Характеристика машины 237 класса и ВМ - 50
Управление
образования Брестского облисполкома
Учреждение
образования
«Барановичский
государственный профессионально- технический
Колледж
сферы обслуживания
Специальность:
2 - 50 34 Моделирование и конструирование швейных изделий
Специализация:
2 - 50 01 34 01 Моделирование и конструирование одежды
Квалификация
специалиста: Модельер - конструктор
КОНТРОЛЬНАЯ
РАБОТА
По
дисциплине «оборудование швейного производства»
Тема:
Характеристика машины 237 класса и ВМ - 50
ОГЛАВЛЕНИЕ
Введение
Характеристика машины 237 кл
Вышивальная машина ВМ-50
Наладка машины для выполнения
различных видов строчек
Приёмы работы на машине
Приложение
Список литературы
Введение
Довольно рано на свет появляются первые
механизированные ткацкие и прядильные станки, однако воплотить в жизнь попытки
упростить и ускорить труд портных удаётся значительно позже - первые
работоспособные изобретения такого рода относятся к середине 18 в. Истории
известен единственный механизм 14 столетия, отдалённо напоминающей швейную
машину, - в голландских мастерских по пошиву парусов применяется колёсная
машина, стачивающая длинные полотна. Имя изобретателя неизвестно, а принцип
работы этого довольно большого и неповоротливого устройства остаётся тайной.
Примитивные ручные механизмы 18в. имеют мало
общего с современными швейными машинами. Первый патент на шьющий аппарат
выдается в 1755 г. англичанину Чарльзу Вейзенталю предлагающему проект швейного
устройства, в котором иголка с двумя острыми концами прокалывают материю туда и
обратно, при этом не переворачиваясь.
Следующий вариант швейной машины также остается
только на бумаге, так как по чертежам Томаса Сента, патентующего свое
изобретение в 1790 г, построить работающий аппарат не удается. В основе машины
Сента, предназначенной для шитья сапог и башмаков и делающей однониточный шов,
заложен механизм с использованием шила, которое прокалывает отверстие в коже и
позволяет игле проходить через неё. Один патент выдается во Франции Джеймсу
Хендерсону и Томасу Стоуну на машину, пытающуюся имитировать ручное шитьё,
другой получает Скотт Джон Дункан за изобретение машины для вышивки,
использующей множество игл.
В Германии Бальтазар Кремс разрабатывает модель
устройства для шитья кепок, но так как изобретатель свой механизм не патентует,
точная дата его появления не известна, предположительно около 1810г. Становится
очевидным, что шов в одну нитку весьма непрочен, и в 1814г. портной Йозеф
Мадерспергер из Вены получает патент на машину, применяющую две нитки, принцип
действия этой машины аналогичен принципу работы ткацкого станка. Имя человека,
чьё изобретение нашло практическое применение,- Бартоломи Тимоннье, которому в
1830г. французским правительством выдается патент на машину, дающую цепной шов.
Первая партия таких машин состоит из 80 экземпляров: они используются в
мастерских по производству солдатского обмундирования.
Изобретение швейной машины с челночным стежком
происходит в Америке, где Вальтер Хант в 1832-1834гг. конструирует модель с
прямой иглой с ушком у острия, двумя шпульками и челноком наподобие ткацкого.
Несовершенство машины заключается в ограниченности возможностей, так как на ней
можно шить только прямо и небольшой отрезок ткани. Хант не получает патента по
причине не стабильности работы своего изобретателя. Позже, в 1845 г. американец
Джон Грингоут демонстрирует рабочую машину, в которой игла полностью проходит
через ткань, но его изобретение не производит впечатления на владельцев швейных
мастерских, и оно остается невостребованным.
В 1845 г. американец Элиас Гоу, рабочий фабрики,
производящей текстильное оборудование, получает патент на швейную машину,
принцип работы которой используется до сих пор. Гоу применяет некоторые
элементы ткацкого станка, в том числе челночный механизм, принцип действия
машины состоит в закреплении стежков второй нитью, проходящей снизу. Игла
двигается горизонтально со скоростью триста стежков в минуту, игловодитель -
квадратного сечения, а сшиваемые ткани располагаются в вертикальной плоскости и
могут перемещаться только по прямой линии. еловеком, благодаря которому в
истории швейных машин начинается новый этап, является Исаак Меррит Зингер -
механик, изобретатель, предприниматель, эмигрировавший в Нью-Йорк из Германии.
Совместно с такими изобретателями, как Джеймс Гиббс, Джон Бачеллер и Ален Вильсон
в 1851 г. Зингер, взявший за основу принцип Гоу, создает первую модель швейной
машины с иглой, закрепленной в вертикальном положении. Теперь ткань,
прижимаемая лапкой, располагается на горизонтальной плоскости и продвигается с
помощью прерывисто движущегося зубчатого колеса.
В 1852 г. Зингер продаёт свою первую швейную
машину за 100 долларов, а в 1854 г. в сотрудничестве с Эдуардом Кларком
утверждает товарищество « И. М. Зингер и ко» ( Singer company) и основывает в
Нью-Джерси завод по производству швейных машин. В 11854 г. Всемирная ярмарка в
Париже присуждает первый приз модели Зингера, и швейные машинки начинают
стремительно распространяться по всему миру, чему немало способствует реклама и
введенная компанией система продаж в рассрочку.
Последние годы 19 в. отмечены появлением
множества фирм, широкая конкурирующих с компанией Зингера: немецкие «kaizer»,
«Veritas», «Pfaff» и многие другие.
В70-х годах в России и Америке разрабатываются
проекты швейной машины с электроприводом. Один патент получает американец
Джонс, второй выдаётся В. Н. Чиколёву, чья машина системы Виллера-Вильсона
показывается на Всероссийской политехнической выставке в 1872г.
Вначале 20в. создаются специальные машины для
шитья парусов, книжных переплётов, обуви, шляп, галантерейных изделий и др.
Классификация швейного оборудования.
Швейные машины весьма разнообразны по своему
внешнему виду и кинематике. В швейной промышленности применяется большое
количество различных машин, поэтому в целях систематизации их подразделяют на
группы в соответствии с назначением.
