|
C, %
|
Si, %
|
Mn, %
|
S, %
|
P, %
|
Cr, %
|
Ni, %
|
Cu, %
|
|
не
более
|
|
0,42-0,5
|
0,17-0,37
|
0,50-0,80
|
≤0,04
|
≤0,035
|
0,25
|
≤0,30
|
≤0,30
|
Таблица 3 Механические свойства стали 45 ГОСТ 1050-88
|
Режим
термообработки
|
 , ,
МПа
|
 , ,
МПа
|
 , ,
%
|
 , ,
%
|
HB
|
|
Операция
|
Температура,
|
Охлаждающая
среда
|
не
менее
|
|
Закалка
|
840
|
Вода (масло)
|
560
|
800
|
13
|
48
|
220
|
|
Нормализованная
|
-
|
Вода или воздух
|
360
|
610
|
16
|
40
|
229
|
– предел текучести;
– временное
сопротивление разрыву (предел прочности при растяжении);
– относительное
удлинение после разрыва;
– относительное
сужение
Технологические
свойства материала: сталь 45
Свариваемость:
трудносвариваемая.
Флокеночувствительность:
малочувствительна.
Склонность
к отпускной хрупкости: не склонна.
Свариваемость
:
без
ограничений - сварка производится без подогрева и без последующей термообработки
ограниченно
свариваемая - сварка возможна при подогреве до 100-120 град. и последующей
термообработке
трудносвариваемая -
для получения качественных сварных соединений требуются дополнительные
операции: подогрев до 200-300 град. при сварке, термообработка после сварки.
4 Анализ технологичности конструкции детали, возможность
обеспечения технических требований чертежа
Цель анализа - выявление недостатков конструкции по
сведениям, содержащимся в чертежах и технических требованиях, а также возможное
улучшение технологичности рассматриваемой конструкции.
Технологический контроль
чертежей сводится к тщательному их изучению. Рабочие чертежи должны
содержать всё необходимые сведения, дающие
полное представление о детали,
т.е. все проекции, разрезы и сечения, должны быть указаны все размеры с
отношениями, требуемой шероховатостью.
Технологический
анализ конструкции обеспечивает улучшение технико-экономических показателей
разрабатываемого технологического процесса.
Технические
требования на изготовление детали:
-Допуск радиального биения
поверхностей Г,Е, и Ж относительно поверхности Д = 0,1 мм.
-Допуск торцевого биения
поверхности В относительно общей оси поверхности Г,Д,Е,Ж = 0,05 мм.
-Допуск перекоса шпоночного
паза относительно оси детали 0,1 мм.
 Качественный
анализ
Качественный
анализ
Данная деталь относится к деталям типа ось. Материал –
углеродистая, качественная сталь 45 ГОСТ 1050-88, позволяющая оси
воспринимать достаточно высокую нагрузку в процессе работы. Жёсткость конструкции
детали является достаточной и не ограничит режимы резания при обработке.
Конструкция
детали имеет достаточные по размерам и расположению базовые поверхности, что
позволяет при обработке применять принципы совмещения и постоянства баз,
обеспечивая точность формы обрабатываемых поверхностей, точности их
расположения и точность размеров. Присутствуют отверстия под прямым углом
относительно базовой поверхности и торца.
Конструкция детали позволяет обрабатывать её
стандартными режущими инструментами. Возможно совмещение технологических и измерительных
баз. Для обработки поверхностей не требуется изготовления специальных
инструментов.
Вывод:
на основании качественной оценки деталь можно считать технологичной.
Количественная оценка технологичности детали сводится к определению показателей
технологичности в соответствии с ГОСТ 14202-73.
Эти коэффициенты определяются в соответствии с ГОСТ
18831 – 73. Для этого необходимо рассчитать среднюю точность обработки и
среднюю шероховатость поверхностей.
1)
Коэффициент унификации
Ку.э.=  ,
,
где Qу.э.- число унифицированных размеров конструктивных
элементов,
Qэ – число конструктивных элементов в детали
Ку.э.=13/13=1
Деталь технологична, т.к. К у.э. >0,6
2) Коэффициент
точности обработки

К = 1 -
= 1 -  ,
,
где Тср – средний
квалитет точности
Тср =
К
.= 1 -  = 0,91
= 0,91
Деталь технологична, т.к. К тч >0,8
3) Коэффициент шероховатости
 Кш =
Кш =  ,
,
где Шср – средняя величина
шероховатости
Шср=25×4+12,5×1+6,3×2+3,2×4+1,6×1/13=10,7
Кш =  =0,09
=0,09
Деталь технологична, т.к. Кш =0,09<
0,32 – условие выполнено.
Вывод: по определяемым показателям деталь технологична
5 Метод получения заготовки на
предприятии. Коэффициент использования материала для заводского варианта
заготовки. Стоимость заготовки. Предложения по улучшению способов получения заготовки
Метод получения заготовки на предприятии – прокат.
Точность горячекатаного проката ориентировочно
соответствует 12-14 квалитетам. Для повышения точности размеров поперечного
сечения и уменьшения шероховатости поверхности прокат дополнительно подвергают
волочению.
Отливки изготовляются путем заливки жидкого металла в
подготовленную литейную форму с последующей кристаллизацией, охлаждения его до
безопасной температуры, удаления из формы, очистки, отделения литниковой
системы (обрубки), зачистки, термообработки и очистки от окалины. Отливки могут
быть изготовлены практически из всех металлических материалов различных
размеров от миллиметров до метров и соответствующих масс.
Наиболее экономичным методом получения заготовки
является штамповка. Это обусловлено тем, что имеются перепады диаметров на детали
и и данный метод позволяет сэкономить материал для получения заготовки.
Выбираем прокат по ГОСТу Ø85.
Коэффициент использования материала (Ким)
рассчитывается по формуле:
К и.м.=Мдет/Мзаг,
где Мдет – масса детали 5,2 кг.
Мзаг – масса заготовки
Мзаг рассчитывается по формуле:
Мзаг=V
γ,
где V-объем
заготовки,
γ -удельный вес стали,
γ = 7,8 г/ см³
V=
Для проката
 Vз=
Vз= ,
,
где R – радиус заготовки,
lдет –
длина детали,
В – ширина реза,
принимаем В= 6 мм,
– ширина реза,
принимаем В= 6 мм,
V1=3,14×42,52×200=1134 см3
М заг1=1134×7,8×10-3=8,85
 Ки.м.1=5,2/8,85=0,6
Ки.м.1=5,2/8,85=0,6
Определяю стоимость заготовки:
1.Прокат
Сзаг1 =  ,
,
где С-стоимость 1 т материала заготовки-проката
Спр=52000руб. за 1 т проката,
Сотх- стоимость реализованных
отходов
Сотх=4500руб за 1 т стружки,
Ср-стоимость резки, Ср=140
руб
Сзаг1= .
