Особенности технологии при использовании 'сухой' анодной массы
СОДЕРЖАНИЕ
Аннотация
Введение
. Современное состояние производства алюминия
электролитическим способом
.1 Теоретические основы электролитического получения алюминия
.2 Показатели процесса электролиза
.3 Общая характеристика алюминиевых электролизёров
. Внедрение технологии использования «сухой» анодной массы
.1 Цели использования «сухой» анодной массы
.2 Совершенствование технологии самообжигающегося анода с ВТ
на ОАО «КрАЗ»
.3 Модернизация электролизного производства в 19-м и 20-м
корпусах ОАО «КрАЗа»
.4 Особенности технологии использования «сухой» анодной массы
.4.1 Анализ качества сырья
.4.2 Теоретические аспекты формирования анода
.4.3 Технологические аспекты обслуживания «сухого» анода
. Проект цеха производительностью 140 тыс. т/год
.1 Конструктивный расчёт электролизёра
.1.1 Внутренние размеры катодного кожуха
.1.2 Конструкция подины
.2 Материальный баланс электролизёра
.2.1 Приход материалов
.2.2 Расход материалов
.3 Расчёт ошиновки электролизера
.4 Электрический баланс электролизера
.4.1 Напряжение поляризации
.4.2 Падение напряжения в аноде
.4.3 Падение напряжения в электролите
.4.4 Падение напряжения в катодном устройстве
.4.5 Падение напряжения в ошиновке
.4.6 Падение напряжения от анодных эффектов
.4.7 Падение напряжения в общесерийной ошиновке
.5 Энергетический баланс
.5.1 Статьи прихода энергии
.5.2 Статьи расхода энергии
.5.3 Расчёт удельного расхода электроэнергии
. Строительная часть
.1 Исходные данные
.2 Архитектурно-конструктивное решение производственного
здания и санитарная техника
.3 Вспомогательные помещения и их расчет
. Охрана труда и окружающей среды
.1 Охрана труда
.1.1 Анализ опасных и вредных производственных факторов
.1.2 Мероприятия по охране труда
.1.3 Мероприятия по электробезопасности
.1.4 Мероприятия по производственной санитарии
.1.5 Метеорологические условия в производственных помещениях
.1.6 Мероприятия по улучшению метеорологических условий
.1.7 Мероприятия по пожарной безопасности
.1.8 Определение общего воздухообмена
.1.9 Спецодежда
.1.10 Организационные мероприятия3
.2 Охрана окружающей среды
.2.1 Анализ загрязнений окружающей среды
.2.2 Утилизация отходов производства
.2.3 Способы очистки отходящих газов
. Энергоснабжение
.1 Снабжение технологической электроэнергией
.2 Электроснабжение электролизных серий переменным током
.3 Расчет освещения
.4 Расчет электрических нагрузок
.5 Выбор числа и мощности трансформаторов
.6 Расчет сечений и выбор кабелей напряжением 0,4 кВ и 10 кВ
.7 Определение годовой стоимости электроэнергии
.8 Основные меры безопасности при эксплуатации цеховых
электроустановок
. Автоматизация
.1 Контроль за основными параметрами технологического
процесса
.2 Электролизер как объект управления
.3 Автоматическое питание ванн глиноземом
. Экономика
.1 Технико-экономическое обоснование
.2 Расчёт капитальных вложений в основные фонды
.3. Расчет амортизационных отчислений
.4. Расчет численности работающих и фонда заработной платы
.4.1 Выбор графика сменности
.4.2 Расчет численности работающих
.4.3 Расчет фонда заработной платы
.5 Расчет себестоимости продукции
.6 Расчёт экономической эффективности технико-экономических
показателей
.7 Расчет налогов и чистой прибыли
.8 Расчет динамической оценки
ПРИЛОЖЕНИЕ
Заключение
Список литературы
Аннотация
В данном дипломном проекте рассматриваются основные особенности «сухой»
анодной массы. Актуальность данной темы связана с тем, что как показывает
анализ существующих технологий самообжигающегося анода, основной недостаток
заключается в значительных выбросах смолистых и канцерогенных веществ,
выделяющихся с поверхности анода.
На первом этапе освещается современное состояние производства алюминия
электролитическим способом с указанием теоретических основ, показателей и
характеристик электролизных ванн.
В работе проектируется цех, производится строительный расчёт с выбором
количества ванн, планировки цеха, вспомогательных помещений и конструктивных
размеров ванны, рассчитывается материальный, электрический, энергетические
балансы, целью которых является определение расходных коэффициентов материалов,
расчёт напряжений и удельного расхода электроэнергии.
В разделе «Охрана труда и окружающей среды» производится анализ опасных и
вредных факторов, планируется ряд мероприятий по охране труда, производственной
санитарии, мероприятия по улучшению метеорологических условий, утилизации отходов,
отчистки отходящих газов.
Расчёт электроснабжения позволяет выбрать электротехническую схему цеха
электролиза, а также рассчитать стоимость электрической энергии.
В экономической части осуществляется расчёт основных
технико-экономических показателей, который наглядно показывает целесообразность
и экономическую выгоду от внедрения данной технологии.
Введение
Производство алюминия относится к наиболее быстро развивающейся отрасли
промышленности. Алюминиевая отрасль является ведущей в цветной металлургии по
объему производства и потребления, уровню рентабельности капитальных вложений и
величины получаемой прибыли.
Развитие производства алюминия в Сибири стало возможным в конце 50-х -
начале 60-х годов, когда последовательно вошли в строй мощные гидроэлектростанции:
Иркутская (1956), Братская (1961), Красноярская (1967), так как производство
алюминия электролизом криолит-глиноземных расплавов является одним из самых
энергоемких производств. В последующие годы в Красноярском крае создан мощный
производственный комплекс по получению алюминия с законченным циклом - от
добычи алюминий содержащего сырья (Ачинск) до его выплавки и дальнейшей
переработки (Красноярск).
В алюминиевой промышленности, как и в других отраслях промышленности,
рост производства металла осуществляется на основе повышения технического
уровня и эффективности производства. Особенностью технологического режима для
всех заводов остается высокая степень интенсификации процесса электролиза,
дальнейшее снижение удельного расхода глинозема, анодной массы и фтористых
солей.
Алюминиевая промышленность занимает одно из первых мест в мире, имея все
возможности для своего дальнейшего интенсивного развития. Однако
неблагоприятная экологическая обстановка, сопровождающая процесс электролиза,
приводит к значительным суммам штрафов, поэтому становится важнейшей задачей
технической политики.
Как и в предыдущие годы, основная роль в производстве алюминия остается
за электролизерами с самообжигающимися анодами с верхним токоподводом, так как
себестоимость алюминия этих электролизёров значительно ниже, хотя существенно
возрастает удельный вес электролизеров с предварительно обожженными анодами.
В отличие от западных конкурентов около 85% первичного алюминия в России
производится в электролизерах Содерберга. Большое количество ванн этой
категории - старые ванны Содерберга (ВТ), характеризующиеся следующими
показателями:
сила тока 100 - 170 кА;
выход по току 86 - 89 %;
расход энергии > 14,5 кВт·ч/кг Аl.
Из-за недостатка инвестиций для реконструкции основного оборудования с
переходом на обожженные аноды отечественные производители алюминия вынуждены
эксплуатировать электролизеры, разработанные в 50-60-е годы ХХ в.
Себестоимость получаемого алюминия на таких ваннах высока по ряду причин,
одной из них является возрастающая плата за выбросы, особенно за штрафы по
превышению ПДВ, что негативно отражается на конкурентоспособности российского
алюминия. Так как в процессе эксплуатации имеют место существенные удельные
выбросы вредных веществ в атмосферу, актуальность проблемы неудовлетворения ПДВ
очевидна. Поэтому на всех алюминиевых заводах привлекаются специалисты
научно-исследовательских и учебных институтов для разработки стратегии их
снижения.
Электролиз расплавленных солей - это сложный процесс, в результате
которого расходуется глинозём и углерод анода ( 32% и 15% от себестоимости
соответственно). Исходным продуктом электродных изделий для электролизёра
Содерберга является анодная масса, которая состоит из кокса (наполнителя) и
пека (связующего). В зависимости от содержания связующего анодная масса может
быть «жирной», «полусухой», «сухой». Преимущество «сухой» анодной массы
заключается в том, что количество пека в ней меньше и составляет 26±1%, что на
2% меньше, чем в полусухой и на 2-4% - чем в «жирной». Меньшее количество пека
означает лучшее качество анода (съём угольной пены сокращается на 15-20 кг/т),
меньший расход электроэнергии (падение напряжения в аноде уменьшается на 80
мВ), а главное степень выделения полиароматических углеводородов и других
вредных выбросов в атмосферу сокращается на 80-90% вследствие высокой
температуры размягчения пека. В связи с высокими требованиями к охране
окружающей среды и значительными экологическими штрафами алюминиевые заводы
переходят на эту прогрессивную технологию.
В данной работе рассмотрим особенности технологии при использовании
«сухой» анодной массы.
1. Современное состояние производства алюминия электролитическим
способом
.1 Теоретические основы электролитического получения алюминия
Электролиз криолит-глиноземных расплавов является доминирующим способом
получения алюминия. Получение алюминия электролизом глинозема, растворенного в
расплавленном криолите, было предложено одновременно в 1886 году французом
П.Эру и американцем Ч.Холлом. С тех пор метод Эру-Холла не претерпел
принципиальных изменений, сущность его состоит в следующем. В плоских ваннах,
находится на подине слой расплавленного алюминия, выше ―
слой электролита
(криолит-глиноземного расплава). Сверху в ванну опущен угольный анод, частично
погруженный в электролит. Катод представляет собой ванну, борта и подина
которой футерованы изнутри углеродистыми блоками. Электролитом служит
расплавленный криолит с небольшим избытком AlF3, в котором растворен глинозем.
Температура процесса близка к температуре плавления этой смеси и составляет
(950-960) єС; концентрация глинозема в электролите от 1% до 8% (по массе).
Процесс состоит в электролитическом разложении глинозема, растворенного в
электролите. На жидком алюминиевом катоде выделяется алюминий, на аноде
происходит окисление выделяющимся кислородом углерода с образованием смеси СО2
и СО [1].
Состав электролита.
Электролит состоит из трех основных компонентов: криолита, фторида
алюминия и глинозёма. Кроме того, в электролит добавляют фториды кальция и
магния.
Криолит Na3AlF6 представляет собой комплексную соль из фторидов алюминия
и натрия - гексафторалюминат натрия.
Фторид алюминия AlF3 возгоняется без плавления, имеет значительное
давление насыщенного пара (930 Па при 1000 °С и 101 кПа при 1260 °С),
гидролизуется влагой воздуха [1].
Другие компоненты электролита. В заводской практике введено понятие о
криолитовом отношении (КО) электролита, то есть о молекулярном отношении
фторидов натрия и алюминия. Для чистого криолита оно равно трём. Зная КО и
концентрацию глинозёма, можно определить состав электролита, если в нём
отсутствуют другие примеси и добавки. Наши заводы работают на КО = 2,45 - 2,6.
При пуске ванн электролит может иметь избыток фторида натрия. Такие электролиты
имеют КО больше 3 и называются щелочными в отличие от кислых, имеющих избыток
фтористого алюминия, то есть КО меньше 3. Переход на кислые электролиты
обусловлен низкой растворимостью натрия в таких электролитах, так как натрий,
переходящий в алюминий, безусловно, оказывает отрицательное влияние на качество
металла при прокатке. Классический электролит имеет следующий состав: 3% AlF3,
7% CaF2 . Растворимость глинозема 9,37% , а упругость пара 330 Па.
При температуре электролиза плотность электролита равна (2,02-2,05)г/см3,
а плотность алюминия 2,303г/см3. Нужно подбирать лёгкие электролиты, чтобы
разница между плотностью металла была большой, для того чтобы алюминий
находился на подине ванны под слоем электролита. Но при длительных остановках
электролиза, когда происходит частичная кристаллизация электролита, общая
плотность смеси жидкой и твердой частей солевого расплава может быть больше,
чем у алюминия, и металл всплывает на поверхность электролита, что может
привести к замыканию электродов при включении тока.
Электродные реакции.
Катодные реакции. Единственным «свободным» катионом в электролите
является катион натрия (остальные связаны в относительно прочные комплексы).
Напряжение разложения фторида и оксида натрия меньше, чем соответствующих
соединений алюминия, поэтому ионы натрия, хотя и переносят ток в объёме
электролита, на катоде разряжаются мало. Следовательно, их концентрация в
прикатодном слое больше, чем в объёме расплава, т.е. расплав в этом слое имеет
более высокое криолитовое отношение. Основные катодные реакции [2]:
AlF63-
+ 3e- = Al + 6F-,
(1.1)
AlF4-
+ 3e- = Al + 4F-.
(1.2)
На аноде подвергаются разряду ионы O2-, получающиеся в результате
разрушения оксифторидных ионов, и накапливаются катионы Al3+ и анионы F-.
Выделившийся кислород взаимодействует с углеродом анода. Реакция анодного
процесса выглядит следующим образом:
3AlOF2- + 1,5C - 6e- = 1,5CO2 + 3Al3+ + F6-. (1.3)
Если в результате переноса из анодного слоя ушло 6Na+, то осталось
6AlOF2-, три из них разрядилось, а три осталось. Вместе с избыточными ионами
Al3+ и F- эти оксифторидные ионы дают следующую комбинацию ионов:
3AlOF2- + 3Al3+ + 6F- = 4AlF3 + Al2O3. (1.4)
В условиях перемешивания анолита и католита избыток фторида натрия и
алюмината натрия на катоде и фтористого алюминия на аноде растворяется:
6NaF + Na3AlO3 + 4AlF3 = 3Na3AlF6 + Al2O3 . (1.5)
Анодные газы, выделяющиеся на промышленных электролизерах, содержат как
CO, так и CO2. Эти компоненты газов образуются в результате протекания двух
реакций (1.6) и (1.7), разложения глинозема с участием углерода:
C + O2 = CO2, (1.6)O3
+ 3C = 2Al + 3CO. (1.7)
Существование на аноде хемосорбированного кислорода приводит к тому, что
парциальное давление кислорода на аноде становится выше, чем упругость
диссоциации CO2 на углерод и кислород. В этих условиях первичным газом может
быть только CO2. Если бы образовалось CO, оно немедленно окислилось бы
избыточным хемосорбированным кислородом до CO2.
Анодные газы промышленных электролизеров содержат в среднем 83% CO2 и 17%
CO.
Так как анодные газы содержат и СО2 и СО, суммарная реакция в электролизе
состоит из реакции (1.7) и (1.6). Но от условий электролиза (температуры,
состава электролита и других) зависит, какая реакция превалирует. Поэтому число
молей углерода, участвующих в суммарной реакции, будет переменным (обозначим
его х). Тогда суммарную реакцию можно представить уравнением:
Al2O3 + xC = 2Al + (3-x)CO2 + (2x-3)CO. (1.8)
Коэффициент х приближённо описывается уравнением Пирсона - Ваддингтона:
х=2η-1,
х подчеркивает
переменный характер расхода углерода, который зависит от многих факторов:
гидродинамики электролита, состояния и свойств анода, состава и температуры
электролита и других. Минимальный расход углерода на один грамм - атом алюминия
получается при х =1,5, максимальный ― при х = 3 [2].
Далее выделим основные показатели электролиза.
1.2 Показатели процесса электролиза
Основными показателями работы электролизёра являются:
Производительность электролизёра
Производительность электролизера в основном зависит от силы тока, которая
определяет геометрические размеры узлов электролизера. Повышение силы тока, а
следовательно, и производительности электролизеров снижает капитальные удельные
затраты на строительство корпусов, понизительной и преобразовательной
подстанций, электротехническое и крановое оборудование, сокращает сроки ввода в
действие новых производственных мощностей и повышает производительность труда.
Выход по току
Количество алюминия Рт, которое теоретически может быть получено в
процессе электролиза за определенный промежуток времени t, определяется по
закону Фарадея :
Рт =I·t·q , (1.9)
где Рт - теоретическое количество алюминия, кг;- сила тока, А;- время, ч;
q - электрохимический эквивалент, г/(А·ч).
На практике же, вследствие утечек тока и вторичных процессов (в
частности, растворение алюминия в электролите и последующего окисления его
анодными газами), количество получаемого алюминия Рпр всегда меньше этой
величины. Отношение количества металла, фактически полученного при электролизе,
к его теоретически ожидаемому количеству за то же время, называется выходом по
току:
ŋт = Pпр/Рт (1.10)
По этому показателю судят о качестве работы электролизного цеха, корпуса
или электролизера.
На практике выход по току в зависимости от типа электролизёра и его
мощности составляет 80 - 94%.
Энергетические показатели:
- удельный расход электроэнергии W - расход электроэнергии на 1 тонну
алюминия. Он может быть определен как частное от деления количества затраченной
электроэнергии (кВт·ч) на, полученное при этом, количество алюминия (т):
W = (U/(q·ηт)), кВт·ч/т (1.11)
Выход по энергии. На практике часто пользуются показателем удельного
расхода электроэнергии, называемым выходом по энергии. За выход по энергии
принимают количество алюминия, полученное на каждый киловатт - час затраченной
энергии:
ηэн = g·ηт·100/U, г/(кВт ·ч). (1.12)
Таким образом, выход по энергии прямо пропорционален выходу по току и
обратно пропорционален среднему напряжению на электролизере [3].
1.3 Общая характеристика алюминиевых электролизёров
Электролизные ванны 80-х годов прошлого столетия и электролизеры,
применяемые в промышленности вплоть до конца 20-х - начала 30-х годов нашего
столетия, были малой мощности (до 10 кА), с блочными предварительно обожженными
анодами, периодического действия. Анодная плотность тока на таких
электролизерах составляла 6,5-1,4 А/см2, а расход электроэнергии на
производство алюминия 80000-25000 кВт·ч/т.
С 30-х годов нашего столетия начинается новый этап развития конструкции
электролизных ванн.
В различных странах, в том числе и в нашей, были проведены большие
экспериментальные работы по изысканию конструкции непрерывного электрода
(анода) для нужд алюминиевой промышленности. В результате появилась система
токоподвода при помощи штырей, забиваемых в неспеченную зону анодного тела сбоку
- так называемая система бокового токоподвода к самообжигающимся анодам.
Эту систему начали внедрять в промышленность с начала 30-х годов, и,
постепенно совершенствуясь, она стала конкурировать с системой обожженных
анодов.
Совершенствование электролизеров с непрерывным самообжигающимся анодом и
боковым токоподводом связано, прежде всего, с увеличение единичной мощности
электролизеров и с отказом от первоначальных двух- и трехэлетродных конструкций
в пользу сохранившейся до настоящего времени одноэлектродной конструкции
анодной системы, что обеспечило широкое применение электролизеров этого типа в
производстве алюминия вплоть до 50-х годов.
В настоящее время работают промышленные серии электролизеров с
самообжигающимися анодами и боковым токоподводом на силу тока от 60 до 170 кА.
Анодная плотность тока электролизеров этой системы составляет 0,7-1 А/см2,
расход электроэнергии до 14,5 тыс.кВт·ч/т [3].
Переход на электролизеры с самообжигающимися анодами способствовал
ускорению и удешевлению производства алюминия, так как из технологической схемы
были исключены дорогостоящие переделы прессования и обжига анодов. На начало
1980 г около 15% алюминия производилось в таких электролизерах.
Переход на применение электролизеров повышенной мощности (свыше 100 кА) с
непрерывным самообжигающимся анодом привёл к разработке другой системы
токоподвода - при помощи штырей, запекаемых в анод сверху. Электролизеры с
анодным устройством такой системы, известные под названием электролизеров с
верхним токоподводом, стали широко применяться в промышленности с 50-х годов
прошлого века.

Рисунок 1.1. Устройство электролизера с самообжигающимся анодом и верхним
токоподводом типа ЭЮ-1210
Эта система токоподвода позволила увеличить единичную мощность электролизеров
и значительно упростить их обслуживание, что обеспечило рост производительности
труда. На рис.1.1. дана схема современной конструкции электролизера с
самообжигающимся анодом и верхним токоподводом. С 50-х до 70-х годов
подавляющее большинство вновь вводимых электролизных корпусов в алюминиевой
промышленности оборудовались электролизерами этого типа. Плотность тока -
0,6-0,75 А/см2, расход электроэнергии 14,2-15,5 кВт·ч/т. В начале 80-х годов до
26% алюминия производилась в электролизерах с верхним токоподводом.
Наряду с развитием и внедрением электролизеров с непрерывными
самообжигающимися анодами постоянно продолжались работы в направлении
модернизации и совершенствования системы предварительно обожженных анодов.
Этому способствовало развитие автоматизированного производства крупногабаритных
анодных блоков, позволившее снизить стоимость и улучшить качество анодных
блоков. В результате создания автоматизированных линий монтажа и демонтажа
анодов, а также создания механизмов для обслуживания анодного узла значительно
сократились трудовые затраты при работе на электролизерах с обожженными
анодами. Главное же в конструкции таких электролизеров - дальнейшее увеличение
единичной мощности при резком сокращении выделения вредных веществ в атмосферу,
особенно канцерогенных веществ, образующихся в результате коксования
самообжигающихся анодов. Возросшие требования к условиям труда и охране
окружающей среды сделали конструкцию электролизеров с обожженными анодами
наиболее перспективной. В настоящее время работают серии электролиза на силу
тока от 50 до 330 кА, оборудованные электролизерами с предварительно
обожженными анодами. Конструкция одного из таких электролизеров приведена на
рис.1.2. Плотность тока в анодном массиве составляет 1,1 - 0,65 А/см2, а расход
электроэнергии 13,8 - 15 кВт·ч/т. Начиная с середины 70-х годов, большинство
вновь вводимых электролизных корпусов оборудуется электролизерами этого типа.
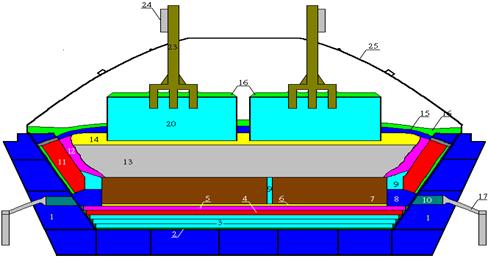
Рисунок 1.2. Устройство электролизера с обоженными анодами и верхним
токоподводом типа ЭЮ-101223: 1-стальной катодный кожух; 2-засыпка днища; 3-
диатомитовые кирпичи; 4-шамотные кирпичи; 5-шамотные кирпичи на цементе;
6-подушка из глинозема; 7-угольные подовые блоки; 8-жаростойкий бетон;
9-подовая масса; 10-катодный стержень; 11- угольные бортовые блоки;
12-гарнисаж; 13-расплавленный алюминий; 14- электролит; 15- корка; 16-
глинозем; 17- катодная ошиновка; 18- колокол; 19- стальной анодный кожух; 20-
анодная масса; 21- сталеалюминевый штырь; 22- анодная ошиновка; 23- штанга
(ОА); 24-анодная шина; 25-анодное укрытие (ОА)
Рассматривая совершенствование конструкции алюминиевых электролизеров за
весь период развития алюминиевой промышленности, можно сделать основной вывод,
что доминирующим на всех его этапах является рост единичной мощности
электролизера и одновременно сокращение трудовых затрат на его обслуживание,
снижение расхода электроэнергии, улучшение условий труда и уменьшение вредных
промышленных выбросов в окружающую среду.
Вывод: В данном разделе рассмотрены теоретические основы процесса
электролиза алюминия, основы электролиза расплавов, состав электролита,
приведены технологические показатели работы. Также рассматриваются различные
типы существующих электролизеров для производства алюминия, приведены их характеристики
[3].
2. Внедрение технологии использования «сухой» анодной массы
.1 Цели использования «сухой» анодной массы
Задача по сокращению количества полициклических ароматических
углеводородов (ПАУ), выделяющихся с поверхности анодов на электролизерах с
самообжигающимся анодом и верхним токоподводом (ВТ), занимает особое место в
общем комплексе природоохранных мероприятий на алюминиевых заводах. Высокая
токсичность ПАУ, связанная с их канцерогенной опасностью, требует кардинального
сокращения их выбросов, что может быть достигнуто путем внедрения в корпусах
электролиза технологии с обожженными анодами [5].Однако перевод производства на
использование обожжённых анодов - акция дорогостоящая и длительная. Так,
капитальные годовые удельные затраты на мероприятия по реконструкции
оцениваются по различным проектам в 2,5 - 3,0 тыс. долл./т Al. Сроки реализации проекта при
достаточном финансовом обеспечении в лучшем случае составят 8-10 лет [6]. В
данных условиях значительно возрастает роль мероприятий, которые уже в
настоящее время или в ближайшем будущем могут привести к сокращению выбросов
ПАУ. Среди этих мероприятий одно из ведущих мест занимает совершенствование
существующих технологий самообжигающегося анода и распространение уже хорошо
известных технологий. Речь идет о широко применяемой на зарубежных заводах
технологии «сухого» анода[5].
Эта технология впервые была опробована японской фирмой «Сумитомо», а в
последующем нашла широкое распространение на американских и европейских
заводах, оснащенных электролизёрами с самообжигающимися анодами. В нашей стране
большой вклад в разработку и внедрение технологии «сухой» массы внесли М. Л.
Ицков (ВАМИ), В. К. Фризоргер («Русский алюминий»), В. Д. Лазарев (СибВАМИ), А.
Д. Соколов (СИГТиПЗ) и другие.
Цели использования «сухой» анодной массы:
ликвидировать отстой пека, расслоение анодной массы и улучшить тем самым
условия формирования анода;
покрыть поверхность жидкой фазы слоем твердой анодной массы и
предотвратить эмиссию смолистых веществ с поверхности анода в атмосферу;
свести к минимуму образование угольной пены [7].
Для успешного решения обозначенных выше задач на КрАЗе, в результате
проведения опытных работ, была разработана технология «сухого» анода. Эта
технология с успехом решает ряд задач как экологического, так и
производственного плана [5].
Рассмотрим опыт внедрения «сухой» анодной массы на примере Новокузнецкого
Алюминиевого Завода.
В появившейся в начале 80-х г.г. информации об эффективной технологии
получения алюминия в электролизерах с верхним токоподводом (ВТ), разработанной
фирмой «Сумитомо», позволяющей значительно сократить выбросы углеводородов
сведений о рецептуре анодной массы, о качестве сырья, технологических режимах
ее производства и использования не приводилось. Примерно в это же время в работах
[8, 9] были представлены результаты исследований, показавшие перспективность
совершенствования составов анодной массы в направлении снижения в ней
содержания связующего.
В последующие годы (1984-1985 гг.) на НкАЗе были успешно решены некоторые
технические проблемы, связанные с производством и использованием анодной массы
с пониженным содержанием пека, что привело к заметному улучшению качества анода
и показателей электролизного производства в целом [10].
Исходя из этого, в 1985 г. специалистами ВАМИ и НкАЗа были начаты
широкомасштабные исследования по разработке состава «сухой» анодной массы
(САМ), имеющей повышенную седиментационную устойчивость в аноде.
На основании проведенных исследований разработана САМ, отличающаяся от
обычной массы меньшим (на 8-15 % отн.) содержанием связующего и измененным
гранулометрическим составом кокса-наполнителя. Установлено оптимальное
содержание фракции менее 0,05 мм в шихте, обеспечивающее максимальную
пластичность САМ.
При изучении особенностей механизма формирования анода из САМ и ее
пластических свойств использованы вновь разработанные методы. Создано
устройство для контроля седиментационной устойчивости анодной массы, повышающее
точность и оперативность анализа. Предложен метод контроля пластичности САМ,
моделирующий условия ее пластического течения в промышленном аноде, разработан
метод исследования реологических свойств самообжигаюшегося анода [12].
В результате исследования динамики изменения пластических свойств САМ в
аноде и изучения кинетики ее течения установлены особенности механизма
формирования анода из САМ. Эти особенности связаны с ее повышенной
седиментационной устойчивостью (коэффициент седиментации составляет 2-5 %) и
заключаются в образовании верхнего слоя анода с минимальной пластичностью [13].
Показано, что САМ сохраняет седиментационную устойчивость в течение 6
суток после загрузки в анод. Результаты исследований, проведенных на НкАЗе,
легли в основу внедрения САМ на других заводах подотрасли.
Наибольший вклад в разработку и внедрение данной технологии внесли: Э. А.
Янко, М. Л. Инков, Н. А. Калужский и многие другие специалисты.
В 1988 г. САМ внедрена на НкАЗе в масштабе электролизного цеха. В
результате промышленного внедрения САМ достигнуто снижение ее расхода на 22
кг/т Аl [12]. Применение САМ позволило
существенно улучшить санитарно-экологические условия производства алюминия. По
данным Свердловского государственного медицинского института выбросы в
атмосферу смолистых веществ и бенз(а)пирена снижены на 86 %, концентрация
смолистых веществ в воздухе рабочих зон корпуса электролиза в среднем уменьшена
в 52 раза.
В 1989-1990 гг. САМ, изготовленная в соответствии с разработанной
рецептурой, испытана также на 10 электролизерах с верхним токоподводом.
Получены положительные результаты: обеспечено снижение падения напряжения в
аноде на 40 мВ, расход САМ уменьшен на 4 кг/т Аl. Отмечено, что концентрация смолистых веществ и
бенз(а)пирена над поверхностью анода при использовании САМ на порядок ниже по
сравнению с типовой анодной массой. В ходе испытаний также апробирована
рецептура подштыревой анодной массы.
Большой вклад в отработку технологии эксплуатации «сухих» анодов на
электролизерах с ВТ в промышленных условиях внесли: И. М. Кравцов, В. С.
Жирнаков, С. В. Волков и другие работники завода.
2.2 Совершенствование технологии самообжигающегося анода с ВТ на ОАО
«КрАЗ»
Первый электролизер с самообжигающимся анодом был разработан норвежской
фирмой «Электрокемикс» в 1923 г. (патент Содерберга) [10].
Неудовлетворительная экологическая обстановка на алюминиевых заводах,
оснащенных электролизерами Содерберга потребовала принятие неотложных мер по
радикальному совершенствованию технологии анода. Для решения этой проблемы
многие алюминиевые заводы, оснащенные электролизерами Содерберга, были
вынуждены внедрить технологию японской фирмы «Сумитомо» с использованием
анодной массы с пониженным содержанием связующего (так называемой «сухой»
анодной массы).
В истории развития технологии анода на ОАО КрАЗ можно выделить несколько
основных этапов:
1
1993 г. -
обучение специалистов КрАЗа на заводе «Sundsval» (Швеция);
2
1994 г. - перевод
первой бригады кор.№ 19 на «сухой» анод с использованием привозной анодной
массы и внедрение 14-горизонтной схемы расстановки штырей;
3
1995-96 гг. -
модернизация технологических линий №№ 4, 6 цеха анодной массы (ЦАМ) и выпуск
массы на высокотемпературном пеке (ВТП);
4
1996 г. - перевод
кор. № 19 на технологию «сухого» анода и 18-го-ризонтную схему расстановки
штырей, пуск «сухой» газоочистки для кор. №№ 19, 20, участка по чистке штырей и
участка сушки и дробления подштыревой анодной массы (ПАМ);
5
1999 г. - перевод
6 корпусов ЭЛЦ-3 на технологию «сухого» анода и многогоризонтную схему
расстановки штырей;
6
1999-2001 гг. -
монтаж 4-х кранов фирмы «NKM» в
кор. №№ 18, 20 и модернизация 3-х типовых кранов в кор. №№ 17, 21, оснащение
завода отечественной техникой для обслуживания анода;
7
1996-2001 гг. -
модернизация типовых анодных кожухов С-8БМ и разработка новых конструкций
анодного кожуха;
8
2001 г. - ввод в
эксплуатацию участка сушки ПАМ в ЦАМе и перевод пяти корпусов ЭЛЦ-1 на
технологию «сухого» анода.
Общий вид самообжигающегося анода с ВТ, так называемого рядового
(«жирного») анода, в период перестановки токоподводящих штырей показан на
рис.2.1.