· прямострочные челночного стежка;
· прямострочные однониточного цепного стежка;
· прямострочные многониточного цепного стежка;
· зигзагообразной строчки;
· полуавтоматы для пришивания пуговиц и другой
фурнитуры, операционных талонав;
· полуавтоматы для выметки петель, выполнения
закрепок и коротких швов;
· полуавтоматы для обработки отдельных деталей
одежды.
Внутри каждой из этих групп машины
подразделяются на две подгруппы в зависимости от характера выполняемой ими
строчки т. е.
· машины, выполняющие цепную строчку;
· машины, выполняющие челночную строчку.
Для обозначения швейных машин действует
исторически сложившаяся система простых порядковых номеров, несколько
видоизменённая в последние два десятилетия.
Заводская классификация подразделяет машины на
типы, группы или классы, так как каждый машиностроительный завод присваивает им
своё буквенное или цифровое обозначение.
Тип обозначают буквами, иногда с цифровой
приставкой (РЛ-4; КЛ-2). Эти буквы выражают наименование машины с точки зрения
конструктивных особенностей.
Так тип машины РЛ обозначает, что эта машина
раскройная ленточная, а цифра 4 обозначает вариант машины, то есть очередное
усовершенствование.
Другие машиностроительные заводы например
концерн «Подольск» или «ОЗЛМ» присваивают им класс, который обозначают цифрами,
иногда с буквенной приставкой, например 22-А; 22-Б; 22-В; 22-Е и т. д. Здесь
цифра обозначает порядковый номер выпускаемой модели, а буква вариант машины
Этого класса, т. е. какое-либо конструктивное изменение или дополнительные
приспособления в машине.
По конструктивным особенностям машины
подразделяются на одноигольные и многоигольные, челночные и бесчелночные машины
с вращающимися и качающимися челноками.
Все машины принято подразделять на универсальные
и специальные.
К универсальным - относятся машины на которых
можно выполнять несколько различных технологических операций, например;
стачивать, настрачивать, втачивать, притачивать.
К специальным - относятся машины на которых
можно выполнять какую -либо одну, совершенно определённую технологическую
операцию, например; пришивать пуговицу, вымётывать петли и т. д.
По степени участия рабочего в управлении машиной
и контроле за её работой, машины подразделяют на автоматические и
неавтоматические, полуавтомат.
К неавтоматическим - относятся машины которые
работают при постоянном участие работающего.
В полуавтоматических машинах большинство
операций выполняется машиной, но с участием работающего. Например; при работе
на петельной машине работающий выполняет операции по установке и снятию
изделия, а остальные операции ( вымётывание, прорубка ткани, транспортировка ),
включая остановку машины в конце цикла, выполняется автоматически самой
машиной.
К автоматическим машинам относятся машины,
которые все операции выполняют самостоятельно, без участия работающего.
ХАРАКТЕРИСТИКА
МАШИНЫ 237 КЛАССА.
Двухигольная швейная машина 237 класса. ЗАО
«завод Промшвеймаш” АО «Зингер» предназначена для стачивания рукавов, сорочек и
других деталей имеющих цилиндрическую форму и изготавляемых из бельевых тканей,
двумя параллельными строчками двухниточного цепного стежка.
Процесс петлеобразования осуществляется двумя
иглами с заправленными в них нитками и двумя петлителями с нитками, причём
каждая игла взаимодействует со своим петлителем.
Головка машины праворукавная, состоит из рукава
и платформы. Платформа машины U -образная, рукавного типа.
Подача материала осуществляется зубчатой рейкой
в направлении от оператора ( с платформы).
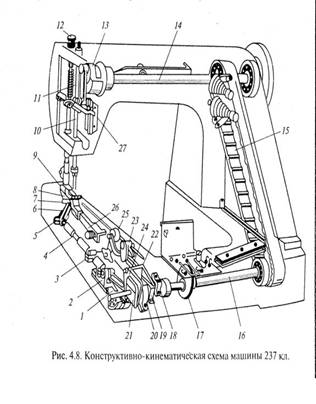
Швейная машина 237 класса имеет оригинальную
компоновку основных механизмов (рис.4.8).
Главный вал 14 получает вращение от
электродвигателя и с его помощью кривошипа 13 и шатуна 11 преобразует его в
возвратно- поступательные движения игловодителя 10 с иглами. Вращение на
распределительный вал 16 передаётся зубчатым ремнём 15. Распределительный вал
16 параллелен главному валу 14, но располагается ближе к оператору, в то время
как рабочая зона с петлителями 7, зубчатой рейкой 8 и лапкой 9 находится под
главным валом. Петлители, закреплённые вместе с державкой 6 на валу 4 клеммовым
соединением с винтом 5, получают качательные движения поперёк строчки от колена
вала 16 через рычаг 18, качающийся вокруг оси кронштейна 24 и передающей
движения через шаровой шатун 25 и поводок 3 валу 4. Возвратно- поступательные движения
петлители получают от колена вала 16 через шатун 20 и державу 2, скользящую по
направляющей 1.Зубчатая рейка 8 закреплена на рычаге 26, получающем сложные
движения от эксцентриков вала 16 через сухари 19 и 21 и вилки 22 и 23. Подача
ниток осуществляется нитеподатчиками 27 и 17. Давление лапки на материал
регулируется винтом12.
Машина устанавливается на резиновую прокладку на
крышке специального стола таким образом, что рукавная часть U- образной
платформы оказывается консольной и направленной от оператора. Шкив машины
вращается по часовой стрелке ( если смотреть с правой стороны ). Левая часть
стола оканчивается подлокотником, служащим для удобства работы на машине.
Пуск и остановка машины, а также регулирование
скорости пошива осуществляется ножной педалью, подъём и опускание нажимной
лапки - от коленного рычага. Включение электродвигателя осуществляется
выключателем, закреплённым снизу с правой стороны на промежуточной крышке
стола.
Бобины с нитками устанавливают на
бобинодержателе, расположенным за машиной на верхней крышке.
