Алчевский металлургический комбинат
Содержание практики
Содержание практики должно обеспечивать
безусловное выполнение целей и задач, установленных программой.
Технологическая практика
включает в себя следующие основные вопросы:
а) изучение правил и мероприятий по охране труда
и безопасности жизнедеятельности, а также противопожарной технике;
б) ознакомление с организацией гражданской
обороны на предприятии;
в) ознакомление со структурными подразделениями
предприятия, а также конкретного цеха и места практики;
г) изучение применяемых устройств и приборов, их
характеристик, принципов работы;
д) ознакомление с правилами эксплуатации,
ремонта и обслуживания электронных устройств;
е) изучение элементной базы электронных
устройств (резисторы, конденсаторы, трансформаторы, дроссели и высокочастотные
катушки индуктивности, полупроводниковые электронные приборы, устройства
коммутации и др.);
ж) выполнение индивидуального задания;
з) ознакомление с технологической линией цеха,
основными видами выпускаемых приборов либо агрегатов, их техническими характеристиками;
и) ознакомление с конструкцией основного
технологического оборудования цеха, принципа его действия, а также выполняемыми
технологическими операциями;
к) изучение основных операций электромонтажных
работ, применяемых инструментов и приспособлений (крепление и монтаж навесных
деталей и разъемов, обработка и закрепление жил и экрана монтажных проводов,
вязка жгутов, пайка, печатный монтаж);
л) изучение методов контроля технологических
операций и конечной готовой продукции;
м) ознакомление с опытом применения для
технологических операций роботов и манипуляторов, станков с числовым
программным управлением, контролирующих и управляющих вычислительных машин;
н) ознакомление со списком цеховых тем,
предлагаемых для разработки рационализаторами и изобретателями.
1.
История ОАО АМК
На северо-востоке Донбасса, возле
железнодорожной станции Юрьевка и села Васильевка в 90-х годах девятнадцатого
столетия началось строительство металлургического завода Алчевским Алексеем
Кирилловичем, основателем завода, промышленником и банкиром, а 26 мая 1896 года
была задута первая доменная печь.
До Великой Октябрьской революции
Алчевский завод был крупным по тем временам предприятием c 6 домнами объемом от 250 до 380 м³, 7 мартеновскими печами с
садкой до 40т, прокатным цехом. Характерно, что в 1898г. на заводе были
установлены прокатные станы, работающие прежде в Бельгии, которая не была
заинтересована в том, чтобы у нас внедрялись новые агрегаты, и сбывала сюда
устаревшее оборудование.
На всех агрегатах старого Алчевского
заводе преобладал тяжелый ручной труд. Например, на нагревательных печах стана
"800" трехтонные слитки раскантовывались и выталкивались рабочими с
помощью обыкновенных ломов.
В 1913 году заводом был достигнут
самый высокий в тех условиях уровень производства: выплавлено 217 тыс. тонн
чугуна и 251 тысяча тонн стали, произведено 210 тысяч тонн сортового и мелкого
проката.
За годы первой мировой и гражданской
войн выпуск металла на заводе сильно сократился. В 1923 - 1925 гг. завод
находился на консервации. Лишь в феврале 1925г. сила восстановлена доменная
печь №2, а позже постепенно стали возвращаться в строй и остальные агрегаты.
В годы первой пятилетки началась
реконструкция завода. За несколько лет были сооружены две новые
механизированные доменные печи объемом по 930 м³
(впоследствии объем печи №2 был увеличен), газоочистка и другие
объекты, рядом был построен коксохимический завод.
Производство металла непрерывно
росло. В то же время успешно решалась проблема создания высококачественных
сталей и более экономичных профилей проката. В частности было освоено и
увеличивалось производство холоднотянутой калиброванной стали. К началу Великой
Отечественной войны выпуск специальных и качественных марок сталей на заводе
составлял уже почти 85% общего производства металла.
Война помешала дальнейшему развитию
предприятия. За время оккупации нашего города фашистскими захватчиками завод
был сильно разрушен. Вернувшись из эвакуации, металлурги застали здесь груды
кирпича, камня, исковерканного металла.
Испытывая большой недостаток в
материалах, оборудовании, кадрах, группа энтузиастов, среди которых было немало
стариков и женщин, о первого дня освобождения города Советской Армией (2
сентября 1943 г.) горячо принялась за возвращение родного завода к жизни. Уже к
середине 1944 года была введена в эксплуатацию мартеновская, а в ноябре -
доменная печь. В том же году удалось частично восстановить энергетическое
хозяйство, смонтировать турбогенератор и турбовоздуходувку, приступить к
восстановительным и ремонтным работам по подсобным цехам.
В период восстановления была начата
подготовка к коренной реконструкции завода на базе новейших достижений науки и
техники.
Старый, построенный в конце XIХ века
мартеновский цех был снесен. Вместо него по проекту Гипростали сооружен цех,
где почти все процессы механизированы и автоматизированы.
В марте 1952г. на заводе дали сталь
две первые в тогдашнем СССР мощные мартеновские печи. Через несколько месяцев
вступил в строй стан "2250". На протяжении 1952-1955гг. один за
другим включались в работу мощная доменная печь и 3 новые мартеновские печи,
мощный блюминг - слябинг, толстолистовой стан "2800". В 1959-1961гг.
введена в эксплуатацию аглофабрика в составе 6 агломашин.
В последующие годы вступили в строй
полунепрерывный крупно сортный стан "600", доменная печь №1 объемом
3000 м³, двухванный
сталеплавильный агрегат, цех стальной дроби, цех двухслойной стали,
шаропрокатный стан, прямоточный сталеплавильный агрегат и ряд вспомогательных
цехов.
В настоящее время открытое
акционерное общество "Алчевский металлургический комбинат" - одно из
крупнейших предприятий Украины, которое продолжает обновляться и в своем
составе имеет 8 основных цехов: агломерационный, доменный, мартеновский,
обжимной, толстолистовой №1, толстолистовой №2, сортопрокатный, отделение
непрерывной разливки стали, кислородно-конверторный.
Для производства конкурентоспособной
продукции в лабораториях комбината разрабатывают новые и совершенствуют
существующие технологические процессы.
В доменном производстве
механизирован участок для получения монолитной наливной футеровки чугуновозных
ковшей с применением машины, обеспечивающей приготовление огнеупорной бетонной
смеси, подачу и укладку ее в ковш.
Разработана и внедрена в
производство машина для скалывания настылей в чугуновозных ковшах с помощью
опускающейся фрезы.
В автоматической системе управления
весодозированием шихтовых материалов используют микропроцессор, обеспечивающий
высокую точность дозирования, автоматический сбор и обработку информации по
контролю и управлению работой доменной печи.
В сталеплавильном производстве на
мартеновских печах внедрены установка для скачивания шлака и машина для
набивного футерования сталеразливочных ковшей, это значительно экономит
огнеупоры и облегчает труд рабочих-огнеупорщиков.
В прокатных цехах комбината
модернизированы электроприводы прокатных клетей и рольгангов. Это повысило
надежность работы электрооборудования и безопасность его обслуживания.