Рисунок 2.1. Перестановка токоподводящих штырей при технологии
"жирного" анода
На рис. 2.2. изображён самообжигающийся «сухой» анод, который
характеризуется низкой температурой поверхности, наличием брикетов в
полутвердом состоянии на поверхности анода, полужидким слоем под брикетами,
слоем полуобожженного углерода ниже и слоем обожженного углерода в области
«подошвы» анода, а также применением подштыревой анодной массы для заполнения
лунок при перестановке штырей.
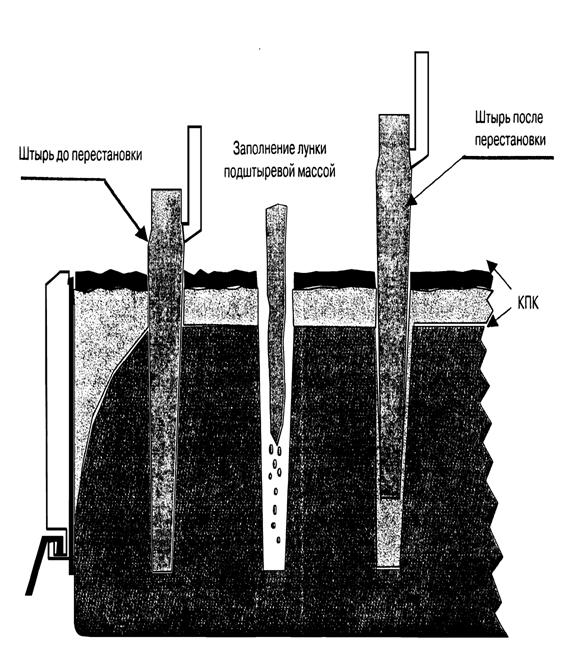
Рисунок 2.2. Перестановка токоподводящих штырей при ведении технологии
«сухого» анода
Конечное качество анода зависит от процессов, протекающих в его верхнем
слое. Верхний слой анода - это зона, представляющая собой слой брикетов и
жидкой анодной массы над зоной спекания, которая ограничена изотермой 400 С,
его называют коксопековой композицией (КПК). Состояние слоя КПК и его высота
зависят от конструкции анодного кожуха, плотности тока, распределения тока в
аноде, от процесса формирования анода. Все эти факторы тесно взаимосвязаны.
Конструкция анодного кожуха влияет на высоту зоны спекания, т. к. анодный кожух
определяет общую высоту (столб) анода и его энергетический баланс, который
зависит от плотности тока и его распределения. На распределение тока в аноде, в
свою очередь, влияет схема расстановки штырей. Качество анодной массы
определяет текучесть слоя КПК, а конструкция анодного кожуха зависит от
требований к общей высоте анода и слоя КПК.
Кожух для «сухого» анода должен отвечать следующим основным требованиям:
отсутствие поперечных балок (контрфорсов) в теле анода;
обеспечение требуемого распределения температурного поля в аноде.
Текучесть и высота слоя КПК имеют большое значение для формирования
качественного углеродистого тела анода, расхода анода и снижения выбросов смолистых
веществ. Анодная масса должна создавать на поверхности анода запирающий слой,
который обеспечил бы герметичность верха анода и эффективность улавливания
летучих веществ каменноугольного пека. Для этого частицы кокса в массе должны
быть достаточно пропитаны (насыщены) пеком. При малой высоте слоя КПК и высокой
температуре его поверхности значительная часть газов коксования проходит через
верх анода, при этом испаряется большое количество легких смол, что снижает
выход кокса из анодной массы и увеличивает ее расход. Правильно сформированный
слой КПК улавливает и возвращает в процесс углеводороды, которые выделяются в
зоне спекания и дистиллируют в верхнем слое анода, это способствует повышению
выхода углеводородов связующего и уменьшению выделения смолистых веществ с
поверхности анода.
От высоты слоя КПК зависит температура поверхности анода и скорость
нагрева анодной массы. Быстрое коксование не позволяет получить качественный
анод. Вследствие различия плотностей кокса и пека происходит расслоение (седиментация)
массы, которое усиливается при уменьшении ее вязкости, при избытке связующего
или повышении температуры поверхности анода. При этом крупные зерна кокса будут
опускаться с большей скоростью, чем мелкие, образуя нижний слой, выше будет
располагаться слой из средних фракций и еще выше - из тонких. На самой
поверхности анода образуется отстой пека с небольшим содержанием пылевых
фракций кокса.
Таким образом, при малых уровнях КПК, после загрузки в анод массы
исходного гранулометрического состава, анод формируется из массы переменного
состава, и ее свойства не будут соответствовать исходным оптимальным значениям.
Слой анода, состоящий из крупных зерен кокса, имеет увеличенную пористость и
дает повышенную осыпаемость, т.е. увеличивает выход пены.
2.3 Модернизация электролизного производства в 19-м и 20-м корпусах
ОАО «КрАЗа»
Открытое акционерное общество "Красноярский алюминиевый завод» -
одна из крупнейших в мире компаний - производителей первичного алюминия.
Большой объем производства сопровождается большими выбросами соединений фтора и
полиароматических углеводородов, что создает угрозу для здоровья людей
миллионного города, в черте которого расположено предприятие. С целью
уменьшения экологической нагрузки на город в 1989 г. Министерством цветной металлургии
СССР был сделан технико-экономический доклад и объявлен тендер на лучшее
техническое решение среди ведущих алюминиевых компаний мира по реконструкции
Красноярскою алюминиевого завода. В нем приняли участие фирмы «VAW», «KHD», «Пешине» и «Кайзер». Среди разработанных программ
основным явился проект Кайзер, содержание которого подробнее описано в [16].
В первоначальном варианте «Кайзер» предложил перевести существующую
технологию Содерберга с верхним токоподводом на технологию обожженных анодов с использованием
электролизеров на силу тока 175 кА, сохранив при этом существующий объем
производства. Также, проект предполагал строительство цеха обожженных анодов
производительностью 500 тыс.т/год. В то же время фирма предложила улучшить
экологическую обстановку на заводе и за его пределами до перехода на новую
технологию. Этот план был назван планом модернизации и включал в себя:
6
перевод серии
корпусов с технологии электролиза с «жирным» анодом на технологию «сухого»
анода;
7
модернизацию
ЦАМа. Важным аспектом в подходе к модернизации был выбор оборудования, которое
в итоге могло быть использовано для производства обожженных анодов;
8
строительство
«сухой» газоочистки.
Генеральным проектировщиком был выбран ВАМИ. Учитывая абсолютное
преимущество стоимости модернизации по сравнению с реконструкцией и более
выгодный баланс между улучшением окружающей среды и капитальными затратами,
проект модернизации был принят к исполнению.
В августе 1990 г. специалисты фирмы «Кайзер», КрАЗа и ВАМИ подписали
договор о техническом сотрудничестве, в начале ноября было завершено
технико-экономическое обоснование модернизации двух корпусов электролиза с
целью перевода их на технологию «сухого» анода, тогда же были подписаны
лицензионное соглашение, соглашение по проектным услугам. Позднее, в ноябре
1991 г., был подписан контракт на закупку оборудования. В 1992 г. фирма
«Кайзер» открыла свой офис на Красноярском алюминиевом заводе с одним
постоянным представителем. В феврале - марте 1993 г. на заводе появилось еще
два представителя. Таким образом, сформировалась команда высококлассных
профессионалов - 3. Прангенберг, Д. Хьюгилл, Д. Джонсон. И в ноябре 1993 г.
начались испытания технологии на опытном участке 19-го корпуса [17].
Была проделана огромная организационная работа. Неоценимую помощь и
поддержку оказало руководство Союзалюминия и ВАМИ: И. В. Прокопов, В. С.
Кальченко, Н. А. Калужский. Со стороны завода активно содействовал в
продвижении проекта в верхних эшелонах власти О. А. Пресман. Для координации
работ по проекту был создан руководящий комитет, в который вошли: от КрАЗа -
технический директор В. И. Савинов; от ВАМИ - начальник алюминиевого отдела Ю.
А. Матвеев; от фирмы «Кайзер» - вице-президент фирмы С. Манактала.
Для исполнения проекта была создана Служба технического развития, которую
возглавил М. П. Петухов. Без этих людей проект был бы невозможен.
Если условно разбить этот промежуток времени на три этапа, то программа
модернизации выглядит следующим образом:
I этап: ноябрь 1993 г. - август 1995 г. - период выбора основных
технических решений;этап: сентябрь 1995 г. - август 1996 г.- период расширения
проекта на весь IV-й корпус,
начало работы по модернизации 20-го корпуса;
Ш этап: сентябрь 1996 г. - апрель 1997 г. - период зачетных испытаний
технологии 19-го корпуса, расширение модернизации 20-го корпуса.
Таблица 2.1. Программа модернизации электролизного производства
|
Мероприятие
|
Инвестиционные затраты,
тыс. долл.
|
|
1-й этап
|
2-й этап
|
3-й этап
|
Всего
|
|
Оптимизация
физико-химических процессов в ванне электролизёра
|
8965
|
12550
|
17000
|
38515
|
|
Совершенствование
технологии ведения анода
|
14161
|
31706
|
27311
|
73178
|
|
Повышение срока службы
электролизёра
|
36032
|
39029
|
32545
|
107606
|
|
Газоочистка и снижение
расхода фторсолей
|
5259
|
60600
|
68400
|
134259
|
|
Механизация обслуживания
электролизёров
|
22330
|
23866
|
4078
|
50274
|
|
Модернизация системы
электроснабжения
|
1843
|
7743
|
7743
|
17329
|
|
Итого на технические
мероприятия
|
88590
|
175494
|
175077
|
421161
|
|
Организационно-техническое
и организационно-коммерческое обеспечение
|
1400
|
0
|
0
|
1400
|
|
Итого с учётом непредвиденных
расходов на технические мероприятия
|
103279
|
201818
|
180639
|
485735
|
Период выбора основных технических решений начался пуском первых ванн в
восточном торце 19-го корпуса. На вновь пускаемых электролизерах устанавливали
различные системы питания, горелочные устройства, опробовали разные
технологические решения с целью определения оптимального набора оборудования,
технологических параметров и приемов ведения электролиза для получения
наивысших технико-экономических результатов от реализации проекта. Такая работа
была необходима, так как для экономии средств специалисты приняли решение
использовать в качестве основного оборудования - стандартный электролизер типа
С-8БМ (см. Приложение 1). Поэтому на I этапе фактически был создан опытный
участок в составе 22 ванн 1-й бригады. В купе со всеми проведёнными
мероприятиями достигнуты следующие технологические показатели (табл. 2.1).
Но самым главным итогом модернизации являются приобретенный опыт и
знания. Как видно из представленного материала, практически на всех участках
модернизации требовалась адаптация идей, предложенных специалистами фирмы
«Кайзер», к местным условиям как в организационном, так и в техническом плане.
В результате, родилась по сути новая технология, в значительной степени более
приемлемая для российских условий.
Полученный опыт дал толчок общему улучшению технологии на КрАЗе, и на
сегодняшний день завод по производственным показателям является одним из лучших
в России [18,19].
Выводы: проект «КрАЗ - Кайзер - ВАМИ» - это первый успешный опыт комплексной
модернизации технологии Содерберга с верхним токоподводом в России. В ходе
реализации проекта, на основе предложений фирмы «Кайзер» был выработан новый
пакет технических решений, который легко распространяется на заводах с
аналогичной технологией как в России, так и за рубежом. Работа над проектом -
это яркий пример кооперации российской и западной компаний.
Знания и опыт, полученные нашими специалистами в ходе работы над
проектом, оказали и оказывают определяющее влияние на сегодняшнее состояние технологии
завода.
2.4 Особенности технологии использования «сухой» анодной массы
.4.1 Анализ качества сырья
Стабильность работы электролизера с самообжигающимся анодом и верхним
токоподводом зависит от работы анода. Хороший анод обеспечивается подбором соответствующих
сырьевых материалов, качественным смешением анодной массы, низким
сопротивлением и равномерным распределением тока.
Показатели работы «сухого» анода зависят от анодной массы используемой
для его формирования, технологии ее производства и от процесса формирования
самого анода.
На КрАЗе для изготовления анодной массы используется нефтяной кокс с
истинной плотностью 2,01 - 2,05 г/см и каменноугольный пек с температурой
размягчения 110-120 С (по Меттлеру). Выпуск массы производится на двух модернизированных
технологических линиях, где установлено импортное оборудование [27]:
дозаторы фирмы «Прокон»;
подогреватели шихты фирмы «Денвер»;
смесители фирмы «Бусс»;
грохота фирмы «Локер»;
газоочистное оборудование фирмы «Проседейр»;
котельная ВОТ.
Одной из проблем при использовании технологии «сухого» анода на КрАЗе
является нестабильность качественных показателей коксов, полученных после
прокаливания в печах цеха анодной массы, а именно нестабильность показателя
«пористость». Причиной является количество поставщиков электродного сырья.
Известно, что на западных заводах, как правило, используют кокс одного,
максимум двух поставщиков. Коксы имеют постоянные характеристики на протяжении
длительных периодов. Совсем другая картина на российских заводах, динамика поступления
сырых коксов на КрАЗ в течение 5 лет середины 90-х весьма неустойчивая и
говорить о постоянном соотношении по поставкам от разных производителей не
приходится. Вопрос как шихтовать, по какому параметру - стоит весьма остро. В
силу ряда обстоятельств суммарный кокс, используемый на отечественных заводах,
имеет значительные колебания по такому важнейшему показателю как пористость
[5], колебания по этому показателю значительны даже в пределах одних суток.
Вопрос о нестабильности наших прокаленных коксов по пористости и был одним из
камней преткновения при внедрении технологии «сухого» анода на КрАЗе.
Специалисты КрАЗа и фирмы «Кайзер» смогли адаптировать технологию к
ситуации с реальными поставками коксов.
Для прежней технологии анода, применяемой до сих пор на ряде российских
заводов, качество углеродистого сырья не имеет столь большого влияния на
стабильность ведения технологии анода и технико-экономические показатели. При
переходе к более «тонким» технологиям таким как «сухой» анод, качество углеродистого
сырья переходит в раз ряд важнейших параметров. Основная причина здесь
заключается в том, что «жирный» анод условно можно назвать «самоформирующимся»,
так как существующий избыток пека достаточно велик и формирование анода здесь
идет в значительной степени самопроизвольно за счет седиментации коксовых
частиц в жидкой части анода (ЖАМ). Другое дело технология «сухого» анода -
здесь баланс по пеку существенно сдвинут в область пониженных значений, при
нормальном ведении процесса - седиментация твердых частиц должна быть
минимальна или исключена вовсе. В этом случае баланс пека в аноде определяется
свойствами исходных материалов (кокса и пека). С точки зрения экологии, чем
ниже процент использования связующего - тем меньше выбросов смолистых веществ (рис
2.3.).

Рисунок
2.3.Выбросы вредных веществ: 1-«жирный» анод, 2- «П-сухой» анод, 3- «сухой»
анод.
Соответствие
углеродистого сырья нормативным требованиям и стабильность его показателей -
становится одним из решающих факторов для нормального ведения технологии анода
и электролиза в целом.
Несомненно,
что стабилизация характеристик кокса позволила бы улучшить многие показатели
при ведении, как технологии анода, так и электролиза в целом. В качестве одного
из таких шагов служит пример с шихтовкой коксов и пеков, поступающих от разных
производителей.
В
определенной степени это позволяет уменьшить вариативность некоторых
показателей, но для таких заводов-гигантов как КрАЗ и БрАЗ остается актуальной
задача по приведению к одинаковым показателям качественных характеристик сырья
на заводах-изготовителях.
Для
определения влияния содержания летучих в сырых коксах на качество прокаленного
кокса на КрАЗе были проведены эксперименты по раздельному прокаливанию коксов
разных изготовителей: Перми, Омска и Китая. Как и ожидалось, наибольшую
пористость показали коксы, имеющие большее содержание летучих веществ в сырых
коксах (табл.2.2).
Таблица
2.2. Значения пористости для коксов разных изготовителей
|
Показатель
|
Производитель
|
|
Пермь
|
Омск
|
Китай
|
|
Пористость, %
|
17,3
|
18,7-21,5
|
21,3
|
Как выше было упомянуто, при ведении технологии «сухого» анода величина
пористости определяет количество пека, которое необходимо использовать при
производстве анодной массы.
Соотношение между количеством пека и пористостью описывается уравнением:
% Связующего = Соnst +
Коэф · Пористость.
То есть, при прочих равных условиях рост пористости в коксах требует
увеличения содержания связующего в анодной массе и естественно в теле анода, а
значит, приводит к увеличению выбросов смолистых веществ с поверхности анода.
Российская алюминиевая промышленность стандартно была ориентирована на
использование при производстве анодной массы каменноугольного пека с
температурой размягчения 68-76 °С. Такой пек в полной мере пригоден для
использования в технологии «жирного» и «полусухого» анода, но по ряду
характеристик непригоден для технологии «сухого» анода. Поэтому на первом этапе
внедрения технологии «сухого» анода (в корп. 19) было принято решение закупить
каменноугольный пек с повышенной температурой размягчения за рубежом, в Чехии
(комбинат «Deza»). Качественные характеристики пека
этого производителя подробно обсуждались в работе (20).
Сравнительные данные СТП и ВТП по вязкости представленные на рис.2.4,
показывают наибольшее различие в вязкости высокотемпературного и
среднетемпературного пеков наблюдается в области температур 150°С и ниже, что
примерно соответствует температуре поверхности анода (под слоем брикетов Т ≈
115-160 °С).

Рисунок
2.4. Зависимость вязкости пека от температуры
Можно
предположить, что “сухой” анод, сформированный из анодной массы с
использованием среднетемпературного пека, будет иметь пониженную устойчивость в
части сохранения геометрии лунки и склонность к пересушиванию, по сравнению с
ВТП, при одинаковом содержании пеков в используемых массах и при прочих равных
условиях электролиза.
На
практике это означает, что анодные массы, произведенные на СТП, должны иметь
заведомо большее содержание связующего по сравнению с массами, произведенными
на ВТП, соответственно и текучесть этих масс увеличится.
Допустимое
содержание фракций с температурой кипения до З60°С в ВТП составляет величину не
более 4,0%, против 6,0% в СТП. Использование СТП в аноде приводит к смещению баланса
по пеку в большую сторону (по отношению к ВТП) как минимум на величину 0,5-0,7%
(в расчете на анодную массу).
В
случае использования СТП усугубляется противоречие с одним из основных
постулатов технологии “сухого” анода - избыток пека в теле анода должен быть
минимальным. На практике используется смесь коксов от различных поставщиков, а
значит, существует практически неуправляемый параметр - пористость кокса, и
даже в случае с использованием ВТП необходимо варьировать процент пека в
большей степени, чем принято на западных заводах, работающих на коксах со
строго определенной пористостью.
При
возрастании избытка пека в анодной массе даже на незначительные количества на
первое место выходит вязкость исходного пека, потому что именно она будет
определять способность анода сохранять форму лунки в течение времени,
необходимого для нормального процесса перестановки штыря.
Отработав
в достаточной степени технологию «сухого» анода в корпусе №19 на КрАЗе было
принято решение расширить масштабы использования этой технологии. В течение 2-З
кварталов 1999г ЭЛЦ-З полностью был переведен на технологию «сухого» анода.
Такой крупномасштабный перевод на новую технологию не обошелся и без
трудностей. Было принято решение отказаться от закупок импортного
высокотемпературного пека и перейти на использование более дешевых
отечественных.
Следует
отметить, что ввиду отсутствия спроса на высокотемпературный пек со стороны
алюминиевых заводов отечественные производители не были заинтересованы в
проведении работ по отработке технологии производства высокотемпературного
пека. Сейчас ситуация стала меняться коренным образом, так как КрАЗ взял
магистральное направление на модернизацию своего производства с целью перевода
в ближайшем будущем и всего завода на технологию «сухого» анода и очевидно
другие заводы, также пойдут по этому пути. Сейчас проводится большая работа по
расширению базы производства высокотемпературного пека. Получены и опробованы
ВТП от целого ряда поставщиков: Магнитогорска, Новокузнецка, Днепродзержинска,
Заринска (Алтай-кокс) и т.д. Начиная со второй половины 1999г. отмечен рост
вязкостных свойств пека, максимальное значение было зарегистрировано в сентябре
2000г. Превышение относительно нормативного составило более чем в два раза.
Нестабильность поставляемых пеков по этому показателю связана, прежде всего, с
вовлечением пеков заводов-изготовителей ранее не выпускающих эту продукцию и
отработкой технологии у них. Изменение характеристик пека и, прежде всего его
вязкостных свойств, привело к необходимости корректировки технологии ведения
анода [5].
Далее
рассмотрим подробнее особенности использования пека с высокой температурой
размягчения (ВТП).
Анодная
масса для «сухих» анодов c использованием пека с высокой температурой
размягчения. В компании «Гидро Алюминиум» точка размягчения (ТР)
каменноугольного пека для производства массы методом Содерберга за последние 15
лет повысилась от 110 до 130 °С по Меттлеру или с 92 до 112 °С по
Крамеру-Сарнову. Основные причины в таком увеличении - это улучшение качества
производимой массы, предобожжснного анода, которое заключается в:
-
уменьшении испарений/эмиссии полициклических ароматических углеводородов (ПАУ)
с верхней части анода;
уменьшении
угольной пыли, собирающейся на рабочей поверхности анода;
улучшении
качества подштыревой массы в предобожженных анодах;
лучшей
возможности управления сухими анодами с увеличенной силой тока внутри
электролизера.
Уменьшение
эмиссии ПАУ. В Норвегии предельно допустимые нормы испарений ПАУ охватывают
группу из 16 компонентов, начиная с фенантрена и заканчивая
1,2,4,5-ди-бенз(а)пиреном в зависимости от точек кипения. Содержание
компонентов ПАУ снижается с повышением температуры размягчения пека. Ниже
приведено качество пека, поставляемого на завод компании «Гидро Алюминиум» в
Кармое (Норвегия):
Год ТР, °С ПАУ 16-ая группа
По Меттлеру ppm
1996 120 96800±5800
125 87400±5500
130 79100±9100
2000/2001 130 76600±6500
Рисунок 2.5. Зависимость потери массы от температуры при прокаливании
каменноугольного пека с температурой размягчения 65 и 130°С no Меттлеру.
При повышении ТР содержание ПАУ в пеке уменьшается, что обусловливает
также испарения с верхушки анода при неизменных прочих параметрах.
Уменьшение пыли. Повышение ТР увеличивает выход кокса, что даёт больше
нелетучего углерода и меньше газа, когда пек прокаливается в аноде. Рис. 2.5
показывает потери в массе в результате прокаливания каменноугольного пека в
зависимости от температуры. Темп нагрева 10 °С/ч, прокаливание происходит в
атмосфере азота.
Повышение ТР приводит к уменьшению объема газа, высвобождаемого в
результате прокаливания, и к увеличению объема пекового кокса. В результате
получается более плотный кокс. В предобожженном аноде это выражается в
содержании кокса с меньшей активностью СО2.
В натурном испытании на заводе «Гидро Алюминиум» в Кармое в 1994г. 5
электролизеров были заправлены массой, замешенной на пеке с ТР 130°С
(электролизеры-тесты). Сравнение проводили относительно другой группы
электролизеров (всего 29) этой секции (электролизеры-эталоны). В течение 20
недель до того, как масса достигла рабочей области, и за 14 недель испытаний из
электролизеров были извлечены следующие объемы пыли:
Электролизёры……………………………..Тест Эталон
Пыль, образовавшаяся до периода
испытаний, кг/т Al………………….…………16,1
18,0
Пыль, образовавшаяся во время
испытаний, кг/т Al……………………..………4,0
13,8
Испытания были повторены на 11 электролизерах-тестах и 23
электролизерах-эталонах. Объем пыли, извлеченной из электролизеров-тестов
составил 25 % от объема пыли, полученной и электролизерах-эталонах.
Замеры химической активности СО2 при газообразовании и образовании пыли в
лаборатории не выявили разницы между массами, произведенными из двух разных
пеков. Это объясняется газопроницаемостью анода. Однако проницаемость
существенно не влияет на химическую активность СО2.
Качество ниппельной анодной массы. При эксплуатации сухих анодов анодный
штырь выдергивается, и ниппель остается открытым, после чего специальная масса
(ниппельная масса) добавляется в ниппельное отверстие. Это масса с большим
содержанием пека (35-40 %). После того как масса расплавилась, новый ниппель
вводится в отверстие, и через некоторое время начинается процесс обжига.
Качество предобожженной ниппельной массы зависит от объема пека в массе и,
соответственно, от объема газа, образующегося при прокаливании. Так как
повышение ТР пека уменьшает объем выделяемого газа, оно улучшает качество
предобожженной ниппельной массы.
Увеличение силы тока в электролизере. На заводе в Кармое сила тока в
электролизере Содерберга увеличена со 125 до 140 кА, или до 0,80 А/см2. В
результате затраты энергии на анод значительно увеличились, что привело к
высоким температурам в мягкой зоне анода. Чтобы избежать слишком сильного
размягчения верхней части анода, содержание пека в массе может быть уменьшено.
Но сильное сокращение содержания пека приводит к получению пористого
предобожженного анода.
На заводе в Кармое повышение ТР со 120 до 130°С помогло использовать
сухие аноды при большей нагрузке тока. При повышении ТР пека температура
верхней части анода может повышаться без увеличения вязкости массы. При 150°С
вязкость пека с ТР 120 °С в 3 раза выше, чем при ТР пека 130 °С.
Производство массы с высокой температурой размягчения. При производстве
массы Содерберга каменноугольный пек смешивается с нефтяным коксом. Процесс
смешивания может проводиться отдельными партиями или непрерывно.
Во время перемешивания температура должна быть достаточно высокой, чтобы
смочить кокс жидким пеком и добиться впитывания пека в поры кокса. С повышением
температуры смешивания степень заполнения коксовых пор возрастает и происходит
заполнение пор со значительно меньшим диаметром. Так как пек занимает место
газа в порах кокса, плотность массы зеленого анода увеличивается до тех пор,
пока содержание пека остается постоянным.
Рис. 2.6, 2.7 показывают эффект влияния температуры смешивания на
показатель текучести и на плотность зеленого анода.

