Совершенствование системы менеджмента качества
Министерство образования Российской Федерации
Ижевский государственный технический
университет
Факультет «Менеджмент и маркетинг»
«Допущен к
защите»
« »
2004 г.
Зав. каф.
“Менеджмент”
ДИПЛОМНЫЙ ПРОЕКТ
на тему: «Совершенствование системы
менеджмента
качества на ЗАО ИЗМФ «ФМС» в соответствии
со стандартами ИСО 9001 – 2001»
Выполнил: студент гр.
Руководитель работы:
Консультанты кафедры:
Нормоконтроль:
Ижевск, 2004
СОДЕРЖАНИЕ
Введение 3
1. КРАТКАЯ ХАРАКТЕРИСТИКА ПРЕДПРИЯТИЯ 5
1.1. История создания предприятия 5
1.2. Правовой статус и структура управления предприятием 8
1.3. Выпускаемая продукция и оказываемые услуги 9
1.4. Персонал и оплата труда 12
1.5. Основные технико-экономические показатели 14
1.6. Российский рынок мебельной фурнитуры 16
1.7. Формирование системы управления качеством на предприятии 21
2. Теоретическое исследование систем управления качеством 27
2.1. Принципы построения системы 27
2.2. Этапы формирования и виды затрат на качество продукции 32
3. Разработка проекта системы менеджмента качества в ЗАО
ИЗМФ «ФМС» 42
3.1. Анализ причин появления брака готовой продукции . 42
3.2. Анализ затрат на качество 52
4. ОРГАНИЗАЦИЯ ВНЕДРЕНИЯ ПРОЕКТА 75
4.1. Регламент процесса внедрения системы менеджмента
качества 75
4.2. План внедрения системы менеджмента качества 78
4.3. Требования к руководству предприятия 79
5. ОХРАНА ТРУДА 81
5.1. Анализ характеристик и потенциальных опасностей и
вредностей объекта 81
5.2 Выбор и обоснование мероприятий для создания нормативных
условий труда 83
Заключение 92
Список литературы 95
В результате поступления
на рынок огромной массы фальсифицированной продукции, неучтенной,
некачественной продукции сформировался мощный сектор теневой экономики,
оказывающей активное противодействие усилиям государства по формированию
цивилизованного рынка, наносится невосполнимый ущерб здоровью российских граждан,
подрывается репутация отечественных и зарубежных производителей, но в первую
очередь от некачественной продукции страдают рядовые россияне, так как качеству
продукции уделяется мало внимания.
Полагаю, что эта проблема
может быть решена путем разработки и реализации Комплексной федеральной
программы по защите рынка, внедрения систем качества на промышленных
предприятиях, повышение роли независимой экспертизы товаров и услуг.
Госстандарт России уже к
середине 2003 года сумел довести уровень гармонизации отечественных нормативных
документов с международными стандартами до 35%, что вполне сопоставимо со
средними показателями по Европе. Тем самым устранены ранее существующие барьеры
между Россией и Европейским союзом, связанные с выдвижением различных
требований и низковольтному оборудованию, электромагнитной совместимости,
сосудам высокого давления, некоторым видам продуктов питания, текстилю, средствам
индивидуальной защиты и игрушкам.
Одна из серьезнейших
причин многих бед нашей страны- несовершенство законодательства. Именно поэтому
Торгово-промышленная палата (как и Госстандарт России) настаивает на
первоочередном принятии законодательных актов: «О подтверждении соответствия
продукции и услуг нормативным требованиям», «О безопасности технических
средств», «О качестве и безопасности пищевых продуктов.
Законодательные нормы,
если будут приняты, заработают не скоро. Между тем опрос, проведенный Центром
политических технологий при участии ВЦИОМ, показал: 93% потребителей, 71%
крупных российских производителей и 51% членов Государственной Думы выступают
за усиление государственного контроля за качеством продукции на потребительском
рынке.
Государство обязано
принять меры по защите качества продукции, в частности, ввести законодательные
запреты на торговлю без разрешения и без документа, подтверждающего качество
продукции, а также запрет на рекламу некачественных продуктов.
Усиление позиций в конкурентной
борьбе сегодня зависит не только от качества продукции, но и от качества
управления. Совершенствование управления является одним из главных факторов
повышения эффективности производства. Для того чтобы завоевать и удержать свое
место на рынке приходится постоянно заботиться о повышении качества продукции
при одновременном снижении ее цены. Добиться этого можно, только внедряя
современные методы управления качеством.
Актуальность выбранной
темы заключается в том, что, во-первых, правовое регулирование качества
продукции является важным условием договора купли –продажи, хотя и не
относится к существенным, однако часто оговаривается сторонами при заключении
договора.
Во-вторых качество – это
соответствие требованиям ГОСТа, техническим условиям, ставящей своей задачей
защиту прав граждан.
В-третьих сейчас
качество- стало актуальным для нашей страны, поэтому вызывает особый интерес.
Целью данной дипломной
работы является совершенствование системы менеджмента качества на ЗАО ИЗМФ
«ФМС» в соответствии со стандартами ИСО 9001 - 2001.
Исходя из цели работы, автор ставит перед собой
следующие задачи:
-
рассмотреть
правовое регулирование качества, в общем развитие законодательства о качестве.
-
исследовать
источники правового регулирования качества продукции за рубежом, в РФ и в ЗАО
ИЗМФ «ФМС».
Ижевский завод мебельной
фурнитуры начал свое зарождение с хозрасчетного участка на базе Технического
училища №1 в октябре 1989 года. 26 декабря 1989 года хозрасчетный участок
"Ижевский политехникум" зарегистрирован в Исполкоме Индустриального
района города Ижевска. Этот день теперь отмечают как день рождения ЗАО
"ФМС".
В начале деятельности
основатели (или учредители) будущего "ФМС" занимались следующим:
обучением компьютерной грамотности, бухгалтерскому учету, вождению автомобилей,
проведением проектных работ, созданием творческих коллективов, посредническими
услугами и многим другим. Потом кто-то предложил делать гвозди.
В марте 1991 года заработал
первый гвоздильный станок, пошли первые гвозди, первые заработанные деньги.
Приобретается еще несколько единиц оборудования для высадки метизов -
высадочное и накатное оборудование. Начинается производство шурупов. И вот,
однажды, покупатель делает заказ на винты для мебели. Начинается производство
мебельных винтов и стяжек, а для фирмы - мебельной фурнитуры.
В 1991 году хозрасчетный
участок "Ижевский политехникум" превращается в ТОО УПФ
"Формула".
В ноябре 1992 года
первая выставка продукции - международная выставка в Москве
"Мебель-92". Производителей фурнитуры на выставке было немного, и
продукция имела потрясающий успех. Новые клиенты, новые связи, новые идеи.
Учредители ТОО УПФ
"Формула" принимают решение о создании холдинга с образованием на
базе хозрасчетных участков самостоятельных предприятий, со своим расчетным
счетом, печатью, полной финансовой самостоятельностью. В августе 1993 года появляется
фирма "Формула-Скорпион". В ноябре появляется фирма "КИМФ"
(Крепежные Изделия Мебельная Фурнитура). Как основная руководящая структура
создается АО "ЭКМ-Холдинг".
Создание самостоятельных
фирм дало мощный толчок в их развитии. За два последующих года (1994-95) объемы
продаж увеличились более чем в 4 раза. Происходит интенсивное развитие фирм
"Формула-Скорпион" и "КИМФ". Появляются новые изделия -
стяжки обеденного стола, рояльные петли, дверные навесы, колесная опора
собственного производства.
И
"Формула-Скорпион", и "КИМФ" занимались производством
совершенно одинаковой продукции, имели одних и тех же клиентов и были в
принципе обособленными предприятиями, имеющими собственные счета и собственные
интересы. В дальнейшем, это привело к тому, что фирмы начали вести конкурентную
борьбу. Обиды, замедление роста объемов производства и продаж обеих фирм (всего
10% по сравнению с предыдущим годом).
С целью прекратить
конкуренцию фирм и создать единое мощное предприятие начинаются переговоры
руководителей "ЭКМ-Холдинга", фирм "Формула-Скорпион" и
"КИМФ".
В результате этого 26
декабря 1995 года Исполком Первомайского района города Ижевска зарегистрировал
ЗАО "ФМС".
В 1996 году объемы продаж
снова удваиваются и достигают 1 млн. долларов в год.
В 1997 году начинает
работать склад готовой продукции, участок комплектования и упаковки. Впервые
отгрузка продукции осуществляется централизованно. Параллельно осваиваются
около 500 м2 производственных площадей. Появляются такие изделия как
крестовина, механизм раздвижных дверей, начинается крупносерийное производство
винта-конфирмата. Снова удваиваются объемы продаж.
1998 год стал самым
тяжелым для предприятия. Казалось, начало года не предвещало ничего плохого.
Отгрузки января и февраля на уровне максимальных отгрузок 1997 года. Однако
наступает март - падение продаж на 30%, апрель - снова падение на 30% и самый
тяжелый и самый плохой месяц за всю историю предприятия - май - падение по
сравнению с апрелем - 40%. По сравнению с отгрузками конца 1997 года, в мае
1998 продано продукции в 4 раза меньше. Предприятие на грани банкротства.
Встает вопрос - либо сокращать штат, либо значительно сокращать зарплату, как
рабочих, так и ИТР. Выбрали второе, решив сохранить коллектив, и выстояли.
И вот наступает август
1998 года. Обвал рубля и стремительный рост стоимости доллара. Выставка
"Мебель-98" в Москве. Более эффективной, более продуктивной выставки
не было за всю историю ЗАО "ФМС". Мебельные фабрики, использующие в
своем производстве импортную мебельную фурнитуру, оказались на пороге
банкротства. Цены на их продукцию увеличились более чем вдвое, продажи упали,
склады затоварились. Выбор между закрытием и поиском отечественных
производителей пал на второе.
В связи с этим в конце
года наблюдается резкий рост объема продаж, сокращение периода оборачиваемости.
В начале 1998 года
происходит объединение ЗАО "ФМС" и предприятия "Полимерсервис",
появляется свой участок переработки пластмасс.
17 августа дало мощный
толчок в развитии предприятия. В 1999 году производилось в 2-3 раза меньше, чем
могло бы продаваться. Предприятие оказалось неготовым к столь резкому росту
спроса на продукцию. Не хватало площадей, оборудования, людей, чтобы обеспечить
все потребности мебельных фабрик.
Корпус №4 - новый этап в
развитии предприятия, переход на принципиально новый уровень инвестиционных
вложений. 7000 м2 производственных площадей в собственности, первый этаж
площадью 2800 м2 и высотой 12 метров. Сегодня на этих площадях размещается
холодновысадочное производство и участок по переработке пластмасс и складское
хозяйство предприятия.
В этом же году была
закончена реконструкция, и в сентябре открылся фирменный магазин "Мебель
России", в котором ЗАО "ФМС" продает мебель российских
мебельных фабрик и фурнитуру собственного производства, других отечественных и
зарубежных производителей.
Сегодня ЗАО
"ФМС" - крупнейший производитель мебельной фурнитуры Урала и
Волго-Вятского регионов. Номенклатура производимых изделий насчитывает более
500 наименований мебельной и строительной фурнитуры. Количество клиентов превышает
1000.
Местонахождение предприятия:
г. Ижевск, ул. Восточная магистраль 1
Ижевский завод мебельной
фурнитуры - закрытое акционерное общество. Уставный капитал составляет 4
миллиона рублей и поделен на 10 тысяч акций номинальной стоимостью 400 рублей
каждая. Учредителям принадлежит немногим более половины всех акций, остальные у
11 крупных акционеров.
Организационная структура
в настоящее время претерпевает серьезные изменения. Это связано с тем, что с
развитием предприятия появлялись новые отделы, службы, цеха и участки, а включение
их в структуру предприятия проходило не совсем обдуманно. Визуально представить
организационную структуру предприятия можно при помощи "Приложения
1".
Дадим краткую картину
сегодняшней структуры предприятия. Как и во всех акционерных обществах на предприятии
действует собрание акционеров и наблюдательный совет. Во главе ЗАО
"ФМС" стоит генеральный директор. При нем создан консультационно-совещательный
орган - дирекция. Дирекция обсуждает наиболее важные для предприятия проблемы и
выносит свое решение, которое затем оформляется в соответствующий документ
(например, приказ).
Непосредственными
подчиненными генерального директора являются директор производства, технический
директор, коммерческий директор, финансовый директор, заместитель генерального
по качеству, заместитель генерального по реконструкции, главный бухгалтер,
секретарь, начальник отдела кадров, начальник охраны.
Директор производства
контролирует работу директора центра обработки пластмасс, согласовывает работу
цеха №1 (высадка, накатка), цеха №2 (штамповка), цеха №9 (пластмасса), цеха №23
(транспортный). Участки сборки, механосборки, порошковой покраски и экструзии
находятся в цехах, но являются самостоятельными подразделениями.
Технический директор
отдает свои распоряжения двум заместителям: по обеспечению и подготовке
производства. У них, в свою очередь, находятся в подчинении: отдел главного
механика, склад запчастей, участок ремонтно-механический, ремонтные службы
цехов, диспетчерская служба, служба надзора за эксплуатацией подъемных механизмов,
отдел инструментального хозяйства, отдел планово-производственный, центральный
инструментальный склад, ремонтно-инструментальные участки цехов,
инструментальный участок. А также инженерно-технический центр, отдел
рациональных предложений, инженер по технике безопасности, отдел
перспективных технологий.
Коммерческий директор
руководит отделами маркетинга, сбыта, снабжения, цехом №8 (комплектовка,
отгрузка, упаковка), Торговым домом, магазином "Мебель России".
Финансовый директор
отвечает за планово-экономический отдел, отдел информационных технологий и
следит за работой юриста.
Заместитель генерального
директора по качеству контролирует аналитический отдел поддержки качества.
Планируется также создать собственную лабораторию для экспертизы качества и
другие подразделения, поэтому и произошло выделение этой должности.
Заместитель генерального
по реконструкции возглавляет отдел главного энергетика, отдел капитального строительства
и 20-й (строительный) цех.
Главный бухгалтер
контролирует работу бухгалтерии, самого многочисленного подразделения ИТР.
Секретарь занимается
делопроизводством.
Отдел кадров занимается
кадровым делопроизводством.