Качество выпускаемой продукции
проверяют на участках технологического контроля и в лабораториях комбината,
оборудованных различными испытательными машинами, электронно-вычислительной
техникой и компьютерами.
Производство агломерата и чугуна
На комбинате в агломерационном цехе
спекание шихты производят на шести типовых агломерационных лентах общей площадью
свыше 500 кв.м. Высота спекаемого слоя до 350 мм. Использование технологии
предварительной обработки шихты перегретым паром сокращает расход твердого
топлива, увеличивает производительность машин и улучшает качество агломерата.
Автоматизация всего технологического
процесса изготовления доменного сырья обеспечивает получение
высококачественного агломерата с величиной фракций от 5 до 30 мм, низкой
степенью разрушения при восстановлении в доменной печи и стабильными
физико-механическими свойствами.
В четырех современных большегрузных
доменных печах объемом от 1600 до 3000 куб. м. производят выплавку
передельного, литейного и валкового чугуна.
Низкое содержание серы в
выплавляемом чугуне обеспечивают процессом десульфурации чугуна в ковшах
слитковым магнием с последующим скачиванием шлака специальной скребковой
машиной.
Сталеплавильное производство
В мартеновских печах комбината
выплавляют сталь скрап-рудным процессом на жидком чугуне. Садка печей
составляет 300 и 600 тонн. В мощном двухванном сталеплавильном агрегате с
использованием двухярусных кислородных фурм и топливно-кислородных горелок
выплавляют качественную углеродистую сталь. Всего на комбинате производят 85
марок сталей: из углеродистых и низколегированных сталей, в частности,
изготавливают оборудование для химической промышленности, предназначенное для
работы в условиях повышенных температур.
Больших объемов выплавки стали, на
комбинате, достигают благодаря модернизации отдельных узлов и элементов
мартеновских печей, усовершенствованию технологических параметров и режимов,
способствующих высокой производительности печей.
Технология раскисления стали жидким
алюминием и сплавами на его основе снижает расход алюминия, стабилизирует его
содержание в стали, улучшает пластические свойства металла.
В мартеновском цехе внедрена
технология скоростной разливки полуспокойной стали сверху, позволившая
уменьшить расход огнеупоров и сменного оборудования.
В содружестве с
научно-исследовательскими и проектными институтами на комбинате ежегодно
осваивают выплавку сталей новых марок, совершенствуют технологический процесс,
реконструируют и модернизируют оборудование.
Прокатное производство
Прокатное производство на комбинате
представлено мощным блюмингом-слябингом 1250, на котором прокатывают слитки на
слябы и блюмсы с дальнейшей передачей их на толсто-листовые станы 2250, 2800 и
крупносортный полунепрерывный стан 600.
В цехах комбината изготавливают
толстый лист и крупносортный прокат из мартеновской стали. Листовая
низколегированная сталь используется для изготовления электросварных труб
диаметром 1020-1220 мм. Качество штрипсов из этой стали контролируют на
ультразвуковой установке.
Использование новой технологии
производства шахтной крепи из легированной стали обеспечивает значительное
повышение надежности и работоспособности изделий.
Комбинат является крупным
производителем двухслойного стального листа, изготавливаемого пакетным способом
по технологии использования энергии взрыва. Большие объемы производства этого
вида продукции обеспечивает полностью механизированная поточная линия.
Комбинат поставляет биметаллические
листы толщиной от 5 до 50 мм, шириной 1200-2500 мм, длиной до 12 м различного
сочетания: углеродистая сталь и нержавеющая сталь, конструкционная сталь и
нержавеющая сталь.
Продукцией комбината являются также
изделия разных профилей: круглые заготовки диаметром от 70 до 120 мм,
квадратные 100х100 мм, угловые равнобокие 100х100, 110х110 и 125х125, а также
сортовой и фасонный прокат: двухтавровые балки, швеллеры с параллельными
гранями полок, профили для крепи горных выработок различного типа, рельсы
железнодорожные узкой колеи, металлические шпалы.
Технология производства судового
листа получила сертификат Лойда.
Сертификатом общества ТЮФ Рейнланд
отмечены листовой прокат, круглые прутки, квадратные заготовки и профили.
Современное высокопроизводительное
оборудование, эффективные технологии, квалифицированные специалисты комбината -
все это позволяет производить и поставлять продукцию в соответствии с
требованиями государственных отечественных и международных стандартов.
2.
Описание технологического процесса кислородно-компрессорный
цех
Засасываемый турбокомпрессорами К-1500 и К-1700
атмосферный воздух проходит воздухозаборник и камеру масляных фильтров
непрерывного действия, очищаясь в них от пыли и других механических примесей. В
турбокомпрессорах воздух сжимается до 0,58 - 0,60 МПа и поступает в цеховой
коллектор.
Из коллектора воздух поступает в 3 блока
разделения воздуха (2 блока КтК-35-3, 1 блок КтА-40/30-1), предварительно
охлаждаясь в установке АВО (азотно-водяное охлаждение).
В воздухоразделительных установках происходит
разделение воздуха на азот и кислород (технологический и технический) методом
глубокого охлаждения.
Азот, пройдя установку АВО, выбрасывается в
атмосферу.
Технологический кислород после блоков разделения
поступает в коллектор.
Часть технологического кислорода поступает в
газодувки ТГ-200-1,14 (14 штук), сжимается в них до давления 0,048 МПа и
поступает на нужды доменного производства.
Другая часть технологического кислорода
поступает в турбокомпрессоры КтК-12,5/35, сжимается до давления 1,35 МПа и
направляется в мартеновский цех.
Технический кислород после блоков разделения
воздуха поступает в коллекторы, откуда направляется в турбокомпрессоры
КтК-12,5/35, где сжимается до давления 1,35 МПа и используется на двухванных
сталеплавильных агрегатах №№ 1 и 2, на машине огневой зачистки в обжимном цехе,
а также распределяется между цехами комбината на автогенные нужды.
Технический кислород сжимается до давления 15
МПа насосом 22 НСГ 160/20 и используется для заполнения баллонов с дальнейшей
транспортировкой их потребителю.