Машина соединяет детали запошивочным швом ( швом
взамок ), для чего на рукавной части платформы перед лапкой установлен
специальный рубильник. Кроме того, машину можно использовать и на других
операциях ( например, для выполнения настрочных и подшивочных швов).
В машине регулируется натяжение ниток игл и
петлителей, давление лапки на материал, длина стежка и высота стола.
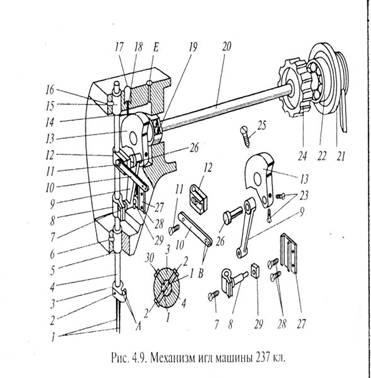
Механизм игл машины кривошипно-ползунный с
шатуном, обращённым вниз (рис.4.9). Возвратно-поступательные движения
игловодителю 4 передаются с главного вала 20, установленного в двух шариковых
подшипниках 19 и 22 и получающего вращение от электродвигателя через шкив 21.
Кривошип 13 закреплён винтом 25 и несёт палец
26, проходящий через отверстие верхней головки шатуна 9 и крепящийся в
отверстие кривошипа 13 двумя винтами 23. Нижняя головка шатуна 9 шарнирно
надета на цилиндрическую часть поводка 8, закреплённого на игловодителе 4
клеммовым соединением, стягиваемым винтом 7.
На правый конец цилиндрической части поводка 8
надет сухарь 29, скользящий по направлению пазу планки 27, смонтированной с
помощью двух винтов 28 на торцевой поверхности фронтовой части рукава машины.
Игловодитель 4 совершает
возвратно-поступательные движения в двух направляющих втулках 5 и 15, во
фронтовой части рукава машины винтами 6 и 16. На нижнем конце игловодителя 4
стопорным винтом 30 крепится иглодержатель 3, два отверстия А которого являются
нитенаправляющими для ниток игл. Иглы 1 вставляются в продольные пазы
игловадителя 3 до упора и закрепляются винтами 2. При этом длинные желобки игл
должны быть обращены против направления подачи материала (к оператору ). Винты
2 осуществляют дополнительное крепление иглодержателя на игловодителе.
На главном валу 20 слева от шкива 21 крепится
барабан 24, передающий вращение нижнему валу через зубчатый ремень.
Маслёнка 17 с войлочной подушкой 18 и фитилем
14, а также отверстие Е служат для смазки механизма иглы.
Положение игл относительно петлителей
регулируется вертикальным перемещением или поворотом вокруг своей оси
игловодителя 4 относительно поводка 8 после ослабления винта 7.
Расстояние между иглами при необходимости можно
изменять с 5 на 3,5 мм установкой сменных деталей ( иглодержателя, лапки,
игольной пластины и рейки ).
Положение нитеподатчика 10 регулируется его
перемещением по вертикали вместе с кронштейном 12 относительно игловодителя 4
после ослабления винта 11.
Две иглы располагаются на одной высоте и в
крайнем нижнем положении должны быть установлены так, чтобы оси их отверстий
были направлены вдоль линии строчки и отстояли по вертикали от верхней
плоскости игольной пластины вниз на 11 мм.
Механизм петлителей ( рис. 4. 10) сообщает
петлителям 14 сложные пространственные движения, состоящие из качательных
движений поперёк линии строчки и возвратно-поступательных перемещений вдоль
линии строчки. Эти движения, образующие в плане эллипсообразную траекторию,
передаются от нижнего (распределительного) вала 37, смонтированного в трёх
опорах: в двух шариковых подшипниках 48 и 36 и втулке 40, закреплённой винтом
41. Распределительный вал37 получает вращение от главного вала машины через
зубчатый ремень 34 и барабан 35.
Качательные движения петлителям 14 поперёк линии
строчки передаются следующим образом. Сферическую часть колена вала 37
охватывает разрезная головка рычага 28 с крышкой 42 и двумя винтами 43. Другая
головка этого рычага надета на цилиндрическую часть шпильки 24 и прижата к
заплечику этой шпильки гайкой 21.
Сферическая часть шпильки 24 вставлена в верхнюю
разрезную головку соединительного звена 20 с крышкой 22 и винтами 23. Чтобы
шпилька 24 заняла перпендикулярное положение по отношению к соединительному
звену 20, её правый конец вводят в паз пластины 51, жёстко прикреплённой к
соединительному звену винтами 52. Рычаг 28 через игольчатый подшипник 33 и
шарнирный винт 32 соединён с подвеской 31, ось 30 которой крепится в отверстии
платформы винтом 29. Нижняя разрезная головка звена 20 с крышкой 26 и винтами
27 через шаровую шпильку 25 с гайкой 50 соединина с коромыслом 19, которое
крепится клеммовым соединением с винтом 9 на валу 17 петлителя. Вал 17
смонтирован в двух втулках 16 и 18, закреплённых в рукавной части платформы
винтами 11 и 10, и несёт на конце державку 12 с двумя петлителями 14. Державка
12 крепится на валу клеммовым соединением, стягиваемым винтом 13. Петлители 14
в пазах державки крепится винтами 15.
При вращении вала 37 рычаг 28 совершает
качательные движения вокруг шарнирного винта 32, поворачивая через
соеденительное звено 20 и коромысло 19 вал 17 с петлителями 14 поперёк линии
строчки.
Возвратно-поступательные движения вдоль линии
строчки петлители получают от эксцентрика 47, закреплённого на валу 37 винтами
44, через шатун 1, разрезная головка которого с крышкой 45 и винтами 46
охватывает шаровую поверхность эксцентрика 47. Шатун 1 шпилькой 5, фиксирунмой
винтом 49, шарнирно соединён с державкой 4. Державка в свою очередь шарнирно
соединена с валом 17 петлителей между коромыслом 19 и шайбой 8 с одной стороны
и упорным кольцом 6 с клеммовым зажимом, стягиваемым винтом 7,- с другой. Кроме
того, державка 4 своимпродольным пазом посажена на направляющую 3,
прикреплённую к днищу рукавной части платформы винтами2, что обеспечивает
строгую ориентацию державки вдоль оси вала петлителей и даёт возможность
передавать возратно-поступательные движения валу 17 петлителей, не препятствуя
поворотным движениямвала, свободно посаженного в отверстие державки 4.