.
Данный способ получения заготовки является наиболее
рентабельным в условиях среднесерийного производства, т.к. другие методы получения
заготовок требуют дополнительные затраты. Например: для штамповки потребуется
дорогостоящее оборудование.
6 Анализ заводского
варианта технологического процесса и пути его реализации
Заводской технологический процесс разработан с учётом
особенностей единичного производства, технических требований чертежа и с учётом
принятой заготовки – проката.
Применение в механообработке заготовок напайного
режущего инструмента, имеющего стойкость и производительность на 30% ниже по
сравнению со сборным инструментом, экономически нецелесообразно.
Равным образом и мерительный инструмент, применяемый
при обработке заготовок, также являются, в основном, нормализованным: штангенциркули,
микрометры и т.д., что не всегда четко обоснованно (наиболее предпочтительно
вместо него предельных шаблонов и калибров).
В заводском техпроцессе существуют промежуточная
термическая
операция:
улучшение. Потому весь техпроцесс делится на два этапа
обработки:
до т.о. и после т.о.
В техпроцессе предусмотрены все необходимые черновые и
чистовые операции для получения детали согласно требованиям чертежа по точности
размеров, расположения поверхностей и по параметрам шероховатости, а также все
необходимые операции разметочные и слесарные, что соответствует конкретно единичному
типу производства.
 Оборудование
для изготовления детали выбрано верно с учётом вида работ, габаритов детали и
требуемой точности из наличия станков существующего механического парка.
Оборудование
для изготовления детали выбрано верно с учётом вида работ, габаритов детали и
требуемой точности из наличия станков существующего механического парка.
Различная технологическая оснастка, которая
используется в цехе, изготавливается в инструментальном производстве
предприятия.
В маршрутных картах не указан весь применяемый
нормализованный режущий инструмент, что объясняется спецификой данного
предприятия.
Измерительные средства указаны, но запись их не
соответствует требованиям ЕСТД.
7 Характеристика металлорежущего оборудования по
заводскому техпроцессу. Оценка использования его технических возможностей.
Предложения по использованию оборудования в дипломном проекте
Для изготовления данной детали заводским техпроцессом,
предусмотрены металлорежущее оборудование.
Например:
Токарно-черновая операция.
Станок: Токарно – винторезный станок мод. 16К20
Техническая характеристика:
Наибольший диаметр заготовки: над станиной 400мм,
над
суппортом 220мм
Наибольшая длина заготовки 1000мм
Частота вращения шпинделя 12,5…1600об/мин
Подача суппорта: продольная 3..1200 мм/мин,
поперечная 1,5…600
мм/мин
Мощность эл/двигателя главного движения 10 кВт
Габаритные размеры 2505*1190*1500мм
Для дипломного проектирования предлагаю
использовать станок оснащённым устройством с ЧПУ: Токарный станок мод. 16К20Т1.
Техническая характеристика:
Наибольший диаметр заготовки: над станиной 400мм,
над
суппортом 220мм
Наибольшая длина заготовки 1000мм
Частота вращения шпинделя 12,5…2000об/мин
Подача суппорта: продольная 3..1200 мм/мин,
поперечная 1,5…600
мм/мин
Скорость быстрого перемещения
суппорта: продольного 4800мм/мин, поперечного 2400мм/мин
Горизонтально-расточной станок
|
Стол, мм
|
1250x1250
|
|
Диаметр шпинделя,мм
|
90
|
|
Конус выдвижного шпинделя
|
ISO 45
|
|
Вертикальное перемещение
шпиндельной бабки, м
|
1000
|
|
Продольное перемещение
выдвижного шпинделя, мм
|
710
|
|
Поперечное перемещение
поворотного стола, мм
|
1250
|
|
Продольное перемещение
поворотного стола, мм
|
1000
|
|
Радиальное перемещение суппорта
встроенной планшайбы, мм
|
160
|
|
Пределы частоты вращения
выдвижного шпинделя, об/мин
|
10-1600
|
|
Пределы частоты вращения
встроенной планшайбы, об/мин
|
6,5-160
|
|
Пределы подачи, мм/мин
|
|
|
шпинделя выдвижного
|
2-2000
|
|
шпиндельной бабки, стола в
поперечном и продольном направлениях
|
1,25-1250
|
|
суппорта встроенной планшайбы
|
0,8-800
|
|
Скорость быстрых
установочных перемещений, мм/мин, не менее
|
|
|
шпинделя выдвижного шпиндельной
бабки
|
1…6000
|
|
стола и шпиндельной бабки
|
1…6000
|
|
Наибольший рекомендуемый диаметр
растачиваемого отверстия, мм
|
240
|
|
Наибольший допускаемый крутящий
момент на выдвижном шпинделе, кгс/м
|
140
|
|
Наибольший допускаемый крутящий
момент на встроенной планшайбе, кгс/м
|
250
|
|
Пределы нарезаемой
резьбы
|
|
|
метрической, шаг, мм
|
1-10
|
|
дюймовой, на 1“
|
4-20
|
|
Наибольшая масса обрабатываемого
изделия, кг
|
4000
|
|
Габаритные параметры станка без
приставного оборудования, (ДxШxВ) мм
|
6070x3970x3220
|
|
Класс точности
|
ГОСТ 8-77
|
|
Модель двигателя
|
А02-61-4/2.
|
|
Номинальная мощность, кВт
|
8.5 и 10*
|
|
Номинальная *скорость, об/мин
|
1410 и 2750*
|
|
Номинальный момент, Нм
|
55 и 31*
|
|
 Модель двигателя Модель двигателя
|
АИР132М4/2
|
|
Номинальная мощность, кВт
|
8.5 и 9.5*
|
|
Номинальная *скорость, об/мин
|
1450 и 2910*
|
|
Номинальный момент, Нм
|
56 и 31*
|
Фрезерно центровальный
полуавтомат
|
Модель
|
2Г942
|
|
Класс точности станка по ГОСТ
8-82, (Н,П,В,А,С)
|
В
|
|
Диаметр детали, мм
|
1000
|
|
Диаметр отверстия, мм
|
100
|
|
Длина детали, мм
|
1000
|
|
Габариты станка Длинна Ширина
Высота (мм)
|
1810_2100
|
|
Масса
|
7500
|
|
Мощность двигателя кВт
|
30
|
|
Пределы частоты вращения
шпинделя Min/Max об/мин
|
2/2192
|
|
Число инструментов в магазине
|
12
|
8 Характеристика оснастки,
применяемой на каждой операции
При обработке данной детали на
каждой операции применяют следующую оснастку:
Токарно-черная:
ПР: 4-х кул. патрон, центр В4
РИ: Резец проходной Т5К10 с
углом φ=90°.