Всего в ассортименте производимой предприятием
продукции более 500 наименований изделий. Их можно укрупнить в следующие
группы:
-
ручки мебельные
-
механизмы
трансформации (кресла-кровати, встроенной кровати, диванных подушек)
-
кронштейны
-
стяжки
-
гнезда
-
петли
-
подвески
-
опоры колесные и
поворотные
-
тормоз опоры
колесной
-
ролики мебельные
-
пуговицы для
мягкой мебели
-
уголки
-
держатели
-
фиксаторы
-
ограничители
-
захваты
-
растяжки
-
планки
-
ключи
-
заглушки
-
подпятники
-
пластмассовые
колеса
а также крепежные изделия
и строительная фурнитура. Фрагменты каталога производимой продукции приведены в
Приложении.
Широта номенклатуры
производимой предприятием фурнитуры позволяет клиентам приобретать все им
необходимое в одном месте. Гарантии своевременной поставки продукции, ее
качество и умеренные цены привлекают все большее количество покупателей. Знание
рынка и потребностей "мебельщиков", опыт работы дают значительные
преимущества перед конкурентами.
Продукция ЗАО
"ФМС" и других предприятий, занимающихся производством мебели или
мебельной фурнитуры, выставлена на продажу в Торговом доме и магазине "Мебель
России".
Сбыт является
классическим показателем успеха маркетинга. И его динамика говорит о том, что
нужно делать намного больше.
Для того чтобы обеспечить
удовлетворение потребностей участников организации, организация должна занимать
определенные позиции на рынке, свою рыночную нишу. Организация должна
удовлетворять рыночные потребности, иметь свой круг потребителей, быть
конкурентоспособной в глазах потребителей - то есть решать ряд специфических
рыночных задач.
Рыночные цели:
-
известность
товара и предприятия (процент потребителей, знающих товар);
-
положительная
информированность о товаре и предприятии (процент потребителей, имеющих
достаточную информацию о товаре);
-
имидж товара и
предприятия (процент потребителей, образ товара в глазах которых отвечает
интересам предприятия);
-
предпочтения
потребителей (процент потребителей, предпочитающих товар);
-
доля рынка
предприятия абсолютная (сбыт предприятия разделить на объем рынка умножить на
100%);
-
доля рынка
предприятия относительная (сбыт предприятия разделить на сбыт крупнейшего
конкурента умножить на 100%)
Рыночные задачи:
-
присутствие на
привлекательных рынках;
-
обеспечение
соответствия товара потребностям покупателей;
-
обеспечение
известности и информированности потребителя о товаре;
-
обеспечение
предпочтений потребителя к товару.
Для реализации целей и
задач маркетинга нужно проводить маркетинговые исследования рынка,
покупательского спроса, количества и возможностей конкурентов, цен на
аналогичную продукцию.
Развитая система маркетинга может стать одним из
факторов увеличения объемов продаж, а с ними и прибыли.
Эффективность
использования персонала характеризуют производительность труда, соотношение
оперативных работников и работников аппарата управления, оценка доли затрат на
оплату труда в общей сумме затрат, сравнение темпов изменения производительности
труда и средней оплаты труда.
Рассмотрим такой
показатель, как производственный опыт работников на данном предприятии:
Таблица 1
Распределение работников по трудовому стажу на предприятии
|
Стаж
|
количество работников
|
в % от общей численности
|
|
до 1
|
45
|
14
|
|
1-3
|
126
|
40
|
|
3-5
|
68
|
22
|
|
5-7
|
56
|
18
|
|
7-9
|
12
|
4
|
|
св.10
|
9
|
2
|
|
всего
|
316
|
100
|
Средний стаж 3,1 года.
Самая многочисленная группа работников - проработавшие от года до трех .
Таблица 2
Распределение численности работников по возрастам
|
Возраст
|
количество человек
|
в % от общей численности
|
|
до 18
|
1
|
0,003
|
|
18-24
|
42
|
13,5
|
|
24-29
|
65
|
20,5
|
|
29-35
|
39
|
12,6
|
|
35-40
|
32
|
10,2
|
|
40-45
|
33
|
10,4
|
|
45-50
|
46
|
14,5
|
|
50-55
|
41
|
12,9
|
|
55-60
|
10
|
3,2
|
|
св.60
|
7
|
2,2
|
|
всего
|
316
|
100
|
Доля затрат на оплату
труда в общей сумме затрат в 2002 году составила 18%, 2001 году составила -
14,7%, а в 2000 - 10%.
Темпы роста средней
заработной платы составили 32% в 2002 году, 18% в 2001 году (по сравнению с
2000). В то время как производительность труда в 2002 году растет на 22%, а в
2001 году снижается на 23%. Получается, что работники не заработали себе на
повышение заработной платы.
Несмотря на это, сумма
средств, затрачиваемых предприятием на обучение персонала, растет: в 2000 - 20
тысяч рублей, в 2001 году - 138 тысяч рублей (в 6,9 раз больше), в 2002 году -
158 тысяч рублей (на 14,5% больше). Причем в основном эти деньги были потрачены
на переподготовку и повышение квалификации, а остальное на первоначальное
обучение, освоение смежных профессий.
Решения по вопросам
заработной платы принимает Дирекция предприятия на основании Устава. Уровень
оплаты труда работников зависит от результатов финансовой деятельности ЗАО
"ИЗМФ "ФМС". Разумеется, в соответствии с требованиями КЗоТ, работникам
гарантируется получение минимального размера оплаты труда, установленного
законодательством на момент выплаты.
Премирование работников
осуществляется на основании "Положения о премировании" при наличии
финансовых средств, которые могут быть направлены на формирование фонда
материального поощрения. При наличии средств премию получают все.
На предприятии
используются следующие формы оплаты труда:
-
сдельная
(тарифная) - основные рабочие;
-
повременная
(тарифная) - вспомогательные рабочие;
-
сдельно-премиальная
- основные рабочие имеющие особые заслуги перед предприятием или придумавшие
что-то новое, сэкономив, таким образом, определенную сумму;
-
повременно-премиальная
- вспомогательные рабочие имеющие особые заслуги перед предприятием или
придумавшие что-то новое, сэкономив, таким образом, определенную сумму;
-
оплата по
должностным окладам (ИТР).
Общее представление о
результатах деятельности и эффективности предприятия можно получить из основных
технико-экономических показателей. Для удобства сгруппируем их в таблицу 4.
Таблица 4
Основные технико-экономические показатели
|
№
|
Наименование показателей
|
Ед.
|
2002
|
2001
|
2000
|
Темпы роста
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
|
1
|
Выручка от продажи товаров,
продукции, работ, услуг
|
тыс.р.
|
116478,0
|
87596,74
|
85128,84
|
1,02
|
Продолжение таблицы 4
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
|
2
|
Выручка от продажи основной продукции
|
тыс.р.
|
82904,0
|
64919,32
|
67676,41
|
1,02
|
|
3
|
Среднесписочная численность всех
работающих
|
чел.
|
316
|
291
|
218
|
1,09
|
|
4
|
Среднесписочная численность рабочих
|
чел.
|
218
|
207
|
161
|
1,05
|
|
5
|
Фонд заработной платы всех работающих
|
тыс.р.
|
15359
|
10746
|
6788
|
1,43
|
|
6
|
Фонд заработной платы рабочих
|
тыс.р.
|
10714
|
8389
|
5118
|
1,28
|
|
7
|
Среднемесячная заработная плата на
1 работающего
|
руб.
|
4050,37
|
3077,32
|
2594,80
|
1,32
|
|
8
|
Среднемесячная заработная плата на
1 рабочего
|
руб.
|
4095,56
|
3377,21
|
2649,07
|
1,21
|
|
9
|
Прибыль по балансу
|
тыс.р.
|
4382
|
10025,98
|
15650,16
|
0,44
|
|
10
|
Рентабельность общая
|
%
|
3,76
|
11,45
|
18,38
|
0,33
|
|
11
|
Рентабельность совокупного капитала
|
%
|
33
|
19
|
46,5
|
1,74
|
|
12
|
Среднегодовая производительность
труда
|
тыс.р.
|
368,601
|
301,02
|
390,49
|
1,22
|
Из таблицы видно, что за
2002 год на 2 % выросла выручка от продажи основной продукции (мебельной
фурнитуры); значительно упала прибыль (на 56%), общая рентабельность (на 67%),
выросла рентабельность совокупного капитала (на 74%) и среднегодовая
производительность труда (на 22%).
В прошлые годы
наблюдалась лишь тенденция снижения темпов роста выручки, поэтому руководство
предприятия стало думать над созданием отдела маркетинга, который мог бы
обеспечить спланированную рекламную компанию, направленную на повышение объемов
продаж. Заключение контрактов с новыми клиентами, поиск более выгодных поставщиков
ресурсов - это один из факторов роста выручки, как следствие увеличения объемов
и снижение затрат на производство продукции.
В 59%-м падении
рентабельности совокупного капитала в 2001, помимо падения производительности
(а значит и эффективности) труда, сыграла свою роль закупка нового
оборудования. Оно было закуплено в конце 2001 года и вводилось в действие очень
медленно в течение всего последующего года. Не хватало времени,
квалифицированных рабочих и оборотных средств для того, чтобы запустить новое
оборудование. Несмотря на это, обновление основных производственных фондов,
несомненно, положительная тенденция. В будущем это будет способствовать росту
прибыли и увеличению отрыва между ЗАО "ФМС" и его конкурентами.
За последние годы
произошли определенные сдвиги в развитии российских производств по выпуску фурнитуры
и комплектующих изделий, соответствующих современным требованиям мебельной
промышленности. Однако основная часть сегодняшней потребности мебельщиков в
фурнитуре закрывается зарубежными поставками.
Прогресс в производстве
мебели последние годы в значительной степени определяется степенью
совершенствования крепежной и лицевой фурнитуры, а также степенью насыщения
мебели различными дополнительными элементами. Качественные ручки, петли,
стяжки, направляющие расширяют возможности проектировщика, повышают комфортабельность
мебели, облегчают процесс производства, транспортировки и сборки, ускоряют
реализацию и очень часто определяют реальные сроки службы мебели.
Высококачественная
фурнитура сегодня может быть весьма сложной и, соответственно, дорогой. Анализ
мировых тенденций развития мебельной промышленности показывает, что насыщение
мебели качественной фурнитурой ведет к постоянному росту ее удельного веса в
себестоимости изделий, составляющего сегодня 10-15 процентов, а иногда и более.
При этом все более стирается граница между мебелью и сложной бытовой техникой.
Это особенно ярко
проявляется в кухонной мебели, где уже сегодня гладильная доска, холодильник,
посудомоечная машина и многое другое могут быть составной частью комплекта
мебели, при этом стоимость комплектующих значительно превышает стоимость
собственно "мебельных" деталей.
Этот фактор обуславливает
более высокие темпы развития рынка фурнитуры по сравнению с рынком мебели.
Например в Германии, при некотором сокращении объемов производства мебели в
последние годы производство фурнитуры весьма уверенно прирастает в объемах. Он
же определяет то, что у покупателей мебели фурнитурные фирмы нередко имеют не
меньшую известность, чем производители мебели.
В производстве мебели
сегодня применяются тысячи наименований лицевой и крепежной фурнитуры
(всевозможные ручки, декоративные раскладки, петли, защелки, различного типа
стяжки, механизмы трансформации, полкодержатели и пр.), а также сотни видов
комплектующих изделий, в том числе металлические каркасы для различных столов и
стульев, металлические опоры для кресел, опоры винтовые и колесные для значительной
группы мебели, пластмассовые и металлические емкости, пружинные блоки,
стеклянные детали, зеркальные изделия и т.д. Например, ассортимент фирмы
"Хефеле" насчитывает пятьдесят тысяч наименований.
Ассортимент, механические
показатели, дизайн, качество и внешний вид отечественной фурнитуры и
комплектующих изделий во многом уступали лучшим зарубежным образцам, и это
сразу сказалось в период становления рыночных отношений в России.
Производство фурнитуры
оказалось неконкурентоспособным, множество заводов прекратило ее выпуск из-за
отсутствия спроса, низкой рентабельности и неподготовленности к выпуску
современной качественной продукции. В связи с резким падением производства
мебели и большим насыщением отечественного рынка импортной продукцией, в том
числе и мебелью, выпуск фурнитуры и комплектующих изделий российскими предприятиями
сократился в несколько раз. Многие предприятия по производству фурнитуры и комплектующих
изделий для мебели вообще прекратили свое существование. Количество
отечественных предприятий-изготовителей фурнитуры составляет в настоящее время
около ста тридцати - против более чем трехсот в начале 90-х годов.
Однако и абсолютное
большинство оставшихся предприятий не может обеспечить необходимый уровень
конкурентоспособности с иностранными поставщиками. В основном они производят
крепежную нелицевую фурнитуру, отдельные виды петель и ручек, отдельные
конструкции стяжек, несложные механизмы трансформации, стеклодетали, зеркала,
пружинные блоки и др.
Этому способствуют
сравнительно небольшие объемы производства, недостаток квалифицированных
дизайнеров-проектировщиков, отсутствие специализации и единой технической
политики в решении вопросов стандартизации, сертификации и испытаний продукции.
В крупных зарубежных
компаниях имеются свои проектные подразделения, ведется постоянная работа по
повышению качества и долговечности продукции, разрабатываются методы испытаний,
проводится сертификация производств. Характерной чертой большинства известных
фурнитурных фирм является комплексность производимой продукции при
специализации в определенных ассортиментных программах.
В результате основная
часть сегодняшней потребности мебельщиков в фурнитуре закрывается зарубежными
поставками. Рынок России активно заполняется импортной фурнитурой и
комплектующими изделиями в неограниченном ассортименте различного уровня
качества и цен. Это в первую очередь относится к лицевой фурнитуре (ручки, накладные
погонажные и соединительные детали, элементы декоративного оформления фасадов
мебели, ящики выдвижные "метабоксы", направляющие для раздвижных
дверей, отдельные виды механизмов трансформации к различным изделиям мягкой мебели
и др.).
По экспертным оценкам в
2001 году в Россию было импортировано фурнитуры и комплектующих для мебели на
сумму 70-100 млн. долларов США. В крупных промышленных центрах России работают
представительства инофирм, а также совместные предприятия, организовавшие
поставку фурнитуры из-за рубежа практиче-ски в любых объемах и в ассортименте
по каталогам фирм-производителей.