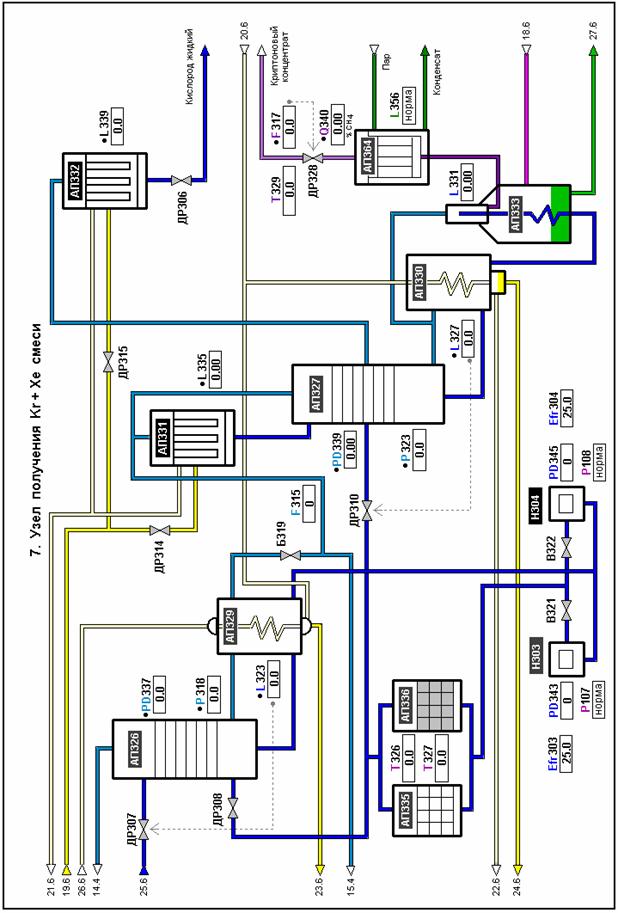
Описание
технологической схемы установки сырого криптона УСК-1
Очищенный от углеводородов концентрат поступает
для дальнейшего обогащения в блок концентрирования, состоящего из
ректификационной колонны и двух теплообменников. Криптоно-ксеноновый концентрат
охлаждается отходящим кислородом в криптоновом теплообменнике и дросселируется
в среднюю часть колонны, в которой происходит разделение криптоно-кислородной
смеси.
Через второй теплообменник поступает азот при
давлении 18 - 20 МПа, который охлаждается, сжижается в змеевике испарителя и
дросселируется в межтрубное пространство конденсатора, установленного вверху
колонны. После испарения в нем азот поступает в теплообменник, нагревается и
выводится в атмосферу.
Из куба колонны криптоно-ксеноновая смесь
периодически поступает в теплообменник, где испаряется и направляется далее на
выжигание углеводородов в печи, после которой при высокой температуре
возвращается в теплообменник для испарения жидкой фракции и далее поступает в
газгольдер.
Основные физико-химические свойства
кислорода
Конечным продуктом разделения воздуха в
кислородных цехах является кислород.
Химическая формула кислорода - О2,
молекулярный вес - 32. Кислород при обычной температуре и атмосферном давлении
является бесцветным газом, не имеет запаха, вкуса. Плотность его при
температуре 273 К и давлении 760 мм.рт.ст. - 1,43 кг/м3, а при
температуре 293 К - 1,33 кг/м3.
При атмосферном давлении и температуре 90 К
кислород - прозрачная голубоватая жидкость, быстро испаряющаяся при комнатной
температуре. При охлаждении до температуры 54,3 К жидкий кислород переходит в
твердое состояние - голубые кристаллы с плотностью 1,46 кг/м3.
При испарении одного килограмма жидкого
кислорода образуется 0,75 м3 газообразного кислорода при 760
мм.рт.ст. и 293 К.
Жидкий кислород, подвергающийся продолжительному
воздействию тихого электрического разряда, частично переходит в новое
химическое соединение - жидкий озон О3 - темно-голубую легко
взрывающуюся жидкость.
Кислород в газообразном, твердом и жидком
состоянии обладает магнитной восприимчивостью, т.е. его частицы под действием
магнита способны намагничиваться и притягиваться к магнитным полюсам.
Кислород обладает высокой химической
активностью, способен вступать в соединения со всеми химическими элементами
кроме золота, платины, серебра и инертных газов - аргона, криптона, неона,
гелия, ксенона.
Кислород не токсичен и не горюч, но активно
поддерживает горение. При его недостаточном количестве в воздухе у человека
наступает удушье. Горючие газы (водород, ацетилен и др.) с кислородом образуют
взрывоопасные смеси. Масла при соприкосновении с кислородом окисляются и
самовоспламеняются со взрывом.
На кислородных станциях вырабатывается
технический и технологический кислород. Технологический кислород вырабатывается
с содержанием 95 - 98 % О2. Технический кислород вырабатывается трех
сортов.
По количеству потребляемого кислорода черная
металлургия занимает первое место, где кислород применяется для интенсификации
процессов выплавки чугуна и стали, сварки и резки металлов.
Основные физико-химические свойства
криптона и его применение
В воздухе содержится 1,14*10-4 %
объема криптона. Химическая формула криптона - Kr.
Его молекулярный вес - 83,7.
Все инертные газы, в том числе и криптон, не
имеют запаха и состоят из одноатомных молекул.
Плотность криптона при температуре 00С
и 760 мм.рт.ст. - 3,7493 кг/м3. Температура кипения его при 760
мм.рт.ст. равна 119,8 К.
При испарении 1 л жидкого криптона образуется
643,6 л газообразного криптона.
Криптон, обычно, получают как побочный продукт
при разделении воздуха.
Криптон применяется в промышленности для
заполнения электроламп и электровакуумных приборов.
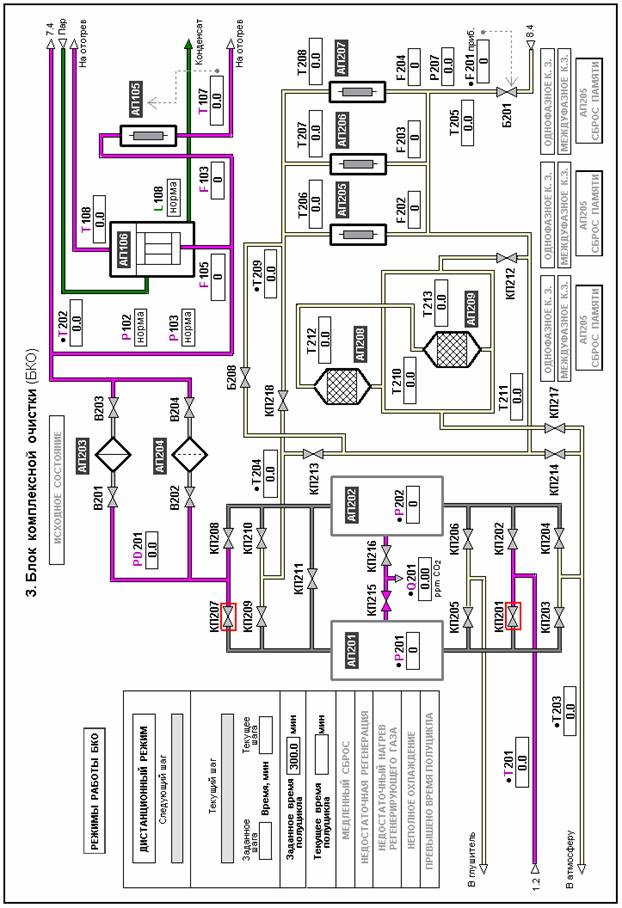
3.
Технологии
производства кислорода
Технологию производства продуктов разделения
воздуха рассмотрим на примере блока разделения воздуха КтА-40/30-1 №4.
Технологическая
схема построена по циклу низкого давления с применением блока комплексной
очистки воздуха и турбодетандер-компрессорных агрегатов. Основной
разделительный аппарат построен по схеме двукратной ректификации.
Воздух, сжатый в
турбокомпрессоре, поступает в два параллельно работающих воздушных скруббера
АП101 и АП102 приложение А, где охлаждается за счет подачи в скрубберы
оборотной и холодной воды.
