Расчёт показателей надёжности
МИНИСТЕРСТВО СЕЛЬСКОГО ХОЗЯЙСТВА РОССИЙСКОЙ ФЕДЕРАЦИИ
КАЗАНСКИЙ ГОСУДАРСТВЕННЫЙ АГРАРНЫЙ УНИВЕРСИТЕТ
Кафедра Ремонт машин
КУРСОВАЯ РАБОТА
по надежности технических систем
Разработал:
студент 371 группы Лёксина К.П.
Проверил:
ст. преподаватель Шайхутдинов Р.Р.
КАЗАНЬ2011
Задание
на курсовую работу студенту 371
группы Лёксина К.П.
Тема: «Расчет показателей
надежности»
Исходные данные:
. В результате наблюдения за работой
распределителей золотникового типа получены следующие значения наработки до
отказа  в часах (план наблюдений NUN): 102; 178; 260; 468;
250; 19; 58; 862; 592; 280; 47; 332; 43; 622; 277; 377; 766; 136; 398; 285;
222; 981; 1000; 438; 92; 196; 70; 349; 297; 158. Путем обработки статистических
данных найти закон распределения наработки до отказа.
в часах (план наблюдений NUN): 102; 178; 260; 468;
250; 19; 58; 862; 592; 280; 47; 332; 43; 622; 277; 377; 766; 136; 398; 285;
222; 981; 1000; 438; 92; 196; 70; 349; 297; 158. Путем обработки статистических
данных найти закон распределения наработки до отказа.
. В результате измерения партии
гильз цилиндров двигателя А-41 в сечении наибольшего износа получены следующие
значения износа в мм: 0,30; 0,28; 0,25; 0,25; 0,27; 0,21; 0,23; 0,11; 0,11;
0,11; 0,12; 0,12; 0,13; 0,13; 0,15; 0,15; 0,16; 0,16; 0,20; 0,20; 0,03; 0,05;
0,06; 0,07; 0,07; 0,08; 0,09; 0,09; 0,10.
Требуется найти закон распределения
износа дисков сошника и процент, подлежащих обработке под ремонтный размер.
. Вычислить вероятность безотказной
работы сложной системы (6 задач) по варианту №17 при следующих значениях
вероятностей безотказной работы составляющих ее элементов:
Р1 = 0,85;
Р2 = 0,76;
Р3 = 0,85;
Р4 = 0,75;
Р5 = 0,61;
Р6 = 0,68;
Р7 = 0,66;
Р8 = 0,92;
Р9 = 0,82;
Р10 = 0,92;
Р11 = 0,82;
Р12 = 0,76.
Содержание
Введение
. Сбор и обработка информации по надежности
.1 Необходимость применения математической статистики
.2 Построение статистического ряда и статистических графиков
.2.1 Планы наблюдений
.2.2 Предварительные вычисления
.2.3 Построение таблицы статистического ряда
.2.4 Построение статистических графиков функции распределения и
плотности распределения наработки до отказа
.3 Определение математического ожидания, среднеквадратического
отклонения и коэффициента вариации
.4 Определение закона распределения наработки до отказа
.4.1 Предварительные замечания
.4.2 Определение характера закона распределения
.4.3 Определение параметров экспоненциального закона распределения
и построение графиков
.5 Проверка соответствия принятого теоретического закона
статистическим данным
.6 Анализ кривых и вычисление вероятности отказа и безотказной
работы в заданном интервале наработки
. Изучение износов деталей
.1 Микрометраж деталей
.1.1 Задачи микрометража
.1.2 Методика измерений
.2 Обработка результатов микрометража деталей
.2.1 Предварительные вычисления
.2.2 Построение таблицы статистического ряда и статистических
графиков
.2.3 Определение математического ожидания, среднеквадратического
отклонения и коэффициента вариации
.2.4 Подбор теоретического закона распределения и определение его
параметров
.2.5 Построение теоретических графиков функции распределения
износа
.2.6 Проверка соответствия принятого теоретического закона
статистическим данным
.2.7 Анализ кривых и определение процента гильз, подлежащих
обработке под ремонтный размер
.2.8 Особенности обработки данных в случае закона нормального
распределения
3. Расчет надежности сложных систем
3.1 Общие сведения
.2 Определение вероятности безотказной работы сложных систем
.3 Сравнительный анализ сложных систем
Заключение
Литература
надёжность распределение отказ
Введение
Современные
тракторы, комбайны, автомобили и другие машины и оборудование становятся все
более сложными и энергонасыщенными, напряженность их работы постоянно
возрастает. В связи с этим все труднее становится закладывать надежность при
конструировании, обеспечивать её при производстве машин и поддерживать на
требуемом уровне в процессе эксплуатации. Мало того, нас уже не устраивает и
достигнутая надежность машин, ибо современные машины в силу своей высокой
производительности (например, комбайн «Дон-1500») и интенсивного использования
должны быть надежнее старых, так как отказы и связанные с ними простои сложных
и высокопроизводительных машин слишком дорого обходятся обществу. Поэтому к
основным направлениям технической политики в агропромышленном секторе следует
отнести, в первую очередь, повышение надежности и, в том числе, ресурса
техники, а также значительное улучшение хранения, технического обслуживания и
использования машинно-тракторного парка и укрепление ремонтной базы всех
уровней.
Для успешного
решения поставленных задач необходимо, чтобы специалисты, работающие в области