Рисунок
2.7. Зависимость плотности зеленого анода от температуры смешивания.
Пек
смачивал кокс при 165 °С. Дальнейшее повышение температуры обусловливало
проникновение пека в поры кокса, уменьшая объем пека вокруг и между частицами
кокса. В результате уменьшалась текучесть или относительное удлинение и
увеличивалась плотность зеленого анода, когда пек замещал газ в порах кокса.
Когда
ТР используемого пека увеличивается, температуры смешивания должны также
повышаться, чтобы степень проникновения пека в поры кокса была аналогичной.
Если только ТР пека увеличивается, то заполнение пор кокса пеком во время
смешивания будет уменьшаться. В результате больше пека проникнет в поры кокса в
мягкой зоне анодов и анодная масса «высохнет» гораздо быстрее. В результате
можно получить пористый предобожженный анод, дающий большое количество пыли в
электролизере.
На
заводах компании «Гидро Алюминиум» для производства массы используется печное
топливо, чтобы достичь высокой температуры смешивания. Если температуры кокса и
жидкого пека 175 и 205 °С, то типичная температура печного топлива, подаваемого
в смесители, находится в районе 230 °С (завод по производству массы в Кармое).
Это приводит к температуре массы 205 °С, что превышает ТР на 75 °С. При
использовании печного топлива возможно повышать ТР и установить температуру
смешивания ТР + 75 °С. Таким образом, масса с ТР пека 135 °С была произведена и
испытана с хорошими результатами. Возможно увеличивать ТР еще больше [20].
Вывод:
увеличение ТР каменноугольного пека в массе Содерберга уменьшает ПАУ испарения
и улучшает качество преобожжённого анода и ниппельной массы. С увеличением силы
тока и затрат энергии на анод повышение ТР поможет стабилизировать работу
сухого анода. При переходе на пек с более высокой ТР температура смешивания,
которая определяется как температура над ТР, должна быть неизменной.
Анодная
масса, используемая на ОАО «КрАЗ»
Технология
«сухого» анода предусматривает использование нескольких типов анодной массы с
различным содержанием пека (связующего) и коэффициентом относительного
удлинения (КОУ).
Типы
анодной массы:
«сухая
корректировочная» - с содержанием высокотемпературного пека (BТП)
от 26 до 28 % в зависимости от содержания пека: «сухая нормальная» - с
содержанием ВТП от 28 до 29%; «подштыревая» - с содержанием ВТП от 38 до 42 %.
При
выпуске отдельных партий анодной массы содержание пека может отличаться от
указанных пределов, что определяется фактическим технологическим состоянием
анодов на период выпуска анодной массы.
Подштыревая
анодная масса (ПАМ) подвергается дополнительной обработке на участке сушки ЦАМ
в соответствии с требованиями существующей инструкции «Сушка подштыревой
анодной массы в ЦАМе», на участке сушки и дробления ЭЛЦ-3 в соответствии с
требованиями ТИ 3-05-2001 «Участок сушки и дробления подштыревой анодной
массы».
Содержание
влаги в анодной массе, поступающей в корпуса электролиза, должно быть не более
2,5 %, в подштыревой не более 0,5 %.
В
технологии «сухого» анода допускается использование анодной массы на
среднетемпературном пеке (СТП). В этом случае используют следующие типы анодной
массы:
«сухая»
- с содержанием СТП от 27 до 29 % и КОУ от 10 до 60 %;
«жирная»
- с содержанием СТП от 36 до 38 % и коэффициентом текучести от 2,95 до 3,55
о.е.
«подштыревая
масса» - с содержанием ВТП от 38 до 42 % и коэффициентом текучести от 3,20 до
3,60 о.е.
Таблица
2.3. Технологические параметры анода, при использовании массы на ВТП.
|
Параметры
|
Ед. изм.
|
Значение параметра
|
|
|
|
Схема расстановки штырей
|
|
|
|
12 горизонтов
|
18 горизонтов
|
|
|
1. Индекс состояния
коксопековой композиции (КПК) анода
|
балл
|
от 3,0 до 3,5
|
от 3,0 до 3,5
|
|
|
2. Пустота в аноде при
температуре воздуха: до минус 15°С - анодный кожух с вынесенными контрфорсами
- анодный кожух с внутренними контрфорсами ниже минус 15 °С: -анодный кожух с
вынесенными контрфорсами - анодный кожух с внутренними контрфорсами
|
см
|
от 4 до 10 от 4 до 10 от 4
до 12 от 4 до 12 от 4 до 12
|
от 0 до 6 от 4 до 10 от 0
до 10 от 4 до12
|
|
|
3. Уровень КПК в центре
анода
|
см
|
32, не менее
|
32, не менее
|
|
|
4. Столб анода
|
см
|
160, не менее
|
160, не менее
|
|
|
5. t КПК в центре
анода на глубине 5 см
|
°С
|
160, не более
|
160, не более
|
|
|
6. Конус спекания в центре
анода
|
см
|
130, не более
|
130, не более
|
|
|
7.Минимальное расстояние
переставляемых штырей; Среднее минимальное расстояние всех штырей
|
см см
|
23 ±1* 41,0 ±2,5*
|
23 ±1 * 37.5 ± 1,75 *
|
|
|
8. Шаг перестановки
|
см
|
36
|
27
|
|
|
9.Расстояние между
горизонтами
|
см
|
3
|
1,5
|
|
|
10. Количество штырей на
аноде не установленных на горизонт: - за один цикл перестановки (72 штыря) -
в течении 6 месяцев после замены штырей
|
%
|
14, не более 20, не более
|
20, не более 25, не более
|
|
|
11.Расстояние от подошвы
анода до нижнего среза газосборной секции («ножка»)
|
см
|
21±4
|
21±4
|
|
|
12. Коэффициент
неравномерности, токораспределения по штырям
|
%
|
34±2
|
30±2
|
|
|
13. Количество штырей с
токовой нагрузкой на 1 штырь: - менее 0,5 кА, более 3,5 кА
|
шт.
|
4, не более 0
|
4, не более 0
|
|
|
14. Падение напряжения в
контакте "штанга-шина"
|
мB
|
10, не более
|
10, не более
|
|
|
15. Падение напряжения в
аноде (АСУТП)
|
мВ
|
250 - 450
|
250-450
|
|
|
16. Количество «газящих»
контрфорсов
|
шт.
|
1, не более
|
1, не боле
|
|
|
17. Количество «газящих»
штырей
|
шт.
|
2, не более
|
2, не более
|
|
|
18. Величина выгорания угла
анода
|
см
|
15, не более
|
15, не более
|
|
|
19. Оценка пробы анодной
массы из КПК анода
|
|
«хор»
|
|
|
20. Баланс пека в аноде Процент
загрузки анодной массы
|
%
|
Устанавливается протоколом
технологического совещания
|
|
|
Таблица 2.4.
Технологические параметры анода, при использовании массы на СТП
|
|
Параметры
|
Ед.
|
Значение параметра
|
|
изм.
|
Схема расстановки штырей
|
|
|
12 горизонтов
|
|
1. Индекс состояния
коксопековой композиции
|
балл
|
от 3,0 до 3,5
|
|
(КПК) анода
|
|
|
|
2. Пустота в аноде при
температуре воздуха:
|
см
|
|
|
до минус 15 °С:
|
|
|
|
- анодный кожух с
вынесенными контрфорсами
|
|
от 3 до 7
|
|
- анодный кожух с
внутренними контрфорсами
|
|
от 3 до 7
|
|
ниже минус 15 °С:
|
|
|
|
- анодный кожух с
вынесенными контрфорсами
|
|
от 3 до 10
|
|
- анодный кожух с
внутренними контрфорсами
|
|
отЗ до 10
|
|
3. Уровень КПК в центре
анода
|
см
|
32, не менее
|
|
4. Столб анода
|
см
|
160, не менее
|
|
5. Температура КПК в центре
анода на глубине
|
"С
|
160, не более
|
|
5 см
|
|
|
|
6. Конус спекания в центре
анода
|
см
|
130, не более
|
|
7.Минимальное расстояние
переставляемых штырей: Среднее минимальное расстояние всех штырей
|
см см
|
23 - 24 * 41,5±2*
|
|
8. Шаг перестановки
|
см
|
36
|
|
9 Расстояние между
горизонтами
|
см
|
3
|
|
10. Количество штырей на
аноде не установленных на горизонт: за один цикл перестановки (72 штыря): - в
течении 6 месяцев после замены штырей
|
%
|
14, не более 20, не более
|
|
11. Расстояние от подошвы
анода до нижнего среза газосборной секции («ножка»)
|
см
|
21±4
|
|
12. Коэффициент
неравномерности токораспределения по штырям
|
%
|
34±2
|
|
13. Количество штырей с
токовой нагрузкой на 1 штырь: - менее 0,5 кА более 3,5 кА
|
шт.
|
4, не более 0 .
|
|
14. Падение напряжения в
контакте "штанга-шина"
|
мВ
|
10, не более
|
|
15. Падение напряжения в
аноде (АСУТП)
|
мВ
|
250 - 450
|
|
16. «Газящих» контрфорсов
|
шт.
|
1, не более
|
|
17. «Газящих» штырей
|
шт.
|
2, не более
|
|
18. Величина выгорания угла
анода
|
см
|
15, не более
|
|
19. Оценка пробы анодной
массы из КПК анода
|
|
«хор»
|
|
20. Баланс пека в аноде
Процент загрузки анодной массы
|
%
|
Устанавливается протоколом
технологического совещания
|
|
|
|
|
|
|
|
|
* Минимальное расстояние переставляемых штырей и среднее минимальное
расстояние может увеличиваться в холодный период года. Значение устанавливается
приказом или распоряжением по заводу.
Примечание: анод считается «газящим» в следующих случаях:
. «Газит» 3 и более штырей;
. «Газит» 2 и более контрфорсов;
. Одновременно «газит» 2 штыря и 1 контрфорс.
К «газящим» не относятся аноды, на которых в момент проверки ведется
перестановка штырей, загрузка анодной массы, подъем анодной рамы или анодного
кожуха, прорезка или подпрессовка анода.
Количество единовременно «газящих» анодов в корпусе не должно превышать 6
%.
2.4.2 Теоретические аспекты формирования анода
В технологии «жирного» анода с ВТ условно можно выделить две основные
операции: 1- периодическая загрузка анодной массы с содержанием связующего
32-34% и коэффициентом текучести 1,9 - 2,6 (для нефтяного кокса и
каменноугольного пека), и 2- перестановка штырей. Механизм формирования анода в
принципе для любой технологии («жирной», «полусухой» и «сухой») один и тот же:
коксование углеродистого материала;
усадка углеродистого тела, образование трещин;
проникновение пека (при перестановке штырей) в трещины и их «заживление»;
необходимость наличия смачивающего слоя (в виде пековой пленки) на
границе углеродистое тело анода - стенка анодного кожуха.
Основное отличие вышеупомянутых технологий заключается в правильно
выбранном балансе пека.
В «жирном» аноде можно выделить несколько зон:
- зона жидкой анодной массы, ограниченная снизу изотермой 180-200°С,
здесь происходит расплавление массы;
- тестообразный слой, находящийся внутри анода между изотермами
200-400°С, здесь происходит дистилляция связующего и удаление низкокипящих смол
и масел;
- полукокс, слой анода находящийся между изотермами 400-550°С, в
результате разложения углеводородов, масса становится твердой;
- кокс (при температурах выше 550°С полукокс разлагается и образуется
кокс) выше 700°С анод становится электропроводным.
В работе [5] показано, что в верхней части «жирного» анода содержание
пека составляет от 40 до 60%. При этом анодная масса, затекающая в лунку во
время перестановки штырей имеет разное содержание связующего, поэтому вторичный
анод в разных сечениях по высоте имеет неоднородную структуру как по
составляющим компонентам, так и по физико-химическим свойствам. Все это
приводит к ухудшению качества основного тела анода, который имеет большую
пористость, окисляемость, осыпаемость, а также приводит к технологическим нарушениям
таким как, протеки анодной массы под штырь и под анодный кожух. Эти нарушения
приводят к снижению технико-экономических показателей работы электролизера и
может привести к травматизму обслуживающего персонала корпусов электролиза. Но
основным недостатком такой технологии самообжигающегося анода является большое
количество возгонов пека (ПАУ) над поверхностью анода. Совсем по иному выглядит
картина для «сухого» анода (рис. 2.8). Здесь зоны 1 и 2 можно рассматривать как
единую «мягкую» зону, сверху которой находятся брикеты нерасплавленной анодной
массы. Процессы, протекающие в мягкой зоне, имеют большое значение для
конечного качества анода. Правильно сформированная КПК улавливает и возвращает
в процесс углеводороды, выделяющиеся как в зоне спекания, так и дистиллируемые
в самой мягкой зоне. Это происходит за счет реакций полимеризации и
конденсации, при этом выход коксового остатка из связующего будет возрастать.
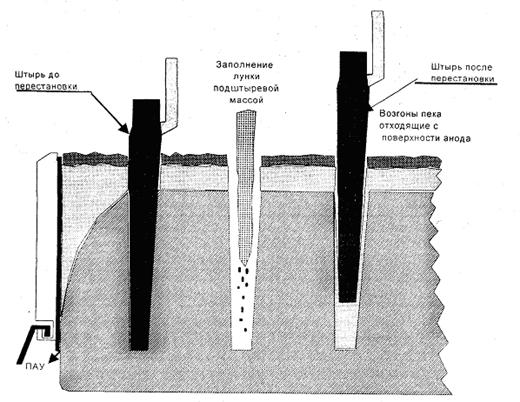
Рисунок 2.8. Перестановка токоподводящих штырей при ведении технологии
«сухого» анода
Уровень слоя КПК также влияет на скорость (время) нагрева, которая в свою
очередь влияет на степень конденсации и полимеризации углеводородов, что в
конечном итоге определяет структуру кокса - связующего и прочность сцепления
его с коксом наполнителя.
Текучесть и высота мягкой зоны «сухого» анода имеют особое значение для
получения качественного тела анода, снижения выделения смолистых веществ и
расхода анода. Содержание связующего в анодной массе должно быть оптимальным,
чтобы получить «хороший» запирающий слой в верхней части анода, который в свою
очередь должен обеспечить эффективное улавливание летучих веществ с поверхности
анода.
К числу важнейших показателей относится пластичность КПК анода, причём,
чем выше уровень технологии, тем жёстче требования, предъявляемые к ней. Основы
«хорошей» пластичности верхней части анода закладываются при производстве
анодной массы: чем стабильнее пластичность используемой массы, тем будет ниже
вариативность и предсказуемость пластических свойств самого анода.
Пластичность анодной массы - это комплексный показатель, зависящий от
грансостава коксовой шихты, процента использования связующего, его вязкостных
свойств, условий перемешивания (типа смесителя, его производительности,
температуры нагрева кокса, пека, анодной массы и т. д.) На КрАЗе ведётся
постоянная работа по стабилизации пластических свойств анодной массы. Изменён и
метод контроля текучести «сухой» массы, вместо традиционно используемого на
всех родственных заводах Кт (коэффициента текучести) оценку текучести массы
проводили по КОУ (коэффициенту относительного удлинения).
При обжиге анодов, сформированных из анодной массы, происходит коксование
связующего - пека, при этом зёрна кокса наполнителя прочно связываются коксом
из связующего и должен получаться монолитный, прочный и хорошо проводящий ток
электрод.
Несмотря на кажущуюся однородность обожженного анода в его структуре
чётко прослеживаются две составляющие зерна кокса наполнителя и оболочка этих
зерен, состоящая из кокса - связующего. При формировании анода происходит
процесс постепенного подъема температуры, при этом зерна кокса-наполнителя лишь
расширяются, и никаких физико-химических процессов при этом не происходит,
связующее при этом проходит несколько стадий: процесс полукоксования,
коксования - при этом происходит выделение легколетучих компонентов, разложение
основной массы с выделением летучих с последующей усадкой образованного кокса.
При этом получается кокс более рыхлый и пористый, а значит и более
реакционно-способный, чем кокс-наполнитель.
В процессе электрохимического окисления разница в реакционных
способностях этих двух видов кокса приводит к неравномерному окислению, так
зерна наполнителя не успевают сгореть полностью, что является одной из причин
перерасхода углерода, из-за селективного выгорания частиц кокса -связующего
происходит осыпание частиц углерода в электролит с образованием угольной пены.
Чем больше различие в химической активности этих двух составляющих анода,
тем больше образуется «пены» и выше расход углерода. Частицы углерода легче
электролита и при обычных условиях электролиза плохо им смачиваются, поэтому
вместе с анодными газами они выносятся из расплава на поверхность электролита,
где окисляются СО2 и кислородом воздуха.
Из расходной части баланса анодной массы электролизера с ВТ следует, что
до 25% анодного материала теряется со снятой угольной пеной и за счет окисления
выделяющимися при электролизе углекислым газом и кислородом воздуха.
Расход углерода с рядового анода по реакции Будуара-Белла С + СО2 = =2СО
составляет в среднем около 30 кг/т Al и колеблется обычно в пределах 20 - 40 кг/т Аl. По этой реакции окисляются не только боковые поверхности
анода, но и угольная пена в зоне выделения СО2. Происходит окисление в глубине
анода за счет избыточного давления, фильтрации выделяющегося CО2 через поры анода.
Наличие внутрипористого реагирования изучалось в работах [22-23]. По
данным [23] перерасход обожженного анода в результате фильтрации СО2 в теле
анода и протекания реакции Будуара-Белла составляет 26,3 кг/т А1 и с учетом
повышения осыпаемости возрастает до 50 - 60 кг/т Аl. Внутрипористое реагирование обуславливается содержанием
транспортных пор, размер которых составляет 104-105A°. На величину расхода
анодов при электролизе оказывает влияние, в основном, та часть объема
транспортных пор, которая имеет размеры в пределах 26-73 мкм. В отличие от
электрохимического реагирования химическая реакция Будуара протекает в более
мелких порах размером 3,2 - 8,9 мкм.
В работе [24] сообщается об исследовании подошвы самообжигающихся анодов
трех электролизеров с верхним токоподводом после отключения их на капитальный
ремонт. Измерялись диаметр и глубина подштыревых "лунок", ширина и
глубина трещин, их конфигурация и направление. По мнению авторов повышенное давление
анодных газов и относительный перегрев в центральной зоне создают условия для
двух реакций:
СО = СО2 (адс) + С тв, ΔН < 0,
СО2 (адс) + Сан = 2 СО газ, ΔН > 0.
По первой реакции образуется угольная пена, по второй - интенсивное
окисление (вырабатывание) центральной зоны анода. Приведенные выше реакции
можно представить как один из вариантов трактовки механизма реакции Будуара в
обратном (первая реакция) и прямом направлении (вторая реакция). Эти процессы
определяют вогнутый (арочный) рельеф подошвы анода, увеличенные размеры лунок и
трещин в центральной зоне подошвы анода.
Выявлено сильное влияние анодных эффектов на выгорание "лунок"
и трещин. При увеличении частоты анодных эффектов в 2 раза размеры лунок и
каналов в первом приближении увеличиваются также в 2 раза.
Таким образом, обследование промышленных анодов подтверждает ранее
изложенные основные положения по механизму внутрипористого окисления анода,
уточняет применительно к промышленным условиям протекание реакций, связанных с
перерасходом анода и образованием угольной пены в рядовом «жирном» аноде [5].
.4.3 Технологические аспекты обслуживания «сухого»
анода
Средства технологического оснащения. При обслуживании анодного узла
электролизера используют следующее оборудование:
6
кран штыревой,
кран штыревой модернизированный, кран штыревой «NKM»,
7
машина для
загрузки анодной массы;
8
машина для
прорезки и подпрессовки периферии анода (МППА);
9
машина для
подъема анодной рамы;
10 подставка для кассеты;
11 кассета для штырей;
12 кассета для разбраковки штырей;
13 бункер - дозатор для ПАМ;
14 подставка для бункеров с ПАМ;
15 оборудование на участке сушки и
дробления ПАМ;
16 оборудование для чистки штырей;
17 вентиляторы (поворотные аэраторы) для
обдувки поверхности анода.
Основные операции по обслуживанию анодного узла электролизёра с «сухим»
анодом.
Обслуживание анода включает следующие операции:
- контроль технологических параметров;
обдувка поверхности анода и очистка элементов конструкции анодного узла;
загрузка анодной массы;
перестановка штырей;
чистка штырей;
прорезка и подпрессовка периферии анода;
подъем анодной рамы;
обслуживание газосборного колокола;
подготовка анода в капитальный и локальный ремонт;
подготовка анода к пуску;
обслуживание анода в послепусковой период;
калибровка штырей;
маркировка штырей;
разбраковка штырей;
замена штырей;
замена и регулировка эксцентрикового зажима;
устранение возможных технологических отклонений.
. Оценка состояния КПК анода
Оценку состояния КПК анода выполняет мастер анодного хозяйства визуально.
При визуальном осмотре оценивают:
состояние КПК;
равномерность загрузки анодной массы по всей поверхности анода;
качество перестановки штырей;
пустоту в аноде;
наличие участков нерасплавленных брикетов, что может свидетельствовать о
наличии пустоты в теле анода или отсутствии тока на данном участке;
наличие участков анода с повышенной температурой;
наличие «гажения» на аноде (наличие выделений газов возле штырей,
контрфорсов и ребер охлаждения);
чистоту поверхности анода и элементов конструкции анодного узла;
наличие зависаний анодной массы на контрфорсах, стенках анодного кожуха;
наличие анодной массы в зазоре «штанга - штырь» и на головке штыря.
. Состояние КПК
Состояние КПК оценивают по движению расплавленной анодной массы в верхней
части анода при надавливании на нее. Это субъективная оценка, для которой
необходимо «чувствовать» движение анодной массы при надавливании на нее. При
этом необходимо учитывать температуру окружающего воздуха. Состоянию КПК
присваивается соответствующий индекс от «I» до «5».
Критерии индексов состояния КПК анода:
«индекс «5» - вся верхняя часть КПК жидкая - «жирная»;
«индекс «4» - отдельные участки верхней части КПК жидкие - «жирные»,
поверхность легко поддается деформации;
«индекс «З» - вся верхняя часть КПК нормальная - «сухая», поверхность
поддается деформации, «дышит»;
«индекс «2» - вся верхняя часть КПК или отдельные участки твердые -
близкие к «пересушенным», поверхность с трудом поддается деформации, возможно
выделение газов;
«индекс «1» - вся верхняя часть КПК твердая - «пересушенная», поверхность
не поддается деформации, наблюдается выделение газов. Индексы могут быть
записаны с добавлением десятых долей. Например, «3,5» это означает, что
поверхность анода более пластичная, текучая, «жирная» по отношению к индексу
«З».
Дополнительной оценкой состояния КПК анода является проба анодной массы
отобранная с глубины 20 - 25 см в центральной зоне анода между рядами штырей.
Проба скатывается в шар диаметром от 40 до 60 мм, затем разламывается на две
половины. По характеру разлома анодной массы и распределению пека и частиц
кокса оценивают состояние КПК анода. При этом обращают внимание на хрупкость,
вязкость, пластичность, блеск и насыщение пробы пеком на поверхности шара и
изломе. С каждого анода отбирают от одной до трех проб.
Для характеристики пробы используют четыре степени оценки:
«хорошо» - проба скатывается в шар легко, на поверхности шара и в разломе
имеется блеск (наличие пека), его насыщенность. При восстановлении шара и его
выдержке на весу, за одну из половин, он не разламывается;
«удовлетворительно» - проба скатывается в шар, на поверхности шара и в
разломе имеется незначительный блеск. Восстановление шара происходит с трудом,
при выдержке на весу, за одну из половин, он разламывается;
«неудовлетворительно - сухая» - проба рыхлая, не скатывается в шар, на
поверхности пробы отсутствует блеск (недостаток пека);
«неудовлетворительно - жирная» - проба очень легко скатывается в шар, на
поверхности шара и в разломе имеется значительный блеск (избыток пека).
. Обдувка поверхности анода и очистка элементов конструкции анодного
узла.
Перед загрузкой анодной массы удаляют пыль (глинозем) с поверхности анода
(особенно из углов и торцов) и элементов конструкции анодного узла.Загрузка
анодной массы на запыленную поверхность ведет к «осыпанию» анода. Основные и
вспомогательные домкраты, площадки анодного кожуха, контрфорсы очищают по
необходимости, но не реже одного раза в месяц. Для обдувки анодов используют
сжатый воздух или вентиляторы (поворотный аэратор).
. Загрузка анодной массы.
Анодную массу равномерно распределяют по всей поверхности анода, особое
внимание уделяют загрузке массы в углы, торцы, по периферии анода и в зазор
между штырем и контрфорсом. Величина осадки брикетов анодной массы по мере их
размягчения на поверхности анода составляет приблизительно 50 % от
первоначальной высоты загрузки. График загрузки анодной массы координируется с
графиком перестановки штырей. Загрузка массы производится не менее чем за 16
часов до перестановки штырей, чтобы исключить попадание брикетов в лунку при
перестановке. Вид анодной массы подбирают в зависимости от состояния КПК анода.
Оптимальное состояние КПК анода соответствует критериям индекса «З». В период
перехода, с анодной массы на среднетемпературном пеке на анодную массу на
высокотемпературном пеке, загрузка анодной массы на ВТП производится на анод с
индексом КПК не ниже «4» баллов.
. Перестановка штырей.
Перестановке подлежат штыри нижнего горизонта с минимальным расстоянием
(расстояние от подошвы анода до нижнего торца штыря) от 22 до 24 см (при
использовании анодной массы на СТП от 23 до 24 см).
Для расчета минимального расстояния штырей необходимо определить скорость
сгорания анода.
Для определения скорости сгорания выбирают «контрольный» штырь (или
несколько штырей) с верхнего горизонта. Измеряют минимальное расстояние
«контрольного» штыря (штырей) и сравнивают с минимальным расстоянием схемы
расстановки. «Контрольным» штырем (штырями) может быть любой штырь (штыри
одного горизонта) минимальное расстояние которого соответствует минимальному расстоянию
схемы. Для расчета скорости сгорания анода используют формулу:
г.a = (Мин.пред - Мин.тек.) / С,
где Vcг.a - скорость сгорания анода, см/сут.
Мин.пред - минимальное расстояние «контрольного» штыря, первоначальное.
Мин.тек - минимальное расстояние «контрольного» штыря, повторное (после
перестановки штырей шести (для 12 горизонтной схемы) или девяти (для 18
горизонтной схемы) горизонтов.
С - количество суток между измерениями минимального расстояния
(первоначального и повторного).
При перестановке штырей состояние коксо-пековой композиции должно
соответствовать 3,0...3,5 баллам. Холодный штырь устанавливают на заданный
горизонт через 7...12 минут после загрузки ПАМ. При установке штыря на заданный
горизонт, штырь медленно опускают в лунку и при погружении штыря на 15 - 20 см
выдерживают паузу в течение 10-15 секунд для исключения выбросов расплавленной
массы и газов из лунки. При установке штыря в лунку жидкая анодная масса должна
выдавиться на поверхность анода шириной не более 50 мм, вокруг штыря.
Предварительно до перестановки необходимо обеспечить состояние
поверхности анода, вокруг «заряженного» штыря, с индексом «З» балла, путем
загрузки «сухой» анодной массы [18].
При несоблюдении вышеуказанных требований возможны технологические
нарушения. Некоторые из них описаны в следующем подразделе.
Возможные отклонения на аноде. Причины и порядок их устранения.
|
Таблица 2.7. Возможные
технологические отклонения на аноде и способы их устранения
|
|
Вид отклонения
|
Причина отклонения
|
Способы устранения
|
|
1.Горячий участок на
поверхности анода;
|
Неровность на подошве анода
(конус), скопление кусков, пены под анодом, образование осадка на подине;
|
Устранить неровность на
по-дошве анода, расчистить МПР, подтянуть осадок;
|
|
2.Холодная зона на
поверхности анода;
|
Пустоты в теле анода;
|
Подпрессовать поверхность
анода в холодной зоне, подгрузить «нормальной» массой;
|
|
3.Интенсивное газовыделение
вокруг штырей, из под контрфорсов;
|
Нарушения при перестановке
штырей, повышенная температура поверхности анода, состояние КПК ниже 3,0
баллов;
|
Перекопать анодную массу в
месте газовыделений, уплотнить, подгрузить «нормальной» массой;
|
|
4.Интенсивное газовыделение
вдоль боковой стенки анодного кожуха;
|
Пустота в теле анода,
«шейка», нарушения при прорезке;
|
Подпрессовать поверхность
анода в зоне повышенного газовыделения. Загрузить «нормальную» анодную массу
или смесь «нормальной» с «подштыревой». Запустить анодную массу в район
«шейки»;
|
|
5.Пригорание анода к
анодному кожуху в районе пояска ГСК;
|
Отсутствие пековой
прослойки между кожухом и анодом. Высокая температура стенок анодного кожуха
в результате высокой теплоизоляции нижней части анодного кожуха. Подсос
воздуха. Несвоевременный подъем анодного кожуха. Неровность на подошве анода
(«козырьки»);
|
Обеспечить состояние
поверхности с индексом 3,0 -3,5 балла. Уменьшить теплоизоляцию в нижней части
анодного кожуха. Устранить подсос воздуха. Не нарушать регламент подъема
анодного кожуха. Удалить неровность на подошве анода;
|
|
б.Прилипание анодной массы
к верхней кромке анодного кожуха.
|
Резкий перепад температуры
окружающего воздуха.
|
Прорезать и подпрессовать
периферию анода по всему периметру.
|
3. Проект цеха производительностью 140 тыс. т/год
Электролизный цех представляет собой административно и территориально
обособленное подразделение завода.
В состав электролизного цеха, кроме корпусов электролиза, входят приёмные
склады глинозёма, подразделения по обслуживанию электротехнического и
механического оборудования, объекты энергетики, газоотчистки, различные
инженерные сети и коммуникации.
Электролизёры включены в цепь последовательно, образуя серии.
Электролизные серии размещаю в четырёх двухэтажных корпусах, которые располагаю
на промышленной площадке с подветренной стороны для эффективной работы
аэрационных фонарей.
Расстояние между корпусами 40 м. Расположение электролизёров в корпусе
двухрядное продольное, это обеспечивает лучшую аэрацию и освещённость. Ширину
корпуса принимаю 27 м, длину 600 м, что соответствует требованиям
электробезопасности и обеспечивает удобство обслуживания.
Число электролизёров в серии зависит от напряжения источников постоянного
тока. Для преобразования переменного тока в постоянный необходимо использовать
полупроводниковые выпрямители с напряжением 850 В. Таким образом, если
напряжение выпрямительных агрегатов 850 В, то рабочее напряжение серии будет
800 В.
При расчёте количества действующих электролизёров N учитываем рабочее напряжение серии Uc, резерв напряжения на КПП для
поддержания силы тока серии при одновременном возникновении нескольких анодных
эффектов Uа.э (принимается до 40 В) и резерв
для компенсации возможных колебаний напряжения во внешней сети (принимается
равным 5% от номинального напряжения выпрямительных агрегатов, т. е. 40 В).
Тогда
 шт.
шт.
Число
установленных электролизёров Nу зависит от срока их службы Тмр и продолжительности
ремонта Тр :
 шт.
шт.
Годовая
производительность серии определяется по формуле:
с=
365 · 24 · 0,336 · N · I · η ·10-3,
где
365 - число суток в году; 24 - число часов в сутках; I - сила тока,
кА; η
- выход по току; N - число
действующих электролизёров, шт.
Таким
образом, годовая производительность серии, состоящей из 172 электролизёров, при
силе тока 167 кА и выходе по току 88,5% составит 70 тыс. т.
.1 Конструктивный расчёт электролизёра
Конструктивный расчет электролизёра служит для определения основных
размеров его элементов и узлов.
Основные параметры для расчета электролизера принимаю следующие: сила тока
I=167 кА (по заданию), анодная
плотность тока ia= 0,7 А/см2,
выход по току η = 88,5 % .
Анодное устройство электролизера предназначено для подвода электрического
тока в зону непосредственного протекания процесса электролиза. Анодное
устройство состоит из несущей рамы с токоподводящей алюминиевой шиной,
вертикально установленных штырей, анодного кожуха, угольного тела анода и
механизма передвижения анода и анодного кожуха.
Площадь анода определяем по формуле:
а = I/i а,
где Sа - площадь сечения анода, см.
I -
сила тока, А.
ia -
анодная плотность тока, А/см2.
Sa =
167 000 / 0,7 =238571,43см2
Выбираем анод прямоугольного сечения с шириной Ва = 270 см, тогда длина
анода будет равна:
La =
238571,43 / 270= 883,6см
Высоту конуса спекания и высоту уровня жидкой анодной массы принимаем hк=120см, hж =30 см. Высота анода:
На = hк + hж= 120+30=150 см
3.1.1 Внутренние размеры катодного кожуха
Внутренние размеры шахты получаем, исходя из определенных ранее размеров
анода и расстояния до стенок боковой футеровки.
Выбираем оптимальное расстояние от продольной стороны анода до боковой
футеровки с=60 см, а от торцевой стороны анода до боковой футеровки d=55 см, тогда внутренние размеры
шахты составят:
ширина: Вш = Ва + 2c =
270 + 2·60 = 390 см,
длина: Lш = La + 2d =
883,6+2·55 = 993,6см.
Глубина шахты Нш = hм +hэ+ hг. hм=45
см, hэ=15 см, hг=10 см.
Нш = 45+15+10=70 см.
3.1.2 Конструкция подины
Основные размеры подины определяются найденными геометрическими размерами
шахты ванны и стандартными размерами выпускаемых промышленностью прошивных
угольных блоков и блюмсов.
Подина сборно-блочная. Блоки высотой hб=40 см, шириной вб=55,5 см, длиной lб=150 см. Число блоков определяется из длины шахты:
б = 2 LШ / (вб+5) = 2· 993,6) (55,5 +
5) = 32 шт,
nбґ =
0,5· nб = 0,5·36 = 16 см.
где nбґ- число подовых секций в ряду,
Периферийный шов по продольной стороне ванны принимаем 15 см.
Расстояние между катодными блоками и боковыми блоками в торцах шахты
электролизера, см:
тор = Lш- ( вб· nбґ +(nбґ + l) · 5))/2=(993,6-(55,5·
16+(16+1)· 5)) /2=10,3 см
Внутренние размеры катодного кожуха определяются геометрическими
размерами шахты ванны и толщиной теплоизоляционного материала. Боковую
футеровку электролизера выполняем из угольных блоков толщиной 20 см и теплоизоляционного
слоя из шамотной крупки hтеп
(или из наиболее часто встречающихся в практике материалов). При этом длина
катодного кожуха составит:
кож = Lш+2(20+ hтеп) =993,6 + 2 (20 + 6) =1045,6 см
Ширина катодного кожуха:
Вкож = Вш + 2 ( 20 + hтеп)
= 390 +2(20+6) = 442 см.
Подина шахты ванны набирается из катодных блоков высотой 40 см, угольной
подушки 3 см, теплоизоляционного слоя и 5 рядов кирпичей по 6,5 см каждый и
шамотной засыпки толщиной 5 см. Тогда высота катодного кожуха составит: Нкож=
60 +40 +3+5·6,5+5= 137см. [4]
.2 Материальный баланс электролизёра
В электролизер загружается глинозем, анодная масса и фторсоли. В процессе
электролиза образуется алюминий и анодные газы (СО и СО2). Кроме того, в
результате испарения электролита и пылеуноса вентиляционными газами из процесса
постоянно выбывает некоторое количество фтористых солей и глинозема.
сухой
анодный электролитический алюминий
3.2.1 Приход материалов
Приход материалов в электролизер рассчитывается по расходу сырья на 1 кг
алюминия по производительности электролизера за 1 час. Расход сырья зависит от
типа электролизеров, условий вентиляции, применяемых средств механизации и
автоматизации и ряда других факторов. Обычно расход сырья определяют на
основании накопленного опыта эксплуатации электролизеров. Для своего проекта я
буду использовать данные по расходу сырья, основываясь на опыте эксплуатации
электролизеров в ОАО "КРАЗ". Данные по расходу сырья (кг/кг А1)
приведены в таблице 3.1.
Производительность электролизера (кг/ч) рассчитывается по формуле:
= Iqη /1000=167000 · 0,336 ·0,885/ 1000==49,66
кг/ч.
Удельный расход сырья составляет:
рг=1,9 кг/кг Al (расход
глинозёма)
ра=0,6 кг/кг Al (расход анода)
рф=0,03 кг/кг Al (расход
фторсолей)
Зная производительность электролизера и удельный расход сырья, рассчитаем
приход материалов в ванну.
Рг =
Pal · рг = 49,66·1,9 = 94,354 кг/кг Al,
Ра =
Pal · ра = 49,66·0,6 = 29,8 кг/кг Al,ф = Pal · рф =
49,66·0,03 = 1,4 кг/кг Al.
3.2.2 Расход материалов
Расход материалов включает:
. Количество полученного в результате электролиза алюминия определяется
производительностью электролизера 49,66 кг/ч.
. Количество анодных газов рассчитывается по суммарной реакции:
Аl2О3+хС=2Аl+(3-х)СО2+(2х-3)СО,
(где х - число молей углерода, участвующее в суммарной реакции), и из
