Разработка системы управления купажированием водки
Разработка
системы управления купажированием водки
ПЕРЕЧЕНЬ СОКРАЩЕНИЙ
АСУ - автоматизированная система управления;
ЗАО - закрытое акционерное общество;
КИПиА - контрольно-измерительные приборы и
автоматика;
МПК - микропроцессорный контроллер;
НТП - научно-техническая продукция;
СА - средства автоматизации:
СУ - система управления;
ТП - технологический процесс;
ФСА - функциональная схема автоматизации;
ЧП - частотный преобразователь;
СДБ - смесительно-дозирующий блок;
ЛВЗ - ликероводочный завод
1. Описание
технологического процесса производства водки
.1 Сырье и
материалы для производства водки
Водка - крепкий спиртной напиток (38-45%;
50-56%), смесь ректифицированного этилового спирта и очищенной воды,
обработанная активированным углем и профильтрованная.
История создания водки уходит своими корнями в
далекое и малоизученное прошлое.
Некоторые специалисты утверждают, что она
впервые появилась в XII в. где-то в окрестностях Москвы, другие присваивают ей
украинские или польские корни.
Понятно, что появление водки неразрывно связано
с открытием процесса дистилляции и созданием первых перегонных аппаратов. Может
быть, китайцы и монголы, построившие в том же XII в. такие аппараты, внесли
свой вклад в появление водки. Во всяком случае все специалисты сходятся в
одном: водка берет свое начало от русского напитка - хлебного вина, полученного
путем брожения вымоченного в воде хлеба.
Первые сведения о получении водки в Древней Руси
приводятся в «Вятской летописи» (XII в.), но в то далекое время она
использовалась как лекарство. Большое развитие как в Западной Европе, так и на
Руси производство водки получило в XIV столетии. А в XVI в. широко
распространилось употребление водки в качестве опьяняющего напитка; во время
Ивана Грозного ее сделали предметом казенного налогообложения.
В Древней Руси были известны следующие сорта
водки: вино простое - водка обыкновенная; вино доброе - водка улучшенная; вино
боярское - водка высшего качества. По мнению В.В. Похлебкина, термин «водка»
является уменьшительным от слова «вода», которой разбавляли хлебный спирт.
Специалисты утверждают, что это слово свойственно только русскому языку и нигде
больше не встречается. Первое официальное использование термина «водка»
отмечено в указе Елизаветы I от 8 июня 1751 г. В более поздний период (XVIII
в.) для получения водки вместо хлеба стали использовать картофель, а
впоследствии - некоторые разновидности зерновых и свеклу. В настоящее время
сырьем для самого популярного в России напитка служит зерно.
Большой вклад в изучение и совершенствование
приготовления водки внесли русские ученые.
В 1789 г. химик Т.Е. Ловиц предложил
использовать древесный уголь для очистки водки от сивушного масла. А в 1865 г.
Д.И. Менделеев опубликовал свою научную работу «Рассуждение о соединении спирта
с водой», имеющую и сегодня большое прикладное значение. В течение двух лет
ученый вел поиски идеального сочетания в водке объема и веса частей спирта и
воды и пришел к выводу, что оптимальным с физической точки зрения и с позиций
щадящего действия алкоголя на организм является содержание в водке спирта с
объемной долей 40%. Такое содержание не может быть получено при смешивании воды
и спирта объемами, оно достигается только при смешивании точных весовых
соотношений алкоголя и воды. Напиток получается однородным, такая водка не
обжигает пищевод.
Рекомендации Д.И. Менделеева легли в основу
разработки рецептуры русской национальной водки «Московская особая»,
запатентованной правительством России в 1894 г.
Д.И. Менделеев призвал «всемирно улучшать
условия общественного потребления водки, пропагандировать потребление в
достойной человека обстановке, распространять знания о применении водки с
разными целями и в разных ситуациях с тем, чтобы научить смотреть на нее как на
элемент застолья, а не средство, вызывающее сильное опьянение. «Если мы не
хотим утратить свой национальный характер, свою национальную самобытность и
свое национальное достоинство, мы не должны позволить временным обстоятельствам
заставлять нас отказываться от национальных напитков, необходимых нам для
нормальной жизни в своей стране. Мы не должны позволять снижать их качество. Мы
должны оберегать и отстаивать их как часть нашей государственной, исторической
и национальной сущности» (В.В. Похлебкин).
Приоритет России в изобретении водки закрепили в
1982 г. решением международного арбитража. Русская водка всегда была и будет
валютным товаром России.
Сырье. Выделяют основные сырьевые компоненты:
Зерно. Основным сырьем для русской водки на
протяжении веков служила рожь (это самая характерная особенность водки вплоть
до 70-х годов XIX века). На протяжении последних 100 лет гораздо бóльшую
роль в производстве водки стала играть пшеница, иногда картофель, свекла,
черная патока. Однако лучшие сорта водки основываются на традиционном ржаном
сырье (зерно, отруби). В качестве добавок используется и другое зерновое сырье
- овес, пшеница, ячмень, гречиха - в разных, но всегда небольших пропорциях.
Вода. Является важнейшим компонентом водки. Для
водки годится вода, обладающая определенной мягкостью. Как правило, природная
вода редко отвечает всем нормам и подвергается кондиционированию или
исправлению. Схема кондиционирования воды включает ряд операций очистки в
зависимости от качества исходной воды: отстой, фильтрацию через речной и
кварцевый песок, специальную дополнительную аэрацию; но ни в коем случае не
подвергается кипячению и дистилляции. Это важное отличие и огромное
преимущество русской водки, сохранившееся и до сих пор. Степень очистки сырой
воды такова, что она сохраняет хрустальную прозрачность, не имеет какого-либо
запаха. Наиболее часто при подготовке воды возникает необходимость её
умягчения. Для этого из воды удаляют ионы кальция и магния (пропускание воды
через ионообменные смолы). Жесткая вода при смешивании со спиртом дает осадок,
полученный в результате взаимодействия кальциевых и магниевых солей, что может
служить местом для выявления фальсифицированных водок.
Отечественные стандарты (ГОСТ 5962-67) допускают
для производства водки 5 типов спирта - ректификата: «Супер», «Альфа»,
«Экстра», «Люкс» и «Высшей очистки». Спирты «Супер» и «Альфа» самого высокого
качества получают небольшими партиями на спирт заводах с помощью особых
технологических режимов; используются для производства водок класса «премиум».
Требования к воде для производства водок нормируются
ГОСТом Р 51355-99и Санпин 2.1.4.599-96 «Питьевая вода. Гигиенические требования
к качеству воды централизованных систем питьевого водоснабжения. Контроль
качества».
Солод. Важный компонент для приготовления сусла.
Русский солод всегда был и остается исключительно ржаным (даже для пшеничной и
картофельной водок). На качество русской водки существенное влияние оказывает
не только ее применение, но и ее получение, особые условия проращивания.
Дрожжи. Первоначально в русском винокурении
применялась ржаная закваска (как для выпечки хлеба), затем в XVIII в.
повсеместно использовались пивные дрожжи, а в конце XIX в. - начале XX на спирт
заводах выращиваются специальные культуры дрожжей. От их качества сильно
зависит правильное созревание сусла.
Рецептура водки всегда была предметом поисков и
непрерывного совершенствования со стороны русских винокуров.
Самым характерным русским рецептурным приемом
при формировании состава сусла следует считать добавки в небольших количествах
ячменной, гречневой муки; овсяных хлопьев, пшеничных отрубей, дробленого пшена
(в среднем 2-3% от общего объема сусла). Это придавало водке неуловимый, но
органолептически весьма ощутимый вкус, индивидуальное лицо.
Другой особенностью рецептуры русской водки
можно считать добавление ароматических компонентов в спирт (после перегонки) -
различных лесных трав (зверобой, полынь, анис, тмин), молодых почек русских
деревьев (березы, ивы, вербы), листьев ягодных растений (вишни, черной
смородины); пряностей (имбиря, бадьяна, гвоздики, мускатного ореха), сахара,
кислот, соли, глицерина и др.
Разработанные в России способы очистки не имеют
аналогии в винокуренном производстве Западной Европы (очистка от запаха и
примесей - сивушных масел, эфиров, альдегидов).
Методы очистки:
· механический - отстой спирта-сырца с быстрым
сильным охлаждением; перелив спирта в другую емкость;
· фильтрация - через древесный активированный
уголь готовой водки (40% спирта). Уголь обладает очень хорошими поглотительными
способностями;
· биологический - особенно при освобождении водки
от посторонних запахов. Используется коагуляция примесей: в спирт-сырец
добавляют молоко, яичный белок, свежий хлеб, рыбный клей. После оседания
хлопьев жидкость фильтруется. Общая технологическая схема производства водки
представлена на рис. 1.
Рис. 1. Общая схема производства
водки
Классификация водки. В зависимости от спирта и
добавок, применяемых при изготовлении водки, делятся на простые и особые (ГОСТ
12712-80). В отдельную группу выделяют водку для экспорта (ГОСТ 27907-88Э).
Водка особая содержит различные вкусовые и ароматические добавки, улучшающие
вкус, запах, аромат. Эти ингредиенты не должны изменять органолептические
показатели, определенные нормативным документом (ГОСТ 5363-93).
Органолептические показатели
Прозрачность и цвет - бесцветная или окрашенная
в соответствии с использованным сырьем, прозрачная с блеском жидкость без
посторонних включений и осадка.
Аромат - характерный для данного вида, ярко
выраженный, без постороннего (низкокачественная, плохо очищенная водка имеет
запах сивушного масла).
Вкус - характерный для данного вида, чистый,
мягкий, без постороннего привкуса.
Крепость - (измеряется ареометром) от 38-45 до
50-56%.
Упаковка и маркировка. Для внутреннего рынка
России водку разливают в стеклянные бутылки 1,0; 0,75; 0,5; 0,25; 0,1; 0,05 дм3
с винтовой резьбой на венчике, а также в графины стеклянные, хрустальные,
фарфоровые согласно специальной нормативной документации (ГОСТ 10117; ГОСТ
26586).
Розлив проводят «по объему» или «по уровню» (от
половины до двух третей высоты горла, считая от верхнего края венчика).
Допустимы отклонения от номинального объема в зависимости от вместимости
бутылок. Виды розлива регламентируются ГОСТом 12545-81.
Укупоривают бутылки колпачками или пробками из
различных видов материалов, разрешенных к применению Министерством
здравоохранения России. Укупорка должна быть плотной и не давать течи при
переворачивании бутылки или графина.
Бутылки с водкой упаковывают в многооборотные
деревянные, пластмассовые, картонные ящики, полимерную термоусадочную пленку,
сувенирные коробки и другую тару, обеспечивающую сохранность продукции.
Маркировка продукции проводится на этикетках и
колпачках. На колпачках выштамповывают наименование предприятия-изготовителя, заглавные
буквы соответствующих наименований водки.
На этикетке должна быть указана следующая
информация:
· наименование организации, в систему которой
входит предприятие-изготовитель;
· наименование водки;
· крепость, %;
· вместимость бутылки, дм3;
· обозначение стандарта на продукцию.
Количество спирта в водке выражается обычно
объемными или весовыми процентами, то есть в сотых долях объема или весовых
частей. Например, 40% об (доли объема); 40° (доли весовых частей). Вследствие
того, что на Западе сложилась традиция не учитывать факт контракции (сжатия)
спирта и исчислять крепость алкогольных напитков исходя не из реальной оценки
купажа, а на основе вносимых в купаж компонентов, наряду с русской системой
определения крепости водки, продолжает сохраняться прежняя, привитая
западноевропейскому потребителю система оценки. На обратной стороне этикетки
допускается указывать индекс предприятия-изготовителя вместо наименования
организации, в систему которой входит данное предприятие. Там же указывают
номер бригады и даты розлива. Информация для потребителя должна соответствовать
требованиям ГОСТа 51077-97.
Транспортировка и хранение. Водка
транспортируется в ящиках, контейнерах, пакетах транспортом всех видов в
соответствии с действующими правилами перевозок грузов (ГОСТ 23285-78).
Водку хранят в складских помещениях при
температуре -5…+25С и относительной влажности воздуха не более 85%.
Гарантийных срок хранения: обычно водки - 12 мес., водки особой - 6 мес., водки
для экспорта - 5 лет со дня розлива. Температура замерзания для сорокаградусной
водки составляет -28,9°C, а для более крепких водок (56%) - -36°С.
Фальсификация. Водка относится к наиболее часто
фальсифицируемой группе алкогольной продукции, учитывая относительную простоту
ее изготовления и популярность у населения. Самыми распространенными средствами
и способами фальсификации являются: полная или частичная замена питьевого
спирта на более дешёвый технический; применение воды, не отвечающей требованиям
технологии; разбавление или полная замена водой.
К специфическим средствам и способам
фальсификации можно отнести не вложение в продукт отдельных компонентов или их
замену на другие.
Фальсификация водки выявляется зачастую при
внешнем осмотре бутылки: ее признаком могут служить неотчетливая, блёклая,
матовая этикетка на некачественной бумаге, неплотная укупорка, нечеткая
штамповка на колпаке, несоответствие выштампованной заглавной буквы на колпачке
надписи на этикетке, наличие посторонних включений.
Колпачок с винтовой резьбой не должен
прокручиваться вокруг своей оси. На заводе-изготовителе такие бутылки
бракуются.
При осмотре алюминиевого колпачка следует
обращать внимание на плотность его прилегания к бутылке; на колпачке,
укупоренном в условиях производства, нижние края гладкие и пригнаны в упор.
Целесообразно рассмотреть этикетку с обратной
стороны: на заводской этикетке имеется несколько равных полосок клея, либо клей
образует ровное сплошное покрытие. В непроизводственных условиях клей обычно
наносят кисточкой, поэтому мазки будут неровными. Косвенным признаком
подлинности водки может служить черный мажущий налет на донышке бутылки,
который образуется при движении бутылок по транспортеру. Он появляется только
при выпуске продукции в условиях производства.
Многие крупные предприятия для защиты своей продукции
от подделок предусматривают нанесение на колпачок или бутылку надписей или
шрифтов напылением водонерастворимой краской.
Недостаточная прозрачность водки связана с
использованием неумягченной или плохо отфильтрованной воды, попаданием
посторонних включений, некачественной фильтрацией, отклонениями в технологии
при обработке коагулянтами.
Как правило, наличие взвесей свидетельствует о
фальсификации водки и применении обычной воды при ее приготовлении в
непроизводственных условиях.
Эксперт может определить подделку по информации
на акцизной марке.
Все перечисленные способы идентификации и
экспертизы должен знать не только специалист, но и обычный потребитель.
1.2 ТП производства
водки на примере ЗАО МПБК «Очаково»
Узел подачи спирта;
Узел подачи воды;
Смесительно-дозирующий блок (СДБ);
Теплообменник (холодильник);
Блок обработки сортировок (блок фильтров);
Автоматизированная система управления;
Конструктивное исполнение
смесительно-дозирующего блока, фильтров и узла подачи может несколько различаться
в зависимости от потребностей и размеров помещения. СДБ и холодильник могут
быть объединены на одной раме с фильтрами (как, например, в установке
производительностью 1100-1200 дал/ч) или с узлом подачи, где показана установка
производительностью 800-900 дал/ч). В зависимости от производительности
установки также могут изменяться её геометрические размеры. Материал элементов
конструкции СДБ - нержавеющая сталь AISI 304
Узлы подачи (спирта и воды) предназначены для
создания давления указанных жидкостей на входе установки.
Технически - это центробежные насосы со всей
необходимой арматурой, оборудованные частотными регуляторами скорости вращения
электромоторов и измеряющими датчиками давления на выходе. В зависимости от
условий монтажа, узлы подачи могут располагаться компактно, рядом со
смесительно-дозирующим узлом (что предпочтительно), либо в помещениях
спиртохранилища и водной фильтрационной установки.
Смесительно-дозирующий блок предназначен для
смешения спирта и воды в необходимых пропорциях. Он включает в себя:
Отсечные клапаны. Они монтируются в качестве
дополнительной защиты от обратного тока жидкости и при необходимости
перекрывают магистрали, когда установка не функционирует;
Два расходомера, установленные на спиртовой и
водяной магистралях. Причём на ветке со спиртом устанавливается массовый
Кориолисов расходомер, а на воде - либо такой же, либо объёмный
электромагнитный (опционально, для небольших бюджетных установок). В том
случае, когда используется электромагнитный прибор, дополнительно устанавливается
датчик температуры воды;
Регулирующие клапаны с электрическими
позиционерами, предназначенные для точного регулирования расходов спирта и
воды;
Смесительная ультразвуковая головка с обратными
клапанами. В зависимости от производительности установки, её конструкция может
быть разной. Установлен ультразвуковой смеситель с соплом Laval. Холодильник
понижает температуру спиртоводной смеси до оптимальной для фильтрации. Он
представляет собой противоточный кожухотрубный теплообменник.
В качестве хладагента используется скважная вода
либо специальный хладагент - в зависимости от физических условий и потребностей
заказчика. Для автоматического регулирования температуры охладительная
магистраль снабжена регулирующим клапаном с электрическим позиционером. В
спиртоводном потоке, на выходе холодильника, смонтирован датчик температуры.
При значительных колебаниях температуры хладагента (по желанию заказчика)
охладительная магистраль может быть оборудована дополнительным контрольным
датчиком температуры. Теплообменник и клапан оборудованы байпасами с ручными
регулирующими кранами - они предназначены для облегчения проведения ремонтных
работ без остановки тока хладагента, а также для расширения динамического
температурного диапазона (хотя использование ручных кранов с этой целью и
является аварийным режимом).
Блок обработки сортировок состоит из линейки
параллельно включённых фильтродержателей, с установленными в них картриджами
типа "Серебряная фильтрация". В состав блока входят:
Фильтр (угольная миниколонна) на патронных
элементах, марки ЭПСФ-У AG 0,4-А-1000П, установленная до смешения;
Фильтр тонкой очистки на патронных элементах,
марки ЭФМ-1К-1000 с рейтингом фильтрации 1 мкм;
Количество кассетодержателей определяется
производительностью установки. Так, для установки мощностью в 1000 - 1200
дал/ч, их скорее всего будет 3 штуки. Последовательно с ними, на выходе имеется
дополнительный песочный фильтр (в аналогичном кассетном конструктиве), который
предотвращает попадание в сортировку частиц из угольных картриджей. Для
контроля магистралей в процессе пусконаладочных работ и при возможных авариях -
на входах и выходах всех узлов установлены стрелочные манометры. С целью
облегчения ремонтных и регламентных работ, в разрывах всех магистралей
установлены ручные краны, а воздухоотделители и фильтры оборудованы патрубками
для слива жидкостей.
АСУ содержит вычислительную систему, которая
реализует необходимые алгоритмы управления, источники питания, вторичные
приборы и местную графическую консоль оператора, при помощи которой
осуществляется контроль за работой установки. АСУ состоит из нескольких
конструктивных единиц:
Основного шкафа управления. Устанавливается в
некатегоричном операторском помещении, которое может быть удалено от
технологического помещения на несколько десятков метров.
Шкафа инверторов. Помимо основного шкафа
управления, в операторском помещении или где-то поблизости монтируется шкаф с
инверторами узлов подачи. Оборудования для управления автоматикой
воздухоотделителей и фильтров.
В настоящее время в качестве такой автоматики
используются блоки преобразователей. К этим блокам подключаются ёмкостные
датчики предельного уровня и электромеханические отсечные клапаны.
Помимо базового комплекта узлов, заказчик может
самостоятельно определить набор сырьевых и продуктовых ёмкостей с набором
гидравлической арматуры. В этом случае система управления установкой будет
поддерживать дистанционное или автоматическое переключение указанных ёмкостей в
соответствии с заданием и по мере их опустошения или заполнения.
1.3 Роль купажного
отделения в процессе производства водки
Несомненно, купаж в производстве водки играет
очень большую роль. Именно в процессе купажирования происходит смешение спирта
и воды. Качество и органолептические свойства водки прямо пропорционально
зависят от крепости. Автоматизированное смешение позволяет смешивать с
минимальной погрешностью, поддерживать заданную температуру водки, производить
фильтрацию, причем непрерывно. Как такового, купажного отделения на предприятии
не существует, установка смонтирована в ректификационном цехе в помещении со
спиртовыми емкостями и занимает не более 2 м2. Через специальные мерники спирт
отпускается в приемные емкости водочного производства объемом по 1000 дал
каждая, после чего подается в автоматическую установку смешивания. Сюда же
подводится осмотическая вода из отделения водоподготовки. Установка оборудована
измерителями массового расхода, которые, как и в установке прерывистого
действия, измеряют температуру жидкости, ее плотность, а следовательно - крепость.
Смешивание в установке происходит под давлением
порядка 7 атмосфер. С помощью специальных профилей, размещенных в поточном
смесителе под определенным углом в трубе, создаются турбулентные завихрения, за
счет которых вода и спирт в нужных пропорциях перемешиваются быстро и
эффективно. Помимо упомянутой выше установки мировая промышленность производит
ряд аналогичных по назначению устройств. Тем не менее, необходимость разработки
оригинальной купажной установки была вызвана следующими причинам :
· чрезмерно высокой для небольших производств
ценой импортных установок, что, по мнению разработчиков, особенно важно в
российских условиях;
· желанием создать в едином конструктиве
функционально завершенный комплекс, включающий собственно купажную установку,
оригинальное компактное фильтрующее устройство, механизм дозирования добавок и
систему управления;
· стремлением получить высокие органолептические
показатели за счет оригинального гомогенного смесителя, новых способов
фильтрации и обработки сортировок; при этом упомянутый комплекс должен
поставляться заказчику как конечный продукт, который может быть установлен и
приведен в рабочее состояние в кратчайшие сроки при минимуме монтажных и
пусконаладочных работ.
Следует выделить ряд важных проблем, с которыми
могут сталкнуться технологи и разработчики систем управления технологическим
процессом купажирования:
· прецизионный и быстрый расчет реальной крепости
спирта на основании показаний массового расходомера о его плотности и
температуре;
· важность минимизации суммарной ошибки и времени
переходного процесса при регулировании потоков спирта и воды на основании
вычисленной крепости спирта, что играет особенно существенную роль при больших
скоростях потоков;
· пересчет объемных расходов водно-спиртовой
смеси, которые, как известно, уменьшаются по сравнению с суммарными расходами
воды и спирта;
· необходимость минимизации объемов жидкостей,
требуемых для заполнения мерного тракта и возможность прогнозирования
нестабильности потоков для уменьшения ошибок дозирования при небольших объемах
задания.
Разработанная технология позволяет регулировать
производительность установки в достаточно широких пределах при полном контроле
характеристик потока. Такая установка позволяет производить собственно
приготовление сортировки, обработку сортировки активированным углем,
фильтрацию, введение ингредиентов и электромагнитную обработку водки. При этом
технология позволяет осуществлять сквозной контроль и регулирование крепости
сортировки, скорости фильтрации, температуры на входе в фильтр. Таким образом,
установка является не просто установкой смещения сортировки, а комплексной
технологической линией производства водки. При этом она имеет модульный принцип
построения, малые габариты и стоимость.
Гибкость производства водки по технологии
позволяет подобрать состав установки исходя из конкретных требований заказчика.
Каждый этап производства водки по данной технологии имеет существенные
особенности и нововведения. Первый модуль предназначен для приготовления
сортировки заданной крепости. В качестве собственно смесителя применен
оригинальный инжекторный аппарат. Особенностью данного аппарата является
чрезвычайно высокая скорость истекания рабочей среды из сопла, что позволяет
получить гомогенную смесь двух и более жидкостей, поскольку, как известно,
степень гомогенизации для данного типа смесителей зависит от квадрата скорости
рабочей жидкости.
Подученная на данном “гомогенизаторе” водка
обладает исключительными органолептическими свойствами, которые невозможно
получить на других, в том числе и на потоковых вихревых смесителях, как
невозможно получить майонез простым перемешиванием. Следующим технологическим
процессом в получении водки является обработка сортировки активированным углем
и фильтрация. В настоящее время на большинстве ликероводочных заводов (ЛВЗ)
используется динамический способ обработки сортировок, заключающийся в
пропускании сортировок через колонну, заполненную толстым неподвижным слоем
зернистого активированного угля.
Данный способ имеет ряд известных недостатков:
· невысокая скорость обработки сортировки - 30-60
дал/час со снижением по мере приближения регенерации;
· большой расход угля;
· неравномерность обработки из-за высокой
вероятности “каналообразования” и самосортировки угля;
