAlF4 ) Для
снижения рН при существующей содобикарбонатной очистке газов придется затратить
значительное количество плавиковой кислоты, что приведет к увеличению объема
производства регенерированного криолита.
Другим
способом переработки фторсодержащих отходов является обработка шламов
газоочистки или криолита с высоким криолитовым отношением серной кислотой, что
также приведет к снижению получаемого криолита с низким КО. Однако, в этом
случае дополнительное использование серной кислоты приведет к повышению
сульфатов в растворе и создаст дополнительные проблемы с выводом сульфатов.
На
Таджикском алюминиевом заводе авторами предложено два метода удаления углерода
из шламов газоочистки: флотация и выжиг.
Предварительные
опыты показали, что остатки сульфатов и карбонатов, содержащихся в шламе,
негативно отражаются на ходе вышеуказанных процессов. Поэтому перед их
осуществлением необходимо провести отмывку от этих солей. В промышленных
условиях получен при флотации криолит- глиноземный концентрат, содержащий в, %:
1,5 - 2 углерода, 50-65 криолита, 20-30 глинозема, 1.5-2 окислов железа и 1-1.5
окиси кремния.
Однако,
флотация по их мнению материалоемка. Для проведения флотации расходовалось
реагентов, г/т: 800 жидкого стекла, 350 керосина, 90 соснового масла. Время
флотации 16-20 мин, выход по фтору составил 52-53% извлечение 77-88%.
Авторы
считают, что флотация требует больших площадей и в этом отношении более
предпочтительным является выжиг.
Промышленные
испытания на коксопрокалочных печах показали возможность получения
кондиционного продукта при следующих параметрах процесса : температура 750-800О
С, время нахождения в печи 40-50 мин. при дополнительной продувке воздуха. В
результате выжига получается криолит-глиноземный концентрат, содержащий, %:
1-1.5 углерода, 55-65 криолита, 25-35 глинозема, 1.5-2.5 окиси железа и 1-1.5
окиси кремния.
Теоретические
основы новой технологии очистки газов в производстве алюминия с получением
плавиковой кислоты.
Как было показано ранее в настоящее время очистка газов осуществляется в
результате взаимодействия фтористого водорода с содой по реакции
НF+ Na2CO3= NaF+NaHCO3 (1.15)
В результате чего получают растворы, содержащие NaF. Однако, для очистки газов требуется большое
количество соды, а получаемый этим способом фтористый натрий имеет малую
растворимость, что приводит к зарастанию растворопроводов.
Из растворов газоочистки получают регенерированный криолит, в котором
повышенное содержание натрия и при его использовании увеличивается криолитовое
отношение электролита.
Для снижения криолитового отношения в производстве алюминия приходится
добавлять фтористый алюминий. Чтобы снизить использование свежих фтористых
солей, необходимо получать регенерированный криолит с низким криолитовым
отношением или получать регенерированный фтористый алюминий.
Для этого предлагается вместо содовых растворов в пенные аппараты
подавать воду и получать из растворов газоочистки плавиковую кислоту по реакции
:
криолит алюминий флотация регенерация
HFгаз+H2O=HFж+H2O (1.16)
Из растворов плавиковой кислоты можно получить фтористый алюминии,
литиисодержащий криолит или фтористый литии:
HF+ LiCl= LiF+HCl, (1.17)
используя для этого хлористый литий, полученный из минеральных рассолов
Восточной Сибири.
Таким образом, применение литиевых соединений в производстве алюминия,
полученных из гидроминеральных ресурсов, с использованием фтористых соединении
из системы газоочистки позволит улучшить экологическую обстановку в регионах,
где находятся металлургические заводы по производству первичного алюминия.
Производство плавиковой кислоты и ее свойства.
Раствор фтористого водорода в воде носит название плавиковой кислоты.
Фтористый водород (НF) состоит из двух
элементов- водорода и фтора. Газообразный фтористый водород-бесцветный газ с
удушливым запахом, кипит при 19.4С, плавится при 92.3С. В газообразном , жидком
состоянии, а также в водных растворах молекулы НF ассоциированы. Для температуры от 0-105О С, давление Р
насыщенного пара HF вычисляется по
формуле ( мм рт.ст)
Р= 8,38- 1952,6/355,5+Т
Фтористый водород хорошо растворим в воде; его водные растворы называют
плавиковой кислотой. В водных растворах фтористый водород диссациирует по
схеме: HF=H+ + F-. С
фторидами щелочных металлов HF
образует кристаллические соединения типа MeF и HF.
Важной характеристикой молекулы фтористого водорода является большая
прочность связи водорода и фтора и ярко выраженная кислотность. Энергия
диссоциации одного моля на атомы равна 150 ккал. Фтористый водород легко
полимеризуется и дает молекулярные соединения со многими веществами.
Фтористый водород обладает высокой реакционной способностью; он реагирует
со многими окисями и гидроокисями, образуя фториды и воду. Эти реакции особенно
характерны для соединений щелочных и щелочноземельных металлов, серебра, олова,
ртути и железа.
С хлоридами, бромидами и йодидами этих металлов, а также таких элементов,
как сурьма и мышьяк, фтористый водород реагирует весьма 'бурно с выделением
соответствующего галоидо-водорода.
С цианидами НF реагирует с
выделением цианистого водорода, а с фторсиликатами-с выделением
четырехфтористого кремния. С силикатами фтористый водород дает воду и
четырех-фторисгый кремний.
С окисями таких элементов, как фосфор, вольфрам, уран и сера, реакция
идет с образованием оксифторидов и фторкислот. При отсутствии кислорода и
других окислителей фтористый водород на медь не действует, но в присутствии
кислорода -медь очень быстро корродирует.
Магний, как металл, образующий защитную пленку, хорошо противостоит
фтористому водороду, хорошо противостоит НF также монель-металл. Нержавеющая сталь фтористым водородом легко
корродируется, легко разрушается под действием НF и свинец. Жидкий 100%-ный фтористый водород почти не
разрушает железа и может храниться в железной таре, однако в разбавленных
растворах HF железо не устойчиво. Как уже
упоминалось, фтористый водород жадно реагирует с силикатами, 'с кремнеземом,
образуя фтористый кремний; этим, в частности, объясняется разрушающее действие
плавиковой кислоты на стекло.
Плотность жидкого 100 % фтористого, водорода (г/см3) при 60° С 1,1660,
при 30° С 1,0735, при 0° С 1,0015.
Производство фтористого алюминия, натрия и лития и их свойства.
Фтористый алюминий - белый 'кристаллический порошок, формула его А1Fз. В химически чистом 'продукте
содержится 32,14% А1 и 67,86°/оF.
Фтористый алюминий способен давать стойкие пересыщенные водные растворы, из
которых выделяется в виде ряда кристаллогидратов; наиболее устойчив
кристаллогидрат AlF3*3H2O.
При низких температурах фтористый алюминий слаборастворим.в воде, однако
с повышением температуры растворимость его возрастает: при 20° С растворимость
равна 4,6 г/л, при 40° С 6.0 г/л и при 80° С 9,8 г/л. Плавиковая кислота
повышает растворимость фтористого алюминия.