СИ: Линейка ГОСТ 427-75
Токарно-чистовая:
ПР: 4-х кул. патрон, центр В4.
РИ: Резец проходной Т15К6 с
углом φ=90°.
СИ: ШЦ 3 ГОСТ 166-89
Линейка ГОСТ 427-75
Шлифовальная
ПР: Поводковый патрон, центр В4,хомутик ИГ 583-74
РИ: Шлифовальный круг ПВД 600×80×305 25А40 НСМ
15к5 ГОСТ 2424-83
СИ: Микрометр ГОСТ 6507-78,образцы шераховатости ГОСТ
9378-66
Токарная чистовая:
ПР:4-х кулачковый патрон
РИ: Резец проходной Т15К6 с углом φ=90°.
СИ: Линейка ГОСТ 427-75, ШЦ ГОСТ 166-80,радиусомер ГОСТ
4126-66
Токарная чистовая:
ПР:3-х кулачковый патрон
РИ: Резец проходной Т15К6 с углом φ=90°,сверло
Ø8 ГОСТ 886-77
Метчик ГОСТ 3266-81, Развертка R1/4
ГОСТ 6226-71,Колибр пробка R1/4 ГОСТ 7157-79.
СИ: Линейка ГОСТ 427-75, ШЦ ГОСТ 166-80,радиусомер ГОСТ
4126-66
Фрезерная:
ПР: УСП для выставки шпоночной фрезы, К-призма
 РИ: Фреза шпоночная
Ø8; Ø6 ГОСТ 9140-78,
РИ: Фреза шпоночная
Ø8; Ø6 ГОСТ 9140-78,
Сверлильная:
ПР: Призма
РИ:Сверло Ø8 ГОСТ 886-77
СИ: Линейка ГОСТ 427-75
9 Предложения по использованию
станков с ЧПУ для обработки заданной детали
Для обработки детали «Ось» можно
использовать Токарно-винторезный станок с ЧПУ 16К20Ф3.
Станки с ЧПУ Обеспечивают высокую
производительность и точность отработки перемещений, задаваемых программой, а
также сохранение этой точности в заданных пределах при длительной их
эксплуатации. Станки с ЧПУ имеют расширенные технологические возможности при
сохранении высокой надежности работы.
Конструкция станков с ЧПУ должна,
как правило, обеспечить совмещение различных видов обработки (точение –
фрезерование, фрезерование – шлифование, обработка резанием – контроль и т.д.)
удобство загрузки заготовок, выгрузки деталей, что особенно важно при
применении промышленных роботов, автоматическое или дистанционное управление
сменой инструмента, возможность встройки в общую автоматическую систему
управления.
Повышение точности обработки
достигается высокой точностью изготовления и жесткостью станка, превышающей
жесткость обычного станка того же назначения. Статическая и динамическая
жесткость повышается при сокращении длины кинематических цепей. С этой целью
для всех рабочих органов применяют автономные приводы, а механические передачи
используют в минимально возможном количестве. Приводы станков с ЧПУ должны
обеспечивать высокое быстродействие.
Вспомогательные механизмы станков
с ЧПУ включают устройства смены инструмента, уборки стружки, смазывания,
зажимные приспособления, загрузочные устройства и т.д. Эта группа механизмов в
станках с ЧПУ значительно изменилась по сравнению с аналогичными механизмами в
обычных универсальных станках.
10 Порядок и
последовательность разработки тех.процесса для станков с ЧПУ, принятый на
данном предприятии. Приложить образец технологической документации
Для подготовки УП необходимо знать параметры каждого прохода
от начала до конца, поэтому важны технологические данные по режимам каждого
прохода на всем его протяжении, специальные команды  (охлаждение
и т.п.) и последовательность выполнения этих проходов. С точки зрения
подготовки УП, проход - это цикл, включающий все необходимое для работы станка,
а последовательность этих проходов - операционная технология. В операционной
технологии проход может выполняться на различных участках КТЭ, с отличающимися
режимами по траектории движения инструмента, с остановками и т.п., например:
сверление отверстия; сверление с выводами сверла; сверление с изменением подачи
на входе и выходе и т.п.
(охлаждение
и т.п.) и последовательность выполнения этих проходов. С точки зрения
подготовки УП, проход - это цикл, включающий все необходимое для работы станка,
а последовательность этих проходов - операционная технология. В операционной
технологии проход может выполняться на различных участках КТЭ, с отличающимися
режимами по траектории движения инструмента, с остановками и т.п., например:
сверление отверстия; сверление с выводами сверла; сверление с изменением подачи
на входе и выходе и т.п.
Инструментальная оснастка,
применяемая на станке с ЧПУ, должна обеспечивать обработку поверхностей всех
форм и размеров деталей, которые обрабатывают на аналогичных станках в конкретных
условиях данного производства. Общее число типоразмеров используемого
инструмента необходимо минимизировать:
путем замены
фасонного инструмента более
простым, но перемещающимся по сложной
траектории;
путем замены мерного инструмента
немерным (даже если при этом может потребоваться дополнительный проход);
применением инструмента,
пригодного для различных видов работ (черновых, чистовых;обтачивания,
растачивания и т.п.), за счет унификации геометрических параметров режущей
части и присоединительных размеров.
 При
определении номенклатуры инструмента, закрепляемого за станком, необходимо
принимать во внимание стоимость инструмента, его надежность и экономичность,
особенности инструментального обеспечения и опыт использования инструмента
различных конструкций. Из всех инструментов, позволяющих обработать одинаковые
формы поверхностей, в номенклатуру добавляют тот, который обеспечивает
наименьшее время обработки при одинаковой надежности. При этом режимы резания
для сравниваемых инструментов должны соответствовать возможностям инструмента и
станка. Ограничения, вызываемые жесткостью детали, прочностью и жесткостью
средств крепления, можно не учитывать.