· высокий механический износ (истирание) угля.
Но самой главной и трудно решаемой проблемой
является накопление альдегидов и брак при остановке работы колонны. Снижение же
скорости подачи до 2-3 дал/ч, используемое при перерывах в работе, решает
проблему лишь частично.
Другой способ - обработка сортировки во
взвешенном слое активного угля на установке типа “Полтавчанка” добавляет новые
проблемы - чрезвычайно большое механическое истирание угля. Как следствие -
повышенные затраты на контрольную финишную фильтрацию, необходимость длительного
отстаивания водки. Поэтому была применена новая технология обработки сортировок
современными активированными углями с нанесенными на их поверхность слоя
коллоидно-диспергированного серебра. Изготовленная нами фильтровальная
установка представляет собой фильтродержатель на 24 элемента высотой 1000 мм. В
ней закрепляются картриджи производства НПП “Техно-фильтр”, изготовленные по
технологии “Серебряная фильтрация” с засыпкой примерно 1200 г активированного
угля на один элемент высотой 1000 мм.
Во всех случаях “Серебряная фильтрация” успешно
решала задачу объемного структурирования сортировок, позволяя производить
водку, получавшую на слепых дегустациях оценки как правило выше, чем
контрольные образцы. А главное, данный способ позволяет решить проблему накопления
альдегидов. Ввиду того, что указанные фильтры обладают весьма незначительными
габаритами, просты в обслуживании и неприхотливы (в сравнении с угольными
колоннами), модуль обработки сортировки получился компактным и легко
компонуется в моноблок с модулем смещения. Кроме блока обработки сортировки
активированным углем модуль может содержать теплообменник для поддержания
оптимальной температуры фильтрации и блок электромагнитной обработки
сортировки, улучшающей органолептические показатели.
Таким образом, установка позволяет на данном
этапе контролировать скорость и температуру потока при обработке сортировки.
Установка может включать модуль ингредиентов для автоматического дозирования
предусмотренных рецептурой водки добавок: сахарного или медового сиропа,
углеводных модулей и т.д. При этом при проектировании установки заказчик может
задать количество необходимых ингредиентов и место их введения: до фильтрации
или после. На большинстве предприятий с низким уровнем автоматизации
отфильтрованную водно-спиртовую смесь перекачивают в емкость для готовой водки
и уже там вводят дополнительные ингредиенты. После перемешивания всех
компонентов получают готовый продукт.
Однако при проведении заключительных анализов
может оказаться, что крепость водки не соответствует заданной величине - по
причине ее изменения за счет этих добавок. В таком случае, водка разбавляется
водой или докрепляется спиртом. Такая методика не является наилучшим выходом из
положения, поскольку внесение в водку даже небольшого количества воды либо
спирта, не прошедших обработку активными углями вместе с сортировкой, вызывает
увеличение количества вредных примесей и ухудшение вкусовых качеств. Описанных
проблем не возникает в том лишь случае, если АСУ КО интегрирована с
автоматизированной системой введения добавок.
В этом случае установка оборудуется специальным
инжекционным устройством с рядом входов для различных ингредиентов и средствами
их дозирования. Ингредиенты в зависимости от применяемой технологии дозируются
в этот дополнительный инжектор или в спиртовой тракт (как применяется в
дипломном проекте) до основного инжектора, или в оба места сразу. Необходимые
компоненты подготавливаются заранее и заливаются в накопительные емкости.
Подающий тракт каждого ингредиента содержит расходомер и дозирующий клапан.
В процессе отработки производственного задания
система в определенный момент открывает клапан компонента № 1, и добавка
вводится в продукт, затем через установку снова пускается чистая
водно-спиртовая смесь, которая, перемешиваясь с ингредиентом, попадает в
приемную емкость. Далее открывается дозатор следующего ингредиента, и процесс
повторяется столько раз, сколько необходимо по рецептуре. После того, как
процесс дозирования полностью закончен, вновь включается подача только водно-спиртовой
смеси в постоянном режиме, система корректирует общую крепость с учетом
введенных добавок, и далее производственное задание отрабатывается до конца.
2 Задачи
автоматизации
Изучение технологического процесса купажа в
купажном отделении на ЗАО МПБК «Очаково» позволяет поставить следующие основные
задачи автоматизации: водка производство купажный
отделение
Измерение:
· уровня продукта, находящегося в НЕ, а также
исходя из этих данных индексация процента заполнения каждой НЕ;
· плотности спирта;
· активной кислотности воды и водки;
· плотности добавок;
· вязкости добавок;
· давления в смесителе и на магистрали подачи
холодной воды.
Регулирование и стабилизация:
· температуры на выходе из теплообменника за счет
подачи холодной воды через регулирующие клапаны с позиционером;
· крепости водно-спиртовой смеси за счет расхода
воды и спирта через регулирующие клапаны с позиционером, установленные на
водных и спиртовых магистралях;
· подачи добавок, за счет расхода через
регулирующие клапаны с позиционером.
Программно-логическое управление:
· электродвигателями насосов, отвечающими за
наполнение, опорожнение и отбор спирта и воды из накопительных емкостей
(местное и дистанционное);
· электроклапанами и другими исполнительными
механизмами.
Сигнализация и блокировка:
· достижения предельного технологического уровня в
НЕ
· (местное и дистанционное);
· предельного значения температуры в
теплообменнике;
· давления до и после фильтрации водной и
спиртовой магистрали, а также водно-спиртовой смеси;
· наличия жидкости в магистралях;
· отказов электроприводов, датчиков
технологических параметров (датчик тока).
Регистрация и хранение информации:
· запись на жесткий диск сервера временных трендов
технологических параметров, состояние приводов, аварий, а также формирование
данных об отклонениях в процессе брожения.
Передача информации по линиям связи:
· интегрирование в локальную сеть предприятия и
корпоративную информационную систему.
3 Описание
функциональной схемы автоматизации
ФСА, представленная на листе 1,является
упрощенным изображением технологической схемы участка автоматизации (купажного
отделения), выполнена графо-адресным способом и состоит из 4-х уровней
автоматизации:
Нижний уровень:
· сбор и архивирование информации: от первичных
датчиков (дискретные сигналы), от аналоговых датчиков (унифицированный токовый
сигнал), фиксирование выхода их значений за уставки; управление исполнительными
механизмами (электрические клапаны и позиционеры).
Щит управления:
· на нем находятся частотные преобразователи
управляющих клапанов.
Средний уровень:
МПК, осуществляющий сбор данных и вырабатывающий
управляющие воздействия контролируемым объектам и выполняющий функции обмена
информацией с вышестоящими устройствами. Система построена так, чтобы при
отключении ПЭВМ контроллер работал. Контроллер берет на себя функции
регулирования защитной блокировки, а также программно логического управления.
Верхний уровень (SCADA): ПЭВМ выполняет:
· супервизорное управление контроллером, сбор
телемеханических данных с объекта через контроллер среднего уровня;
· поддержку работы с удаленными ПЭВМ и сетями
удаленных ПЭВМ;
· поддержание оперативной БД, архивирование
событий системы (переключение дискретных сигналов, выходы за уставки аналоговых
сигналов, действия оператора);
· архивирование значений аналоговых сигналов,
отображение трендов;
· визуализацию состояния технологического объекта
через мнемосхемы с использованием многооконного интерфейса;
· поддержку диалога с оператором в окнах
мнемосхем.
Верхний уровень представляет собой распределенную
SCADA-систему, состоящую из сервера и шести клиентских узлов, являющихся АРМ
оператора, инженера-механика, сменного технолога, главного инженера,
специалиста КИПА и инженера АСУ. Центральный сервер представляет собой
двухпроцессорный промышленный компьютер фирмы Advantech, а АРМ сотрудников
являются обычные офисные ПК.
Технологическим оборудованием, обозначенным на
ФСА, является:
|
Водные
и спиртовые накопительные емкости:
|
|
2-1(2-2)
|
сигнализатор
уровня (контур 1)
|
|
4-1(4-2)
|
сигнализатор
уровня (контур 4)
|
|
6-1(6-2)
|
сигнализатор
уровня (контур 7)
|
|
11-1(11-2)
|
сигнализатор
уровня (контур 13)
|
|
13-1(13-2)
|
сигнализатор
уровня (контур 16)
|
|
15-1(15-2)
|
сигнализатор
уровня (контур 19)
|
|
17-1(17-2)
|
сигнализатор
уровня (контур 22)
|
|
1-1
|
кондуктометрический
датчик уровня (контур 2)
|
|
3-1
|
кондуктометрический
датчик уровня (контур 5)
|
|
5-1
|
кондуктометрический
датчик уровня (контур 8)
|
|
3,
6, 9
|
привод
запорного клапана (контуры 3, 6, 9)
|
|
10-1
|
кондуктометрический
датчик уровня (контур 14)
|
|
12-1
|
кондуктометрический
датчик уровня (контур 17)
|
|
14-1
|
кондуктометрический
датчик уровня (контур 20)
|
|
16-1
|
кондуктометрический
датчик уровня (контур 23)
|
|
15,
18, 21, 24
|
привод
запорного клапана (контуры 15, 18, 21, 24)
|
|
7-1
- 13-1
|
датчик
измерения активной кислотности (контур 10,11,12)
|
|
18-1
- 21-1
|
датчик
измерения плотности спирта (контур 24-27)
|
|
22-1
- 26-1
|
датчик
наличия потока (контуры 28-32)
|
|
Смесительно-фильтрующий
блок:
|
|
27-1,
28-1
|
измеритель
переменного тока (контур 33, 34)
|
|
29-1,
30-1
|
датчик
наличия потока (контуры 35-36)
|
|
31-1
- 34-1
|
сигнализатор
давления (контур 37 - 40)
|
|
35-1,
41-1
|
датчик
преобразователь избыточного давления (контур 41, 49 соотв)
|
|
36-1,
42-1
|
датчик
наличия потока (контур 42, 43 соотв)
|
|
37-1
- 40-1
|
термопреобразователь
сопротивления с унифицированным выходом (контуры 44, 45, 46, 47 )
|
|
40-3
|
позиционер
для регулирующего клапана (контур 48)
|
|
43-1,
44-1
|
датчик
измерения давления (контур 50, 51)
|
|
Добавки:
|
|
45-1,
48-1
|
кондуктометрический
датчик уровня (контур 52, 55)
|
|
46-1
(46-2)
|
сигнализатор
уровня (контур 53)
|
|
49-1
(49-2)
|
сигнализатор
уровня (контур 56)
|
|
54,
56
|
привод
запорного клапана (контуры 54, 56)
|
|
47-1
|
датчик
измерения плотности (контур 57)
|
|
50-1
|
датчик
измерения вязкости (контур 58)
|
|
51-1
|
объемный
электромагнитный расходомер (контур 61)
|
|
51-2,
51-3
|
позиционер
для регулирующего клапана (контур 80,81)
|
|
52-1
|
датчик
- сигнализатор тока (контур 60)
|
|
53-1
|
датчик
наличия потока (контуры 59)
|
|
Водно-
спиртовая накопительная емкость:
|
|
54-1
|
кондуктометрический
датчик уровня (контур 62)
|
|
55-1
(56-1)
|
сигнализатор
уровня (контур 63)
|
|
64,
80
|
привод
запорного клапана (контуры 64, 80)
|
|
56-1
|
датчик
измерения активной кислотности (контур 65)
|
|
57-1
|
спиртометр
оптический поточный (контур 67)
|
|
58-1
|
датчик
- сигнализатор тока (контур 66)
|
|
59-1
|
объемный
электромагнитный расходомер (контур 68)
|
|
60-1
|
массовый
кориолисов расходомер (контур 69)
|
|
59-3
- 59-5
|
позиционер
для регулирующего клапана (контур 70-72)
|
|
60-3
- 60-5
|
позиционер
для регулирующего клапана (контур 73-76)
|
|
Частотное
регулирование электроприводами:
|
|
61-1
|
частотный
преобразователь (насос подачи воды 77)
|
|
62-1
|
частотный
преобразователь (насос подачи воды 78)
|
|
63-1
|
частотный
преобразователь (насос подачи спирта 79)
|
|
|
|
Разработанная функциональная схема послужила
основанием для составления заявочной спецификации на приобретение приборов и
средств автоматизации (Раздел 4).
5 Структура системы
управления
В настоящее время на ЗАО МПБК «Очаково» в
качестве верхнего уровня АСУТП ликероводочного производства используется
программное обеспечение SCADA-пакета.
Программное обеспечение системы автоматизации
купажного отделения можно разбить на две группы:
ПО среднего уровня состоит из программ для МПК,
написанных на релейно-контактном языке программирования в среде Step 7;
ПО верхнего уровня состоит из: ОС Windows 2000 фирмы
Microsoft, установленной на станции сбора, сервере и рабочих станциях; SQL
Server 2000 фирмы Microsoft, установленного на центральный сервер;
Программное обеспечение класса SCADA,
реализующее архитектуру клиент-сервер и предназначенное для автоматизации
производственных процессов любого масштаба. Обеспечивает мониторинг и
управление технологическим процессом, сбор и графическое отображение
информации, работу с историческими трендами, алармами (тревогами),
архивирование данных и возможности защиты любого количества точек ввода/вывода.
Под термином SCADA понимают инструментальную
программу для разработки программного обеспечения систем управления
технологическими процессами в реальном времени и сбора данных.
Концепция SCADA (Supervisory Control And Data Acquisition
- диспетчерское управление и сбор данных) предопределена всем ходом развития
систем управления и результатами научно-технического прогресса. Применение
SCADA-технологий позволяет достичь высокого уровня автоматизации в решении
задач разработки систем управления, сбора, обработки, передачи, хранения и
отображения информации.
Следует отметить, что концепция SCADA, основу
которой составляет автоматизированная разработка систем управления, позволяет
решить еще ряд задач, долгое время считавшихся неразрешимыми: сократить сроки
разработки проектов по автоматизации и прямые финансовые затраты на их
разработку.
Конструктивно, установка выполнена в виде единой
технологической линии состоящей из функционально завершённых модулей.
Купажный модуль состоит из собственно
инжекторного "гомогенного" смесителя и 2х подающих магистралей -
спиртовой и водной, каждая из которых включает в свою очередь:
центробежный нагнетательный насос,
предназначенный для создания постоянного и высокого давления жидкости на входе
системы в спиртовой и водной магистралях;
частотного преобразователя или инвертора
управляющего производительностью насоса, грубо регулирующий скорость потока;
расходометр - массовый для спиртовой магистрали
и объёмный - для водной;
запорное оборудование - регулирующий клапан,
точно регулирующий скорость потока
Модуль смешения и фильтрации в свою очередь
может включать:
кожухотрубный теплообменник со всей необходимой
измерительной и регулирующей аппаратурой для поддержания стабильной
температуры;
фильтродержателя для 24 патронных элементов типа
"Серебряная фильтрация".
Опциональный модуль ингредиентов состоит из:
расходных емкостей;
измерителей объёмного расхода;
сопряжённых с ними дозирующих клапанов;
Шкаф электротехнического силового оборудования;
Шкаф системы управления с местным операторским
пультом управления
Рабочего места оператора технологической
установки
Базовый вариант установки оснащен
автоматизированной системой управления, которая может функционировать как
автономно, под контролем местного оператора, так и быть подключена к заводской
информационной системе.
Архитектура АСУ - 3хуровневая. Уровень КИПиА
представлен инверторной автоматикой приводов насосов, электрическими
позиционерами, и расходомерами. Уровень локального управления выполнен на базе
ПЛК SIMATIC S7-300. В качестве полевых шин нижнего уровня используются
физические интерфейсы HART (для подключения расходомеров) и RS485, объединяющий
модули ввода-вывода.
Местный интерфейс оператора установки выполнен в
виде 4-строчного цифро-символьного дисплея с набором функциональных клавиш,
смонтированного на передней панели шкафа управления.
Верхний уровень (удалённая АРМ оператора)
реализован при помощи PC-совместимого компьютера и SCADA-системы Trace Mode v5.
АРМ оператора обменивается данными со шкафом управления по сети TCP/IP по
протоколу Modbus/TCP. В качестве физического канала связи может выступать
заводская локальная вычислительная сеть Ethernet. Основные функции узлов:
· отображение информации о состоянии объекта
управления,
· обработка тревог,
· формирование управляющих сигналов в соответствии
с логикой управления,
· обмен данными с УСО (устройства связи с
объектом, т.е. с промышленными контроллерами и платами ввода/вывода) в реальном
времени через драйверы,
· осуществление сетевого взаимодействия между
SCADA ПК,
· ведение базы данных реального времени с
технологической информацией,
· архивирование и просмотр архивов. Сетевая
архитектура позволяет легко масштабировать существующие системы и объединять в
общую сеть предприятия локальные сети технологических участков.
Вся локальная автоматика АСУ, за исключением
силовых компонентов, смонтирована в шкафу управления с классом защиты IP65 и
располагается отдельно от модулей технологической установки в пожаробезопасном
помещении и подключена к датчикам и исполнительным механизмам при помощи
взрывозащищённых соединений.
Процесс эксплуатации системы не требует от
обслуживающего персонала специальных навыков и выглядит следующим образом:
Получив информацию о планируемом производственном задании, оператор установки
вводит в АСУ посредством местного пульта (либо АРМ диспетчера) 2 главных
параметра:
Крепости продукта в %;
Объёме задания в декалитрах.
Кроме того оператор может поменять скорость
фильтрации и ряд других величин устанавливаемых по умолчанию.
Выбор данного SCADA-пакета определили такие
основные свойства этого пакета, как:
· распределенная клиент-серверная архитектура;
· поддержка распределенной базы данных и различных
интерфейсов;
· возможность выполнения изменений в режиме
on-line;
· удобные механизмы работы с тревогами и данными
истории;
· наличие средств, ускоряющих разработку
интерфейса оператора;
· встроенный командный язык;
· библиотеки настраиваемых графических объектов;
· редактор теговых групп для привязки одной группы
объектов к разным группам тегов базы данных;
· шаблоны для генерации однотипных тегов (блоков)
базы данных;
· редактор макросов для назначения команд,
выполняемых при нажатии клавиши;
· имитационный драйвер для отладки;
· наличие обширного каталога высокопроизводительных
драйверов ввода-вывода для МПК разных фирм, в т.ч. и Siemens.
Модульность системы, заложенная в структуру, и
функциональные возможности SCADA-системы позволяют вести модернизацию АСУ
купажного отделения без потери контроля и управления над работающим
оборудованием (структура системы управления изображена на листе 2).
6 Выбор
микропроцессорного контроллера и его проектная компоновка
.1 Выбор
микропроцессорного контроллера
Исследование рынка МПК.
Разработанная в проекте ФСА предусматривает МПК
как основной элемент для решения задач регулирования, программно-логического
управления, сигнализации и блокировки. Выбор подходящего контроллера и
архитектуры системы управления для решения задач автоматизации является
актуальной проблемой среди разработчиков АСУ. Именно поэтому в данном разделе
было проанализировано, на сколько выбранный среди богатого ассортимента МПК
соответствует требованиям разрабатываемой системы автоматизации.
Современные МПК, применяемые в производстве,
имеют ряд основных свойств:
· контроллер образуется набором модулей,
установленных в каркас и объединенных параллельной шиной;
· контроллер имеет один (реже несколько) модуль
центрального процессора, взаимодействующего с остальными модулями контроллера
через параллельную шину;
· остальные модули выполняют в контроллере функции
устройств сопряжения с объектом или другие вспомогательные функции;
· взаимодействие между модулями осуществляется на
уровне циклов обращений микропроцессора к внутренним регистрам и ячейкам памяти
модулей;
· взаимодействие по параллельной шине
характеризуется высокими скоростями передачи;
· относительно высокое число каналов в
контроллере.
При выборе контроллера помимо ключевых задач,
описанных выше, обращалось внимание на ряд инженерных решений, таких как:
· конструктивное исполнение;
· способы подключения "полевых" кабелей;
· удобство и простота обслуживания контроллера;
· гибкость компоновки;
· сочетание с другими техническими средствами в
рамках одного контроллера;
· программная совместимость и поддержка
стандартного программного обеспечения - операционных систем реального времени,
систем технологического программирования, поддержка сетевых протоколов;
· дублирование модулей;
· авто-конфигурирование модулей при замене;
· обеспечение отказоустойчивости контроллера.
Спектр продукции, предлагаемой сегодня,
чрезвычайно широк. Выбор контроллера совершался среди фирм, наиболее
распространенных в России: Siemens, Omron, Деконт, GE Fanuc, Mitsubishi
Electric, Advantech.
Наиболее привлекательным выбором для
разрабатываемой системы управления является контроллер фирмы SIEMENS 7-ой серии
(выпуск контроллеров 5-серии прекращен), который удовлетворяет всем требованиям
для данной системы и его выбор является актуальней по следующему ряду
показателей:
· в купажном отделении ЗАО МПБК «Очаково»
контроллеры фирмы Siemens 5-серии применяются с 1990 г.;
· умение инженерного состава программировать
контроллеры этой фирмы;
· наличие у комбината лицензионного программного
обеспечения для контроллеров фирмы Siemens (Step5,Step7,WINCC,PG2000);
· возможность объединить в сеть контроллеры
5-серии и 7-ой;
· приемлемая цена при отличном качестве;
· отказоустойчивость новой серии контроллеров.
Линейка контроллеров Siemens SIMATIC S7 включает
в себя следующие серии:
Таблица 1
|
Модель
|
Краткое
описание
|
|
S-200
|
Программируемые
логические контроллеры семейства SIMATIC S7-200 предназначены для решения
относительно простых задач автоматизации. Семейство включает в свой состав
восемь типов центральных процессоров, а также модули расширения ввода-вывода.
Программа пользователя может храниться во внутреннем EEPROM. Имеется
встроенный блок питания =24В, обеспечивающий питание входных и выходных цепей
ПЛК. Все центральные процессоры за исключением CPU210 и CPU 221 позволяют
наращивать количество обслуживаемых входов-выходов за счет подключения
модулей расширения ввода-вывода.
|
|
S-300
|
SIMATIC
S7-300 - это модульные программируемые контроллеры, работающие с естественным
охлаждением. Модульная конструкция, возможность построения распределенных
структур управления, наличие дружественного пользователю интерфейса позволяет
использовать контроллер для экономичного решения широкого круга задач
автоматического управления в различных областях промышленного производства.
|
|
S-400
|
SIMATIC
S7-400 - это мощный программируемый контроллер для решения задач
автоматизации средней и высокой сложности: Высокое быстродействие
контроллера. Выполнение инструкций за время, не превышающее 80нс, открывает
новые сферы использования контроллеров. Удобные способы установки параметров
настройки. Все модули могут настраиваться с помощью стандартных экранных
форм STEP 7. Человеко-машинный интерфейс. Функции обслуживания
человеко-машинного интерфейса встроены в операционную систему контроллера.
Процедуры передачи данных выполняются автономно, с использованием единых
обозначений и баз данных. Диагностические функции. Встроенная система
диагностики непрерывно контролирует состояние системы и фиксирует все ошибки
и специфические события (таймаут, замена модулей, холодный перезапуск,
останов и т.д.). Диагностическая информация накапливается в кольцевом буфере,
что позволяет выполнять ее обработку. Защита программного обеспечения.
Контроллер обеспечивает парольную защиту от несанкционированного копирования
и модификации программ. Переключатель режимов. Переключатель подобен ключу.
Удаление этого ключа исключает возможность копирования и изменения программ.
Расширенный набор системных функций.
|
Наиболее целесообразным для разрабатываемой
системы управления будет использование контроллера из модельного ряда SIMATIC
S7-300, удовлетворяющим поставленным задачам автоматизациям, не прибегая к
применению более дорогого S7-400, что позволит свести затраты на приобретение
МПК к минимуму.
Описание контроллера серии SIMATIC S7 - 300.
. Блок питания.
. Буферная батарея (во всех центральных
процессорах кроме CPU 312IFM).
. Клеммы для подключения питания =24В.
. Ключ переключения режимов работы.
. Светодиоды индикации состояния системы.
. Субмодуль памяти (во всех центральных
процессорах кроме CPU 312IFM).
. Разъем многоточечного интерфейса MPI.
. Фронтальный соединитель.
. Защитная крышка.
Контроллеры SIMATIC S7-300 имеют модульную
конструкцию и могут включать в свой состав:
Модули центральных процессоров (CPU). В
зависимости от степени сложности решаемой задачи в контроллерах могут быть
использованы различные типы центральных процессоров, отличающиеся
производительностью, объемом памяти, наличием или отсутствием встроенных
входов-выходов и специальных функций, наличием или отсутствием коммуникационных
интерфейсов.
Сигнальные модули (SM), предназначенные для
ввода-вывода дискретных и аналоговых сигналов с различными электрическими и
временными параметрами.
Коммуникационные процессоры (СР) для подключения
к сетям PROFIBUS, Industrial Ethernet, AS интерфейсу или организации связи по
PPI (point to point) интерфейсу.
Функциональные модули (FM), способные
самостоятельно решать задачи автоматического регулирования, позиционирования,
обработки сигналов. Функциональные модули снабжены встроенным микропроцессором
и способны выполнять возложенные на них функции даже в случае отказа
центрального процессора ПЛК.
При необходимости в составе контроллера могут
быть использованы:
Модули блоков питания (PS), обеспечивающие
возможность питания контроллера от сети переменного тока напряжением 120 или
230В.
Интерфейсные модули (IM), обеспечивающие
возможность подключения к центральному контроллеру стоек расширения
ввода-вывода. Контроллеры SIMATIC S7-300 позволяют использовать в своем составе
до 32 сигнальных модулей и коммуникационных процессоров, распределенных по 4
монтажным стойкам. Все модули работают с естественным охлаждением.
Модули управляющего компьютера SIMATIC M7-300.