Фтористый натрий по внешнему виду представляет собой белый или чуть
сероватый порошок. Фтористый натрий растворим в воде, растворимость его при 25е
С 4,03%, при 100° С 4,11%. Плотность в твердом: состоянии 2,73 г/см3, в
расплавленном состоянии 1,942 г/см3. Температура плавления 992° С, температура
кипения 1695° С. Упругость паров фтористого натрия значительно ниже, чем
фтористого : магния; при температуре ниже 1000°С упругость паров настолько
низка, что в процессе электролиза алюминия испарения фтористого натрия из
электролита практически не происходит. Теплота образования фтористого натрия
136,6 кал/г-моль, теплота плавления 7860 кал/г-моль, удельная теплоемкость в
пределах температур от 0 до +19,6°.
Лития фторид во многом по своим свойствам и способам получения аналогичен
фториду натрия, однако, растворимость его в воде ниже и составляет 1.33 г/л при
25О С.
Реакции, происходящие при производстве фтористого натрия и лития, могут
быть выражены следующими химическими уравнениями:
НF+ Nа2СОз = 2NаF+ СО2 + H2O (1.18)
HF+ Li2СОз = 2LiF + СО2 + Н2О; (1.19)
Процесс варки фтористого натрия ведется непрерывным способом. Установка
для варки фтористого натрия по своей структуре подобна установке для получения
криолита непрерывным способом.
Выводы
. Проведенный аналитический обзор по выделению фторидов из отходов
электролизного производства показал, что существующие способы получения
флотационного и регенерационного криолита не отвечают современным требованиям
электролизного производства.
.Применямая в настоящее время очистка газовых выбросов в производстве
алюминия содобикарбонатным методом позволяет получать регенерированный криолит
только с высоким криолитовым отношением, использование которого в электролизных
цехах повышает криолитовое отношение электролита.
. Высокое солесодержание в растворах газоочистки приводит к интенсивному
зарастанию растворопроводов, что создает большие трудности по эффективной
очистке электролизных газов.
. Выше названные недостатки указывают на необходимость разработки новых
способов очистки газов и повышения качества вторичного криолита.
5.Эксперементальные исследования по утилизации
анодных газов с целью получения вторичного криолита
.1 Объекты и методы исследования
Для решения вышеуказанных задач необходимо проведение научных
исследований, проведение опытно-промышленных испытаний, и разработка на их
основе необходимых методик.
Технологические процессы, связанные с обработкой металлов в растворах
кислот в машиностроении и металлургии, в химической и нефтехимической
промышленности характеризуются значительными потерями металлов в результате их
коррозийного разрушения.
В частности, в гальванотехнике при травлении стали с окалиной в
электролитах с низким значением рН происходят нежелательные процессы
растворения метала-основы. Это ведет к безвозвратным потерям метала, ухудшению
характеристик травильных растворов и необходимостью их частой замены.
Применение ингибиторов коррозии - наиболее рациональный путь по защите
оборудования и изделий , находящихся в замкнутом пространстве коррозийной
среды.
Ассортимент имеющихся ингибиторов недостаточен, чтобы обеспечить
потребности промышленности. Многие известные ингибиторы токсичны, либо
проявляют защитные свойства в узком диапазоне протекания коррозийных процессов.
В Иркутском институте химии им. А.Е. Фаворского СО РАН на базе доступного
и дешевого отечественного сырья разработан ряд новых высокоэффективных ингибиторов
кислотных растворов, способных защищать различные типы сталей в таких
агрессивных средах, как соляная и серная кислоты.
Исследования защитного действия синтезированных ингибиторов на коррозию
стали 3 и электротехнической стали Э8 в 15%-ой серной или соляной кислотах
показали, что при концентрации ингибиторов от 1-го до 2-х г/ литр и при
температуре 200С защитный эффект составляет 94,0-99,5%.
При повышении температуры кислот до 45-500С, а также при повышении
концентрации кислот, защитный эффект ингибиторов достигает 99,8%. В процессах
травления скорость удаления окалины с использованием ингибированных растворов
кислот всего на 2-3% ниже, чем не ингибированных кислот.
Исследование свойств и наработка данных по применения кислотных
ингибиторов ведется на Братском алюминиевом заводе с 2002 года.
Объектом испытания была выбрана дымососная № 91. На технологической
цепочке данной дымососной проводились опытно-промышленные испытания и
нарабатывались статистические данные по направлениям:
.Промывка растворопровода и баковой аппаратуры плавиковой кислотой с
добавлением ингибитора коррозии ИКТ- 1
.Получение низкомодульного криолита КО=2,3-2,6 за счет обработки
щелочного регенерационного криолита гексафторалюминиевой кислотой, получаемой в
УФС из наработанного кислого раствора газоочистки и водной суспензии гидроксида
алюминия с добавлением ингибитора коррозии КИ-1МП.
В мае 2002г. на основании Программы были проведены опытно-промышленные
испытания по промывке кислыми растворами выносных растворопроводов на
дымососной №91 ОАО «РУСАЛ Братск».
Орошение пенных аппаратов производилось технической водой с добавлением
ингибитора коррозии марки ИКТ-1, разработанного в Иркутском институте химии им.
А.Е. Фаворского СО РАН.
Наработанные кислые растворы имели следующий состав:
СH2SO4 =23,45 г/л и CHF = 14,7 г/л.
Эксперимент закончился с положительным результатом и был сделан
соответствующий вывод.
На протяжении нескольких лет эта тема не поднималась в связи с наработкой
электролита в процессе электролиза с КО=2,7.
В ноябре 2007 года идея по наработке кислого раствора в системе
газоочистки и получения низкомодульного криолита была поддержана руководством
завода, проект А3 «Получение низкомодульного криолита» возглавил Управляющий
директор ОАО «РУСАЛ Братск» С.В. Филиппов.
5.2 Описание экспериментальных исследований
Согласно программы проведения испытаний в цехе ПФС 15-16 мая 2002года
проводились промышленные испытания по промывке выносных растворопроводов на
дымососной №91 кислыми растворами.
Пропускная способность растворопровода по инструментальному замеру
составляла 7 м3/час.
Первоначально циркуляционный бак заполнили технической водой и перевели
работу пенного аппарата на «сухо».
После заполнения бака водой перевели схему на рабочий режим.
Насыщение раствора производили в течении 40 минут непосредственно в
пенном аппарате по технологической цепочке: дымосос - пенный аппарат -
циркуляционный бак.
Химический анализ насыщенного раствора соответствует:
СSO4=23,45г/л, и СHF=14,7 г/л.
Это обстоятельство свидетельствует об эффективном поглощении окислов серы
и фторидов технической водой в пенном аппарате.
Затем отключили систему очистки через пенный аппарат, т.е. перевели «на
сухо». Такую операцию повторяли 3 раза с целью стабилизации рН раствора,
который определяется лакмусовой бумажкой. рН с 9 снизилось до 4.
Затем залили 70 литров концентрированной плавиковой кислоты и 15 литров
ингибитора коррозии ИКТ - 1. Схему поставили на внутреннюю циркуляцию раствора.
В 15 часов 15.05.02г. остановили циркуляционный насос, залили 50 литров
плавиковой кислоты и оставили систему бак - выносной растворопровод под
заполнением.
.05.10г. в 10 часов вновь включили насосы и продолжили циркуляцию
раствора в системе циркуляционный бак - пенный аппарат - выносной
растворопровод.
В 12 часов 16.05.02г. откачали раствор из циркуляционного бака в общую
схему.
Снова заполнили бак технической водой V= 6 м3, залили 60 л плавиковой кислоты, и 5 литров ингибитора
коррозии, рН соответствовало 4, после чего запустили раствор на внутреннюю
циркуляцию.