За последние годы
произошли определенные сдвиги в развитии российских производств по выпуску
фурнитуры и комплектующих изделий, соответствующих современным требованиям
мебельной промышленности. Созданы и освоены производства лицевой фурнитуры и
комплектующих изделий на АО "Валмакс" (г. Миасс), "Коралл",
"Комплект", и "Мебельная фурнитура" (г. Калуга),
"Макрос" (г. Москва), "Ниневия" и "Стамор" (г.
Санкт-Петербург), элементов трансформации на ООО "Трансформер" (Московская
обл.), сетчатых емкостей на АО "Оспаз-инструмент", (г. Орел). Очень
активно развивает производство различных видов крепежной фурнитуры и других
комплектующих ЗАО "ФМС" (г. Ижевск). Из зарубежных изготовителей фурнитуры
и комплектующих для мебели на российском рынке следует отметить турецкие
("Samet", "Mesan", "Mepa", "Ozbek",
"Senel", "Timpeks", "Yamag") и польские
("Gamet", "Marcopol") фирмы, поставляющие достаточно
качественные и недорогие изделия.
Активно начинают
осваивать этот рынок и китайские компании, однако здесь в связи с
малоизученностью поставщиков можно встретить как вполне качественные изделия по
хорошим ценам, так и явную халтуру. Фурнитуру высокого качества и,
соответственно, более дорогую поставляют фирмы Германии ("Hettich",
"Hafele", "Mepla", "PMT"), Италии
("Adar", "FGV", "Ferrari", "Leranova"),
Австрии ("Blum", "Grass", "Видра").
Фирма "Samet"
изготавливает практически весь ассортимент фурнитуры. В Россию поставляет
соответствующие европейскому стандарту мебельные петли, ручки, направляющие для
ящиков. Сырье, используемое для производства фурнитуры, поставляется
специализирующимися в этой области европейскими и турецкими компаниями. Оборудование
для изготовления фурнитуры автоматизированное и произведено в Германии и
Швейцарии. Фирма "Mesan" поставляет различные виды крепежной
фурнитуры, ножки для столов, мебельные ручки, мебельные замки, опоры колесные и
поворотные. Фирма "Mepla" - поставщик фурнитуры для раздвижных
дверей, фирмы "Ozbek" и "Yamag" - изготовители колесных и
поворотных опор, фирмы "Timpeks" и "Senel"- мебельных
ручек, петель, направляющих, крепежной фурнитуры.
Фирма "Samet"
предлагает российским потребителям различные виды мебельных ручек из металла,
пластмассы, дерева, декоративные мебельные петли. Фирмы "Blum" и
"Grass" главным образом поставляют отличного качества весь спектр
мебельных петель, направляющие и метабоксы, эксцентриковые стяжки, декоративные
и кромочные раскладки, элементы декора.
Фирмы
"Ferrari", "Adar", "FGV", "Leronova" в
основном поставляют весь спектр 4-шарнирных мебельных петель, направляющие и
метабоксы, стяжки, различного вида опоры, комплекты для раздвижных дверей и пр.
фурнитуру высокого качества по каталогам.
Фирма "Hafele"
предлагает мебельщикам более 50 тысяч наименования изделий также высокого
качества, но цены значительно выше, чем на аналогичные отечественные образцы.
Несмотря на довольно высокие цены многие стабильно работающие мебельные
предприятия России для поддержания качества своей продукции и, соответственно,
устойчивого спроса у покупателя предпочитают закупать высококачественные
импортные комплектующие изделия и фурнитуру.
В 2002 году по заданию
Минпромнауки РФ с целью подготовки "Программы повышения
конкурентоспособности и развития производства мебели и ее компонентов в России"
была изучена продукция нескольких десятков заводов по производству фурнитуры.
При этом выяснилось, что
абсолютное большинство российских предприятий в силу своей малочисленности не
способны обеспечить самостоятельное проведение работ по проведению
маркетинговых исследований, разработке конструкторской и технической
документации, испытанию новой продукции. Одной из главных причин такого
положения является то, что большинство производств представляет собой отдельные
малочисленные цеха или участки больших металлообрабатывающих предприятий, для
которых эти изделия являются непрофильными и мало интересными в финансовом
плане. К сожалению, отсутствуют в России и специализированные проектные
организации, которые имеют возможность разработки новых моделей фурнитуры и
комплектующих изделий, а существовавшая до 90-х годов система централизованного
осуществления технической политики через специализированные институты
ликвидирована, работы по разработке стандартов на терминологию, технических
условий на фурнитуру и методы испытаний длительное время не проводятся.
При подготовке программы были разработаны
технические требования на ряд современных систем фурнитуры и комплектующих,
производство которых в стране практически отсутствует. Однако подобрать
предприятия-исполнители для освоения перспективных систем оказалось достаточно
сложно, так как в число исполнителей программы могут быть включены лишь
несколько самых больших специализированных заводов, располагающих собственными
проектными подразделениями и средствами.
В связи с большой
раздробленностью большинства российских производителей представляется
перспективным использовать опыт работы фирмы "Хефеле", являющейся
торговым предприятием, концентрирующим у себя продукцию множества мелких производителей
и формирующим для них единую техническую политику. Опыт мебельщиков
подсказывает, что такую работу могла бы взять на себя одна из компаний,
заработавших капитал на поставках импортной продукции, или для этого можно
организовать холдинг по торговле и производству комплектующих при одной из
производственных ассоциаций.
Весь опыт проведения
работ по решению проблемы качества продукции на предприятиях определил
необходимость использования при этом системного подхода. На его основе в
настоящее время пытаются повсеместно создать и совершенствовать практически все
системы управления.
Системный подход
предполагает изучение того или иного объекта как системы целостного комплекса взаимосвязанных
элементов в единстве со средой, в которой они находятся. Элементы любой
системы, как правило, представляют собой системы (подсистемы) более низкого
порядка, а каждая система (подсистема), в свою очередь, выступает как отдельный
элемент системы более высокого порядка.
Главная цель системы управления качеством
сформулирована следующим образом: обеспечение высоких и устойчивых темпов роста
качества продукции, выпускаемой предприятием. Она достигается:
-
созданием и
освоением новых высококачественных видов продукции;
-
своевременной
постановкой на производство новой продукции;
-
снятием с
производства морально устаревшей продукции;
-
улучшением
показателей качества выпускаемой продукции путём её совершенствования и
модернизации.
Разработка проектов
системы при соблюдении всех правил проектирования давала возможность
осуществлять действительно комплексное УКП и увязывать все стороны деятельности
предприятия в области качества продукции. Особую роль при этом должен был
играть один из важнейших документов проекта системы - комплексный план повышения
качества продукции (программа “Качество”).
КС УКП представляет собой
организационную структуру распределения полномочий и ответственности,
требования и методы их реализации, а также включает ресурсы, необходимые для её
функционирования.
КС УКП является основной
частью общей системы управления предприятием и функционирует одновременно со
всеми другими видами деятельности на предприятии, согласуясь и взаимодействуя с
ними.
Взаимодействие
осуществляется на пяти уровнях:
-
организация работ
по управлению качеством продукции на уровне руководства предприятия (директор,
главный инженер, их заместители).
-
организация работ
по УКП на уровне руководителей цехов и отделов, которые реализуют мероприятия
по КС УКП в рамках своих подразделений.
-
организация работ
по УКП на уровне руководителей бюро, бригад, участков, которые обеспечивают
организацию бездефектного изготовления продукции и работу исполнителей по
качеству.
-
организация работ
непосредственных исполнителей по обеспечению высокого качества продукции,
которые в своей деятельности осуществляют организацию личной работы
неукоснительного исполнения и соблюдения требований нормативно - технической
документации и обеспечивающих достижение высоких показателей качества
продукции.
Система УКП должна
функционировать таким образом, чтобы потенциальный заказчик или потребитель
продукции был уверен в том, что:
-
его требования к
данной продукции будут удовлетворены полностью;
-
возникающие
проблемы будут не только устранены, но не смогут возникнуть в последующем
вследствие работы эффективного механизма предупреждения их появления;
-
продукция, в
результате её постоянного совершенствования с учётом достижений отечественных и
зарубежных учёных, а также накопленного опыта, будет и в последующем
удовлетворять растущие потребности.
Обращаясь к организационному построению КС УКП
следует отметить, что принятая в ЗАО ИЗМФ «ФМС» политика в области качества
соответствует следующим положениям:
-
реализация выше
указанных требований осуществляется на основе постоянно действующих
организационно-технических, экономических мероприятий по обеспечению и
поддержанию необходимого уровня качества продукции при её разработке, производстве
и эксплуатации;
-
общее руководство
системой осуществляет генеральный директор ЗАО «ФМС», определяющий политику в
области качества продукции и обеспечивающий необходимые условия для её
реализации;
-
координация
деятельности структурных подразделений по реализации политики в области
качества и требований руководства по качеству, разработка основополагающих
документов, общих правил и процедур по обеспечению качества возлагается на
заместителя генерального директора по качеству;
-
методическое
руководство и координацию деятельности всех подразделений ЗАО «ФМС» по
управлению качеством осуществляет бюро управления качеством продукции, которое
структурно входит в состав отдела технического контроля и подчиняется
заместителю генерального директора по качеству;
-
обобщение
передового опыта и оперативное решение проблем по качеству решается с помощью
коллективных органов в структуре КС УКП (постоянно действующая комиссия по
качеству, совещание по качеству, группы качества в подразделениях, технические
советы цехов, временные творческие коллективы);
-
оперативная
разработка организационно-технических мероприятий для предотвращения отказа
изделий в процессе испытаний и эксплуатации осуществляется с помощью
координационного совета по качеству.
Объектами управления в
системе УКП являются условия и факторы , влияющие на обеспечение качества
выпускаемой продукции. К их числу относятся:
-
состояние
конструкторской, технической, нормативно-технической документации;
-
качество
оборудования, оснастки, инструмента, средств измерения, контроля;
-
качество сырья,
материалов, полуфабрикатов, покупных комплектующих изделий;
-
качество
организации и управления производством;
-
качество
процессов производства и ритмичность работы;
-
хозяйственный
механизм и его элементы (план, ценообразование, экономическое
стимулирование...);
-
качество
управления персоналом.
Внедрение КС УКП на ЗАО «ФМС» имело большой
положительный опыт по повышению качества продукции. Но при этом следует учитывать,
что при практическом использовании методов КС УКП проявились и недостатки, которые
в современных условиях уже не позволяют изготавливать конкурентоспособную
продукцию. Среди недостатков, свойственных КС УКП следует отметить:
-
слабое
методическое руководство со стороны отраслевых, головных и базовых организаций
по УКП и стандартизации;
-
пассивность
руководителей предприятий в вопросах создания и совершенствования систем УКП ,
а также в вопросах создания и комплектования подразделений по УКП подготовленными
и инициативными работниками;
-
формальное
отношение к организации систем УКП;
-
поверхностный
анализ состояния дел в области качества продукции и такой же подход к созданию
и наделению соответствующими функциями КС УКП, пренебрежение важнейшими
принципами управления качеством продукции;
-
громоздкость
системы, вызванная созданием большого количества стандартов предприятия, в
зачастую дублировавших друг друга;
-
недооценка роли
учёбы по УКП , что вело к непониманию работниками необходимости проведения
работ в области качества продукции, важности соблюдения и исполнения стандартов
предприятия;
-
выхолащивание и
исключение из разрабатываемых документов ценных и необходимых положений для
работы в области качества продукции при согласовании их с заинтересованными
службами;
-
не все
подразделения предприятия участвовали в работах по повышению и обеспечению
качества продукции;
-
работу по УКП в
рамках системы возглавляли отделы технического контроля, а не первые
руководители предприятия, что создавало противоречия между руководителями и ОТК
при работе “на план” и “за качество”;
-
недостаточный
уровень прослеживаемости материалов, деталей , узлов и продукции в случаях
наличия у них дефектов и отказов;
-
забвение
основополагающих принципов УКП в реальных условиях;
-
недостаточность
стимулирования производства высококачественной продукции;
-
неполный охват
управлением условий и факторов, влияющих на качество продукции;
-
неполное
взаимоувязывание системы УКП с другими системами управления;
-
в системах УКП не
нашло должного отражения значение и роль персонала в обеспечении качества
продукции;
-
недостаточный
уровень материально-технического, технологического и метрологического
обеспечения производства.
Главным же недостатком
следует считать то, что механизм УКП не сориентирован на потребителя, не
направлен на выпуск конкурентоспособной продукции высокого уровня качества со
стабильными показателями.
Но опыт показал, что
именно такого рода системы являются тем инструментом, с помощью которого можно
создать при широком использовании в управлении экономических методов
эффективный механизм управления качеством продукции.
В настоящее время
наиболее передовой опыт в области качества продукции и применении системного
подхода в УКП накоплен в разных фирмах промышленно развитых стран. При этом
разработаны различные модели систем УКП. Наибольший интерес представляют модели
Фейгенбаума , Эттингера-Ситтига и Джурана.
Каждую систему можно представить графически:
-
модель Фейгенбаума
- это треугольник, с разделёнными боковыми сторонами на пять частей
горизонтальными линиями; а каждая часть, в свою очередь, подразделяется
вертикальными линиями, что образует в общей сложности во всех пяти частях 17
функций (участков), в основу которых практически положен только контроль качества
продукции;
-
модель
Эттингера-Ситтига, разработанная специалистами Европейской организации по
контролюкачества (ЕОКК), графически изображается кругом, разделённым на
секторы. Каждый сектор-это определённый этап работы. Эта модель уже учитывает и
влияние спроса на качество продукции, а также предусматривает изучение рынков
сбыта;
-
модель Джурана -
это восходящая спираль, а не замкнутый треугольник или круг. Спираль более
полно отображает этапы непрерывного формирования и улучшения качества
продукции. В неё включены две предыдущие модели, предусмотрено также постоянное
изучение спроса на рынке сбыта и эксплуатационных показателей качества, что
обусловливает полную ориентацию производства на требования потребителей и рынок
сбыта.