S7-300 отвечают требованиям национальных и
международных стандартов и норм, включая DIN, UL, CSA и FM. Они имеют
сертификат Госстандарта России № РОСС DE.ME20.B00819 на соответствие
требованиям ГОСТ Р 50377-92, ГОСТ 28244-89 и ГОСТ 29216-91, а также сертификат
Госстандарта России № 1307 о регистрации контроллеров S7-300 в Государственном
реестре средств измерений № 15772-96.
Контроллеры отличаются высокой стойкостью к
ударным и вибрационным нагрузкам и имеют два исполнения:
Стандартные системы с диапазоном рабочих
температур от 0 до 60°С.
Системы с расширенным температурным диапазоном
(от -25 до 60°С) и повышенной стойкостью к воздействию влажности, конденсата и
мороза. Могут устанавливаться вне помещений в шкафах со степенью защиты IP 20.
Конструкция контроллера отличается высокой
гибкостью и удобством обслуживания:
Все модули легко устанавливаются на профильную
рейку DIN и фиксируются на установленных местах винтом.
Подключение модулей к внутренней шине
контроллера производится с помощью шинных соединителей.
Наличие фронтальных соединителей, позволяющих
производить замену модулей без демонтажа всех внешних соединений.
Подключение внешних соединений с помощью
винтовых или пружинных контактов.
Применение модульных соединений (TOP connection)
с 1- или 3-проводным подключением.
Единая для всех модулей глубина установки.
Наличие защитных крышек, закрывающих узлы подключения внешних цепей.
Возможность установки сигнальных модулей и
коммуникационных процессоров на любые посадочные места монтажной стойки.
Контроллеры SIMATIC S7-300 оснащены широким
набором функций, позволяющих в максимальной степени упростить процесс
разработки программы, ее отладки и обслуживания контроллера в процессе его
эксплуатации:
Высокое быстродействие. Выполнение инструкций за
0,3мкс существенно расширяет спектр допустимых областей использования
контроллеров.
Поддержка математики с плавающей запятой,
позволяющая выполнять эффективную обработку данных.
Простое определение параметров настройки.
Дружественные пользователю программные инструментальные средства со стандартным
интерфейсом, позволяющие задавать необходимые параметры настройки модулей.
Человеко-машинный интерфейс. Функции
обслуживания человеко-машинного интерфейса встроены в операционную систему
контроллера.
Диагностические функции, встроенные в
операционную систему контроллера. С их помощью осуществляется непрерывный
контроль функционирования системы, и выявляются все возникающие отказы.
Фиксация времен возникновения отказов в кольцевом буфере для последующего
анализа.
Парольная защита. Использование многоуровневой
парольной защиты программ пользователя.
Ключ выбора режимов работы. Ключом может быть
установлен требуемый режим работы системы. После удаления ключа из замочной
скважины заданный режим работы системы изменить невозможно.
Контроллеры SIMATIC S7-300 обладают широкими
коммуникационными возможностями:
Наличие коммуникационных процессоров для
подключения к сетям PROFIBUS, Industrial Ethernet и AS-интерфейсу.
Наличие коммуникационных процессоров для
подключения к PPI интерфейсу.
В каждый центральный процессор встроен MPI
(multi point interface) интерфейс, позволяющий создавать простые и дешевые
сетевые решения для связи с программаторами, персональными ЭВМ, устройствами
человеко-машинного интерфейса, другими системами SIMATIC S7, M7, C7. Параметры
конфигурации MPI интерфейса могут быть определены встроенными средствами STEP
7.
Центральные процессоры поддерживают следующие
виды связи:
Циклический обмен данными с устройствами
распределенного ввода-вывода по сети PROFIBUS или AS интерфейсу.
Обмен данными между системами автоматизации или
между станцией человеко-машинного интерфейса и несколькими системами автоматизации.
Обмен данными может осуществляться циклически или по прерываниям.
Подключение контроллеров SIMATIC S7-300 к сети
PROFIBUS-DP может производиться с помощью коммуникационного процессора или
через встроенный интерфейс центрального процессора.
Центральные процессоры со встроенным интерфейсом
PROFIBUS-DP позволяют создавать распределенные системы автоматического
управления со скоростным обменом данными между ее компонентами по сети
PROFIBUS-DP. Контроллер в такой системе может выполнять функции ведущего или
ведомого устройства.
Обращение к входам-выходам устройств
распределенного ввода-вывода производится теми же способами, что и к
входам-выходам центрального контроллера.
Функции ведущих сетевых устройств могут
выполнять:
Контроллеры SIMATIC S7-300, подключенные к сети
через встроенный интерфейс центрального процессора или через коммуникационный
процессор.
Контроллеры SIMATIC S7-400, подключенные к сети
через встроенный интерфейс центрального процессора или через коммуникационный
процессор.
Контроллеры SIMATIC C7, подключенные к сети
через встроенный интерфейс центрального процессора или через коммуникационный
процессор.
Контроллеры SIMATIC S5-115U/H, S5-135U,
S5-155U/H через интерфейсный модуль IM 308.
Контроллеры SIMATIC S5-95U с интерфейсом
PROFIBUS-DP.
Контроллеры SIMATIC 505.
Для организации связи по MPI интерфейсу, а также
сетям PROFIBUS и Industrial Ethernet контроллеры SIMATIC S7-300 допускают
использование различных способов передачи информации:
Циклический обмен между сетевыми контроллерами с
использованием глобальных данных.
Сетевой обмен данными по прерываниям с
использованием коммуникационных функций.
Использование глобальных данных позволяет
организовать циклический обмен данными между сетевыми контроллерами. В одном
цикле может передаваться до 4 пакетов глобальных данных по 22 байта. Режим
может быть использован для обеспечения доступа одного контроллера к памяти
данных другого контроллера. Обмен глобальными данными может осуществляться
только через MPI интерфейс. Задание параметров связи производится с помощью
таблицы глобальных данных STEP 7.
Связь с контроллерами семейства SIMATIC S5 и
контроллерами других фирм-изготовителей может осуществляться с помощью
нерезидентных блоков. Эти блоки позволяют обслуживать:- совместимую связь через
PROFIBUS и Industrial Ethernet.
Стандартную связь с системами других
фирм-изготовителей через PROFIBUS и Industrial Ethernet.интерфейс встроен во
все центральные процессоры семейства SIMATIC S7-300. Интерфейс может быть
использован для создания простых сетевых решений:
•MPI интерфейс позволяет поддерживать
одновременную связь с несколькими программаторами, компьютерами с установленным
STEP 7, устройствами человеко-машинного интерфейса, S7-300, M7-300, S7-400 и
M7-400.
•Глобальные данные. Сетевые контроллеры могут
осуществлять циклический обмен данными. За один цикл может передаваться до 16
пакетов глобальных данных по 64 байта каждый. Центральные процессоры S7-300
способны поддерживать связь не более чем с 16 партнерами, передавая за один
цикл до 4 пакетов глобальных данных по 22 байта каждый (только для STEP 7 V4.x
и более поздних версий). Глобальные данные могут передаваться только по MPI
интерфейсу.
•Внутренняя коммуникационная шина (К-шина). MPI
интерфейс центрального процессора соединен с К-шиной контроллера S7-300. За
счет этого через MPI интерфейс может быть осуществлено непосредственное
обращение программатора к функциональным модулям и коммуникационным
процессорам.
•Мощная коммуникационная технология:
•Возможность объединения до 32 MPI станций.
•До 8 динамических связей на процессор для
обмена данными с контроллерами SIMATIC S7-300/S7-400/M7/C7.
•До 4 статических связей на процессор с
программаторами, компьютерами, устройствами человеко-машинного интерфейса
SIMATIC HMI, контроллерами SIMATIC S7-300, M7-300, S7-400 или М7-400.
•Скорость передачи данных 187,5Кбит/с или
12Мбит/с.
•Максимальное расстояние между двумя соседними
MPI станциями или узлами до 50м (без повторителей), до 1100м (с двумя
повторителями), до 9100м (с 10 последовательно включенными повторителями),
свыше 50 км (через волоконно-оптический кабель с модулями оптической связи).
•Гибкие возможности расширения, обеспечиваемые
использованием устройств распределенного ввода-вывода, сетевых кабелей, сетевых
соединителей и повторителей RS 485.
В зависимости от степени сложности решаемых
задач в контроллерах S7-300 может применяться несколько типов центральных
процессоров:
Таблица 2
|
Тип
|
Краткое
описание
|
|
CPU
312IFM
|
Компактный
процессор со встроенными дискретными входами-выходами, предназначенный для
решения относительно простых задач автоматизации, не требующих обработки
аналоговых сигналов. Встроенные функции позволяют обслуживать скоростной
счетчик, производить измерение частоты, обрабатывать внешние аппаратные
прерывания.
|
|
CPU
313
|
Процессор,
предназначенный для экономичного решения относительно простых задач
автоматизации с повышенными требованиями к времени выполнения программы.
Допускает расширение памяти программ за счет установки субмодуля Flash EEPROM
объемом до 512К байт.
|
|
CPU
314IFM
|
Компактный
процессор, оснащенный встроенными дискретными и аналоговыми входами-выходами,
предназначенный для решения задач, требующих высокой скорости обработки
информации. Процессор оснащен расширенным набором встроенных функций,
позволяющих обслуживать 2 скоростных счетчика, измерять частоту, осуществлять
управление позиционированием и регулирование, обрабатывать аппаратные
прерывания.
|
|
CPU
314
|
Процессор,
предназначенный для скоростной обработки информации и позволяющий
использовать расширенные конфигурации ввода-вывода.
|
|
CPU
315
|
Процессор,
предназначенный для решения комплексных задач автоматизации, оснащенный
памятью программ большого объема и позволяющий использовать расширенные
конфигурации ввода-вывода.
|
|
CPU
315-2DP
|
Процессор
с большим объемом памяти программ, допускающий работу в конфигурациях с
распределенным и централизованным вводом-выводом. Оснащен встроенным
интерфейсом PROFIBUS-DP.
|
|
CPU
316
|
Центральный
процессор с большим объемом памяти программ и высоким быстродействием. Может
быть использован для построения централизованных и распределенных
конфигураций.
|
|
CPU
318-2DP
|
Наиболее
мощный центральный процессор семейства. Для хранения программ и данных может
выделяться по 256 Кбайт. Оснащен встроенным интерфейсом PROFIBUS-DP.
Позволяет создавать мощные сетевые конфигурации и выполнять функции ведущего
и ведомого устройств PROFIBUS-DP.
|
Основные технические характеристики центральных
процессоров:
Высокое быстродействие. Время выполнения
логической команды в CPU 312IFM и CPU 313 составляет 600нс, в CPU 314IFM … CPU
316 - 300нс, в CPU 318-2 - 100нс.
Объемы оперативной памяти, соответствующие
классу решаемых задач: от 6 Кбайт в CPU 312IFM до 512 Кбайт в CPU 318-2.
Гибкие возможности расширения. CPU 312IFM и CPU
313 допускают подключение до 8 (однорядная конфигурация), остальные центральные
процессоры - до 32 модулей (4-рядная конфигурация) ввода-вывода.интерфейс.
Одновременно до 4 статических и до 4 (CPU 314, CPU 315, CPU 315-2DP) или 8 (CPU
316) динамических соединений с S7-300/S7-400 или до 4 статических соединений с
программаторами, компьютерами или панелями оператора. CPU 318-2 позволяет
поддерживать до 32 соединений с S7-300/S7-400.
Переключатель режимов работы. Переключение
режимов с помощью специального ключа. Удаление ключа исключает возможность
несанкционированного изменения режимов работы.
Парольная защита программы пользователя.
Диагностический буфер. Сохраняет сообщения о
последних 100 отказах и прерываниях. Содержимое буфера может быть использовано
для анализа работы системы.
Необслуживаемое сохранение данных без буферной
батареи. При сбоях в питании центральный процессор способен сохранять в NVRAM
значения флагов, состояния таймеров и счетчиков.
Часы реального времени. Встроены во все
центральные процессоры. В центральных процессорах CPU 314IFM … CPU 318-2 кроме
часов встроен и календарь.
Встроенные коммуникационные функции.
Операционная система центральных процессоров поддерживает функции связи с
программаторами/панелями оператора, стандартные и расширенные (только сервер)
функции связи.
Возможность сохранения программы и данных в
карте Flash EPROM. Возможность программирования карты Flash EPROM через разъем
центрального процессора.
Набор встроенных функций в CPU 312IFM и CPU
314IFM.
Встроенный интерфейс PROFIBUS-DP в CPU 315-2DP и
CPU 318-2.
.2 Проектная компоновка МПК Siemens SIMATIC S7 -
300
В соответствии с поставленными задачами
автоматизации и разработанной ФСА для купажного отделения ЗАО МПБК «Очаково»
контроллер должен обладать следующим количеством входов/выход:
Таблица 3
|
СИГНАЛЫ
|
ВХОДЫ
|
ВЫХОДЫ
|
|
Дискретные
|
29
|
13
|
|
Аналоговые
|
30
|
9
|
Общий объем используемых сигналов составляет: 59
входа и 22 выхода, однако для разрабатываемой СА было предусмотрено резервное
количество входов/выходов на случай модернизации системы на базе Siemens
SIMATIC S7 - 300. Модульность позволила скомпоновать контроллер с необходимым
объемом каналов и процессорной производительностью, а развитые сетевые средства
без труда позволили объединить их в единую систему предприятия.
В связи с этим был выбран следующий состав МПК:
Таблица 4
|
Наименование
компонента
|
Кол-во
|
Заказной
номер
|
|
SIMATIC
S7-300, CPU 316. Центральный процессор со встроенным блоком питания =24В и
объемом рабочей памяти 128 Кбайт.
|
1
|
6ES7316-1AG00-0AB0
|
|
SIMATIC
S7-300, PS 307. Стабилизированный блок питания, ~120/230В, =24В/ 10 A.
|
1
|
6ES7307-1KA00-0AA0
|
|
SIMATIC
S7-300, SM 321. Модуль ввода дискретных сигналов, оптическая изоляция, 32
входа =24В (1х32 входа).
|
1
|
6ES7321-1EL00-0AA0
|
|
SIMATIC
S7-300, SM 322. Модуль вывода дискретных сигналов, оптическая изоляция, 32
дискретных выхода =24В/ 0.5A, суммарный выходной ток 8A.
|
1
|
6ES7322-1BL00-0AA0
|
|
SIMATIC
S7-300, SM 331. Модуль ввода аналоговых сигналов, оптическая изоляция, 8
входов, измерение сигналов напряжения/ силы тока/ термопар/ сопротивления,
прерывания, диагностика, разрешение 9/12/14 бит, установка/замена под
напряжением.
|
4
|
6ES7331-7KF01-0AB0
|
|
SIMATIC
S7-300, SM 332. Модуль вывода аналоговых сигналов, оптическая изоляция, 8
выходов, выходные сигналы напряжения/ силы тока, разрешение 11/12 бит,
диагностика, установка и замена без отключения питания.
|
2
|
6ES7332-5HD01-0AB0
|
Модуль центрального процессора.
Основные характеристики выбранного центрального
процессора:
Таблица 5
|
ОЗУ
|
128
Кбайт/ 42 Кбайт инструкций
|
|
Загружаемая
память:
|
|
встроенная
|
192
Кбайт RAM
|
|
подключаемая
|
512
Кбайт Flash EEPROM
|
|
Данные:
|
|
|
сохраняемые
без батареи
|
4
Кбайт, биты памяти, счетчики, таймеры и данные
|
|
сохраняемые
с батареей
|
Дополнительно
все блоки данных
|
|
Язык
программирования
|
STEP
7
|
|
Организация
программы
|
Линейная,
разветвленная
|
|
Типы
блоков
|
Организационные
(OB), функциональные (FB), функции (FC), данных (DB), системных функций (SFB,
SFC)
|
|
Максимальное
количество блоков
|
128
FC, 128 FB или 127 DB
|
|
Варианты
выполнения программы:
|
|
свободные
циклы
|
Возможно
(OB1)
|
|
по
сторожевого таймера
|
Возможно
(OB35)
|
|
по
реальному времени
|
Возможно
(OB10)
|
|
по
временным прерываниям
|
Возможно
(OB10)
|
|
по
аппаратным прерываниям
|
Возможно
(OB40)
|
|
рестарт
|
Возможно
(OB100)
|
|
Количество
блоков на выполняемую программу
|
8
|
|
Глубина
вложений
|
8
|
|
Набор
инструкций
|
Логические
операции, операции со скобками, назначение результата, сохранение, счет,
загрузка, передача, сравнение, сдвиг, вращение, вызов блоков, операции над
числами с фиксированной и плавающей запятой, функции переходов.
|
|
Парольная
защита программы
|
Возможна
|
|
Системные
функции (SFC)
|
Обработка
прерываний, ошибок и отказов; копирование данных; временные функции (часы);
диагностические функции; определение параметров модулей; переопределение
режимов работы.
|
|
Время
выполнения:
|
|
логических
операций
|
0.3…0.6мкс
|
|
операций
со словами
|
1.0мкс
|
|
операций
с таймерами и счетчиками
|
12мкс
|
|
сложения
целых чисел
|
2.0мкс
|
|
сложения
действительных чисел
|
50.0мкс
|
|
Контроль
длительности цикла сканирования:
|
|
по
умолчанию
|
150мс
|
|
допустимый
диапазон
|
1…6000мс
|
|
Биты
памяти:
|
|
общее
количество
|
2048
|
|
сохраняемые
при наличии батареи
|
До
2048
|
|
сохраняемые
без батареи
|
До
2048
|
|
Биты
памяти:
|
|
общее
количество
|
2048
|
|
сохраняемые
при наличии батареи
|
До
2048
|
|
сохраняемые
без батареи
|
До
2048
|
|
Счетчики:
|
|
общее
количество
|
64
|
|
сохраняемые
при наличии батареи
|
До