После скрубберов
воздух проходит влагоотделитель АП104 и поступает в один из двух попеременно
работающих адсорберов блока комплексной очистки (БКО), где происходит удаление
из воздуха влаги, диоксида углерода, углеводородов и других примесей.
После блока
комплексной очистки поток воздуха разделяется на несколько потоков: большая
часть потока проступает на охлаждение в пластинчато-ребристые теплообменники
АП301...АП304, другая часть потока поступает в дожимающий компрессор
турбодетандер-компрессорного агрегата ТДК411 (ТДК421).
Проходя по
теплообменникам АП301...АП304, воздух охлаждается за счет подогрева обратных
потоков и поступает в нижнюю колонну АП307 на ректификацию. Небольшой поток
воздуха после теплообменников направляется в конденсатор-испаритель АПЗЗЗ, где
конденсируется, и в виде жидкости поступает в нижнюю колонну.
Поток воздуха после дожимающего
компрессора ТДК охлаждается водой в теплообменниках в установке охлаждения
воздуха и воды и поступает в теплообменники АП301...АП304 на дальнейшее
охлаждение за счет подогрева обратных потоков. Из средней части теплообменников
дожатый воздух, так называется детандерный поток, направляется через фильтр
АП411 (АП421) и турбодетандер турбодетандер-компрессорного агрегата ТДК411
(ТДК421), где, расширяется, и далее поступает на ректификацию в верхнюю колонну
АП308.
Предварительное
разделение воздуха происходит в нижней колонне, из которой отводятся кубовая
жидкость и газообразный азот. Часть газообразного азота под давлением
отбирается из нижней колонны, проходит сепаратор АП320 и направляется в
теплообменники АП301...304, где подогревается, и выдается потребителю.
Кубовая жидкость из
нижней колонны поступает в секцию кубовой жидкости переохладителя АП315, где
переохлаждается потоком азота из верхней колонны. После переохлаждения поток
кубовой жидкости дросселируется в верхнюю колонну АП308.
Газообразный азот
из нижней колонны направляется в два параллельно работающих основных
конденсатора АП311, АП312 и в конденсатор АП329 колонны технического кислорода.
В основных
конденсаторах азот конденсируется за счет кипения жидкого кислорода,
получаемого в верхней колонне. Жидкий азот из конденсаторов стекает в сборник
АП318 и далее в качестве флегмы подается на орошение нижней и верхней колонн. В
нижнюю колонну флегма подается непосредственно из сборника жидкого
Таблица 1
Эксплуатационные характеристики
установки охлаждения воды и воздуха УОВВ.2300.01
|
№
п.п.
|
Наименование параметра
|
Единица измерения
|
Значение
|
|
1.
|
Холодопроизводительность
|
КВт
|
2600
|
|
2.
|
Резерв по холодильным машинам
|
%
|
50
|
|
3.
|
Потребляемая мощность холодильных машин 2 - рабочих, 1 -
резервная. Напряжение 6000В.
|
кВт
|
616
|
|
4.
|
Потребляемая мощность насосного оборудования холодильной
установки. Напряжение 380В
|
кВт
|
280,5
|
|
5.
|
Суммарная потребляемая мощность электропотребителей установки
|
кВт
|
896,5
|
|
6.
|
Установленная мощность. Для рабочих электропотребителей -
холодильные машины (6000 В) - насосное оборудование (380 В) Для резервных
электропотребителей - холодильные машины (6000 В) - насосное оборудование
(380 В)
|
кВт кВт
кВт кВт
|
710 325,5 355 310,5
|
Жидкий азот,
поступающий на орошение верхней колонны, переохлаждается в азотной секции
переохладителя АП315 потоком азота из верхней колонны. После теплообменника
основной поток жидкого азота дросселируется в верхнюю колонну, а небольшая
часть потока отбирается в конденсаторы АП331 верхний криптоновой колонны и
АП332 продукционный жидкого кислорода.
Предусмотрена
возможность отбора жидкого азота потребителю после переохладителя АП315.Несконденсированный
в основных конденсаторах азот отводится в конденсатор АПЗЗ0 криптоновой
колонны, где конденсируется за счет кипения жидкого кислорода, поступающего из
криптоновой колонны АП327. Из конденсатора несконденсированный азот отдувается
в отпарную колонну АП310, а жидкий азот стекает в сборник АП319.
Жидкий азот из отпарной колонны и
конденсатора АП329 колонны технического кислорода также стекает в сборник
АП319. Жидкий азот из сборника переохлаждается в азотной секции переохладителя
АП315 и далее большая часть потока дросселируется в верхнюю колонну, а
оставшийся поток дросселируется в концентратор АП314 неоно-гелиевой смеси, в
трубном пространстве которого конденсируется газообразный азот из отпарной
колонны. Сконденсированный азот из концентратора сливается в отпарную колонну,
а неоно-гелиевая смесь из-под крышки-концентратора через теплообменник АП363
выдается потребителю.
Из верхней колонны
АП308 после разделения выходят следующие потоки: газообразный азот и жидкий
кислород.
Газообразный азот
отбирается из колонны, проходит теплообменник АП315, где переохлаждает потоки
кубовой жидкости и азотной флегмы, и направляется в теплообменники АП301…АП304.
После теплообменников теплый газообразный азот делится на три потока:
- один поток в виде
продукта выдается потребителю;
- другой поток
направляется в блок комплексной очистки воздуха для регенерации и охлаждения
адсорбента в адсорберах этого блока;
Жидкий кислород из
куба верхней колонны насосом Н301(Н302) подается в основной конденсатор АП312,
где частично испаряется за счет конденсации азота из нижней колонны.
Неиспарившийся кислород поступает в основной конденсатор АП311, где также частично
испаряется. Излишки жидкого кислорода из основного конденсатора АП312
переливаются в куб верхней колонны. Газообразный кислород из основных
конденсаторов возвращается в верхнюю колонну. Жидкий кислород из основного
конденсатора АП311 поступает на орошение колонны технического кислорода АП326.
Из куба колонны жидкий технический кислород подается в конденсатор АП329
колонны технического кислорода, где испаряется за счет конденсации азота из
нижней колонны. Часть испарившегося технического кислорода отбирается из
конденсатора и направляется в теплообменники АП301...АП304, подогревается и
выдаётся потребителю. Большая часть газообразного кислорода из конденсатора
возвращается в колонну. Из верхней части колонны отбирается газообразный
технологический кислород и направляется в теплообменники АП301...АП304,
подогревается и выдается потребителю.
Для обеспечения взрывобезопасной
работы конденсаторов предусмотрен циркуляционный контур на потоке жидкого
кислорода из конденсатора АП329 колонны технического кислорода. Жидкий кислород
насосом Н303 (Н304) подается в адсорберы АП335 и АП336, где очищается от
примесей, и затем большая часть жидкого кислорода, так называемый
циркуляционный поток, подается в куб колонны технического кислорода, а
оставшийся поток поступает в нижнюю часть криптоновой колонны АП327. Из куба
колонны жидкий кислород подается в конденсатор АП330 криптоновой колонны, где
испаряется за счет конденсации азота из основных конденсаторов, и газ
возвращается в колонну, а неиспарившийся кислород из конденсатора направляется
в конденсатор-испаритель АПЗЗЗ, где происходит окончательное концентрирование
криптоно-ксеноновой смеси. Криптоно-ксеноновый концентрат отбирается в
испаритель АП364 и далее выдается потребителю.