Международная организация
по стандартизации (ИСО), взяв за основу имеющиеся стандарты и руководящие
документы на системы обеспечения качества и дополнив их требованиями
потребителей, разработала и утвердила Советом ИСО серию международных
стандартов по УКП , устанавливающих требования к системам обеспечения качества
продукции. В этих стандартах, по существу, обобщён и сконцентрирован весь опыт
передовых в области управления качеством продукции стран, накопленный в
последние десятилетия. Международные стандарты взаимосвязаны между собой (рис.
1).
 .
.
ИСО 8402 - 86 Качество. Словарь.
В стандарте раскрываются термины и определения в области качества.
ИСО 9000 Общее руководство качеством и стандарты
по обеспечению качества. Руководящие указания по выбору
и
применению.
В стандарте даются основные понятия в области качества,
положения выбора и применения международных стандартов
ИСО серии 9000.


|
ИСО 9001-2000 Системы качества. Модель для
обеспечения качества при проектировании и/или разработке, производстве,
монтаже и обслуживании.
ИСО 9002 Системы качества. Модель для
обеспечения качества при производстве и монтаже.
ИСО 9003 Системы качества. Модель для
обеспечения качества при окончательном контроле и испытаниях.
Стандарты определяют альтеративные модели системы
качества и требования к этим системам в условиях контрактных поставок.
|
|
ИСО
9004 Общее руководство
и элементы системы качества.
Руководящие указания.
В стандарте даются основные элементы
 и принципы
разработки и внедрения
и принципы
разработки и внедрения
системы качества для решения внутренних
задач общего руководства качеством в
условиях, не связанных с контрактными
поставками.
Рис. 1. Состав и взаимосвязи
международных стандартов по УКП ИСО 8402, 8402, ИСО 9000-9004.
Среди всех этапов УКП
наибольшее значение, особенно для развития международной торговли, имеет
маркетинг (выявление потребностей рыночного спроса в определённые сроки на
продукцию и её стоимости, требований потребителей , информирование об этом
руководства; а также вопросы проектирования и разработки продукции).
Использование
международных стандартов ИСО по УКП на предприятиях является общепризнанной
гарантией выхода на международный рынок.
Обобщая передовой опыт
УКП в промышленно развитых странах, можно отметить следующее:
-
цели и задачи в
области повышения, обеспечения и улучшения качества продукции находятся в
центре экономической политики каждой фирмы, компании, концерна... При этом,
считается главным - удовлетворение запросов и требований потребителей;
-
достижение
требуемого качества продукции (с учётом цены) с минимальными издержками;
-
поставка
продукции потребителям в установленные сроки;
-
основными
критериями достижения целей в области качества продукции является
удовлетворение требований потребителей и выпуск конкурентоспособной продукции;
-
признание и
реализация комплексного и системного подходов к УКП ,как наиболее эффективных
методов достижения целей и решения задач в области качества продукции;
-
использование при
производстве конкурентоспособной продукции средств труда высокого качества;
-
непрерывное и
систематическое обучение и специализированная профессиональная подготовка
высококвалифицированных кадров в области обеспечения и УКП ;
-
постоянная,
добросовестная и творческая работа всех работников по повышению, обеспечению и
улучшению качества выпускаемой продукции;
-
воспитание у
каждого изготовителя продукции, исполнителя, у всех работников уважительного
отношения к потребителю, заказчику;
-
создание
атмосферы уважительного отношения к работникам любой должностной категории и
внимания к их нуждам, запросам, быту.
Сертификация систем УКП
представляет собой деятельность по проверке, оценке и удостоверению специально
аккредитованным органом (национальным или зарубежным) соответствия
сертифицируемой системы требованиям соответствующих стандартов. Такими
стандартами могут быть государственные, международные(например, стандарты ИСО
серии 9000) или национальные других зарубежных стран (в соответствии с требованиями
контрактов).
Документ, который
удостоверяет соответствие системы УКП требованиям стандарта, называют
сертификатом. Он выдаётся только на систему УКП определённого вида или группе
однородной продукции. Сертификация должна быть объективной, а поэтому её
необходимо осуществлять независимой от предприятия - изготовителя и потребителя
(заказчика) стороной.
В Российской Федерации в
соответствии с требованиями Закона “О защите прав потребителей” обязательной
сертификации подлежат товары(работы, услуги), на которые в законодательных актах
или стандартах установлены требования, направленные на обеспечение безопасности
жизни, здоровья потребителей и охраны окружающей Среды, предотвращение
причинения вреда имуществу потребителей, а также средства, обеспечивающие
безопасность жизни и здоровья потребителей.
Работы по сертификации
продукции , а также систем УКП проводятся под руководством Госстандарта России,
как национального органа по сертификации.
К настоящему времени
сформирована законодательная база сертификации, создана и гармонизирована с
международными нормами и требованиями её нормативная и организационная основа.
В Госреестре зарегистрировано пять систем обязательной сертификации,
сформированных государственными органами :
-
система
сертификации ГОСТ Р;
-
система
сертификации авиационной техники и объектов гражданской авиации (Межгосударственный
авиационный комитет) ;
-
система
сертификации взрывоопасных производств (Госкомоборонпром);
-
система
сертификации электросвязи (Министерство связи);
-
система
сертификации средств защиты информации.
Кроме того, зарегистрировано более 30 систем
добровольной сертификации.
В основу нормативной базы
сертификации систем УКП и продукции в Российской Федерации положены стандарты
ИСО серии 9000. С целью придания законной силы указанным стандартам на
территории СССР, а теперь России ,
Государственный комитет
РФ в Постановлением № 4590 ввёл в действие Государственные стандарты полностью
соответствующие стандартам ИСО серии 9000 (рис. 2).
Рис.2. Схема
соответствия стандартов ГОСТ стандартам ИСО серии 9000.
Рекомендации по
применению данных Государственных стандартов определяют область распространения
, сферу действия и правила выбора стандартов для внедрения на предприятии. В
стандартах ГОСТ 9001 - 2000 - ГОСТ 9003 раскрываются основные принципы
систем качества, а также даётся необходимый состав документации и требования к
ней, приводится порядок проведения работ на предприятии по применению стандартов
данной системы, излагается совокупность требований к проверке, анализу и оценивается
система качества,а также даются рекомендации по совершенствованию систем УКП.
Госстандарты на системы качества должны
использоваться каждым предприятием в следующих случаях:
-
при заключении
контрактов (договоров) на поставку продукции на внешний рынок;
-
при участии в
тендерах, конкурсах и прочих подобных мероприятиях, когда в случае удачи могут
заключаться договора;
-
при получении
госзаказа, льготного кредитования или страхования;
-
при желании
руководителей предприятия убедиться в соответствии системы УКП международным
требованиям, чтобы быть готовым и к заключению выгодных договоров с
иностранными партнёрами, в первую очередь;
-
при сертификации
продукции по схеме предусматривающей и сертификацию систем УКП.
В дальнейшем (при
введении государством или ассоциацией потребителей оценки систем качества)
такие проверки во всех случаях могут стать постоянными , и тогда и для
остальных предприятий эти стандарты будут носить не рекомендательный ,а
обязательный характер.
Требования стандартов
ГОСТ 9001 - 2000 - ГОСТ 9003 по отношению к техническим требованиям на
продукцию являются дополнительными и могут изменяться в зависимости от
конкретных условий.
Поэтому необходимость
внедрения того или иного стандарта системы ГОСТ определяется каждым
предприятием самостоятельно при взаимном соглашении изготовителей (поставщиков)
с потребителями (заказчиками). Но во всех случаях эти стандарты могут
использоваться в качестве методических материалов при совершенствовании систем
УКП.
Производство продукции и
услуг сопровождается издержками производства и обслуживания. Ошибочное
представление о том, что производство продукции высокого качества определяется
значительным увеличением затрат, являлось в прошлом одним из основных
препятствий на пути создания более совершенных систем управления качеством.
В общем смысле, затратами
на качество являются расходы, связанные с установлением уровня качества, его
достижением в процессе производства, контролем, оценкой и информацией о
соответствии продукции требованиям качества, надежности и безопасности, а также
расходы, связанные с установлением отказов изделий не предприятии или в условиях
его эксплуатации потребителем.
Качество продукции должно
гарантировать потребителю удовлетворение его запросов, надежность продукции и
экономию затрат. Эти свойства формируются в процессе всей воспроизводственной
деятельности предприятия, на всех ее этапах и во всех звеньях. Вместе с ним
образуется стоимостная величина продукта, характеризующая эти свойства от
планирования разработок продукции до ее реализации и послепродажного обслуживания.
Затраты на качество
связаны не только непосредственно с производством продукции, но и с управлением
этим производством.
Укрупненные затраты,
связанные с качеством продукции, можно разделить на научно-технические,
управленческие и производственные. Научно-технические и управленческие
подготавливают, обеспечивают и контролируют условия производства качественной
продукции, т.е. как бы предопределяют наличие и величину производственных
затрат.
Если разработка и
конструирование новой продукции осуществляются внешними организациями, то
затраты, обеспечивающие качество на данном предприятии, будут включать в себя
только издержки на внедрение. В отдельных случаях, особенно при производстве
новой продукции, контроль за ее подготовкой и освоением ведут конструкторские
подразделения.
В общем случае
управленческие затраты, связанные с гарантией качества изделия, включают в
себя:
-
транспортные -
внешние и внутренние перевозки сырья, комплектующих и готовой продукции;
-
снабженческие -
закупка запланированного по видам, количеству и качеству сырья и комплектующих
материалов;
-
затраты на
подразделения, контролирующие производство;
-
затраты,
связанные с работой экономических служб, от деятельности которых зависит
качество продукции: плановый отдел, финансовый отдел, бухгалтерия и др.;
-
затраты на
деятельность других служб аппарата управления предприятием, которые в различной
степени связаны и влияют на обеспечение качества продукции, особенно управление
кадрами, в функции которого входит набор персонала, повышение его квалификации
и проверка соответствия требуемому уровню и условиям.
Производственные затраты в свою очередь можно
разделить на материальные, технические и трудовые. Причем все они прямо
относятся на стоимость продукции. И если величину управленческих затрат в
затратах на качество можно определить лишь условно, опосредованно, то размер
материальных производственных затрат поддается прямому счету. Значительно
проще, чем управленческие, рассчитать и размер технических производственных
затрат - через амортизационные отчисления, и трудовых - через заработную плату
(оплату нормо-часов).
С целью управления
затратами, связанными с обеспечением качества продукции, надо различать базовые
затраты, которые образуются в процессе разработки, освоения и производства
новой продукции и являются в дальнейшем до момента ее снятия с производства их
носителем, и дополнительные затраты, связанные с ее усовершенствованием и
восстановлением утерянного (недополученного по сравнению с запланированным) уровня
качества.
Основная часть базовых
затрат отражает стоимостную величину факторов производства, а также
общехозяйственные и общепроизводственные расходы, относимые на изготовление
конкретного изделия через смету затрат.
Дополнительные затраты
включают в себя затраты на оценку и затраты на предотвращение. К первым
относятся расходы, которые несет предприятие для того, чтобы определить,
отвечает ли продукция запланированным техническим, экологическим, эргономическим
и прочим условиям. Ко вторым относятся расходы на доработку и усовершенствование
продукции, не отвечающей стандартам, лучшим мировым образцам, требованиям
покупателя, на проверку, ремонт, усовершенствование инструмента, оснастки, техники
и технологии, а в отдельных случаях и на остановку производства.
Существует еще одна
группа издержек, которые при их возникновении следует относить или к базовым,
или к дополнительным в зависимости от новизны продукции. Это затраты на брак и
его исправление. Их величина может существенно колебаться и состоять как из
расходов на производство забракованной в дальнейшем продукции при наличии
неисправимого брака или дополнительно к этому затрат на его исправление, если
брак не окончательный, а может также включать оплату морального и/или
физического ущерба, нанесенного потребителю некачественной продукцией.
По классификации А.
Фейгенбаума, затраты на качество делятся на:
1. Расходы на проведение
предупредительных мероприятий
а) планирование качества
(организационное обеспечение качества, проектирование изделия, исследования в
области надежности и т.д.);
б) контроль
технологического процесса (изучение и анализ технологических процессов,
контроль над процессом производства и т.п.);
в) проектирование
аппаратуры, применяемой для получения информации о качестве (проектирование
аппаратуры, используемой для определения качества продукции и технологического
процесса, сбора данных, их обработки и т.д.);
г) обучение методам
обеспечения качества и работа с кадрами (разработка программ подготовки кадров,
направленных на правильное применение работниками методов управления
качеством);
д) проверка конструкции
изделия (предпроизводственная оценка продукции);
е) разработка систем
управления (разработка и управление комплексными системами качества, их
совершенствование);
ж) другие расходы,
связанные с проведением предупредительных мероприятий.
2. Расходы на оценку
качества
а) проведение испытаний и
приемочный контроль материалов (оценка качества закупочного материала, командировочные
расходы контролеров);
б) лабораторные
приемочные испытания (проведение всех видов испытаний в лаборатории или
испытательном центре для оценки качества закупочного материала);
в) лабораторные измерения
(измерения, проверка контрольно-измерительных приборов, их ремонт и т.п.);
г) технический контроль
(оценка качества продукции работниками службы технического контроля);
д) испытания изделий
(оценка эксплуатационных характеристик продукции);
е) самоконтроль (проверка
качества продукции самими рабочими);
ж) аттестация качества
продукции сторонними организациями;
з) техническое
обслуживание и проверка аппаратуры, применяемой для получения информации о
качестве (проверка и техническое обслуживание этой аппаратуры);
и) техническая проверка
продукции и разрешение отгрузки (анализ данных, полученных в результате
проведения испытаний и технического контроля, выдача разрешения на отгрузку
продукции);
к) испытания в условиях
эксплуатации.
3. Издержки вследствие
отказов, вызванных внутренними причинами
а) отходы производства
(потери, понесенные в процессе достижения требуемого уровня качества);
б) переделка
(дополнительные расходы для достижения требуемого уровня качества);
в) расходы на
материально-техническое снабжение (расходы в процессе работы с браком и в
результате рассмотрения рекламаций на закупленный материал).
4. Издержки вследствие
отказов, вызванных внешними причинами
а) рекламации в процессе
гарантийного периода (отказы продукции в условиях эксплуатации, ее ремонт или замена);
б) рекламации в
послегарантийный период (отказы изделия в условиях эксплуатации по истечении
срока действия гарантии);
в) техническое
обслуживание (исправление дефектов или недостатков изделий, не являющихся
предметом эксплуатационных рекламаций);
г) юридическая
ответственность (финансовые потери, вызванные производством некачественной
продукции);
д) возврат продукции.