технического сервиса сельскохозяйственной техники, специалисты, от которых в
основном зависит надежность этой техники, умели правильно определять показатели
её надежности, осуществлять микрометраж изношенных деталей, а также
обрабатывать результаты микрометража и проводить анализ величины и характера
износа с целью обоснования рациональных способов восстановления деталей.
1. Сбор и обработка информации по
надежности
.1 Необходимость применения
математической статистики
Как известно, надежность - это
комплексное свойство, характеризующееся такими единичными параметрами как
безотказность, долговечность, ремонтопригодность и сохраняемость. Естественно,
что каждое из этих свойств характеризуется своими количественными показателями.
Однако, при всем многообразии этих показателей их объединяет то, что все они
носят вероятностный характер. Это объясняется тем, что машины и их детали
вследствие неоднородности исходных материалов и сырья, отклонений в технологии
изготовления и сборки неизбежно получаются с разными свойствами. Кроме того,
машины (особенно сельскохозяйственные) попадают в различные условия
эксплуатации, где они подвергаются не только переменным, но и случайным
воздействиям. Все это приводит к тому, что износ деталей и такие показатели
надежности как ресурс, срок службы, наработка на отказ и другие являются
случайными величинами. Следовательно, для анализа и контроля надежности
необходимы теория вероятностей и математическая статистика, которая вооружает
нас методами сбора, обработки и анализа статистического экспериментального
материала, методами получения количественных показателей надежности на основании
статистических данных.
.2 Построение статистического ряда и
статистических графиков
.2.1 Планы наблюдений
Стандартом (ГОСТ
17510 - 79) предусмотрено пять планов наблюдений дли получения информации о
надежности технических объектов:
[NUN],
[NUT], [NUτ], [NRT], [NRτ],
где N - число
изделий, постановленных под наблюдение;
U - планы, в которых отказавшие изделия не заменяются новыми и не
восстанавливаются, т.е. выбывают из игры;
Т - установленная
наработка или календарная продолжительность наблюдений;
τ - Число отказов или предельных состояний, до возникновения
которых ведутся наблюдения;
R - планы, в которых отказавшие изделия заменяются новыми или
ремонтируются, т.е. продолжают быть объектами наблюдений.
Поясним каждый из
пяти планов испытаний:
[NUN] - под наблюдение
поставлено N изделий, наблюдения ведутся до возникновения отказа или
предельного состояния всех изделий, отказавшие изделия не заменяются новыми и
не восстанавливаются;
[NUτ] - под наблюдение
поставлено N изделий, наблюдения ведутся до возникновения τ отказов или предельных
состояний, отказавшие изделия не заменяются новыми и не восстанавливаются;
[NUT] - под наблюдение
поставлено N изделий наблюдения ведутся в течение времени Т, отказавшие изделия
не заменяются новыми и не восстанавливаются;
[NRT] - под наблюдение
поставлено N изделий, наблюдения ведутся в течение времени Т, отказавшие
изделия заменяются новыми или восстанавливаются;
[NRτ] - под наблюдение
поставлено N изделий наблюдения ведутся до возникновения τ отказов или предельных
состояний, отказавшие изделия заменяются новыми или восстанавливаются.
Таким образом,
первые три плана применяются при наблюдениях за восстанавливаемыми объектами, а
два последних - при наблюдениях за восстанавливаемыми объектами.
В результате
наблюдений мы имеем массив чисел или так называемый простой статистических ряд,
представляющий собой таблицу, в которой указаны номера опытов  и значения наблюдаемой случайной величины . Часто записываются только значения .
и значения наблюдаемой случайной величины . Часто записываются только значения .
В результате наблюдения за работой
распределителей золотникового типа получены следующие значения наработки до
отказа в часах (план наблюдений [NUN]): 19; 43; 47; 58; 70;
92; 102; 136; 158; 178; 196; 222; 250; 260; 277; 280; 285; 297; 332; 349; 377;
398; 438; 468; 592; 622; 766; 862; 981; 1000.
Всего 30 значения случайной
величины.
Представленный в
таком виде простой статистический ряд не дает наглядного представления об
интересующей нас случайной величине и поэтому требуется дополнительная
обработка полученных данных наблюдения.
1.2.2 Предварительные вычисления
Для придания полученному массиву
чисел большей компактности и наглядности его подвергают поразрядной группировке,
а таблица, в которой производится эта группировка, называется статистическим
рядом.
Определение зоны рассеивания (размах
ряда)  :
:
 , (1)
, (1)
где  - наибольшее значение наработки;
- наибольшее значение наработки;
 -
наименьшее значение наработки.
-
наименьшее значение наработки.