состава анодных газов.
Количество СО и СО2 определяется из уравнения:
Mco=( /(2-) ·Ра1/18
= 0,17/1,83 · 49,66/18=0,26 кмоль,
/(2-) ·Ра1/18
= 0,17/1,83 · 49,66/18=0,26 кмоль,
 =(
=( /l+) · (Pal/18)=(0,83/l,83) ·
(49,66/18)=1,25 кмоль,
/l+) · (Pal/18)=(0,83/l,83) ·
(49,66/18)=1,25 кмоль,
где
 и -мольные
доли СО и СО2 в анодных газах соответственно (зависит от типа электролизера и
выхода по току). Принимаем содержание в отходящих газах Мco=0,17,
==0,83.
и -мольные
доли СО и СО2 в анодных газах соответственно (зависит от типа электролизера и
выхода по току). Принимаем содержание в отходящих газах Мco=0,17,
==0,83.
Весовые
количества СО и СО2 определяется выражением:
Рсо
= Мсо· 28 = 0,26 · 28 = 7,28 кг
 = · 44 =1,25· 44 = 55 кг,
= · 44 =1,25· 44 = 55 кг,
где
28 и 44-молекулярный вес СО и СО2 соответственно.
.
Количество израсходованного с газами углерода рассчитывается по уравнению:
Рс
= (Мсо+)·12 = (0,26+1,25) ·12 =18,12 кг
Потери
углерода определяются как разность между приходом анодной массы и количеством
израсходованного с газами углерода Рс.
ΔРс = Ра - Рс = 29,8 - 18,12 = 11,68 кг.
.
Потери глинозема в виде пыли и механические потери определяются как разность
между приходом глинозема в электролизер и теоретическим расходом глинозема.
ΔРг = Рг - Рг(теор) = 94,354 - 93,86 = 0,4 кг
Теоретический
расход глинозема определяется из уравнения:
Аl2О3
= 2Al+1,5О2
Рг(теор
)= 1/89·РAl = 93,86 кг
Потери
фторсолей в виде возгонов и газов, удаляемых системами вентиляции, при
пропитывании подины и теряемые с угольной пеной, принимаем равными приходу
фторсолей [4].
Таблица
3.1 Материальный баланс
|
Приход
|
кг/ч
|
%
|
Расход
|
кг/ч
|
%
|
|
Глинозём
|
94,354
|
75,124
|
Алюминий
|
49,66
|
39,595
|
|
Фторсоли
|
1,49
|
1,183
|
Потери глинозёма
|
0,4
|
0,319
|
|
Анод
|
29,8
|
23,73
|
Газы: СО СО2
|
7,28 55
|
5,804 43,853
|
|
|
|
Потери фторсолей
|
1,4
|
1,116
|
|
|
|
Расход анода
|
11,68
|
9,313
|
|
Итого
|
126
|
100
|
Итого
|
125,42
|
100
|
Невязка баланса 0,5%.
3.3 Расчёт ошиновки электролизера
Расчет ошиновки состоит в определении сечения и длины токопроводящих
проводников электролизера. Экономическую плотность тока для элементов
токоподвода (алюминиевых шин) приняли равной 0,4 А/мм, что соответствует уровню
экономической плотности тока для Восточной Сибири, сечение алюминиевой шины Sш приняли равной 430х60 мм.
Экономическую плотность тока алюминиевых спусков приняли равной 0,7 А/мм2.
Исходя из этих условий сечение шинопровода для электролизера равно:
ш = I/dэк = l67000
/ 0,4 = 417500 мм2
Число шин в шинопроводе:
=Sш/S1ш = 417500 / 430·60 = 16 шт
Число штырей определяется из условий оптимальной средней токовой нагрузки
на штырь, около 2000А. Тогда число штырей составит:
К=I/2400=167000/2400=72 шт,
так как штыри в аноде располагаются в 4 ряда, то число штырей принимаем
кратным 4, то есть 72.
Стальные катодные стержни (блюмсы) соединяются с алюминиевыми шинами при
помощи гибких пакетов из алюминиевых лент, приваренных к катодным стержням и
шинам. Сечение пакета из алюминиевых лент (спусков) находится:
п = I/dэк · nб=167000/0,7·32=7455,4 мм2,
где nб - число блоков, шт.
Число лент в пакете составит:
л= Sn/S1n= 7455,4 /
200·1,5 = 24 шт
Длину элементов ошиновки выбираем исходя из геометрических размеров
электролизера. Принимаем среднюю длину пакетов алюминиевых лент 700 мм, а длину
стояков-3000 мм.
3.4 Электрический баланс электролизера
Для производства алюминия требуются большие затраты электрической
энергии. И вопрос о снижении ее расхода является одним из важнейших в
алюминиевой промышленности. Поэтому необходимо знать, на каких участках
электролизера происходит потеря электроэнергии и от каких причин зависит.
Расчет электрического баланса состоит в определении падений напряжения в
конструктивных элементах электролизера, в электролите и напряжении поляризации.
Рассчитанные или принятые по практическим данным падение напряжения в отдельных
элементах электролизера сводятся в таблицу, которая называется электрическим
балансом электролизера.
В практике электролиза различают три вида напряжений:
.Среднее напряжение Ucp
-включает в себя все виды падений напряжения, в том числе среднее повышение
напряжения от анодных эффектов и падение напряжения в обще серийной ошиновке.
. Рабочее напряжение Up
-это фактическое напряжение, определяемое показанием вольтметра на ванне, то
есть среднее без учета падения напряжения в обще- серийной ошиновке и среднего
повышения напряжения от анодных эффектов.
. Греющее напряжение Urp
-учитывающее падение напряжения во всех элементах электролизера, то есть
находящихся внутри того объема, с поверхности которого рассчитываются потери
тепла в окружающее пространство. Греющее напряжение обязательно включает в себя
напряжение поляризации.
Вводим следующие обозначения:
Е - напряжение поляризации, В; ΔUэл - падение напряжения в
электролите, В; ΔUa - падение напряжения в аноде, В; ΔUк - падение напряжения в катоде, В; ΔUош- падение напряжения в ошиновке, В;
ΔUаэ - падение напряжения от анодных
эффектов, В; ΔUc -
падение напряжения в общесерийной ошиновке, В.
ср = E+ΔUэл+ΔUa+ΔUk+ΔUош+ΔUаэ+ΔUc; = E+ ΔUэл+ΔUa+ΔUk+
ΔUош ;
Uгр = E+
ΔUэл+ΔUa+ΔUk+
ΔUаэ.
3.4.1 Напряжение поляризации
Напряжение поляризации или ЭДС поляризации представляет собой
термодинамическую величину напряжения разложения для реакции разложения
глинозема с образованием СО2, плюс анодные и катодные перенапряжения, минус
деполяризация, вызванная растворением алюминия в электролите в виде субфторидов
алюминия и натрия. По заводским данным принимаю Е=1,6В.
3.4.2 Падение напряжения в аноде
Падение напряжения в теле анода определяется по уравнению М. А. Коробова.
ΔUa=[26000 - (16000 - 10,9 · Sа/K - 805lср - Sа · lср
/(6,85 · К)) · ia ]/ρ
где Sa - площадь сечения анода, см2;
К - количество токоподводящих штырей, шт;
ia -
анодная плотность тока, А/см2;
ρ - удельное сопротивление анода в
интервале температур 750-950 С, Ом·см. Принимаем ρ=7,65·10-3
Ом·см.
lср -
среднее расстояние от подошвы анода до концов токоподводящих штырей,
=lmin + ((nг-l) ·Δl))/2 = 23+((4-1) ·
11)/2=39,5 см,
где lmin - минимальное расстояние от конца
штыря до подошвы анода, см.
Принято 23 см;
nг -
число горизонтов. Принято 4;
Δl - шаг между горизонтами, см. Принято 11 см.
ΔUa=[26·103 -(16·103 -10,9·238571,43/72-805·39,5 -238571,43·39,5 /(6,85·72)·0,7 ]/7,65·10-3=0,579 B.
.4.3 Падение напряжения в электролите
Определение падения напряжения в электролите определяется по формуле Г.
В. Форсблома и В. П. Машовца:
ΔUэл = Iρl / (Sa+2(A+B)(2,5+l))
где I - сила тока. А;
ρ - удельное электросопротивление
электролита, принимаем равным 0,5 Ом·см;- межполюсное расстояние. По
практическим данным принимаем равным 6,0 см;
Sa -
площадь сечения анода, см2, по данным конструктивного расчета;
(L+В) - периметр анода, см
ΔUэл=(167000·0,5·6)/(238571,43+2(883,6+270)(2,5+6))=1,49
В.
.4.4 Падение напряжения в катодном устройстве
Для расчета падения напряжения в катоде использовано уравнение Коробова,
полученное при обработке результатов моделирования.
ΔUк = [Lпр· ρ · 103 + (0,0383 · A2 + 2,87 ·
а · а1/3) · В/S] ·
ia·1000, B,
где ρ- удельное электросопротивление угольного блока, 0,005 ·
10 3 Ом·см;
А - половина ширины шахты, по данным расчета, 195 см;
В - ширина блоков с учетом шва, 60 см;
а - ширина настыли, 65 см;
S -
сечение катодного стержня с учетом чугунной заливки, 13·26=338 см2;
ia -
анодная плотность тока, 0,65 А/см2.
Приведенную длину пути тока по блоку определяем по уравнению:
пр= 2,5+0,92·Hбл-1,1·hст+132/Bст
где Нбл - высота катодного блока, см;
hст и
Вст - высота и ширина катодного стержня с учетом чугунной заливки,см.
lпр=2,5+0,92
· 40-1,1·13+132/26 =30см
Тогда
ΔUк = [30· 0,005·103+(0,0383·1952+2,87· 65· 651/3)· 60/338]·
0,7=0,379 B
3.4.5 Падение напряжения в ошиновке
Падение напряжения в ошиновке складывается из следующих величин: катодные
шины на участке блюмсов; анодные шины на участке подключения штырей; от
ошиновки крайнего катодного блюмса предыдущей ванны до ближайшего стояка
последующей ванны; падение напряжения в обводной шине; анодные шины от стояка
до крайнего штыря; падение напряжения в стояках; катодные шины, падение
напряжения в контактах ошиновки.
ΔUош= IρL/2Smax=167000·3,332·10-6 · 700/2·7714,29
= 0,024 В,
где ρ - удельное сопротивление ошиновки при 50 C;
Падение напряжения в контактах приведены в таблице 3.2
Таблица 3.2. Падение напряжения в контактах
|
Участок
|
Величина, В
|
|
Катодный стержень - спуск
|
0,006
|
|
Катодный спуск - катодная
шина
|
0,005
|
|
Катодная шина - анодный
стояк
|
0,003
|
|
Анодный стояк - гибкий
пакет
|
0,002
|
|
Гибкий пакет - анодная шина
|
0,003
|
|
Анодная шина - анодный
штырь
|
0,002
|
|
Итого
|
0,021
|
ΔUош= ΔUош экв+ ΔUконт =0,024+0,21=0,234 В.
3.4.6 Падение напряжения от анодных эффектов
Величину падения напряжения от анодных эффектов определяем оп формуле:
ΔUаэ =( Uаэ-Uр) · к · n · 1000/1440
где Uаэ - напряжение самого анодного
эффекта, 40 В;
n -
длительность анодного эффекта, 2 мин.;
к - частота анодного эффекта, 1,2 в сутки 1440 минут в сутках.
ΔUаэ =(40 - 4,282) · 1,2 · 2 · 103/ 1440=0,059 В
3.4.7 Падение напряжения в общесерийной ошиновке
Падение напряжения в общесерийной ошиновке принимаем на основании замеров
на промышленных электролизерах ΔUc=0,04B.
Электрический баланс электролизёра.
Электрический баланс рассчитываемого электролизера приведен в таблице
3.3.
Таблица 3.3 Электрический баланс
|
Наименование участков
|
Падение напряжения, В
|
|
Напряжение разложения
|
1,6
|
|
Анод
|
0,579
|
|
Электролит
|
1,49
|
|
Катод
|
0,379
|
|
Ошиновка
|
0,234
|
|
Общесерийная ошиновка
|
0,04
|
|
Повышение напряжения от
анодных эффектов
|
0,059
|
|
Среднее напряжение
|
4,381
|
|
Рабочее напряжение
|
4,282
|
|
Греющее напряжение
|
4,107
|
3.5 Энергетический баланс
Энергетические балансы отражают как по существу, так и по форме не только
тепловые, но и электрохимические и прочие процессы, происходящие в
электролизере. Таким образом, энергетический баланс понимается как сочетание
электрического и теплового балансов.
Запишем уравнение энергетического баланса:
·
Uгр= Eг° · I · η + Qc,
где Urp - греющее напряжение. В;
Ег° = 2,21 В - напряжение разложения глинозема при 950 °С;
η - выход по току, доли единицы;
Qc -
потери тепла в окружающее пространство, Вт.
·4,107 = 2,21 · 0,885·167000 + 1345128,42· 103/3600
= 700273
Невязка баланса составила 2,06%.
Рассчитаем среднее сечение электролита:
=( Sа · Sк )0.5 =(238571,43 ·((993,6+2·30)·(390+2·30)))0.5=336320,5
см2,
где Sa и Sk - площадь анода и катода с учетом настыли, см2.
Рассчитываем греющее удельное сопротивление электролизера:
гр=(Rгр+Rаэ)·Sср=(ΔUа+ΔUк+ΔUаэ )/I·Sср
где Rrp - сопротивление греющих
конструктивных элементов электролизера (анода и катода). Ом;
Rаэ -
повышение общего греющего сопротивления электролизера за счет анодных эффектов.
Ом.
rгр=(0,579+0,379+0,059
)/167000·336320,5=1,93 Ом ·см2
Удельные потери тепла составят:
C=Q/Scp=373646,7833/336320,5=1,111 Вт/м2.
Вычислим плотность тока, отнесенную к среднему сечению электролита:
Icp=E-Eo·η/2·(ρl+rгр)+((E-Eo·η/2(pl+
rгр)2)+C/ρl+
rгр, А/см2,
где ρ - удельное сопротивление электролита. Ом х см;
- межполюсное расстояние, см;
Е - ЭДС поляризации. В;
η - выход алюминия по току, доли
единицы.=1,6-2,21·0,885/2· (0,5·6+1,93)+[(1,6-,21·0,885/2(0,5·6+1,93))2+1,11/0,5·6+1,93]0,5=
0,338 А/см2.
3.5.1 Статьи прихода энергии
От прохождения электрического тока приход энергии определяется по
уравнению:
эл=3,6 •I•Uгp,
где 3,6 - тепловой эквивалент ватт·часа, кДж/ч.
Подставляем в уравнение значение силы тока и греющего напряжения из
электрического баланса:эл =3,6•167000•4,107 = 244027 кДж/ч
От сгорания угольного анода приход энергии определяется:
Qан= · +
+  ·
· ,
,
где
, -
соответственно число килограммов в час СО2 и СО,
, - соответственно тепловые эффекты реакций образования
СО2 и СО из углерода и кислорода, кДж/кг.
T - температура
окружающей среды, К.
=51,92
кг, =6,64 кг.
Энтальпии
реакций образования двуокиси и окиси углерода, при 25°С (298К) находим в
справочнике: =94050 кДж/кг, =26400кДж/кг.[23]
Подставляя
найденные значения в уравнение, определяем приход энергии от сгорания угольного
анода:
Qан = 51,92 ·
94050 + 6,64· 26400 = 490418 кДж/ч
Всего
приход энергии составляет: Qnp = Qэл +Qан
Qnp = 1482048 +
490418 = 1972466 кДж/ч.
3.5.2 Статьи расхода энергии
На разложение глинозема расходуется:
Qразл= ·
· 
где
РAl - производительность электролизера кг/ч по алюминию,
 - тепловой
эффект реакции образования окиси алюминия при 298К, кДж/кг.
- тепловой
эффект реакции образования окиси алюминия при 298К, кДж/кг.
Qразл =90,89 ·
3092 = 281031 кДж/кг
Потери
энергии с выливаемым из ванны алюминием рассчитываются исходя из условия, что
количество вылитого алюминия соответствует количеству наработанного в то же
время металла.
Qмет = 90,89 ·1393,3
= 126637 кДж/ч
Унос
энергии с газами при колокольной системе газоотсоса рассчитываем, принимая, что
разбавление газов за счет подсоса воздуха в систему отсутствует. В этом случае
расчет ведем на основные компоненты анодных газов - окись и двуокись углерода.
Температуру отходящих газов принимаем по данным практики - 550° С. Энтальпию
составляющих отходящего газа находим в справочнике и определяем потери энергии
с газами.
Qгаз =51,92 ·
602,5+6,64 · 627,6= 35449,1 кДж/ч
Потери
энергии с поверхностей электролизера.
Процесс
передачи энергии от конструктивных элементов электролизера в пространство
довольно сложен из-за конфигурации теплоотдающих поверхностей, различных
условий движения газов, омывающих поверхности и параметров лучистого обмена. В
балансах, снятых с действующих электролизеров, все расчеты ведут на основании
измеренных температур поверхностей ванны и среды в корпусе. Потери энергии
рассчитываем конвекцией и излучением.
к= αк·(tп-tв) ·F·τ,
где αк - коэффициент теплоотдачи конвекцией от стенки к
воздуху и наобо-
рот,Bт/(м2К);
tв - температура
поверхности стенки и воздуха соответственно, °C;
F - площадь
теплообмена, м2;
τ - время теплообмена, с.
αк =A·ΔТl/3,
где
ΔT - разность температур стенки и среды, °С;
А
- коэффициент, зависящий от свойств среды и определяющей температуры, под
которой понимают
tn=0,5·(tn-tв);
Потери
энергии излучением рассчитываем по уравнению:
изл=С0·ε·φ·[(Тс/100)4 - (Тв /100)4]
где
ε - степень черноты тела, доли единицы;
Со
- коэффициент излучения абсолютно черного тела равного 5,67 Вт/м2К4;
φ - угловой коэффициент взаимного облучения данной поверхности соседними
поверхностями, доли единиц;- поверхность теплообмена, м2;
Тс,
Тв - температура стенки и среды соответственно, К.
τ - время теплообмена, с.
В
табл. 3.4. приведен расчёт энергопотерь с поверхностей электролизера при
температуре воздуха 10 °С [4].
Таблица
3.4. Расчёт энергопотерь с поверхностей электролизера
|
Поверхность
|
tn,,°С
|
αк, Вт/м2К
|
ε
|
F,м2
|
Qк, кДж
|
φ
|
Qл, кДж
|
|
Штыри
|
70
|
20,79
|
0,8
|
23,8
|
29,685
|
0,55
|
16,139
|
|
Поверхность ан.массы
|
146
|
24,18
|
0,8
|
23,7
|
79065
|
-
|
-
|
|
Открытая поверхность
электролизёра
|
962
|
28,82
|
0,8
|
0,01
|
275,77
|
1
|
3870,3
|
|
Обортовочный лист
|
150
|
24,77
|
0,8
|
7,7
|
26700
|
0,56
|
18325,4
|
|
Блюмсы
|
186
|
26,73
|
0,8
|
6
|
28288,4
|
0,71
|
26852,62
|
|
Глинозёмная засыпка
|
210
|
27,9
|
0,8
|
22
|
122738,55
|
-
|
0
|
|
Анодный кожух
|
|
Площадка
|
24
|
14,63
|
0,75
|
10
|
2048,
|
1
|
2127
|
|
Борт площадка
|
24
|
14,63
|
0,8
|
5.4
|
1 105,99
|
0,62
|
759,64
|
|
Скос
|
40
|
18,86
|
0,75
|
8,4
|
4 752,95
|
0,85
|
3537.86
|
|
Боковая поверхность
продольных сторон нижняя
|
160
|
25,34
|
0,8
|
19768,63
|
0,71
|
17612,79
|
|
Боковая поверхность
продольных сторон верхняя
|
50
|
18,16
|
0,8
|
5,2
|
3777,27
|
0,71
|
2739,8
|
|
Рёбра жёсткости продольных
сторон
|
92
|
23,07
|
0,8
|
1,7
|
32158,46
|
0,44
|
14074,3
|
|
Боковая поверхность
торцевых сторон верхняя
|
50
|
18,16
|
0,8
|
1,7
|
1234,88
|
1
|
1261,59
|
|
Рёбра жёсткости торцевых
сторон
|
60
|
19,56
|
0,8
|
4,3
|
4205,87
|
0,44
|
1847,49
|
|
Контрфорсы анодного кожуха
|
45
|
19,86
|
0,8
|
3,2
|
2223,8
|
0,5
|
1012,48
|
|
Углы
|
20
|
13,08
|
0,8
|
3,5
|
457,71
|
0,93
|
516,58
|
|
Рёбра охлаждения анодной
массы
|
120
|
25,44
|
0,8
|
7
|
19590,68
|
0,55
|
11146,22
|
|
Газосборный колокол
|
298
|
26,81
|
0,8
|
6,1
|
47102,7
|
0,59
|
59676,93
|
|
Катодный кожух
|
|
Верхняя зона продольных
сторон
|
220
|
28,35
|
0,8
|
9,8
|
58349,45
|
0,7
|
59965,75
|
|
Средняя зона продольных
сторон
|
194
|
27,13
|
0,8
|
9,5
|
47424,09
|
0,62
|
40232,84
|
|
Нижняя зона продольных сторон
|
102
|
23,97
|
0,8
|
7,1
|
15658,01
|
0,83
|
13070,62
|
|
Верхняя зона торцевых
сторон
|
220
|
28,35
|
0,8
|
5,4
|
32151,74
|
1
|
47203,36
|
|
Средняя зона торцевых
сторон
|
194
|
27,13
|
0,8
|
4,8
|
23961,65
|
1
|
32787,37
|
|
Нижняя зона торцевых сторон
|
102
|
23,97
|
0,8
|
3,4
|
7498,2
|
0,54
|
4072,23
|
|
Верхний пояс жёсткости
|
95
|
23,35
|
0,8
|
10
|
19845,09
|
0,83
|
16431,17
|
|
Средний пояс жёсткости
|
77
|
21,57
|
0,8
|
11,5
|
16617,23
|
0,83
|
13614,16
|
|
Нижний пояс жёсткости
|
48
|
17,85
|
0,8
|
7,4
|
5020,01
|
0,83
|
4285,72
|
|
Рёбра жёсткости
|
70
|
20,79
|
0,8
|
2,3
|
2868,74
|
0,52
|
1474,58
|
|
Днище катодного кожуха
|
110
|
24,65
|
0,8
|
43,9
|
108199,6
|
0,76
|
83650,49
|
|
Опорные двутавровые днища
|
65
|
20,19
|
0,8
|
36
|
39938,48
|
0,74
|
29353,47
|
|
Итого
|
|
|
|
810334,12
|
534794,3
|
|
Сумма потерь, кДж
|
1345128,42
|
Таблица 3.5. Энергетический баланс электролизера
|
Статьи прихода тепла
|
кДж/ч
|
%
|
Статьи расхода тепла
|
кДж/ч
|
%
|
|
От прохождения тока
|
1482048
|
75
|
На разложение глинозёма
|
281031
|
15,7
|
|
От сгорания угольного анода
|
490418
|
25
|
С вылитым алюминием С
отходящими газами
|
126637,03
|
7
|
|
|
|
С конструктивных элементов
|
1345128,42
|
75
|
|
Итого
|
1972466,1
|
100
|
Итого
|
1788245,8
|
99,65
|
Невязка баланса 0,4%.
3.5.3 Расчёт удельного расхода электроэнергии
Расчет удельного расхода электроэнергии ведется по формуле:
=Em0/q+C/icp·q· η + icp· rн /q · n)·103, кВт·ч/т,
где q - электрохимический эквивалент
алюминия, г/А·ч;
rн -
негреющее удельное сопротивление электролизера, Ом · см ;
С - удельные потери тепла, Вт/см2.
W=
 кВт·ч/т.
кВт·ч/т.
Вывод:
в данном разделе произведён расчет количества электролизёров серии, производительность
серии, основные конструктивные размеры электролизёра, приведены материальный,
энергетический и электрический балансы, найдено значение удельного расхода
электроэнергии. При данной плотности тока соблюдается энергетический баланс
электролизера. По результатам расчетов для электролизера типа С-8БМ на силу
тока 167 кА и с выходом по току 88,5% удельный расход электроэнергии получился
равным 14776 кВт·ч/т.
4. Строительная часть
.1 Исходные данные
Место строительства проектируемого электролизного цеха - г. Красноярск.
По капитальным и эксплуатационным качествам производственное здание
относится ко II классу. Категория пожарной опасности
- Г. Для технологического процесса характерны выделения вредных газов с
загрязнениями рабочей одежды, и по санитарным нормам цех относится к группе IIIа .
Грунт в районе строительства песчаный, сейсмичность 6 баллов. Расчетная
зимняя температура наружного воздуха - 42оС, необходимая температура воздуха
внутри цеха 18оС.
4.2 Архитектурно-конструктивное решение производственного здания и
санитарная техника
В проекте принято каркасное, однопролетное, двухэтажное здание со
светоаэрационным фонарем. Длина здания 600 м, ширина 27 м, высота 18 м, шаг
колонн 6 м. Размеры пролета и шаг колонн обусловлены габаритами оборудования,
шириной проходов и требованиями техники безопасности. Высоту здания определяет
высота оборудования и габариты мостовых кранов.
Здание решено в железобетонном каркасе, так как цех относится к разряду
электрометаллургических. Колонны приняты железобетонные, строительные и
подстропильные фермы железобетонные, подкровлевые балки металлические сплошные
двутаврового сечения.
Фундамент под колонны предусмотрен столбчатым железобетонным. Вокруг
здания устраивается откосина шириной 1,5м.
В качестве ограждающих элементов приняты: настил из железобетонных
ребристых плит размерами 6х3 м, обмазочная пароизоляция, выравнивающий слой из
цементо-бетона, рубероидная кровля. Для естественного освещения и вентиляции
предусмотрен фонарь шириной 12м. Водоотлив с кровли - внутренний.
Стеновые плиты выбрали плоские, керамзитобетонные с размерами 6 х 1,2 х
0,24 м.
Полы приняты бетонными с чугунными решетками.
Остекленение цеха ленточное в 2 яруса, ярус высотой 1,2 м. Оконные панели
и переплеты металлические. Размеры оконных панелей 6 х 1,2 м. Ворота в цехе
распашные размером 3 х 3м, лестницы для доступа на отдельные площадки
металлические.
Наружная отделка здания заключена в покрытии фасада слоем цветного
цемента, внутренняя - в грунтовке и покрытию эмалеметаллических элементов,
окрашиванию стен.
Центральное отопление в корпусе не предусмотрено, так как необходимое
тепло обеспечивается выделениями от электролизеров. Вентиляция естественная,
водопровод производственный и хозяйственно-бытовой, канализация
производственная и хозяйственно-бытовая, освещение комбинированное.
.3 Вспомогательные помещения и их расчет
Вспомогательные помещения собраны в трехэтажное здание. Оно расположено
рядом со вторым корпусом, для проектируемого четырехкорпусного цеха. Здание
решено в железобетонном каркасе на основе унифицированных типовых секций
административно-бытовых помещений. Сетка опор в секции 6 х 6м., число этажей 4,
высота этажа 3,3 м, длина здания 45.
Состав вспомогательных помещений: гардеробные, умывальные, уборные,
курительные, душевые, помещения для отдыха в рабочее время, обогревания и
охлаждения, помещения цеховых общественных организаций, буфет, комната для
раздачи молока, красный уголок, административно-конторские помещения.
В цехе работает 640 человек (таблица 8.8 ).
Из них работают в производственных корпусах 489 мужчин, женщины в
производственных корпусах не работают. В многочисленную смену работает 33
рабочих в одном корпусе, 177 мужчин в цехе. Остальные 16 человек, из которых 11
женщин и 5 мужчин, работают в административно-бытовых помещениях.
Расчет площади вспомогательных помещений выполняем в соответствии с
нормами отведения площадей для унифицированных типовых секций
административно-бытовых помещений и с нормативами СН и П для вспомогательных
помещений и предприятий общественного питания.
Расчет площади гардеробных. В цехе принят закрытый способ хранения
одежды: уличной и домашней в двойном шкафу, рабочей в одинарном. Количество
гардеробных равно числу работающих в цехе. Площадь мужской гардеробной для
работающих в корпусах: 536·1,34=718 м2
Площадь женской гардеробной : 11·1,34=15 м2
где 1,34 - площадь занимаемая двойным и одинарным шкафом, с учетом
проходов и дополнительных помещений в гардеробной.
Расчет площади душевых. По нормам СН и П для данного производства положен
один душ на три человека, исходя из количества работающих в многочисленную
смену. Количество душей для мужчин равно: 177/3=59 шт.
Количество душей для женщин равно: 11/3=4 шт.
Площадь мужской душевой 5·59=295 м2
Площадь женской душевой: 5·4=20 м2
где 5 - площадь занимаемая одним душем, с учетом проходов и преддушевых,
м2
Расчет площади умывальных. По нормам предусмотрен один умывальник на 10
человек, работающих в многочисленную смену. Количество умывальников для мужчин
составляет: 177/10=17,7= 18 шт.
Количество умывальников для женщин: 11/10=1 шт.
Площадь мужской умывальной: 1,6*18=29 м2
Площадь женской умывальной: 1,6*1=2 м2
где 1,6 - площадь занимаемая одним умывальником, с учетом проходов, м2.
Расчет площади уборных. По нормам положена одна напольная чаша на 15
человек, работающих в многочисленную смену. Количество напольных чаш для мужчин
равно: 177/15=12 шт.
для женщин: 11/15 = 1 шт. Площадь мужской уборной: 5,3·12=64,м2 где 5,3 -
площадь занимаемая одной напольной чашей с учетом прохода и умывальника в мужской
уборной, м2. Площадь женской уборной 4·1=4 м2где 4-площадь занимаемая одной
напольной чашей с учетом прохода и умывальника в женской уборной, м2.
Расчет площади курительной. Нормы отводят 0,03 м2 на мужчину, 0,01 м2 на
женщину, исходя из количества работающих в многочисленную смену, но не менее 9
м2. Площадь курительной: 0,03·177+0,01·11=5,5 м2
Расчет площади помещения для отдыха в рабочее время, обогревания и
охлаждения. Нормы отводят 0,4 м2 на человека, исходя из количества работающих в
многочисленную смену. Площадь помещения: 0,4· (177+11)=75 м2
Расчет площади буфета. По нормам при данном количестве работающих с
многочисленную смену предусмотрен буфет с горячими блюдами из расчета одно
место на четыре человека. Количество мест в буфете: (177+11)/14=13 мест.
Площадь буфета составит 42 м2
Расчет площади комнаты для раздачи молока. Нормы отводят 0,1 м2 на одного
работающего в многочисленную смену. Площадь комнаты: 0,1·(177+11)=18,8 м2.
Площадь помещений цеховых общественных организаций. Для данной численности
работающих принята следующим образом: для профсоюзной организации 26 м2.
Площадь красного уголка. При данном количестве человек работающих в
многочисленную смену принять 54 м2.
Площадь административно-конторских помещений. Принимается с зависимости
от состава служб и в зависимости от количества работающих в них из расчета 4 м2
на одно рабочее место: кабинет начальника цеха 28 м2, кабинет заместителей
начальника цеха по 20 м2, приемная 18 м2, кабинет механика 16 м2, кабинет
энергетика 16 м2, кабинет экономиста 12 м2, кабинет техники безопасности 12 м2,
службы контроля 12 м2, комната мастеров 40 м2, диспетчерская 24 м2.
Общая площадь вспомогательных помещений:
+15+295+20+29+2+64+4+5,5+75+42+18,8+26+54+28+20+18+32+3640+24= 1566,3 м2
Рассчитанная площадь административно-бытовых помещений располагается на
3-х этажах административно-бытового комплекса и часть по каждому корпусу.
5. Охрана труда и окружающей среды
.1 Охрана труда
Целью данного раздела является составление мероприятий по охране труда и
окружающей среды в проектируемом электролизном цехе по производству алюминия.
Алюминиевый
завод расположен в 10 км от г. Красноярска. Цех занимает площадь
(27·4+3·40)·600 м2 = 136800 м2, состоит из четырех электролизных (цехов)
корпусов, площадь каждого корпуса 600·27 м2. Корпуса двухэтажные, первый этаж
на  0,00 уровне, второй на отметке 4 м, общая высота
корпуса 18 м соединены между собой соединительным коридором, площадью 216·10
м2. Электролизный цех относится к категории вредных производств ширина
санитарно-гигиенической зоны равна 1000 м.
0,00 уровне, второй на отметке 4 м, общая высота
корпуса 18 м соединены между собой соединительным коридором, площадью 216·10
м2. Электролизный цех относится к категории вредных производств ширина
санитарно-гигиенической зоны равна 1000 м.
5.1.1 Анализ опасных и вредных производственных факторов
Производство алюминия связано с большим потреблением электроэнергии,
непрерывно движущимся транспортом, большим количеством действующих станков,
агрегатов, сосудов, работающих под давлением, с наличием агрессивных и
взрывчатых веществ.
Таблица 5.1. Анализ вредных производственных факторов электролизного цеха
|
Рабочее место и операция
|
Наименование оборудования
|
Наименование фактора
|
Ед. изм.
|
Величина фактора
|
Норматив
|
|
Рабочее место
электролизника
|
Электролизер
|
HF газ HF аэр. пыль-глинозём смолистые тепл. излучения
|
мг/м3 мг/м3 мг/м3 мг/м3
Вт/м2
|
1,8 2,3 3,52 0,24 1317,4
|
1 1 6 0,2 350
|
|
Рабочее место крановщика
|
Штыревой кран
|
HF газ HF аэр. пыль-глинозём смолистые тепл. излучения
|
мг/м3 мг/м3 мг/м3 мг/м3
Вт/м2
|
3,6 2,2 4,16 0,3
22,3
|
1 1 6 0,2 350
|
|
Рабочее место анодчика
|
Электролизер
|
HF газ HF аэр. пыль-глинозём смолистые тепл. излучения
|
мг/м3 мг/м3 мг/м3 мг/м3 Вт/м2
|
3,2 1,7 4,06 0,28 55,2
|
1 1 6 0,2 350
|
Наиболее опасными по травматизму считаются следующие факторы:
1. Электрический ток.
2. Расплавленный металл и электролит.
3. Движущийся транспорт.
Вредные факторы:
1. Тепловые выделения.
. Загазованность.
. Запыленность.
. Воздействие электромагнитных полей.
Сравнивая результаты с нормативами, очевидно, что практически на всех
рабочих местах имеет место их превышение, что диктует необходимость проведения
работ по доведению производства до безопасного уровня.
5.1.2 Мероприятия по охране труда
1) Для оповещения обслуживающего
персонала цеха установлена звуковая сигнализация, оповещающая об аварии,
приближающемся транспорте.
2) В целях уменьшения доли ручного труда
предлагается использовать автоматическую систему питания глиноземом (АПГ),
которая освобождает рабочих от необходимости обработки ванны в ручную.
3) Для уменьшения высокой загазованности
цеха используются следующие мероприятия:
а) каждый корпус имеет аэрационный фонарь, он в корпусе решетчатый, что
способствует обновлению воздуха в корпусе, бытовые и вспомогательные помещения
оборудованы устройствами местной приточно-вытяжной вентиляции.
Таблица 5.2. Количество воздуха, удаляемого местной вентиляцией.
|
Наименование оборудования
|
Кол-во
|
Устройство местной вентиляции
|
Количество удаляемого
воздуха
|
|
|
|
м3/ч
|
м3/ч
|
|
Бытовые отделения
|
1 1
|
Приточно-периодическая ПУ
ЦА-70 № 8 Вытяжная периодическая ВУ ЦЧ-70 № 8
|
10000 10000
|
2,8 2,8
|
|
Вспомогательные отделения
|
1 1
|
ПУ ЦЧ-70 № 8 ВУ ЦЧ-70 № 8
|
10000 10000
|
2,8 2,8
|
б) Замена существующих анодов содержащих 32% связующего пека, на «сухой
анод» с содержанием пека до 26%, в связи с тем, что связующий пек является
главным источником образования смолистых веществ. В результате замены анодов
содержание смолистых в газах снизится в 3,5 раза.
4) Главным средством борьбы с
теплоизбытками является аэрация.
5) Мероприятия по электробезопасности:
а) все токопроводящие части изолированы;
б) пол выложен из электроизолирующего бетона;
в) ошиновка изолирована от земли и строительных конструкций.
5.1.3 Мероприятия по электробезопасности
Все работающие в корпусах электролиза должны знать причины поражения
электротоком, меры защиты от поражения электрическим током и способы оказания
первой помощи при поражении электротоком. Работающие в корпусах электролиза
обязаны иметь квалифицированную группу допуска по электробезопасности. Им
необходимо знать, что электролизеры, ошиновка, напольные металлические решетки,
спуски газоходов и газоходы при нарушении изоляции, находятся под напряжением
постоянного тока, подводимого с кремниево-преобразовательной подстанции.
Напряжение между противоположными рядами электролизеров достигает 400 В.
Наличие оборудования под технологическим напряжением создает потенциальную
опасность поражения электротоком работающих в корпусах электролиза. Предметами
и местами соединения с «землей», а также имеющими потенциал «земли» при
ухудшении изоляции в корпусах электролиза следует считать:
оголенную арматуру и закладные железобетонных колонн и полов;
металлические лестницы на отн. 0;
электромостовые краны, обоймы крюковой подвески;
трудопроводы, вентили трудопроводов;
шкафы управления электролизеров;
незатаренное или влажное сырье, находящееся на полу;
алюминиевые козлы на отн. 0;
неисправный мокрый асфальтовый пол.
Разность потенциалов между оборудованием, находящимся под потенциалом
технологического напряжения и предметами, находящимися под потенциалом «земли»,
достигает до 800 вольт и выше. Для предупреждения поражения электротоком,
необходимо избегать одновременного прикосновения к оборудованию, находящемуся
под технологическим напряжением и предметами, имеющими потенциал «земли».
Запрещается:
замыкать инструментом и другими металлическими предметами противоположные
ряды электролизеров;
заходить в корпуса электролиза в сырой обуви;
передавать инструмент, находясь на рабочей площадке одного электролизера,
лицу, находящемуся на рабочей площадке противоположного ряда электролизеров,
или на отметке 0;
укладывать или переносить поперек корпуса длинные металлические предметы;
производить работы в торцах ванн при сгоревшем компенсаторе без
предварительного замера потенциала между стойкой и катодным кожухом.
При производстве работ на отм. 0 м. корпуса по нарядам-допускам,
и наряду-допуску должна прилагаться карта замеров потенциалов.
В корпусах электролиза необходимо иметь комплект защитных средств от
поражения электротоком, состоящим из диэлектрических ковриков, бот, перчаток и
инструмента с изолированными ручками, деревянной переносной лестницы. Выявление
электропотенциалов производится замерами не реже 1 раза в неделю. Выявленные
электропотенциалы подлежат немедленному устранению, а в случае, если потенциал
сразу устранить нельзя, необходимо вывесить предупреждающий знак безопасности:
«Осторожно» Потенциал.
5.1.4 Мероприятия по производственной санитарии
1. Внутренние поверхности стен корпусов
окрашены в серый цвет, пол выложен бетонными плитами, уборка производится
пылеуборочными машинами раз в смену.
2. Теплоносителями цеха являются серия
электролизеров, футеровка которых рассчитана на обогрев помещения. Других
нагревательных устройств нет.
3. В цехе предусмотрено питьевое
водоснабжение, установлены газировальные автоматы, обязательным является чай.
4. Санитарно-бытовые помещения.
В цехе предусмотрены бытовые помещения, где находятся умывальники и
туалет, а так же предусмотрены центральные бытовые помещения, в котором
находятся душевые. Гардеробные кабинки для чистой и рабочей одежды на каждого
рабочего.
5. Производственное освещение.
В цехе существует как естественное освещение, так и искусственное:
а) естественное освещение включает освещение через боковые проемы окон,
расположенных в 2 яруса по всей длине корпуса, а также аэрационный фонарь.
Нормативное значение коэффициентов естественной освещенности (КЕО):
 ,
,
где
 = 3 - табличное значение определяемое в зависимости от
точности зрительной работы и системы освещения (VII
разряд);
= 3 - табличное значение определяемое в зависимости от
точности зрительной работы и системы освещения (VII
разряд);
 = 1 -
коэффициент светового климата;
= 1 -
коэффициент светового климата;
 = 1 -
коэффициент совместности климата. [31]
= 1 -
коэффициент совместности климата. [31]