Положение петлителей относительно игл вдоль и
поперёк строчки регулируется перемещением и поворотом державки 12 с петлителями
относительно вала 17 после ослабления винта 13. Время подхода петлителем к
иглам поперёк линии строчки регулируется поворотом вала 17 петлителей
относительно коромысла 19 после ослабления винта 9.
Время подхода петлителей к иглам вдоль линии
строчки регулируется поворотом эксцентрика 47 на валу 37 после ослабления
винтов 44.
Угол размаха (ход) петлителей регулируется
изменением длины коромысла 19 путём вращения в ту или иную сторону шаровой
шпильки 25 после ослабления гайки 50. При уменьшении длины коромысла 19 (при
завинчивании шпильки 25 ) угол размаха петлителей увеличивается, а при
увеличении длины коромысла ( при вывинчивании шпильки ) - уменьшается.
Петлители должны быть установлены таким образом,
чтобы при крайнем нижнем положении игл носики петителей, находящихся в крайнем
правом положении (если смотреть со стороны оператора), были расположены на
расстоянии 5 мм от своих игл. На валу 37 стопормыми винтоми крепится также
нитеподатчик 38 нитки петлителя кулачкового типа, жёстко связанный со ступницей
39.
Механизм перемещения материала реечного типа (
рис 4.11, а ) отличается от ранее описанных механизмов тем, что зубчатая рейка
3 получает сложные движения в вертикальной плоскости по эллипсообразной
траектории от распределительного вала 9 через один приводной рычаг 7, оканчивающийся
двумя вилками (горизонтальной и вертикальной ). Движение по горизонтали рейка 3
получает от регулируемого эксцентрика 16. Корпус 14 эксцентрика двумя винтами
13 жёстко крепится на распределительном валу 9. В направляющем пазу корпуса 14
монтируется эксцентрик 16 с возможностью радиального перемещения с помощью
ввинченного в корпус 14 винта 17, кольцевой буртик которого входит в прорезь
направляющей части эксцентрика. Вращением винта 17 можно перемещать эксцентрик
16 по пазу корпуса 14,меняя эксцентриситет, а следовательно, и длину стежка,
фиксируя стопорным винтом 13 положение эксцентрика 16 в пазу корпуса 14. На
эксцентрик 16 надевают сухарь 12, который охватывается вертикальной вилкой
рычага 7. На противоположном конце рычага 7 винтом 4 крепится зубчатая рейка 3,
причём выступ хвостовика рейки входит в поперечный паз рычага 7.
На некотором расстоянии от рейки рычаг 7 имеет
удлинённый паз, в котором монтируется на эксцентрической оси 6 сухарь 2. Ось 6
закрепляется в отверстии рукавной части платформы стопорным винтом 5, а конец
рычага 7 монтируется в пазу платформы машины, что предотвращает повороты рейки
3 в горизонтальной плоскости и обеспечивает её перемещение по траектории,
расположенной строго в вертикальной плоскости в пазах игольной пластины 15.
Движение по вертикали рейка 3 получает от эксцентрика 10, представляющего собой
колено распределительного вала 9, на которое надевается сухарь 11, охватываемый
горизонтальной вилкой 8, жёстко прикреплённой двумя винтами 1 к рычагу 7. Таким
образом, рычаг 7 с рейкой 3 получает возратно-поступательные движения по
горизонтали от эксцентрика 16 через сухарь 12 и по вертикали - от эксцентрика
10 через сухарь 11. При этом рычаг перемещается относительно эксцентрической
оси 6.
В механизме перемещения материала предусмотрены
следующие регулировки:
Хода рейки (длины стежка )- изменением
эксцентриситета эксцентрика 16 после ослабления винта 13 с помощью
регулировочного винта 17;
Времени перемещения рейки поворотом корпуса 14
вместе с эксцентриком 16 относительно вала 9 после ослабления винтов 13;
Высоты подъёма рейки над игольной пластиной -
поворотом эксцентрической оси 6 после ослабления винта 5.
Нажимная лапка машины (рис. 4.11 б ) шарнирного
типа обеспечивает высококачественный пошив изделий из материалов как с
постоянной, так и переменной толщиной пакета (при переходах через швы). Для
этого подошва лапки выполнена из носовой 18 и пяточной 1 частей, соединённых
соответственно двумя шарнирными винтами 17 и шпилькой 20 с пластиной 16,
которая в свою очередь шарнирно соединена шпилькой 19 с державкой лапки 15.
Между нижним торцом державки 15 и пяточной частью подошвы лапки 1 помещена
пружина сжатия 2, способствующая непрерывному прижатию материала при
прохождении под лапкой утолщений и поперечных швов. Державка 15 соединена со
стержнем 6 лапки клеммовым соединением, стягиваемым винтом 3, а во фронтовой
части рукава машины стопорным винтом 4. На верхнем конце стержня 6 клеммовым
соединением с винтом 7 закреплён поводок 14, хвостовик которого входит в
вертикальный паз фронтовой части рукава и препятствует повороту лапки вокруг
оси стержня6. Одновременно он служит для подъёма лапки через двуплечий рычаг 8,
который закреплён на задней части рукава шарнирным винтом и связан с коленным
рычагом.
Давление лапки на материал создаётся пружиной
сжатия 12, смонтированной между верхним торцом поводка 14 и шайбой 11, прижатой
к нижнему торцу регулировочного винта 9. Для стабилизации пружины 12 внутрь её
вставлен стержень 13. Положение регулировочного винта 9 фиксируется контргайкой
10. При завинчивании винта давление лапки на материал увеличивается, а при
вывинчивании - уменьшается. При этом надо предварительно ослабить гайку 10.