64
|
|
сохраняемые
без батареи
|
До
64
|
|
числовой
диапазон
|
1…999
|
|
Таймеры:
|
|
общее
количество
|
128
|
|
сохраняемые
при наличии батареи
|
До
128
|
|
сохраняемые
без батареи
|
До
128
|
|
диапазоны
выдержек времени
|
10мс…9990с
|
|
Многоточечный
интерфейс (MPI):
|
|
количество
станций
|
До
31 станции на шине MPI (программаторы, компьютеры, панели операторов, S7-300,
S7-400, M7-300, M7-400, C7-620). До 4 статических и 8 динамических активных
соединений.
|
|
скорость
передачи
|
187.5Кбит/с
|
|
расстояние
между соседними станциями
|
До
50м без повторителей. До 1100м с двумя и до 9100м с десятью повторителями. До
23.8км при использовании оптоволоконного кабеля.
|
|
Варианты
программирования
|
С
помощью программаторов PG720, PG720C, PG740, PG760. С помощью ПЭВМ. Через MPI
и PROFIBUS-DP интерфейсы.
|
|
Адресное
пространство ввода-вывода
|
256/256
байт
|
|
Отображение
процесса
|
128/128
байт
|
|
Дискретных
входов-выходов
|
До
1024 каналов
|
|
Аналоговых
входов-выходов
|
До
128 канала
|
|
Количество
модулей в системе
|
До
32
|
|
Количество
стоек в системе
|
До
4
|
|
Количество
DP линий на ЦП (встроенный интерфейс/ СР342-5)
|
-/1
|
|
DP
станций на ЦП (встроенный интерфейс/ СР342-5)
|
-/64
|
|
Адресное
пространство на станцию
|
122
байт
|
|
Модулей
ЕТ 200М
|
8
|
|
DP
соединений (ведущий-ведомый)
|
1
(СР342-5)
|
|
Нерезидентный
сервис
|
Связь
с программатором и панелью оператора, S5 коммуникации, стандартные
коммуникации.
|
|
Количество
соединений
|
4/8
|
|
Напряжение
питания:
|
|
номинальное
значение
|
=24В
|
|
допустимый
диапазон изменений
|
20.4…28.8В
|
|
Потребляемый
ток
|
1.0А
|
|
Потребляемый
ток импульсный
|
8.0А
|
|
Потребляемая
мощность
|
8Вт
|
|
Габариты
|
80х125х130мм
|
|
Масса:
|
|
центрального
процессора
|
0.53кг
|
|
картриджа
памяти
|
0.016кг
|
|
Допустимый
состав модулей:
|
|
функциональных
(FC)
|
8
|
|
коммуникационных
(CP, PPI)
|
4
|
|
коммуникационных
(CP, LAN)
|
2
|
|
Доступное
программное обеспечение:
|
|
программное
управление
|
16
циклами
|
|
диагностирование
процесса
|
Возможно
|
|
S7-GRAPH
|
Возможно
|
|
S7-HiGRAPH
|
Возможно
|
|
S7-SCL
|
Возможно
|
|
CFC
|
Возможно
|
Модуль питания.
Контроллеры SIMATIC S7-300 используют для своей
работы постоянный ток напряжением 24В. Модуль PS 307 преобразует входное
напряжение ~120/230В в выходное напряжение 24В постоянного тока. Он может
использоваться как для питания внутренних цепей контроллера, так и для питания
его входных и выходных цепей.
Модуль монтируется на стандартную профильную
шину DIN. Справа от него монтируется модуль центрального процессора.
Подключение к центральному процессору производится через внутренний
соединитель.
На лицевой панели модуля расположены:
•Индикатор выходного напряжения =24В.
•Переключатель выбора уровня входного
напряжения.
•Выключатель.
•Терминал для подключения кабеля входного
напряжения, кабеля выходного напряжения и защитного заземления.
Основные характеристики выбранного блока
питания:
Таблица 6
|
Вход
|
|
Входное
напряжение:
|
|
номинальное
значение
|
~120/230В
|
|
допустимый
диапазон изменений
|
93…132/187…264В
|
|
Допустимый
перерыв в питании
|
|
Частота
входного напряжения:
|
|
номинальное
значение
|
50/60Гц
|
|
допустимый
диапазон изменений
|
47…63Гц
|
|
Входной
ток:
|
|
при
~230В
|
1.0А
|
|
при
~120В
|
2.0А
|
|
Ток
короткого замыкания
|
45А
|
|
Выход
|
|
Выходное
напряжение:
|
|
номинальное
значение
|
=24В
|
|
допустимый
диапазон изменений
|
24В+5%
(холостой ход)
|
|
Выходной
ток
|
5А
|
|
Защита
от короткого замыкания
|
Электронная
|
|
Общие
данные
|
|
Класс
защиты
|
I
(по ICE 536), с защищенными проводниками)
|
|
Коэффициент
полезного действия
|
87%
|
|
Потребляемая
мощность
|
18Вт
|
|
Габариты
|
80х125х120мм
|
|
Масса
|
0.74кг
|
|
Сечение
проводников
|
2
х 0.5…2.5мм2 (20…13AWG)
|
Модули ввода дискретных сигналов.
Модули ввода дискретных сигналов предназначены
для преобразования параметров внешних входных дискретных сигналов в параметры
внутренних цифровых сигналов контроллера. Они позволяют вводить в контроллер
сигналы переключателей и 2-проводных датчиков.
Модули выпускаются в пластиковых корпусах. На их
лицевых панелях расположены зеленые светодиоды, предназначенные для контроля
состояния входных цепей модулей.
Модули монтируются на профильную рейку DIN и
соединяются с соседними модулями с помощью шинных соединителей. Адресация
входов определяется номером разъема, к которому подключен модуль.
Подключение входных цепей производится к съемным
фронтальным соединителям, которые закрываются защитными крышками. На крышки
наносится маркировка входных цепей. Наличие фронтального соединителя позволяет
производить замену модуля без демонтажа его внешних цепей.
Основные характеристики выбранного модуля ввода
дискретных сигналов SM 321:
Таблица 7
|
Количество
входов
|
32
|
|
Напряжение
питания модуля:
|
|
номинальное
значение
|
=24В
|
|
допустимый
диапазон изменений
|
20.4…28.8В
|
|
Входное
напряжение:
|
|
номинальное
значение
|
=24В
|
|
логической
единицы
|
15…30В
|
|
логического
нуля
|
-3…+5В
|
|
Задержка
распространения входного сигнала
|
1.2…4.8мс
|
|
Длина
кабеля:
|
|
обычного
|
600м
|
|
экранированного
|
1000м
|
|
Потребляемая
мощность
|
4.0Вт
|
|
Фронтальный
соединитель
|
40-полюсный
|
|
Габариты
|
40х125х120мм
|
|
Масса
|
0.22кг
|
Модули вывода дискретных сигналов.
Модули вывода дискретных сигналов предназначены
для преобразования внутренних дискретных сигналов контроллера во внешние
дискретные сигналы с требуемыми параметрами. К ним могут подключаться
исполнительные механизмы или их коммутационные аппараты.
Модули выпускаются в пластиковых корпусах. На их
лицевых панелях расположены зеленые светодиоды индикации состояния выходных
цепей.
Модули монтируются на профильную рейку DIN и
соединяются с соседними модулями с помощью шинных соединителей. Адресация
входов определяется номером разъема, к которому подключен модуль.
Подключение входных цепей производится к съемным
фронтальным соединителям, которые закрываются защитными крышками. На крышки
наносится маркировка входных цепей. Наличие фронтального соединителя позволяет
производить замену модуля без демонтажа его внешних цепей.
Основные характеристики выбранного модуля вывода
дискретных сигналов SM322:
Таблица 8
|
Количество
выходов32
|
|
|
Напряжение
питания нагрузки L+/L1:
|
|
номинальное
значение
|
=24В
|
|
допустимый
диапазон изменений
|
20.4…28.8В
|
|
Выходное
напряжение логической единицы
|
L+
- 0.8В
|
|
Выходной
ток логической единицы:
|
0.5А
|
|
Выходной
ток логического нуля
|
0.5мА
|
|
Ламповая
нагрузка
|
5Вт
|
|
Частота
переключений выходов:
|
|
при
активной нагрузке
|
100Гц
|
|
при
индуктивной нагрузке
|
0.5Гц
|
|
при
ламповой нагрузке
|
100Гц
|
|
Защита
от коротких замыканий
|
Электронная
|
|
Длина
кабеля:
|
|
|
обычного
|
600м
|
|
экранированного
|
1000м
|
|
Потребляемый
ток
|
200мА
|
|
Потребляемая
мощность
|
5.0Вт
|
|
Фронтальный
соединитель
|
40-полюсный
|
|
Габариты
|
40х125х120мм
|
|
Масса
|
0.21кг
|
Модули ввода аналоговых сигналов.
Модули ввода аналоговых сигналов предназначены
для аналого-цифрового преобразования внешних аналоговых сигналов в цифровые
сигналы контроллера. К модулям могут подключаться датчики с унифицированными
выходными электрическими сигналами, термопары, термометры сопротивления.
Модули выпускаются в пластиковых корпусах. На их
лицевых панелях расположены красные светодиоды для индикации аварийных
состояний.
Модули монтируются на профильную рейку DIN и
соединяются с соседними модулями с помощью шинных соединителей. Адресация
входов определяется номером разъема, к которому подключен модуль.
Подключение входных цепей производится к съемным
фронтальным соединителям, которые закрываются защитными крышками. На крышки
наносится маркировка входных цепей. Наличие фронтального соединителя позволяет
производить замену модуля без демонтажа его внешних цепей.
Разрешающая способность модулей может быть
установлена в пределах 9…14 бит плюс знаковый разряд. От этого параметра
зависит и время преобразования.
Выбор вида входного сигнала (сила тока или
напряжение) производится аппаратно путем установки картриджа входных сигналов.
Точная настройка модуля осуществляется функциями конфигурирования аппаратных
средств пакета STEP 7.
Модули способны формировать запросы на
прерывание центрального процессора для передачи диагностических сообщений и
сообщений об ограничении входного сигнала. При необходимости от модуля может
быть получена расширенная диагностическая информация.
Основные характеристики выбранного модуля ввода
аналоговых сигналов SM331:
Таблица 9
|
Общее
количество входов
|
8
|
|
Из
них входов для измерения сопротивления
|
4
|
|
Напряжение
питания
|
=24В
|
|
Защита
от изменения полярности сигнала
|
Есть
|
|
Параметры
входных сигналов:
|
|
|
напряжения
|
±80мВ;
±250мВ; ±500мВ; ±1В; ±2.5В/100МОм; ±5В; 1…5В; ±10В
|
|
силы
тока
|
±10мА;
±3.2мА; ±20мА; 0…20мА; 4…20мА/
|
|
термометров
сопротивления
|
Pt100;
Ni 100
|
|
Максимально
допустимое напряжение
|
20В
(для входов измерения напряжения)
|
|
Максимально
допустимый ток
|
40мА
(для входов измерения силы тока)
|
|
Время
интегрирования
|
2.5/16.6/20/100
мс
|
|
Опорная
частота преобразования
|
400/60/50/10
Гц
|
|
Разрешающая
способность:
|
|
|
униполярные
сигналы
|
9/12/12/14
бит
|
|
биполярные
сигналы (S-знаковый разряд)
|
9 бит + S /12 бит
+ S /12 бит
+ S /14 бит
+ S
|
|
Рабочая
погрешность преобразования
|
±1%
|
|
Базисная
погрешность преобразования
|
±0.6%
|
|
Диагностика
|
Красный
светодиод для индикации групповых ошибок и сбоев. Диагностическая информация
может быть считана.
|
|
Длина
кабеля
|
200м
(50м при 80мА)
|
|
Потребляемый
ток
|
200мА
|
|
Фронтальный
соединитель
|
20-полюсный
|
|
Габариты
|
40х125х120мм
|
|
Масса
|
0.25кг
|
Модули вывода аналоговых сигналов.
Модули вывода аналоговых сигналов предназначены
для цифро-аналогового преобразования внутренних цифровых сигналов контроллера в
выходные аналоговые сигналы.
Модули выпускаются в пластиковых корпусах. На их
лицевых панелях расположены красные светодиоды для индикации аварийных
состояний.
Модули монтируются на профильную рейку DIN и
соединяются с соседними модулями с помощью шинных соединителей. Адресация входов
определяется номером разъема, к которому подключен модуль.
Подключение входных цепей производится к съемным
фронтальным соединителям, которые закрываются защитными крышками. На крышки
наносится маркировка входных цепей. Наличие фронтального соединителя позволяет
производить замену модуля без демонтажа его внешних цепей.
Разрешающая способность модулей равна 12 бит
плюс знаковый разряд. Параметры выходных сигналов определяются программно на
этапе конфигурирования модуля.
Модули способны формировать запросы на
прерывание центрального процессора для передачи диагностических сообщений и
сообщений об ограничении входного сигнала. При необходимости от модуля может
быть получена расширенная диагностическая информация.
Основные характеристики выбранного модуля вывода
аналоговых сигналов SM332:
Таблица 10
|
Количество
выходов
|
8
|
|
Напряжение
питания
|
=24В
|
|
Параметры
выходных сигналов:
|
|
напряжения/
сопротивление нагрузки
|
0…10В;
±10В; 1…5В/ 1кОм
|
|
силы
тока/ сопротивление нагрузки
|
4…20мА;
±20мА; 0…20мА/ 0.5кОм
|
|
Максимальная
емкость нагрузки
|
1мкФ
|
|
Максимальная
индуктивность нагрузки
|
1мГн
|
|
Защита
от короткого замыкания
|
Есть
|
|
Ток
уставки защиты
|
25мА
|
|
Напряжение
на разомкнутом выходе
|
15В
|
|
Разрешающая
способность:
|
|
униполярные
сигналы
|
12
бит
|
|
биполярные
сигналы
|
11
бит + знак
|
|
Время
преобразования на канал
|
0.8мс
|
|
Время
установления выходного сигнала:
|
|
при
активной нагрузке
|
0.1мс
|
|
при
емкостной нагрузке
|
3.3мс
|
|
при
индуктивной нагрузке
|
0.5мс
|
|
Рабочая
погрешность преобразования:
|
|
для
каналов напряжения
|
±0.5%
|
|
для
каналов силы тока
|
±0.6%
|
|
Базисная
погрешность преобразования
|
|
для
каналов напряжения
|
±0.2%
|
|
для
каналов силы тока
|
±0.3%
|
|
Диагностические
прерывания
|
Есть
|
|
Диагностика
|
Красный
светодиод для индикации групповых ошибок и сбоев. Диагностическая информация
может быть считана.
|
|
Длина
кабеля
|
200м
|
|
Потребляемый
ток
|
240мА
|
|
Фронтальный
соединитель
|
20-полюсный
|
|
Габариты
|
40х125х120мм
|
|
Масса
|
0.22кг
|
7. Описание
алгоритмов работы МПК
Описание процесса купажа водки предназначено для
разработки алгоритмического обеспечения МПК.
Основанием для начала работы АСУ купажного
отделения является команда на заполнение НЕ спирта и воды (либо наличие там
спирта или воды), которая подается оператором, обслуживающим данную СУ. Этот
процесс начнет выполняться если:
Запорный клапан спиртовой и водной магистрали в
правильном положении (получен сигнал от индуктивного датчика);
есть сигнал о верхнем уровне НЕ;
опустошение емкостей не происходило;
После чего идет сигнал от контроллера на
открытие запорного клапана обслуживаемого НЕ и включение электродвигателя
насоса (позиция 78,79, лист 1).
Условием на завершение процесса откачки спирта
или воды служит действие оператора, направленное на отключение электродвигателя
(ручное завершение), но если по истечению времени, отведенному на опорожнение
НЕ, такой команды не последует, процесс будет завершен в автоматическом режиме.
Если в НЕ достигается верхний уровень программой контроллера формируется сигнал
на отключение электродвигателя и закрытия запорного клапана, если же нижнего
уровня, то поступает сигнал на открытие задвижки и начала работы насоса.
Перед началом смешивания происходит фильтрация
спирта и воды, на протяжении всего периода фильтрации контролируется давление
до и после фильтра, если же давление превысит допустимую норму поступает сигнал
на аварийное отключение насосов.
Параметры выбранного рецепта передаются в МПК по
команде обмена данными и могут быть при необходимости оперативно
скорректированы с помощью ПЭВМ оператора.
В ходе процесса купажирования МПК с помощью
управляющего воздействия на регулирующий клапан поддерживает заданную в уставке
температуру продукта в теплообменнике. При формировании управляющего
воздействия используется ПИ закон регулирования. Настроечные параметры
регулятора хранятся в SCADA-системе на ПЭВМ оператора и передаются в МПК на
этапе инициализации.
Помимо температуры МПК отслеживает текущее
значение давления в смесителе, магистрали подачи холодной воды, а также
давления до и после фильтрации по сигналам от датчиков давления и в случае
превышения, связанного с отказом предохранительной арматуры, выдает сигнал об
аварии, что говорит о возможном засорении фильтра, либо о его неисправности.
Если проблема в течение отведенного времени на устранение данной аварии не
исчезает, то избыточное давление стравливается в контур CIP через верхний
запорный клапан текущей трубной панели.
Результатом завершения купажирования (смешения)
является получение водно-спиртовой смеси. Водку в соответствии с
технологической схемой следует направить в НЕ, предварительно отфильтровав.
Признаком завершения смешивания является
отсутствие потока в магистралях и отсутствие аварийных ситуаций, фиксируемых
МПК. При срабатывании этого датчика МПК выполняет программу, отвечающую за
прекращение процесса перекачивания.
В ходе этого процесса МПК контролирует, чтобы уровень
в НЕ прибавлялся на величину равную убыванию уровня в НЕ. Это необходимо для
того, чтобы зафиксировать потери продукта в трубопроводе и вовремя остановить
процесс, избежав больших потерь продукта.
Помимо температуры, также регулируется крепость
водки, при помощи Пи закона регулирования. Настроечные параметры регулятора
хранятся в SCADA-системе на ПЭВМ оператора и передаются в МПК на этапе
инициализации. В случае если крепость водки выше или меньше 40, поступает
сигнал на расходомеры и регулирующие клапаны НЕ спирта и воды.
Действия операторов логируются с целью
последующего причинно-следственного разбора. Лог-файлы передаются в архив
системой управления.
Условные обозначения программно-логических
индикаторов
Таблица 11
|
Обозначение
|
№
на ФСА
|
Характеристики
флага
|
Состояние
флага (бит)
|
|
|
|
1
|
0
|
|
LiH/LiL
|
2,5,8,14,17,20,23,53,56,63
|
Верхний
уровень/нижний уровень
|
Достигнут
|
нет
|
|
ViS/ViC
|
3,6,9,15,18,21,24,54,56,64
|
Состояние
клапана/управляющий сигнал
|
Открыт/
есть
|
Закрыт/нет
|
|
INVi/INViC
|
77,78,79
|
ЧП
насоса/воздействие на ЧП
|
Вкл/есть
|
Выкл/нет
|
|
PEi_do/
PEi_posle
|
37,36,50
38,40,51
|
Датчик
давления до/после фильтрации
|
 