Существует еще несколько
классификаций затрат на качество, однако следует отметить, что какая-либо
единая, т.е. общепринятая классификация затрат на качество отсутствует даже в
развитых западных странах. Именно поэтому в разделе 6 международных стандартов
ИСО 9004 виды затрат представлены только двумя группами( производственными и
непроизводственными затратами на качество с оговоркой, что такая группировка
носит самый общий характер.
Как бы то ни было,
затраты на создание, поддержание производства качественной продукции и,
следовательно, имиджа самого предприятия образуются как на предприятии, так и
за его пределами, поэтому необходим их глубокий качественный и количественный
анализ.
Для анализа стоимостной
величины средств, затрачиваемых на поддержание качества продукции, используется
различная информация. Но прежде чем перейти к ее сбору, следует определить,
каково назначение информации.
Цель сбора данных в
процессе стоимостного анализа качества может состоять в следующем:
-
выявление
конкурентоспособности продукции на существующих рынках(
-
определение
размеров необходимых капиталовложений(
-
выявление
взаимосвязей затрат на качество продукции и результатов хозяйственной деятельности
предприятия(
-
снижение затрат
на единицу продукции при сохранении ее прежнего качества;
-
снижение затрат
на изделия при одновременном улучшении их свойств;
-
определение
величины издержек по видам для изменения их структуры;
-
увеличение объема
производства без снижения качества продукции из прежнего объема ресурсов за
счет уменьшения и ликвидации отходов;
-
анализ отклонений
от установленных требований;
-
контроль
продукции;
-
установление цены
на продукцию и др.
Отсюда видно, что часть
данных о качестве, касающаяся технических особенностей изделия и его производства,
находится на предприятии-изготовителе, а другая - на конкурирующем предприятии
или в сфере реализации, т.е. во внешней среде.
Данные для анализа затрат
на качество могут быть первичными, как правило, это технические и иные
параметры изделий, содержащиеся в ТУ, ГОСТах, сертификатах и иных документах,
подтверждающих качество продукции, и вторичными, получающимися в результате
обработки первичных.
Данные нуждаются в
обработке. Сокращает затраты времени на обработку данных разработка таких видов
носителей, которые делают возможными предварительные выводы сразу после сбора
данных. Для этого необходимо зарегистрировать источник информации (дату, когда
она собиралась, работника, делавшего операцию, станок, на котором производилась
обработка, партию используемых материалов и т.п.). Регистрировать информацию
следует в таблицах, облегчающих и ускоряющих вычисление статистических
показателей, используемых при принятии оперативных управленческих решений и для
дальнейшего более глубокого статистико-математического анализа взаимосвязей и
тенденций.
Существует огромное
количество учетных регистров, варьируемых на различных предприятиях в
зависимости от рода деятельности, типа выпускаемой продукции и т.п. (табели,
отчеты о расходах, заказы на поставку, отчеты о переделке продукции и т.д.). В
качестве примера можно привести регистрацию дефектов контролером ОТК штампованной
пластиковой детали. Данная форма позволяет видеть причины брака и быстро определять
нанесенный им ущерб и его виновника.
Наименование
детали____________________________Дата__________
Производственная
операция _ штамповка Участок____________
Станок____________
Всего проконтролировано
деталей________________________________
ФИО
рабочего_________________________________________________
Предварительное
заключение о причине наиболее часто встречающегося дефекта_________________________________
№ партии_______
Контролер___________________________________
№ заказа________
Рис. 2. Контрольный листок дефектов
Кроме того, дальнейшее
проведение в случае необходимости технической экспертизы бракованных деталей и
сопоставление ее результатов с предварительным заключением контролера ОТК
подтвердит и уровень квалификации последнего.
Как уже было сказано
выше, на различных предприятиях могут применяться аналогичные и другие учетные
формы. Подобные формы регистрации данных об отклонении параметров качества
изделий от запланированного целесообразны для сбора внутренних первичных
технических характеристик производимой продукции, которые затем используют в
факторном анализе затрат на качество продукции.
Одним из внутренних
источников информации, позволяющих определить структуру затрат на изделие и
обладающих большим преимуществом перед другими благодаря обязательности
составления, преемственности входящих в нее показателей, достоверности и
наглядности, является смета затрат на производство. Она удобна для поиска
направлений их снижения и минимизации цены изделия. Кроме того, можно
использовать данные о затратах на производство по их видам, собираемые на
счетах бухгалтерского учета.
Более сложным, трудоемким и дорогим является
получение внешней информации. Часть ее содержится в рекламных проспектах,
прайс-листах, материалах периодической печати и специальной литературе. Эти
данные более надежны по сравнению с получаемыми в сфере реализации путем
проведения специальных выборочных обследований по изучению мнения потребителей
о цене и качестве продукции. Однако информацию, получаемую из выборочных
обследований, трудно чем-либо заменить, если предприятие хочет учесть желание
покупателей для увеличения объема продаж путем улучшения свойств продукции. С
этой целью можно использовать опрос продавцов продукции и покупателей или
проводить анкетирование населения, которое в процессе обработки данных необходимо
разбить на группы (классы). Это позволит знать мнение различных социальных,
возрастных и других групп населения о продукции предприятия с использованием
типической выборки для получения информации.
При сборке таких данных
по ограниченному числу потребителей, особенно при малой выборке, удобно
построение диаграмм рассеивания, позволяющих изучить зависимость между парами
переменных, например ценой и внешним оформлением, упаковкой товара. Этими
переменными могут быть:
а) характеристика
качества или влияющий на нее фактор;
б) две различные
характеристики качества;
в) два фактора, влияющих
на одну характеристику качества.
Целесообразно хотя бы
одной из переменных брать показатель, выражающий затраты на качество, создание
или поддержание какого-либо свойства продукции или цену на нее, т.е.
стоимостную величину.
Диаграмма рассеивания
строится в несколько этапов. На первом в таблице записывают собираемые данные,
между которыми изучается зависимость.
На втором строится шкала
значений показателей путем деления разности между их максимальной и минимальной
величинами на желаемое (примерно одинаковое) число частей. На оси х откладывают
значения факторного, а на оси у - значения результативного признака.
На третьем этапе строят
диаграмму рассеивания путем нанесения точек, полученных в результате
наблюдения, на график.
На четвертом
заключительном этапе вносят адресные: название диаграммы, время наблюдения, имя
исполнителя и другие необходимые сведения.
Данные диаграммы
рассеивания позволяют сделать предварительные выводы о взаимосвязи исследуемых
переменных (например, о предпочтениях покупателей относительно качества
упаковки, обеспечивающей сохранность изделия, и цены изделия).
Из основных направлений
деятельности ЗАО ИЗМФ «ФМС» затронем проблему управления качеством производства
современной мебельной фурнитуры.
Результат процесса
зависит от многочисленных факторов, между которыми существуют отношения типа
причина- результат. Проконтролировать все эти причинные факторы невозможно.
Даже если бы это было возможным, такая работа была бы не рентабельной, Если
следовать принципу Парето (диаграмма Парето), требуется стандартизировать два
три наиболее важных фактора и управлять ими. Но сначала нужно выявить эти
главные факторы это можно определить методом мозговой атаки, то есть когда собирается
группа экспертов – людей, которые имеют отношения или знакомы с конкретным
процессом и обсуждают сложившуюся ситуацию. Потом берется одна из наиболее важных
причин и с помощью диаграммы Исикавы определяется схема, которая представляет
собой цепь причин и результатов.
Диаграмма Исикавы
позволяет выявить и сгруппировать условия и факторы, влияющие на данную
проблему. С помощью схемы Исикавы можно решать широкий спектр конструкторских,
технологических, технических, экономических, организационных, социальных и
других проблем.
Изучаемая проблема
условно изображается в виде прямой горизонтальной стрелки. Причины и факторы
прямо и косвенно влияющие на проблему, изображаются наклонными стрелками. При
анализе должны выявляться и фиксироваться все факторы, даже те, которые кажутся
незначительными, так как цель схемы – отыскать наиболее правильный и
эффективный способ решения поставленной проблемы, а на практике достаточно
часто встречаются случаи, когда можно добиться хороших результатов путем
устранения нескольких, на первый взгляд несущественных причин.
Перед нами стоит проблема
– бездефектное, качественное производство мебельной фурнитуры. Используя
диаграмму «причины- результаты» мы можем проанализировать нашу проблему,
выявить и сгруппировать условия и факторы, влияющие на неупорядоченность
системы управления качеством.
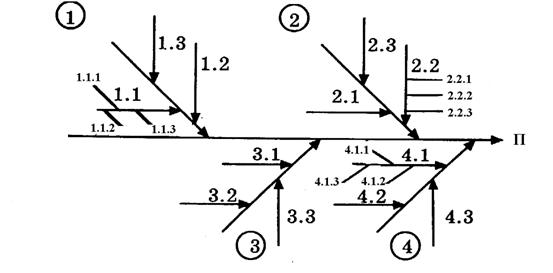
Рис.3. Диаграмма Исикавы
для анализа причин, вызывающих увеличение брака готовой продукции
где:
П – брак готовой
продукции;
1- механические свойства
(временное сопротивление, ударная вязкость, относительное удлинение, предел
текучести);
– химический состав литой
заготовки (марка металла):
1.1.1 – алюминий марки
15Л III
1.1.2 – алюминий марки
20Л III
1.1.3 – алюминий марки 25Л III
1.1.4 – алюминий марки 20ФЛ;
– содержание
раскислителей легирующих элементов;
- содержание углерода в
пределах ГОСТ 977-75
– наличие поверхностных
дефектов.
– углубление от окалины;
- поверхностные дефекты
в соответствии с ТУ чертежа:
– заштампованные
усадочные раковины;
– заштампованные песочные,
шлаковые, газовые раковины;
– наплыв металла по
внутреннему контуру и по радиусу на поверхности.
3. – Качество штамповой
оснастки.
3.1 – сдвиг осей штампов
в пределах ТУ;
3.2 – штамповые уклоны;
3.3 – выступ от среза
заусенца по линии разъема штампов.
4. – Механическая
обработка.
– Вид используемого
оборудования:
4.1.1 – простой
сверлильный станок;
4.1.2 – многошпиндельный
сверлильный полуавтомат;
4.1.3 – многошпиндельный
сверлильный автомат;
4.2 – качество режущего
инструмента;
- квалификация рабочего.
Теперь сделаем
необходимые выводы. С помощью диаграммы «причины-результат» были выявлены
факторы, которые влияют на качество готовой мебельной ручки на всех стадиях
технологического процесса. То есть получена информация, необходимая специалисту
для принятия управляющих решений. В заключение можно сделать вывод, что
диаграмма Исикавы является очень эффективным средством для выявления факторов и
причин влияющих на проблему, что является наиболее важным для управления качеством
продукции в рамках КС УКП. Поэтому эта диаграмма получила широкое распространение
на предприятиях в странах Европы, США и Японии.
Далее необходимо выявить
те первопричины, которые создают наибольшие трудности. Для этого используем
диаграмму Парето. Она позволит осуществить распределение усилий и объективно
представить фактическое положение дел в понятной и наглядной форме.
Эта диаграмма названа в
честь итальянского экономиста, который использовал ее для анализа богатств
Италии. Ее можно использовать очень широко. Иногда ее называют кривой «80/20»,так как часто получается, что 80%
некачественной продукции связано всего с 20% всех возможных причин.
Диаграмма Парето-это
схема, построенная на основе группирования по дискретным признакам,
ранжированная в порядке убывания и оказывающая кумулятивную частоту. Что
касается конкретного производства. то проблемы качества оборачиваются потерями
(дефектные изделия и затраты, связанные с их производством). Чрезвычайно важно
прояснить картину распределения потерь. Большинство из них будет обусловлено
незначительным числом видов основных дефектов, вызванных небольшим числом
главных причин. Таким образом, выяснив причины появления основных существенно
важных дефектов, можно устранить почти все потери, сосредоточив усилия на
ликвидации именно этих причин. В этом и заключен принцип ныне широко
применяющейся диаграммы Парето. Простого коллегиального обсуждения основных
причин решаемой проблемы обычно недостаточно, так как мнения разных лиц и инстанций
субъективны, некорректны. В основе любого мероприятия должна лежать достоверная
информация. Именно такую информацию позволяет получить диаграмма Парето.
Мы уже выяснили, какую
проблему необходимо решить, собрали данные по возможным первопричинам появления
дефектов в готовой продукции.
Для построения диаграммы
Парето проранжируем наши первопричины. Для этого разработаем бланк таблицы,
предусмотрев в ней графы для процентов к общему итогу, кумулятивных процентов.
Расположим данные в порядке значимости. Мебельную фурнитуру (в нашем случае
мебельные ручки) можно получить, используя в качестве заготовки либо круглый
прокат из алюминия 0.9Г2Д-12, либо литую заготовку из алюминия, указанного в
ТУ. Рассмотрим второй вариант. В этом случае мы получим следующий бланк таблицы.
Таблица 5
Исходные данные для построения диаграммы Парето
номер
параметры процентное кумулятивный %
 соотношение
соотношение
1.
Поверхностные дефекты 63,3 63,3
2. Качество
штамповой оснастки 15,9 79,2
3.
Механическая обработка 12,8 92
4.
Механические свойства 8 100
Поверхностные дефекты
имеют наибольшее влияние на качество готового изделия мебельной ручки, так как
внешние и внутренние дефекты слитков могут при штамповке перейти в поковку, что
резко понизит прочность металла, приведет к преждевременному физическому
износу.
Качество штамповой
оснастки также влияет на получение бездефектной поковки.
Следующим по значимости
фактором является механическая обработка, и, наконец, механические свойства
исходного слитка.
Покажем ранжирование
первопричинных факторов с помощью круговой диаграммы.

Рис.4. Структура первопричин
Теперь расположим данные
в порядке значимости и построим диаграмму Парето.

Рис.5. Диаграмма Парето по причинам возникновения брака
готовой
фурнитуры при использовании литой заготовки
В данном случае
диаграмма Парето отражает причины проблем, возникающих в ходе производства, и
используется для выявления главной из них –наличия поверхностных дефектов.