Определяем число разрядов
(интервалов) К по одной из двух формул:
 ; (2)
; (2)
 (3)
(3)
где n - общее число испытаний.

Принимаем  .
.
Определяем длину разряда l:
 (4)
(4)
Определяем величину сдвига  из условия:
из условия:
 (5)
(5)
 .
.
В данном случае имеет смысл принять  Начало первого разряда а1 принимаем равным величине
сдвига, т.е.
Начало первого разряда а1 принимаем равным величине
сдвига, т.е.  .
.
Значение вк принимаем из
условия:
 (6)
(6)


В данном случае имеет смысл принять  =1000 ч. Тогда окончательно длина разряда определится из
выражения:
=1000 ч. Тогда окончательно длина разряда определится из
выражения:
 ;
; (7)
(7)
Итак, мы имеем все
исходные данные для построения таблицы статистического ряда.
.2.3 Построение таблицы
статистического ряда
Дальнейшие расчеты
сведены в таблицу 1,
где -
порядковый номер разряда;
 - начало i-го разряда;
- начало i-го разряда;
 - конец i-го разряда;
- конец i-го разряда;
 - длина i-го разряда;
- длина i-го разряда;
 - середина i-го разряда;
- середина i-го разряда;
 - число объектов,
сохранивших работоспособность в промежутке наработки от 0 до ;
- число объектов,
сохранивших работоспособность в промежутке наработки от 0 до ;
 - число объектов,
сохранивших работоспособность в промежутке наработки от 0 до ;
- число объектов,
сохранивших работоспособность в промежутке наработки от 0 до ;
 - частота или число
отказавших объектов в i-ом
разряде, т.е. в промежутке наработки от до ;
- частота или число
отказавших объектов в i-ом
разряде, т.е. в промежутке наработки от до ;
 - частость или
статистическая вероятность отказа в i-ом
разряде;
- частость или
статистическая вероятность отказа в i-ом
разряде;
 - накопленная частость
или статистическая вероятность отказа в промежутке наработки от 0 до ;
- накопленная частость
или статистическая вероятность отказа в промежутке наработки от 0 до ;
 - статистическая
вероятность безотказной работы в промежутке наработки от 0 до ;
- статистическая
вероятность безотказной работы в промежутке наработки от 0 до ;
 - статистическая
интенсивность отказов в i-ом
разряде;
- статистическая
интенсивность отказов в i-ом
разряде;
 - статистическая
плотность распределения наработки до отказа в i-м
разряде.
- статистическая
плотность распределения наработки до отказа в i-м
разряде.
Таблица 1 - Статистический
ряд наработки до отказа
|
i
|
Разряды
|
ti
|
li
|
ni
|
ni+1
|
mi
|

|

|

|

|

|
|
ai
|
вi
|
|
|
|
|
|
|
|
|
|
|
|
1
|
0
|
200
|
100
|
200
|
30
|
19
|
11
|
0,365
|
0,365
|
0,635
|
0,224
|
0,182
|
|
2
|
200
|
400
|
300
|
200
|
19
|
8
|
11
|
0,365
|
0,73
|
0,27
|
0,407
|
0,182
|
|
3
|
400
|
600
|
500
|
200
|
8
|
5
|
3
|
0,1
|
0,83
|
0,17
|
0,231
|
0,05
|
|
4
|
600
|
800
|
700
|
200
|
5
|
3
|
2
|
0,07
|
0,9
|
0,1
|
0,25
|
0,035
|
|
5
|
800
|
1000
|
900
|
200
|
3
|
0
|
3
|
0,1
|
1
|
0
|
1
|
0,05
|
|
|
Сумма отказов по всем разрядам
равна общему числу испытываемых объектов, т. е.
 ; (8)
; (8)
Значение определяется из формулы:
 , (9)
, (9)
т. е. если  - это статистическая вероятность отказа только в i-ом разряде, или частость, то - статистическая вероятность отказа нарастающим итогом или
накопленная частость, т. е. не что иное как статистическая функция
распределения наработки до отказа
- это статистическая вероятность отказа только в i-ом разряде, или частость, то - статистическая вероятность отказа нарастающим итогом или
накопленная частость, т. е. не что иное как статистическая функция
распределения наработки до отказа  . Поскольку
. Поскольку  ,
выражение (9) примет вид:
,
выражение (9) примет вид:
 . (10)
. (10)
Статистическая вероятность
безотказной работы находится вычитанием вероятности отказа из единицы:
 . (11)
. (11)
Если расчеты проведены правильно, то
 (12)
(12)
Интенсивность отказов - отношение
числа объектов, отказавших за время какой-либо интервал времени, к среднему
числу объектов, находящихся в этом интервале в работоспособном состоянии,
деленное на этот интервал времени, при условии, что отказавшие объекты не
заменяются работоспособными:
 (13)
(13)
где  - средне число работоспособных в i-ом разряде объектов.
- средне число работоспособных в i-ом разряде объектов.
.2.4 Построение статистических
графиков функции распределения и плотности распределения наработки до отказа
Представим результаты расчетов в
виде графиков (рисунки 1 и 2).
График представляет собой статистическую функцию распределения наработки
до отказа, а  -
статистическую плотность распределения или гистограмму. Площадь каждого
прямоугольника гистограммы имеет определенный смысл, а именно - это
статистическая вероятность попадания случайной величины в тот или иной разряд,
что в нашем примере есть статистическая вероятность отказа в соответствующем
разряде.
-
статистическую плотность распределения или гистограмму. Площадь каждого
прямоугольника гистограммы имеет определенный смысл, а именно - это
статистическая вероятность попадания случайной величины в тот или иной разряд,
что в нашем примере есть статистическая вероятность отказа в соответствующем
разряде.
Таким образом, по условиям
построения полная площадь гистограммы равна единице и по всем признакам
гистограмма есть не что иное, как статистическая плотность распределения
наработки до отказа.
.3 Определение математического
ожидания, среднеквадратического отклонения и коэффициента вариации
Математическое ожидание случайной
величины является важнейшей числовой характеристикой, указывающей на среднее
значение этой случайной величины.
Среднеквадратичное отклонение
характеризует разброс значений случайной величины относительно ее
математического ожидания.
При наличии статистического ряда
оценку математического ожидания и среднеквадратического отклонения производим
по формулам:
 ; (14)
; (14)
 . (15)
. (15)
Произведем расчеты в виде таблицы.
Таблица 2 - К расчету  и
и