В 14 часов 16.05.02г. процесс отмывки закончили т.к. рН не изменялось и
было равно 4.
В 15 часов 16.05.02г. произвели инструментальный замер объема раствора
поступающего на дымососную №91, которое равнялось 9 м3/ч.
В процессе отмывки производились замеры рН раствора, растворы
испытывались на коррозийную стойкость металла с помощью «Свидетелей».
Результаты промывки выносного растворопровода дымососной № 91 приведены в
таблице 5.1
Таблица 5.1
Результаты кислотной промывки выносных растворопроводов
|
Дата
|
Время отбора
|
Технологическая операция
|
№ пробы
|
рН
|
Скорость коррозии г/м2час
|
Скорость коррозии мм/год
|
Группа стойкости и балл
|
|
15.05.02
|
11-00
|
Залили в циркуляционный бак
8 м3 технической воды
|
0
|
9
|
0,0009
|
0,0081
|
Весьма стойкие балл 3
|
|
12-00
|
Включили циркуляцию
раствора через пенный аппарат на 40 мин.
|
1
|
4
|
|
|
|
|
12-40
|
В течении 10 мин. проводили
циркуляцию раствора по растворопроводу
|
2
|
4
|
0,0089
|
0,08
|
Стойкие балл 5
|
|
13-00
|
Добавили ингибитор ИКТ-1,
15 литров + 10 литров HF
|
|
|
|
|
|
|
13-10
|
Добавили 10 литров НF
|
3
|
4
|
|
|
|
|
13-30
|
Добавили 10 литров НF
|
4
|
4
|
|
|
|
|
13-40
|
Добавили 10 литров НF
|
5
|
4
|
|
|
|
|
13-50
|
Добавили 20 литров НF и
начали промывку растворопровода
|
6
|
4
|
0,0017
|
0,015
|
Стойкие балл 4
|
|
15-00
|
7
|
4
|
|
|
|
|
17-00
|
Промывку прекратили,
остановили насос и оставили на ночь. Долили еще 50 литров HF
|
|
|
|
|
|
|
16.05.02
|
10-00
|
Запустили насосы и
продолжили промывку
|
8
|
|
|
|
|
|
11-00
|
Продолжали циркуляцию
|
9
|
|
|
|
|
|
12-00
|
Продолжали циркуляцию
|
10
|
|
|
|
|
|
12-10
|
Растворы направили в цех на
сгущение. Бак почистили и помыли, добавили техническую воду V=
6м3+5 л ингибитора+ 60 л HF
|
11
|
4
|
0,0062 0,0041 0,0045
|
0,056 0,037 0,040
|
Стойкие Балл 5 Стойкие балл
4 Стойкий Балл 4
|
|
14-00
|
Закончили промывку, раствор
отправили в цех ПФС
|
12
|
|
|
|
|
В результате промывки кислыми растворами установлено, что пропускная
способность от первоначальной возросла на:
9-7
------------------------ х 100 = 22,2%
9
Время промывки составило 27 часов, из которых 9 часов раствор находился
на циркуляции по схеме пенный аппарат - бак - растворопровод, а 18 часов в
спокойном состоянии.
Кислотная проверка проводилась на действующем оборудовании, ингибитор
коррозии применялся впервые, что ставило эксперимент в жесткие условия и сжатые
сроки.
Скорость коррозии оборудования возрастает в 10 раз с 0,0009 до 0,0089
г/м2 час. При добавке 70 литров плавиковой кислоты и 15 литров игибитора
коррозии, скорость коррозии падает в 4,5 раза с 0,0089 до 0,0017 г/м2 час, что
свидетельствует о высокой эффективности ингибитора ИКТ-1.
Защитный эффект составляет 98,75% (Z=0,036 - 0,0045/0,36*100=98,75). В процессе добавки
плавиковой кислоты рН раствора измеренный лакмусовой бумажкой находился в
пределах 3-4. Расчетное значение рН не менее 1. Объяснить это можно тем, что
происходит взаимодействие плавиковой кислоты с осадком в растворопроводе.
При вскрытии растворопровода обнаружено, что осадок после кислотной
промывки стал слоистый и рыхлый, однако с внутренней стороны трубопровода не
отделился. Состав осадка до отмывки и после определяется атомно - эмиссионным
методом и приведен в таблице 5.2
Таблица 5.2
Состав осадка в процентах до и после промывки
|
Кремний
|
Алюминий
|
Кальций
|
Железо
|
Натрий
|
Калий
|
|
До промывки
|
5
|
12
|
15
|
6
|
15
|
5
|
|
После промывки
|
1
|
2
|
25
|
1
|
3
|
1
|
В результате кислотной промывки удалось повысить пропускную способность
растворопровода на 22,2%, что свидетельствует о частичном растворении осадка.
Данные химического анализа свидетельствуют об удалении из осадка
соединений кремния, алюминия, железа, натрия, калия. Однако соединения кальция
не переходят в раствор плавиковой кислоты.
Учитывая отработанную в мае 2002 года методику и полученные в результате
эксперимента данные, в ноябре 2007 году было предложено получить на
существующем оборудовании участка фторсолей низкомодульный криолит КО= 1,7 -
2,1.
Технология и аппаратурно-технологическое оформление подобно технологии
очистки анодных газов и регенерации фтора из растворов. Обзор технической
литературы, изучение технологии производства фтористого алюминия и свежего
криолита позволили открыть проект А3 «Получение низкомодульного криолита».
На основании утвержденной Программы был проведен научный поиск по
производству фтористого алюминия и низкомодульного криолита, по качественной
характеристике существующих ингибиторов коррозии металла, лабораторные
исследования по подбору технологических параметров в двух направления, а
именно:
получение низкомодульного криолита и обработка кислым раствором щелочного
криолита с применением ингибитора коррозии.
Наиболее распространенный способ получения криолита из плавикового шпата
- кислотный. После разложения плавикового шпата CaF2 серной кислотой H2SO4 образуется
фтористый водород HF и гипс CaSO4:
CaF2 +
H2SO4 = HF + CaSO4. ( 1.20)
Фтористый водород поглощается водой с образованием плавиковой кислоты.
Для получения криолита в раствор плавиковой кислоты вводят необходимое
количество гидрата окиси алюминия Al(OH)3 и соды кальцинированной Na2CO3:
6HF + Al(OH)3 = H3AlF6 + 3H2O, (1.21)
H3AlF6 + 3 Na2CO3 = 2Na3AlF6 +3CO2 + 3H2O. ( 1.22)
Криолит 3NaF∙AlF3
представляет собой комплексную соль из фторидов алюминия и натрия -
гексафторалюминат натрия.
Также была изучена технологическая инструкция ТИ 48-0117-20-01-06
«Производство криолита искусственного технического», разработанная в ОАО
«Полевской криолитовый завод».
Так получаемый криолит по существующей на этом заводе технологии
характеризуется криолитовым модулем (молярным отношением NaF к AlF3) равным 1,7 и реакция
кристаллизации происходит по уравнению:
4,67HF + Al(OH)3 +0,835 Na 2CO3 à 1,67NaF. AlF3↓ + 3,835H 2O+0,835CO2↑
( 1.23)
Полученный криолит подвергается обезвоживанию, сушке и далее
транспортируется в мягкой таре потребителю.
С дымовыми газами, выходящими из сушильного барабана, увлекается криолит
в виде пыли. Для уменьшения потерь продукта, а также с целью охраны окружающей
среды, газы подвергаются очистке.