Положение лапки по высоте и расположению игл
отверстий регулируется вертикальным перемещением и поворотом стержня 6 вместе с
лапкой относительно поводка 14 после ослабления винта 7.
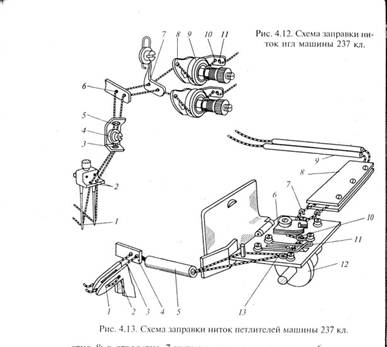
Система нитеподачи машины обеспечивает
подведение двух ниток к иглам и двух ниток к петлителям. Нитеподатчик игольных
ниток закреплён на игловодителе (см. описание механизма игл), а нитеподатчик
петлителя кулачковоготипа- на распределительном (нижнем) валу (см. описание
механизма петлителей).заправка ниток игл и петлителей показана на рис. 4.12 и
4. 13.
Верхние нитки подаются к иглам с бобин или
катушек, надетых на стержни катушечной стойки, установленной на крышке стола.
Нитка левой иглы проводится через машину в такой
последовательности (см. рис. 4.12);через отверстия 11 и 10 нитенапровителя;
между шайбами натяжения 9 регулятора на рукаве; через отверстие 8 в отверстие 7
нитенаправителя; в отверстие 6 нитеподатчика; в отверстие нитенаправителя 5;
между шайбами натяжения 4; в отверстие 3 нитенаправителя; вниз в отверстие 2
иглодержателя; в ушко 1 левой иглы в направлении от работающего.
Нитка правой иглы заправляется таким же образом.
Нижние нитки подводятся к петлителям такой
последовательности (см. рис. 4.13): через трубки 9 с задней стороны
рукава;между направляющими пластинами 8; под крючки нитенаправителей 7; между
пластинами регулятора натяжения 6; в нитенаправительный крючок 10;под петлю
нитенаправителя 11; над нитеоттягивателем12; в нитенаправительный крючок 13; в
трубку 5; в отверстие ножа 4; в торцевое отверстие петлителей 3; в отверстие
петлителей 2;справа налево в отверстие петлителей 1.
Для съёма готового изделия после пошива
необходимо повернуть главный вал за маховик так, чтобы нитеоттягиватель 12
расположился под панелью и не задерживал движения нижних ниток.
ВЫШИВАЛЬНАЯ МАШИНА
ВМ-50
Машина предназначена для отделки вышивкой
женской и детской одежды, головных уборов, постельного и столового белья,
декоративных тканей, знамён и др. изделий путём нанесения на них цепных
тамбурных строчек. Частота вращения главного вала машины до 1200мин-1, длина
стежка регулируется от 0 до 3 мм.
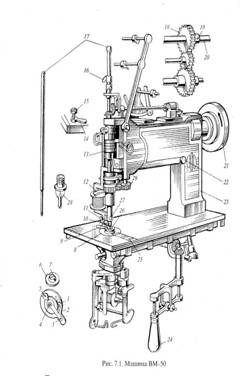
Машина ВМ -50 имеет плоскую платформу ( рис. 7.1
) и рукав, внутри которого вращается главный вал. Справа на валу свободно
удерживается маховое колесо, являющееся одновременно и приводным шкивом.
На верхней поверхности рукава машины установлены
кронштейны для бобин с нитками. С левой стороны машины расположены механизм
иглы, капсюля, обкрутчика и механизм перемещения материала. Под платформой
машины находится механизм обводчика и рукоятка управления, которая служит для
включения машины и перемещения материала в любом заданном направлении. швейный вышивальный машина
Обычно машина поступает с завода изготовителя
налаженной на выполнение цепной однолинейной тамбурной строчки (рис. 7.2).
В процесс петлеобразования участвует игла 1 с
крючком ( положение 1 капсюль 2 и обводчик 3 расположен под игольной пластиной
4 когда игла 1, опускаясь, начинает прокалывать материал капсюль 2 также
опускается и прижимает материал к игольной пластине 4.
Игла 1, двигаясь вниз ( положение 2 ), достигает
своего крайнего нижнего положение. В это время обводчик 3, поворачиваясь на
угол 180* вокруг иглы, накидывает свою нитку на крючок иглы 1.
Игла 1 ( положение 3) поднимается, вытаскивает
нитку обводчика 3 и вводит её в предыдущую петлю. Капсюль 2 при этом всё ещё
находится в нижнем положении, прижимая предыдущую петлю к материалу. Это
необходимо для предохранения петли от захвата её крючком иглы при входе иглы из
материала. После подъёма иглы 1 (положения 4 ) капсюль 2 поднимается, лапка
опускается и перемещает материал в заданном направлении.
Когда перемещение материала заканчивается, игла
1 ( положение 5 ) начинает опускаться. Проколов материал, игла 1 оставляет свою
петлю на его поверхности. Капсюль 2, опускаясь вниз, прижимает эту петлю к
материалу. Затем процесс повторяется.
НАЛАДКА МАШИНЫ ДЛЯ
ВЫПОЛНЕНИЯ РАЗЛИЧНЫХ ВИДОВ СТРОЧЕК
Произведя различные регулировки и замену
некоторых деталей, на машине ВМ -50 можно получить до десяти различных видов
строчек.
Цепная однолинейная тамбурная строчка. Такая
строчка применяется во всех видах вышивок в качестве самостоятельной строчки, а
также как элемент других строчек. При переналадке машины для выполнения данной
строчки следует отключить механизм обкрутчика 12 (см. рис. 7.1). Для этого
механизм отвёртывают винт 22 и снимают крышку 23, затем ослабляют два винта 19
и перемещают шестерню 18 вдоль оси главного вала 20, выводя её из зацепления со
второй шестерней. Для удобства работы можно снять обкрутчик, отвернув винт его
крепления. Одинарный капсюль 27 завинчивают в держатель, подбирают иглу 26,
предварительно проверив, нет ли на её крючке заусенцев. Затем иглу 26
ввёртывают в иглодержатель 17, ослабляют барашковой винт 16 и иглодержатель 17
вставляют сверху в отверстие игловодителя так, чтобы при верхнем положении иглы
26 её остриё находилось ниже трубочки капсюля 27 на 5…6 мм, после чего винт 16
затягивают. При этом открытая часть крючка иглы должна быть обращена к
работающему, если в этом направлении повёрнута рукоятка 24.