Естественное
освещение нормируется согласно СНиП П-4-79
Расчетное
значение КЕО:

для
окон:
 ,
,
 - общий
коэффициент светопропускания;
- общий
коэффициент светопропускания;
 = 1,5 -
коэффициент, учитывающий влияние отраженного света при основном освещении;
= 1,5 -
коэффициент, учитывающий влияние отраженного света при основном освещении;
 =1,4 -
коэффициент, учитывающий затемнение окон противостоящими зданиями;
=1,4 -
коэффициент, учитывающий затемнение окон противостоящими зданиями;
 = 1,3 -
коэффициент запаса. [31]
= 1,3 -
коэффициент запаса. [31]
Sо=600
·2·3·1=3600 м2 - площадь окон;п=600·27=16200 м2 -площадь пола.
eр
=100·3600:16200·0,45·1,5:8:1,4:1,3=2,02
для
фонаря:
 12
12
где Sф=600·1,5·2=1800 м2 площадь фонаря, фонарь длиной 600 м, высотой 1,5
м, с вертикальным двухсторонним остекленением,
 = 4-
световая характеристика фонаря;
= 4-
световая характеристика фонаря;
 = 1,4 -
коэффициент, учитывающий вид фонаря;
= 1,4 -
коэффициент, учитывающий вид фонаря;
 = 1,5 -
коэффициент, учитывающий влияние отражённого света при верхнем освещении.рф
=100*1800:16200·1, 5·1,4·0,5:4:1,4:1,3=1,6р=2,02+1,6=3,62%р > eн - условия
освещения выполнены, увеличения площади поверхности остекления не требуется.
= 1,5 -
коэффициент, учитывающий влияние отражённого света при верхнем освещении.рф
=100*1800:16200·1, 5·1,4·0,5:4:1,4:1,3=1,6р=2,02+1,6=3,62%р > eн - условия
освещения выполнены, увеличения площади поверхности остекления не требуется.
б)
Искусственное освещение каждого корпуса включает 3 ряда осветительных ламп,
расположенных в ряду через 2 метра, согласно СН и П П-4-79 в таблице
устанавливаем требуемую величину освещенности на каждом рабочем месте:
Таблица
5.3. Характеристика искусственного освещения
|
Наименование рабочего места
|
Разряд зрит. работ
|
Система освещения
|
Норматив
|
Источник света
|
Тип светильника
|
|
Электролизника Анодчика
Крановщика
|
VII VII
VII
|
Общая Общая Общая
|
200 200 200
|
Люминисцентные светильники
|
ПВЛМ 2х80
|
5.1.5 Метеорологические условия в производственных помещениях
В метеорологические условия воздушной среды входят: температура,
относительная влажность, насыщенность кислородом и скорость движения воздуха.
Корпуса электролиза относятся ко второму классу помещений и помещений со
значительными избытками явного тепла (более 230 кг/м3с). Для них
установлены нормы несколько выше, чем для помещений 1-го класса . Работы,
совершаемые в корпусах, относятся к III категории (связаны с систематическим физическим напряжением, с
постоянным движением, и переносном значительных тяжестей (выше 10 кг)
энергозатратам, при этом более 293 Дж/с). На каждого работающего в корпусе
приходится более 100 м2 площади, значит нормативная температура, относительная
влажность и скорость движения воздуха обеспечиваются только на постоянных
рабочих местах.
Метеорологические условия в корпусах электролиза указаны в таблице 5.4.
Таблица 5.4 Метеорологические условия в корпусах электролиза на рабочих
местах
|
Период года
|
Фактические нормы
|
Оптимальные нормы
|
Допустимые нормы
|
|
tС
|
,%
|
V,м/с
|
t,С
|
,%
|
V,м/с
|
t,С
|
,%
|
V,м/с
|
|
Холодный и переходный
период
|
-20 + 10
|
60-40
|
1-1,5
|
16-18
|
60-40
|
0,3
|
13,19
|
76
|
0,5
|
|
Теплый период
|
+25 +60
|
60-40
|
0,5-10
|
18-21
|
60-40
|
0,5
|
26,
не более
|
65-75
|
0,5-10
|
5.1.6 Мероприятия по улучшению метеорологических условий
1. В теплое время года уделять значительное внимание для герметизации
электролизеров с целью сведения до минимума выбросов вредных веществ и
выделения тепла в атмосферу рабочей зоны.
. Обеспечение работающих комплексными санитарно-бытовыми помещениями. Они
будут представлять из себя блоки, включающие в себя комнату отдыха с автоматом
газированной воды и постоянным наличием соли, со столами, скамейками для отдыха
и чайником для чаепития в регламентированных перерывах. С другой стороны должны
находится туалет и душевая комната.
. Установление дополнительных дней отдыха работающим.
. Выдача средств индивидуальной защиты, теплых сезонных костюмов зимой, и
легких костюмов х/б с огнеупорной пропиткой летом.
5.1.7 Мероприятия по пожарной безопасности
Электролизный цех относится к категории Г, по пожарной опасности и к
категории II (б,г) по технологическим процессам.
Причины возникновения пожаров:
1. Аварийные работы с расплавленным
металлом.
2. Газоэлектросварочные работы.
3. Аварии на электроустановках.
4. Возгорание.
Наибольшую пожарную опасность представляют прорывы и выбросы расплава из
электролизёров, которые одновременно представляют серьёзную угрозу здоровью и
жизни людей. Возможность возникновения обычных пожаров в корпусах электролиза
крайне ограничена, так как конструктивные элементы зданий выполняют из
несгораемых материалов. Исключение представляют деревянные поворотные фрамуги в
стенах корпусов, асфальтовое покрытие пола и мягкая кровля крыш, которые могут
возгораться от сварочных работ, разрядов молний, неосторожного обращения с
огнём при обжиге подины и пр.
Таким образом, основные мероприятия по профилактике пожарной безопасности
в корпусах электролиза должны быть направлены на предотвращение взрывов
выбросов расплава из металлургических агрегатов - электролизёров, ковшей,
плавильных печей.
Успех борьбы с возникшим пожаром зависит от быстроты действий
технологического персонала, для чего необходимо оповестить пожарную команду,
вывести людей из опасной зоны и немедленно привести в действие подручные
средства тушения пожара.
Мероприятия по устранению пожаров:
1. Применение пенного огнетушителя
ОХВП-10, войлока, воды, песка.
2. Применение огнетушителя с СО2 (ОУ2,
ОУ5)
3. Применение порошкового огнетушителя.
Выпуск пара из труб через отверстия по разводке по периметру цеха.
В цехе работает добровольная пожарная дружина, созданная из рабочих цеха,
по 5 человек с каждого участка. Руководство осуществляется начальником дружины.
Расчет количества огнетушителей:
 на 1
корпус
на 1
корпус
 на цех
на цех
В
складе горюче-смазочных материалов одного корпуса:
цеха:  шт на цех
шт на цех
Итого
общее количество огнетушителей в цех: 164 + 24 = 188 шт
Для
каждого передела, участка и службы в электролизном цехе разрабатывают
инструкцию пожарной безопасности. Главным в деле противопожарной защиты
объектов электролизного цеха является осуществление профилактических
мероприятий, устраняющих возможность возникновения и распространения
пожара.[31]
5.1.8 Определение общего воздухообмена
Расчет ведется согласно методике предлагаемой в [31]. Расчет сводится к
определению избытков явной теплоты и расчета количества воздуха необходимого на
его ассимиляцию.
Количество необходимого приточного воздуха определяем по формуле:

где
 - избытки явной теплоты в помещении цеха;
- избытки явной теплоты в помещении цеха;
 = 1,005
кДж /м3к - теплоемкость воздуха;
= 1,005
кДж /м3к - теплоемкость воздуха;
 С -
температура рабочей зоны;
С -
температура рабочей зоны;
 C - температура приточного воздуха;
C - температура приточного воздуха;
 -
температура воздуха, удаляемого из верхней зоны помещения, оС.
-
температура воздуха, удаляемого из верхней зоны помещения, оС.
 °С
°С


Расчет
количества явной теплоты , кВт:
1) Тепловыделения от электролизеров:

где
 - установочная мощность оборудования
- установочная мощность оборудования
Ny=J·U·n=167·103·4.4·86=63192,8
кВт,
М 1= 0,8 - коэффициент установочной мощности;
 = 0,9 -
коэффициент загрузки оборудования;
= 0,9 -
коэффициент загрузки оборудования;
М3
= 0,8 - коэффициент одновременной работы оборудования;
 = 0,5 -
коэффициент перехода тепла в помещения.
= 0,5 -
коэффициент перехода тепла в помещения.
Приведенные
коэффициенты выбраны из [31]
Q1=63192,8·0,8·0,9·0,5=22749,4
кВт
)
Тепловыделения от остывающего металла:
 ,
,
где  - часовая производительность корпуса, кг/ч,
- часовая производительность корпуса, кг/ч,
 кг/ч;
кг/ч;
 -
теплоемкость металла при средней температуре
-
теплоемкость металла при средней температуре
 ,
кДж/кг·К;
,
кДж/кг·К;
 -
соответственно начальная и конечная температура остывающего металла, оС;
-
соответственно начальная и конечная температура остывающего металла, оС;
 ;
;
См = 1,021 кДж/градус- справочная величина [31]

3)
Количество теплоты, поступающей в корпус от солнечной радиации:
для
остекленения:

 -
величина радиации через 1м2 остекленной поверхности, Вт/м2
-
величина радиации через 1м2 остекленной поверхности, Вт/м2
для
южной стороны:
 ;
; 
для
северной стороны:
 ;
; 
 -
коэффициент, зависящий от характеристики остекления
-
коэффициент, зависящий от характеристики остекления
 - для
обычно загрязненного стекла,
- для
обычно загрязненного стекла,
 -
площадь остекления, м2,
-
площадь остекления, м2,
 ,
,
 ,
,
 .
.
)
Общее количество теплоты поступающей в корпус:


)
Расчет количества воздуха удаляемого общеобменной вентиляцией местными
отсосами:

)
Расчет количества приточного воздуха:

)
Расчет кратности воздухообмена К (1/ч):