Из промежуточного
сечения криптоновой колонны отбирается газообразный кислород с наименьшим
содержанием криптона. Для уменьшения уноса жидкости с потоком газообразного
кислорода предусмотрен трубопровод АП324, где происходит объемное
сепарирование. Жидкость стекает в куб криптоновой колонны, а газообразный
кислород направляется в конденсатор АП332 продукционный жидкого кислорода, где
конденсируется за счет кипения азота. Жидкий кислород из конденсатора выдается
потребителю, а испарившийся азот возвращается в верхнюю колонну.
Из верхней части криптоновой колонны
отбирается газообразный кислород и большая часть его смешивается с потоком
технического кислорода из конденсатора колонны технического кислорода, а
небольшой поток кислорода конденсируется в верхнем конденсаторе АП331
криптоновой колонны за счет кипения азота. Испарившийся азот возвращается в
верхнюю колонну, а жидкий кислород из конденсатора подается наверх криптоновой
колонны АП327.
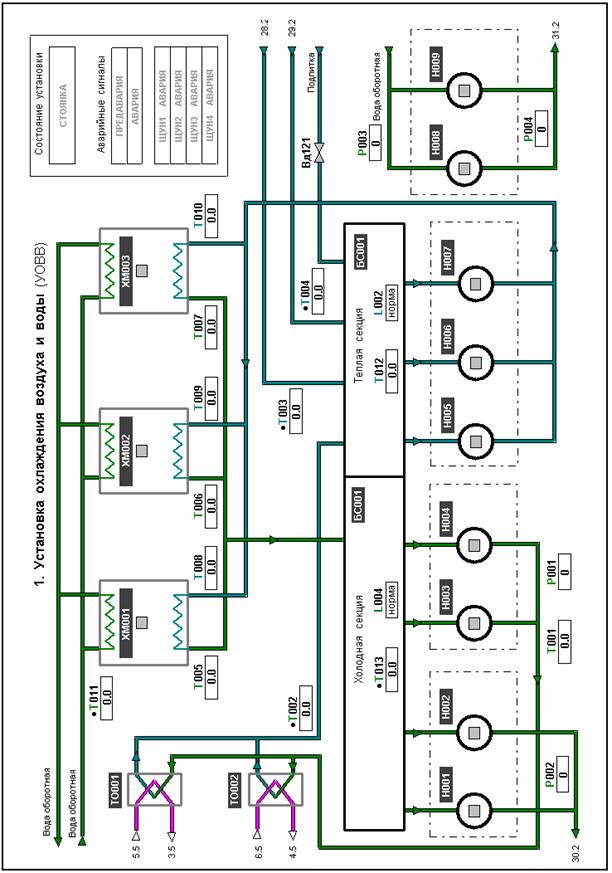
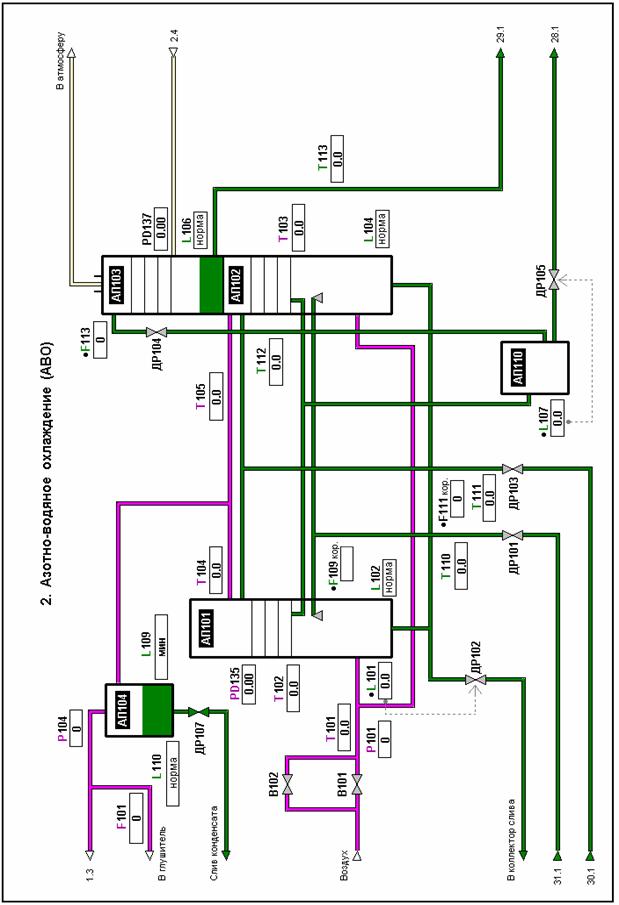
4.
Установка
азотно-водяного охлаждения (АВО)
алчевский металлургический комбинат
Установка азотно-водяного
охлаждения представлена в приложении Б.
Воздух с компрессоров под
давлением 0,5 МПа поступает через задвижку В101 в воздушные скруббера АП101 и
АП102. Давление воздуха контролируется прибором Р101 (метран 100ДИ-1151),
температура - прибором Т101 (термометр сопротивления ТПТ-1-1-100П).
Вода под давлением 1,2 МПа
температурой около 25 С° поступает из насосной №4 через дроссель ДР101 на
распылители, расположенные в нижних частях скрубберов, где и осуществляется
предварительное охлаждение воздуха. Температура воды контролируется прибором
Т110 (термометр сопротивления ТПТ-1-1-100П), расход - прибором F109 (метран
100ДД-1440). Уровень воды в скрубберах контролируется прибором L101 (метран
100ДД-1430) и регулируется дросселем ДР102 (происходит слив в насосную №4).
Из холодной секции установки
охлаждения воды и воздуха (УОВВ) вода температуры около 7 С° подается через
дроссель ДР103 на расположенные в верхней секции скрубберов тарелки,
выполненные в виде мелкоячеистой сетки. Температура воды контролируется
прибором Т111 (термометр сопротивления ТПТ-1-1-100П), расход - прибором F111
(метран 100ДД-1430).
Воздух, проходя тарелки,
охлаждается до температуры 9 оС и поступает во влагоотделитель АП104.
Температура воздуха контролируется приборами Т104 (термометр сопротивления
ТПТ-1-1-100П) и Т105 (термометр сопротивления ТПТ-1-1-100П). Во влагоотделителе
происходит конденсация водяных паров, т.е. понижается влажность воздуха. Из
влагоотделителя воздух поступает в блок комплексной очистки воздуха (БКО).
Давление воздуха контролируется прибором Р104 (метран 100ДД-1451). Слив
конденсата осуществляется через дроссель ДР107.