При
определении номенклатуры инструмента, закрепляемого за станком, необходимо
принимать во внимание стоимость инструмента, его надежность и экономичность,
особенности инструментального обеспечения и опыт использования инструмента
различных конструкций. Из всех инструментов, позволяющих обработать одинаковые
формы поверхностей, в номенклатуру добавляют тот, который обеспечивает
наименьшее время обработки при одинаковой надежности. При этом режимы резания
для сравниваемых инструментов должны соответствовать возможностям инструмента и
станка. Ограничения, вызываемые жесткостью детали, прочностью и жесткостью
средств крепления, можно не учитывать.
Последовательность ввода
инструментов в работу определяется требованиями операции. В тех случаях, когда
требования к операции могут быть выполнены благодаря различной
последовательности ввода инструментов, необходимо выбрать такую
последовательность, при которой сумма времен, связанных с выполнением перехода,
минимальна. Оптимизационные расчеты выполняют для часто встречающихся условий
обработки. На основании
результатов расчетов устанавливают простые правила, используемые при подготовке
программ. В процессе подготовки оптимизационным расчетом пользоваться
нецелесообразно.
Траектории движения инструмента
проектируют так, чтобы минимизировать время обработки и увеличить надежность
режущего инструмента. С точки зрения выбора критерия различают траекторию
рабочих и траекторию вспомогательных перемещений. Траекторию рабочих
перемещений разделяют на участки установившегося резания, врезания и выхода
инструмента. На этом этапе разработки операционной технологии уже известны:
режущий инструмент, последовательность его ввода и содержание работы каждого
инструмента. Поэтому траекторию можно выбирать для каждого инструмента в
отдельности.
Траекторию перемещений
инструмента устанавливают до назначения режимов резания. Как следствие этого,
определение оптимальной траектории сводится к оценке пути инструмента в металле
при равенстве припусков за проход, снимаемых в сравниваемых вариантах.
Поскольку варианты сравнивают при
условно одинаковых режимах резания, надежность инструмента сохраняется
одинаковой в сравниваемых вариантах.
Надежность инструмента во многом
зависит от организации его работы на участках врезания и выхода. На этих
участках происходит нагружение (разгрузка) технологической системы силами
резания, упругая деформация звеньев системы, выборка зазоров и др.
Неправильное построение
траектории этих участков может привести к снижению производительности,
появлению «зарезов», «выхватов» на обработанной поверхности, поломкам
инструмента.
Вместе с тем, участки врезания и
входа существенно короче участков установившегося резания. Поэтому при выборе
траектории врезания варианты следует оценивать по их влиянию на надежность инструмента.
Предпочтительны траектории, обеспечивающие плавное увеличение (уменьшение) сил
резания до значений, характерных для участка установившегося резания, и
наименьшие отличия в направлении сил на этих участках. Если рассматриваемые
варианты обеспечивают одинаковую надежность, то в качестве дополнительного
критерия используют время выполнения врезания (выхода).
Траектория вспомогательных
перемещений инструмента не влияет на надежность работы инструментальной
наладки. Поэтому оценивать выбранные варианты можно по времени выполнения этих
перемещений.
Траекторию вспомогательных
перемещений (схему перемещений)
определяют для часто
встречающихся условий обработки. На основании результатов расчетов
устанавливают простые правила, используемые при подготовке УП.
 Затраты
на операцию и ее надежность во многом зависят от уровня режимов резания.
Поэтому их следует назначать после установления остальных параметров
операционной технологии. При этом необходимо учитывать технологические решения,
принятые на предшествующих этапах разработки, а также
организационно-технические условия выполнения операции.
Затраты
на операцию и ее надежность во многом зависят от уровня режимов резания.
Поэтому их следует назначать после установления остальных параметров
операционной технологии. При этом необходимо учитывать технологические решения,
принятые на предшествующих этапах разработки, а также
организационно-технические условия выполнения операции.
К документам, необходимым для
разработки технологии обработки заготовки и УП для многооперационного станка,
относятся:
маршрутная карта - описание ТП
изготовления заготовки (включая контроль и перемещения по всем операциям
различных видов) в технологической последовательности с указанием данных об
оборудовании и технологической оснастке;
технологическая карта - описание
технологической операции с указанием переходов, режимов обработки и данных об
инструментальной оснастке;
карта эскизов - эскизы, схемы,
таблицы, необходимые для выполнения ТП, операции перехода изготовления
заготовки (включая в себя контроль, перемещения). В состав карты эскизов входят
карты установки заготовки на столе станка в каждой операции с указанием
размеров, характеризующих положение заготовки относительно осей координат
станка, операционные эскизы обработки заготовки в каждой операции с указанием
опорных точек и их координат;
операционная расчетно-технологическая
карта, содержащая информацию о последовательности перемещений узлов станка и
технологических команд, необходимых для выполнения операции обработки заготовки
на станке с ЧПУ;
технологическая инструкция -
описание приемов работы или технологии обработки изделия (включая в себя
контроль и перемещения);
ведомость оснастки - перечень
технологической оснастки, необходимой для выполнения данного технологического
процесса (операции);
ведомость технологических
документов - состав и комплектность технологических документов, необходимых для
изготовления заготовки.
Образец технологической
документации
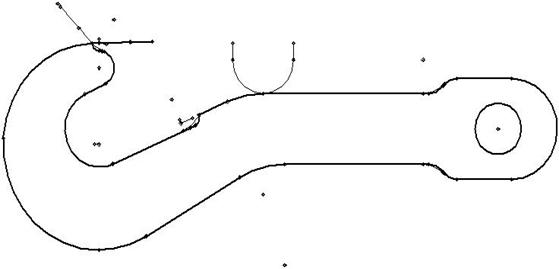
Для примера рассмотрим
управляющую программу на деталь «Крюк»:
%151
N10 G00 G90 G18
G54 X732575 Z-300000 Y50000 M11
N20 Y0 M04 M44
S200 M91
N30 G91 Y-8000
N40 G90 G01 G41
X732575 Z-290000 D01 F200
N45 G01 Z-170000
N50 G03 X817575
Z-85000 I0 J85000
N60 G01 X1605941
N70 G03 X1660059
Z-100909 I-100000 J0
N80 G02 X1725000
Z-120000 I100909 J64941
N90 G01 X1775000
 N100 G02 X1775000 Z120000 I120000 J0
N100 G02 X1775000 Z120000 I120000 J0
N110 G01
X1725000
N120 G02
X1660059 Z100909 I-120000 J0
N130 G03
X1605941 Z85000 I84091 J-54118
N140 G01 X952923
N150 G03 X605254
Z164496 I800000 J0
N160 G01 X127106
Z395220
N170 G02 X-25000
Z-270000 I-315220 J-152106
N180 G01 X20000
N190 X120000
F1000
N200 G40 X200000
Z-270000
N210 G00 X732575
Z-300000
N220 G73 L30 Q15
N230 M05 M30
*
11 Характеристика станков с
ЧПУ, рекомендуемых к использованию
Вертикально-фрезерный станок
6Р13Ф3 с ЧПУ
Размеры рабочей поверхности
стола, мм – 400.1600
Наибольшее перемещение стола, мм:
продольное – 1000
поперечное – 400
вертикальное – 380
Внутренний конус шпинделя
(конусность 7:24) – 50
Число скоростей шпинделя – 18
Частота вращения шпинделя, об/мин
– 40…2000
Подача стола, мм/мин:
 продольная
– 10…20000
продольная
– 10…20000
поперечная – 10…2000
вертикальная – 10…2000
Скорость быстрого перемещения
стола, мм/мин:
продольного – 2400
поперечного – 2400
вертикального – 2400
Мощность электродвигателя привода
главного движения, кВт – 7,5
Габаритные размеры станка, мм –
3425х3200х2520
Масса станка, кг – 6750
12 Права и обязанности
технолога-программиста
Технолог-программист подчиняется
начальнику бюро и техническому руководителю. Он назначается на должность и
освобождается от неё в порядке, установленном в ОАО «МК ОРМЕТО-ЮУМЗ».