|
 
|
|
KRi/KRiC
|
70-76,
80,81,48
|
Состояние
регулирующий клапана/управляющий сигнал
|
В
работе/ есть
|
Откл/
нет
|
|
TEi
|
44-47
|
Датчик
температуры
|

|
иначе
|
|
QE67
|
57
|
Спиртометр
|
40град
|
иначе
|
|
FEi
|
66,69,60
|
Расходмер
|
=заданию
|
нет
|
|
PEi
|
41,49
|
Датчик
давления
|
норма
|
>нормы
|
Формирование протокола аварий
Таблица 12
|
Флаг
|
Характеристики
флага
|
Состояние
флага (бит)
|
|
|
1(авария)
|
0
|
|
Av_Li
|
Авария
датчика уровня
|
LiH&LiL
|
иначе
|
|
Av_Vi
|
Авария
включения клапана II авария датчика клапана
|
Tv_on=1&ViS=0&ViC=1 II
Tv_on=1&ViS=1&ViC=0
|
иначе
|
|
Av_INV
|
Авария
ЧП насоса
|
T_INV_on=0&INVi=0&INViC=1IIT_INV_on=1&INVi=1&INViC=0
|
иначе
|
|
Av_PEi_do/posle
|
Датчик
давления (до/после смешивания)
|
T_dPi =1 & PEi_do=1II T_dPi=1 &
PEi_posle=1
|
иначе
|
|
Av_TE47
|
Датчик
температуры
|
TE47=0 & T_dT=1 & F_on_oxl=1
|
иначе
|
|
Av_KRi
|
Авария
включения регулирующего клапана II авария ИМ
|
T_KRi=1 & KRiC=1& KRi=0 II T_KRi=1
& KRiC=0 & KRi=1
|
иначе
|
|
Av_QE57
|
Авария
датчика измерения крепости
|
T_dQ=1 & LiL=1 & QE57=1 II T_dQ=1
& LiH=1 & QE57=0
|
иначе
|
|
Av_FEi
|
Авария
расходомера
|
T_dF=1
& FEi=1
|
иначе
|
Флаги работы системы
Таблица 13
|
Флаг
|
Характеристики
флага
|
Состояние
флага (бит)
|
0
|
|
F_INI
|
Флаг
инициализации
|
была
|
Не
было
|
|
F_RR
|
Флаг
режима работы
|
Автоматический
|
ручной
|
|
F_Start
|
Флаг
начала работы
|
Работать
|
Не
работать
|
|
F_Stop
|
Флаг
требования немедленной остановки
|
Остановка
|
продолжить
|
|
F_Work
|
Флаг
разрешения на работу
|
Можно
|
нельзя
|
|
F_close_Fl
|
Запрет
подачи на фильтрацию
|
Есть
|
Нет
|
|
F_on_Fl
|
Продолжить
фильтрацию
|
Да
|
нет
|
|
F_off_Fl
|
Приостановить
фильтрацию
|
Да
|
нет
|
|
F_close_oxl
|
Запрет
подачи холодной воды
|
Есть
|
нет
|
|
F_on_oxl
|
Продолжить
охлаждение
|
Да
|
нет
|
|
F_on_smes
|
Продолжить
смешение
|
Да
|
нет
|
Описание таймеров
Таблица 14
|
Обозначение
|
Характеристики
флага
|
Состояние
флага (2бита)
|
|
|
0
|
1
|
Иначе
|
|
Tv_on
|
Время
на открытие клапана
|
отработал
|
отключен
|
В
работе
|
|
Tv_off
|
Время
на закрытие клапана
|
отработал
|
отключен
|
В
работе
|
|
T_INV_on
|
Время
на включение насоса
|
отработал
|
отключен
|
В
работе
|
|
T_INV_off
|
Время
на выключение насоса
|
отработал
|
отключен
|
В
работе
|
|
T_dPi
|
Время
на измерение давления
|
отработал
|
отключен
|
В
работе
|
|
T_dT
|
Время
на измерение температуры
|
отработал
|
отключен
|
В
работе
|
|
T_KRi
|
Время
на срабат. Регул. клапана
|
отработал
|
отключен
|
В
работе
|
|
T_dR
|
Время
на измерение расхода
|
отработал
|
отключен
|
В
работе
|
|
T_dQ
|
Время
на измерение крепости
|
отработал
|
отключен
|
В
работе
|
Разработка алгоритмов.
Микропроцессорные контроллеры работают в режиме
реального времени (РВ). Это значит, что МПК должен захватывать сигналы из
внешних устройств, обрабатывать их и выдавать управляющие воздействия во
внешние цепи в одном темпе с ходом технологического процесса. Любые задержки в
обработке, зацикливание, ожидание и т.п. недопустимы, так как могут привести к
фатальным последствиям. Кроме того МПК должен обеспечивать работу как в режиме
on-line с вышестоящей ПЭВМ (с точки зрения обмена командами), так и в
отсутствие связи с ПЭВМ. В последнем случае МПК должен обеспечивать хранение
упорядоченных данных о свершившихся событиях (архива) в течение заданного
промежутка времени с тем, чтобы при восстановлении связи с ПЭВМ эти данные
могли быть переданы в нее и не происходило потери информации.
Основные элементы алгоритмического обеспечения
систем РВ:
Главная программа (ядро):
это небольшая по объему часть алгоритмического
обеспечения, которая должна выполняться бесконечно с момента включения в работу
МПК. Понятия «начало» и «конец» здесь не существует, это пример так называемого
закольцованного алгоритма. Время выполнения полного цикла (круга) ядра должно
быть малым (доли секунды, как правило, миллисекунды). Именно из ядра происходит
переход в подпрограммы, которые связаны с функциональным предназначением МПК.
Из каждой такой подпрограммы, после отработки всех команд, происходит возврат в
ядро.
Служебные подпрограммы:
к таковым относятся подпрограммы,
непосредственно не связанные с технологическими процессами, но обеспечивающие
систематизацию полученных данных, обменные функции и подобные операции. Типовые
служебные подпрограммы:
Инициализация. Эта подпрограмма выполняется один
раз при старте работы. Ее назначение - формирование в оперативной памяти МПК
параметров, необходимых для функционирования МПК (аварийные и нормативные
границы для технологических параметров, масштабные коэффициенты, задания
регуляторам, очистка областей оперативной памяти, сброс выходов во внешние
цепи), то есть параметры, которые заданы заранее и без необходимости не должны
изменяться. Эти данные обычно при инициализации передаются из постоянного
запоминающего устройства (перепрограммируемого ПЗУ) в оперативное ЗУ (ОЗУ), с
которым работает МПК.
Подпрограмма опроса внешних устройств. Внешние
устройства являются с точки зрения обработки данных медленными (в сравнении с
ОЗУ). Кроме того, многие внешние устройства являются многоканальными и гораздо
быстрее опросить сразу все каналы, чем обращаться к какому-то одному каналу,
так как при каждом обращении к модулю необходимо его проинициализировать, что
тоже требует временных затрат. Поэтому типовым стилем работы с МПК является
опрос всех внешних устройств с упорядоченным хранением всех захваченных данных
в ОЗУ МПК. Дальнейшие подпрограммы в пределах одного круга оперируют с данными,
хранящимися в ОЗУ и, поскольку время круга пренебрежимо мало в сравнении с
инерционными свойствами реальных объектов эти данные являются актуальными. На
следующем круге произойдет обновление данных в ОЗУ и т.д. Данная подпрограмм
должна выполняться всегда, независимо от того, идет ли технологический процесс
или нет - данные о датчиках, исполнительных механизмах, состоянии приводов и
т.д. нужно формировать постоянно, чтобы SCADA система вышестоящей ПЭВМ отражала
реальную текущую ситуацию.
Подпрограмма формирования информационной модели.
Эта подпрограмма упорядочивает данные, полученные в ходе опроса внешних
устройств, в область ОЗУ так, чтобы все остальные подпрограммы «знали», к
какому именно слову (байту, биту) ОЗУ нужно обратиться, чтобы забрать
необходимую информацию. В этой же подпрограмме происходит выдача управляющих
воздействий во внешние цепи. Управляющие воздействия берутся из соответствующих
областей ОЗУ, где они были сформированы технологическими подпрограммами.
Подпрограмма разбора аварийных ситуаций. Эта подпрограмма
формирует параметры аварийных ситуаций. Каждый такой параметр имеет
соответствующую мнемонику, по которой можно определить, какая именно аварийная
ситуация имеет место. Формирование каждой аварийной переменной осуществляется
при помощи логического разбора соответствующих условий. Результат работы
подпрограммы - блок аварийных переменных (битов), в каждую из которых занесено
значение 0 (аварии нет) или 1 (авария имеет место). Все технологические
подпрограммы обязательно в своей работе учитывают состояние своих аварийных
переменных.
Подпрограмма формирования протоколов. Эта
подпрограмма записывает в кольцевой буфер специально выделенных областей ОЗУ
два независимых протокола: протокол информационной модели и протокол аварий.
Каждый протокол в своем буфере имеет 2 метки (начало и конец текущего
протокола) и счетчик количества записанных протоколов. Каждый протокол
сопровождается переменной, в которую заносится время формирования протокола.
Новый протокол записывается в область буфера по метке «конец предыдущего»+ 1.
После записи счетчик увеличивается на единицу. Поскольку буфер кольцевой, то по
заполнению его самые старые протоколы будут затираться самыми новыми. Буфер
рассчитан на такой объем записей, чтобы МПК мог накапливать архивы в течение
длительного времени в случае отсутствия связи с вышестоящей ПЭВМ (исключение
ситуацией с потерей информации). Если связь присутствует, то после формирования
протокола он должен по запросу с ПЭВМ передаться ей, в результате чего метки
сдвигаются назад и счетчик уменьшается на единицу. Таким образом при постоянной
связи МПК и ПЭВМ в буфере хранится не более одного протокола, остальные
постоянно передаются наверх.
Подпрограмма обмена с ПЭВМ. МПК является
пассивным устройством с точки зрения обмена. Каждый раз МПК анализирует флаг
(бит) запроса на обмен информацией, который выставляет ПЭВМ. Если запрос есть,
то МПК принимает команду обмена и передает (принимает) информационный массив
или производит действие, которое потребовала ПЭВМ.
Технологические подпрограммы:
эти подпрограммы являются
объектно-ориентированными и именно в них выполняются программно-логические
функции, функции регулирования, функции блокировки и контроля.
8. Мнемоническая
схема
Мнемосхема - графическая модель, отображающая
динамически изменяющуюся функциональную техническую схему управляемого
оператором объекта. Данная схема дает визуальное представление о процессе. Она
представляет собой картинку на мониторе компьютера, на которой отображен весь
технологический процесс.
Автоматизированное рабочее место оператора
купажного отделения выполнено на базе SCADA-пакета. Система создана как для
работы в реальном времени, так и для архивирования и просмотра истории
изменения параметров.
Система контроля и управления в реальном времени
процессом брожения предназначена для:
· отображения текущих значений параметров;
· регулирования основных параметров;
· выполнения настроек регуляторов;
· оповещения о критических ситуациях.
Оператор контролирует работу установки при
помощи операторского интерфейса, расположенного на передней панели шкафа
управления. Операторский интерфейс включает:
Графическую цветную индикаторную панель с
устройством предэкранного ввода;
-кнопочную цифро-символьную клавиатуру.
На индикаторной панели отображаются состояние
оборудования купажных установок и ход технологического процесса в виде
мнемонических схем. При помощи устройства предэкранного ввода, путём нажатия
изображённых на мнемосхеме клавиш и символов, оператор может выполнять переход
между экранами, выбор необходимых полей уставок. Клавиатура предназначена для
ввода числовых значений в эти поля.
Всего, на графической панели может отображаться
5 мнемосхем:
Главная мнемосхема, предназначенная для
комплексного отображения состояния всего технологического оборудования,
включая:
· спиртовые, водные и водочные ёмкости;
· насосное оборудование;
· собственно - смеситель;
· теплообменники;
· фильтры;
Мнемосхема спиртовых емкостей и насосного
оборудования, которая предназначена для настройки предупредительных и аварийных
границ уровней спиртовых емкостей, производительности, режима работы спиртового
насоса и давления в спиртовой магистрали;
В прямоугольнике отображается текущее значение
технологического параметра;
Слева от НЕ располагается цветовой индикатор,
отражающий достоверность и «качество» соответствующего параметра:
· зелёный - норма;
· красный - авария.
В прямоугольнике отображается текущее значение
уставки соответствующего параметра. Для того, чтобы ввести уставку, необходимо
прикоснуться к белому полю. При этом, на его поверхности возникает курсор в
виде вертикальной линии. Затем, следует, пользуясь цифровой клавиатурой, ввести
нужное число и нажать клавишу «Enter». При вводе числа с клавиатуры должен быть
включён режим «Num» (включается соответствующей клавишей, после чего на ней загорается
зелёный индикатор). Введённое число отображается в белом поле и после нажатия
«Enter» воспринимается системой, появляясь в сером поле.
При необходимости, для ввода числа можно
воспользоваться «виртуальной клавиатурой». Для этого следует нажать комбинацию
клавиш Alt-Esc. После чего в нижней части экрана появится стандартная полоса
Windows CE. Необходимо дважды щёлкнуть по небольшому значку с изображением
клавиатуры справа на полосе. На экране появится изображение алфавитно-цифровой
клавиатуры, которой можно пользоваться как «настоящей».
Порядок подготовки установки к работе
Перед началом работы на установке необходимо
выполнить следующие действия:
Включить все автоматы защиты в шкафу управления
(если шкаф был выключен), подав тем самым питание на все
контрольно-измерительные приборы и систему управления. Запуск вычислителя
системы управления занимает около 15-20сек. В том случае, если процесс запуска
завершился успешно, на дисплее шкафа управления появляется главная
мнемоническая схема (см. Лист 6);
Включить частотные регуляторы спиртового и
водяного насосов, а также открыть всю необходимую арматуру на спиртовой и
водной магистралях в помещениях спиртохранилища и цеха водоподготовки
соответственно;
Проверить положение ручной задвижки на общем
байпасе водной магистрали теплообменника. (задвижка должна находиться в
частично приоткрытом состоянии - около 20-30%)
Проверить положение ручных задвижек водных
магистралей теплообменников установок 1 и 2. (задвижки должны находиться в
полностью закрытом положении);
Давление, необходимое для нормальной работы
установки должно быть в диапазоне 6.0-8.0 Атм.
Подключить к выходной магистрали незаполненную
ёмкость для продукта;
Открыть кран (краны) после смесительной головки;
Проконтролировать открытие продуктовых кранов на
выходе водочных фильтров.
Непосредственно перед запуском процесса
намешивания - открыть краны спиртовой и водной магистралей соответствующей
установки (или установок);
После открытия спиртовой и водной задвижки
следует проконтролировать давление в магистралях по показаниям стрелочных
приборов, расположенных перед спиртовым фильтром и водяным. Давление не должно
превышать:
.5 Атм - в спиртовой магистрали
.5 Атм - в водной магистрали
Порядок проверки АСУ
Перед запуском установки следует проверить работоспособность
автоматизированной системы управления установкой. Там, где это возможно -
рекомендуется проконтролировать соответствие отображаемых на мнемосхемах
параметров по дублирующим стрелочным приборам или логически. Проверку состояния
мнемосхемы желательно проводить от входа к выходу установки - т.е. слева
направо. Так, например:
Изображённые на главной мнемосхеме ёмкости со
спиртом (Е1-Е2) и водой (С1-С3) не должны быть пусты и показываемый уровень в
них должен приблизительно соответствовать реальному;
Изображение на главной мнемосхеме подключённой
выходной ёмкости не должно иметь индикации о переполнении (красным цветом);
Насосы на главной мнемосхеме должны быть
остановлены (изображение крыльчатки не вращается и расположенный рядом зелёный
индикатор пуска - не горит). Красный индикатор аварии - погашен;
Давление в спиртовой и водной магистралях,
отображаемое на главной и подробной мнемосхемах, также должно соответствовать
показаниям стрелочных приборов;
Значения расходов через приборы на главной и
подробных мнемосхемах должны быть равными нулю (значения плотностей и объёмов
могут быть произвольными);
После продолжительного простоя установки -
значения температур сырья должны быть близки к температуре помещения;
Процент открытия водных и спиртовых регулирующих
задвижек смесителя (числа в синих полях) должен соответствовать ручным уставкам
(в серых полях) или равны нулю. Задвижка водной магистрали теплообменника может
находится в произвольном состоянии;
Температура охлаждающей воды должна быть в
пределах 0-10оС.
Также следует убедиться, что расходомеры
опрашиваются системой управления.
Настройка параметров процесса
Существует ряд 3 обязательных технологических
параметра, которые должны быть настроены перед запуском установок:
Объёмная крепость продукта (в градусах);
Производительность установки (в
нормолитрах/час);
Объём намешивания (в нормолитрах);
Вышеуказанные параметры настраиваются для каждой
установки отдельно. Соответствующие поля для ввода имеются на подробных
мнемосхемах. При указании производительности следует учитывать, что нормальная
работа установки возможна в диапазоне 8000-12000 литров/час.
Если не требуется автоматическая остановка
процесса по заданному объёму намешивания, в поле объёма следует ввести «-1» и
установка будет работать до отключения по клавише «Стоп».
Качество регулирования крепости можно
регулировать при помощи необязательного параметра «точность» в процентах от
крепости. По умолчанию, этот показатель установлен равным 0.1%. Чрезмерное
увеличение точности намешивания ведёт к замедлению процесса регулирования
крепости и её выходу на заданные величины.
В нижней правой части мнемосхем располагается
группа параметров, которые влияют на продолжительность фазы настройки процесса
и работу ПИ-регуляторов расхода сырья. Эти значения менять крайне нежелательно.
Для задания температуры продукта на выходе
теплообменника используется уставка в правой части подробных мнемосхем. Как
правило, эта уставка не требует настройки и выставлена равной 15-20оС
Запуск установки
Запуск установки выполняется нажатием клавиши
«Пуск» на главной или соответствующей подробной мнемосхеме. Если используются 2
установки одновременно, следует последовательно нажать клавиши «Пуск» на обоих
установках. В том случае, если одна из установок запущена, а на другой не нажата
ни клавиша «Пуск», ни клавиша «Выключено», запущенная установка по завершении
фазы настройки перейдёт в режим ожидания и будет находится в нём до активации
процесса на соседней установке.
После запуска установки АСУ инициирует некоторую
последовательность фаз. Текущие фазы работы установок отображаются на подробных
мнемосхемах в виде цветовых индикаторов в средней части экрана.
Выключено - установка не используется
Авария - процесс завершён по аварийному событию
Нет сырья - процесс завершён по отсутствию сырья
Готовность - процесс завершён нормально
Смешение - идёт процесс смешения (основной режим
работы установки)
Настройка - идёт настройка подачи сырья по
давлениям
Запущено - установка запущена и ожидает
заполнения спиртовой магистрали
Фаза ожидания заполнения.
Обнуляются все счётчики объёмов и значения
крепостей, оставшиеся от предыдущего намешивания. Спиртовая задвижка
устанавливается на 2-5% открытия и система ожидает заполнения спиртовой
магистрали (по сигналу от датчика предельного уровня во входном фильтре).
Включаются спиртовые и водяные насосы. Соответствующие регуляторы давления,
управляющие частотными регуляторами насосов - переводятся в автоматический
режим и устанавливаются на среднюю производительность. После чего система
переходит к следующей фазе. В том случае, если в течение 30 сек. магистраль не
была заполнена, происходит аварийное отключение установки.
Фаза настройки подачи сырья по давлению
Спиртовая и водная задвижки открываются
приблизительно на половину хода. Вычисляются суммарные прогнозируемые (по двум)
установкам объёмные расходы спирта и воды, с учётом заданной крепости и
производительности. Система выполняет настройку этих расходов при помощи
подстройки давления на входе установок при постоянном открытии задвижек. В свою
очередь, давление регулируется путём настройки частоты вращения насосов.
На процесс настройки давления отводится
некоторое время. Оно указано на подробных мнемосхемах в поле «Время
успокоения». Число указывает на количество циклов (каждый цикл равен 0.5 сек),
в течение которых заданный расход сырья должен находиться в пределах +-10% от
заданной величины. По умолчанию, «Время успокоения» установлено равным 120
циклам.
После стабилизации расходов система переходит к
следующей фазе. В том случае, если стабилизация не была достигнута за 3мин -
происходит аварийное отключение установки.
Фаза намешивания
Уставки давлений сырья на входе установки,
определённые в предыдущей фазе - фиксируются. После чего система начинает
регулировать расходы воды и спирта (с учётом заданных крепости и
производительности) исключительно путём управления задвижками смесительного
узла. В том случае, если вычисленная массовая крепость сортировки превышает
заданную, уставка автоматического регулятора расхода спирта уменьшается, а воды
- увеличивается. И наоборот. Соответственно уставке регуляторов расходов
изменяются проценты открытия спиртовых и водяных задвижек.
В начале фазы намешивания процент открытия
задвижек, отображённый на мнемосхеме может быть произвольным (как правило,
более 50%). Затем, в процессе регулирования, задвижки обычно выводятся на
значение близкое к 50%.
В том случае, если процент открытия задвижки
составляет менее 10 или более 90%, система делает попытку вывести задвижки на
середину рабочего диапазона путём постепенного изменения давлений сырья на
входе установки. Если включены обе установки, то перед тем как начать
подстройку давлений, выполняется проверка того, что в процессе этой подстройки
задвижки соседней установки не выйдут за пределы рабочего диапазона,
определённого как 20-80%.
Фаза завершения
Установки могут отключаться как автоматически,
так и вручную - раздельно или поодиночке. Автоматическое отключение выполняется
по достижению требуемого объёма намешивания или по аварийной ситуации. Ручное
отключение установок выполняется раздельно - путём нажатия клавиш «Стоп» или
«Ожидание» на главной или подробной мнемосхемах соответствующей установки.
После отключения установка переходит
из фазы намешивания в фазу завершения. При автоматическом отключении по
достижению заданного объёма на индикаторе фаз процесса загорается зелёный
сигнал «Готовность». Во всех прочих случаях загорается красный сигнал «Авария»
(см раздел «Ошибка! Источник ссылки не найден.»).
Если была нажата кнопка «Ожидание»,
то процесс может быть возобновлён путём повторного нажатия кнопки «Пуск».
Нажатие кнопки «Стоп» приводит к однозначному завершению без возможности
продолжения. После перехода к фазе завершения счётчики объёмов и значения
расчётной крепости продукта сохраняются неизменными.
Контролируемые параметры
В процессе работы установки (на
протяжении всех фаз процесса) контролируются, вычисляются и отображаются
основные технологические характеристики сырья и готовой продукции. В том числе:
Объёмная крепость спирта;
Мгновенный массовый расход спирта
Масса спирта, израсходованного с
начала задания
Нормализованный объём спирта,
израсходованного с начала задания
Объём абсолютного алкоголя,
израсходованного с начала задания
Мгновенный объёмный
(ненормализованный) расход воды
Нормализованный объём воды, израсходованной
с начала задания
Усреднённая на интервале 30сек
расчётная массовая и объёмная крепость продукта
Мгновенная объёмная
(нормализованная) производительность установки
Нормализованный объём полученного
продукта
Температура продукта на выходе
теплообменника
Особые ситуации при работе
Существует ряд ситуаций, которые
приводят к безусловному автоматическому завершению работы установки на любой
стадии намешивания:
Выход давления воздуха за допустимые
пределы (6.0-8.0 Атм).;
Выход давления спирта или воды за
допустимые верхние аварийные границы. Эти границы могут быть настроены на
мнемосхемах «Спиртовые» и «Водные ёмкости».
Опустошение сырьевых емкостей;
Переполнение всех продуктовых
емкостей;
Значительные колебания крепости
спирта, как правило, означающие плохое заполнение расходомерного тракта;
Помимо этого, ряд особых ситуаций
обрабатывается в начале работы установки. Это:
Незаполнение спиртовой магистрали
при запуске;
Невозможность стабилизации расходов
сырья в фазе настройки подачи сырья.
Несмотря на то, что система
управления обрабатывает достаточно большое количество аварийных ситуаций,
оператору желательно периодически контролировать работу системы. Ниже приведены
наиболее типичные ситуации, которые требуют немедленного вмешательства - в том
случае, если не произошло автоматического отключения установки:
Важно! Продолжительный свист из
клапанов входного спиртового фильтра или водяного говорит о значительном
превышении давления в спиртовой или водяной магистралях соответственно. Следует
немедленно проверить открытие ручных кранов на сырьевых магистралях и после
смесительной головки. В противном случае необходимо отключить установку кнопкой
«Стоп» на мнемосхеме.
Вытекание жидкости из клапанов НЕ и
фильтров означает отказ соответствующих датчиков предельного уровня, клапанов
или неработоспособность системы управления. Следует немедленно выключить
установку.
Постоянная отработка регулирующих
задвижек (характеризуется сериями постоянных щелчков с интервалом в несколько
секунд), как правило, говорит о не герметичности подводки между позиционерами и
задвижками. Если при этом, технологические параметры удерживаются в пределах
нормы, можно продолжить работу и устранить неисправность после штатного
завершения процесса.
Отсутствие реакции клавиатуры или
графической панели на действия оператора, прекращение пересчёта числовых
параметров на мнемосхеме (прежде всего счётчиков объёмов) означает серьёзный
сбой в работе АСУ. Следует открыть шкаф управления, выключить, а затем снова
включить автомат защиты цепи питания вычислителя (контроллера) АСУ.
Меню - предназначено для перехода на
другие мнемосхемы. Переходы осуществляются при помощи кнопок в меню. Два пункта
меню: “Настройки регуляторов” и “Ввод уставок” доступны только при введении
пароля администратора.
Мнемосхема регуляторов -
предназначена для контроля параметров регуляторов в виде цифр, уровней,
переключателей, графиков текущих значений.
Графики - для удобства контроля
динамики регулируемых параметров в систему введены мнемосхемы графиков.
Таблица параметров - эта мнемосхема
отображает текущие значения всех регулируемых и контролируемых параметров.
Уставки - это набор параметров,
отображающих значения верхних и нижних не регламентных границ аналоговых
переменных. По значениям этих параметров система выявляет не регламентные
ситуации и выдаёт сообщения.
Диагностика контроллера - для
наблюдения за состоянием вводов/выводов контроллера предусмотрена мнемосхема
“Диагностика”. Здесь отображаются текущие значения параметров на каждом из
вводов/выводов в соответствии с их расположением на контроллере.
Настройки регуляторов - мнемосхема
обеспечивает просмотр и ввод таких параметров, как коэффициент
пропорциональности, время интегрирования, коэффициент дифференцирования и др.
каждого из регуляторов.
Мнемосхема архива аварийных
сообщений - предназначена для архивирования и просмотра до 200 аварийных
сообщений.
Система архивирования и просмотра
истории изменения параметров (программа “История”). “История” предназначена
для:
архивирования истории изменений
технологических параметров;
просмотра истории изменений
параметров в виде графиков и таблиц.
“История” позволяет:
сохранять данные с глубиной в 3
миллиона записей, что при текущей интенсивности изменения параметров составляет
более 3-х месяцев;
настраивать свойства просмотра каждого
параметра;
просматривать на одном графике до 8
параметров;
заранее предопределять параметры,
которые будут одновременно отображены на графике.
9. Специальная
часть
Задача получения математической модели динамики
теплообменника для синтеза системы автоматического регулирования.
.1 Модель динамики
аппарата
Целью задачи является получение математической
модели, описывающей динамику теплообменника и предназначенной для синтеза
системы автоматического регулирования, в форме передаточной функции по каналу
«расход охлаждающей воды - температура технологического потока»'. Рассмотрим
теплообменный аппарат, в котором технологический поток имеет турбулентный
характер движения. Охлаждающая жидкость, напротив, характеризуется ламинарным
(слоистым) характером движения. К такой модели в пределах инженерной точности
можно свести применяемый в проекте пластинчатый теплообменник.
Рассматриваемый теплообменник относится к классу
теплообменных аппаратов типа «труба в кожухе» (кожухотрубные теплообменники),
рис. 2. Такие аппараты широко распространены в теплоэнергетике и
химико-технологических производствах. Особенностью постановки является то, что
нас интересует не сам характер изменения температур во времени и вдоль
пространственной координаты, а отношение температуры к расходу в операторной
форме (форме изображений по Лапласу). Поэтому нет необходимости получать
решение системы уравнений динамики, в нашем случае достаточно получить
отношений изображений, что существенно облегчает задачу с точки зрения
математических выкладок.
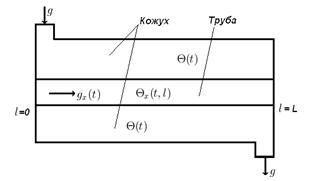
Рис.2. Схема
кожухотрубного теплообменника
Примем допущения, существенно упрощающие
математические выкладки:
· гидродинамические свойства технологической
жидкости с достаточной степенью точности могут быть описаны моделью с
сосредоточенными параметрами в силу турбулентного харатера движения потока;
· для потока охлаждающей воды примем модель
полного вытеснения;
· температуры технологического потока и
охлаждающей воды на входе в теплоноситель считаем внешними параметрами;
· расход техноогического потока считаем внешним и
неизменным во времени параметром;
· потерями тепла в окружающую среду пренебрегаем;
· теплоемкости и плотности потоков считаем
постоянными величинам;
· пренебрежем тепловой емкостью металлических
стенок (рассматриваем процесс теплопередачи через твердую металлическую
стенку).
Выпишем систему уравнений, описывающих динамику
рассматриваемого теплообменника (при этом считаем, что температура охлаждающей
воды ниже температуры технологического потока)
Модель кожуха: [изменение количества тепла в
единицу времени внутри кожуха, Дж/с]=[количество тепла в кожухе в единицу
времени]-[отданное количество тепоа «в трубу»]
 (1)
(1)
Труба - модель полного вытеснения
полное вытеснение: [изменение количества тепла в трубе в единицу времени,
Дж/м*с]+[изменение количества тепла в трубе на 1м длины в единицу
времени]=[условие измерения температуры: теплопередача]
 (2)
(2)
где:
 - время;
- время;
 , - температура технологического
потока в теплообменнике;
, - температура технологического
потока в теплообменнике;
 - температура охлаждающей воды в
теплообменнике на расстоянии
- температура охлаждающей воды в
теплообменнике на расстоянии  от входного сечения;
от входного сечения;
 ,
,  - удельные теплоемкости
технологического потока и охлаждающей воды;
- удельные теплоемкости
технологического потока и охлаждающей воды;
 ,
,  - плотности технологического потока
и охлаждающей воды;
- плотности технологического потока
и охлаждающей воды;
 - объем, занимаемый технологическим
потоком в теплообменнике;
- объем, занимаемый технологическим
потоком в теплообменнике;
 - длина канала, в пределах которого
происходит обмен теплом;
- длина канала, в пределах которого
происходит обмен теплом;
 - удельная масса охлаждающей воды,
находящейся в теплообменике (масса, отнесенная к 1 м длины)
- удельная масса охлаждающей воды,
находящейся в теплообменике (масса, отнесенная к 1 м длины)
 ,
,  - массовые расходы технологического
потока и охлаждающей воды через теплообменник,
- массовые расходы технологического
потока и охлаждающей воды через теплообменник,
 - интегральный коэффициент
теплопередачи; =
- интегральный коэффициент
теплопередачи; =  ,
,  - удельный
коэффициент теплопередачи.
- удельный
коэффициент теплопередачи.
Переменные процесса - , , .
Уравнение (1) описывает тепловой
баланс для технологического потока, где первое слагаемое это тепловая мощность
технологического потока, второе теплопередача
а (2) - тепловой баланс для охлаждающей
воды в теплообменнике.
Рассмотрим стационарный режим
(устанговившиеся во времени значения температур и расхода в окрестности рабочей
точки) применительно к потоку охлаждающей воды. Формально, устремив 
 , получаем
для технологического потока из (1)
, получаем
для технологического потока из (1)
 (3)
(3)
а для охлаждающей воды из (2)
 (4)
(4)
Решение (4)
 (5)
(5)
позволяет определить распределение
температуры охлаждающей воды по длине канала теплообмена, рис. 3.
Решение такого уравнения известно и
имеет вид
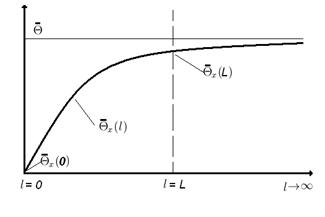
Рис. 3. Характер
распределения температуры по длине трубы в статике
За номинальное значение расхода
охлаждающей воды примем постоянную величину  , а за соответствующее ей значение
технологического потока - постоянную величину
, а за соответствующее ей значение
технологического потока - постоянную величину  и обозначим отклонения от
стационарного режима как
и обозначим отклонения от
стационарного режима как
 (6)
(6)
 (7)
(7)
 (8)
(8)
перепишем теперь систему (1)-(2) во
отклонениях от установившихся значений. С учетом условий статики после
подстановки в (2) выражения (5) получим
 (9)
(9)