Рассмотрим степень
влияния каждой первопричины на качество фурнитуры при использовании в качестве
заготовки круглого проката 09Г2Д-12.
В результате ранжирования
получаем следующие данные:
Таблица 6


 Степень влияния первопричины на качество
фурнитуры
Степень влияния первопричины на качество
фурнитуры
номер
параметры процентное кумулятивный %
соотношение
1. Качество
штамповой оснастки 52,7 52,7
2.
Механические свойства 27,1 79,8
3
Поверхностные дефекты 12,3 92,1
4.
Механическая обработка 7,9 100
Рис.6. Структура первопричин

Рис.7. Диаграмма Парето по причинам возникновения брака
готовой
продукции при использовании круглого проката
Мы видим, что в данном
случае влияние факторов на качество мебельной ручки изменилось. Главной
причиной появления брака стало качество штамповой оснастки, далее в порядке
убывания:
-
механическая
обработка,
-
поверхностные
дефекты,
-
механические
свойства.
При использовании литой
заготовки себестоимость готовой продукции ниже, чем при использовании круглого
проката, но соответственно ниже и качество получаемого изделия.
А так как нашей целью
является увеличение качества изделия, то при изготовлении мебельной ручки
следует использовать в качестве заготовки круглый прокат. Это уменьшит наличие
поверхностных дефектов, и, соответственно, уменьшит физический износ.
Чтобы узнать, какие из
вторичных факторов в данном случае оказывают наибольшее влияние, проранжируем
их.
Рис.8.
Механические свойства
 Рис.9. Наличие поверхностных дефектов
Рис.9. Наличие поверхностных дефектов
Рис.10. Качество штамповой оснастки
Рис.11.
Механическая обработка
Анализируя факторы,
формирующие данную проблему, можно принять следующие меры, позволяющие повысить
качество фурнитуры.
По фактору 1
(механические свойства).
Несмотря на большое
разнообразие используемых марок алюминия, лучше иметь одного-двух
партнеров-поставщиков. Это позволит предприятию знать, что металл высококачественный.
Поступаемая продукция должна сопровождаться сертификатом качества. При этом
содержание легирующих примесей хрома, никеля, меди и др. не более 0.3% каждого; содержание углерода не более 0.25%.
Наличие вредных примесей,
повышенная газонасыщенность алюминия оказывают существенное влияние на
деформируемость слитков и, следовательно, на качество готовой поковки. Тесная
связь показателей химического состава имеется и с показателями качества
металлов по макро- и микроструктуре.
По фактору 2 (наличие
поверхностных дефектов).
Перегрев и пережог
недопустимы. При чрезмерно большой скорости нагрева заготовок, в особенности
холодных, в них могут возникнуть трещины. При длительном нагреве на них
образуется толстый слой окалины, которая при ковке и штамповке образует на
поверхности вмятины. Для уменьшения слоя окалины рекомендуется использовать
малоокислительный индукционный нагрев ( в пламенно-газовой печке слой окалины ~ 1мм, в индукционной – с папиросную
бумагу ).
Заштампованные усадочные
раковины с выходом на поверхности детали и в отверстиях в виде волосовины
глубиной до 1,5 – 2мм.
Заштампованные песочные,
шлаковые, газовые раковины должны быть по глубине не более 5 мм, по
наибольшему измерению 10 мм в количестве до 3 штук на деталь.
По фактору 3 ( качество
штамповой оснастки ).
Допускается сдвиг осей
штампов не более 1.5 мм. в противном случае по причине неисправности штампов
(сбиты замки ) и оборудования может возникнуть перекос.
Перекос появляется так же
из за неправильно установленных и закрепленных половин штампа, при ослаблении
направляющих в молотах, недостаточной фиксации станин и другим причинам.
Выступ от среза заусенца
по линии разъема штампов должен быть не больше 2 мм. Рекомендуется
использование качественных обрезных штампов.
Штамповые уклоны не
должны превышать 70 в тело детали. Для этого следует своевременно
восстанавливать гравюру окончательного ручья штампа (до 4 раз и более).
По фактору четыре
(механическая обработка).
При использовании
многошпиндельных сверлильных полуавтоматов, автоматов, применении кондукторов
значительно увеличится точность получаемого отверстия, исключится сдвиг детали
относительно станка.
Квалификация персонала
также имеет большое значение для качественного выполнения детали. Не следует
поручать рабочим низшего разряда выполнение работы более высокого уровня.
Качество деталей при
механической обработке зависит и от используемого режущего инструмента.
Рекомендуется регулярно затачивать сверла, использовать инструмент соответствующей
марки стали.
Контроль качества
штампованных поковок предусматривает контроль качества геометрических размеров
и контроль прочности поковок.
Сделаем вывод, что
диаграмма причины-результат является очень эффективным средством для выявления
факторов и причин, влияющих на проблему. В результате применения метода Парето
получена необходимая информация для анализа бездефектного производства и
принятия специалистом управляющих решений в рамках КС УКП.
На большинстве предприятий, занимающихся производством и обслуживанием, затраты
на удовлетворение ожиданий потребителя в области качества составляют значительные
суммы, которые в действительности не снижают величину прибыли, поэтому
представляется логичным, что затраты на качество должны быть выявлены,
обработаны и представлены руководству подобно другим затратам. К сожалению,
многие руководители не имеют возможности получать наглядную информацию об
уровне затрат на качество просто потому, что в компании нет системы для их
сбора и анализа, хотя регистрация и подсчет затрат на качество — не сложная,
уже отработанная процедура. Определенные один раз, они обеспечат руководство
дополнительным мощным инструментом управления.
В действительности, не возможно полностью исключить затраты на качество,
однако они могут быть приведены к приемлемому уровню. Некоторые виды затрат на
качество являются явно неизбежными, в то время, как некоторых можно избежать.
Последние — это те, которые могут исчезнуть если будет отсутствовать дефект,
или которые будут уменьшаться, если количество дефектов уменьшиться. Можно
избежать затраты на:
-
неиспользованные
материалы;
-
доработку
и\или переделку дефектов (исправление дефектов);
-
задержки,
излишнее производственное время, вызванные дефектным продуктом;
-
дополнительные
проверки и контроль для выявления уже известного процента дефектов;
-
риски,
в том числе по гарантийным обязательствам;
-
потери
продаж, связанные с неудовлетворенностью потребителя.
Взаимосвязь между всеми затратами на качество, общими затратами на качество
и уровнем достигнутого качества обычно представляют так, как это показано на
рис.12. Общие затраты на качество складываются из затрат на предупредительные
мероприятия, затрат на контроль и потерь (внешних и внутренних). С изменением
достигнутого уровня качества изменяются и величины составляющих затрат, и
соответственно, их сумма - общие затраты на качество.
В нашем случае, на рис.12 видно, что достигаемый уровень качества измеряется
в категории «много дефектов» — «нет дефектов» или «совершенство». Рассматривая
левую сторону графика («много дефектов»), мы видим, что общие затраты на
качество высоки, в основном потому, что высоки потери на дефект. Затраты на
предупредительные мероприятия очень малы.
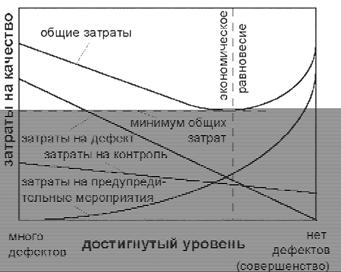
Рис.
12. Взаимосвязь между затратами на качество и достигнутым
уровнем качества
Если мы будем двигаться вправо по графику, то достигаемый уровень качества
будет увеличиваться (снижение дефектов). Это происходит за счет увеличения
объема предупредительных мероприятий и затраты на них растут. Потери (затраты
на дефекты), очевидно падают, как результат предупредительных действий. Как
показано на графике, на этой стадии затраты на потери падают быстрее, нежели
возрастают затраты на предупредительные мероприятия. Как результат — общие
затраты на качество уменьшаются. Влияние снижения уровня затрат на контроль
незначительно.
Если двигаться дальше по графику влево (т.е. достигаемый уровень качества
повышается), то в соответствии с теорией, ситуация начинает меняться. Добиваясь
устойчивого снижения затрат на дефекты, мы видим, что затраты на
предупредительные мероприятия возрастают все более и более быстро. Подходя
ближе к «совершенству», значительное количество средств должно быть затрачено
на достижение весьма малого снижения дефектности.
Там, где затраты на качество должным образом учтены, они могут составлять
от 2% до 20% и более от объема продаж (оборота). Информация, опубликованная за
последние годы в изданиях таких органов, как Институт обеспечения качества в
Великобритании (Institute of Quality Assurance), Американское общество по
управлению качеством (American Society for Quality Control) и Европейская
организация по качеству (European Organisation for Quality) в действительности
показывают, что данное соотношение существует в широком круге предприятий во
всех частях Западного мира. Типичное разделение затрат на качество может быть
следующее.
Рис.13. Разделение затрат
на качество
Предположим, что указанные затраты на качество составляют 10% от оборота.
Далее предположим, что за счет увеличения объема предупредительных мероприятий,
и следовательно, увеличения предупредительных затрат, удалось снизить общие затраты
на качество на 6% от оборота. Теперь распределение общих затрат на качество
может быть следующее:
Однако, общие затраты на качество составили только 60% от их первоначальной
величины. По отношению к первоначальным общим затратам на качество, новое их распределение
выглядит следующим образом:
Затраты на качество
связаны не только непосредственно с производством продукции, но и с управлением
этим производством.
Укрупненные затраты,
связанные с качеством продукции, можно разделить на научно-технические,
управленческие и производственные. Научно-технические и управленческие
подготавливают, обеспечивают и контролируют условия производства качественной
продукции, т.е. как бы предопределяют наличие и величину производственных
затрат.
Если разработка и
конструирование новой продукции осуществляются внешними организациями, то
затраты, обеспечивающие качество на данном предприятии, будут включать в себя
только издержки на внедрение. В отдельных случаях, особенно при производстве новой
продукции, контроль за ее подготовкой и освоением ведут конструкторские
подразделения.
В общем случае
управленческие затраты, связанные с гарантией качества изделия, включают в
себя:
-
транспортные –
внешние и внутренние перевозки сырья, комплектующих и готовой продукции;
-
снабженческие –
закупка запланированного по видам, количеству и качеству сырья и комплектующих
материалов;
-
затраты на
подразделения, контролирующие производство;
-
затраты,
связанные с работой экономических служб, от деятельности которых зависит
качество продукции: плановый отдел, финансовый отдел, бухгалтерия и др.;
-
затраты на
деятельность других служб аппарата управления предприятием, которые в различной
степени связаны и влияют на обеспечение качества продукции, особенно управление
кадрами, в функции которого входит набор персонала, повышение его квалификации
и проверка соответствия требуемому уровню и условиям.
Производственные затраты в свою очередь можно
разделить на материальные, технические и трудовые. Причем все они прямо относятся
на стоимость продукции. И если величину управленческих затрат в затратах на
качество можно определить лишь условно, опосредованно, то размер материальных
производственных затрат поддается прямому счету. Значительно проще, чем
управленческие, рассчитать и размер технических производственных затрат – через
амортизационные отчисления, и трудовых – через заработную плату (оплату
нормо-часов).
С целью управления
затратами, связанными с обеспечением качества продукции, надо различать базовые
затраты, которые образуются в процессе разработки, освоения и производства
новой продукции и являются в дальнейшем до момента ее снятия с производства их
носителем, и дополнительные затраты, связанные с ее усовершенствованием и
восстановлением утерянного (недополученного по сравнению с запланированным) уровня
качества.
Основная часть базовых
затрат отражает стоимостную величину факторов производства, а также
общехозяйственные и общепроизводственные расходы, относимые на изготовление
конкретного изделия через смету затрат.
Дополнительные затраты
включают в себя затраты на оценку и затраты на предотвращение. К первым
относятся расходы, которые несет предприятие для того, чтобы определить,
отвечает ли продукция запланированным техническим, экологическим, эргономическим
и прочим условиям. Ко вторым относятся расходы на доработку и усовершенствование
продукции, не отвечающей стандартам, лучшим мировым образцам, требованиям
покупателя, на проверку, ремонт, усовершенствование инструмента, оснастки, техники
и технологии, а в отдельных случаях и на остановку производства.
Существует еще одна
группа издержек, которые при их возникновении следует относить или к базовым,
или к дополнительным в зависимости от новизны продукции. Это затраты на брак и
его исправление. Их величина может существенно колебаться и состоять как из
расходов на производство забракованной в дальнейшем продукции при наличии
неисправимого брака или дополнительно к этому затрат на его исправление, если
брак не окончательный, а может также включать оплату морального и/или
физического ущерба, нанесенного потребителю некачественной продукцией.
В зависимости от целей, задач анализ затрат на
качество и возможностей получения необходимых для его осуществления данных
аналитические методы существенно различаются. Влияет на это различие и
прохождение продукцией определенного этапа деятельности предприятия, и ее место
в цепочке формирования затрат в конкретный момент.
На этапах проектирования, технологического
планирования, подготовки и освоения производства целесообразно применение
функционально-стоимостного анализа (ФСА). Это – метод системного исследования
функций отдельного изделия или технологического, производственного,
хозяйственного процесса, структуры, ориентированный на повышение эффективности
использования ресурсов путем оптимизации соотношения между потребительскими
свойствами объекта и затратами на его разработку, производство и эксплуатацию.
Основными принципами применения ФСА являются:
-
Функциональный подход к объекту исследования;
-
Системный подход к анализу объекта и выполняемых им функций;
-
Исследование функций объекта и их материальных носителей на всех
стадиях жизненного цикла изделия;
-
Соответствие качества и полезности функций продукции затратам на
них;
-
Коллективное творчество.
Выполняемые изделием и его составляющими функции
можно сгруппировать по ряду признаков. По области проявления функции
подразделяются на внешние и внутренние. Внешние – это функции, выполняемые
объектом при его взаимодействии с внешней средой. Внутренние – функции, которые
какие-либо элементы объекта и их связи в границах объекта.
По роли в удовлетворении потребностей среди внешних
функций различают главные и второстепенные. Главная функция отражает главную
цель создания объекта, а второстепенная – побочную.
По характеру проявления все перечисленные функции
делятся на номинальные, потенциальные и действительные. Номинальные задаются
при формировании, создании объекта и обязательны для выполнения. Потенциальные
отражают возможность выполнения объектом каких-либо функций при изменении
условий его эксплуатации. Действительные – это фактически выполняемые объектом
функции.