На должность
технолога-программиста назначается лицо, имеющее высшее профессиональное
(техническое или инженерно-экономическое) образование и опыт работы по специальности,
приобретенный в период обучения или стаж работы на технических должностях без
квалификационной категории.
Права технолога-программиста:
1. Знакомиться с проектами
решений руководства службы, касающимися его деятельности.
2. Вносить на рассмотрение
руководства службы предложения по совершенствованию работы, связанной с
обязанностями, предусмотренные настоящей должностной инструкцией.
3. Запрашивать от
руководителей структурных подразделений и специалистов предприятия информацию
и техническую документацию, необходимую для выполнения своих должностных
обязанностей.
4. В пределах своей
компетенции сообщать непосредственному руководителю обо всех нарушениях
технологической дисциплины и неправильном использовании программ при обработке
деталей на станках с ЧПУ, вносить предложения по их устранению.
5. Требовать от своего
непосредственного руководителя своевременной выдачи производственного задания
для выполнения своих должностных обязанностей.
Обязанности
технолога-программиста:
1. Качественно и в срок
выполнять производственное задание по разработке технологической документации и
управляющих программ.
2. Выполнять работу по
подготовке программ к откладке и проводить отладку разработанных программ в
цехах.
3. Определять объем и
содержание данных контрольных примеров, обеспечивающих наиболее полную проверку
соответствия программ их функциональному значению.
4. Осуществлять запуск
отлаженных программ и ввод исходных данных, определяемых условиями поставленных
задач.
5. Проводить корректировку
разработанной программы на основе анализа выходящих данных.
6. Разрабатывать инструкции
по работе с программами, оформлять необходимую техническую документацию.
7. Определять возможность
использования готовых программных
продуктов.
8. Осуществлять сопровождение
внедрения программ и программных средств в цехах предприятия.
9. Выполнять работу по
унификации и типизации вычислительных процессов.
10. Соблюдать порядок
оформления технической документации в соответствии с действующими стандартами
предприятия.
11. Изучать передовой
отечественный и зарубежный опыт программирования и использования вычислительной
техники.
12. Соблюдать правила
внутреннего трудового распорядка, правила и нормы по технике безопасности,
охране труда, противопожарной безопасности и производственной санитарии.
13. Выполнять и соблюдать
требования государственных и межотраслевых стандартов и технических условий.
Технолог-программист несет
ответственность за качество и своевременность выполнения возложенных на него
настоящей должностной инструкцией, задач и обязанностей.
 Основной
задачей технолога-программиста является: осуществление подготовки
технологической документации и управляющих программам в соответствии с
месячными и квартальными планами подготовки производства.
Основной
задачей технолога-программиста является: осуществление подготовки
технологической документации и управляющих программам в соответствии с
месячными и квартальными планами подготовки производства.
13 Права и обязанности мастера
производственного участка
Должностная инструкция мастера производственного участка в
КБЭР ОГТ.
Должностные обязанности:
мастер осуществляет руководство производственным участком;
обеспечивает выполнение плановых заданий;
своевременно подготавливает производство к работе;
организовывает и контролирует соблюдение технических
процессов;
оперативно выявляет и устраняет причины нарушения
технического
процесса;
внедряет научную организацию труда на участке;
обеспечивает полную разгрузку и правильное
использованиеоборудования;
он должен обеспечить равномерную и производственную работу
рабочихучастка;
устанавливает план заданий для рабочих;
осуществляет производственный инструктаж рабочих;
проверяет качество выпускаемой продукции или выполнение
работ;
проводит мероприятия по предупреждению брака и повышения
качествапродукции.
Должен знать:
приказы;
распоряжения
другие руководящие материалы, касающиеся производственно-
хозяйственной деятельности участка;
технические требования, предъявляемые к продукции,
выпускаемойучастком технологию её производства.
Квалифицированные требования к мастера производственного
участка: высшее образование и стаж работы на производстве не менее одного года.
14 Организация охраны труда и техники безопасности
Администрация предприятий, цехов
и участков в области охраны труда, техники безопасности и промсанитарии
обязана:
создать безопасные условия работы при осуществлении
технологических
и производственных процессов и операций;
своевременно проводить мероприятия по технике безопасности,
промсанитарии, механизации и автоматизации тяжелых, вредных
и опасных работ;
обеспечить нормальные температурно-влажностные условия и
чистоту
воздуха в помещениях, в которых находятся рабочие или
служащие;
обучать рабочих и инженерно-технический персонал безопасным
методом
труда, проводить систематический инструктаж и
пропагандировать безопасные приемы работы;
снабжать рабочих необходимой спецодеждой и средствами
индивидуальной защиты.
Организация работы по охране
труда на предприятиях осуществляется административно-техническим персоналом
предприятия: в пределах всего предприятия - директором и главным инженером, а в
цехах, на участках, в
лабораториях – начальниками этих цехов, участков и
лабораторий.
В соответствии с существующими положениями эти же лица несут
и ответственность за состояние охраны труда, выполнение правил техники безопасности
и производственной санитарии.