где
 - объем цеха
- объем цеха
 1/ч
1/ч
Рассчитанное
значение кратности воздухообмена соответствует практическим данным [31] и
позволяет вести работу в нормативных условиях.
5.1.9 Спецодежда
Рабочим и мастерам, работающим непосредственно в корпусах электролиза
выдается спецодежда и индивидуальные средства защиты, которые после
определенного срока носки загрязняются. К их числу относятся: костюм
хлопчатобумажных - выдается на 6 месяцев, костюм суконный на 9 месяцев; валенки
- 9 месяцев, фартук суконный - 9 месяцев; шапка - 12 месяцев: щиток - 12
месяцев; очки защитные - 9 месяцев; рукавицы брезентовые - 1 месяц; респиратор
- 1 смена.
5.1.10 Организационные мероприятия
Система организационных мероприятий направленных на обеспечение
нормальной работы обслуживающего персонала включает все виды инструктажей:
вводный, проводится инженером по технике безопасности, первичный, проводится на
рабочем месте мастером перед первым рабочим днем, стажировка в течении 6-10
дней под руководством ответственного рабочего; курсовое обучение по основам
охраны труда, завершающееся сдачей экзамена, только после эти мероприятий
рабочий может быть допущен к работе. При переводе на новое место работы рабочий
должен получить специальный инструктаж. При существенном изменении
технологического процесса проводится внеплановый инструктаж. В период трудовой
деятельности рабочий должен проходить квартальный или полугодичный; в
зависимости от профессии, повторный инструктаж. О проведении инструктажей
делаются отметки в карточке инструктажа рабочего.
.2 Охрана окружающей среды
.2.1 Анализ загрязнений окружающей среды
В процессе производства алюминия электролизом используют различные виды
сырья, при этом в окружающую среду выделяются твердые и газообразные вещества,
оказывающие на нее негативное воздействие. Качество окружающей среды, его
соответствие требованиям нормальной жизнедеятельности человека характеризуются
экологическими стандартами.
Проникновение вредных веществ в организм человека чаще всего происходит
через дыхательные пути, реже - через желудочный тракт и кожу. Поэтому основное
внимание уделяется мерам по предотвращению поступления вредных веществ в
рабочую зону и окружающую завод воздушную среду. Для многих веществ,
используемых при производстве алюминия, установлены их предельно допустимые
концентрации в атмосфере, которые даже при длительном воздействии безвредны для
человека. Следует отметить, что в России по некоторым веществам (например, по HF) установлены более жесткие нормы
ПДК, чем в других странах [I].
Токсикологическая оценка сырья и выделений при электролизе. Применяемое в
процессе производства сырье и материалы иногда могут оказать негативное влияние
на человека и окружающую природу. Целесообразно рассмотреть токсикологическую
оценку основных видов сырья и отходов, выделяющихся при электролизе.
Глинозем (А12O3) - основное
сырье для производства алюминия, представляет собой абразивный,
мелкокристаллический порошок, нерастворимый в воде. ПДКрз глинозема 6 мг/м3, а
в соответствии с [2] ориентировочный безопасный уровень воздействия в
атмосферном воздухе (ОБУВ) населенных пунктов составляет 0,01 мг/м3.
Криолит (3NaF·AlF3) - один из основных компонентов
электролита, представляет собой двойную соль, содержащую до 12,8 % А1, 32,8 % Na и около 54,4 % F. По внешнему виду - это
мелкокристаллический порошок белого или сероватого вещества, комкующийся при
сжатии. Для криолита ПДКрз - 1 мг/м3, а ПДКсс - 0,3 мг/м3.
Фторид алюминия (AlF3)
- компонент электролита, представляет собой порошок белого или розоватого
цвета, содержащий около 64,5 % F. Слабо растворим в воде, при нагревании
возгоняется, не переходя в жидкое состояние. Токсичность его и допустимое
значение ПДК аналогично криолиту.
Фторид натрия (NaF) -
компонент электролита, составная часть криолита. Представляет собой
гигроскопичный белый порошок, содержащий около 45 % F. Относится к ядовитым
веществам, токсичен, поражает центральную нервную систему (плазменный яд). При
попадании в организм может вызвать тошноту и более тяжелые отравления. Для
фторида натрия ПДКрз составляет 1 мг/м3, а ПДКсс - 0,01 мг/м3.
Дифторид кальция (CaF2)
- корректирующая добавка к электролиту, бесцветное кристаллическое вещество с
содержанием 46 % F, практически нерастворимое в воде. ПДКрз для CaF2 составляет 1 мг/м3, а ПДКсс - 0,03
мг/м3.
Фторид лития (LiF) - одна из
наиболее эффективных добавок к электролиту, снижающая температуру его
плавления. Представляет собой белый порошок, слабо растворимый в воде, содержит
около 73 % F. ПДКрз для LiF составляет 1 мг/м3, а ПДКсс не установлена.
Дифторид магния (MgF2)
- добавка к электролиту, представляющая собой кристаллический порошок, плохо
растворимый в воде. Токсичность MgF2,
и ПДК аналогичны LiF.
Анодная масса - электродный материал, из которого формуются
самообжигающиеся аноды. ПДКрз углеродной пыли из анодной массы составляет 6
мг/м3, летучих веществ пека 0,5 мг/м3, а бенз(а)пирена 0,00015 мг/м3. ПДКсс
углеродной пыли не должна превышать 0,5 мг/м3, а бенз(а)пирена 0,1 мкг/100 м3.
Диоксид углерода (СО2) - основной компонент анодных газов, без цвета и
запаха, тяжелее воздуха. В присутствии кислорода действует как наркотик, а в
отсутствии - как удушающий газ ПДКрз и ПДКсс не установлены.
Оксид углерода (СО) - компонент анодных газов, выделение которого тем
больше, чем хуже работает ванна. Бесцветный газ, без вкуса и почти без запаха,
чрезвычайно ядовит ("кровяной яд"), но не обладает раздражающими
свойствами, поэтому его присутствие в воздухе не обнаруживается. ПДКрз для СО
составляет 20 мг/м3, а ПДКсс 3,0 мг/м3.
Фтористый водород (HF).
HF - бесцветный газ, легче воздуха, хорошо растворяется в воде, образуя
плавиковую кислоту. ПДКрз для HF составляет 0,5 мг/м3, а ПДКсс - 0,005 мг/м3.
Тетрафторид и гексафторид углерода (CF4 и CF6).
По
Вследствие незначительного времени выделения этих компонентов ПДКрз и
ПДКсс для них не установлены.
Тетрафторид кремния (S1F4). Кремний попадает в электролит с
сырьем и в основном переходит в алюминий, но некоторая его часть,
взаимодействуя с криолитом, образует S1F4. SiF4 - бесцветный газ с удушливым запахом, тяжелее
воздуха, разлагается водой с образованием плавиковой и кремниевой кислот. ПДКрз
для SiF4 составляет 0,5 мг/м3, а ПДКсс 0,02 мг/м3. В связи с незначительным
содержанием кремния в электролите S1F4 образуется в малых количествах.
Диоксид серы (SO2) образуется
путем взаимодействия серы, содержащейся в сырье в виде сульфатов и сульфидов, с
компонентами электролита.
SO2 -
бесцветный газ с острым запахом, тяжелее воздуха, растворяется в воде. ПДКрз
для SO2 составляет 10 мг/м3, а ПДКсс 0,05
мг/м3.
Твердые отходы производства также являются источниками загрязнения
окружающей среды. К основным из них относятся:
• потери сырья при разгрузке и транспортировке;
• пыль, увлекаемая вентиляцией и отходящими газами;
• угольная пена, снимаемая с поверхности электролита;
• отходы (хвосты) переработки угольной пены и производства
регенерационного криолита (при мокрой очистке отходящих газов);
• отходы, образующиеся при капитальном ремонте электролизеров.
С экономической точки зрения наибольший интерес представляют те выбросы,
за которые установлена оплата. Базовыми нормативами предусмотрена оплата за
выбросы фтористого водорода, твердых фторидов (в виде AlF3, CaF2, Na3AlF6), глинозема, оксида углерода, диоксида серы и
каменноугольной пыли. Норматив оплаты зависит от токсичности вещества. Если
принять оплату за выброс 1 т СО за единицу, то плата за выброс (в пределах ПДВ)
1 т других веществ в атмосферу составит:
|
СО
|
Пыль
|
SO2
|
Al2O3
|
Твердые фториды
|
HF
|
Бенз(а)пирен
|
|
1
|
22
|
66
|
83
|
110
|
660
|
3300000
|
Оплата за выброс твердых отходов производится в зависимости от степени их
токсичности. Все отходы разбиты на четыре класса и вне класса находятся бытовые
отходы. Если принять стоимость складирования 1 т бытовых отходов за единицу, то
стоимость отходов III класса (умеренно опасные) - в 34,8 раза; II класса
(высокоопасные) - в 52,2 раза (отходы алюминиевых заводов относят к II-III
классам). Плата за размещение твердых отходов может составить 30 % от
норматива, если складирование отходов ведется на полигоне, принадлежащем
заводу. Образующиеся в процессе производства алюминия отходы производства
подлежат утилизации, длительному хранению или уничтожению.
В таблице 5.5. представлены количественные характеристики выбросов ОАО
«КрАЗ»
Таблица 5.5. Сравнительные характеристики выбросов загрязняющих веществ.
|
Мероприятие
|
Выбросы, т/год
|
|
Fгаз
|
Fтв
|
смолистые
|
БП
|
СО
|
Пыль
|
|
Существующее положение (на
2003 г.)
|
642,8
|
1014,3
|
1136,4
|
2,135
|
47709
|
2190
|
|
Применение «сухой» анодной
массы
|
-
|
-
|
22
|
25
|
-
|
-
|
Если привязать рассмотренные выше характеристики к международными
экологическим стандартам, то картина выглядит следующим образом:
Таблица 5.6. Технологические зарубежные нормативы по выбросам
загрязняющих веществ.
|
Загрязняющие вещества
|
Применение рядовой анодной
массы
|
Применение «сухой» анодной
массы
|
Международные экологические
стандарты, кг/т
|
|
|
|
США
|
Канада
|
Норвегия
|
Франция
|
Испания
|
OSPAR
|
|
Fгаз
|
0,75
|
0,5
|
|
|
|
|
1,2
|
0,5
|
|
Fтв
|
1,185
|
0,75
|
|
1,2
|
|
|
|
|
|
Fобщ
|
1,935
|
1,25
|
1,3
|
1,45-2,5
|
0,8
|
1
|
1,2-3,6
|
|
|
Смол. ПАУ
|
1,33
|
0,5
|
|
|
0,1-0,2
|
|
|
|
|
БП
|
2,5
|
1,0
|
|
|
0,1 м2/м3
|
|
|
|
|
СО
|
55,75
|
35
|
|
|
|
|
|
|
|
Пыль
|
2,5
|
1,6
|
|
2,12
|
2,12
|
|
|
2,12
|
Анализ сопоставления удельных выбросов основных загрязняющих веществ
заводов с зарубежными стандартами позволяет сделать следующий вывод: переводом
завода ОАО «КрАЗ» на технологию «сухого» анода достигаются действующие
международные экологические стандарты (технологические нормативы), кг/т Al по:
6
удельным выбросам
фтористого водорода 0,5 - стандарты Испании (1,2) и последнее предложение (март
2002 г.) европейского Комитета OSPAR
(Осло, Париж) по лимиту выбросов для технологии Содерберга (0,5);
7
удельных выбросам
твердых фторидов(0,75) - стандарты Канады (1,2);
8
удельным выбросам
суммарного фтора (1,25) - стандарты Канады и Испании (1,2-3,6). Удельные
выбросы суммарного фтора КрАЗа могут соответствовать стандартам США (1,3), если
по аналогии с американской практикой будет доказано, что для отчистки газов
были применены все возможные и наиболее современные технические средства;
Перевод завода «КрАЗ» на технологию «сухого» анода даёт снижение экологических
платежей на 70-75%.
5.2.2
Утилизация отходов производства
Утилизация газообразного фтора преследует две цели: улучшение
экологических показателей производства и снижение затрат за счет выработки
регенерационного криолита. Способ утилизации фтористых газов зависит от вида
газоочистки (мокрая или сухая). При сухом способе отходящие от электролизера
газы проходят через слой глинозема, который адсорбирует фтористый водород, а
вторичный глинозем, насыщенный фтором, возвращается в производство алюминия.
Таким образом, утилизируются практически все фторсодержащие газы и никаких
отходов не образуется.
Утилизация фторсодержащих газов и производство регенерационного криолита
возможны лишь при использовании мокрой газоочистки.
Образующийся при этом процессе шлам гидротранспортом направляется на
шламовое поле, так как экономичного способа его переработки пока еще нет. В
шламе содержится значительное количество ценных компонентов, но несмотря на
многочисленные исследования и испытания, экономичного способа утилизации шлама
найти не удалось.
Утилизация отработанной футеровки электролизеров - большая экологическая
проблема вследствие того, что футеровка пропитана компонентами электролита. По
данным [8], отработанная футеровка электролизеров (ОФЭ) содержит около 30 %
углерода, 30 % огнеупоров и до 40 % фторидов.
Экологическая опасность ОФЭ заключается в том, что значительная часть содержащихся
в ней фторидов находится в водорастворимом виде и под воздействием атмосферных
осадков выщелачивается, загрязняя водные источники. Положение еще более
осложняется тем, что в 1976 г. в США [4] в ОФЭ обнаружен цианид натрия NaCN, сильно токсичного вещества,
действующего на центральную нервную систему.
По данным [4], содержание цианида в ОФЭ достигает 0,2 %, а его
растворимость в воде составляет 36,8 % [2], что представляет реальную опасность
для загрязнения водоемов.
Положение осложняется тем, что успехи в области совершенствования
технологии производства алюминия за рубежом привели к резкому сокращению
потребления фторидов, а криолит во многих странах вообще не используется.
Поэтому переработка ОФЭ экономически нецелесообразна.
.2.3 Способы очистки отходящих газов
В отходящих газах содержатся пары, капли жидкости и частицы твердой пыли.
При охлаждении пары конденсируются в аэрозоли и сгущаются в субмикронные
агрегаты частиц сложного состава.
Наибольшую опасность представляют фториды и главным образом HF,
количество которого в газах доминирующее.
Анализируя состав примесей, можно сделать вывод, что отходящие газы
необходимо очищать от пыли, фторидов и при необходимости от SO2.
Очистка газа от пыли осуществляется следующими способами сепарации частиц
из газового потока.
Электрофильтры - аппараты для отделения пыли и тумана в
электростатическом поле. Эффективность улавливания пыли в электрофильтрах
весьма высока и достигает 99 % даже при очистке газов, нагретых до 450-500 °С,
и высоком содержании сернистого ангидрида и других газов. Тканевые фильтры. В
этих аппаратах запыленный газ пропускают через фильтровальную ткань, в
результате чего частицы задерживаются на ее волокнах. При малых скоростях
фильтрации можно добиться высокой степени очистки газов (до 99 %). Тканевые
фильтры можно использовать в электролитическом производстве алюминия для сухой
очистки отходящих газов не только от пыли, но и фторидов.
Очистка газа от фтористых соединений. По западным нормам [10] ее КПД по
улавливанию фтора должен составлять не менее 98,5 %. Для достижения такого
уровня эффективности системы должны быть приспособлены для улавливания
газообразных и мелкозернистых частиц фторидов. Для этого часто применяют мокрый
скруббер или двухступенчатую очистку в электрофильтре и мокром скруббере.
Мокрая очистка газа от фтористых соединений. Отходящий газ сразу (или
после очистки его от пыли в электрофильтрах) подается в систему мокрой очистки
для улавливания газообразных фторсодержащих и сернистых соединений. В качестве
таких установок применяются пенные аппараты и скрубберы различных типов,
конструкция которых подробно рассмотрена в [1, II].
Мокрая газоочистка обладает высокой эффективностью улавливания
газообразных примесей, но имеет ряд существенных недостатков: необходимость
подготовки и оборота растворов, наличие шламовых полей, каплеунос, коррозия и
эрозия аппаратуры и др. Возврат в процесс электролиза фторидов осуществляется
путем их регенерации в гидрохимических процессах, которые осуществляются в
специальных цехах. От этих недостатков свободны сухие системы очистки газов,
широко используемые за рубежом и на некоторых заводах СНГ.
Сухая очистка отходящих газов основана на адсорбции HF глиноземом. Этот принцип является
общим для всех аппаратурно-технологических схем сухой очистки анодных газов.
Все схемы сухой очистки газов состоят из:
• устройства для контактирования газа с глиноземом (реактор);
• пылеуловителя для улавливания глинозема и другой пыли;
• системы транспорта глинозема;
• дымососа для транспортировки газа;
• автоматизированной системы управления процессом.
Конечным продуктом при сухой очистке газов является фторированный
глинозем, возвращаемый в электролизеры без какой-либо переработки. Таким
образом, сухая газоочистка - практически безотходная технология. [ ]
6. Энергоснабжение
.1 Снабжение технологической электроэнергией
Цех электролиза является крупнейшим потребителем электрической энергии,
так как данное производство достаточно энергоемкое.
Общее потребление электроэнергии электролизной серией, оборудованной электролизерами
ВТ на 160 кА и напряжением 850 В, состоит из следующих составляющих (%):
-технологическая энергия в постоянном токе
..................................... 92,1
потери на преобразование и собственные нужды КПП ......................
2,4
силовая нагрузка, производство сжатого воздуха
и литейное отделение………………………………………….……… 5,5
Из приведенных данных видно, что доминирующая часть потребляемой энергии
приходится на технологическую энергию, которая и определяет характер
потребления энергии заводом. Поэтому основное требование к электроснабжению
алюминиевого завода - обеспечение надежного, бесперебойного, экономичного
снабжения его электроэнергией необходимого качества.
Технологическая электроэнергия расходуется непосредственно в процессе
электролиза на поддержание температуры расплава и собственно на разложение
глинозема.
Для питания технологической электроэнергией корпуса электролиза
объединены в серии, по два корпуса.
Все электролизные ванны серии включены последовательно в электрическую
цепь. Рассчитываем максимальную потребительскую мощность:
Р = I / U n,
где I - сила тока 167 кА;
U -
напряжение на ванне, 4,4 В;
n -
количество ванн в серии, 172.
Р = 167000 / 4,4 172 = 126385,6 кВт.
Таким образом, максимальная мощность серии составит 126385,6 кВт. Для
обеспечения данной нагрузки выбираем трансформаторы ТДНП = 25000.
Серия электролиза алюминия питается постоянным током от
преобразовательной подстанции завода.
Переменный ток напряжением 110-220 кВ поступает на понизительную
подстанцию завода от энергосистемы по сталеалюминевым проводам, сечением 500
мм2 (АСО-500). На этих подстанциях установлены головные трансформаторные
группы, которые понижают напряжение со 110-220 кВ до 6-10 кВ.
Ток напряжением 10 кВ поступает через масляные выключатели и разъединители
на распределительные системы шин и далее на агрегатные понизительные
трансформаторы ТДНП = 25000, где напряжение понижается до 850 В.
Переменный ток с напряжением 800 В поступает на кремниевые выпрямители,
для преобразования его в постоянный.
Для непрерывного питания током серии электролиза необходимо иметь на
преобразовательной подстанции 4 агрегатных трансформатора и 4 группы кремниевых
преобразователей, в каждой по 4 единицы, или всего 16 штук, в том числе одна
группа резервная, на случай выхода из строя одной из групп.
Чтобы избежать больших потерь напряжения выпрямительного тока в ошиновке
на участке от подстанции до электролизера, а также больших затрат на
строительство шинопровода кремниевые подстанции сооружаются вблизи
электролизных корпусов не далее 25 м.
С технологической точки зрения целесообразно регулировать работу
подстанции на постоянную силу тока.
При таком способе регулирования, ток на серии поддерживается на одном
уровне, независимо от повышения напряжения в момент анодных эффектов, изменяется
только мощность подстанции. Он, безусловно, имеет преимущество перед режимом с
регулировкой подстанции на постоянное напряжение или постоянную мощность.
При работе в режиме регулирования на постоянную мощность или постоянное
напряжение имеют место довольно резкие колебания силы тока на серии, что
отрицательно сказывается на технологии электролиза.
6.2
Электроснабжение электролизных серий переменным током
Энергия по линиям электропередач (ЛЭП) 110-220 кВ поступает на открытые
главные распределительные подстанции (ГРУ), на которых установлены
понизительные трансформаторы 110-220/6-10 кВ и силовые трансформаторы
преобразовательных агрегатов 6-10/0,85 кВ, а остальное оборудование подстанций
размещается в многоэтажных зданиях КПП.
Запитываются подстанции от понизительных трансформаторов. Ток от ГРУ
поступает через разъединители К-300 и К-600 в распределительный щит, откуда
следует в следующих направлениях:
1. На подключительные пункты (ПП) и
далее на пульты управления электролизерами (ПУ) через разъединительный
трансформатор ТСЗ-22,5 от ПУ ток распределяется на электродвигатели
электролизеров;
2. На секции троллей мостовых кранов;
. На освещение к фермам крыши;
. На подключительный пункт электросварки.
От каждой трансформаторной подстанции отходит двойная система шин. Одна
из них рабочая, вторая резервная.
Кроме того, трансформаторные подстанции корпусов закольцованы между собой
на случай аварии [16].
6.3 Расчет освещения
Расчет освещения производится методом удельной мощности, исходя из
следующих данных:пола = 27 * 600 = 16200 м2 площадь пола;
h = 18
/ 4 * 1 = 13 м - высота от светильника до пола,
где 4 - высота пола рабочей зоны;
- высота основания ферм крыши;
- расстояние от основания ферм крыши до светильника.
Необходимая освещенность 200 лк.
Используются светильники ППД2 - 500.
Удельная мощность общего равномерного освещения светильников составляет
30 Вт/м2.
Находим количество светильников:
N =
16200 / (500/30)= 976 шт.
Принимаем 976 - как кратное четырем, для четырехрядного расположения.
Находим количество светильников в каждом ряду:
N =
976 / 4 = 244 шт.
Находим расстояние между светильниками в ряду:
а = 600 / 244 = 2,45 м,
где 600 - длина корпуса электролиза, м.
Находим расстояние между рядами светильников:
в = 27 / 4 = 6,75 м.
Расстояние от стены корпуса до ряда светильников:
с = 6,75 / 2 = 3,375 м.
6.4 Расчет электрических нагрузок
Расчет нагрузки ведём по методу коэффициента спроса.
Значения коэффициента спроса (Кс) и коэффициента мощности cos берем из [16, табл. 2.2].
Таблица 6.1. Расчет нагрузки потребителей корпуса.
|
Наименование потребителей
|
Рн, кВт
|
n, шт.
|
Рн, кВт
|
cos
|
tg
|
Рр, кВт
|
t, ч
|
WA, КВтч
|
WР, КВтч
|
КС
|
|
Кран штыревой
|
100
|
3
|
300
|
0,5
|
1,73
|
60
|
103,8
|
21
|
1281
|
207,6
|
0,2
|
|
Эл. двигатель подъема
кожуха
|
2,8
|
172
|
481,6
|
0,85
|
0,62
|
313
|
194
|
2
|
626
|
388
|
0,65
|
|
Эл. двигатель подъема анода
|
3,3
|
172
|
567,6
|
0,85
|
0,62
|
369
|
229
|
2
|
738
|
458
|
0,65
|
|
Кран горизонтальный
|
100
|
1
|
100
|
0,5
|
1,73
|
20
|
34,6
|
11
|
220
|
380,6
|
0,2
|
|
Освещение
|
0,35
|
976
|
341,6
|
0,95
|
0,33
|
273,3
|
90
|
14
|
3826,2
|
1260
|
0,8
|
|
Итого:
|
|
|
1790,8
|
|
|
1035,3
|
656,4
|
|
6091,2
|
2693,6
|
|
По данным таблицы 6.1 вычисляем значение средневзвешенного коэффициента
мощности:
соs j ср.вз. = 
Завод
питается от районных сетей 110 кВ, поэтому для нашего случая нормативное
значение соs j = 0,93.
Для
повышения соs j применяем
конденсаторные установки. Необходимая мощность конденсаторной установки:
Qк.у = Рр j (tgj1 - tgj2),
где
tgj1 - фактический коэффициент реактивной мощности,
соответствующий соsjср.вз. = 0,91, tgj = 0,45, tg j2 - соответствующий
нормативному соs j = 0,93, tgj2 = 0,38.
Тогда
Qк.у. = 1035,3(0,45 - 0,38) = 72,47кВАр.
Принимаем
для установки одну комплектную конденсаторную установку напряжением 380 В и с
номинальной мощностью до 80 кВАр типа УК - 0,38 - 80Н.
Фактическая
мощность конденсаторных установок:
Qк.у.факт = 1 *
80 = 80 кВАр.
Определяем
окончательное значение соsjср.вз.факт. после компенсации. Для этого находим фактический tgj2:
j2факт = 
при
tgj2 факт = 0,37, соsjср.вз.ф. = 0,94
6.5 Выбор числа и мощности трансформаторов
По суммарной активной нагрузке SРр и фактическому коэффициенту мощности определяем расчетную
мощность для выбора трансформаторов на цеховой подстанции:
Sр =  кВА.
кВА.
Так
как имеются потребители первой категории, выбираем два трансформатора
ТМ-1000/10 мощностью 1000 кВА. Коэффициент загрузки трансформатора в
нормальном и аварийном режимах соответственно будут:
Кз.н.
= Sр/ Sтр.н = 1101,4/(2 · 1000) = 0,6;
Кз.АВ
= Sр/ Sтр.н = 1101,4/ 1000 = 1,1.
Кз.АВ
< 1,4, что удовлетворяет требованиям ПТЭ. Для защиты трансформаторов на
стороне 10 кВ принимаем предохранители ПК-10.
6.6 Расчет
сечений и выбор кабелей напряжением 0,4 кВ и 10 кВ
Электролизеры в корпусе соединены между собой в электрическую цепь
последовательно: катодные алюминиевые шины одного электролизера соединены с
анодными алюминиевыми шинами другого. С помощью анодной и катодной алюминиевой
электролизеры соединены в электрическую цепь, состоящую из двух корпусов,
питающихся электрическим током от одной преобразовательной подстанции.
Предусматриваем прокладку силовых кабелей в глухих каналах, проложенных в
полу цеха. В соответствии с [16, табл. 4-50] зависимости от принятого способа
прокладки принимаем четырехжильные кабели напряжением до 1 кВ с алюминиевыми
жилами без брони с поливинилхлоридной оболочкой марки АВРГ.
Выбор сечения кабелей осуществляем по длительно допустимой токовой
нагрузке, а проверяем по потере напряжения.
1. Для кранов: объединяем Рр.
Для выбора сечения определяем расчетный ток нагрузки на кабель:
 (А)
(А)
Значения
соsjср.вз1 = 0,95 - определено по данным таблицы 5.1. По [16, табл. 4.32]
принимаем кабель трехжильный с сечением жилы 120 мм2, для которого Iдоп.
= 295 А. [16, табл. 4.32].
Проверим
выбранный кабель по потере напряжения.
 В
В
где
l - длина, м;
S - сечение
кабаля, мм2;
j - удельная
проводимость материала жилы кабеля, равная 32
м/(Ом*мм2)
 % < 5%
% < 5%
То
есть выбранный кабель удовлетворяет нормам.
Для
двигателей:
.
 А
А
По
[, табл. 4.32] принимаем два кабеля трехжильные с сечением жилы 120 мм2, для
каждого Iдоп. = 295 А. [, табл. 4.32].
Проверим
выбранный кабель по потере напряжения.
 В
В
 % < 5%
% < 5%
.
 А
А
По
[, табл. 4.32] принимаем три кабеля трехжильные с сечением жилы 95 мм2, для
каждого Iдоп. = 255 А. [, табл. 4.32].
Проверим
выбранный кабель по потере напряжения.
 В
В
 % < 5%
% < 5%
.
Для освещения:
 А
А
По
[16, табл. 4.32] принимаем два кабеля трехжильные с сечением жилы 95 мм2, для
каждого Iдоп. = 255 А. [16, табл. 4.32].
Проверим
выбранный кабель по потере напряжения.
 В
В
 %
%
Результаты
расчета сведены в таблицу 6.2.
Таблица
6.2. Выбор кабеля
|
Наименование кабеля
|
Длина кабеля, м
|
Принятая норма и сечение
кабеля
|
Расчетный ток, А
|
Iдоп., А
|
Потери напр., DU%
|
|
РП-1
|
30
|
АВРГ - 3120+125
|
256
|
295
|
0,86
|
|
РП-2
|
30
|
2·АВРГ-3120+125
|
587
|
295
|
0,98
|
|
РП-3
|
30
|
3·АВРГ - 395+125
|
695
|
255
|
0,98
|
|
РП-4
|
30
|
АВРГ - 3·95+125
|
460
|
255
|
0,97
|
Выбор кабеля напряжением 10 кВ производим по расчетному току:

Выбираем
кабель с алюминиевыми жилами с резиновой изоляцией в стальной оболочке,
бронированный, проложенный в земле, типа ААБ 3х16 с допустимым током, равным 80
А [16, табл. 4-32].
Потеря
напряжения для этого кабеля:
DU = 1,73 × 67 ×  В
В
DU% = 
6.7 Определение годовой стоимости электроэнергии
Из таблицы 6.1. определяем:
Рр = Рmax = 1035,3 кВт
SQр = Qmax = 656,4 кВАр
Находим годовой расход электроэнергии:
Активной Wа.год = Рmax × tгод = 1035,3 × 7500 = 7644750 (кВт×ч)
Реактивной Wр.год = Qmax × tгод = 656,4 × 7500 = 4923000 (кВАр ×ч)
Годовая стоиомсть электроэнергии:
Сэгод = а × Рmax + (в × Wа.год / 100)
где а -стоимость 1 кВт максимальной активной нагрузки (а= 58,22 руб.);
в - стоимость 1 кВт ч активной энергии (в = 0,6 руб.)
Рmax - заявленная предприятием максимальная активная мощность, кВт;а.год
- годовой расход активной энергии, кВт ч
Сэгод = 12 × 58,22 × 1035,3 + (0,6 × 7644750/100) = 769170492 руб.
6.8 Основные меры безопасности при эксплуатации цеховых
электроустановок
Особенности технологии и условий труда в корпусах электролиза определяют
повышенные требования электробезопасности. Прежде всего, это обязательное и
четкое представление каждым работником цеха схемы включения электролизеров в
электрическую сеть. При последовательном соединении электролизеров аварийное
выключение из цепи хотя бы одного аппарата приводит к обесточиванию всей серии,
и как следствие, связано с возможными отрицательными моментами для обслуживающего
персонала.
Почти на всех алюминиевых заводах максимальное напряжение в цепи
электролизеров относительно земли в нормальном режиме 800-830 В. При этом сила
тока серии составляет 167 кА. Таким образом, при замыкании на землю через тело
работающего будет проходить ток, представляющий смертельную опасность. Кроме
того, в корпусах электролиза используются электроустановки, которые могут
служить источником поражения электрическим током.
Предупредить возможные случаи поражения электрическим током - основное
требование защитных мер безопасности. Ниже приведены важнейшие из них:
. Части электроустановок (исключая электролизер), находящиеся под
напряжением, должны быть недоступны для прикосновения.
. Защемление частей электроустановок, находящихся вне корпусов.
. Использование низкого (менее опасного) напряжения 12 В и 36В для
питания ручного инструмента, линий связи и сигнализации.
. Применение разделяющих трансформаторов для питания электродвигателей,
расположенных на электролизерах, а также переносного электроинструмента и
других приемников тока в корпусах.
. Контроль изоляции и автоматическое отключение цепи при помощи реле
утечки тока при снижении сопротивления изоляции ниже установленных норм или
прикосновение человека к токоведущим частям.
К организационным мероприятиям относятся:
6
оформление работы
под напряжением;
7
допуск к работе;
8
надзор во время
работы.
Проектируемый цех электролиза состоит из 4-х корпусов, 2-х серий.
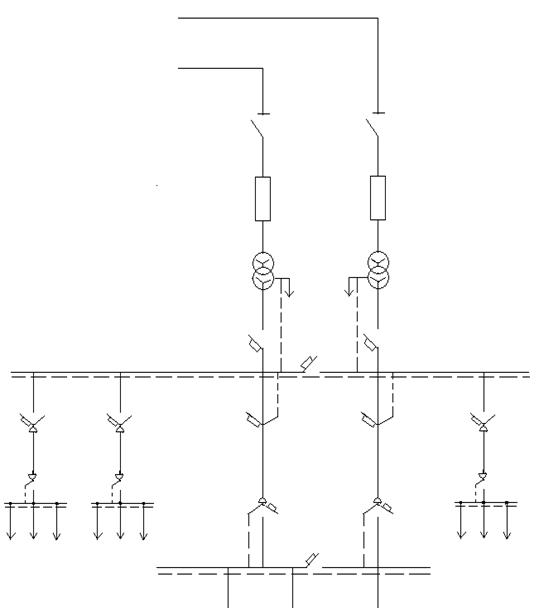
Рисунок 6.1. Схема электроснабжения цеха электролиза алюминия
7. Автоматизация
.1 Контроль за основными параметрами технологического процесса
Большинство параметров, характеризующих технологический режим
электролизёров, не поддаётся автоматическому измерению, так как из-за высокой
температуры и агрессивности расплава невозможно погружение датчиков в расплав.
Не поддаётся автоматическому и выходной параметр, характеризующий эффективность
работы электролизёра - выход по току, так как невозможно точно оценить
изменения количества расплавленного алюминия в электролизёре.
Ранее на российских заводах применялись системы централизованного
автоматического контроля и регулирования электролизёров «Алюминий - 3» [26].
Эти системы работали по принципу обегания: каждая ванна подключалась к системе
на несколько секунд, и если напряжение на ней лежало в пределах установки, к
системе подключалась следующая ванна. Если же напряжение выходило за пределы
установки, то система проводила регулирование напряжения.
Кроме того, система «Алюминий - 3» выполняла следующие функции:
1
автоматический
контроль силы тока серий каждого корпуса, стабилизация на заданном уровне
электрического сопротивления или приведенного значения напряжения электролизера,
что позволяло, не снижая выхода по току вести процесс на более низком
межполюсном расстоянии;
2
автоматически или
по выбору оператора контроль каждого электролизера, выводя при этом данные на
показывающие, сигнализирующие и цифропечатающие приборы и устройства, что
позволяло контролировать режим работы каждого электролизера централизованно из
операторского пункта;
3
автоматическое
оповещение оператора и персонала, работающего в электролизном корпусе, об
анодных эффектах; регистрация момента начала и длительность анодных эффектов на
каждом электролизере, учёт суммарного числа и длительность по каждому корпусу;
4
автоматический
прогноз анодных эффектов, подача сигналов оповещения и команды запрета
регулирования электролизеров, на которых приближается анодный эффект.
Эксплуатация системы обеспечивала равномерный режим электролиза,
улучшение организации и дисциплины труда, что приводило к снижению удельного
расхода энергии в среднем на 1 - 1,5 % [1].
Несмотря на это, система «Алюминий - 3» явно устарела по сравнению с
современными многоуровневыми системами, где в качестве первого уровня
используют один регулятор (контроллер) для 1-2 электролизеров, которые
устанавливаются в непосредственной близости от ванн. Контроллер, перемещая
анод, регулирует величину МПР и управляет системой АПГ без вмешательства
головного компьютера. Второй уровень составляют ЭВМ, установленные на
центральном пункте управления (ЦПУ), собирающие и обрабатывающие информацию о
состоянии всех ванн корпуса (рис. 6.1).