В системе очистки отходящих газов предусмотрено двухступенчатое
улавливание пыли криолита: сухое пылеулавливание в батарее из 4-х циклонов,
затем доочистка пыли в аппаратах мокрого типа - скруббере и пенном аппарате.
Уловленная в циклонах пыль криолита из накопительного бункера
транспортируется камерным пневматическим насосом в силос готовой продукции.
Дымовые газы, проходящие через скруббер орошаются оборотной водой 2
цикла, в который она поступает из сборника.
Отработанная скрубберная жидкость из сборника направляется в сгуститель.
Очищенные газы после пенного аппарата выбрасываются в атмосферу через
выхлопную трубу, высота которой 80 м и диаметр 2,7м.
Аспирационные выбросы, образующиеся при работе вытяжной вентиляции баковой
аппаратуры, очищают от паров НF
содовым раствором (либо оборотной водой в холодное время года) в пенных
аппаратах санитарной газоочистной системы СГО-4. Концентрация содового раствора
30-50 г/дм3. Очищенные газы выбрасываются в атмосферу через трубу высотой 40 м.
Лабораторные исследования проводились в ЦЗЛ ОАО «РУСАЛ Братск» с декабря
2008г. по май 2009 г.
Моделирование процессов получения низкомодульного криолита было основано
на использовании искусственных кислотных растворов, имитирующих растворы
которые были получены в промышленных условиях с концентрацией кислот HF=14 г/л
и H2SO4=22 г/л и ингибитора коррозии КИ-1МР для защиты металлоконструкций
оборудования и трубопроводов от кислотной коррозии.
В ходе лабораторных испытаний были исследованы два принципиально
отличающихся способа получения низкомодульного криолита (НМК):
получение НМК из кислых растворов газоочистки и водной суспензии
гидроксида алюминия путем кристаллизации из них хиолита и фтористого алюминия.
получение НМК путем обработки щелочного регенерационного криолита кислыми
растворами газоочистки с добавлением водной суспензии гидроксида алюминия.
5.2.1Получение НМК из кислых растворов
газоочистки
Методика исследований.
Подготавливались три емкости. В первой находился кислый раствор, во
второй сода кальцинированная, в третьей - водная суспензия гидроксида алюминия.
Далее, отдельно готовился подогретый содовый раствор и подогретая водная
суспензия гидроксида алюминия.
Затем в предварительно подогретый кислый раствор с добавлением ингибитора
КИ-1МР подавалась суспензия гидроксида алюминия при постоянном помешивании
(процесс получения гексафторалюминиевой кислоты). После того как раствор мутнел
(30 минут после вливания суспензии Al(OH)3), постепенно подавался содовый
раствор. В этот момент наблюдается интенсивное протекание химической реакции -
повышение температуры реакционной массы, выделение газов и пены. После
окончания химической реакции в осадок выпадают мелкодисперсные кристаллы белого
цвета.
Далее пульпа отстаивалась, фильтровалась и образовавшиеся осадки
подвергались сушке (рис.5.1).
Данные химического анализа результатов эксперимента по получению НМК из
кислых растворов приведены в табл. 5.3

Рис.
5.1. Схема получения НМК из кислых рстворов
Таблица
5.3
Результаты
экспериментов по получению НМК из кислых растворов газоочистки
|
№ эксперимента
|
Дата эксперимента
|
Криолитовый модуль
|
Примечание
|
|
1
|
08.12.08
|
0,4
|
Испытание различных
соотношений и концентраций реагирующих веществ
|
|
2
|
09.12.08
|
0,8
|
|
|
3
|
09.12.08
|
1,0
|
|
|
4
|
10.12.08
|
1,4
|
|
|
5
|
28.04.09
|
1,08
|
|
|
6
|
28.04.09
|
1,10
|
|
Анализ полученных данных в табл.5.3 позволяет предположить, что изменяя
навески соды кальцинированной и гидроксида алюминия, можно получить, как
фтористый алюминий, так и низкомодульный криолит из кислых растворов.
5.2.2Получение НМК путем отмывки
регенерационного криолита кислыми растворами газоочистки с добавлением
гидроксида алюминия
Методика исследований.
В УФС отбирались пробы регенерационного криолита (до и после отмывки от
сульфатов). Аналогично первому способу подготавливалась водная суспензия
гидроксида алюминия (подогрев и помешивание).
В подогретый до температуры 40оС кислый раствор вливалась подогретая
суспензия Al(OH)3. Проводилось тщательное перемешивание, в результате чего кислотный
раствор мутнел, и повышалась его температура (образование гексафторалюминиевой
кислоты).
После этого в образовавшийся раствор постепенно подавалась пульпа
регенерационного криолита и также тщательно перешивалась. Процесс отмывки в
кислой среде щелочного криолита протекал в течении 40-60 минут, после чего
пульпа отстаивалась, фильтровалась и отправлялась на сушку (рис.5.2).
В табл. 5.4 приведены результаты экспериментов по обработке
регенерационного криолита кислыми растворами.

Рис. 5.2 Схема получения НМК методом отмывки регенерационного криолита
Таблица 5.4
Результаты экспериментов по обработке регенерационного криолита кислыми
растворами газоочистки
|
№ эксперимента
|
Дата эксперимента
|
КО до обработки
|
КО после обработки
|
∆КО
|
Примечание
|
|
1
|
17.02.09
|
3,1
|
2,48
|
0,62
|
Обработка регенерационного
криолита до и после отмывки от сульфатов, испытание различных температурных и
реагентных режимов обработки
|
|
2
|
17.02.09
|
3,1
|
2,55
|
0,55
|
|
|
3
|
17.02.09
|
3,1
|
2,57
|
0,53
|
|
|
4
|
07.05.09
|
3,1
|
2,81
|
0,29
|
|
|
5
|
07.05.09
|
3,1
|
2,74
|
0,36
|
|
|
6
|
19.05.09
|
3,4
|
2,4
|
1
|
|
|
7
|
19.05.09
|
3,4
|
2,5
|
0,9
|
|
|
8
|
19.05.09
|
3,4
|
2,3
|
1,1
|
|
|
9
|
20.05.09
|
3,4
|
2,5
|
0,9
|
|
|
10
|
20.05.09
|
3,4
|
2,6
|
0,8
|
|
|
11
|
20.05.09
|
3,4
|
2,7
|
0,7
|
|
|
12
|
20.05.09
|
3,4
|
2,8
|
0,6
|
|
|
Среднее значение
|
3,28
|
2,58
|
0,70
|
|
На основании полученных результатов в табл.5.4 можно сделать вывод:
изменение технологических параметров отмывки щелочного криолита кислым
раствором с добавлением водной суспензии гидроокиси алюминия позволит получить
вторичный криолит заданного КО.
5.2.3Испытание ингибитора коррозии КИ-1МР
Методика.
Испытывались защитные свойства ингибитора кислотной коррозии КИ-1МР по
отношению к Стали 3 в растворе смесей плавиковой и серной кислот.
Для этого подготавливались емкости с кислотным раствором в которых
содержались разные концентрации ингибитора (1-3) г/л, а также контрольный
раствор без ингибитора.
В качестве материала использовались железные гвозди (Ст 3). Перед
погружением в раствор гвозди взвешивались на весах с точностью до 0,001 г. В
кислом растворе гвозди находились 24 часа, после чего высушивались и снова
взвешивались. На основании этих данных был построен следующий график
зависимости убыли массы образца от концентрации ингибитора в растворе (Рис
5.3).