В введение главного инженера
предприятия находится отдел (бюро) или инженер по технике безопасности, которые
проходят следующую работу:
осуществляют контроль над соблюдением руководителями
цехов, отделов
и участков действующего законодательства,
постановлений и распоряжений правительства, министерства, а также инструкций,
правил и норм по технике безопасности;
организуют разработку мероприятий по созданию
безопасных условий
труда, инструктаж рабочих и обучение их на курсах по
технике безопасности;
участвуют работе комиссий по проверке знаний
инженерно-технических
работников в области техник и безопасности, по
расследованию причин аварий и несчастных случаев, связанных с производством, по
рассмотрению проектов строительства, реконструкций, капитального ремонта цехов
и оборудования;
организуют и устраивают учебные кабинеты, уголки,
витрины,
используют плакаты и предупредительные надписи по
технике безопасности;
ведут учет пострадавших при авариях и несчастных
случаях, связанных с
производством, и проводят анализ их причин, составляют
по ним отчеты,
а также отчеты об освоении средств, ассигнованных на
мероприятия по
технике безопасности.
 На участках с повышенной опасностью, вредностью и сложными процессами производства
каждый рабочий после практического обучения безопасным методом труда обязан
пройти индивидуальную проверку усвоения практических приемов безопасной работы
в специальных комиссиях, возглавляемых начальниками соответствующих цехов.
Допуск к работе без предварительного инструктажа по технике безопасности
запрещается. Рабочих, обслуживающих объекты повышенной опасности, надлежит
ежегодно переаттестовывать.
На участках с повышенной опасностью, вредностью и сложными процессами производства
каждый рабочий после практического обучения безопасным методом труда обязан
пройти индивидуальную проверку усвоения практических приемов безопасной работы
в специальных комиссиях, возглавляемых начальниками соответствующих цехов.
Допуск к работе без предварительного инструктажа по технике безопасности
запрещается. Рабочих, обслуживающих объекты повышенной опасности, надлежит
ежегодно переаттестовывать.
Инструктаж рабочих по
безопасным приемам и методам работы проводится по следующим его видам:
вводный инструктаж;
инструктаж на рабочем месте
(первичный);
периодический повторный
инструктаж;
внеочередной инструктаж.
Всесоюзным совмещением по
охране труда хозяйственным и профсоюзным руководителям рекомендовано проявлять
больше заботы об укреплении трудовой и производственный дисциплины, с тем чтобы
каждый рабочий и служащий неукоснительно соблюдал инструкции по безопасным методам
труда, правила и нормы техники безопасности и производственной санитарии,
утвержденные технологические регламенты и режимы работы, правила эксплуатации
машин, механизмов и другого производственного оборудования. Всякое нарушение техники
безопасности на производстве должно рассматриваться как чрезвычайное
происшествие.
15 Организация
профилактических и ремонтных работ на станках с ЧПУ
Первым шагом руководителей
каждого предприятия, заинтересованных в эффективном использовании оборудования,
является
организация специального подразделения – службы главного
механика – СГМ, на которую возлагают осуществление системы технического оборудования
и ремонта всех станков и машин.
Согласно закону о
государственном предприятии – предприятиям предоставлено право разрабатывать и
утверждать структуру и штаты цехов и отделов заводоуправления в пределах
установленного норматива фонда заработной платы.
При разработке и утверждении
штата СГМ необходимо учитывать, что одной из важнейших сторон научно-технического
прогресса является механизация и возрастающий уровень автоматизации
производственных процессов, в результате чего сокращается относительная
численность производственных рабочих за счет увеличения числа и сложности
оборудования, а следовательно, и объема работ по его техническому обслуживанию
и ремонту. Поэтому нельзя определять численный и квалификационный состав ИТР и
рабочих СГМ на основе однажды  установленного
процента к общей численности рабочих или ИТР предприятия в тысячи рублей, или
от стоимости основных фондов.
установленного
процента к общей численности рабочих или ИТР предприятия в тысячи рублей, или
от стоимости основных фондов.
Для машиностроительных
предприятий, эксплуатирующих технологическое оборудование с ЧПУ,
ремонтосложность его механической части включают в суммарнуюремонтосложность
для определения группы предприятия.
Для периодической
проверки геометрической и технологической точности станков с ЧПУ,
предусмотренной ПТЭ, штат ОТК должен быть укомплектован инженерами или
техниками-контролерами, специалистами по оборудованию с ЧПУ из расчета: один
механик на 150 станков, один электроник на 150 устройств с ЧПУ.
Рациональная организация
технического обслуживания и ремонта оборудования предусматривает четкое
распределение между службами главного механика и главного технолога. На службу
главного механика
возлагают техническое обслуживание
и ремонт всех узлов оборудования, как входящих в основной комплект поставки,
так и поставляемых за отдельную плату.
Служба главного технолога
поддерживает в исправном состоянии все принадлежности, приспособления и
инструментальные наладки, как и изготовляемые на месте эксплуатации или
приобретаемые.
На предприятиях,
эксплуатирующих оборудование с ЧПУ, для выполнения ремонта и технического
обслуживания этого оборудования в составе РМЦ создают специальную лабораторию.
Руководство лабораторией следует поручить опытному специалисту по устройствам
ЧПУ.
В лаборатории следует
сформировать комплексные бригады из слесарей по ремонту механизмов и
гидравлической части, смазчиков, электриков и электриков по ремонту устройств
ЧПУ. Численность комплексных бригад рассчитывают по нормам на ремонт и
техническое обслуживание механической, электрической и электронной частей
станков с ЧПУ. До 40% наладчиков устройств ЧПУ должно быть укомплектовано
инженерами-электрониками и
техниками-электрониками. Такой состав наладчиков определяется структурой работ
по устранению отказов устройств ЧПУ, более 75% трудоемкости которых
затрачивается на отыскание причин неисправностей, успешно выполняемое лишь
лицами, имеющими необходимую теоретическую подготовку.
16 Оснастка станков с ЧПУ
Приспособления к станкам
токарной группы:
 Приспособления
для установки деталей типа фланцев, втулок, стаканов.
Приспособления
для установки деталей типа фланцев, втулок, стаканов.
1.1 патроны
быстропереналаживаемые клиновые;
1.2 патроны
самоценрирующие клиновые быстропереналаживаемые;
1.3 патрон трехкулачковый
с гидравлическим приводом;
1.4 патрон
быстропереналаживаемый клинореечный;
1.5 патрон
быстропереналаживаемый клиновой трехкулачковый самоцентрирующийся со встроенным
гидроприводом;
Приспособления для установки валов.
2.1 трехкулачковый
поводковый патрон с плавающим центром;
2.2 Самозажимной
поводковый патрон;
2.3 комбинированный
патрон.