Рисунок 6.1. Иерархическая структура АСУТП электролиза алюминия. АРМ -
автоматизированное рабочее место; ШУЭ - шкаф управления электролизером.
Часть этой информации передается в вычислительный центр завода,
являющийся третьим уровнем системы управления производством.
На заводах России реализуются различные конфигурации систем АСУТП,
которые имеют высокую надежность в работе, сравнительно низкие эксплуатационные
затраты, но требуют для внедрения значительные капитальные вложения.
В начале 90-х гг. технической службой ОАО «КрАЗ» были приняты следующие
стратегические направления автоматизации технологических процессов:
использовать при автоматизации различных технологических процессов
однотипную аппаратную базу, а именно, программируемые контроллеры фирмы «Siemens»;
разработку прикладного программного обеспечения создаваемых или
реконструируемых АСУТП выполнять силами специалистов ОАО «КрАЗ».
Внедрение систем автоматизированного управления электролизным
производством является приоритетным направлением модернизации КрАЗа.
Начиная с 1991 г. завод сотрудничает в этой области с фирмой «Siemens», используя программируемые
контроллеры SIMATIC и локальные индустриальные сети SINЕС. Разработка системы управления
электролизом алюминия, включая программное обеспечение, осуществлялась силами
специалистов завода.
В настоящее время в трех корпусах электролиза алюминия действуют две
модификации системы управления АСУТП «ALUMAT», где один контроллер управляет 5 или 2 электролизерами.
Последняя из указанных систем включает в себя шкафы управления
электролизерами (один шкаф на 2 электролизера), шкаф концентратора данных,
сетевые средства SINЕС, компьютер
верхнего уровня и терминалы (или ПК).
В качестве компьютера верхнего уровня используется SPARCserver фирмы «Sun». Выбор такого мощного компьютера обусловлен
необходимостью объединения всех АСУТП завода в одну общезаводскую сеть с
использованием глобальной базы данных. В настоящее время контролировать процесс
и/или управлять им можно практически из любой точки завода при условии наличия
там вычислительной сети и разрешения логического доступа.
Система «ALUMAT»
предназначена как для управления работой электролизеров Содерберга, так и для
электролизеров с обожженными анодами (ОА), оснащенных точечными или балочными
механизмами питания глиноземом, или с поточной обработкой.
Система выполняет следующие функции:
. Контроль и управление напряжением (сопротивлением) и нестабильностью
электролизера;
стабилизация приведенного напряжения/сопротивления;
определение и управление нестабильностью (шумом);
управление при поточной загрузке глинозема;
управление при перестановке штырей;
управление при выливке металла;
управление при перетяжке анодной рамы;
контроль добавочного напряжения нового электролизера:
контроль временного добавочного напряжения.
. Управление питанием глиноземом:
питание по расписанию:
питание по концентрации глинозема в электролите;
голодание;
смешанное питание (автоматическое + поточное).
. Прогноз (контроль) гашения анодных эффектов.
. Управление новым электролизером.
. Управление питанием фторсолями.
. Контроль положения анодной рамы.
. Контроль положения анодного кожуха.
. Визуализация на панели шкафа и технологических терминалах.
. Подготовка отчетов, протоколов, графиков.
Результаты эксплуатации показывают высокую надежность и реальную
эффективность использования АСУТП «ALUMAT». Выход по току в корпусах с АСУТП «ALUMAT» - один из самых высоких среди
отечественных заводов. Наилучшие результаты достигаются при использовании
автоматического питания глиноземом. В случае поточной загрузки глинозема
управление также жестко привязано к циклам питания глиноземом, чем достигается
поддержание энергетического и концентрационного режима, близкого к оптимальному
[27].
7.2 Электролизер как объект управления
Рисунок 6.2. Электролизёр как объект управления
Электролизер для получения алюминия представляет собой разомкнутую
систему, с входными и выходными параметрами. Выходных параметров два - из них
абсолютный показатель выхода алюминия, а относительный - это выход по току.
Все входные параметры так или иначе влияют на эти два выходных параметра.
Рассмотрим влияние управляемых параметров на выход по току и на получение
алюминия:
1. Загрузка глинозема. От её
стабильности возрастает и выход по току и наплавление алюминия.
2. Ток серии. При повышении силы тока и
постоянстве остальных параметров растёт выход алюминия согласно формуле
Фарадея:
 , (6.1)
, (6.1)
где J -
сила тока, А;
t - время
электролиза, ч;
a -
электрохимический эквивалент, г/А .ч;
η - выход по току, доли ед.
3. Повышение напряжения на ванне влечет
за собой повышенный расход электроэнергии согласно формуле:
 , (6.2)
, (6.2)
где
W - удельный расход электроэнергии;
U - напряжение
на ванне, В;
ρ - производительность электролизера, т.
Следовательно,
выход по току снижается, понижается и наплавление металла. Напряжение
поддерживают примерно 4,6 В.
При
поддержании оптимальной температуры 9605оС выход
по току - максимальный при прочих равных условиях.
5. Понижение межполюсного расстояния
влечёт за собой понижение падения напряжения (см. формулу 6.2), и,
следовательно, благоприятно влияет на выход по току и получение алюминия.
Работают на МПР, примерно 6 - 6,5 см.
6.Криолитовое отношение примерно 2,45 - 2,6, в более кислых электролитах
2,4.
Влияние неуправляемых параметров:
1. Анодные эффекты отрицательно
сказываются на ведении процесса, напряжение резко повышается с 6 до 40 В и
вызывает повышенный расход электроэнергии, и как следствие электролит
разогревается, снижается выход по току.
2. Осыпание и обгорание анода так же
отрицательно влияют на электролиз, так как образование угольной пены снижает
электропроводность электролита, что влечет за собой повышенный расход
электроэнергии и снижает выход по току, а также требуется периодическая уборка
пены, для чего необходима разгерметизация ванн. Следствием этого повышенный
расход электроэнергии.
7.3 Автоматическое питание ванн глиноземом
Для непрерывного поддержания процесса необходимо периодическая загрузка
глинозема в электролит. Загрузка ведётся с помощью стационарных систем
автоматической подачи глинозема (АПГ), установленных на каждой ванне. Основной
задачей автоматизированного обслуживания является поддержание процесса в
наиболее экономичном режиме работы. С этой целью система автоматически должна
обеспечить определение времени питания ванн глинозёмом и выполнение всех
операций по управлению питающими механизмами, включая пробивание корки,
формирование и засыпку очередной дозы глинозема.
Управление установкой АПГ осуществляется от блока управления ШУЭ-БМ -
шкаф управления электролизером, бесконтактный микропроцессорный. Конструктивно
ШЭУ-БМ представляет собой одношкафное устройство собранное из следующих блоков:
1
преобразователь
измерительный напряжение-частота;
2
блок
электропитания;
3
устройство
цифровое универсальное УЦУ;
4
устройство
комбинированное контролирующее УКК.
С помощью ШЭУ-БМ можно управлять следующими операциями:
5
загрузкой
глинозема;
6
регулирование
межполюсного расстояния;
7
регулирование,
подъем или опускание анода;
8
регулирование
анодной рамы;
9
следить за
уровнем металла при выливке;
10 следить за работой питателей и
пробойников.
Шкаф управления электролизером может работать в ручном, автоматическом
или комбинированном режиме, когда часть оборудования управления в ручном, а
часть в автоматическом. Таким образом, система автоматизированного питания
глиноземом может иметь как замкнутую структуру управления, так и разомкнутую.

Рисунок 7.2 Структура разомкнутой автоматизированной системы управления
питанием.
При этом на объект управления ОУ, которым является установка АПГ,
поступает задание Зд, которое задает технологический персонал, на основании
технологического состояния электролизера. Оно содержит частоту и дозу питания.
От этих параметров зависит количество глинозема Qг, поступающего в электролизер. Изменяется концентрация
глинозема Сг, что сказывается на технологическом состоянии ТС электролизера.
Оценив ТС, технологический персонал изменяет, при необходимости, задание на
управление, главным образом частоту питания.
При автоматическом режиме в основе работы ШУЭ-БМ лежит принцип выработки
управляющих воздействий на исполнительные органы электролизера, путем
математической обработки информации о ходе процесса электролизера, логической
обработкой сигналов о положении управляющих органов и состоянии исполнительных
механизмов. Алгоритм работы ШУЭ-БМ задается программно и определяется
технологическими параметрами электролизера.