Для установки обводчика 4 оттягивают рукоятку 24
вниз поворотом махового колеса 21 иглу и капсюль поднимают в крайнее верхнее
положение, ослабляют барашковый винт 11 и снимают лапку 9 вместе с муфтой 10.
Пластину 25 выдвигают в направлении к работающему , снимают кольцевую пластину
8, игольную пластину 6, ослабляют винт 1 и отодвигают вправо прижимную пластину
2. После этого движением вверх вынимают обводчик 4.
Для выполнения однолинейной цепной тамбурной
строчки устанавливают обводчик 4 с одной трубкой. При установке его палец 3
должен войти в отверстие поворотной шестерни. Установка обводчика 4
производится в порядке, обратном его сборке.
При установке игольной пластины 6 в её паз
должен войти палец 5. Для правильного петлеобразования крайнее положение трубки
обводчика 4 должно соответствовать её положению, изображённому на рис. 7.3. В
этот момент рукоятка 24 (см. рис. 7.1) должна быть повёрнута к работающему.
Положение трубки обводчика 4 регулируют перемещением горизонтального червяка 2
(рис. 7.4) без его поворота относительно вала 4, для чего ослабляют винт 1.
Нитку обводчика заправляют в такой
последовательности. На стержень 10 надевают катушку или шпульку , её осевые
смещения устраняют хомутиком 9, закреплённым винтом 7. Нитку вводят в крючок 8,
затем её нужно провести через отверстие игольной пластины 6 (см. рис. 7.1). Для
этого рукоятку 24 поворачивают от работающего, прорезь 7 игольной пластины 6
совмещают с трубкой обводчика 4. Затем сверху вниз проводят проволочный
нитепродёргиватель, в его петлю вставляют нитку и выдёргивают её на поверхность
платформы машины. Теперь нитку необходимо заправить в отверстие игольной
пластины 6. Для этого оттягивают рукоятку 24 вниз, поворачивают вручную маховое
колесо 21 на один оборот и игла 26 выводит нитку через игольное отверстие.
Натяжение нитки регулируют поворотом рукоятки 5
(см. рис. 7.4), изменяя усилие прижатия к поверхности ниток подпружиненного
прижима 6.
Для получения правильной строчки необходимо по
мере уменьшения количества ниток на катушке 11 увеличивать усилие прижатия
прижима 6.
Степень затягивания стежков можно регулировать
вертикальным перемещением иглодержателя 17 (см. рис. 7.1) после ослабления
винта 16: чем выше установлена игла 26 по отношению к капсюлю 28, тем стежки
будут менее затянутыми, и наоборот, чем ниже она установлена, тем стежки будут
более затянутыми.
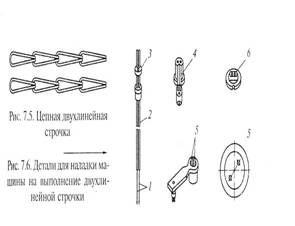
ЦЕПНАЯ ДВУХЛИНЕЙНАЯ СТРОЧКА.
Эта строчка (рис. 7.5) состоит из двух
параллельных строчек. В качестве самостоятельной эта строчка применяется редко,
чаще её используют с обкруткой. Перед наладкой машины отключают механизм
обкрутчика. Для выполнения двухлинейной строчки применяют две иглы 1 (рис.
7.6), которые завинчивают в иглодержатель, состоящий из двух шомполов 2,
вставленных в шайбу 3, капсюля 4, закрепляемого в своей трубке с помощью винтов
27 (см. рис. 7.1), двойного обводчика 5 (см. рис. 7.6) и игольной пластины 6 с
двумя отверстиями.
Установка и наладка этих деталей производится
так же, как для выполнения цепной однолинейной тамбурной строчки. При заправке
второй нитки катушку или шпульку надевают на второй стержень 10 (см. рис. 7.4),
дальнейшая заправка ниток такая же, как при выполнении цепной однолинейной
строчки. Правильное положение обводчика 5 показано на рис. 7.6, при этом
рукоятка 24 (см. рис. 7.1) должна быть повёрнута к работающему.
ОДНОЛИНЕЙНАЯ СТРОЧКА С ЧАСТОТОЙ ИЛИ РЕДКОЙ
ОБКРУТКОЙ.
Для выполнения однолинейной строчки с обкруткой
следует подключить обкруточный механизм путём ввода шестерни 18 в зацепление с
ведомой шестерней.
Однолинейная строчка с обкруткой (рис. 7.7)
имеет вид тонкого шнура, который очень эффективно выглядит в комбинации с
другими строчками, выполняемыми на машине ВМ-50.
Для получения строчки с обкруткой вместо
обычного капсюля применяется капсюль (рис. 7.8) с конусной головкой, по которой
обкруточная нитка легко соскальзывает вниз.
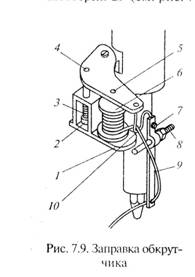
Заправку нитки обводчика для выполнения строчки
с обкруткой производят так же, как и для выполнения однолинейной строчки. Перед
заправкой нитки обкрутчика 9 (рис. 7.9) его прикрепляют винтом 7 к внешней
трубке. Затем оттягивают нижнюю планку 1 вниз и поворачивают её по часовой
стрелке. На стержень 5 надевают шпульку 6 и поворачивают нижнюю планку 1 на оси
4 в исходное положение, причём стержень 5 должен войти в отверстие верхней
планки. От шпульки 6 нитку проводят в петлю нитенаправителя 10, затем вниз в
нитенаправительное отверстие на стержне 8 и направлении от работающего вводят в
ушко обкрутчика 9. Конец нитки подкладывают под транспортирующую лапку.