|
№
|

|

|

|

|
|
1
|
100
|
11
|
1100
|
598717,79
|
|
2
|
300
|
11
|
3300
|
12197,79
|
|
3
|
500
|
3
|
1500
|
83366,67
|
|
4
|
700
|
2
|
1400
|
268937,78
|
|
5
|
900
|
3
|
2700
|
963446,67
|
|
  
|

 =257,7
ч.
=257,7
ч.
Относительный разброс
характеризуется коэффициентом вариации  :
:
 . (16)
. (16)
1.4 Нахождение закона распределения
наработки до отказа
.4.1 Предварительные замечания
Представленные на
рисунках 1 и 2 статистические функции хотя и дают некоторое наглядное
представление о надежности испытываемого объекта, вместе с тем они обладают
двумя существенными недостатками.
Первый недостаток
заключается в том, что в статистических распределениях всегда присутствуют
элементы случайности, связанные с тем, что число испытаний ограничено, что
испытывались именно те, а не другие изделия данной марки, давшие именно те, а
не другие результаты, что сами испытания могли содержать в себе неточности и
ошибки измерений и т.д.
Второй недостаток
состоит в том, что статистические характеристики не имеют аналитического
выражения в функции наработки, что затрудняет их использование при расчетах на
надежность.
В связи с этим
статистическое распределение должно быть скорректировано таким образом, чтобы
из него были исключены элементы случайности, и чтобы оно отражало лишь
существенные черты статистического материала.
Другими словами, по
статистическому распределению должен быть найден так называемый «теоретический»
закон распределения данной случайной величины. Эта задача решается в три этапа.
На первом этапе
качественно определяется характер распределения, то есть решается какому закону
подчиняется случайная величина; нормальному. экспоненциальному, закону Вейбулла
и т.д.
На втором этапе
определяются параметры выбранного закона распределения и строятся его
теоретические графики.
На третьем этапе
проверяется, соответствует ли принятый теоретический закон распределения
статистическим данным.
1.4.2 Определение характера закона
распределения
Область применения
и свойства различных законов распределения даны в литературе [1].
Характер
предполагаемого закона распределения определяется исходя из трех факторов:
физической сущности случайной величины с учетом области применения того или
иного закона распределения; внешнего вида гистограммы, сравнивая её с
различными кривыми f(t); величины коэффициента вариации V.
По первому фактору,
в нашем случае, вполне естественно предположить, что наработка до отказа
подчиняется экспоненциальному закону, так как известно, что этому закону
подчиняется наработка до внезапного отказа.
По второму фактору
также можно сделать вывод о наличии здесь экспоненциального закона, так как
гистограмма (рисунок 2) больше всего соответствует кривой именно
экспоненциального закона.
По третьему фактору
имеются следующие рекомендации:
при V < 0,3 скорее всего имеет место
ЗНР;
при 0,3 < V < 0,5 может иметь место, как
ЗНР, так и ЗРВ;
при V> 0,5 имеет место ЗРВ;
при V = 1 имеет место ЭЗР как частный
случай ЗРВ.
В нашем случае
можно предположить наличие ЭЗР, так как V =  , что довольно близко к единице. Итак, принимаем гипотезу о том,
что исследуемая случайная величина подчиняется экспоненциальному закону
распределения.
, что довольно близко к единице. Итак, принимаем гипотезу о том,
что исследуемая случайная величина подчиняется экспоненциальному закону
распределения.
.4.3 Определение
параметров экспоненциального закона распределения и построение графиков
ЭЗР характеризуется следующими
выражениями:
 (17)
(17)
 (18)
(18)
 (19)
(19)
где  - вероятность безотказной работы;
- вероятность безотказной работы;
 -
вероятность отказа или функция распределения;
-
вероятность отказа или функция распределения;
 -
плотность распределения.
-
плотность распределения.
Единственным параметром является
интенсивность отказов  , так
как
, так
как  . Ранее мы нашли
. Ранее мы нашли  333,3
ч,
333,3
ч, 
Принимая 