В азотном скруббере АП103
происходит охлаждение воды азотом, температура которого 8 оС. Вода из сборника
АП110 поступает на тарелки скруббера, где охлаждается до 12 оС азотом, который
затем сбрасывается в атмосферу. Слив воды осуществляется в теплую секцию УОВВ.
Устройства PD135 и PD137
(метран 100ДД-1430) измеряют сопротивление скруббера проходящему воздуху или
азоту соответственно.
Автоматизированную систему управления
технологическим процессом рассмотрим на примере управления дросселем ДР102.
Прибор L101
(метран 100ДД-1430) преобразовывает уровень воды скрубберах в электрический
сигнал, который поступает на аналоговый входной модуль 1756 IF16
(U104) контроллера Allen
Bradley 1756 (рисунок 1).

Рисунок 1. Схема соединения
датчика с контроллером
Предварительно оператор задает требуемый уровень
воды. Если он не совпадает с реальным уровнем, то контроллер в соответствии с
законом ПИ-регулятора вырабатывает управляющий сигнал, поступающий с
аналогового выходного модуля 1756-OF8
(U206) на позиционер,
который в соответствие с этим сигналом изменяет управляющий пневматический
сигнал на дроссель (рисунок 2). Таким образом в скрубберах поддерживается
постоянный уровень воды.
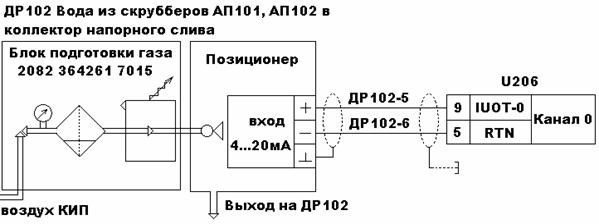
Рисунок 2. Схема соединения
контроллера с дросселем
Как видно из вышесказанного, основным
электронным устройством, применяемым в кислородно-компрессорном цехе, является
датчик давления Метран-100.
Датчики давления Метран-100 (в дальнейшем
датчики) предназначены для работы в системах автоматического контроля,
регулирования и управления технологическими процессами и обеспечивают
непрерывное преобразование измеряемых величин - давления избыточного,
абсолютного, разрежения, давления-разрежения, разности давлений,
гидростатического давления нейтральных и агрессивных сред в унифицированный
токовый выходной сигнал дистанционной передачи, цифровой сигнал на базе
НART-протокола и цифровой сигнал на базе интерфейса RS-485.
Датчики Метран-100 предназначены для
преобразования давления рабочих сред: жидкости, пара, газа (в т.ч.
газообразного кислорода и кислородосодержащих газовых смесей) в унифицированный
токовый выходной сигнал, цифровой сигнал на базе HARF-протокола и цифровой
сигнал на базе интерфейса RS-485.
Датчики разности давлений могут использоваться в
устройствах, предназначенных для преобразования значения уровня жидкости,
расхода жидкости, пара или газа в унифицированный токовый выходной сигнал,
цифровой сигнал на базе HART-протокола и цифровой сигнал на базе интерфейса
RS-485.
Датчики предназначены для работы во
взрывобезопасных и взрывоопасных условиях. Взрывозащищенные датчики с видом
взрывозащиты «взрывонепроницаемая оболочка» имеют обозначение Метран-100-Вн,
взрывозащищенные с видом взрывозащиты «искробезопасная электрическая цепь»
имеют обозначение Метран-100-Ех.
Датчики Метран-100-Вн. Метран-100-Ех
предназначены для установки и работы во взрывоопасных зонах помещений и наружных
установок согласно главе 7.3 ПУЭ, и другим нормативным документам,
регламентирующим применение электрооборудования во взрывоопасных условиях.
Датчики предназначены для работы со вторичной
регистрирующей и показывающей аппаратурой, регуляторами и другими устройствами
автоматики, машинами централизованного контроля и системами управления,
воспринимающими стандартные сигналы постоянного тока 0-5, или 0-20, или 4-20
мА, цифрового сигнала на базе HART-протокола и цифрового сигнала на базе
интерфейса RS-485.
Коды исполнений датчика в зависимости от его
электронного преобразователя приведены в таблице 3.
Таблица 3
Коды исполнений датчика
Метран-100
|
Код
|
Электронный преобразователь
|
|
МП
|
Микропроцессорный без индикаторного устройства с выходным
аналоговым сигналом постоянного тока 0-5 м А или 0-20 мА или 4-20 мА, для
датчиков исполнения Ех - только 4-20 мА
|
|
МП1
|
Микропроцессорный со встроенным индикаторным устройством с
выходным аналоговым сигналом постоянного тока 0-5 мА или 0-20 мА или 4-20 мА,
для датчиков исполнения Ех- только 4-20 мА
|
|
МП2
|
Микропроцессорный без индикаторного устройства с выходным
аналоговым сигналом 4-20 мА и цифровым сигналом на базе протокола HART
|
|
МПЗ
|
Микропроцессорный со встроенным индикаторным устройством с
выходным аналоговым сигналом 4-20 мА и цифровым сигналом на базе протокола HART
|
|
МП4
|
Микропроцессорный без индикаторного устройства с выходным
цифровым сигналом на базе интерфейса RS-485
|
|
МП5
|
Микропроцессорный со встроенным индикаторным устройством с
выходным цифровым сигналом на базе интерфейса RS-485
|
Датчики с HART-протоколом (код МП2,
МПЗ) могут передать информацию об измеряемой величине в цифровом виде по
двухпроводной линии связи вместе с сигналом постоянного тока 4-20 мА. Этот
цифровой сигнал может приниматься и обрабатываться любым устройством,
поддерживающим протокол HART. Цифровой выход используется для связи датчика с портативным
ручным HART-коммуникатором или с персональным компьютером через стандартный
последовательный порт и дополнительный HART-модем, при этом может
выполняться настройка датчика, выбор его основных параметров, перестройка
диапазонов измерений, корректировка «нуля» и ряд других операций. HART-протокол допускает в
системе наличие двух управляющих устройств: системы управления и ручного
коммуникатора. Эти два управляющих устройства имеют разные адреса и
следовательно Метран-100 (код МП2, МПЗ) может распознать и выполнить команды
каждого из них.
Таким образом, по
двухпроводной связи передается два типа сигналов аналоговый сигнал 4-20 мА и
цифровой сигнал на базе протокола HART, который накладывается на аналоговый выходной сигнал датчика, не
оказывая на него влияния. В зависимости от измеряемого давления датчики имеют
обозначения, приведенные в таблице 4.
Таблица 4
Обозначения
метранов
|
Измеряемая величина
|
Датчики обыкновенного исполнения
|
Датчики взрывозащишенного исполнения
|
|
Абсолютное давление
|
Метран-100-ДА
|
Метран-100-Ех-ДА Метран-100-Вн-ДА
|
|
Избыточное давление
|
Метран-100-ДИ
|
Метран-100-Ех-ДИ Метран-100-Вн-ДИ
|
|
Разрежение
|
Метран-100-ДВ
|
Метран-100-Ех-ДВ Метран-100-Вн-ДВ
|
|
Давление-разрежение
|
Метран-100-ДИВ
|
Метран-100-Ех-ДИВ Метран-100-Вн-ДИВ
|
|
Разность давлений
|
Метран-100-ДД
|
Метран-100-Ех-ДД Метран-100-Вн-ДЦ
|
|
Гидростатическое давление (уровень жидкости)
|
Метран-100-ДГ
|
Метран-100-Ех-ДГ Метран-100-Вн-ДГ
|
Технические
характеристики используемых датчиков приведены в таблице 5.