Натяжение обкруточной нитки регулируется
вращением гайки 2 путём изменения усилия сжатия пружины 3.
Для получения однолинейной строчки с редкой
обкруткой две шестерни 29 (см. рис. 7.1) заменяют шестернями с другим
передаточным отношением. Следует знать, что при правильной установке механизма
обкрутки (если рукоятка 24 повёрнута к работающему) шпулька 6 (см. рис. 7.9)
должна быть слева, а обкрутчик 9- спава.
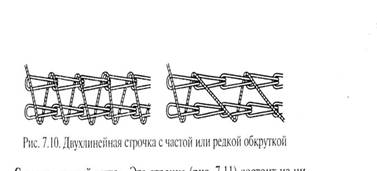
ДВУХЛИНЕЙНАЯ СТРОЧКА С ЧАСТОТОЙ ИЛИ РЕДКОЙ
ОБКРУТКОЙ.
Эта строчка (рис. 7.100 является более крупной и
резко выделяется в вышивке, поэтому она применяется как основа рисунка, а
остальными строчками рисунок дополняется и обогащается. Для получения цепной
двухлинейной строчки с частой или редкой обкруткой применяются всё те же
детали, что и для двухлинейной строчки, дополнительно подключается лишь
механизм обкрутчика. Аналогично выполняется и заправка ниток.
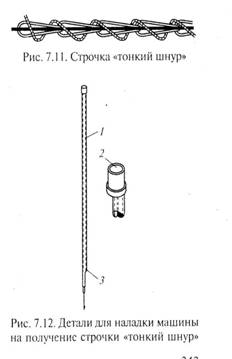
СТРОЧКА «ТОНКИЙ ШНУР».
Эта строчка (рис. 7. 11) состоит из ниток
обкрутчика и из каркасной нитки. Строчка «тонкий шнур» применяется в качестве
рельефной как самостоятельная, так и в сочетании с другими строчками.
Для получения строчки «тонкий шнур» применяют
полый иглодержатель 1 (рис. 7.12). снизу в него завинчивают иглу таким образом,
чтобы открытая часть её крючка была обращена к отверстию 3, через которое будет
проходить каркасная нитка. Капсюль 2 имеет дополнительное отверстие для
каркасной нитки и закреплён двумя винтами 27 (см. рис. 7.1).
Нитки в обводчик и обкрутчик для получения
строчки «тонкий шнур» заправляют так же, как их заправляют для получения
строчки с обкруткой. Дополнительно на стержень 13 (рис. 7.13) надевают катушку
11 и её положение фиксируют муфтой 12, закреплённой винтом 10.нитку с катушки
11 проводят через полый иглодержатель 2. Для заправки каркасной нитки через
иглодержатель пропускают проволочный нитепродёргиватель и с его помощью
движением вверх достают конец вспомогательной нитки (длиной 600…700 мм). К
концу нитки привязывают каркасную нитку и протянув её через иглодержатель 2,
подкладывают капсюль под транспортирующую лапку 1.
Для получения строчки «тонкий шнур» можно
применять не одну каркасную нитку, а две или три, которые одновременно
заправляют в иглодержатель 2. Для этой цели на кронштейне 7 имеется два стержня
4. На них надевают катушки или шпульки 6 и 3, фиксируют их положение муфтами 5.
Натяжение каркасной нитки на катушке регулируется изменением усилие сжатия
прижима 9 с помощью поворота рычага 8. Для выполнения этой строчки необходимо
тщательно отрегулировать натяжение нитки обкрутчика, так как слабое натяжение
даёт «рыхлую» (незатянутую) строчку, сквозь которую видна каркасная нитка. При
слишком сильном натяжении строчка стягивает материал.
СТРОЧКА «ТОЛСТЫЙ ШНУР».
Эта строчка (рис. 7.14) применяется чаще всего в
сочетании с другими строчками, так как рисунок, выполненный только строчкой
«толстый шнур», имеет грубоватый вид.
Строчка «толстый шнур» состоит из двухлинейной
строчки с обкруткой и из каркасной нитки. Для выполнения этой строчки на машине
устанавливают те же детали, что и для выполнения двухлинейной строчки,
подключая при этом механизм обкрутчика. Во избежания накручивания ниток каркаса
на шомполы 2 иглодержателя (см. рис. 7.6)нитки вставляют шайбу 3 и её третье
отверстие для каркасных ниток. В качестве каркасных ниток рекомендуется
применять пряжу в две или три нитки, так как обычные нитки, имеющие невысокую
эластичность, видны из под обкруточных.
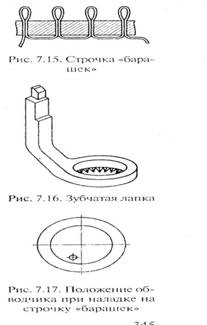
СТРОЧКА «БАРАШЕК».
Для выполнения строчки «барашек» на машине
применяют те же детали, что и для выполнения однолинейной строчки, но вместо
капсюля с цилиндрической головкой (см. рис. 7.8), имеющий меньшую площадь
прижимной плоскости. Транспортирующую лапку с резиновым кольцом заменяют
зубчатой лапкой (рис. 7.16), которая не сминает строчку. Механизм обкрутчика
отключают.
Особенностью строчки «барашек» является
свободный сброс петли с крючка иглы, поэтому бородку у иглы отгибают наружу,
спиливают на 0,5 мм и отшлифовывают. Обкрутчик поворачивают так, как показано
на рис. 7.17. рукоятка 24 (см. рис.7.1) должна быть в этот момент повёрнута к
работающему.
Для выполнения строчки «барашек» чаще всего
применяют шерстяные нитки, так как они обладают большой упругостью, что делает
вышивку более эффективной. Для строчки «барашек» натяжение нитки должно быть
значительно слабее, чем для других строчек. Длину стежка устанавливают равной
1…1,5 мм в зависимости от толщины ниток. Изменение длины стежка производят
вывертыванием винта 15 после ослабления зажимной гайки 14. Для уменьшения длины
стежка винт 15 ввертывают.
СТРОЧКА «ОТХЛЁСТКА».