Запишем выражения
(17), (18), (19) в более определенном виде:
 , (20)
, (20)
 , (21)
, (21)
 (22)
(22)
Таким образом, мы
получили теоретический закон распределения наработки до отказа, который теперь
можно изобразить графически, то есть в виде плавных кривых. Для сравнения эти
теоретические кривые показаны вместе со статистическими зависимостями на
рисунках 1 и 2. Все расчеты, связанные с построением кривых, сведены в таблицу
3.
Таблица 3 - К
расчету ,  ,
, 
|

|
0
|
200
|
400
|
600
|
800
|
1000
|
|

|
0
|
0,676
|
1,352
|
2,028
|
2,704
|
3,38
|
|

|
1
|
0,508
|
0,258
|
0,131
|
0,067
|
0,034
|
|

|
0
|
0,492
|
0,742
|
0,869
|
0,933
|
0,966
|
|

|
0,338
|
0,172
|
0,0872
|
0,0443
|
0,0226
|
0,0115
|
1.5 Проверка соответствия принятого
теоретического закона статистическим данным
Рассмотрим самый распространенный критерий
согласия  2 (критерий Пирсона):
2 (критерий Пирсона):
 , (23)
, (23)
где  - статистическая вероятность попадания случайной величины в i-ый разряд;
- статистическая вероятность попадания случайной величины в i-ый разряд;
 -
теоретическая вероятность попадания случайной величины в i-ый разряд, вычисленная на основании
принятого теоретического закона распределения.
-
теоретическая вероятность попадания случайной величины в i-ый разряд, вычисленная на основании
принятого теоретического закона распределения.
Чем больше разница
между и , тем
больше будет и величина χ2, которая поэтому и
называется мерой расхождения. Мера расхождения сама является случайной величиной,
закон распределения которой зависит от числа испытаний  и от закона распределения исследуемой случайной величины.
и от закона распределения исследуемой случайной величины.
К. Пирсон показал,
что эта мера расхождения при достаточно больших подчиняется так называемому распределению χ2, которое практически не зависит ни от  , ни от , а
зависит лишь от одного параметра
, ни от , а
зависит лишь от одного параметра  ,
называемого числом степеней свободы:
,
называемого числом степеней свободы:
 , (24)
, (24)
где  - число разрядов статистического ряда;
- число разрядов статистического ряда;
 -
число параметров принятого закона распределения.
-
число параметров принятого закона распределения.
Если теоретический
закон выбран правильно, то вероятность того, что полученное расхождение χ2 произошло по чисто случайным причинам, будет достаточно велика.
Эта вероятность P не должна быть меньше 0,1.
Для нахождения
величины P в зависимости от χ2 и r составлены специальные таблицы,
одна из которых приведена в приложении литературы [1]. Таким образом,
последовательность проверки по критерию Пирсона следующая:
. Определяем меру
расхождения χ2.
. Определяем число
степеней свободы r по формуле (24).
. По χ2 и при
помощи таблиц определяем величину  .
.
Если  закон принимается, а при
закон принимается, а при  - закон отбрасывается. Для определения χ2 удобнее пользоваться формулой, которая получена из формулы (23)
путем подстановки вместо
:
- закон отбрасывается. Для определения χ2 удобнее пользоваться формулой, которая получена из формулы (23)
путем подстановки вместо
:
 , (25)
, (25)
где - теоретическая вероятность отказа в -ом разряде.
 (26)
(26)
где  - начало -го разряда;
- начало -го разряда;
 - конец
-го разряда.
- конец
-го разряда.
Расчеты сведем в таблицу 4.
Таблица 4 - К расчету χ 2
|

|
|

|

|

|
|
1
|
11
|
0,492
|
14,76
|
0,957
|
|
2
|
11
|
0,25
|
7,5
|
1,63
|
|
3
|
3
|
0,127
|
3,81
|
0,172
|
|
4
|
2
|
0,064
|
1,92
|
0,0033
|
|
5
|
3
|
0,033
|
0,99
|
4,081
|

Определив величину χ 2, находим число степеней свободы:
 ,
,
так как у ЭЗР имеется только один
параметр λ и поэтому φ=1.
Зная χ 2 и r по таблице [1] приложения находим,
что
 Так
как
Так
как  , приходим к выводу, что принятый экспоненциальный закон
распределения с параметром
, приходим к выводу, что принятый экспоненциальный закон
распределения с параметром  не
противоречит статистическим данным о времени безотказной работы объекта.
не
противоречит статистическим данным о времени безотказной работы объекта.
.6 Анализ кривых и вычисление
вероятности отказа и безотказной работы в заданном интервале наработки
Имея не противоречащий опытным
данным теоретический закон распределения наработки до отказа, можем найти
значение вероятности отказа и безотказной работы в любом интервале наработке по
формулам:
Q(a; b) = F(b) - F(a);
(27)(a; b) = 1 - Q(a; b), (28)
где Q(a; b) - вероятность отказа в интервале
наработки от a до b;
F(b)=Q(b) - вероятность отказа в интервале наработки от 0 до b;
F(a)=Q(a) - вероятность отказа в интервале наработки от 0 до a;
P(a; b) - вероятность безотказной работы в интервале наработки от a до b.
Согласно исходным данным: a=180 ч; b = 380 ч.