 (10)
(10)
Последнее слагаемое левой части
уравнения (10) имеет более высокий порядок малости, чем остальные части этого
выражения. Действительно, из анализа функции  следует, что
следует, что  и монотонна
по для всех
и монотонна
по для всех  . Поэтому
. Поэтому  имеет тот
же порядок малости, что и .
Следовательно, этим слагаемым можно пренебречь.
имеет тот
же порядок малости, что и .
Следовательно, этим слагаемым можно пренебречь.
Преобразуем теперь выражения
(9)-(10) по Лапласу относительно аргумента . Получаем после несложных
преобразований
 (11)
(11)

 (12)
(12)
Выражение (12) разрешимо и решение
примет вид


+  (13)
(13)
Подставим это решение в выражение
(11) и проинтегрируем правую часть получившегося соотношения в пределах от  до . После
несложных, но громоздких преобразований приходим к линеаризованному уравнению,
связывающему
до . После
несложных, но громоздких преобразований приходим к линеаризованному уравнению,
связывающему  и
и  .
Передаточная функция теплообменника примет вид
.
Передаточная функция теплообменника примет вид
 (14)
(14)
Где









9.2 Синтез
автоматической системы регулирования
Для выбора настроечных параметров типовых
регуляторов (например, регулятора, реализующего распространенный на практике
ПИ-закон), существует целая гамма инженерных методов. Каждый метод отличается
прежде всего исходными требованиями, налагаемыми на замкнутую систему. Для
рассматриваемого варианта регулирования объекта, имеющего распределенные
динамические характеристики, наиболее важным требованием является сохранение
устойчивости в замкнутой системе. Действительно, во-первых, распределенность
температуры по координате приводит к передаточной функции с затянутым начальным
участком, то есть возникновению существенного эффективного запаздывания.
Во-вторых, инерционные свойства объекта с течением времени могут измениться
(как показывает практика, далеко не в лучшую сторону), поэтому необходима либо
частая перенастройка регулятора (введение элементов параметрической адаптации),
либо синтез регулятора с высокой степенью робастности, то есть
нечувствительности к дрейфу динамических параметров объекта.
Исходя из вышеприведенных
соображений для синтеза регулятора в дипломном проекте был выбран известный
метод, основанный на достижении в замкнутой системе регулирования предельной
степени апериодической устойчивости. Степень устойчивости  - это
расстояние от мнимой оси ближайшего к ней корня характеристического уравнения
замкнутой системы. Предельная степень апериодической устойчивости
- это
расстояние от мнимой оси ближайшего к ней корня характеристического уравнения
замкнутой системы. Предельная степень апериодической устойчивости  - это
максимально возможное расстояние от мнимой оси ближайших корней, при условии,
что все они вещественные.
- это
максимально возможное расстояние от мнимой оси ближайших корней, при условии,
что все они вещественные.
Таким образом, это условие
соответствует максимальному удалению ближайшего к мнимой оси корня
характеристического уравнения «влево», то есть в отрицательную область
комплексной плоскости корней. В ряде работ показано, что при достижении этого
условия ближайший корень (или кратное количество ближайших корней) становится
вещественным. Таким образом, достигается помимо максимальной робастности и
другое полезное свойство - апериодический характер переходного процесса в
замкнутой системе.
На рис. 4 показан процесс движения
корней при попытке отодвинуть от мнимой оси ближайший к ней корень.
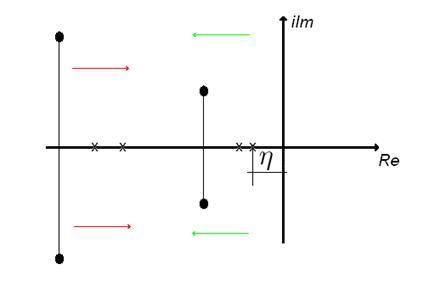
Рис. 4. Движение
корней замкнутой системы при изменении ее характеристик
При этом дальние корни начинают, в свою очередь
приближаться к мнимой оси. В результате можно достичь такого состояния (рис 5),
когда отдаляемые и приближаемые ближайшие корни сольются в кратный вещественный
корень, именно он и обеспечит желаемую предельную степень апериодической
устойчивости системы регулирования.
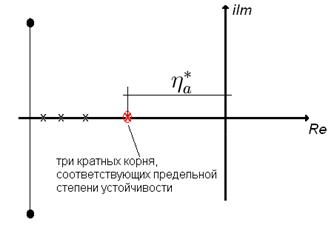
Рис. 5. Достижение
условия кратности ближайших корней
Для применения метода предельной степени
апериодической устойчивости воспользуемся результатами, полученными в работе
[1], где показано, что для ПИ-закона регулирования с передаточной функцией
 (15)
(15)
требуется решить систему из трех
уравнений тремя неизвестными  ,
,  и . Особенность этой системы в ее
линейности относительно и , что
позволяет свести задачу к решению одного нелинейного уравнения относительно .
Применительно к рассматриваемой модели объекта, после ряда выкладок получаем
и . Особенность этой системы в ее
линейности относительно и , что
позволяет свести задачу к решению одного нелинейного уравнения относительно .
Применительно к рассматриваемой модели объекта, после ряда выкладок получаем
 (16)
(16)
где:









1. Татаринов А.В., Цирлин А.М.
Задачи математического программирования, содержащие комплексные переменные и
предельная степень устойчивости линейных динамических систем. // Известия РАН.
Теория и системы управления, N 1, 1995г., с. 28-33.
Соотношение (16) может быть численно
решено, например, с использованием математических функций системы MATLAB.
Решением явлется наименьшее положительное = . Настроечные параметры регулятора
затем следует определить из зависимостей
 (17)
(17)
 (18)
(18)
в которые всюду следует поставить
только что полученное .
10.
Технико-экономическое обоснование проекта
1. Маркетинговое исследование научно-технической
продукции.
Описание научно-технической продукции.
Научно-техническая продукция представляет собой
систему автоматического управления купажа водки в купажном отделении ЗАО МПБК
«Очаково». Главное преимущество применения системы автоматизации - разумное
использование энергоресурсов, прогнозирование и оптимизация расходов на ремонт
и эффективное использование трудовых ресурсов.
· дистанционный, непрерывный контроль за
производством замеров на технологических объектах, исключения необходимости
ручного сбора и обработки данных оператором, обеспечение централизованного
сбора данных и управления процессом;
· дистанционное управление силовыми
исполнительными механизмами согласно технологическому регламенту, а также при
возникновении аварийной ситуации;
· фиксацию отклонения от рабочего режима по
заданным технологическим параметрам, статистическая обработка полученных данных
и на этом основании выработка оптимального режима управления;
· визуализацию состояния технологических
параметров, графическое представление информации о состоянии технологических
объектов, возможность квитирования внештатных ситуаций, выдача помощи и
рекомендаций в критической обстановке;
· автоматическое формирования баз данных,
уменьшение возможности возникновения субъективных ошибок, архивирование данных
для принятия решений при управлении процессом, передача информации в локальную
вычислительную сеть (ЛВС) диспетчерского пункта (ДП);
Главной задачей автоматизации данного процесса
является достижение не только максимально высокого, но и стандартно одинакового
качества получающегося продукта (водки) на этом участке производства. В
параллель этому система автоматизации призвана оптимизировать использование
энергоресурсов, вести контроль и учет важных параметров системы, а также
оповещать об ошибках и возникших отклонениях в технологическом процессе и
предоставлять возможность для их устранения и решения. Кроме этого, внедряемая
система позволяет сократить число операций, совершаемых вручную, и
предоставляет право для удаленного контроля и возможность регулировать
протекающий процесс в реальном времени.
Все это реализовано при применении современных
средств автоматизации, которые позволили внедрить новшество в процессе
стабилизации температурного режима в теплообменнике с минимальным
использованием хладагента, полностью автоматизировать процесс купажирования и
разработать алгоритм управления электродвигателями, обеспечивающий увеличение
продолжительности их срока службы, что существенно выделяет данную АСУ среди
применяемых в настоящее время на многих предприятиях.
Надежность системы основана на использовании
средств автоматизации известных фирм производителей, занимающих лидирующие
позиции на рынке промышленной автоматики, которые на протяжение многих лет
применяются крупными пищевыми предприятиями как в Европе, так и в России.
После внедрения разрабатываемой системы
управления, обслуживание системы рабочим персоналом сведется к минимуму:
управление процессом купажирования берет на себя автоматика, а от работников
требуется только выполнение операций, которые выполняются не чаще двух в день
(проверка работы датчиков и задание технологических параметров)
Автоматизация этих операций экономически не
выгодна, так как их выполнение происходит крайне редко, а средства, которые
необходимо вложить в автоматизацию, несоизмеримо велики с прогнозируемой
выгодой.
В разработке научно-технической продукции не
забывался и такой важный для любого предприятия фактор - экономия
энергоресурсов. Уменьшая потребление хладагента для протекания процесса,
уменьшается и потребление электроэнергии, затрачиваемой на охлаждение водки до
температуры 15°С. Также снижается потребление электроэнергии двигателями,
отвечающими за наполнение/опорожнение накопительных емкостей. С учетом мощности
ЗАО МПБК «Очаково» годовая экономия в денежном эквиваленте превышает расходы,
вложенные в автоматизацию.
В тоже время, как говорилось выше, в
разработанном процессе рассматривается непрерывный процесс (далее - НП),
внедряемый в настоящее время на большинстве современных производств, обладает
рядом гораздо более существенных преимуществ. В частности, НП:
· является гораздо более производительным и менее
инерционным;
· позволяет объединить в единый технологический
процесс купажирование и фильтрацию с обеспечением высокой стабильности потока
жидкости через фильтры, что значительно улучшает качество фильтрации и снижает
расход фильтров;
· не требует наличия значительных по площади
производственных помещений с купажными емкостями;
· существенно менее пожароопасен, поскольку
перекачка спиртосодержащих жидкостей полностью происходит в герметичных и
заполненных доверху трубопроводах;
· герметичность процесса позволяет снизить
безвозвратные потери спирта;
· позволяет оперативно менять сортамент,
затрачивая меньшее время на подготовку к новому производственному циклу;
· позволяет эксплуатировать запорное оборудование
в щадящем режиме, без значительных ударных нагрузок.
Необходимость разработки оригинальной купажной
установки была вызвана следующими причинами:
· чрезмерно высокой для небольших производств
ценой импортных установок, что по мнению разработчиков, особенно значимо в
российских условиях;
· желанием создать в едином конструктиве
функционально завершённый комплекс, включающий в себя собственно купажную
установку, оригинальное компактное фильтрующее устройство, механизм дозирования
добавок и систему управления;
· при этом, упомянутый комплекс должен
поставляться заказчику как конечный продукт, который может быть установлен и
привёдён в рабочее состояние в кратчайшие сроки при минимуме монтажных и
пуско-наладочных работ;
· устранение человеческого фактора.
Тем не менее, следует учитывать, что
качественное смешение жидкостей в потоке, с точностью, необходимой для
соответствия продукции действующим стандартам, является довольно трудоёмкой
задачей автоматического управления. Ввиду этого непременным условием
проектирования установок, использующих НП, является наличие:
· точной контрольно-измерительной аппаратуры, как
то: измерителей массового расхода, плотности, температуры жидкостей;
· малоинерционного запорного оборудования;
· современной быстродействующей системы
автоматического управления.
Анализ целевого рынка сбыта.
Разрабатываемая НТП обладает большой гибкостью и
спокойно может найти применение на ликероводочных предприятиях. Положительным
моментом для НТП может сказаться еще и то, что в настоящее время государство
пытается экономически стимулировать производственную сферу с целью повышения её
рентабельности и увеличения производства качественной продукции, понятно, что
без применения современных средств автоматизации и новых алгоритмов управления
на желаемый уровень будет не выйти.
Основные требования, которые могут предъявляться
к внедряемой на предприятии СУ, заключаются в следующем:
· простота в эксплуатации и в обслуживании;
· надежность всей системы в целом;
· быстрая реализация проекта с минимальными
простоями оборудования;
· сопутствующая подробная документация проекта.
В условиях современного уровня автоматизации,
купажирование в ёмкостях является малоэффективным. При наличии малейших
возможностей, предприятия стараются как можно шире использовать непрерывную
технологию, как более эффективную экономически. Примером успешного
использования установки непрерывного купажа может служить сравнительно недавно
созданное ликероводочное производство Новомосковского спиртового завода (водка
«Русский Рецепт и Ко»), а также московского завода «Очаково».
При проведении анализа рынка сбыта, была
выявлена потребность некоторых ликероводочных предприятий в модернизации
устаревших систем управления. На них до сих пор применяется АСУ, реализованная
на релейной автоматики, широко используются для регулирования расхода
дорогостоящих ресурсов двухходовые регулирующие клапаны, многие операции в
процессе купажа выполняются работниками - контроль за уровнем и работа механических
устройств не подстрахована дополнительными измерительными устройствами,
сигнализирующими о достижении предельного значения технологического параметра.
Большинство этих данных были предоставлены
департаментом маркетингового исследования ЗАО МПБК «Очаково» и по их сведениям
в плане автоматизации всего производства в целом «Очаково» среди ликероводочных
производств занимает лидирующие верхние позиции. Также, разрабатываемая НТП, на
первый взгляд, была оценена как «экономически эффективная» и была взята на
«вооружение» для дальнейшего продвижения проекта.
Оценка конкурентоспособности товара.
Оцениваемая НТП была подготовлена для внедрения
на «Очаково» и включает в себя следующие нововведения:
· применение частотных преобразователей для
управления и защиты электродвигателей;
· замена двухходовых клапанов для подачи
хладагента на многоходовые с позиционером;
· замена старого контроллера Siemens 5 семейства
на более современный и надежный Siemens S7-300;
· разработка новых алгоритмов управления:
поддержание заданной температуры водки и на включение электродвигателей с целью
достижения экономии энергоресурсов.
Определим на сколько разрабатываемая система
купажирования водки удовлетворяет требованиям заказчика.
В качестве товара конкурента была взята АСУ,
внедренная на ЛВЗ «Кристалл» в Москве фирмой «Консул».
Расчет уровня параметров конкурентоспособности
продукции
относительно «идеальной» модели:
Таблица 15
|
Наименование
показателей, определяющих уровень конкурентоспособности товара
|
Величина
показателей
|
Коэффициенты
значимости параметров ai (max 5)
|
|
«идеального»
товара, pi100
|
АСУ
БЛО ЗАО МПБК «Очаково» (НТП), pi
|
АСУ
ЗАО «Кристалл», p’i
|
|
|
Срок
службы компонентов системы, лет
|
10
Как правило = циклу научного прогресса
|
8
Западные стандарты на промышленную технику
|
6
Среднестатистический срок службы приборов
|
5
|
|
Простота
в обслуживании, баллы
|
100
Все понятно, даже на интуитивном уровне
|
80
Дружественный интуитивный интерфейс, русскоязычные подсказки, документация
|
65
Предлагают помощь в обслуживании и в обучении персонала за дополнительную
плату
|
5
|
|
Вероятность
отказов /надежность/
|
0,95
Отказы почти отсутствуют
|
0,85
Маловероятны
|
0,8
Маловероятны
|
4
|
|
Удельная
норма расхода хол.воды (м3) на каждые готовые 1000 л водки
|
1,5
Идеальный тепловой контакт
|
1,7
Алгоритм управления охлаждением
|
1,8
Западные наработки
|
4
|
|
Численность
обслуживающего персонала, чел
|
2
По человеку на смену
|
2
Поточный анализатор крепости
|
4
Лабораторный анализ крепости
|
3
|
|
Возможность
расширения (гибкость) АСУ, 1/0
|
1
да
|
1
да
|
0
только по заказу
|
2
|
|
Взаимозаменяемость
(универсальность) оборудования, %
|
100
любой компонент можно поменять на прибор другой марки
|
85
все, кроме ПЛК
|
50
только датчики
|
1
|
|
Монтаж
«своими силами»
|
1
да
|
1
осуществим
|
0
подрядчики фирмы
|
1
|
Единичные показатели конкурентоспособности.
Расчет показателей конкурентоспособности
проводится по формулам:
 и
и 
Если  меньше
меньше 
 , то дробь переворачивается;
, то дробь переворачивается;
После внедрения: До внедрения:=
0.8q’1=0.6 =
=  = 0.8q’2=
= 0.8q’2=  =
=  = 0.89q’3=
= 0.89q’3=  = 0.84=
= 0.84= 
 = 0.88q’4=
= 0.88q’4= 
 0.83= 1q’5=
0.83= 1q’5=  =0.5= =
1q’6= 0=
=0.5= =
1q’6= 0=  = 0.85q8= 1 q’7=
= 0.85q8= 1 q’7=  = 0.5q’8= 0
= 0.5q’8= 0
Обобщающие показатели
конкурентоспособности товара:


=0.8*5+0.8*5+0.89*4+0.88*4+1*3+1*2+0.85*1+1*1=4+4+3.56+3.52+3+2+0.85+1=
=21.93’=
0.6*5+0.65*5+0.84*4+0.83*4+0.5*3+0+0.5*1+0= 3+3.25+3.36+3.32+1.5+0.5= =14.93
Показатель конкурентоспособности
разработанной НТП относительно продукции конкурента:
Так как  , то разрабатываемая НТП обладает
достаточно высокой конкурентоспособностью.
, то разрабатываемая НТП обладает
достаточно высокой конкурентоспособностью.
. Проектирование организации
производства и труда.
Организация планово - предупредительного
ремонта и поверки средств КИП и А.
Основная задача службы КИПиА состоит
в обеспечении надежности работы измерительной техники, средств и систем
контроля, автоматического управления производственным процессом.
Служба КИПиА на предприятии должна
обеспечивать:
текущее обслуживание;
· поверку;
· техосмотр;
· ремонт измерительной техники;
· выполнение монтажных и наладочных работ в
процессе эксплуатации;
· прием измерительной техники, средств контроля,
управления, поступающих на предприятие.
Работа службы КИПиА подразделяется на
планово-предупредительные и внеплановые.
В состав планово-предупредительных работ входят:
· ежедневное текущее обслуживание, которое
представляет собой комплекс мероприятий, создающих наиболее благоприятные
условия для работы всех средств автоматизации;
· текущее обслуживание, заключающееся в
систематическом выполнении операций, обеспечивающих нормальное функционирование
средств и систем контроля и автоматики, периодическое обслуживание по таблице,
состоящее из техосмотров и ремонтов (мелких, средних, капитальных).
На предприятиях ликероводочной промышленности в
зависимости от объема выполненных работ могут быть приняты следующие
организационные формы службы КИПиА: цех, лаборатория, группа.
Система планово-предупрительных работ представляет
собой комплекс организационно-технических мероприятий по уходу за оборудованием
и ремонту с целью поддержания его в рабочем состоянии и увеличения срока
эксплуатации.
Весь комплекс мероприятий осуществляется по
заранее составленному плану.
Данные о периодичности работ по обслуживанию
внедряемых средств автоматизации за 1 год:
Таблица 16
|
Наименования
средства КИПиА
|
Порядковый
номер месяца проведения обслуживания
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
|
Частотный
преобразователь «Веспер» (Россия) (2 шт.)
|
℗
|
×
|
®
|
×
|
×
|
®
|
×
|
×
|
®
|
×
|
×
|
×
|
|
Электропневматический
позиционер SIPART PS2 (Германия) (16 шт.)
|
℗
|
×
|
®
|
×
|
@
|
×
|
×
|
×
|
®
|
@
|
×
|
×
|
|
МПК
Siemens S7-300 (Германия) (1 шт.)
|
℗
|
×
|
×
|
×
|
×
|
×
|
×
|
×
|
®
|
×
|
×
|
×
|
|
Трудоемкость
выполнения для обслуживания 1 ед. средства КИПиА (чел*час):
|
|
Тип
обслуживания
|
Обозначение
|
ЧП
«Веспер»
|
Позиционер
SIPART PS2
|
Siemens
S7-300
|
|
Пуск
и наладка
|
℗
|
8.5
|
6.5
|
16
|
|
Текущее
обслуживание
|
×
|
1.5
|
1
|
2.5
|
|
Технический
осмотр
|
®
|
10
|
5
|
12
|
|
Поверка
|
@
|
-
|
7.5
|
-
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Трудоёмкость - затраты труда, рабочего времени
на производство единицы продукции (физических единиц времени на один рубль
выпускаемой продукции)
Общая трудоемкость выполнения работ по
обслуживанию средств КИПиА:
Трудоемкость пуска и наладки:
Тп.н.=1*2*8.5+1*16*6.5+1*1*16=17+104+16=137
[чел*ч];
Трудоемкость выполнения текущего обслуживания:
Тт.об.=8*2*1.5+7*16*1+10*1*2.5=24+112+25=161
[чел*ч];
Трудоемкость выполнения технических осмотров:
Тт.о.=3*2*10+2*16*5+1*1*12=60+160+12=232
[чел*ч];
Трудоемкость выполнения поверок:
Тп.= 2*16*7.5=240 [чел*ч].
На основании данных о трудоемкости всех видов
ремонтного обслуживания рассчитывается явочная численность обслуживающего
персонала службы КИПиА:
 ,
,
где Кз - коэффициент запаса,
учитывающий необходимость выполнения непредвиденных работ (Кз=1.1),
Фр.в. - фонд рабочего времени одного
среднесписочного рабочего, час.