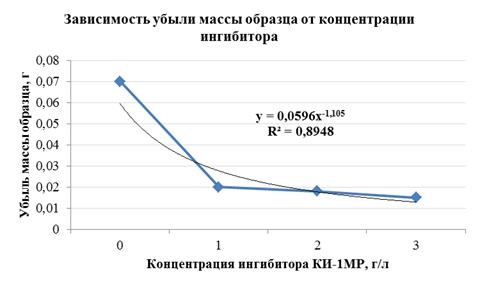
Рис. 5.3
Степень защиты ингибитора коррозии КИ-1МР по отношению к Стали 3 в растворе смесей
плавиковой и серной кислот зависит от концентрации его в кислом растворе.
.2.4 Опытно-промышленные испытания
Основываясь на результатах проведенных лабораторных испытаний, был сделан
вывод о возможности получения НМК по двум способам, испытанных в лабораторных
условиях.
Так как получение НМК по способу кристаллизации из кислых растворов
газоочистки требовал материальных затрат на обвязку аппаратурно-технологической
схемы и монтаж транспортной схемы для закачки кислого раствора в процесс
кристаллизации, то для проведения опытно-промышленных испытаний был использован
менее затратный способ отмывки регенерационного криолита.
Были выбраны наиболее эффективные технологические параметры, полученные в
ходе лабораторных испытаний (обработка кислым раствором регенерационного
криолита до репульпации с подогревом и добавлением гидроксида алюминия).
5.2.5 Ход работы
21.06.09г. в дымососной №91 была начата наработка кислого раствора путем
орошения анодных газов технической водой в пенном аппарате.
Наработка кислого раствора производилась с добавлением ингибитора
кислотной коррозии КИ-1МР в количестве 40кг (концентрация ингибитора составляла
1,33г/л).
В течение 12 часов было наработано 30м3 кислого раствора с концентрацией HF=5,7г/л и H2SO4 = 6,8г/л.
В ОПФ-1 была подготовлена емкость для приема кислого раствора с
газоочистки. Поступивший раствор с г/о частично подвергался осветлению методом
отстаивания и перекачкой жидкой фазы в другую ёмкость.
Заранее в кюбелях был подготовлен щелочной регенерационный криолит и на
погрузчике доставлен в склад сырья, где происходили промышленные испытания. В
поз.121 при нагревании в течение 30 минут была приготовлена водная суспензия
гидроксида алюминия (вес Al(OH)3-1,2т).
В осветленный кислый раствор небольшими порциями был загружен щелочной
криолит из кюбелей, затем из поз.121 была закачена водная суспензия гидроксида
алюминия. При этом наблюдалось протекание реакции образования
гексафторалюминиевой кислоты (помутнение раствора), после включения мешалки
засекли время - началась отмывка щелочного криолита гексафторалюминиевой
кислотой.
Отмывка продолжалась в течение 40 минут, наблюдался разогрев баковой
аппаратуры до температуры 80-90оС, что свидетельствует об интенсивном
протекании химической реакции.
После завершения отмывки, кислый раствор с концентрацией HF=0,03г/л и H2SO4=6,7г/л был
подвергнут нейтрализации и перекачен в шламовую мешалку.
Пульпу отмытого криолита перекачали в сгуститель для флотокриолита и
далее направили на фильтрацию и сушку.
В результате опытно-промышленных испытаний было получено около 10 т НМК.
В табл. 5.4 приведены результаты химического анализа щелочного криолита и
обработанного гексафторалюминиевой кислотой, полученной в промышленных условиях
УФС ОАО «РУСАЛ Братск».
Таблица 5.4
Результаты опытно-промышленных испытаний по получению НМК
|
Дата
|
Проба
|
Определяемые элементы, %
|
∆КО
|
|
|
F
|
Al
|
Na
|
КО
|
|
|
22.06.09
|
До отмывки
|
44,4
|
10,9
|
31,8
|
3,12
|
0,59
|
|
После отмывки
|
43,3
|
17,0
|
24,0
|
2,53
|
|
Результаты опытно-промышленных испытаний подтвердили возможность
получения вторичного криолита с понижением КО.
Так как опытно-промышленные испытания проводились на действующей схеме,
то не исключается вероятность частичной нейтрализации кислых растворов содой
кальцинированной, находящейся в трубопроводах и баковой аппаратуре. Это
возможно сказалось на низких значениях концентраций кислого раствора.
5.3 Анализ полученных результатов
По результатам проведенных исследований рекомендовано:
. Проводить промывку растворопроводов кислотой полученной при орошении
пенных аппаратов технической водой. Для защиты оборудования от коррозии
необходимо добавлять 0,2% ингибитора коррозии ИКТ-1
.Лабораторные испытания по получению низкомодульного криолита указывают
на возможность получения НМК методом кристаллизации из кислых растворов
газоочистки. При данной технологии можно получить как фтористый алюминий
(AlF3), так и НМК с КО до 2.0 в зависимости от концентрации соды
кальцинированной и гидроксида алюминия, а также от технологических параметров
процесса кристаллизации. Внедрение данной технологии потребует капитальных
затрат на частичную замену оборудования, его обвязку и монтаж транспортной
схемы.
. Для защиты металла от коррозии необходимо применять ингибитор, либо
кислотостойкое оборудование. Степень защиты опробированного нами ингибитора
КИ-1МР составила 92% при концентрации его в кислом растворе 2 г/л.
. Опытно-промышленные испытания ещё раз доказали возможность наработки
кислого раствора на газоочистных сооружениях завода путем орошения анодных
газов в пенных аппаратах технической водой. Также установлена возможность
защиты металлоконструкций технологического оборудования и трубопроводов при
помощи ингибиторов коррозии.
. Опытно-промышленные испытания показали возможность получения криолита с
заданным КО=2,3-2,6 за счет обработки щелочного регенерационного криолита
гексафторалюминиевой кислотой, получаемой в УФС из наработанного кислого
раствора газоочистки и водной суспензии гидроксида алюминия.
Внедрение данной технологии в промышленном масштабе потребует
дополнительной обвязки существующего оборудования.
В результате опытно-промышленных испытаний наработано около 10 тонн
криолита с химическим составом указанном в таблице 5.5
Таблица 5.5
|
Дата
|
Наименование материала
|
Определяемые элементы, %
|
|
|
AL2O3
|
CaF2
|
MgF2
|
Fe2O3
|
F
|
C
|
Al
|
SO4
|
Na
|
К.О.
|
|
22.06. 2009
|
Исходный рег. криолит до
отмывки
|
0.3
|
0.11
|
0.08
|
0.11
|
44.4
|
0.6
|
10.9
|
9.1
|
31.8
|
3.12
|
|
22.06. 2009
|
Рег. криолит после отмывки
|
14.8
|
0.2
|
0.14
|
0.2
|
43.3
|
1.2
|
17.0
|
1.3
|
24.0
|
2.5
|
6.Анализ вторичного загрязнения окружающей среды
при получении вторичного криолита
В целях
обеспечения выполнения в процессе производственной деятельности мероприятий по
охране окружающей природной среды, рациональному использованию природных
ресурсов, а также в целях соблюдения требовании природоохранного
законодательства, на ОАО «РУСАЛ Братск» осуществляется производственный
экологический контроль, в соответствии со ст. 67 Федерального закона РФ №7-ФЗ
от 10.01.2002г. «Об охране окружающей среды».
Порядок организации и проведение производственного экологического
контроля осуществляется в соответствии с разработанным на предприятии
«Положением о производственном экологическом контроле».