 (a ;b)
= F (a) - F (a),(a ;b) = 1 - Q (a ;b),
(a ;b)
= F (a) - F (a),(a ;b) = 1 - Q (a ;b),
(180; 380) = 0,723 - 0,456 = 0,267;
P(180; 380) = 1 - 0,267 = 0,733.
2. Изучение износа деталей
.1 Микрометраж деталей
.1.1 Задачи микрометража
Микрометраж гильзы проводится для
выявления и анализа характера и величины износа гильзы в различных сечениях по
высоте.
Микрометраж партии гильз поступивших
в ремонт двигателей проводится с целью получения первичной информации для
дальнейшей статистической обработки.
.1.2 Методика измерений
Измерения проведем индикаторным
нутромером в нескольких сечениях при помощи винтового приспособления. Величина
износа в каждом сечении определяется по формуле:
hi = D0 - Di, мм (29)
где hi - величина износа
гильзы в i-ом сечении, мм;
D0 - диаметр гильзы в ее
верхней неизношенной части, мм;
Di - диаметр гильзы в i-ом сечении, мм.
Настроив индикаторный нутромер на
нуль по верхней неизношенной части гильзы, по отклонениям стрелки определяем
величину износа в сечениях. Результаты замеров сведем в таблицу 5
Таблица 5 - Результаты замеров
гильзы
|
i
|
0
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
|
hi
|
0
|
0,17
|
0,18
|
0,15
|
0,11
|
0,09
|
0,07
|
0,06
|
0,04
|
0,03
|
0,02
|
По результатам замеров построим
диаграмму износа гильзы по высоте (рисунок 5).
.2 Обработка результатов
микрометража деталей
.2.1 Предварительные вычисления
В результате измерения партии гильз
цилиндров двигателя А - 41 в сечении наибольшего износа получены следующие
значения износа в мм, которые расположены в порядке возрастания: 0,03; 0,05;
0,06; 0,07; 0,07; 0,08; 0,09; 0,09; 0,10; 0,11; 0,11; 0,11; 0,12; 0,12; 0,13;
0,13; 0,15; 0,15; 0,16; 0,16; 0,20; 0,20; 0,21; 0,23; 0,25; 0,25; 0,27; 0,28;
0,30. Всего 29 замеров.
Определение зоны рассеивания:

 мм.
мм.
Определяем число разрядов
(интервалов) К:
 .
.
Принимаем 
Определяем длину разряда l:
 мм.
мм.
Определяем величину сдвига с из
условия:
В нашем случае имеет смысл принять  .
.
Начало первого разряда а1
принимаем равным величине сдвига, т.е.
 .
.
 мм;
мм;
В нашем случае имеет смысл принять  мм. Тогда окончательно длина разряда определится из выражения:
мм. Тогда окончательно длина разряда определится из выражения:

.2.2 Построение таблицы
статистического ряда и статистических графиков
Таблица 6 - Статистический ряд
износа гильзы
|
i
|
Разряды
|
hi
|
li
|
mi
|
|

|

|
|
ai
|
bi
|
|
|
|
|
|
|
|
1
|
0,02
|
0,08
|
0,05
|
0,06
|
6
|
0,207
|
3,45
|
0,207
|
|
2
|
0,08
|
0,14
|
0,11
|
0,06
|
10
|
0,345
|
5,75
|
0,552
|
|
3
|
0,14
|
0,20
|
0,17
|
0,06
|
6
|
0,207
|
3,45
|
0,759
|
|
4
|
0,20
|
0,26
|
0,23
|
0,06
|
4
|
0,138
|
2,3
|
0,897
|
|
5
|
0,26
|
0,32
|
0,29
|
0,06
|
3
|
0,103
|
1,72
|
1
|
Здесь  - начало i-го разряда;
- начало i-го разряда;
 - конец
i-го
разряда;
- конец
i-го
разряда;
 -
длина i-го разряда, мм;
-
длина i-го разряда, мм;
 -
середина i-го разряда, мм;
-
середина i-го разряда, мм;
 -
частота или число отказавших объектов в i-ом разряде, т. е. в промежутке
наработки от до , мм;
-
частота или число отказавших объектов в i-ом разряде, т. е. в промежутке
наработки от до , мм;
 -
частость или статистическая вероятность отказа в i-ом разряде;
-
частость или статистическая вероятность отказа в i-ом разряде;
-
статистическая плотность распределения износа в i-ом разряде, мм-1;
 -
накопленная частота или статистическая функция распределения износа в i-ом разряде.
-
накопленная частота или статистическая функция распределения износа в i-ом разряде.
Представим результаты расчетов в
виде графиков (рисунки 3 и 4).
.2.3 Определение математического
ожидания, среднеквадратического отклонения и коэффициента вариации
Статистическую оценку
математического ожидания  и
среднеквадратического отклонения
и
среднеквадратического отклонения  и
и  определяем
по формулам:
определяем
по формулам:
 ; (30)
; (30)
 . (31)
. (31)
Расчеты сведем в таблицу.
Таблица 7 -К расчету и
|
i
|
hi
|
mi
|
hi·mi
|
(hi -  )2·mi )2·mi
|
|
1
|
0,05
|
6
|
0,3
|
0,06
|
|
2
|
0,11
|
10
|
1,1
|
0,016
|
|
3
|
0,17
|
6
|
1,02
|
0,0024
|
|
4
|
0,23
|
4
|
0,92
|
0,0256
|
|
5
|
0,29
|
3
|
0,87
|
0,0588
|
|
Σ=4,21
|
Σ=0,1628
|
 Определяем
коэффициент вариации по формуле (16):
Определяем
коэффициент вариации по формуле (16):
2.2.4 Подбор теоретического закона
распределения и определение его параметров
Решение о том, какому закону
распределения подчиняется величина износа детали принимаем с учетом 3-х
факторов (п. 1.4.2). По физической сущности в данном случае нас устраивает 2
закона: закон нормального распределения и закон распределения Вейбулла,
поскольку речь идет об износе детали. По внешнему виду гистограммы скорее всего
подходит закон распределения Вейбулла, так как гистограмма ассиметрична. По
величине коэффициента вариации также подходит закон Вейбулла, поскольку  .
.
Таким образом, мы можем
предположить, что величина износа детали подчиняется закону распределения
Вейбулла:
 (32)
(32)
 (33)
(33)
где h - величина износа детали, мм;
a, b, c - параметры закона распределения.
Параметр сдвига с = 0,02 - определен
ранее.
По значению коэффициента вариации из
таблицы 2п приложения [1] находим значение параметра  и коэффициента
и коэффициента  . При
. При  ;
;  ;
;  . Находим значение параметра а по формуле:
. Находим значение параметра а по формуле:
 (34)
(34)
Итак, принимаем а = 0,15; b = 1,76; c = 0,02. Тогда предполагаемый
теоретический закон примет вид:
 (35)
(35)
 (36)
(36)
.2.5 Построение теоретических
графиков функции распределения износа
Для построения теоретических
графиков произведем расчеты по формулам (31) и (32). Расчеты сведем в таблицу
8.
Таблица 8 - К расчету F(h) и f(h)
|
h
|
0,02
|
0,05
|
0,08
|
0,11
|
0,14
|
0,17
|
0,20
|
0,23
|
0,26
|
0,29
|
0,32
|
|
F(h)
|
0
|
0,058
|
0,181
|
0,334
|
0,491
|
0,632
|
0,748
|
0,83
|
0,89
|
0,92
|
0,95
|
|
f(h)
|
0
|
4,70
|
5,24
|
4,99
|
4,33
|
3,60
|
2,47
|
2,09
|
1,43
|
1,10
|
0,72
|
Теоретические кривые для наглядности
наложим на статистически графики (рисунки 3 и 5).
.2.6 Проверка соответствия принятого
теоретического закона статистическим данным
По формуле (25) определяем меру
расхождения χ 2. Расчеты сведем в таблицу
9.
Значение qi вычисляем по
формуле (26), а значения F(bi) и F(ai) берем из таблицы 8.
Таблица 9 - К расчету χ 2
|
i
|
mi
|
qi
|
nqi
|