 от службы КИПиА для обслуживания
заявленного оборудования.
от службы КИПиА для обслуживания
заявленного оборудования.
Научная организация труда.
До внедрения автоматизированного
рабочего места и системы автоматического управления оператору купажного
отделения приходилось постоянно совершать обходы в течение рабочего дня,
фиксировать в табельном журнале показания приборов. После автоматизации
оператор получит возможность просматривать в динамике графики измеряемых
величин, наблюдать за ходом технологического процесса и управлять им со
стационарного пульта (SCADA система), что существенно улучшает условия труда
оператора. Так же все действия оператора прослеживаются системой и в случае
несоответствия с технологическим процессом (неправильности действий) просто
блокируются - снижается эмоциональная нагрузка у оператора. В любой момент
времени дежурный инженер может проследить текущее состояние системы и
просмотреть архив событий через локальную сеть предприятия, не покидая своего
рабочего места.
Операторское помещение купажного
отделения представляет собой отдельное помещение, расположенное внутри цеха. В
этом помещении расположена ЭВМ с печатающим устройством (принтером) и
клавиатурой. Расстояние между ЭВМ и креслом оператора составляет 0,5 метра.
Необходима также защита оператора от вредных воздействий, излучаемых ЭВМ.
Поэтому предусматривается установка защитного экрана. На экране дисплея
располагается вся необходимая информация для ведения технологического процесса
и управления им. По вызову оператора на экране дисплея появляется та или иная
мнемосхема (как часть всего технологического процесса), с расположенными на ней
сигнализациями и показаниями первичных преобразователей, расположенных по месту
у технического оборудования.
Всё это делается на основе
программы, заложенной в ЭВМ. Предельный угол обзора фронтальной плоскости
мнемосхемы должен быть по горизонтали 90о. При необходимости информация о ходе
технологического процесса выводится на печатающее устройство. На столе
оператора также находится следующая документация:
· технический проект;
· исполнительный проект;
· эксплуатационная схема;
· техническая документация на средства
автоматизации.
Имеется также местный телефон для связи с
другими производственными помещениями и городской телефон.
Функции оператора:
· наблюдение за ходом технологического процесса в
нормальных и аварийных ситуациях;
· введение необходимых команд с клавиатуры в
программу ЭВМ;
· диагностирование различных неисправностей и их
устранение;
· проведение определенной последовательности
действий по включению и выключению оборудования;
· применение ручного управления в экстренных
случаях (например, в случае нарушения электроснабжения).
Условия труда оператора ЭВМ
Таблица №17
|
№п/п
|
Параметры
|
Базовый
вариант
|
Проектируемый
вариант
|
|
1
|
Освещенность
|
150Лк
|
170-200Лк
|
|
2
|
Влажность
А) холодный период года Б) теплый период года
|
40
- 60% 40 - 60%
|
40
- 60% 40 - 60%
|
|
3
|
Температура
окружающей среды А) холодный период года Б) теплый период года
|
21-23оС
22-24оС
|
20-24оС
22-23оС
|
Уровень автоматизации производственного
процесса.
Технологический процесс состоит из следующих
последовательных операций:
Таблица №18
|
№
п/п
|
Наименование
операции
|
Базовый
вариант
|
Проектируемый
вариант
|
|
1
|
Заполнение
спиртовой и водной накопительной емкости
|
Автоматическая
|
Автоматическая
|
|
2
|
Фильтрация
спирта и воды
|
Автоматическая
|
Автоматическая
|
|
3
|
Смешивание
воды и спирта в заданной пропорции (креп 40%)
|
Машино
- ручная
|
Автоматическая
|
|
4
|
Добавки
по заданной рецептуре
|
Машино
- ручная
|
Автоматическая
|
|
5
|
Фильтрация
водно-спиртовой смеси
|
Автоматическая
|
Автоматическая
|
|
6
|
Охлаждение
водки
|
Автоматическая
|
Автоматическая
|
Удельный вес автоматизированных операций в общем
числе процессов производства:
 , где
, где
Па - автоматические операции,
Пм - Машино - ручные операции,
П - общее число процессов
производства.
Базовый вариант - Yб = 5/6*100% =
83%
Проектируемый вариант - Yп =
6/6*100% = 100%
Вывод: по сравнению с базовым
вариантом, уровень механизации в проектируемом варианте повысился на 17% .
Экономическая эффективность
автоматизации производственного процесса.
Расчет капитальных затрат.
Расчет капитальных вложений на
внедрение системы:
Таблица 19
|
Цена
1 ед.
|
Кол-во
|
Общая
стоимость
|
|
Затраты
на приобретения приборов:
|
|
|
|
|
ЧП
«Веспер» EI-7011-050Н
|
45000
руб.
|
3
|
135000
руб.
|
|
Электропневматический
позиционер SIPART PS2
|
10500
руб.
|
10
|
105000
руб.
|
|
SIMATIC
S7-300 ЦЕНТРАЛЬНЫЙ ПРОЦЕССОР
|
16000
руб.
|
1
|
16000
руб.
|
|
БЛОК ПИТАНИЯ
SIMATIC S7-300, PS 307
|
3000
руб.
|
1
|
3000
руб.
|
|
Модуль
ввода дискретных сигналов (32)
|
8000
руб.
|
1
|
8000
руб.
|
|
Модуль
ввода аналоговых сигналов (8)
|
10000
руб.
|
4
|
40000
руб.
|
|
Модуль
вывода дискретных сигналов (32)
|
9400
руб.
|
1
|
9400
руб.
|
|
Модуль
вывода аналоговых сигналов (4)
|
8500
руб.
|
2
|
17000
руб.
|
|
МИКРО
КАРТА ПАМЯТИ (MMC) ДЛЯ CPU S7-300
|
1500
руб.
|
1
|
1600
руб.
|
|
ВСЕГО:
|
|
|
335000
руб.
|
|
Материалы
и электроконструкции
|
-
|
-
|
60000
руб
|
|
Затраты
на монтаж (6% от стоимости приборов)
|
-
|
-
|
20100
руб.
|
|
Транспортные
расходы (3% от стоимости приборов)
|
-
|
-
|
10050
руб.
|
-
|
-
|
6700
руб.
|
|
Расходы
по комплектации (1% от стоимости приборов)
|
-
|
-
|
3350
руб.
|
|
ИТОГО:
|
|
|
436200
руб.
|
Расчет текущих затрат.
Базовый вариант:
Затраты на охлаждение:
Стоимость охлаждения 1м3 водно-спиртовой смеси
холодной технической водой по тарифам Мосводоканала «Об установлении тарифов на
товары и услуги МГУП «Мосводоканал» в сфере водоснабжения и водоотведения на
2011 год» с 1 января 2011 года - 6,55 руб.
Годовое потребление хладагента купажного
отделением - 60000 м3
Годовые затраты =6,55*60000=393000 руб.
Расходы на электроэнергию:
Мощность электродвигателей - 47 кВт
Кол-во электродвигателей - 3 шт.
Среднее годовое время работы каждого - 1000
часов
Стоимость 1 кВт*час электроэнергии для
предприятия 3 руб.
Расходы энергии в год:

Годовые затраты на электроэнергию
=(141000*3)= 423000 руб.
Расходы по заработной плате:
Количество обслуживающего персонала
в смену получаем по формуле:
где t - время, затраченное на
проведение операций в смену, мин;- продолжительность смены, мин.
Таким образом, кол-во обслуживающего
персонала в сутки - 4 чел.
Среднегодовая зарплата 1 рабочего
составляет - 150000 руб.
Годовой фонд зарплаты:
150000*4=600000 руб.
По результатам работы выплачивается
премия в размере 30% от фонда зарплаты:600000*0.3=180000 руб.
Годовые расходы по зарплате:
600000+180000=780000 руб.
Страховые взносы (34%): Годовые
отчисления =780000*0.34=265200 руб.
Проектируемый вариант:
) Затраты на охлаждение:
Годовое потребление хладагента
купажным отделением на 40% меньше чем в базовом варианте и составляет - 36000
м3
Стоимость охлаждения 1м3
водно-спиртовой смеси холодной технической водой-6,55 руб.
Годовые затраты = (36000*6,55) =
235800 руб.
) Расходы на электроэнергию:
Мощность электродвигателей - 47 кВт
Кол-во электродвигателей - 3 шт.
Среднее годовое время работы каждого
на пиковых мощностях за счет применения частотного преобразователя составляет -
500 часов
Стоимость 1 кВт*час электроэнергии
для предприятия 3 руб.
Расходы энергии в год:

Годовые затраты на электроэнергию =
(70500*3)=211500 руб.
) Расходы по заработной плате:
Количество обслуживающего персонала
в смену получаем по формуле:
 ,
,
где t - время, затраченное на
проведение операций в смену, мин;- продолжительность смены, мин.
Таким образом, кол-во обслуживающего
персонала в сутки - 2 чел.
Среднегодовая зарплата 1 рабочего
составляет - 150000 руб.
Годовой фонд зарплаты:
150000*2=300000 руб.
По результатам работы выплачивается
премия в размере 30% от фонда зарплаты:
*0.3=90000 руб.
Годовые расходы по зарплате:
300000+90000=390000 руб.
4) Страховые взносы (34%): Годовые
отчисления =390000*0.34=132600 руб.
) Амортизационные отчисления:
Отчисления на амортизацию средств
КИПиА составляет 13.6% от стоимости средств автоматизации: 436200*0.136=59323
руб.
) Отчисления на текущий ремонт:
Отчисления на текущий ремонт средств
КИПиА составляет 7% от стоимости средств автоматизации: 436200*0.07=30534 руб.
Показатели оценки эффективности
проекта.
Сводная таблица:
Таблица 20
|
Виды
затрат
|
Базовый
вариант
|
Проектируемый
вариант
|
|
Затраты
на охлаждение, руб./год
|
393000
|
235800
|
|
Затраты
на электроэнергию, руб./год
|
423000
|
211500
|
|
Расходы
по заработной плате, руб./год
|
780000
|
390000
|
|
Отчисления
на социальные нужды, руб./год
|
265200
|
132600
|
|
Амортизационные
отчисления, руб./год
|
-
|
59323
|
|
Отчисления
на текущий ремонт, руб./год
|
-
|
30534
|
|
Итоговые
затраты, руб./год
|
1861200
|
1059757
|
Расчет итоговых затрат в год (базовый вариант)=
393000+423000+780000+265200=1861200руб.
Расчет итоговых затрат в год (проектируемый
вариант)= 235800+211500+390000+132600+59323+30534=1059757руб.
Условно-годовая экономия текущих затрат
составляет:

Срок окупаемости определяется как период
времени, в течении которого капитальные затраты будут возвращены за счет
доходов, полученных от реализации проекта:


Технико-экономические показатели
проекта.
Таблица 21
|
№
|
Наименование
показателей
|
Единица
измерения
|
Наименование
вариантов
|
|
|
|
Базовый
|
Проектируемый
|
|
1
|
Годовой
объем производства водки
|
тыс.
л
|
19040
|
19040
|
|
2
|
Капитальные
затраты для внедрения СА
|
тыс.
руб.
|
-
|
436.2
|
|
3
|
Численность
обслуживающего персонала в сутки
|
чел.
|
4
|
2
|
|
4
|
Удельный
расход хладагента
|
м3/тыс.
л
|
60
|
36
|
|
5
|
Текущие
затраты
|
тыс.
руб.
|
1861,2
|
1050
|
|
6
|
Условно-годовая
экономия
|
тыс.
руб.
|
-
|
801.4
|
|
7
|
Срок
окупаемости
|
год
|
-
|
0.5
|
11. Охрана труда и
окружающей среды
Раздел «Охрана труда и окружающей среды»
является неотъемлемой частью научной работы, т.к. именно он обеспечивает
безопасные условия труда, сохранение здоровья и трудоспособности персонала,
выполняющего эксплуатацию данной научно-технической продукции, а также
позволяет тщательно проработать вопросы охраны окружающей среды.
Под охраной труда понимается система
законодательных актов, социально-экономических, организационных, технических,
гигиенических и лечебно-профилактических мероприятий и средств, обеспечивающих
безопасность, сохранение здоровья и работоспособности человека в процессе
труда.
Информационная система, разрабатываемая в данном
дипломном проекте, является автоматизированной системой. Она предназначена для
купажного отделения сахарного завода. Данная задача требует постоянного и очень
активного взаимодействия человека с техническими средствами вычислительной
техники, такими как компьютер, клавиатура, мышь, принтер.
Поэтому вопросы охраны труда будут рассмотрены
для рабочего места оператора - персонального компьютера.
По данным Всемирной организации здравоохранения,
профессиональная деятельность с ЭВМ может приводить к костно-мышечным
нарушениям (неправильная поза), ухудшению зрения и нарушениям, связанным со
стрессовыми ситуациями и нервно-эмоциональным напряжением при работе и т.д.
Для разработки мероприятий по рациональной
организации труда оператора можно выделить следующие две группы факторов,
влияющих на его здоровье и утомленность:
)Условия окружающей среды (температура,
влажность, скорость движения воздуха, освещение, цветовое решение интерьера,
уровень шума, электромагнитные излучения);
)Условия трудового процесса на рабочем месте
(рабочая поза, ритм и темп работы, наличие перерывов в работе);
Исходя из этих факторов, в данном дипломном
проекте необходимо рассмотреть следующие вопросы охраны труда пользователя
персонального компьютера:
· организация рабочего места пользователя ПК;
· обеспечение микроклимата;
· электробезопасность;
· защита от статического электричества и
электромагнитного излучения;
· шум и вибрация;
· освещение;
· оценка напряженности труда на рабочем месте;
· обеспечение пожарной безопасности;
Анализ опасных и вредных факторов, характерных
для рабочего места пользователя ПЭВМ
Организация рабочего места пользователя ПК
Под рабочим местом оператора понимается зона его
трудовой деятельности в системе “человек-машина”, оснащенная техническим
средствами и вспомогательным оборудованием, необходимым для осуществления
функций контроля и управления вычислительным процессом.
В соответствии с СанПиН 2.2.2/2.4.1340-03
“Гигиенические требования к персональным электронно-вычислительным машинам и
организации работы” к рабочему месту предъявляются следующие требования:
Расстояние между рабочими столами с
видеомонитором должно быть не менее 2,0 м, а расстояние между боковыми
поверхностями видеомониторов - не менее 1,2 м.
При выполнении творческой работы, требующей
значительного умственного напряжения или высокой концентрации внимания,
рекомендуется изолировать друг от друга перегородками высотой 1,5 - 2,0 м.
Экран видеомонитора должен находиться от глаз
пользователя на расстоянии 600 - 700 мм., но не ближе 500 мм с учетом размеров
алфавитно-цифровых знаков и символов.
Конструкция рабочего стола должна обеспечивать
оптимальное размещение на рабочей поверхности используемого оборудования с
учетом его количества и конструктивных особенностей, характера выполняемой
работы.
При этом допускается использование рабочих
столов различных конструкций, отвечающих современным требованиям эргономики.
Поверхность рабочего стола должна иметь коэффициент отражения 0,5 - 0,7.
Конструкция рабочего стула (кресла) должна
обеспечивать поддержание рациональной рабочей позы при работе на ПЭВМ ,
позволять изменять позу с целью снижения статического напряжения мышц
шейно-плечевой области и спины для предупреждения развития утомления. Тип
рабочего стула (кресла) следует выбирать с учетом роста пользователя, характера
и продолжительности работы с ПЭВМ. Конструкция рабочего стула должна
обеспечивать требования предъявлены к рабочему месту взрослого пользователя:
•ширину и глубину поверхности сиденья не менее
400 мм;
• поверхность сиденья с закругленным передним
краем;
• регулировку высоты поверхности сиденья в
пределах 400 - 550 мм и углами наклона вперед до 150 и назад на 50;
• высоту опорной поверхности 300 ± 20 мм, ширину
не менее 380 мм и радиус кривизны горизонтальной плоскости - 400мм;
• угол наклона спинки в вертикальной плоскости в
пределах 0 ± 300;
• регулировку расстояния спинки от переднего
края сиденья в пределах
- 400 мм;
• стационарные или съемные подлокотники длиной
не менее 250 мм и шириной 50 - 70 мм;
• регулировку подлокотников по высоте над
сиденьем в пределах 230±30 мм и внутреннего расстояния между подлокотниками в
пределах 350 - 500 мм.
Рабочий стул (кресло) должен быть
подъемно-поворотным, регулируемым по высоте и углам наклона сидения и спинки, а
также расстоянию спинки от переднего края сиденья, при этом регулировка каждого
параметра должна быть независимой, легко осуществляемой и иметь надежную
фиксацию.
Поверхность сиденья, спинки и других элементов
стула (кресла) должна быть полумягкой, с нескользящим, слабо электризующимся и
воздухопроницаемым покрытием, обеспечивающим легкую очистку от загрязнений.
Рабочее место пользователя компьютера должно
быть расположено по отношению к световым проемам таким образом, что бы
естественный свет падал на него сбоку. Рекомендуемое направление естественного
света - слева, допускаемое - справа. Не допускается располагать рабочие места
таким образом, что бы естественный свет падал на них со стороны спины или лица
пользователя.
При размещении рабочих мест с компьютерами
необходимо учитывать расстояния между рабочими столами с видеомониторами (в
направлении тыла поверхности одного видеомонитора и экрана другого
видеомонитора), которое должно быть не менее 2,0 м, а расстояние между боковыми
поверхностями видеомониторов - не менее 1,2 м.
Проходы между рабочими местами должны иметь
ширину, обеспечивающую беспрепятственную перемещение персонала без
прикосновения к оборудованию или материалам, расположенным на рабочем месте.
Минимально необходимая ширина - 0,6 м, оптимальная - 0,9 м.
Перед началом работы работник обязан:
· осмотреть и привести в порядок рабочее место;
· отрегулировать освещенность на рабочем месте,
убедиться в достаточности освещенности, отсутствии встречного светового потока;
· проверить правильность подключения оборудования
в электросеть;
· убедиться в наличии защитного заземления;
· протереть специальной салфеткой поверхность
экрана;
· убедиться в отсутствии дискет в дисководах
персонального компьютера;
· проверить правильность установки рабочего стола,
кресла, подставки для ног, положения оборудования, угла наклона экрана,
положение клавиатуры и, при необходимости, произвести регулировку стола и
кресла, а также расположение элементов компьютера в соответствии с требованиями
эргономики в целях исключения неудобных поз и длительного напряжения.
Работник во время работы на персональном
компьютере обязан:
· выполнять только ту работу, которая ему была
поручена, и по которой он был проинструктирован;
· в течение всего рабочего дня содержать в порядке
и чистоте рабочее место;
· держать открытыми все вентиляционные отверстия
устройств;
· при необходимости прекращения работы на
некоторое время корректно закрыть все активные задачи;
· соблюдать режимы работы и отдыха;
· соблюдать правила эксплуатации вычислительной
техники в соответствии с инструкциями по эксплуатации;
· при работе с текстовой информацией выбирать
наиболее физиологичный режим представления черных символов на белом фоне;
· выполнять санитарные нормы и соблюдать
установленные режимом рабочего времени регламентированные перерывы в работе,
выполнять в физкультурных паузах рекомендованные упражнения;
· соблюдать требование - экран видеомонитора
должен находиться от глаз пользователя на расстоянии шестьсот - семьсот
миллиметров, но не ближе пятисот миллиметров с учётом размеров
алфавитно-цифровых знаков и символов.
В соответствии с требованиями СанПиН
2.2.2/2.4.1340-03 мною предлагается следующий план помещения (рис. 1.1), в котором
расположены рабочие места пользователе разработанной в данном дипломном проекте
информационной системы (масштаб 1:50).
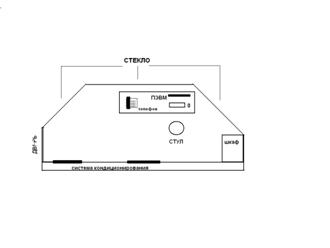
Рис. 6 План
помещения
Оценка тяжести и напряженности трудового
процесса
В работе оператора трудовой процесс, прежде
всего, связан с психофизиологическими факторами. К ним относятся тяжесть и
напряженность трудового процесса, характеризующие физический и умственный труд.
Тяжесть труда - это характеристика трудового
процесса, отражающая преимущественно нагрузку на опорно-двигательный аппарат и
функциональные системы организма (сердечнососудистую, дыхательную и др.),
обеспечивающие его деятельность. Тяжесть труда характеризуется физической
динамической нагрузкой, массой поднимаемого и перемещаемого груза, общим числом
стереотипных рабочих движений, величиной статической нагрузки, формой рабочей
позы, степенью наклонов корпуса, перемещениями в пространстве.
Напряженность труда - характеристика трудового
процесса, отражающая нагрузку преимущественно на центральную нервную систему,
органы чувств, эмоциональную сферу работника. К факторам, характеризующим
напряженность труда, относятся: интеллектуальные, сенсорные, эмоциональные
нагрузки, степень монотонности нагрузок, режим работы.
Работа за дисплеем многофункциональна и связана
с нагрузками на различные системы организма оператора. В качестве основного
психофизиологического фактора будет рассмотрена напряженность трудового
процесса, на основание того, что тяжесть труда находится в допустимых пределах.
Оценка напряженности трудового процесса на
рабочем месте оператора АСУ:
Таблица 18
|
№
|
Наименование
показателя
|
Класс
условий труда, степень вредности
|
|
|
1
|
2
|
3.1
|
3.2
|
3.3
|
|
1.
Интеллектуальные нагрузки
|
|
1.1
|
Содержание
работы
|
|
+
|
|
|
|
|
1.2
|
Восприятие
сигналов
|
|
+
|
|
|
|
|
1.3
|
Степень
сложности задания
|
|
+
|
|
|
|
|
1.4
|
Характер
выполняемой работы
|
|
+
|
|
|
|
|
2.
Сенсорные нагрузки
|
|
2.1
|
Длительность
сосредоточенного наблюдения
|
|
+
|
|
|
|
|
2.2
|
Плотность
сигналов
|
+
|
|
|
|
|
|
2.3
|
Число
объектов одновременного наблюдения
|
|
|
|
+
|
|
|
2.4
|
Размер
объекта различения
|
|
+
|
|
|
|
|
2.5
|
Работа
с оптическими приборами
|
+
|
|
|
|
|
|
2.6
|
Наблюдение
за экранами ВДТ
|
|
|
+
|
|
|
|
2.7
|
Нагрузка
на слуховой анализатор
|
+
|
|
|
|
|
|
2.8
|
Нагрузка
на голосовой аппарат
|
+
|
|
|
|
|
|
3.
Эмоциональные нагрузки
|
|
3.1
|
Степень
ответственности
|
+
|
|
|
|
|
|
3.2
|
Степень
риска для собственной жизни
|
|
|
|
+
|
|
|
3.3
|
Степень
ответственности за безопасность других лиц
|
|
|
|
+
|
|
|
4.
Монотонность труда
|
|
4.1
|
Число
элементов повторяющихся операций
|
|
+
|
|
|
|
|
4.2
|
Продолжительность
повторяющихся операций
|
+
|
|
|
|
|
|
4.3
|
Время
активных действий
|
|
+
|
|
|
|
|
4.4
|
Монотонность
произв.обстановки
|
|
+
|
|
|
|
|
5.
Режим работы
|
|
5.1
|
Продолжительность
рабочего дня
|
|
|
+
|
|
|
|
5.2
|
Сменность
работы
|
|
+
|
|
|
|
|
5.3
|
Наличие
регламентированных перерывов
|
+
|
|
|
|
|
|
Количество
показателей в каждом классе
|
7
|
10
|
2
|
3
|
0
|
|
Общая
оценка напряженности труда
|
|
+
|
|
|
|
Оценка напряженности труда основана на анализе
трудовой деятельности и ее структуры, которые изучались путем хронометражных
наблюдений в динамике всего рабочего дня, в течение двух недель. Анализ основан
на учете всего комплекса производственных факторов, создающих предпосылки для
возникновения неблагоприятных нервно-эмоциональных состояний (перенапряжения).
Все факторы трудового процесса имеют качественную или количественную
выраженность и сгруппированы по видам нагрузок: интеллектуальные, сенсорные,
эмоциональные, монотонные, режимные нагрузки.
Общая оценка напряженности трудового процесса:
напряженность труда средней степени - класс 2 (допустимый).
Рекомендации по распорядку рабочего дня:
Во время регламентированных перерывов с целью
снижения нервно-эмоционального напряжения, утомления зрительного анализатора,
целесообразно выполнять комплексы специальных упражнений в соответствии с
СанПиН 2.2.2.542-96. "Гигиенические требования к видеодисплейным
терминалам, персональным электронно-вычислительным машинам и организация
работы".
Обеспечение микроклимата
Для обеспечения надлежащего микроклимата аудитор
ПК руководствуется СанПиН 2.2.4.548-96 “Гигиенические требования к микроклимату
производственных помещений”.
Работа персонала обслуживающего вычислительную
технику, относится к категории 1а, так как она производится сидя и не требует
физического напряжения. Расход энергии составляет 120 Ккал/час.
Умственный труд характеризуется напряжением, и
поэтому для обеспечения высокой работоспособности необходимо поддерживать
оптимальные показатели микроклимата. Следовательно, в помещении, оснащенном
средствами вычислительной техники, должны поддерживаться оптимальные значения
температуры, скорости движения воздуха и относительной влажности воздуха,
которые указаны в таблице:
Таблица 19
|
Категория
|
Период
года
|
Температура,
|
Относительная
|
Скорость
|
|
работ
|
|
°С
|
влажность,
%
|
воздуха,
м/с
|
|
Легкая
1а
|
Теплый
|
23
÷ 25
|
40-60
|
0.1
|
|
Легкая
1а
|
Холодный
|
22
÷ 24
|
40-60
|
0.1
|
Скорость движения воздуха должна быть не более
0,1 м/с. Температура стен не должна отличаться от температуры воздуха в
помещении более чем на 2 С0. Для повышения влажности воздуха следует применять
увлажнители воздуха, заправляемые ежедневно дестиллированной или прокипяченной
питьевой водой.
Уровни положительных и отрицательных аэроионов в
воздухе помещений с ВДТ и ПЭВМ, должны соответствовать нормам, приведенным в
таблице:
Таблица 20
|
Уровень
|
Число
ионов в 1 см куб. воздуха
|
|
ионизации
|
n+
|
n-
|
|
Оптимальный
|
1500-3000
|
3000-5000
|
Содержание вредных химических веществ в воздухе
производственных помещений не должно превышать “предельно допустимых
концентраций загрязняющих веществ в атмосферном воздухе населенных мест”.
В помещениях необходимо проводить влажную уборку
и систематическое проветривание после каждого часа работы на ПЭВМ.
Освещение рабочих мест
Освещение играет важную роль в увеличении
работоспособности человека. Рациональное освещение должно обеспечивать не
только необходимый и достаточный для зрения свет, но также равномерность и
постоянство светового потока.
Естественное освещение должно осуществляться
через светопроемы, ориентированные преимущественно на север и северо-восток и
обеспечивать коэффициент естественной освещенности (КЕО) не ниже 1,5 % на
остальной территории.
Рабочие столы следует размещать таким образом,
чтобы видеодисплейные терминалы были ориентированы боковой стороной к световым
проемам, что бы естественный свет падал преимущественно слева.
Освещенность на поверхности стола в зоне
размещения рабочего документа должна быть 300 - 500 лк. Освещение не должно
создавать бликов на поверхности экрана. Освещенность поверхности экрана не
должна быть более 300 лк.
Искусственное освещение в помещениях
эксплуатации персональных компьютеров должно осуществляться системой общего
равномерного освещения. Освещенность на поверхности стола в зоне размещения
рабочего документа должна быть 300 - 500 лк. Допускается установка светильников
местного освещения для подсветки документов. Местное освещение не должно
создавать бликов на поверхности экрана и увеличивать освещенность экрана более
300 лк. Светильники местного освещения должны иметь непросвечивающий отражатель
с защитным углом не менее 40 градусов.
Рекомендуем газоразрядные типы светильников
«Промышленные светильники РСП, ГСП, ЖСП 71» для освещения производственных
помещений (высокочастотные 250-400 Гц), т.к. они создают меньший коэффициент
пульсации.
Общее освещение следует выполнять в виде
сплошных или прерывистых линий светильников, расположенных сбоку от рабочих
мест, параллельно линии зрения пользователя при рядном расположении ЭВМ.
Для обеспечения нормируемых значений
освещенности в помещениях использования ЭВМ следует проводить чистку стекол
оконных рам и светильников не реже двух раз в год и проводить своевременную
замену перегоревших ламп.
Основные нормативные показатели, характеризующие
требования к освещению приведены ниже.
Коэффициент естественной освещенности (КЕО) на
остальной территориине ниже 1,5 %
Освещенность в зоне расположения рабочего
документа для пользователей персональных компьютеров 300 - 500 лк
Освещенность экрана монитора при местном
освещении не более 200 лк
Яркость светящихся поверхностей (окна,
светильники и др.), находящихся в поле зренияне более 200кд/кв.м.
Яркость бликов на экране мониторане более 40
кд/кв.м.
Показатель ослепленности для источников общего
искусственного освещения в производственных помещениях, предназначенных для
размещения рабочих мест пользователей ПКне более 20
Показатель дискомфорта в
административно-общественных помещениях не более 40
Яркость светильников общего освещения в зоне
углов излучения от 50 до 90 градусов с вертикалью в продольной и поперечной
плоскостяхне более 200 кд/кв.м.
Коэффициент пульсации от установки освещенияне
более 5 %
Следует ограничивать неравномерность
распределения яркости в поле зрения пользователя ВДТ и ПЭВМ, при этом
соотношение яркости между рабочими поверхностями не должны превышать 3:1 - 5:1,
а между рабочими поверхностями и поверхностями стен и оборудования 10:1.
Рассчитаем количество N светильников типа ЛБ -
80, содержащих по n = 2 газоразрядных люминесцентных ламп мощностью 80 Вт,
которые необходимо установить в помещении операторской площадью S = 15 м²
для
обеспечения общего освещения зрительной работы высокой точности III разряда,
подразряда «в» при среднем контрасте объекта различения и темном фоне.
Согласно СНиП 2.2.2/2.4.1340-03 «Естественное и
искусственное освещение», освещенность Е = 300 лк. Светильник создает световой
поток F = 3040 лм и имеет коэффициент использования потока η
= 0,86. При
расчете коэффициент запаса и неравномерности освещения принимаем равными
соответственно Кз = 1,4; Z = 1,2.
Рассчитываем количество газоразрядных
люминесцентных светильников ЛБ - 80:

Таким образом, для достижения
нормального освещения в операторской должно быть установлено 2 светильника по 2
лампы. Светильники расположены локализовано над рабочим столом ближе к его
переднему краю, обращенному к оператору, и имеют непросвечивающий отражатель с
защитным углом более 40 градусов.
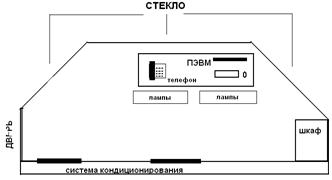
Рис. 7 Схема
расположения
Электробезопасность, защита от статического
электричества.
Степень электробезопасности помещений,
оснащенных персональными компьютерами, определяется на основе ПЭУ (“Правил
устройства электроустановок”). Как правило, такие помещения относятся к
помещениям с повышенной опасностью поражения электрическим током, поскольку
существует условие для прикосновения к металлическому корпусу оборудования.
Для обеспечения безопасности работы
обслуживающего персонала и безаварийной работы вычислительных машин в
электроустановках 220/380В предусмотрена 5-ти проводная сеть трехфазного тока с
глухозаземленной нейтралью. В электроустановках напряжением до 1000В величина
сопротивления заземляющего устройства не должна превышать 10 Ом.
Воздействие статического электричества на
организм человека может проявляться в форме малого тока, длительно протекающего
через тело, кратковременных электрических разрядов, а так же электрического
поля, в зоне воздействия которого находится человек.
Действие статического электричества смертельной
опасности не представляет, но все же, оно неблагоприятно отражается на здоровье
человека (особенно на нервной системе). Неприятные ощущения, вызываемые
статическим электричеством, являются фактором неврастенического синдрома,
головной боли, плохого сна. В итоге это сказывается на работоспособности и
здоровье оператора ПК.
К мероприятиям направленным на защиту от
статического электричества, относятся:
· заземление различных частей ПК;
· применение металлизированных защитных экранов (
с заземляющим проводом) для дисплеев;
· поддержка оптимальной влажности (40 - 60%) в
помещении;
· использование специальнохлопчатобумажной одежды
обслуживающим персоналом;
· применение антистатических мастик для натирания
полов или антистатических линолеумов;
Кроме того, в помещении необходимо
контролировать уровень аэроионизации. Оптимальным уровнем аэроионизации в зоне
дыхания человека считается содержания легких аэроионов обоих знаков от 150 до
5000 в 1 см3 воздуха.
Пожарная безопасность
Требования пожарной безопасности
регламентируются СниП 2.01.02.85 “Противопожарные нормы”, а так же ППБ 01-93
“Правила пожарной безопасности в Российской Федерации”. В соответствии с
НПБ-105-03 “Определение категорий помещений и зданий по взрывопожарной
опасности”, предприятие относится к категории В, т.к. в наличии имеются горючие
и твердые горючие материалы.
Противопожарная защита - это комплекс
организационных и технических мероприятий, направленных на обеспечение
безопасности людей, на предотвращение пожара, ограничение его распространения,
а также на создание условий для успешного тушения пожара.
Источниками зажигания в ВЦ могут быть
электронные схемы от ЭВМ, приборы, применяемые для технического обслуживания,
устройства электропитания, кондиционирования воздуха, где в результате
различных нарушений образуются перегретые элементы, электрические искры и дуги,
способные вызвать загорания горючих материалов.
К средствам пожаротушения, предназначенных для
локализации небольших загораний, относятся пожарные стволы, внутренние пожарные
водопроводы, огнетушители и т.п.
В производственных помещениях ВЦ применяются
главным образом огнетушители ОП-5.
Нельзя использовать воду для тушения пожара при
включенной общей системе электропитания помещения. В здании должна быть
предусмотрена внутренняя пожарная водопроводная сеть. Внутренняя сеть
подключается к внешней пожарной сети, оборудованной гидрантами, расположенными
на расстоянии не более 5 м. от стен здания, 150 м друг от друга и 2,5 м от края
проезжей части.
Для обнаружения начальной стадии загорания и
оповещения службы пожарной охраны используют системы автоматической пожарной
сигнализации (АПС). В соответствии с “Типовыми правилами пожарной безопасности
для промышленных предприятий” залы ЭВМ необходимо оборудовать дымовыми
пожарными извещателями. В этих помещениях в начале пожара при горении различных
пластмассовых материалов и бумажных изделий может выделяться значительное
количество дыма и мало теплоты.
Охрана окружающей среды
На предприятиях пищевой промышленности большое
внимание уделяется вопросам охраны окружающей среды. Деятельность предприятий
отрасли сопровождается нормирование качества окружающей среды, то есть
установлением нормативов. Предельно допустимых воздействий на окружающую
природную среду.
Мероприятия по охране окружающей среды,
проводимые на предприятиях пищевой промышленности - совершенствование
производства:
использование выбросов для других
технологических процессов и производств;
устройство местных отсосов или местной
вентиляции;
очистка и фильтрация технологических выбросов;
Нормативы обеспечивают экологическую
безопасность населения, сохранение генетического фонда и рациональное
использование и воспроизводство природных условий, устойчивого развития
хозяйственной деятельности.
В основе нормирования качества окружающей среды
лежат три показателя:
. Медицинский
. Технологический
. Научно-технический
Нормативы качества окружающей среды:
. Санитарно-гигиенические
. Экологические
. Вспомогательные
Санитарно-гигиенические нормативы: ПДК вредных
веществ, ПДК вредных физических воздействий, биологических воздействий, ПДУ
радиации, нормативы санитарно-защитных зон.
Экологические нормативы: нормативы выбросов и
сбросов, нормативы шума, нормативы биологических загрязнений, нормативы
радиации, строительные и градостроительные правила.
Вспомогательные нормативы: организационные и
правовые.
Всего на предприятии в год образуется 39 видов
отходов общим количеством - 70,332 т. Одновременное накопление на территории
предприятия (лимит накопления) - 23,5877 т отходов. Доля отходов II класса
опасности составляет -5,4% от общего количества образующихся отходов, отходов
III класса опасности -0,68%, IV класса и нетоксичных - 93,9%. Количество
отходов по наименованиям, по классам:
· второго класса опасности: кислота отработанная
аккумуляторная, загрязненное дизтопливо;
· третьего класса опасности: фильтры угольные
отработанные, ветошь х/б обтирочная замасленная, опилки замасленные, отходы
лакокрасочных материалов;
· четвертого класса опасности: АКБ кислотные, лом
черных металлов габаритный и кусковой, стружка черных металлов, огарки
электродов, окалина и сварочный шлак, лом цветных металлов (смешанный),
покрышки а/м легковых, грузовых, автобусов, погрузчиков, тормозные накладки,
пыль от их расточки, лом абразивных кругов, абразивная пыль, а/камеры, резина
вулканизированная;
· нетоксичные: деревянная тара, стеклобой,
полимерные отходы, обрезь искусственной кожи, обрезь тканей, строительные
отходы, макулатура необработанная смешанная.
Образующиеся на предприятии отходы производства
и потребления размещаются:
· на полигоне для захоронения - 330.3 т/год
(24.12% от общего объема образования отходов),
· сдаются специализированным предприятиям для
переработки -75,88% от общего объема образования отходов.
Очистка выбросов на предприятии, попадающих в
атмосферу:
В сухих пылеуловителях взвешенные частицы
отделяются от воздушного потока за счет сил тяжести, инерции или центробежных
сил. По конструкции это пылеосадительные камеры, циклоны (например,
цилиндрические и конические, групповые и батарейные), ротационные, вихревые,
радиальные и жалюзийные пылеуловители.
Более эффективными пылеуловителями первого вида
являются различные инерционные аппараты, в которых пылевой поток резко меняет
направление своего движения, что способствует выпадению частиц пыли.
Для эффективной очистки воздуха (газа) от пыли
широко применяются различного типа фильтры - аппараты, действие которых
основано на фильтровании запыленных газов через пористые перегородки: ткани,
волокнистые материалы, насыпные зернистые слои.
Наиболее совершенными и универсальными
аппаратами для очистки воздуха от взвешенных частиц являются электрические
фильтры. В основе их работы лежит осаждение взвешенных частиц под действием
электрических сил. Электрофильтр представляет собой аппарат, в котором
размещены коронирующие и осадительные электроды. Осадительные электроды
заземлены, а к коронирующим подводится выпрямленный электрический ток высокого
напряжения от преобразовательной подстанции.
Для очистки выбросов от газообразных примесей
применяют методы абсорбции (мокрые скрубберы Вентури, центробежные скрубберы,
газовые промыватели НПИ и др.), адсорбции, каталитического или термического
дожигания.
Каталитический метод основан на превращении
вредных компонентов промышленных выбросов в вещества безвредные или менее
вредные за счет химических реакций взаимодействия удаляемых веществ с одним из
компонентов, присутствующих в очищаемом газе, или со специально добавляемым в
смесь веществом на твердых катализаторах. В качестве катализаторов обычно
используются платина и металлы платинового ряда, оксиды меди и марганца,
марганцевая руда и др., выполненные в виде шаров, гранул, колец или проволоки,
свитой в спираль.
Экономия основного сырья и топлива:
Основными отходами ликероводочного производства
являются жом мелассы, отработанный уголь. Жом мелассы является превосходным
кормом для скота и с успехом применяются в сельском хозяйстве. Отработанный
уголь из фильтров утилизируется на самом заводе; он отводится по трубопроводам
в сборники, очищается от примесей и используется на технологические нужды
производства.
Сточные воды завода могут быть загрязнены
моющими дезинфицирующими средствами, которые используются при мытьё посуды и
дезинфекции. Для снижения содержания дезинфицирующих средств в сточных водах
предприятия уменьшают их концентрацию в моющих и дезинфицирующих растворах,
повышают их температуру и скорость их протекания при мойке и дезинфекции.
Очистку сточных вод производит городская служба. На предприятии имеется
специальная лаборатория по анализу сточных вод, в задачи которой входит
контроль за содержанием вредных веществ в сточных водах предприятия.
Условия выпуска сточных вод в водоемы:
Очищенные сточные воды предприятия сбрасываются
в приемник - непроточный водоем или водоток. Для этого смесь бытовых и
производственных сточных вод пропускается через единые очистные сооружения. В
связи с тем, что в промышленных стоках содержатся специфические загрязнения и
компоненты, их сброс регламентирован «Правилами приема производственных сточных
вод в системы канализации населенных пунктов».
Основными ограничениями на сброс промышленных
стоков в водоотводящую сеть являются:
· превышение расходов и концентраций загрязнений;
· нарушение работы сетей, насосных станций,
сооружений;
· присутствие веществ, отлагающихся на стенках
трубопроводов и засоряющих или разрушающих их;
· наличие горючих и растворенных газообразных
веществ, которые могут вызвать взрыв;
· содержание токсичных для микрофлоры очистных
сооружений веществ;
· температура более 40°С;
· рН вне пределов 6,5-9;
· содержание органических веществ по ХПК,
превышающие ПДК более чем в 1,5 раза.
Способы очистки сточных вод:
· механический (отстойники, решетки) химические,
физико-химические;
· вывоз осадков;
· локальный вывоз осадков с технологических
ёмкостей;
· сброс локальных очищенных сточных вод производят
в городскую сеть, имеющую свои очистные сооружения полной биологической
очистки.
Основные мероприятия по снижению степени
загрязнения окружающей среды должны быть направлены на:
· создание безотходных или малоотходных технологий
и производств;
· сокращение водопотребления за счет применения
оборотного и повторного водоснабжения;
· использование безопасных источников водо -
холодо - электроснабжения;
· строительство промышленных зон;
· применение современных средств очистки воды;
· снижение выбросов автотранспорта;
· совершенствование производства и его
автоматизации.
Заключение
Основная цель автоматизации производственных
процессов - это обеспечение экономии сырьевых и топливно-энергетических
ресурсов, сокращение ручных операций, улучшение условий труда при управлении
агрегатами, процессами и производством в целом, то есть повышение
технико-экономических показателей технологического процесса.
Учитывая необычайно широкие возможности
современной микровычислительной техники для автоматизации, в частности наличие
компактных запоминающих устройств и современных контроллеров, обладающих
большой емкостью и позволяющих хранить в них довольно сложные программы
управления, можно создать с помощью микропроцессорной техники машины с очень
высоким уровнем автоматизации.