Существующая схема очистки (улавливание фтористого водорода и диоксида
серы в пенных аппаратах содовым раствором) обеспечивает эффективность
улавливания фтористого водорода -98%, диоксида серы-95%.
В предложенной схеме орошения газовоздушной смеси в пенных аппаратах
предварительно водой и далее щелочным раствором степень улавливания фтористого
водорода и диоксида серы увеличивается до 99,5%. Это позволит сократить выбросы
в атмосферу.
Процесс производства вторичного криолита связан с выделением пыли. Все
агрегаты, работающие с выделением пыли и места перезагрузки присоединены к
системе аспирации. Очистка от пыли в отделении сушки криолита осуществляется в
циклонах п. 3.27, 3.30 (отделение грубой пыли) и пенном аппарате п.3.32
(очистка от тонкой пыли). После улавливания пыль возвращается в технологический
процесс.
Загрязняющие вещества и классы опасности приведены в таблице 6.1:
Таблица 6.1
|
загрязняющее вещество
|
Класс опасности
|
Источник загрязнения
|
№ источника загрязнения
|
норматив
|
|
|
|
|
Г/сек
|
Т/год
|
|
Взвешенные Фториды твердые
|
3 2
|
АС узла приема угольной
пены
|
319
|
Значения по ежегодному
разрешению на выброс загрязняющих веществ.
|
|
Пыль неорганическая
|
3
|
Силос соды
|
322
|
|
|
Фториды твердые
|
2
|
Узел загрузки криолита
|
577
|
|
Снижение выбросов в атмосферу загрязняющих веществ достигается за счет:
·
герметизации
технологического оборудования;
·
эффективной
работы систем аспирации и очистки газов от технологического оборудования;
·
отсутствия
механических повреждений, деформаций и износа;
·
соблюдения
установленных технологических параметров производства вторичного смешанного
криолита;
·
соответствия
качественных характеристик сырья предъявляемым требованиям;
Внедрение одной из предложенных схем по получению низкомодульного
криолита на ОАО «РУСАЛ Братск» позволит значительно снизить потребление
фтористого алюминия, объём щелочного криолита (до 7000т/год в зависимости от выбранной
схемы) и вредные выбросы в газовую фазу.
7.Эколого-экономическая эффективность
использования низкомодульного криолита в производстве
Существующая схема очистки (улавливание фтористого водорода и диоксида
серы в пенных аппаратах содовым раствором) обеспечивает эффективность
улавливания фтористого водорода -98%, диоксида серы-95%.
В предложенной схеме орошения газовоздушной смеси в пенных аппаратах
предварительно водой и далее щелочным раствором степень улавливания фтористого
водорода и диоксида серы увеличивается до 99,5%. Это позволит сократить выбросы
в атмосферу.
При эффективности улавливания фтористого водорода в пенных аппаратах,
орошаемых содовым раствором-98% фактические выбросы после газоочистки
составляют-344,4 тн\год.
При эффективности улавливания диоксида серы в пенных аппаратах, орошаемых
содовым раствором,-95% фактические выбросы после газоочистки составляют-524,03
тн\год.
При увеличении эффективности улавливания фтористого водорода на 1,5%
валовый выброс фтористого водорода после газоочистки составит-86,1 тн\год.
При увеличении эффективности улавливания сернистого ангидрида на 4,5%
валовый выброс диоксида серы после газоочистки составит-52,4 тн\год.
Что позволит сократить выброс в атмосферу фтористого водорода на 258,3
тн\год (344,4-86,1=258,3)
И диоксида серы на 471,63 тн\год (524,03-52,4=471,63)
Сокращения выброса фтористого водорода и диоксида серы позволит снизить
плату за негативное воздействие на окружающую среду:
По фтористому водороду-
,3*410*1,4*1,2*2*1,93=686 759,77 руб,
Где,
,2- дополнительный коэффициент при выбросе загрязняющих веществ в
атмосферный воздух городов;
,4- коэффициент, учитывающий экологические факторы по территориям
экономических районов Российской Федерации (Восточно-Сибирский регион);
,93- коэффициент учитывающий инфляцию (за 8 лет с момента ввода в
действие постановления № 410 Правительства РФ).
- дополнительный коэффициент для особо охраняемых природных территорий;
- ставка платы за выброс в атмосферу 1 тн HF, руб
По диоксиду серы-
,63*21*1,4*1,2*2*1,58=52 579,57 руб,
Где,
,4- коэффициент, учитывающий экологические факторы по территориям
экономических районов Российской Федерации (Восточно-Сибирский регион);
,58- коэффициент учитывающий инфляцию (за 6 лет с момента ввода в
действие постановления № 410 Правительства РФ с дополнениями).
- дополнительный коэффициент для особо охраняемых природных территорий;
- ставка платы за выброс в атмосферу 1 тн SO4, руб
Общая величина снижения платы за негативное воздействие составит-
759,77+52 579,57=739 339,34 руб\год.
Расчет ожидаемого экономического эффекта при внедрении в производство
технологии по получению низкомодульного криолита.
. Исходные данные.
|
Наименование
|
Количество т/год
|
Содержание F, %
|
Цена 1 т. тыс. руб.
|
|
· Избыток вторичного криолита
|
19729
|
45
|
13
|
|
· Расход соды кальцинированной
|
35000
|
|
6.31
|
|
· Расход соды каустической
|
5950
|
|
9.443
|
|
· Выпуск Al - сырца
|
1000000
|
|
|
|
· Расходный коэффициент AlF3
|
37.5 кг/т
|
63.1
|
40
|
|
· Пар технологический
|
2.32 гкал
|
|
0.3706
|
|
· Затраты на внедрение
|
|
|
|
|
Ингибитор
|
125
|
|
80
|
|
НИР
|
|
|
1500
|
|
Неучтенные расходы
|
|
|
5000
|
II
Расчет
· Определяем количество фтора в избытке вторичного криолита,
отгружаемого на сторону.
 т
т
· Определяем снижение поступления фтора со свежим сырьем - AlF3
в пересчете на фтор.
 т/год
потребуется F
т/год
потребуется F
· Определяем потребность AlF3.
AlF3 - F3
- 57 - 14784.5
X=

С
учетом механических и транспортных потерь 5% расход AlF3 составит:

· Определяем экономию AlF3

· Экономия по сырью на производство вторичного криолита составит:
Сода
кальцинированная 
Сода
каустическая 
· Экономия по пару технологическому составит:

III
экономический эффект от внедрения:
Э = (40 × 14623 + 6.31 × 24500 + 9.443 ×
5950 + 0.3706 × 45771.28) -
- (13 × 19729 + 80 ×
125 + 1500 + 5000) =
= (584920 + 154595 + 56186 + 16963) - (256477 + 10000 + 6500) =
= 812664 - 272977 = 539687 тыс.руб. или 19274,5 тыс $
Показатели по экономии сырья и экономический эффект от внедрения
технологии по получению НМК, приведены в
таблице 7.1
Таблица 7.1
|
Наименование
|
До внедрения т.
|
После внедрения т.
|
Экономия тыс.руб./тыс.$
|
|
AlF3
|
37500
|
22877
|
584920/20890
|
|
Na2CO3
|
35000
|
24500
|
154595/5521
|
|
NaOH
|
5950
|
0
|
56186/2006.6
|
|
Пар технологическ.