|
|
1
|
6
|
0,181
|
5,249
|
0,107
|
|
2
|
10
|
0,310
|
8,99
|
0,113
|
|
3
|
6
|
0,257
|
7,453
|
0,283
|
|
4
|
4
|
0,142
|
4,118
|
0,003
|
|
5
|
3
|
0,060
|
1,74
|
0,912
|
|
Σ=1,445
|
Итак, χ 2 = 1,445.
По формуле (24) определяем число
степеней свободы: r = 6 - (2 + 1) = 3, так как для закона распределения Вейбулла φ=2.
Зная χ 2 и r по таблице 1п [1] находим p = 0,801. Так как p>0,1, можем сделать вывод о том,
что принятый теоретический закон распределения Вейбулла не противоречит
статистическим данным. Следовательно, износ гильз цилиндров двигателя А - 41
подчиняется закону распределения Вейбулла с параметрами: а = 0,15, b = 1,76, c = 0,02.
.2.7 Анализ кривых и определение
процента гильз, подлежащих обработке под ремонтный размер
Знание закона распределения износа
деталей позволяет решать целый ряд задач:
определять процент деталей, годных к
дальнейшему употреблению;
обоснованно подходить к выбору
способа восстановления детали;
определять процент деталей
подлежащих восстановлению;
прогнозировать потребность в
запасных частях.
Определим процент гильз, подлежащих
обработке под ремонтный размер методом расточки с последующим хонингованием.
Для этого нужно найти максимально допустимый диаметр гильзы, при котором еще
возможна обработка ее под ремонтный размер:
Dmax = Dp - (αp + αх), мм, (37)
где Dp - ремонтный размер
гильзы, мм;
αp - припуск на расточку,
мм;
αх - припуск на
хонингование, мм.
Максимально допустимый износ гильзы
при этом составит:
hmax = Dmax - Dn, мм, (38)
где Dn - номинальный
диаметр гильзы, мм.
Вероятность того, что величина
износа не превысит значения hmax, и есть не что иное, как доля гильз, подлежащих обработке под
ремонтный размер:
 (39)
(39)
В нашем случае Dn = 130 мм; Dp = 130,5 мм; αp = 0,1 мм; αх = 0,05мм.
Dmax = 130,5
- (0,1 + 0,05) = 130,35 мм;max = 130,35 - 130 = 0,35 мм;