Рисунок 7.3 Замкнутая система АСУ
Эта система основана на зависимости между электрическими параметрами
электролиза и концентрацией глинозема в электролите.
Напряжение электролизера и ток серии измеряются соответственно
измерительными преобразователями напряжение-частота ПИН-4 и ток-частота ПИТ-4,
частотные сигналы от них, пропорциональные всплескам напряжения и тока
поступают в УКК (устройство комбинированное контролирующее), где преобразуются
в цифровой код. Цифровой код напряжения и тока считывается устройством цифровым
универсальным - УЦУ, где выполняются все в расчеты, необходимые для реализации
заданного алгоритма управления. Сформированные в УЦУ управляющие сигналы
поступают УКК, в результате чего происходит выключение или отключение
исполняющих механизмов. Загрузка глинозема для проектируемой системы,
происходит порциями по 0,8 кг, в каждую точку. Время срабатывания дозатора 508
сек. Шток срабатывает один раз в 8 минут по 20 сек. Для того чтобы продавить
корку микропроцессорная часть ШУЭ-БМ, УКК вырабатывает управляющий сигнал,
который поступает на преобразователь типа В64-25А-0304, преобразующий токовый
сигнал в пневматический. Пневматический сигнал поступает на вентиль с
пневмоприводом типа ДУ-20,
8. Экономика
.1 Технико-экономическое обоснование
Производственные программы корпусов электролиза (проектного и аналога) и
технико-экономические показатели их работы приведены в таблице 8.1.
Таблица 8.1. Производственные программы корпусов электролиза
|
Показатели
|
Единицы измерения
|
Индекс или формула
|
Проект
|
Аналог
|
|
1. количество
электролизеров
|
шт.
|
N
|
344
|
344
|
|
2. календарное время
|
сут.
|
T
|
365
|
365
|
|
3. число календарных
ванно-суток
|
всут.
|
NT
|
125560
|
125560
|
|
4. число ванн подлежащих
капитальному ремонту
|
шт.
|
Np
|
2
|
2
|
|
5. длительность
капитального ремонта
|
сут.
|
Тр
|
10
|
10
|
|
6. количество ванно-суток
простоя в капитальном ремонте
|
всут.
|
NpTp
|
20
|
20
|
|
7. количество отработанных
вано-суток
|
всут.
|
NT - NpTp
|
125520
|
125520
|
|
8. сила тока
|
кА
|
I
|
167
|
167
|
|
9. среднее напряжение
|
В
|
Ucp
|
4,381
|
4,461
|
|
10. выход по току
|
%
|
т
|
88,5
|
88,05
|
|
11. электрохимический
эквивалент
|
г/(Ач)
|
q
|
0,336
|
0,336
|
|
12. суточная
производительность одной ванны
|
т/сут.
|
Pсут= qIт24/103
|
1,192
|
1,186
|
|
13. выпуск алюминия - сырца
|
т/год
|
(NT - NpTp)Рсут
|
140000
|
139247
|
т/т т/т т/т т/т т/т кВтч/т
шт.
|
|
1,9155 0,527 0,008 0,035
0,0015 14776 1, 1
|
1,918 0,561 0,008 0,035
0,0015 15047 1, 1
|
|
15. стоимость сырья:
глинозем анодная масса криолит смешанный фторид алюминия фторид кальция
электроэнергия технологическая гасильный шест
|
руб./т руб./т руб./т
руб./т руб./т руб./кВтч руб./шт
|
|
10260,91 6101,73 21459
27123,4 3488,92 0,6 4,09
|
10260,91 6101,73 21459
27123,4 3488,92 0,6 4,09
|
Изменение себестоимости 1 т алюминия-сырца после проведения мероприятия
составит:
За счет изменения расхода электроэнергии:
DСэл.эн. = (14776 - 15047) ·0,60
= -162,6 руб./т;
За счет изменения расхода глинозёма:
DСгл=(1,9155-1,918)·10260,91=-25,65 руб./т;
За счет изменения расхода анодной массы:
DСа = (0,527 - 0,561) · 6101,73 = -194 руб./т;
За счет условно - постоянных расходов:
DСУПР =
0,15·39182,2·139247-0,15·39182,2=-29,6 руб./т,
где 39182,2 - базовая себестоимость 1т алюминия, руб.
Общее изменение себестоимости:
DСобщ = -162,6-25,65-194-29,6= -411,85
руб./т
Годовое увеличение выпуска алюминия - сырца:
DВгод = 140000 - 139247= 753 т
Дополнительная прибыль от увеличения
выпуска:
Пв = (ЦAl - С) ·DВгод = (40610
-39182,2) · 753=
1075,13 тыс. руб.
Условно-годовая экономия:
Эуг=DСуд·Вп=411,85·140000=61621
тыс. руб.
DП=DПв+ Эуг=1075,13+61621=62695,13
тыс. руб.
Годовой экономический эффект:
Эгод = 411,85·140000-0,15·557509000 = 240997 руб.
Предлагаемое мероприятие является экономически выгодным, так как приводит
к снижению себестоимости 1 т алюминия - сырца на 411,85 руб. и имеет годовой
экономический эффект равный 240997 руб.
8.2 Расчёт капитальных вложений в основные фонды
Технологическое и подъёмно - транспортное оборудование
На основе ведомости наличия основных фондов (оборудования) составляется
смета затрат на технологическое и подъемно-транспортное оборудование,
приведенная в таблице 8.2.
Таблица 8.2. Смета затрат на технологическое и подъемно-транспортное
оборудование
|
Наименование оборудования
|
Количество
|
Цена за ед., тыс. руб.
|
Общая стоимость, тыс. руб.
|
|
1. электролизер
|
344
|
1900
|
653600
|
|
2. ковш вакуумный
|
8
|
61
|
488
|
|
3. кран мостовой г/п 160 т
|
4
|
1940
|
7760
|
|
4.кран мостовой фирмы NKM
|
8
|
2300
|
18400
|
|
5. кран штыревой г/п 10 т
|
12
|
320
|
3840
|
|
6. ошиновка электролизера
|
344
|
100
|
34400
|
|
7. электропогрузчик ЭП-103
|
8
|
105
|
840
|
|
8. машина для пробивки
корки
|
4
|
40
|
160
|
|
9. машина для раздачи
глинозема
|
16
|
37
|
592
|
|
10. машина для раздачи
фторсолей
|
8
|
40
|
240
|
|
11. весы крановые
|
4
|
153
|
612
|
|
Итого
|
|
|
720932
|
|
12. мелкое и неучтенное
оборудование (5%)
|
|
|
36046,6
|
|
Всего
|
|
|
756978,6
|
Здания и сооружения
Сметную стоимость зданий и сооружений принимаем по ведомости наличия
основных фондов и составляем таблицу 8.3.
Таблица 8.3. Сметная стоимость зданий и сооружений
|
Наименование объекта
|
Количество
|
Сметная стоимость, тыс.
руб.
|
|
Здания:
|
|
|
|
1. корпус электролиза
|
4
|
132800
|
|
2. здание КПП
|
4
|
38920
|
|
Сооружения:
|
|
|
|
1. устройство ограждения и
барьер
|
4
|
116
|
|
2. силосная башня
|
4
|
22480
|
|
Итого
|
|
194316
|
Передаточные устройства
Передаточные устройства - это устройства для передачи механической и
электрической энергии, газообразных и сыпучих веществ. Сметная стоимость
трубопроводов и кабельных сетей определяется в процентах от стоимости
технологического оборудования по нормативам для корпуса электролиза.
Рассчитаем сметную стоимость трубопроводов газоочистки и пневмотранспорта
для подачи глинозема, кабельных сетей связи и электросетей, металлоконструкций
корпуса электролиза:
Трубопроводы: 756978,6*0,005 = 37848,93 тыс. руб.
Кабельные сети: 756978,6*0,011 = 8326,8 тыс. руб.
Металлоконструкции: 756978,60,006 = 4541,9 тыс. руб.
Итого: 50717,6 тыс. руб.
Силовое оборудование
Силовое оборудование - это электродвигатели на электролизерах для подъема
и опускания анода, электродвигатели системы газоочистки, трансформаторы, преобразователи.
Стоимость электродвигателей, поступающих в комплекте с технологическим
оборудованием, учитывается в цене этого оборудования, поэтому из расчета
сметной стоимости силового оборудования эти электродвигатели исключаем.
Стоимость остального неучтенного силового оборудования принимаем 3% от
стоимости технологического оборудования:
,6·0,03 = 22709,4 тыс. руб.
Контрольно-измерительные приборы
Сметную стоимость контрольно-измерительных приборов принимаем 7% от
стоимости технологического оборудования в соответствии с нормативами:
,6·0,07 = 52988,5 тыс. руб.
Транспортные средства
Учитывается подвижный состав корпуса электролиза:
,6·0,02 = 15140 тыс. руб.
Инструмент, инвентарь, прочие основные фонды
Сметную стоимость инструментов, инвентаря и прочих неучтенных основных
фондов принимаем 2,5% от стоимости всех вышеперечисленных основных фондов:
(756978,6+ 22709,9+ 50171,6 + 52988,5+ 15140 + 194316) ·0,025 = 27321,3
тыс. руб.
8.3 Расчет амортизационных отчислений
Амортизационные отчисления рассчитывают на основе “норм амортизационных
отчислений”. Расчет ведем по группам основных фондов, причем по оборудованию -
по каждой позиции, таблица 8.4.
Таблица 8.4. Расчет амортизационных отчислений по технологическому и
подъемно-транспортному оборудованию
|
Наименование оборудования
|
Общая стоимость, тыс. руб.
|
Норма амортизации, %
|
Сумма амортизации, тыс.
руб.
|
|
1. электролизер
|
653600
|
10
|
65360
|
|
2. ковш вакуумный
|
488
|
10
|
48,8
|
|
3. кран мостовой
|
7760
|
5
|
388
|
|
4.кран мостовой фирмы NKM
|
18400
|
5
|
920
|
|
5. кран штыревой г/п 10 т
|
3840
|
5
|
192
|
|
6. ошиновка электролизера
|
34400
|
3
|
1032
|
|
7. электропогрузчик ЭП-103
|
840
|
16,7
|
140,28
|
|
8. машина для пробивки
корки
|
160
|
16,7
|
26,72
|
|
9. машина для раздачи
глинозема
|
592
|
16,7
|
98,9
|
|
10. машина для раздачи
фторсолей
|
240
|
16,7
|
40,1
|
|
11. весы крановые
|
612
|
10
|
61,2
|
|
12. мелкое и неучтенное
оборудование
|
18846,6
|
5
|
942,33
|
|
Итого
|
537594
|
|
69250,33
|
Составляем сводную смету капитальных затрат и амортизационных отчислений,
таблица 8.5.
Таблица 8.5. Сводная смета капитальных затрат и амортизационных
отчислений
|
Группы основных фондов
|
Сметная стоимость
|
Амортизационные отчисления
|
|
тыс. руб.
|
% к итогу
|
тыс. руб.
|
%
|
|
1. здания
|
171720
|
15,54
|
2919,24
|
1,7
|
|
2. сооружения
|
22596
|
2,04
|
384,1
|
1,7
|
|
3. передаточные устройства
|
50171,6
|
1,54
|
2789,5
|
5,5
|
|
4. контрольно-измерительные
приборы
|
52988,5
|
4,9
|
7577,4
|
14,3
|
|
5. транспортные средства
|
15140
|
1,4
|
1892,5
|
12,5
|
|
6. силовое оборудование
|
22709,4
|
2,1
|
1567
|
6,9
|
|
7. технологическое и
подъемно-транспортное оборудование
|
194316
|
70,04
|
61598,2
|
31,7
|
|
8. инструмент, инвентарь,
прочие основные фонды
|
27321,3
|
2,44
|
7021,6
|
25,7
|
|
Итого
|
557509
|
100
|
85749,3
|
|
|
Пассивная часть
|
106595
|
19,12
|
16395
|
|
|
Активная часть
|
450913
|
80,88
|
69354
|
|
Рассчитываем удельные капитальные вложения и амортизационные отчисления
на одну тонну алюминия - сырца:
Куд = 557509000 / 140000= 3726 руб./т;
Ауд = 85749300 / 139247= 575руб./т.
8.4 Расчет численности работающих и фонда заработной платы
.4.1 Выбор графика сменности
Трудовым законодательством установлена продолжительность рабочей недели
40 часов для нормальных условий труда и 36 часов для вредных и тяжелых условий
труда. В корпусе электролиза непрерывный процесс производства алюминия, поэтому
используется трехсменный график работы с продолжительностью смены 8,1 ч.
а) годовой фонд времени: 36524 = 8760 часов
б) номинальный фонд времени: (365/15)·9·8,1 = 1774 часов
в) число бригад: 8760 / 1774 = 4,9 5 бригад в каждом корпусе.
Составляем 3-х сменный 5-и бригадный график сменности основных рабочих.
Таблица 8.6. График сменности рабочих корпуса электролиза
|
Бригады
|
Числа месяца
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
13
|
14
|
15
|
|
16
|
17
|
18
|
19
|
20
|
21
|
22
|
23
|
24
|
25
|
26
|
27
|
28
|
29
|
30
|
|
А
|
2
|
В
|
В
|
3
|
3
|
3
|
В
|
В
|
1
|
1
|
1
|
В
|
В
|
2
|
2
|
|
Б
|
В
|
2
|
2
|
2
|
В
|
В
|
3
|
3
|
3
|
В
|
В
|
1
|
1
|
1
|
В
|
|
В
|
1
|
1
|
В
|
В
|
2
|
2
|
2
|
В
|
В
|
3
|
3
|
3
|
В
|
В
|
1
|
|
Г
|
В
|
В
|
1
|
1
|
1
|
В
|
В
|
2
|
2
|
2
|
В
|
В
|
3
|
3
|
3
|
3
|
3
|
3
|
В
|
В
|
1
|
1
|
1
|
В
|
В
|
2
|
2
|
2
|
В
|
В
|
|
В - выходной день; 1, 2, 3
- рабочие смены;
|
Первая смена: с 22.40 до 6.50; вторая смена: с 6.40 до 14.50; третья
смена: с 14.40 до 22.50.
По графику сменности рассчитываем количество выходных дней:
Твых = (365 / tц)·tвых = (365 / 15)·6 = 146 дней,
где tвых - число выходных дней в цикле; tц - длительность цикла.
Определяем количество рабочих дней:
Траб = 365 - Твых = 365 - 146 = 219 дней
Определяем время недоработки бригады по графику сменности за неделю:
Тнед = 36 - 7·tраб·qсм / tц = 36 - 7·9· 8,1 / 15 = 2 часа
где tраб - число рабочих дней в цикле; qсм - длительность смены.
Определяем время недоработки бригады за год:
Тнед (год) = 2·365 / 7 = 104,3 часа
Количество дополнительных смен:
tдоп =
104,3 / 8,1 = 13
Дополнительные смены вводятся вместо выходных дней. Тогда количество
выходных дней:
Твых = 146 - 13 = 133 дней
Количество рабочих дней:
Траб = 219 + 13 = 232 дней
Таблица 8.7. Плановый баланс рабочего времени
|
Показатели
|
Непрерывное производство
|
Прерывное производство
|
|
1. календарный фонд
рабочего времени, Тк
|
365
|
365
|
|
2. выходные дни, Твых
|
133
|
115
|
|
3. номинальный фонд
рабочего времени, Тн
|
232
|
250
|
|
невыходы по причинам:
отпуск (очередной и дополнительный) болезни исполнение гособязанностей отпуск
учащимся итого
|
28+12+7 = 47 5 1 1 54
|
28 5 1 1 35
|
|
5. эффективный фонд, Тэфф
|
178
|
215
|
|
6. коэффициент списочного
состава, Ксп
|
232/178 = 1,3
|
250/215 = 1,16
|
Каждый работник имеет право на ежегодный оплачиваемый отпуск,
длительностью 28 календарных дней, за работу во вредных и особо вредных
условиях труда работнику должен быть предоставлен дополнительный отпуск в
размере 12 дней и обязательно должна быть учтена климатическая зона, в которой
находится предприятие. Красноярск относится к зоне севера, дополнительный
отпуск равен 7 дней.
8.4.2 Расчет численности работающих
Расчет численности работающих ведем раздельно по категориям: рабочие
(основные, вспомогательные); ИТР, служащие и МОП. Различают явочное и списочное
число работающих. Явочное количество - это число работников, присутствие
которых необходимо на рабочих местах для нормального протекания
технологического процесса. Списочное количество учитывает и тех, кто
отсутствует на производстве по различным причинам. В прерывных производствах
рассчитывается штатная численность, учитывающая кроме вышедших на работу еще и
рабочих в подменных бригадах.
Явочное количество рабочих определяется по нормам обслуживания:
Чяв = N·Ho·C,
где N - количество работающих агрегатов;
Но - норма обслуживания агрегатов, чел-смен; С - число смен в сутки.
Если учесть подменных рабочих, то получим штатную численность:
Чшт = N·Но·(С + П),
где П - количество подменных бригад.
Списочная численность:
Чсп = Чшт·Ксп,
где Ксп - коэффициент перехода от штатной численности к списочной.
Расчет численности рабочих приведен в табл. 8.8.
Таблица 8.8. Расчет численности рабочих
|
Профессия
|
Тарифный разряд
|
Норма обслуживания, Но
|
Число смен
|
Явочная численность, Чяв
|
Штатная численность, Чшт
|
Ксп
|
Списочное число работающих,
Чсп
|
|
|
|
|
в смену
|
в сутки
|
|
|
|
|
1. Основные рабочие
|
|
Электролизник рас
плавленных солей
|
6 5 4
|
0,102 0,023 0,023
|
3
|
6 2 2
|
18 6 6
|
35 10 10
|
1,3 1,3 1,3
|
45 13 13
|
|
Анодчик
|
6 5
|
0,023 0,023
|
3
|
2 2
|
6 6
|
10 10
|
1,3 1,3
|
13 13
|
|
Итого
|
|
|
|
14
|
42
|
75
|
|
97
|
|
2. Вспомогательные рабочие
|
|
2.1 Служба обработки
электролизеров
|
|
Электролизник расплавленных
солей
|
6 5 4
|
0,011 0,023 0,011
|
3
|
1 2 1
|
3 6 3
|
5 10 5
|
1,3 1,3 1,3
|
7 13 7
|
|
Анодчик
|
5
|
0,011
|
|
1
|
3
|
5
|
1,3
|
7
|
|
Тракторист, занят на
подвозке металла
|
3
|
0,011
|
3
|
1
|
3
|
5
|
1,3
|
7
|
|
Итого
|
|
|
|
6
|
18
|
30
|
|
41
|
|
2.2 Служба эксплуатации ПТО
|
|
Слесарь-ремонтник
|
5
|
0,011
|
|
1
|
1
|
1
|
1,16
|
1
|
|
Электрик
|
5
|
0,023
|
|
2
|
2
|
2
|
1,16
|
2
|
|
Газосварщик
|
5
|
0,011
|
|
1
|
1
|
1
|
1,16
|
1
|
|
Крановщик
|
6 5
|
0,17 0,011
|
|
15 1
|
15 1
|
15 1
|
1,16 1,16
|
12 1
|
|
Итого
|
|
|
|
15
|
15
|
15
|
|
17
|
|
Всего по корпусу
|
|
|
|
35
|
75
|
120
|
|
155
|
Таблица 8.9. Штатное расписание руководителей, специалистов и служащих
|
должность
|
категория
|
численность, чел.
|
|
цехоуправление
|
|
Начальник цеха
|
руководитель
|
1
|
|
Зам. начальника цеха
|
руководитель
|
1
|
|
Начальник службы
эксплуатации оборудования
|
руководитель
|
1
|
|
Ст. производственный мастер
анодного хозяйства цеха
|
руководитель
|
1
|
|
Ст. производственный мастер
цеха
|
руководитель
|
5
|
|
Техник по учету
|
руководитель
|
1
|
|
Делопроизводитель
|
служащий
|
1
|
|
Машинистка
|
служащий
|
1
|
|
Ст. технолог цеха
|
руководитель
|
1
|
|
Инженер-технолог
|
руководитель
|
1
|
|
Ст. производственный мастер
|
руководитель
|
1
|
|
|
Производственный мастер ан.
хозяйства
|
руководитель
|
1
|
|
|
Производственный мастер
|
руководитель
|
6
|
|
|
Итого 22
|
|
|
|
|
|
8.4.3 Расчет фонда заработной платы
Фонд заработной платы промышленно-производственного персонала (ППП)
планируется на основе рассчитанной численности, действующих тарифных ставок и
систем заработной платы. Фонд заработной платы ИТР, служащих и приведен в табл.
8.10
Принимаем следующие коэффициенты доплат:
- Премия: 60% от тарифа;
Районный и северный коэффициенты: 60% от основного фонда заработной платы
труда;
Ночные: (8 / 24)· 40% = 13,33% от тарифа;
Вечерние: (4 / 24)·20% = 3,33% от тарифа;
Праздничные: (9 / 365)·100% = 2,47% от тарифа;
Коэффициент приработка: 21,7% от тарифа;
Отпускные: (47/178)·100% = 26,41 % от основного фонда заработной платы
труда;
Гособязанности: (1/178)·100% = 0,56 % от основного фонда заработной платы
труда;
Прочие (отпуск учащимся): (1/178)·100% = 0,56 % от основного фонда
заработной платы труда.
Таблица 8.10.Фонд заработной платы ИТР, служащих и МОП
|
Должность
|
Количество
|
Оклад, руб.
|
Годовой фонд, руб.
|
Премия, руб.
|
Ночные и вечерние, тыс.
руб.
|
Всего с районным и северным
коэффициентами, тыс. руб.
|
|
Начальник цеха
|
1
|
13000
|
156000
|
93600
|
-
|
249600
|
|
Зам. начальника цеха
|
1
|
10000
|
120000
|
72000
|
-
|
192000
|
|
Начальник службы эксп.
оборудования
|
1
|
7309
|
87708
|
52625
|
-
|
140333
|
|
Ст. произв. мастер анодного
хозяйства цеха
|
1
|
9534
|
114408
|
68645
|
-
|
183053
|
|
Ст. произв. мастер цеха
|
5
|
5403
|
64836
|
38902
|
-
|
103738
|
|
Техник по учету
|
1
|
2654
|
31848
|
19109
|
-
|
50957
|
|
Делопроизводитель
|
1
|
2066
|
24792
|
14875
|
-
|
39667
|
|
Машинистка
|
1
|
1907
|
22884
|
13730
|
-
|
36614
|
|
Ст. технолог цеха
|
1
|
6197
|
74364
|
44618
|
-
|
118982
|
|
Инженер-технолог
|
1
|
3178
|
38136
|
22882
|
-
|
61018
|
|
Ст. производ-ный мастер
|
1
|
7151
|
85812
|
51487
|
14331
|
151630
|
|
Производ-ный мастер
анодного хоз-ва
|
1
|
6197
|
74364
|
44618
|
12419
|
131401
|
|
Производ-ный мастер
|
6
|
4926
|
59112
|
35467
|
9872
|
104451
|
|
Итого
|
22
|
79522
|
954264
|
572558
|
36622
|
1563444
|
|
|
|
|
|
|
|
|
|
Расчет планового фонда заработной платы рабочих представлен в табл.8.11.
Годовой фонд заработной платы всех категорий работающих и их
среднемесячная заработная плата представлена в табл. 8.12.
Таблица 8.12. Сводная форма по труду и зарплате
|
Категория трудящихся
|
Количество, чел.
|
Годовой фонд, руб.
|
Среднемесячная зарплата,
руб.
|
|
1. Рабочие: основные
вспомогательные 2. ИТР Итого
|
97 41 22 160
|
16930700 8137700 1563400
26631100
|
Таблица 8.13. Расчет планового фонда заработной платы рабочих
|
Профессия
|
Тарифный разряд
|
Тарифная ставка
|
Списочная численность
|
Эффект. фонд час/год
|
Отработанно часов
|
Тарифный фонд, тыс. руб.
|
Доплата
|
Итого основной фонд
|
Всего с районным коэф.
(1,6)
|
Фонд допол. зарплаты с
отпускными
|
Годовой фонд заработной
платы, тыс. руб.
|
|
|
|
|
|
|
|
Ночное, вечернее (16,7%)
|
Коэф. приработка (0,217)
|
Праздничные (2,47 %)
|
Премия (60%)
|
|
|
|
|
|
1. Основные рабочие
|
|
|
Электролизник
|
6
|
27,2
|
45
|
1442
|
85078
|
2314,1
|
386,5
|
502,2
|
57,2
|
1388,5
|
4648,5
|
7437,6
|
2047,5
|
9485,1
|
|
|
5
|
24,0
|
13
|
1442
|
18746
|
449,9
|
75,1
|
97,6
|
11,1
|
269,9
|
903,6
|
1445,8
|
398
|
1843,8
|
|
|
4
|
21,7
|
13
|
1442
|
18746
|
406,8
|
67,9
|
88,3
|
10,1
|
244,1
|
817,2
|
1307,5
|
360
|
1667,5
|
|
|
Анодчик
|
6
|
27,2
|
13
|
1442
|
18746
|
510
|
85,2
|
110,7
|
12,6
|
306
|
1024,5
|
1639,2
|
451,3
|
2090,5
|
|
|
5
|
24,0
|
13
|
1442
|
18746
|
449,9
|
75,1
|
97,6
|
11,1
|
269,9
|
903,6
|
1445,8
|
398
|
1843,8
|
|
|
Итого
|
|
|
97
|
|
160062
|
4130,7
|
689,8
|
896,4
|
102,1
|
2478,4
|
8297,4
|
13275,9
|
3654,8
|
16930,7
|
|
|
2. Вспомогательные рабочие
|
|
|
2.1 Служба обработки
электролизеров
|
|
|
Электролизник
|
6
|
27,2
|
7
|
1442
|
10094
|
274,5
|
45,8
|
59,6
|
6,8
|
164,7
|
551,4
|
882,2
|
242,9
|
1125,1
|
|
|
5
|
24,0
|
13
|
1442
|
18746
|
449,9
|
75,1
|
97,6
|
11,1
|
269,9
|
903,6
|
1445,8
|
398
|
1843,8
|
|
|
4
|
21,7
|
7
|
1442
|
10094
|
219,1
|
36,6
|
47,5
|
5,4
|
131,5
|
440,1
|
704,2
|
193,8
|
898
|
|
|
Анодчик
|
5
|
24,0
|
7
|
1442
|
10094
|
242,3
|
40,5
|
52,6
|
6
|
145,4
|
486,8
|
778,8
|
214,4
|
992,9
|
|
|
Тракторист
|
3
|
19,2
|
7
|
1442
|
10094
|
193,8
|
32,4
|
42,1
|
4,8
|
116,3
|
389,4
|
623,1
|
171,5
|
794,6
|
|
|
Итого
|
|
|
41
|
|
59122
|
1379,6
|
230,4
|
299,4
|
29,3
|
711,6
|
2771,3
|
4434,1
|
1049,1
|
5654,4
|
|
|
2.2 Служба эксплуатации ПТО
|
|
|
Электрики
|
5
|
15,7
|
2
|
1742
|
3484
|
54,7
|
9,1
|
11,9
|
1,4
|
32,8
|
109,9
|
175,8
|
24,5
|
200,3
|
|
|
Cлесарь-ремонтник
|
5
|
15,7
|
1
|
1742
|
1742
|
27,3
|
4,6
|
5,9
|
0,6
|
16,4
|
54,8
|
87,7
|
12,2
|
99,9
|
|
|
Газосварщик
|
5
|
15,7
|
1
|
1742
|
1742
|
27,3
|
4,6
|
5,9
|
0,6
|
16,4
|
54,8
|
87,7
|
12,2
|
99,9
|
|
|
Крановщик
|
6
|
18,2
|
1
|
1742
|
29614
|
538,9
|
90
|
116,9
|
13,3
|
323,3
|
1082,4
|
1731,8
|
241,6
|
1973,4
|
|
|
5
|
17,2
|
1
|
1742
|
1742
|
30
|
5,0
|
6,5
|
0,7
|
18
|
60,2
|
96,32
|
13,4
|
109,7
|
|
|
Итого
|
|
|
17
|
|
38324
|
678,2
|
113,3
|
147,1
|
16,6
|
406,9
|
1362,1
|
2091,6
|
290,5
|
2483,2
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
8.5 Расчет себестоимости продукции
Себестоимость - это затраты предприятия на производство и реализацию
продукции. Цель расчета себестоимости продукции - определить сумму затрат на
производство продукции, выводимой из-под налогообложения прибыли. Для расчета
себестоимости продукции используют нормативно-балансовый метод, который основан
на определении каждой статьи калькуляции. Себестоимость продукции определяется
на единицу продукции и на весь выпуск.
Расчет проводится в следующем порядке:
) расчет сметы расходов на содержание и эксплуатацию оборудования (РСЭО)
; 2) расчет сметы цеховых расходов;
) калькуляция себестоимости единицы продукции и товарного выпуска
Амортизация оборудования - как активная часть основных фондов; содержание
оборудования - как зарплата вспомогательных рабочих с начислениями на
социальное страхование 35,6 %; износ инвентаря - 10% от стоимости инструмента;
внутризаводское перемещение грузов - 1% от стоимости подъемно-транспортного
оборудования; прочие расходы принимаем как 10 % от суммы учтенных затрат.
Таблица 8.14. Смета расходов на содержание и эксплуатацию оборудования
|
Статьи затрат
|
Сумма, тыс. руб.
|
|
1. амортизация оборудования
|
450913
|
|
2. содержание и ремонт
оборудования
|
8052
|
|
3. износ инвентаря
|
2732
|
|
4.внутризаводское
перемещение грузов
|
7570
|
|
5. прочие расходы
|
46926,7
|
|
Итого
|
516194
|
Амортизация зданий, сооружений и передаточных устройств берется как
пассивная часть основных фондов; содержание зданий и сооружений - 1,5 % от
сметной стоимости; текущий ремонт зданий и сооружений - 3,5 % от сметной
стоимости; расходы на охрану труда и ТБ - 5 % от фонда зарплаты основных
рабочих, прочие расходы - 3 % от итоговой суммы.
Таблица 8.15. Смета цеховых расходов
|
Статьи затрат
|
Сумма, тыс. руб.
|
|
1. содержание
руководителей, специалистов, служащих
|
1563,4
|
|
2. начисления на соцстрах
(35,6%)
|
3536
|
|
3. амортизация зданий,
сооружений и передаточных устройств
|
106595
|
|
4. содержание зданий и
сооружений
|
55750
|
|
5. текущий ремонт зданий и
сооружений
|
19515
|
|
6. расходы на охрану труда
и ТБ
|
3386
|
|
7. прочие расходы
|
5100
|
|
Итого
|
196054
|
Таблица 8.16. Калькуляция себестоимости алюминия
|
Статьи затрат
|
Ед. изм.
|
На единицу (1 т)
|
На годовой выпуск
|
|
|
Кол-во
|
Цена, руб.
|
Сумма, руб.
|
Кол-во
|
Сумма, тыс. руб.
|
|
1. сырье и основные
материалы: глинозем анодная масса фторид алюминия фторид кальция
|
т т т т
|
1,9155 0,527 0,035 0,0015
|
10260,91 6101,73 27123,4
3488,92
|
19654,77 3038,7 949,3 5,2
|
286597,1 74510,7 5237
224,5
|
2940746,7 454620 142043,2
783,3
|
|
Итого
|
|
|
|
23647,97
|
|
3538223,5
|
|
2. вспомогательные
материалы: гасильный шест 3. энергетические затраты: электроэнергия
|
шт. кВтч
|
1,1 14776
|
4,09 0,60
|
4,5 8865,6
|
164607,3 2211124968
|
673,2 1326675
|
|
Итого
|
|
|
|
8870,1
|
|
1327348,2
|
|
4. зарплата основных
рабочих 5. начисления на соц. страхование 6. РСЭО 7. цеховые расходы
|
|
|
|
432,7 154,1 3267,5 1077
|
|
64750,5 23060 488957,4
161170,5
|
|
Итого
|
|
737938,3
|
|
Итого цеховая себестоимость
|
37449
|
|
5603119
|
|
8. общезаводские расходы
|
|
706,2
|
|
105736
|
|
Итого производственная
себестоимость
|
38155,7
|
|
5708855
|
|
9. коммерческие расходы
|
|
257,8
|
|
38573
|
|
Итого полная себестоимость
|
38413,5
|
|
5747428
|
8.6 Расчёт экономической эффективности технико-экономических
показателей
В этом разделе рассчитываем показатели экономической эффективности
аналога и проекта.
Прибыль от реализации продукции
П = (ЦAl - С) ·Вгод
где П - прибыль от реализации продукции, руб.
ЦAl - цена за единицу продукции, руб.
С - полная себестоимость единицы продукции, руб.
Расчетная цена равна:
Цр = Суд + Ен· Куд
где Ен - нормативный коэффициент эффективности;
Куд - капвложения, руб.
Куд = Кобщ / Вгод,
где Кобщ -стоимость основных фондов цеха.
проект: Куд =Кобщ /Вп=55759/140,0=3726 руб.
аналог: Куд = Кобщ /Ва=557509/139,247=3745 руб.
Цр = 39182+0,15·3726=39741руб/т
проект: П = (39741- 38413,5) ·140000 = 198635,5 тыс. руб.
аналог: П = (39741- 39182,2) · 139247= 88739,6 тыс. руб.
П = 198635,5 -88739,6 = 109895,4 тыс. руб.
Рентабельность продукции
Робщ = П·100 / ЦAl·В
проект: Робщ = 198635500 ·100/(38413,51·140000) = 3,46 %
аналог: Робщ = 88739600 ·100 /(38413,51·139247) = 1,55 %
Рентабельность продаж
Робщ = П·100 / ТП
проект: Робщ = 198635,5·100/(39741·140000)=3,35%
аналог: Робщ = 88739600 ·100 /(39741·139247)=1,49%
Рентабельность производства
Робщ = П·100 / Фн
проект: Робщ = 198635,5 ·100/(557509+ 557509·0,2) = 30 %
аналог: Робщ = 88739,6 ·100 /(557509+ 557509 ·0,2) = 15,6 %
Производительность труда
Пт = Вгод / Чппп
где Чппп - численность промышленно-производственного персонала.
проект: Пт = 140000/640 = 233,8 т/чел
аналог: Пт = 139247/640 = 232,6 т/чел
Фондоотдача
Кфо = Вгод·ЦAl / Фосн
где Фосн -стоимость основных фондов.
проект: Кф = 140000·39741/557509000 = 10,67 руб/руб.
аналог: Кф = 139247·39741/ 557509000 = 10,6 руб/руб.
Фондовооружённость
Кфв = Фос / Ч,
где Ч - численность ППП, чел.
проект: Кфв=557509000/640=871 тыс. руб/чел.
аналог: Кфв=557509000/640=871 тыс. руб/чел.
Срок окупаемости
Т = Фосн / П
проект: Т =557509/109895,4 5,1 года
В табл. 7.17 приведены технико-экономические показатели аналога и проекта
корпуса электролиза.
8.7 Расчет налогов и чистой прибыли
Налог на имущество
Ним = Фосн·Сн
где Сн - ставка налога (2%)
проект: Ним = 557509·0,02 = 11150,2 тыс. руб.
аналог: Ним = 557509·0,02 = 11150,2 тыс. руб.
Налог на уборку территории
Он составляет 1,5 % от реализации продукции.
Нуб = ЦAl·Вгод·0,015
проект: Нуб = 39741·149620·0,015 =89191тыс. руб.
аналог: Нуб = 39741·148867·0,015 = 88749 тыс. руб.
Сбор на нужды образования
Он составляет 1% от фонда оплаты труда.
проект: Ноб = 106524,4·0,01 = 1065 тыс. руб.
аналог: Ноб = 106524,4·0,01 = 1065 тыс. руб.
Сбор на содержание муниципальной милиции
Он равен 3% то минимального фонда оплаты труда.
Нм.м = 0,03·Чппп·МРОТ·12
проект: Нм.м = 0,03·640·100·12 = 23 тыс. руб.
аналог: Нм.м = 0,03·640·100·12 = 23 тыс. руб.
Итого местные налоги составят:
проект: Н= 11150,2 +89191+1065+23= 101429,2 тыс. руб.
аналог: Н = 11150,2 +88749+1065+23= 100987,2 тыс. руб.
Прибыль к налогообложению
проект: П =198635,5-101429,2 = 187258,1 тыс. руб.
аналог: П =88739,6-100987,2 = 77362,6 тыс. руб.
Налог на прибыль
Налог на прибыль равен 24 %.
проект: Нп = 187258,1 ·0,24 = 44941,9 тыс. руб.
аналог: Нп = 77362,6 ·0,24 = 18567тыс. руб.
Чистая прибыль
проект: Пч =198635,5 - 44941,9= 153693,6 тыс. руб.
аналог: Пч =88739,6 - 18567= 70172,6 тыс. руб.
8.8 Расчет динамической оценки
Основные показатели, используемые для расчета эффективности
инвестиционных проектов:
. Чистый дисконтированный доход (ЧДД);
. Срок окупаемости (Ток).
Чистый дисконтированный доход - это накопленный дисконтированный эффект
за расчетный период.
|
ti, лет
|
Кi,  Дисконтированный дополнительный операционный поток ΔОП=148444130·КiЧДД= - 557509
+∑Δ
ОПi, руб. Дисконтированный дополнительный операционный поток ΔОП=148444130·КiЧДД= - 557509
+∑Δ
ОПi, руб.
|
|
|
|
1
|
0,87
|
148444130
|
-296753130
|
|
2
|
0,76
|
129146393,1
|
-167606737
|
|
3
|
0,66
|
112817538,8
|
-54798198
|
|
4
|
0,57
|
97973125,8
|
43183928
|
Срок окупаемости с учетом дисконтирования - это продолжительность периода
от начального момента до того наиболее раннего момента в расчетном периоде,
после которого текущий ЧДД становится и в дальнейшем остается положительным.
Ток = 3 + 547982000/97973125,8 8,59 года.
Таблица 8.17. Технико-экономические показатели аналога и проекта цеха
электролиза
|
Показатели
|
Ед. изм.
|
Проект
|
Аналог
|
Отклонение
|
|
1. выпуск алюминия-сырца
|
т/год
|
140000
|
139247
|
753
|
|
2. товарная продукция
|
тыс. руб.
|
5747428
|
5718502,5
|
28925
|
|
3. численность ППП
|
чел.
|
640
|
640
|
-
|
|
4. производительность труда
|
т/чел
|
233,8
|
232,6
|
1,2
|
|
5. средняя зарплата
|
руб/мес
|
9800
|
9800
|
-
|
|
6. стоимость основных
средств
|
тыс. руб.
|
557509
|
557509
|
-
|
|
7. фондоотдача
|
руб/руб
|
10,67
|
10,6
|
0,7
|
|
8. фондовооружённость
|
руб./чел
|
871
|
871
|
-
|
|
9. себестоимость 1т
алюминия-сырца
|
руб.
|
38413,5
|
39182,2
|
-768,7
|
|
10. срок окупаемости
|
лет
|
5,1
|
-
|
5,1
|
|
11 прибыль от реализации
|
тыс. руб.
|
198635,5
|
88739,6
|
109895,4
|
|
12. чистая прибыль
|
тыс. руб.
|
153693,6
|
70172,6
|
83521
|
|
13. рентабельность
продукции
|
%
|
3,46
|
1,55
|
1,91
|
|
14. рентабельность продаж
|
%
|
3,35
|
1,49
|
1,86
|
|
15. рентабельность
производства
|
%
|
30
|
15,2
|
14,8
|
|
16. срок окупаемости с
учетом дисконтирования
|
лет
|
8,59
|
|
8,59
|
Вывод
Предлагаемое мероприятие заключается в переходе с “жирной” анодной массы
на “сухую”, что приведет к снижению ее расхода. Данные мероприятия позволяют
повысить производительность, фондоотдачу, рентабельность, повысить размер
чистой прибыли и увеличить поступления в бюджет всех уровней.
Проведенные расчеты показывают, что предлагаемое мероприятие является
экономически выгодным по следующим показателям:
1
Приводит к
снижению себестоимости 1 т алюминия - сырца на 768,7 руб., за счет снижения
расхода сырья и электроэнергии на единицу продукции и экономии на
условно-постоянных расходах, которая возникает при увеличении выпуска готовой
продукции на 753 т/год. Снижение себестоимости и увеличение выпуска приводи
годовому экономическому эффекту равному 240 997 руб.;
2
За счет снижения
себестоимости и увеличения выпуска продукции чистая прибыль предприятия
возросла на 83521 тыс. руб./год
3
Производительность
труда также возросла, за счет увеличения выпуска алюминия-сырца, на 0,94 т/чел;
4
Эффективность
использования основных средств увеличилась, что отражается на показателе
фондоотдачи и фондовооружённости. Фондоотдача показывает, какое количество
продукции произведено в расчете на рубль вложенный в основные средства. В нашем
случае фондоотдача увеличилась на 0,07 руб./руб. Показатель общей
рентабельности производства, который характеризует эффективность производственной
деятельности предприятия, увеличился на 14,8 %, за счет увеличения прибыли от
реализации продукции;
5
Окупаемость
проекта рассчитана с момента начала реализации проекта. Обычная окупаемость
инвестиций с момента ввода объекта в эксплуатацию составляет 5,1 года, а
дисконтированная 8,59 года.
приложение
Проектные характеристики анодного узла
|
Характеристики
|
С8-БМ ЭЮ155
|
С8-Б (корпус 9)
|
ЭЮ165 (корпус 10)
|
|
Размеры анода: длина, м
ширина, м площадь, м
|
8400 2850 23,94
|
8400 2750 23,10
|
8900 2850 25,36
|
|
Общая масса анодного узла,
т
|
90
|
86
|
114,65
|
|
Масса 1 см коксопековой
композиции, кг
|
354
|
340
|
3-76
|
|
Масса 1 см анода в районе
подошвы, кг
|
396
|
382
|
421
|
|
Высота анодного кожуха, мм
|
1310;1410
|
1310;1410
|
1310;1410
|
|
Количество штырей, шт.
|
72
|
72
|
76
|
|
Размеры штырей: общая длина,
мм диаметр верхней стальной части штыря, мм диаметр нижней стальной части
штыря, мм
|
2700; 2850 138 100
|
2700; 2850 138 100
|
2700; 2850 138 100
|
|
Масса штыря, не более, кг
|
200; 220
|
200; 220
|
200; 220
|
|
Токовая нагрузка на 1
штырь, кА: - номинальная; - максимальная, не более
|
2,2 3,5
|
2,1 3,5
|
2,1 3,5
|
|
Количество ребер охлаждения
(продольных), шт.
|
0-7
|
0-7
|
0-7
|
|
Количество секций
газосборного колокола, шт.: в том числе: - прямых; - угловых Количество
вставок (340мм; 270мм; 40мм), шт
|
24 20 4 8
|
24 20 4 8
|
26 22 4 10
|
|
Масса одной секции, кг
|
100
|
100
|
100
|
|
Количество горелок, шт.
|
2
|
2
|
2
|
|
Скорость перемещения анода
и анодной рубашки, мм/мин.
|
25
|
25
|
25
|
|
Расчетная грузоподъемность
основных механизмов подъема, т .
|
120
|
120
|
120
|
|
Расчетная грузоподъемность
вспомогательных механизмов подъема, т
|
100
|
100
|
100
|
Заключение
Предлагаемое мероприятие заключается в переходе с “жирной” анодной массы
на “сухую”, что позволяет решить две основные задачи: снижение расхода анода,
уменьшение электросопротивления в его теле. За этим следует изменение ряда
показателей: падение напряжения, следовательно, уменьшение расхода
электроэнергии; снижение себестоимости тонны алюминия за счёт снижения затрат
на сырьё.
В работе проектируется цех, производится строительный расчёт с выбором
количества ванн, планировки цеха, вспомогательных помещений и конструктивных
размеров ванны, рассчитывается материальный, электрический, энергетические
балансы, целью которых является определение расходных коэффициентов материалов,
расчёт напряжений и удельного расхода электроэнергии.
В разделе «Охрана труда и окружающей среды» производится анализ опасных и
вредных факторов, планируется ряд мероприятий по охране труда, производственной
санитарии, мероприятия по улучшению метеорологических условий, утилизации
отходов, отчистки отходящих газов.
Расчёт электроснабжения позволяет выбрать электротехническую схему цеха
электролиза, а также рассчитать стоимость электрической энергии.
В экономической части осуществляется расчёт основных
технико-экономических показателей, который наглядно показывает целесообразность
и экономическую выгоду от внедрения данной технологии.
Список литературы
1. Ветюков М.
М., Цыплаков А. М., Школьников С. Н. Электрометаллургия алюминия и магния:
Учебник для вузов.- М.: Металлургия, 1987. - 320 с.
. Минцисс М.
Я., Поляков П. В., Сиразутдинов Г. А. Электрометаллургия алюминия. -
Новосибирск: Наука, 2001. - 368 с.
. Троицкий И.
А., Железнов В. А. Металлургия алюминия: Учебное пособие для техникумов. 2-е
изд., перераб. и доп. М.: Металлургия, 1984.- 400с.
.
Борисоглебский Ю. В. Расчёт и проектирование алюминиевых электролизёров. -
Учебное пособие. Ленинград. 1981.- 90 с.
. Таянчин А.
С. Технология анода Содерберга //Международный семинар «Алюминий Сибири - 2001,
Сб. докл. конф. 2001.
. Журавлёв Ю.
А., Петухов М. П. //Цветные металлы, 1998. №5. С.55.
. Янко Э. А.
Аноды алюминиевых электролизёров. - М.: Издательский дом «Руда и металлы»,
2001.- 671 с.
. Янко Э. А.
Изыскание путей повышения качества анодной массы в производстве алюминия: Дис.
докт. техн. наук. - Иркутск, 1982. - 359 с.
. Дмитриев А.
А. // Цветные металлы. 1983. № 9. С. 44-46.
. Марков В.
К. и др. // Цветные металлы. 1988. № 2. С. 43-44.
. Шишкин В.
Б. Разработка и внедрение новых составов анодной массы для алюминиевых
электролизеров с целью снижения ее расхода и улучшения санитарно-экологических
условий производства: Автореф. дис. канд. техн. наук. - С.Пб. 1992. 24 с.
. Авт. св.
1614528 СССР. Способ подготовки к работе самообжигающихся анодов алюминиевых
электролизеров // В. Б. Шишкин н др. // Открытия. Изобретения.
. Шишкин В.
Б. и др. // Цветные металлы. 1989. № 1. С. 59-61
. Янко Э. Л.
и др. // Цветные металлы. 1990. № 4. С. 59-61.
. Шишкин В.
Б. и др. // Цветные металлы. 1991. № 5. С. 43-44.
. Савинов В.
И. Для того, чтобы идти в ногу со временем, надо постоянно его
обгонять//Технико-экономический вестник ОАО «КрАЗ».1997. №9. С. 1-4.
. Прангенберг
З. Модернизация корпусов 19, 20 и цеха анодной массы // Технико-экономический
вестник ОАО «КрАЗ».1997.№9. С.5-9.
. Журавлёв Ю.
А., Петухов М. П. //Цветные металлы, 1998. №5. С. 56.
. Журавлёв Ю.
А., Петухов М. П. //Цветные металлы, 1998. №5. С. 58-63.
.
Per Stokka // Light Metals. 1985. P. 925 - 933.
21.
(Технологическая инструкция)//ТИ 1-20-2002//«Обслуживание анодов с применением
«сухой» анодной массы». ОАО «КрАЗ».
22. Янко
Э.А., Лазарева В.Д.// Цветные металлы, 1974. №11. С 38-41.
. Аюшин Б.И.
Автореферат кандидатской диссертации Л., ВАМИ. 1974. С. 26
. Бегунов
А.И., Деревягин В.Н., Махеров В.В., Цымбалов С.Д. Рельеф подошвы
самообжигающегося анода и анодный эффект в алюминиевых электролизерах//Тезисы
докладов V Уральской конференции по
высокотемпературной физической химии и электрохимии.,т.1, Свердловск. 1989.
. Журавлёв Ю.
А., Петухов М. П. //Цветные металлы, 1998. №5. С. 54.
. Справочник
металлурга по цветным металлам. Производство алюминия. Костюков А. А., Киль И.
Г., Никифоров В. П. и др. - М.: Металлургия, 1971. 560 с.
. Герасимов
В. И., Манн В. Х. // Цветные металлы, 1998. №5. С. 66-67.
. Черских И.
В., Пингин В. В., Таянчин А. С., Тонких Н. В. Технология «сухого» анода -
освоение и перспективы//Технико-экономический вестник ОАО «КрАЗ». 2003. №1. С.
1-6.
. Справочник
по проектированию электропривода, силовых и осветительных установок/Под ред. Я.
М. Большам и др. - М.: Энергия,1974. - 728 с.
. Организация
и планирование металлургических цехов в цветной металлургии: Метод. указания к
дипломному и курсовому проектированию для студентов специальности 110200
«Металлургия цветных металлов» / Сост. Т. М. Мандричко, М. А, Смирнов; КГАЦМиЗ.
- Красноярск, 2002. - 48 с.
.
Безопасность жизнедеятельности в дипломном проектировании: Метод. указания. /
Сост. Э. В. Богданова; КИЦМ. - Красноярск, 1974. - 37с.