Рисунки, выполняемые строчкой «отхлёстка» (рис.
7.18), имеют свою специфику, так как эту строчку можно прокладывать только по
кривым линиям. Поэтому для строчки «отхлёстка» берут рисунки, состоящие из дуг
разного размера, которые сочетаются в определённой последовательности. В
строчке «отхлёстка» цепочка стежков, обвитых обкруточной ниткой, значительно
оттянута от места проколов материала. Для выполнения этой строчки используются
те же детали, которые устанавливались для получения однолинейной строчки с обкруткой.
Иглодержатель устанавливают несколько выше, чем
при выполнении других строчек, что позволяет получить слабо затянутые стежки.
Для получения строчки «отхлёстка» увеличивают натяжение нитки обкрутчика и
ослабляют натяжение нитки обводчика. Наиболее эффектный вид строчка «отхлёстка»
получается при использовании шёлковых ниток.
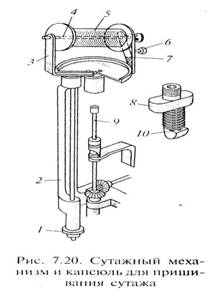
ПРИШИВАНИЕ СУТАЖА
Сутаж на машине пришивается однолинейной цепной
строчкой по различным кривым линиям (рис. 7.19).
Для пришивания сутажа на машине устанавливают
полый иглодержатель 9 (рис. 7.20), завинчивают подпружиненный капсюль 8 и слева
к фронтовой части машины прикрепляют сутажный механизм 2, причём его шестерня 1
должна входить в зацепление с шестерней 13 (рис.7.1), что даёт возможность при
повороте рукоятки 24 на такой же угол повернуть скобу 3 (см. рис. 7.20) вместе
с бобиной 5.
Бобину 5 с сутажом устанавливают на стержень 4,
затем сутаж сверху вниз протаскивают через полый иглодержатель 9,через
отверстие 10 в капсюле 8 и заводят конец под транспортирующую лапку. Натяжение
сутажа регулируют винтом 6 путём изменения усиления сжатия пружины 7. Натяжение
должно быть отрегулировано так, чтобы материал не стягивался; при слабом
натяжении сутаж будет ложится на материал по извилистой линии, что снизит
качество вышивки.
ПРИЁМЫ РАБОТЫ НА
МАШИНЕ
Технологический процесс изготовления вышивки на
машине цепного стежка ВМ-50 включает в себя следующие операции:
Нанесение рисунка на деталь изделия с помощью
трафарета;
Подкладывание детали под лапку машины;
Вышивание рисунка на детали, удаление детали
из-под лапки;
Обрезку концов ниток и закрепление их на изнанке
детали.
Доля времени на вспомогательные операции при
вышивании на машине ВМ-50 невелика, она составляет около 10% общего времени на
вышивание. Большая часть вспомогательного времени приходится на копирование
рисунка, т.е. на перенесение контуров рисунка на деталь. Копирование рисунка
осуществляется двумя способами: припорошкой и прорисовкой. При первом способе
рисунок переводят на кальку и по контуру прокладывают тонкой иглой на специальном
столе с мягкой прокладкой. Одновременно можно проколоть 3-4 слоя кальки и
получить несколько сколков. Кальку-сколок протирают с лицевой стороны ватным
тампоном для выявления чёткости рисунка. Затем кальку накладывают на материал,
где отмечено место вышивки, и протирают тампоном, пропитанным машинным маслом,
в которое в зависимости от цвета и вида материала добавлены либо мел, либо
синька.
Второй способ применяют для нанесения рисунка на
тюль. Для этого сначала изготавливают трафарет: рисунок переводят на плотный
холст и по всем контурным линиям рисунка прокладывают рельефную строчку на
машине цепного стежка хлопчатобумажными нитками низкой линейной плотности. На
этот трафарет накладывают тюль и линии рисунка прорисовывают куском парафина. В
процессе вышивания следы парафина в основном исчезают, а оставшиеся удаляются
при глаженье.
Машинное время составляет основную долю (90%) в
общих затратах времени на вышивание. Оно определяется скоростью работы машины,
квалификацией оператора и сложностью рисунка. Максимальная частота вращения
главного вала машины составляет 1200мин-1, но с помощью ступенчатых рабочих
шкивов она может быть установлена равной 900 и 600 мин-1. В отличие от
остальных швейных машин на машине ВМ-50материал может перемещаться в любом направлении,
что позволяет вышивать рисунки, имеющие сложные контуры. Направление движения
материала изменяется вручную поворотом рукоятки.
Перед началом выполнения каждой новой вышивки
оператор знакомится с рисунком, определяет последовательность нанесения
строчек. Если для выполнения рисунка нужно применить несколько строчек их
рекомендуется выполнять в такой последовательности:
Однолинейная или двухлинейная строчка;
Однолинейная или двухлинейная строчка с
обкруткой;
Строчка «отхлёстка»;
Строчка «тонкий шнур» или «толстый шнур»;
Строчка «барашек».
Перед вышиванием поднимают транспортирующую
лапку и под неё подкладывают материал и натянутые нитки, затем лапку опускают.
Если вышивка на тонком материале ,то во избежание сминания под него
прокладывают папирусную бумагу.
Если на швейном предприятии имеется несколько
машин ВМ-50, целесообразно сложный рисунок выполнять последовательно на разных
машинах, чтобы избежать их переналадки с одной строчки на другую.
Заключительной вспомогательной операцией при
вышивании на машине ВМ-50 является обрезка и закрепление концов ниток, так как
выполняемые на машине строчки относятся к распускающимся. Пользуясь язычковой
иглой, зацепляют конец нитки и протаскивают его на изнанку материала.
Приложение







СПИСОК ЛИТЕРАТУРЫ
1. В.Я.
Франц « Оборудование швейного производства» 2005 г.
. О.В.
Суворова «Швейное оборудование» 2000 г.
. В.В.
Рачок «Оборудование швейного производства» Минск 2000 г.
. В.В.
Исаев «Устройства наладка и ремонт швейных машин»