|
45771 гкал
|
0
|
16963/605.8
|
|
Вторичный криолит
|
19729
|
0
|
-256477/9160
|
|
Затраты на внедрение
|
|
|
-16500/589.3
|
|
ИТОГО
|
|
|
539687/19274
|
Примерный расчет капитальных вложений для внедрения одной из схем
получения НМК приведены в таблице 7.2
Таблица 7.2
|
Наименование статьи затрат
|
Стоимость, тыс. RUR c НДС
|
|
Закупка ингибитора
|
11 800
|
|
Недополученная прибыль в
год от продажи вторичного криолита (18
т/ тонн в год ×
12,8 т. руб.)
|
230 400
|
|
НИР
|
3000
|
|
Затраты связанные с
приобретением патента
|
5000
|
|
Затраты на реконструкцию
технологического потока на УЦПФС
|
10000
|
|
Итого
|
260200
|
Примечание:
. Цена 1 тонны AlF3 -
34240,4 рублей;
. Цена 1 тонны соды кальцинированной - 7048,3 рублей;
. Цена 1 тонны соды каустической - 9554,7 рублей;
. Цена 1 тонны пара технологического - 397,2 рублей;
. Расчет производится с условием производства 1000 тыс. тонн
алюминия сырца в год.
. Цена 1 тонны вторичного криолита (18 т тонн/год) цена 12800
рублей.
8.Результаты и выводы
. Проведенный аналитический обзор по выделению фторидов из отходов
электролизного производства показал, что существующие способы получения
регенерационного криолита не полностью отвечают современным требованиям
электролизного производства.
.Применямая в настоящее время очистка газовых выбросов в производстве
алюминия содобикарбонатным методом позволяет получать регенерированный криолит
только с высоким криолитовым отношением, использование которого в электролизных
цехах повышает криолитовое отношение электролита.
. Высокое солесодержание в растворах газоочистки приводит к интенсивному
зарастанию растворопроводов, что создает большие трудности по эффективной очистке
электролизных газов, поэтому учитывая наработанный опыт по механической очистке
растворопроводов, и учитывая результаты исследований рекомендовано: перед
чисткой проводить промывку растворопроводов кислотой полученной при орошении
пенных аппаратов технической водой. Для защиты оборудования от коррозии
необходимо добавлять 0,2% ингибитора коррозии ИКТ-1.
.Лабораторные испытания по получению низкомодульного криолита указывают
на возможность получения НМК методом кристаллизации из кислых растворов газоочистки.
При данной технологии можно получить как фтористый алюминий (AlF3), так и
НМК с КО до 2.0 в зависимости от концентрации соды кальцинированной и
гидроксида алюминия, а также от технологических параметров процесса
кристаллизации.
. Внедрение данной технологии потребует капитальных затрат на частичную
замену оборудования, его обвязку и монтаж транспортной схемы. Но капитальные
вложения окупятся в течении года, за счет экономии сырья и энергозатрат.
. Опытно-промышленные испытания ещё раз доказали возможность наработки
кислого раствора на газоочистных сооружениях завода путем орошения анодных
газов в пенных аппаратах технической водой. Также установлена возможность
защиты металлоконструкций технологического оборудования и трубопроводов при
помощи ингибиторов коррозии. Для защиты металла от коррозии необходимо
применять ингибитор, либо кислотостойкое оборудование. Степень защиты
опробированного нами ингибитора КИ-1МР составила 92% при концентрации его в
кислом растворе 2 г/л.
. Опытно-промышленные испытания показали возможность получения криолита с
заданным КО=2,3-2,6 за счет обработки щелочного регенерационного криолита
гексафторалюминиевой кислотой, получаемой в УФС из наработанного кислого
раствора газоочистки и водной суспензии гидроксида алюминия.
. Определены основные параметры технологии, а также основные операции при
получении НМК и оборудование.
. Учитывая эколого-экономический расчет, при модернизации завода можно
применить три схемы очистки анодных газов:
сухая газоочистка (9 корпусов);
существующая технология - щелочная (7500т/год щелочного криолита с
КО=3-3.3);
кислая схема (5250 т/год криолита с КО=1,7-2,0).
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Прокопов
И.В. Российская алюминиевая промышленность и некоторые современные тенденции
развития мирового рынка алюминия//Алюминий Сибири-2004. Сборник докладов Х
Международной конференции 7-10 сентября 2004г. Красноярск.2004- С.4-16.
2. Матвеев
Ю.А., Н.А. Калужский, Г.Е.Вольфсон. Пути модернизации и технического
перевооружения алюминиевых заводов России и других стран СНГ// Металлургия
легких металлов на рубеже веков. Современное состояние и стратегия развития.
Международная конференция Россия, Санкт-Петербург, 2001 - С 6-9.
. Аншиц
А.Г., Поляков П.В., Кучеренко А.В., и др. Экологические аспекты производства
алюминия электролизом.Аналитический обзор.-Л.: ВАМИ, 1990.-89с.
. Галевский
Г.В.,Кулагин Н.М., Минцис М.Я. Экология и утилизация отходов в производстве
алюминия-Новосибирск: Наука.-Сибирская издательская фирма РАН,1997.-158 с.
. Производство
алюминия в электролизерах с верхним токоподводом.-Гринберг И.С., Рагозин Л.В.,
Ефимов А.А. и др. - Сп-Б.: Изд-во МАНЭБ.-2003.-299 с.
6. Пурденко
Ю.А. Алюминиевая промышленность России: состояние, проблемы и перспективы
развития. - Вост.-Сиб. книжное изд-во, 1997.- 136 с.
7. Производство
алюминия/ Терентьев В.Г., Сысоев А.В., Гринберг И.С. и др. - М.: Металлургия,
1997.- 350 с.
8. Куликов
Б.П. Технические аспекты экологической безопасности алюминиевого производства
на современном этапе/ Сборник докладов 10 международной конференции Алюминий
Сибири 2004. Изд-во Бона компании, Красноярск 7-10 сентября С 287-296.
9. Мокрецкий
Н.П. Исследование и разработка эффективной технологии регенерации фтора из
отходящих газов производства алюминия и фтористых солей. - Автореферат диссертации
на соискание ученой степени к.т.н.- М. - 1981. - С.28.
10. Истомин
С.П., Мясникова С.Г. Пути существенного улучшения экологической обстановки на
алюминиевых заводах России.// Международная конференция «Алюминиевая
промышленность России и мира в 21-ом веке» - 2002.
. Истомин
С.П., Куликов Б.П., Мясникова С.Г. Новые направления в технологии переработки
высокодисперсных фторосодержащих отходов производства алюминия.// Цветные
металлы. №3 - 1999 - С.45-47.
. Истомин
С.П., Мясникова С.Г. Исследование флотационного способа получения криолита.
//Цветные металлы. №3 - 1999 - С.56-58.
. Истомин
С.П., Веселков В.В., Рагозин Л.В., Куликов Б.П., Мясникова С.Г. Способ
получения криолита. // Патент РФ №2140396 от 29.09.97.
. Истомин
С.П., Жирнаков В.С., Минцис М.Я. и др. Способ получения гранулированного
криолита. Патент №1650588 от 06.05.89.
. Курохтин
А.Н., Азизов Б.С., Алиджанов Ф.Н., Валиев Ю.Я., Сафиев Х.С. Комплексная
переработка и использование отходов производства алюминия и местного
минерального сырья. // Цветные металлы №3. - 2002. С 67-79.