Характеристики
метранов
|
Наименование датчика
|
Модель
|
Максимальный верхний предел измерений или диапазон измерений
|
Минимальный верхний предел измерений или диапазон измерений
|
Ряд верхних пределов измерений или диапазонов измерений по ГОСТ
22520
|
|
|
кПа
|
МПа
|
кПа
|
МПа
|
кПа
|
|
Датчик избыточного давления Метран-100-ДИ
|
1151
|
-
|
2,5
|
-
|
0,10
|
0,10; 0,16; 0,25; 0,40; 0,60; 1,0; 1,6; 2,5 МПа
|
|
Датчик разности давления Метран-100-ДИ
|
1430
|
40
|
-
|
1,6
|
-
|
1,6; 2,5; 4,0; 6,3; 10; 16; 25; 40
|
|
1440
|
250
|
-
|
10
|
-
|
10; 16; 25; 40; 63; 100; 160; 250
|
Датчики
изготавливаются двух типов:
МП1, МП3, МП5 - со
встроенным индикаторным устройством на основе жидких кристаллов (ЖКИ);
МП, МП2, МП4 - без
индикатора.
Датчик состоит из
преобразователя давления (в дальнейшем - сенсорный блок)
и электронного
преобразователя. Датчики имеют унифицированный электронный преобразователь.
Измеряемая входная
величина подается в камеру сенсорного блока и преобразуется в деформацию
чувствительного элемента (тензопреобразователя), вызывая при этом изменение
электрического сопротивления его тензорезисторов.
Электронный
преобразователь датчика преобразует это изменение сопротивления в токовый
выходной сигнал.
Чувствительным
элементом тензопреобразователя является пластина из монокристаллического
сапфира с кремниевыми пленочными тензорезисторами (структура КНС), прочно
соединенная с металлической мембраной тензопреобразователя.
Конструкция
датчиков моделей 1430 и 1440 представлена на рисунке 4.
Рисунок 4. - Модели
1430 и 1440
Тензопреобразователь
4 мембранно-рычажного типа размещен внутри основания 9 в замкнутой полости 11,
заполненной кремнийорганической жидкостью (для датчиков кислородного исполнения
жидкость - ПЭФ-70/110), и отделен от измеряемой среды металлическими
гофрированными мембранами 8. Мембраны 8 приварены по наружному контуру к
основанию 9 и соединены между собой центральным штоком, который связан с концом
рычага тензопреобразователя 4 с помощью тяги 5. Фланцы 10 уплотнены прокладками
3. Воздействие измеряемой разности давлений (большее давление подается в камеру
7, меньшее в камеру 12) вызывает прогиб мембран 8, изгиб мембраны
тензопреобразователя 4 и изменение сопротивления тензорезисторов.
Электрический
сигнал от тензопреобразователя передается из измерительного блока в электронный
преобразователь по проводам через гермоввод 2.
Сенсорный блок
выдерживает без разрушения воздействие односторонней перегрузки рабочим
избыточным давлением. Это обеспечивается тем, что при такой перегрузке одна из
мембран 8 ложится на профилированную поверхность основания 9.
Функционально
электронный преобразователь с кодом МП, МП1, МП2, МПЗ (рисунок 5) состоит из
аналого-цифрового преобразователя (АЦП), блока памяти АЦП, микроконтроллера с
блоком памяти, цифро-аналогового преобразователя (ЦАП), стабилизатора
напряжения, фильтра радиопомех и блока регулировки и установки параметров для
преобразователя с кодом МП, МП1 или HART-модема для преобразователей с кодом МП2, МПЗ.

Рисунок 5. - Функционально электронный преобразователь
Варианты внешнего вида
электронного преобразователя в корпусе приведены на рисунке 7.
Электронные
преобразователи МП2, МПЗ (рисунок 7) и МП, МП1 (рисунок 8) и МП4, МП5 (рисунок
9) размещены внутри корпуса 10. Корпус закрыт крышками 5, 11. уплотненными
резиновыми кольцами. Крышки датчиков Метран-100-Вн, Метран-100-Ех стопорятся
скобой 13 с установкой пломбы. Преобразователь имеет сальниковый ввод 7 или
вилку штепсельного разъема (в зависимости от заказа, для датчиков Метран-100,
Метран-100-Ех), клеммную колодку 6 для подсоединения жил кабеля, винт 12 для
подсоединения экрана, в случае использования экранированного кабеля, болт 8 для
заземления корпуса, внешнюю кнопку 15 для корректировки начального значения
выходного сигнала.
Плата АЦП принимает
аналоговые сигналы преобразователя давления, пропорциональные входной
измеряемой величине (давлению) (Uр) и температуре (Ut), и
преобразовывает их в цифровые коды. Энергонезависимая память предназначена для
хранения коэффициентов коррекции характеристик сенсорного блока и других данных
о сенсорном блоке.
Для датчиков с
кодом МП, МП1, МП2, МПЗ микроконтроллер, установленный на микропроцессорной
плате, принимает цифровые сигналы с платы АЦП вместе с коэффициентами
коррекции, производит коррекцию и линеаризацию характеристики сенсорного блока,
вычисляет скорректированное значение выходного сигнала датчика и передает его в
цифро-аналоговый преобразователь (ЦАП). Цифро-аналоговый преобразователь
преобразует цифровой сигнал, поступающий с микроконтроллера, в выходной
аналоговый токовый сигнал.
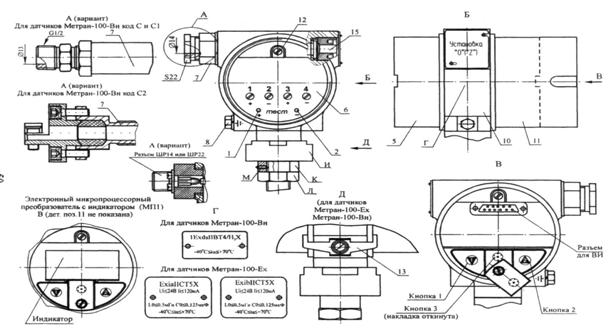
Рисунок 7. Электронные
преобразователи МП, МП1
Для датчиков с
кодом МП4, МП5 микроконтроллер принимает цифровые сигналы с платы АЦП вместе с
коэффициентами коррекции, производит коррекцию и линеаризацию характеристики
сенсорного блока, вычисляет скорректированное значение давления на входе
сенсорного блока и при помощи драйвера RS-485 по запросу выдает
значения давления (в заданном формате) в цифровую линию связи.
Блок регулирования
и установки параметров (для датчиков с кодом МП, МП1) предназначен для
изменения параметров датчика. Элементами настройки являются кнопочные
переключатели (рисунок 8), расположенные под крышкой.