Патроны для этих станков
должны обеспечивать:
сокращение времени,
затрачиваемого на смену (установку и съем) заготовок, на переналадку или замену
кулачков при переустановке заготовок или смене объекта обработке, на смену
патронов, а также на переналадку станка с патронных на центровое работы;
соосность оси заготовки
относительно оси шпинделя станка в процессе обработки, что предъявляет к
патронам требования стабильной точности центрования заготовок, а также
жесткости узлов патронов;
силу зажима, обеспечивающую в
процессе обработке заготовки неизменное положение, достигнутое при базировании,
т.е. препятствовать повороту смещению заготовки под действием моментов и сил
резания;
снижения или даже исключения
влияния центробежных сил на силу
 зажима
заготовок кулачками;
зажима
заготовок кулачками;
достаточное центральное отверстие
для возможности обработки в одном и том же патроне как штучных, так и прутковых
заготовок;
передачу максимального крутящего
момента при черновой обработке;
возможность обработке заготовки с
одной установки и на высоких частотах вращения шпинделя.
Приспособления к станкам
фрезерно-сверлильно-расточной группы
Универсально-безналадочные
приспособления
тиски пневматические поворотные с
переустанавливаемой опорной губкой
тиски гидравлические с
пневмогидропреобразователем;
механогидравлические тиски.
Универсально-наладочные
приспособления.
универсально-наладочные тиски с
пружинно-гидравлическим приводом
Специализированные наладочные
приспособления.
приспособления специализированное
наладочное;
специализированные наладочные
приспособления;
специализированные наладочные
многоместные приспособления.
Универсально-сборные
приспособления.
пневмостол;
плита магнитная;
зажим самоцентрирующийся.
Сборно-расборные приспособления.
Неразборные специальные
приспособления.
Переналаживаемые установочные и
зажимные элементы.
17 Организация рабочего места
оператора станка с ЧПУ
Рабочее место оператора
представляет собой отдельный производственный участок, закрепленный за одним
рабочим или за бригадой рабочих. Рациональная организация рабочего места
повышает эффективность использования станков с ЧПУ и способствует выполнению
работы на них с наименьшими затратами труда.
 Основными факторами, влияющими на организацию рабочего места, является:
Основными факторами, влияющими на организацию рабочего места, является:
технологический процесс;
организация производства;
система обеспечения рабочего
места заготовками;
система обеспечения рабочего
места технической документацией;
система обеспечения рабочего
места инструментами и
приспособлениями;
система обеспечения рабочего
места ремонтообслуживающем
оборудованием.
Прежде всего, рабочее место
должно обеспечиваться необходимым количеством заготовок, инструмента и
приспособлений для бесперебойной работы в течение смены. Площадь рабочего места
должна быть такой, чтобы, с одной стороны, она гарантировала оптимальные
условия труда, а с другой- была экономически целесообразной.
Одной из наиболее важных
характеристик рабочего места является эффективность его внутренней планировки.
В условиях мелкосерийного
производства внутренняя планировка разрабатывается так, чтобы на рабочем месте
могут выполняться операции по обработке большой номенклатуры различных
заготовок. При этом предполагается, что оператор обслуживает только один
станок. Следует отметить, что загрузка оператора, рабочего на одном станке,
часто оказывается неполной, поскольку станок с ЧПУ, является полуавтоматом, не
требует постоянного присутствия рабочего. Для более эффективного использования
оборудования с ЧПУ применяют такие прогрессивные формы организации труда, как совмещение
профессий и многостаночное обслуживание.
Рациональная организация
любого рабочего места предполагает наличие на нем:
определенного набора
организационной оснастки;
средств ухода за оборудованием;
определенного набора
технологической оснастки.
18 Калькуляция цеховой
себестоимости детали
Составление плановой калькуляции
на одну деталь.
Калькуляция – это денежное
выражение всех затрат, связанных с производством и реализацией продукции.
Как экономическая категория себестоимость продукции
выполняет ряд
важнейших функций:
• учет и контроль всех затрат на выпуск и реализацию
продукции;
• база для формирования оптовой цены на продукцию
предприятия и определения
прибыли и рентабельности;
• экономическое обоснование целесообразности вложения
реальных инвестиций
 на реконструкцию,
техническое перевооружение и расширение действующего
на реконструкцию,
техническое перевооружение и расширение действующего
предприятия;
• определение оптимальных размеров предприятия;
• экономическое обоснование и принятие любых управленческих
решений и др.
Различают следующие виды себестоимости: цеховая,
производственная и
полная.
Цеховая себестоимость представляет собой затраты цеха,
связанные с
производством продукции.
Производственная себестоимость помимо затрат цехов
включает
общепроизводственные и общехозяйственные расходы.
Полная себестоимость отражает все затраты на
производство и
реализацию продукции, слагается из производственной себестоимости
и
внепроизводственных расходов (расходы на тару и упаковку,
транспортировку
продукции, прочие рас ходы).
Различают индивидуальную и среднеотраслевую
себестоимость.
Индивидуальная себестоимость обусловливается
конкретными условиями,
в которых действует то или другое предприятие.
Среднеотраслевая себестоимость определяется как
средневзвешенная
величина и характеризует средние затраты на единицу
продукции по отрасли,
поэтому она находится ближе к общественно необходимым
затратам труда.
В условиях перехода к рыночной экономике роль и
значение
себестоимости продукции для предприятия резко возраста ют. С
экономических
и социальных позиций значение снижения себестоимости
продукции для
предприятия заключается в следующем:
• в увеличении прибыли, остающейся в распоряжении
предприятия, а
следовательно, в появлении возможности не только в простом,
но и
расширенном воспроизводстве;
• в появлении большей возможности для материального
стимулирования
работников и решения многих социальных проблем коллектива
предприятия;
• в улучшении финансового состояния предприятия и снижении
степени риска
банкротства;
• в возможности снижения продажной цены на свою продукцию,
что позволяет в
значительной мере повысить конкурентоспособность продукции и
увеличить
объем продаж;
• в снижении себестоимости продукции в акционерных
обществах, что является
хорошей предпосылкой для выплаты дивидендов и повышения их
ставки.
Из всего сказанного вытекает очень важный вывод, что
проблема
снижения себестоимости продукции всегда должна быть в центре
внимания на
 предприятиях.
предприятиях.
Статьи калькуляции:
Стоимость материала

mз -
масса заготовки, кг
mо
– масса отходов, кг
mд
– масса детали, кг
mo=mз - mд
Цз – цена заготовки,
руб.
Цо – цена отходов,
руб.
Основная заработная плата
основных рабочих (зависит от разряда работ, среднего тарифного коэффициента
данного вида работ и в каждом цехе засчитывает исходя из своих данных).