Таким образом, 95% гильз можно
обработать под ремонтный размер, так как их износ не превышает 0,30 мм, а 5 %
гильз с износом более 0,30 мм можно восстановить только наращиванием или
методом усадки.
2.2.8 Особенности обработки данных в
случае закона нормального распределения
В соответствии с п.п. 1.4.2 и 1.4.3
можно выдвинуть гипотезу о
подчинении износа закону нормального
распределения, то расчеты в нашем примере нужно вести по формулам:
 ,
,
Таблица10 - к расчету f(h) и F(h) для ЗНР
|
h=a1,b1
|
0,02
|
0,08
|
0,14
|
0,20
|
0,26
|
0,32
|
|

|
-1,71
|
-0,92
|
-0,13
|
0,66
|
1,45
|
2,24
|
|

|
1,462
|
0,423
|
0,008
|
0,218
|
1,051
|
2,509
|
|
f(h)
|
1,217
|
3,439
|
5,207
|
4,221
|
1,835
|
0,428
|
|
F(h)
|
0,044
|
0,179
|
0,448
|
0,745
|
0,926
|
0,987
|
Теперь проверим соответствует ли
теоретический закон статистическим данным. Для этого определим меру расхождения
χ 2.
Таблица11- к расчету χ 2.
|
i
|
mi
|
qi
|
nqi
|
|
|
1
|
6
|
0,135
|
3,915
|
1,110
|
|
2
|
10
|
0,269
|
7,801
|
0,620
|
|
3
|
6
|
0,297
|
8,613
|
0,723
|
|
4
|
4
|
0,181
|
5,249
|
0,297
|
|
5
|
3
|
0,061
|
1,769
|
0,857
|
∑=3,607
 ,
,  , по таблице 1п
, по таблице 1п  , т.к.
, т.к.  , делаем вывод о том, что данный закон нормального распределения
не противоречит опытным данным об износе гильз цилиндров.
, делаем вывод о том, что данный закон нормального распределения
не противоречит опытным данным об износе гильз цилиндров.
Т.к. оба закона (ЗРВ и ЗНР) не
противоречат опытным данным, принимаем закон нормального распределения ().
3. Расчет надежности сложных систем
.1 Общие сведения
В теории надежности различают два
вида соединений: основное (последовательное) и резервное (параллельное).
Основное соединение - такое, при котором отказ любого элемента приводит к отказу всей
системы.

 (40)
(40)
Резервное соединение - такое, при котором отказ системы наступает лишь при отказе всех
элементов.
 . (41)
. (41)
Здесь P - вероятность безотказной работы системы;
Pi
- вероятность безотказной работы i-го
элемента;
n
- количество элементов системы.
Более сложные системы
путем поэтапного упрощения всегда можно привести к одной из двух приведенных
выше схем
.2 Определение
вероятности безотказной работы сложных систем
Исходные данные:
Р1 = 0,85;
Р2 = 0,76;
Р3 = 0,85;
Р4 = 0,75;
Р5 = 0,61;
Р6 = 0,68;
Р7 = 0,66;
Р8 = 0,92;
Р9 = 0,82;
Р10 = 0,92;
Р11 = 0,82;
Р12 = 0,76.
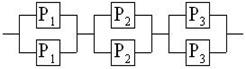
Схема соединения №1
 (42)
(42)
Р=0,85·0,76·0,85= 0,549.
Схема соединения №2
Р=1-(1-Р1·Р2·Р3)·(1-Р1·Р2·Р3).
(43)
Р=1-(1-0,85·0,76·0,85)(1-0,85·0,76·0,85)=0,797.
Схема соединения №3
 (44)
(44)
Р=1-(1-0,85)(1-0,76)(1-0,85)=0,995.
Схема соединения №4
 (45)
(45)

Схема соединения №5

 (46)
(46)
РII=1-(1-Р5·Р6)·(1-Р7). (47)
РII=1-(1-0,61·0,68)·(1-0,66)= 0,801.
РIII=1-(1-Р8·Р9)·(1-Р12)·(1-Р10·Р11).
(48)
РIII=1-(1-0,92·0,82)·(1-0,76)·(1-0,92·0,82)=0,986.
Р=РI·РII·РIII . (49)
P=0,75·0,801·0,986=0,592.
Схема соединения №6
 (50)
(50)
Р=1-(1-0,75)(1-0,801)(1-0,986)=0,999.
.3 Сравнительный анализ
сложных систем
Сравнивая системы 1, 2 и
3, просматривается преимущество систем 2 и 3, где применено резервирование, над
системой 1, где элементы соединены последовательно.
Проанализировав вторую
систему, можно сделать вывод, что применено резервирование цепи элементов Р1,
Р2, Р3. Система 4, состоящая из тех же элементов что и
система 2 имеет большую вероятность безотказной работы. Это объясняется тем,
что в системе 4 применено поэлементное резервирование, а не резервирование цепи
элементов.
Преимуществом системы 6
над системой 5 является резервирование отдельных систем PI, PII,
PIII в составе одной сложной. Вследствие
этого надежность системы 6 выше, чем системы 5, где применено последовательное
соединение систем.
Заключение
В процессе выполнения
данной курсовой работы мы получили навыки самостоятельного решения конкретных
инженерных задач, связанных со сбором первичной информации о надежности машин и
их составных частей, а также с обработкой и анализом полученной информации на
основе приобретенных знаний при изучении общетехнических и профилирующих
дисциплин.
Мы научились решать
следующие задачи:
. анализ и обработка
информации о безотказности объектов (машин, агрегатов, деталей);
. микрометраж и анализ
износа заданной детали и обработка информации, полученной на ремонтном
предприятии;
. расчет надежности
сложных систем в зависимости от надежности составляющих ее элементов.
Литература
1. Кондратьев Г.И. Курсовое проектирование по надежности машин
(методические указания), Казань, 2002, 41с.