При помощи кнопочных переключателей блока
управления и регулирования параметров и цифрового индикатора можно работать с
датчиком в следующих режимах:
1.Контроль измеряемого давления:
2.Контроль и настройка параметров;
3.Калибровка датчика.
Параметры и символы режимов настроек датчика
отображаются на дисплее индикатора.
В датчиках с кодом МП2, МПЗ, МП4, МП5
отсутствует кнопочное устройство для регулирования и установки параметров
датчика. Настройка датчиков осуществляется по цифровому каналу связи.
Для контроля, настройки параметров, выбора
режимов работы и калибровки датчиков с кодом МП, МП1 используется индикаторное
устройство.
Индикаторное устройство может быть установлено в
корпусе электронного преобразователя и подключено к плате микропроцессорного
электронного преобразователя (датчике кодом МП1, МПЗ, МП5).
5.
Автоматизированная система ControlLogix
ControlLogix образует высокоэффективную платформу для построения систем
управления разнообразных типов. Вы можете реализовать последовательное
управление, управление непрерывными процессами, приводами или управление
движением - в любой комбинации - на одной единственной платформе. Поскольку
платформа модульная,
Вы можете
проектировать, строить, и изменять систему управления наиболее эффективно - с
учётом значительной экономии на обучение и проектирование. Производительность
проектирования увеличена за счёт расширенных средств конфигурирования, новой
структуры памяти и символического программирования, которое требует меньших затрат
на программирование и объём памяти. Ваши инвестиции в ControlLogix будут оправданы и в
будущем благодаря таким особенностям системы, как возможность обновления
внутреннего программного обеспечения перезаписью флеш-памяти. Гибкая платформа ControlLogix поддерживает мультипроцессорность, сети, и ввод-вывод, позволяя
смешивать все компоненты без ограничений. Поскольку ваше приложение растет,
Вы можете
использовать архитектуру NetLinx для управления, конфигурирования устройств и сбора информации
через сети EtherNet, ControlNet, DeviceNet и Fieldbus Foundation.
Построение
системы управления на платформе Logix
Logix фирмы Rockwel Automation предлагает пользователям совместимые системы управления на
нескольких платформах, включая:
• ControlLogix™,
высокопроизводительную мультипроцессорную платформу
• ProcessLogix™, рентабельную
распределённую систему управления (DCS) для управления непрерывными процессами
• SoftLogix™, программирумый
логичекий контроллер, построенный на основе персонального компьютера
• FlexLogix™, расширяемую систему
распределённого ввода-вывода
• CompactLogix™, экономичный
компактный модульный ввод-вывод, совмещённый с механизмом управления.
Среда
программирования RSLOGIX 5000 и/или открытая сетевая архитектура NetLinx являются общими для
всей платформы Logix. Среда программирования RSLOGIX 5000 предлагает удобный и простой интерфейс, построенный на
основе стандарта ЕС 1131-3, символическое программирование с использованием
структур и массивов для увеличения производительности, и систему команд для
создания программ управления последовательными и непрерывными процессами,
управления движением и приводами. Открытая сетевая архитектура NetLinx предлагает общие
коммуникационные инструменты для использования множества сетей включая Ethernet, ControlNet и DeviceNet.
Система
ControlLogix это:
Единая -допускает простую интеграцию с существующими системами на основе
PLC.
Пользователи могут посылать или передавать сообщения к программам контроллера
или от них, используя прозрачность сетей.
Быстрая - платформа ControlLogix поддерживает быструю передачу данных по задней
шине шасси, обеспечивая тем самым быстродействующее
управления.
Масштабируемая - обеспечивает модульный подход к управлению. Установив столько
контроллеров и коммуникационных модулей, сколько необходимо, Вы можете
построить мультипроцессорную систему в одном шасси. Выберите объём памяти
контроллера, который необходим для выполнения вашей прикладной программы.
Промышленная
- предложенная аппаратная платформа разработанна так, чтобы
противостоять вибрации, экстремальным температурам и электрическому шуму,
связанными с тяжёлыми промышленными условиями.
Интегрированная - установленная платформа включает в себя разнообразные
технологии управления -
управление последовательными и непрерывными процессами, управление приводами и
движением.
Компактная -отвечает потребностям множества применений, где управление
сильно
распределено

Рисунок 11.
Структурная схема СУ
Выбор
системы ControlLogix
Архитектура системы
ControlLogix, обеспечивая управление последовательными и непрерывными
процессами, управление движением в сочетании с коммуникациями и современным
вводом-выводом, позволяет получить компактную, конкурентную по цене платформу.
Система является модульной, так что вы можете эффективно её проектировать, монтировать
и модифицировать - при значительной экономии средств на обучение и
проектирование.
Система ControlLogix может быть чем угодно -
начиная от простого шасси до широко развернутой системы, состоящей из множества
шасси и сетей, работающих совместно.
Простая система ControlLogix состоит из одиночного
контроллера и модулей ввода-вывода в одном шасси.
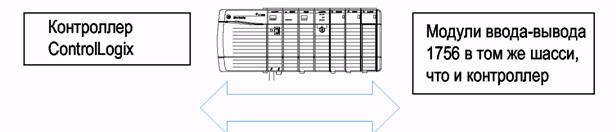
Рисунок 12. Система ControlLogix
Вы можете
использовать систему ControlLogix и как межсетевой интерфейс. Добавьте в систему коммуникационные
модули, которые необходимы для подсоединения к другим сетям. В этом случае
контроллер не требуется. Межсетевой интерфейс ControlLogix Gateway встраивается в
существующие системы на базе PLC так, что пользователь может посылать и получать сообщения в и из
других сетей с помощью существующих связей.
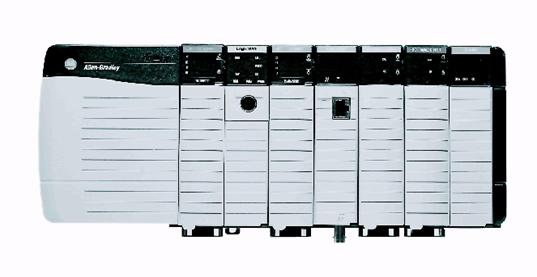
Рисунок 13. -
Внешний вид контроллера с модулями ввода/вывода
фирмы Allen Bradley


s

Список
использованной литературы:
1.
Датчик давления Метран-100. Руководство по эксплуатации СПГК.5070.000.00 РЭ
Версия 4.0
.
Автоматизированная система контроля и управления установки КтА-40/30-1№4.
Руководство по эксплуатации. Часть 1. 2082 364225 0580 00 7 РЭ
.
Автоматизированная система контроля и управления установки КтА-40/30-1№4.
Руководство по эксплуатации. Часть 2. 2082 364225 0580 00 7 РЭ1
.
Автоматизированная система контроля и управления установки КтА-40/30-1№4.
Руководство по эксплуатации. Часть 3. 2082 364225 0580 00 7 РЭ2
.
Автоматизированная система контроля и управления установки КтА-40/30-1№4.
Документация для монтажа. Альбом №3.