ЗПосн=∑Рсд∙1,15∙1,3,
руб.
1,15 – коэффициент, учитывающий
районную надбавку 15%,
1,3 – коэффициент, учитывающий
размер премии 30%,
∑Рсд – сумма
сдельной расценки.
Дополнительная заработная плата
составляет 10% от заработной платы основной (расходуется на оплаты календарных
отпусков рабочих на данном предприятии).
Отчисления на социальные нужды
составляют 26,8% (0,8
% добавляется в связи со спецификацией травматизма).
Расходы на содержание и
эксплуатацию оборудования Цеховые расходы.
Общезаводские (производственные)
расходы.
Внепроизводственные расходы
составляют.
19 Организация и техническое
нормирование труда на предприятии
Технические нормативы
представляют собой исходные данные, на основе которых можно установить наиболее
производственный режим работы оборудования и необходимые затраты рабочего
времени, не прибегая каждый раз к расчёту по формулам или к фотографии и
хронометражу.
Все технические нормативы по
применению делят на:
нормативы технологических режимов
работы оборудования (для
нормирования времени машинного
времени);
технические нормативы времени
(для нормирования времени выполнения
ручных приемов работы).
По своему оформлению
технические нормативы могут быть представлены
 в
виде таблиц, графиков, номограмм и формул.
в
виде таблиц, графиков, номограмм и формул.
По назначению все технические
нормативы подразделяются на:
заводские (фабричные);
отраслевые (ведомственные);
межотраслевые (общепромышленные).
Заводские нормативы
разрабатываются на каждом промышленном предприятии на основе исследований,
проводимых непосредственно на рабочих местах и в заводских лабораториях,
технологических режимов работы оборудования, затрат рабочего времени
применительно к специфическим особенностям и организационно-технические
условиям данного предприятия.
Отраслевые нормативы
охватывают работы, характерные для всех предприятий данной отрасли
промышленности. Их применяются на однородных по типу производства участках с
учетом присущих им особенностей в технике, технологии, организации труда и
производства.
Межотраслевые нормативы
составляются централизовано в Центральном бюро промышленных нормативов по труду
при НИИТ для работы, имеющих широкое применение в различных отраслях
промышленности.
В практике технологическое
нормирование применяются следующие нормативы:
в единичном и мелкосерийном
производстве - штучное и
подготовительно-заключительное
время;
в среднесерийном производстве –
основное и вспомогательное время,
дополнительное время и
подготовительно-заключительное время;
в крупносерийном и массовом
производстве - основное и вспомогательное
время, время на обслуживание
рабочих мест и времени, необходимого на отдых и естественные надобности.
По степени укрепления
нормативы времени могут быть:
дифференциальными (элементными) –
разрабатываются по отдельным
приемам и движениям, что
допускает для массового производства погрешности установление норм в пределах
от -5% до +5%;
комплексными – разрабатывается по
расчетным группам приемов, что
удовлетворяет условиям серийного
производства, где погрешность при установлении норм может быть в пределах 10%;
укрупненными – разрабатывается по
технологическим комплексам
приемов или даже операции в
целом, что допускает для единичного производства в пределах 15%.
Основная часть работ в
машиностроении выполняется на металлорежущих
станках. Внедрение прогрессивной
технологии в производство заготовок  позволяет
существенно сократить объём станочных работ, однако они и сейчас еще имеют большой
удельный вес, безусловно, будут широко применяться в ближайшем будущем. Большая
дифференциация технологического процесса на станочных работах и широкое
внедрение новейшего оборудования (станки с ЧПУ, роботизированных комплексов, технологических
центров и тому подобное) требуют особо высокой точности определения затрат
времени как на отдельные элементы операции, так и на операцию в целом.
позволяет
существенно сократить объём станочных работ, однако они и сейчас еще имеют большой
удельный вес, безусловно, будут широко применяться в ближайшем будущем. Большая
дифференциация технологического процесса на станочных работах и широкое
внедрение новейшего оборудования (станки с ЧПУ, роботизированных комплексов, технологических
центров и тому подобное) требуют особо высокой точности определения затрат
времени как на отдельные элементы операции, так и на операцию в целом.
Методические основы
нормирования труда и, по существу, почти не зависят от вида изготовленной
продукции.
Нормирование станочной
операции почти во всех случаях начинается определения оптимального режима
резания и расчета основного (машинного) времени.
Применение ЭВМ создает
условия для перехода к более высокому уровню организации нормирования
оптимального работы на предприятии, который характеризуется следующими
особенностями:
появление новой функции в
нормировании труда, связанной с
централизацией расчетных и
учетных работ на основе создания единого
на предприятии нормального
хозяйства;
повышением квалификации
работников по нормированию труда и
дальнейшим развитием кооперации и
разделения труда работников, занимающихся технологией, организацией
производства и нормированием труда.
Список
использованной литературы
1.
Методические указания для учащихся средних специальных заведений «Курсовое
проектирование по предмету «технология машиностроения» часть 1 приложения,
Днепропетровск, 1990 г.;
2.
ГОСТ 2009–55 – припуски и отклонения на механическую обработку отливок;
3.
Горбацевич А.Ф., “Курсовое проектирование по технологии машиностроения”.
Минск, “Высшая школа”, 1975 г., 285с.;
4.
ГОСТ 7505–55 – припуски и отклонения на механическую обработку поковок и
штамповок;
5.
Косилова А.Г., Мещеряков Р.К. “Справочник технолога-машиностроителя”,
М.: Машиностроение, 1985. 496 с. Том 1;
6.
Косилова А.Г., Мещеряков Р.К. “Справочник технолога-машиностроителя”,
М.: Машиностроение, 1985. 496с. Том 2;
7.
ГОСТ 9324–80 – Фрезы червячные чистовые однозаходные для цилиндрических
зубчатых колес с эвольвентным профилем;
8.
Нефедов Н.А., Осипов К.А. Сборник задач и примеров по резанию металлов и
режущему инструменту: Учебное пособие для техникумов по предмету «Основы учения
о резании металлов и режущий инструмент». – 5-е изд., перераб. и доп. – М.:
Машиностроение 1990., 448 с.;
9.
Медовой И.А., Уманский Я.Г., Журавлев Н.М. «Исполнительные размеры калибров:
Справочник» – М.: Машиностроение, 1980. – 384 с.;
10. Методические
указания для учащихся средних специальных заведений «Курсовое проектирование по
предмету «технология машиностроения» часть 2 приложения, Днепропетровск, 1990
г.