Все функции объекта могут быть полезными и
бесполезными, а последние нейтральными и вредными.
Цель функционально-стоимостного анализа состоит в развитии полезных функций
объекта при оптимальном соотношении между их значимостью для потребителя и затратами
на их осуществление, т.е. В выборе наиболее благоприятного для потребителя и
производителя, если речь идет о производстве продукции, варианта решения задачи
о качестве продукции и ее стоимости. Математически цель ФСА можно записать
следующим образом:
где ПС – потребительная
стоимость анализируемого объекта, выраженная совокупностью его потребительных
свойств (пс = ån·ci), а з – издержки на достижение
необходимых потребительных свойств.
Функционально-стоимостной анализ проводится в несколько
этапов.
На первом,
подготовительном, этапе уточняют объект анализа – носитель затрат. Это особенно
важно при ограниченности ресурсов производителя. Например, выбор и разработка
или усовершенствование продукции, выпускаемой в массовом порядке, может
принести предприятию значительно больше выгод, чем более дорогого изделия, производимого
мелкосерийно. Данный этап завершается, если найден вариант с низкой по
сравнению с другими себестоимостью и высоким качеством.
На втором,
информационном, этапе собираются данные об исследуемом объекте (назначение,
технико-экономические характеристики) и составляющих его блоках, деталях
(функции, материалы, себестоимость). Они идут несколькими потоками по принципу
открытой информационной сети. В сеть информация по улучшению качества изделия и
снижению затрат на его производство поступает из конструкторских, экономических
подразделений предприятия и от потребителя к руководителям соответствующих
служб. Оценки и пожелания потребителей аккумулируются в маркетинговом отделе. В
процессе работы исходные данные обрабатываются, преобразуясь в соответствующие
показатели качества и затрат, проходя все заинтересованные подразделения, и
поступают к руководителю проекта.
На третьем,
аналитическом, этапе подробно изучаются функции изделия (их состав, степень
полезности), его стоимость и возможности ее уменьшения путем отсечения второстепенных
и бесполезных функций. Это могут быть не только технические, но и органолептические,
эстетические и другие функции изделия или его деталей, узлов. Для этого
целесообразно использовать принцип Эйзенхауэра – принцип АВС, в соответствии с
которым функции делятся на:
-
А – главные,
основные, полезные;
-
В –
второстепенные, вспомогательные, полезные;
-
С – второстепенные,
вспомогательные, бесполезные.
Одновременно отсекаются
прежние затраты. Использование табличной формы распределения функций облегчает
такой анализ:
Таблица 7
Распределение служебных функций
мебельной фурнитуры по принципу АВС
|
Детали
|
Функции
|
ИТОГО по детали
|
Предварительный вывод
|
|
1
|
2
|
3
|
4
|
|
1
|
А
|
В
|
В
|
С
|
1С
|
-
|
|
2
|
В
|
С
|
А
|
С
|
2С
|
Усовершенствовать
|
|
3
|
В
|
А
|
В
|
С
|
1С
|
-
|
|
4
|
С
|
В
|
В
|
А
|
1С
|
-
|
|
ИТОГО по функции
|
1С
|
1С
|
-
|
3С
|
-
|
-
|
|
Предварительный вывод
|
-
|
-
|
-
|
Ликвидировать
|
-
|
-
|
В итоговые графы заносятся данные о количестве
второстепенных, вспомогательных, бесполезных функций по деталям, что позволяет
сделать предварительный вывод об их необходимости.
Далее можно построить таблицу стоимости деталей по
смете или наиболее важным ее статьям и оценить весомость функций каждой детали
во взаимосвязи с затратами на их обеспечение. Это позволит выявить возможные
направления снижения издержек путем внесения изменений в конструкцию изделия,
технологию производства, замены части собственного производства деталей и узлов
полученными комплектующими, замены одного вида материалов другим, более дешевым
или экономичным в обработке, смена поставщика материалов, размера их поставок и
т.д.
Группировка затрат на функции по факторам
производства позволит выявить первоочередность направлений снижения
себестоимости изделия. Такие направления целесообразно детализировать, ранжируя
по степени значимости, определяемой экспертным путем, и сопоставляя с
затратами, выбирать пути удешевления продукции. Для этого можно составить
таблицу 8
Таблица 8
Сопоставление коэффициентов значимости функций и их стоимости
|
Ранг функции
|
Значимость, %
|
Удельный вес затрат на
функцию в общих затратах, %
|
Коэффициент затрат на
функцию
|
|
1
|
40
|
40
|
1,00
|
|
2
|
30
|
50
|
1,67
|
|
3
|
15
|
5
|
0,33
|
|
4
|
10
|
3
|
0,30
|
|
5
|
5
|
2
|
0,40
|
|
ИТОГО
|
100
|
100
|
-
|
Сопоставив удельный вес
затрат на функцию в общих затратах и значимость соответствующей ему функции,
можно вычислить коэффициент затрат на каждую функцию. Оптимальным считается Кз/ф
≈ 1. Кз/ф < 1 желательнее, чем Кз/ф > 1. При
существенном превышении данного коэффициента единицы необходимо искать пути
удешевления данной функции (в нашем примере это вторая функция).
Результатом проведенного
ФСА являются варианты решения, в которых необходимо сопоставить совокупные
затраты на изделия, являющиеся суммой поэлементных затрат, с какой-либо базой.
Этой базой могут, например, служить минимально возможные затраты на изделие.
Теория ФСА предлагает исчислять экономическую эффективность ФСА, которая
показывает, какую долю составляет снижение затрат в их минимально возможной
величине:
где КФСА – экономическая
эффективность ФСА (коэффициент снижения текущих затрат); Ср –
реально сложившиеся совокупные затраты; Сф.н. – минимально возможные
затраты, соответствующие спроектированному изделию.
На четвертом, исследовательском, этапе оцениваются
предлагаемые варианты разработанного изделия.
На пятом,
рекомендательном, этапе отбираются наиболее приемлемые для данного производства
варианты разработки и усовершенствования изделия. С этой целью можно
рекомендовать построение матричной таблицы:
Таблица 9
Таблица
решений по вариантам выбора изделий для производства
|
Варианты управленческих
решений
|
|
предпочтительный
|
проблематичный
|
Нежелательный
|
|
А
Значимость функции:
высокая
Затраты: низкие
Рентабельность изделия:
высокая
|
В
Значимость функции: высокая
Затраты: средние
Рентабельность изделия:
средняя
|
С
Значимость функции:
высокая
Затраты: высокие
Рентабельность изделия:
Средняя
|
|
D
Значимость функции: средняя
Затраты: низкие
Рентабельность
изделия:
высокая
|
E
Значимость функции:
средняя
Затраты: средние
Рентабельность
изделия:
средняя
|
F
Значимость функции: средняя
Затраты: высокие
Рентабельность изделия:
низкая/средняя
|
|
G
Значимость функции: низкая
Затраты: низкие
Рентабельность
изделия:
средняя
|
H
Значимость функции: низкая
Затраты: средние
Рентабельность изделия:
низкая
|
I
Значимость функции: низкая
Затраты: высокие
Рентабельность изделия:
Низкая
|
С учетом значимости функции изделия, его узлов,
деталей и уровня затрат посредством ценообразования, основываясь на знании
спроса на продукцию, определяется уровень ее рентабельности. Все это в
совокупности служит цели принятия решения о выборе к производству конкретного
изделия или направлений и масштаба его усовершенствования.
Если предприятие переходит
к производству новой продукции, имевшей ранее аналог по потребительскому
назначению и свойствам, то затраты на качество (Зк) можно определить
разностью между затратами на старую (Зст) и новую (Зн)
продукцию:
Зк = Зст
– Зн , (3)
Если предприятие
усовершенствует качественные параметры производимого ранее изделия, то затраты
на качество можно определить прямым счетом по соответствующим нормам и
направлениям.
Степень взаимосвязи между
какими-либо характеристиками качества, имеющими количественное выражение, и
затратами на него или ценой изделия в целом как формой его стоимости, в которой
основной удельный вес занимают затраты, позволяет определить коэффициент
корреляции. Его можно исчислить по формуле:
 где
где


где n – число пар данных; S(xy) называется
ковариацией; x и y – два исследуемых показателями.
Коэффициент корреляции
может принимать значения от –1 до +1. При r, близком к │1│, можно говорить о высокой степени
тесноты связи между исследуемыми переменными и напротив: при r, близком к 0, корреляция между ними
выражена слабо. Если r =
│1│, все точки на диаграмме рассеивания будут лежать на одной
прямой. Если же r = 0,
корреляционная связь между факторным и результативным показателями отсутствует.
Знак «+» или «–» говорит о направлении связи – прямом или обратном. По формулам
(4) – (7) и данным табл. 7 можно найти коэффициент корреляции. Дополнительные
необходимые расчеты приведены в табл. 10. Тогда, подставив полученные значения,
будем иметь:



Отсюда
Значение r, равное +0,758, свидетельствует о
наличии высокой положительной корреляции между упаковкой товара, являющейся
одним из показателей его качества, и ценой на него, в которой воплощены затраты
на товар, что подтверждает предварительный вывод, сделанный по диаграмме
рассеивания.
Таблица 10
Показатели для расчета коэффициента
корреляции
|
X
|
X2
|
Y
|
Y2
|
XY
|
|
1
|
1
|
4
|
16
|
4
|
|
2
|
4
|
4
|
16
|
8
|
|
2
|
4
|
4,5
|
20,25
|
9
|
|
3
|
9
|
4,5
|
20,25
|
13,5
|
|
4
|
16
|
6
|
36
|
24
|
|
5
|
25
|
8
|
64
|
40
|
|
3
|
9
|
5,5
|
30,25
|
16,5
|
|
4
|
16
|
5,5
|
30,25
|
22
|
|
5
|
25
|
5,5
|
30,25
|
27,5
|
|
2
|
4
|
5
|
25
|
10
|
|
3
|
9
|
5
|
25
|
15
|
|
3
|
9
|
5
|
25
|
15
|
|
5
|
25
|
7
|
49
|
35
|
|
6
|
36
|
7
|
49
|
42
|
|
6
|
36
|
7,5
|
56,25
|
45
|
|
3
|
9
|
4
|
16
|
12
|
|
1
|
1
|
4,5
|
20,25
|
4,5
|
|
5
|
25
|
6
|
36
|
30
|
|
5
|
25
|
6
|
36
|
30
|
|
5
|
25
|
7,5
|
56,25
|
37,5
|
|
3
|
9
|
5,5
|
30,25
|
16,5
|
|
4
|
16
|
5,5
|
30,25
|
22
|
|
5
|
25
|
5,5
|
30,25
|
27,5
|
|
4
|
16
|
4,5
|
20,25
|
18
|
|
3
|
9
|
6,5
|
42,25
|
19,5
|
|
4
|
16
|
6,5
|
42,25
|
26
|
|
5
|
25
|
6,5
|
42,25
|
32,5
|
|
6
|
36
|
8
|
64
|
48
|
|
4
|
16
|
5
|
25
|
20
|
|
5
|
25
|
5
|
25
|
25
|
|
∑116
|
∑506
|
∑170,5
|
∑1008,75
|
∑695,5
|
Одним из методов,
позволяющих проанализировать изменение затрат, связанных с изменением качества
продукции, является индексный метод. Сложность его применения к данному
предмету исследования заключается в том, что оба признака должны быть выражены
количественно. Качество же не всегда имеет количественное значение и не всегда
может быть описано словесно, например, продукция, пригодная и не прошедшая сертификацию,
соответствующая и не соответствующая техническим условиям и др.
Если показатель качества
имеет числовые характеристики, то при построении индексов их можно использовать
как веса затрат. В противном случае весами может служить количество элементов
конструкции изделия, количество деталей, узлов, изделий.
В табл. 11 приведены
данные о запланированной и фактической стоимости стального листа, используемого
для производства мебельной фурнитуры.
Таблица 11
Стоимость стального листа для изделия
|
По плану
|
Фактически
|
|
толщина листа, мм
|
стоимость листа, ден.
ед.
|
толщина листа, мм
|
стоимость листа,
ден. ед.
|
|
4,62
|
42
|
3,05
|
48
|
|
4,50
|
42
|
3,16
|
48
|
|
4,43
|
44
|
2,86
|
|
4,81
|
42
|
2,71
|
50
|
|
4,12
|
44
|
2,62
|
50
|
|
4,01
|
44
|
2,53
|
50
|
|
3,88
|
46
|
2,24
|
52
|
|
3,67
|
46
|
2,02
|
52
|
|
3,30
|
48
|
1,95
|
52
|
|
3,21
|
48
|
1,83
|
52
|
|
∑40,55
|
∑446
|
∑24,97
|
∑504
|
Затраты на данное сырье
по сравнению с планом без учета изменения его расхода возросли на 13%:
(504 –
446)/446 ∙ 100% = 13%.
Однако из таблицы видно,
что вследствие уменьшения толщины стального листа на изготовление изделия его
требуется меньше на
100% - 24,97/40,55 ∙100% = 38,42%.
Можно рассчитать индекс
затрат с учетом качества и проанализировать влияние на него обоих факторов:
изменения расхода нового сырья и его стоимости.
где Iзк – индекс затрат с учетом качества;
qнк – расход нового по качественным характеристикам
сырья, нат. ед.;
qск – расход старого по качественным
характеристикам сырья, нат. ед.;
zнк – затраты (стоимость) нового сырья,
ден. ед.;
 zск – затраты (стоимость) старого сырья,
ден. ед.;
zск – затраты (стоимость) старого сырья,
ден. ед.;
 –
индекс, учитывающий изменение качества сырья, без изменения его стоимости;
–
индекс, учитывающий изменение качества сырья, без изменения его стоимости;
– индекс, учитывающий изменение
затрат на продукцию, с учетом изменения качества сырья.
Тогда для нашего случая:
Таким образом, с учетом
потребления более качественного сырья индекс затрат с учетом качества составил
69,7%, т.е. затраты снизились по сравнению с планом на 30,3% (100,0% – 69,7%).
За счет снижения расхода
высококачественной листовой стали по сравнению с запланированной изменение
составило:
Таким образом, снижение
составило 38,6% (100,0% – 61,4%).