. Истомин
С.П., Мясникова С.Г. Исследование флотационного способа получения криолита. //
Цветные металлы№3 - 1999-С. 85-89.
17. Богданов
О.С., Суховольская С.Д., Филановский М.Ш. Исследование процесса минерализации
поверхности раздела жидкость-воздух при флотации// Вопросы теории флотации. -
М.:Металлургиздат,1941.- С.8-15.
18. Сазерленд
К., Уорк И. Принципы флотации. - М.: Металлургиздат, 1958. - 412с.
19. Таггарт
А.Ф.Справочник по обогащению полезных ископаемых. М., металлургиздат, 1952, 372
с.
20. Ржечицкий
Э.П., Кондратьев В.В. Перспективная безотходная технология переработки
фторуглеродсодержащих отходов на алюминиевых заводах//4ая международная
конференция молодых специалистов и ученых алюминево магниевой и электродной
промышленности.Россия, Санкт-Петербург, 2000-С. 57-59.
. Ржечицкий
Э.П., Кондратьев В.В.Состояние проблемы вывода сульфата натрия из растворов
газоочистки цехов электролиза алюминия и возможные пути ее решения/ Сборник
докладов 10 междунардной конференции Алюминий Сибири 2004. Красноярск 7-10
сентября. С.268-272.
. Вили
Бьерке. Окружающая среда, здоровье и техника безопасности в алюминиевой
промышленности. // Международная конференция «Алюминиевая промышленность России
и мира в 21-ом веке» - С.10-15.
. Вейцер
О.И., Минц Д.М. Высокомолекулярные флокулянты в процессах очистки воды. - М.:
Стройиздат, 1975. - 191с.
. Айкель
Г. Применение высокомолекулярных синтетических полимеров в качестве
флокулянтов. -«Глюкауф», 1966,№8-С. 15 - 20.
. Клебанов
О.Б., Шубов Л.Я. Справочник технолога по обогащению руд цветных металлов. - М.:
Недра, 1974 - 472 с.
. Очистка
производственных сточных вод. Учебное пособие для ВУЗов под редакцией
С.В.Яковлева-2-е издание, переработанное и дополненное. - М.:Строиздат,
-1985-335с.
. Чуянов
Г.Г. Обезвоживание, пылеулавливание и охрана окружающей среды. - Недра, 1987 -
260с.
. Мхчан
Р.В., Утков В.А., Сафарова Л.Е. Концепсия комплексной переработки отходов
предприятий алюминиевой промышленности/ 4ая международная конференция молодых
специалистов и ученых алюминево магниевой и электродной промышленности.Россия,
Санкт-Петербург, 2000-С 10-11.
. Матвеев
Ю.А., Н.А. Калужский, Г.Е.Вольфсон. Пути модернизации и технического
перевооружения алюминиевых заводов России и других стран СНГ. Металлургия
легких металлов на рубеже веков. Современное состояние и стратегия развития.
Международная конференция Россия,Санкт-Петербург, 2001 г.
. В.С.
Буркат, Н. А. Калужский, В.И. Смола, Л.Е., Сафарова. Современное состояние и
пути повышения экологической безопасности производства алюминия/ Металлургия
легких металлов на рубеже веков. Современное состояние и стратегия развития.
Международная конференция Россия,Санкт-Петербург, 2001- С. 21-24.
. А.с.
556574. МКИ. Способ извлечения фтора из газов/ Мокрецкий Н.П., Б.А. Белов, А.С.
Галков от 3.10.75.
. А.с
789392. Способ переработки фторсодержащих отходов алюминиевого производства/
В.А Морозова, Э.П. Ржечицкий- Опубл.Б.И.,1980,№ 47.
33. Петров
С.И.. В.А.Утков, В.Г.Тесля. Переработка углеродфторсодержащих отходов производства
алюминия/ Металлургия легких металлов на рубеже веков. Современное состояние и
стратегия развития. Международная конференция Россия,Санкт-Петербург, 2001 г.
34. Галкин
Н. П., 3аицев В. Д., Серегин М. Б. Улавливание и переработка фторсодержащих
газов. М, Атомиздат, 1975, с. 240.
35. Гузь
С.И. Производство криолита, фтористого алюминия и фтористого натрия. Изд-во
Металлургия,М. 1964- 237 с.
. Баранов
А.Н., Вахромеев А.Г., Коцупало Н.П. и др. Получение литиевых продуктов из
сибирских рассолов для экологизации производства алюминия.-Иркутск: Изд-во
ИрГТУ, 2004.-125 с.
. Баранов
А.Н., Михайлов Б.Н. Защита металлов от коррозии: Учебное пособие.-Иркутск:
Изд-во ИрГТУ, 2004.-157с.
38. Ковалюк
Е.Н., Баранов А.Н., Зуев Д.Н., Шилкина В.В., Бороздинская Е.Г. Исследование
органической добавки М-5 в качестве ингибитора коррозии // Современные
технологии и научно-технический прогресс: Тез. докл. научно-техн. конф. -
Ангарск, 1995. - С. 28-29.
39. Баранов
А.Н., Ковалюк Е.Н., Берендеева С.С. Исследование ингибирующего действия добавок
на основе оксазолидина // Современные технологии и научно-технический прогресс:
Тез. докл. научно-техн. конф. - Ангарск, 1997. - С. 55.
. Баранов
А.Н., Ковалюк Е.Н., Кухарев Б.Ф., Михайлов Б.Н. Новые ингибиторы травления в
процессе электроосаждения цинка // Известия ВУЗов: Цветная металлургия - 1998,
№3. - С. 53-55.
41. Баранов
А.Н., Гавриленко Л.В., Гусева Е.А., Красноперов А.Н. Применение ингибиторов
коррозии в производстве фтористых солей на алюминиевых заводах //
Электрометаллургия легких металлов: Сборник научных трудов. - Иркутск. 2003.-
С.41-43.
42. Баранов
А. Н., Гусева Е.А., Красноперов А.Н., Гавриленко Л.В. Применение ингибиторов
коррозии в производстве фтористых солей // Сб. науч. Тр. Электрометаллургия
легких металлов / Иркутск ОАО Саул - Холдин ,ОАО Сиб ВАМИ 2003- С. 41 - 42.
. Баранов
А.Н., Гавриленко Л.В., Янченко Н.И., Гусева Е.А. К вопросу о техногенной
опасности шламовых полей алюминиевых заводов// Алюминий Сибири-2004 г.: Сб.
научн. Статей/ Красноярск: «Бона компании», 2004 г. С. 299-300.
. Баранов
А.Н., Гавриленко Л.В., Гусева Е.А., И.Н.,Майзель, А.Н. Красноперов, А.В.,
Тананайко. Новая технолоия очистки трубопроводов в газоочистке алюминиевых
заводов// Алюминий Сибири-2004 г.: Сб. научн. Статей/ Красноярск: «Бона
компании», 2004 - С 297-298.
. Ветюков
М.М. и др. Электрометаллургия алюминия и магния. М., Металлургия ,1987. - 387
с.
. Химическая
энциклопедия: В 5 т.; т. 2: Даффа-Меди/Редкол.: Кнунянц И. Л. (гл. ред.) и др.-
М.: Сов.энцикл. 1990.-671 с.
. Тодес
О.М., Себалов В.А., Гольцикер А.Д., Массовая кристаллизация из растворов. Л.,
Наука, 1984.-398 с.
. Гельперин
Н.И., Носов Г.А., Основы техники фракционной кристаллизации, М., Наука,
1986.-218 с.