Изменение же стоимости
нового качественного материала, вызванное повышением трудоемкости его обработки
и оплаты трудозатрат, равняется:
Т.е. стоимость материала
повысилась на 13,4% (113,4% – 100,0%).
Проверить можно следующим образом:
что подтверждает
правильность проделанных вычислений.
Для оценки качества и конкурентоспособности изделия
возможно также применение метода бальной оценки и метода удельной цены. Метод
бальной оценки основан на выставлении каждому качественному параметру изделия
балла с учетом значимости этого параметра для изделия в целом и избранной для
оценки шкалы – 5-, 10- или 100-балльной. После этого определяется средний балл
изделия, характеризующий уровень его качества в баллах. Для расчета цены новой
продукции можно использовать формулу:
где Рн – цена новой
продукции, ден. ед.; Рб
– цена базовой продукции, ден. ед.; Бб – сумма баллов, характеризующих параметры
качества базовой продукции; Бб – сумма баллов, характеризующих параметры качества новой
продукции.
Метод удельной цены заключается
в определении цены на основе расчета стоимости единицы основного параметра
качества: мощности, производительности и т.д.
Для расчета используется формула:
где Пн – значение
основного параметра качества нового изделия, балл; где Пб – значение основного параметра
качества базового изделия, балл;
Оба этих метода
целесообразно применять как составные части сравнительного анализа изделий для
решения вопроса об их запуске в производство или эффективности предлагаемых
качественных усовершенствований. Однако, на практике для решения вопроса о
выборе изделия для запуска в производство должны проводиться все виды проектного
анализа: коммерческий, технический,
организационный, социальный, экологический и экономический. Для этого следует
применять все доступные в каждой конкретной ситуации методы. Только такой
анализ может считаться полноценным и дать объективный результат для принятия
управленческого решения.
Политика предприятия должна изначально иметь целью
высокое качество продукции. Однако брак, являющийся его противоположностью,
может возникнуть на любом предприятии. Его необходимо учитывать.
При анализе брака рассчитывают абсолютные и
относительные показатели. Абсолютный размер брака представляет собой сумму
затрат на окончательно забракованные изделия и расходов на исправление
исправимого брака. Абсолютный размер потерь от брака получают вычитанием из
абсолютного размера брака стоимости брака по цене использования, суммы
удержаний с лиц-виновников брака и суммы взысканий с поставщиков за поставку
некачественных материалов. Относительные показатели размера брака и потерь от
брака рассчитывают процентным отношением абсолютного размера брака или потерь
от брака соответственно к производственной себестоимости товарной продукции.
Таблица 12
Расчет
показателей брака
|
№
|
Показатель, ден. ед.
|
Предыдущий год
|
Отчетный год
|
|
1
|
2
|
3
|
4
|
|
1
|
Себестоимость окончательного брака
|
20 000
|
24 000
|
|
2
|
Расходы по исправлению брака
|
10 000
|
7 500
|
|
3
|
Абсолютный размер брака (с.1 + с.2)
|
30 000
|
31 000
|
Продолжение таблицы
12
|
1
|
2
|
3
|
4
|
|
4
|
Стоимость брака по цене использования
|
6 000
|
6 500
|
|
5
|
Суммы, удержанные с лиц-виновников брака
|
-
|
1 500
|
|
6
|
Суммы, взысканные с поставщиков
|
-
|
8 000
|
|
7
|
Абсолютный размер потерь от брака (с.3 - с.4 - с.5 - с.6)
|
24 000
|
14 700
|
|
8
|
Валовая (товарная) продукция по производственной себестоимости
|
400 000
|
420 000
|
|
9
|
Относительный размер брака (с.3 / с.8 · 100%)
|
7,5
|
7,5
|
|
10
|
Относительный размер потерь от брака (с.7 / с.8 · 100%)
|
6,0
|
3,5
|
Из табл. 12 можно сделать
вывод, что основной причиной брака явилась поставка некачественного сырья или
иных видов материальных ресурсов. В отчетном году, основываясь на опыте
предыдущего периода, производитель составил договор на поставку материалов,
предусматривающий компенсацию в случае их низкого качества, которая и позволила
сократить абсолютный размер потерь от брака на 9 300 ден. ед. (24 000 – 14 700) или на 38,75% (14 700 /
24 000 · 100%).
Относительный размер
потерь от брака снизился на 2,5%.
Можно также определить
стоимость годной продукции, которая могла бы быть получена при отсутствии брака
(∆q). Для этого следует фактический объем
товарной продукции в плановых ценах (q1Pпл) умножить на долю окончательного
брака производственной себестоимости (dо.б.).
Для нашего случая q
1P
пл = 500 000 ден. ед. Тогда
Менеджеры должны
рекомендовать руководству фирмы найти предприятие, поставляющее более
качественное сырье для данного производства.
Анализ брака,
обнаруженного на предприятии, и анализ рекламаций следует начинать с изучения
причин их возникновения. Это позволит более точно определить размер
израсходованных средств и пути снижения затрат на обеспечение качества
продукции.
Однако затраты, связанные
с решением проблем по возникновению, предотвращению брака, иногда могут
превышать затраты, которое несет предприятие, если брак не устранен. Для этого
следует тщательно проанализировать затраты на предотвращение различных дефектов
и их устранение. В этом могут помочь кривая Парето и дополнительные графики,
отражающие издержки, связанные с этими дефектами, оценки издержек, связанных с
решением проблем, и оценки времени, требующегося для решения проблем.
Конечно же, при увеличении издержек на управление
качеством издержки брака будут уменьшаться. Однако это не значит, что
предприятию стоит неограниченно увеличивать затраты на качество. Необходимо
постоянно анализировать издержки на управление качеством, издержки брака и
общие издержки предприятия, т.к. при необоснованном увеличении затрат на
качество возможен рост общих издержек.
 Издержки контроля качества и издержки брака могут быть
нанесены на один и тот же график, как это сделано на рис. 14.
Издержки контроля качества и издержки брака могут быть
нанесены на один и тот же график, как это сделано на рис. 14.

Рис. 14. Экономическая эффективность управления качеством
Точка пересечения этих
двух кривых обычно является точкой минимальных издержек. Но на практике нелегко
получить даже приблизительную оценку, поскольку приходится учитывать много
других переменных. Тем не менее эта задача является самой важной задачей для
руководства. На многих фирмах такие расчеты не производятся, хотя расчет затрат
на качество может служить источником огромной экономии.
При осуществлении
корректирующих воздействий важно принять меры во избежание повторения
отклонений. Необходимо положить конец имеющимся нарушениям. Следует устранить
причинные факторы, которые вызвали отклонение. Исправление и предотвращение
повторяющихся отклонений- это два разных действия, в том числе в отношении
принимаемых мер. Устраняя причины отклонений необходимо обратиться к истокам
проблемы и принять меры по предотвращению их повторения.
Таблица 13
Лист планирования достижения бездефектного выпуска мебельной
фурнитуры в сроки с 1.12.2003 г. по 1.07.2004 г.
|
Необходимые действия
|
Дата начала
|
Дата завершения
|
Ответственные
|
Метод воздействия
|
|
1
|
2
|
3
|
4
|
5
|
|
1. Выявить для закупаемых заготовок
наилучшие марки алюминия
|
1.12.2003
|
12.03.2004
|
Зам. Начальника по подготовке
произ-ва ,
нач. отдела снабжения
|
Методом испытаний и исследован.
|
|
2. Ограничить число
поставщиков.
|
15.03.2004
|
20.05.2004
|
Зам. Начальника по подготовке
произ-ва , нач. отдела снабжения
|
Используя данные
испытаний.
|
|
3. Использовать новейшие технологии
в кузнечном и мех. цехах.
|
15.04.2004
|
20.05.2004
|
Нач. цеха, инженеры новой техники
|
|
Продолжение табл. 13
|
1
|
2
|
3
|
4
|
5
|
|
4. Обучение персонала: от
высших руководит. До работников
|
01.03.2004
|
20.05.2004
|
Директор,
зам.директора
по произ-ву.
|
Направление на курсы повышения
квалификац.
|
|
5. Осуществить мотивирование работников
материальными стимулами.
|
01.05.2004
|
20.05.2004
|
Нач.участка ,
Зам. По пр-ву.
|
|
|
6. Ввести количественные показатели
для оценки качества труда.
|
01.04.2004
|
20.05.2004
|
Контролер
БТК.
|
Уровень сдачи продукции с первого
предъявления.
|
|
7. Реклама.
|
01.12.2003
|
20.05.2004
|
Отдел маркетинга
|
Участие в выставках,
Конкурсах
|
Все эти мероприятия
позволяют достичь значительного снижения брака, а следовательно, повышение
качества продукции, надежности и долговечности выпускаемого изделия.
При разработке регламента
необходимо определить этапы процесса внедрения, порядок взаимодействия
участников в процессе выполнения
работы.
Регламент - это способ
формализации управленческих процедур. Под этапом понимается часть
процесса внедрения, охватывающая взаимосвязанные работы по его выполнению и
заканчивающаяся созданием комплексной или единичной документации или
информационного продукта.
Внедрение системы
менеджмента качества включает следующие этапы:
1 .Анализ причин снижения
качества
2. Подготовительный этап.
3. Утверждение контрольных показателей.
Подробное описание этапов
приведено в таблице 14.
Таблица 14
Содержание этапов внедрения проекта
"Внедрение системы
менеджмента качества"
|
Содержательное описание работ
|
Конечный документ
|
|
Этап 1. Анализ причин снижения
качества
|
|
1.1.. Выпустить приказ о подготовке
к внедрению системы
1.2. Согласно приказа составить
штатное расписание необходимого персонала и разработать должностные
инструкции
1.3. Согласно приказа подготовить и
согласовать стадии анализа причин снижения качества, составить смету
|
1.3.3. Приказ
1.2.2. Должностная
инструкция, штатное расписание
1.3.3. Проект, смета
|
|
Продолжение таблицы 14
|
|
Содержательное описание работ
|
Конечный документ
|
|
Этап 2. Подготовительный этап
|
|
2.1 Расчеты по финансовому обеспечению проекта
2.2 Оформление необходимых документов
2.3 Составление плана мероприятий
2.4 Внедрение разработанного проекта
|
2.1.1. Смета расходов
2.2.2. Отчет
2.3.3 .План
|
|
Этап 3. Утверждение контрольных
показателей
|
|
3.1 Анализ выполнения плана по месяцам и выявление
отклонений
3.2. Определение эффективности за отчетный период
3.3. Корректировка плана на последние месяцы с учетом
внешних изменений и выявленных отклонений
|
3.1.1. Финансовый план
3.2.2. Финансовый план
3.3.3. Финансовый план
|
Комплексное описание
технологии всего процесса в целом представлено
на рис.15 в виде блок схемы
выполнения процесса внедрения.
|
|
|
|
|
 |
|
 |
|
|
|
|
1.1.. Выпустить приказ о подготовке к внедрению
системы
1.2. Согласно приказа составить штатное
расписание необходимого персонала и разработать должностные инструкции
1.3. Согласно приказа подготовить и согласовать
стадии анализа причин снижения качества, составить смету
|
|
|
|
|
|
 |
|
 ±
±
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
 |
|
|
|
Этап 3.
Утверждение контрольных показателей
|
|
|
|
|
|
3.1
Анализ выполнения плана по месяцам и выявление отклонений
3.2.
Определение эффективности за отчетный период
3.3.
Корректировка плана на последние месяцы с учетом внешних изменений и
выявленных отклонений
|
|
|
Условные обозначения Наименование используемых
документов
Д – директор 01.
Нормативно-методическая литература
ФО - финансовый отдел 02.
Законодательная справочная литература
ЭО - экономический отдел 1. Приказ по
предприятию
ОК – отдел кадров 2.
Штатное расписание
3. Должностная инструкция
Р – руководитель подразделения 4. Смета
 - входные документы 5.
Свидетельство о регистрации
- входные документы 5.
Свидетельство о регистрации
 - выходные документы 6.
Финансирование
- выходные документы 6.
Финансирование
 - разработка 7.
Трудоустройство
- разработка 7.
Трудоустройство
8.
Финансовый отдел
Рис.4. Блок – схема
выполнения плана
План внедрения системы
менеджмента качества представлен в таблице 15.
Таблица 15
План внедрения
|
Наименование операции
|
Сроки выполнения, недели
|
Исполнители
|
|
2-8
|
9-15
|
16-22
|
23-29
|
|
|
Этап 1. Анализ причин снижения качества
|
|
|
|
|
|
|
1.1.. Выпустить приказ о подготовке
к внедрению системы
1.2. Согласно приказа составить
штатное расписание необходимого персонала и разработать должностные
инструкции
1.3. Согласно приказа подготовить и
согласовать стадии анализа причин снижения качества, составить смету
|
|
|
|
|
Директор
Отдел
Кадров
ОК
|
|
Этап 2. Подготовительный этап
|
|
|
|
|
|
|
2.1 Расчеты по финансовому обеспечению проекта
2.2 Оформление необходимых документов
2.3 Составление плана мероприятий
2.4 Внедрение разработанного проекта
|
|
|
|
|
Финансовый отдел
Руководитель
Отдел
Кадров
Директор
|
|
Этап 3. Утверждение контрольных
показателей
|
|
|
|
|
|
|
3.1 Анализ выполнения плана по месяцам и выявление
отклонений
3.2. Определение эффективности за отчетный период
3.3. Корректировка плана на последние месяцы с учетом
внешних изменений и выявленных отклонений
|
|
|
|
|
Финансовый отдел
Финансовый отдел
Финансовый отдел
|
4.3. Требования
к руководству предприятия
Успешная реализация инноваций в
большой степени зависит от подготовленности руководителей к нововведениям.
Очевидно, главным фактором в решении этой проблемы должна стать хорошо
налаженная система обучения, способная обеспечить постоянно действующую
профессиональную подготовку и переподготовку кадров и адаптировать их к
условиям рыночной экономики.
В этой связи нам представляется
заслуживающим внимания японская система обеспечения кадров, разработанная
Японским союзом ученых и инженеров, в основу которой положены следующие базовые
принципы:
-
отношение к
работникам как к активным членам трудового коллектива, желающим содействовать
улучшению деятельности фирмы и лучше других выполняющих свои обязанности;
создание атмосферы доверия и уважения к каждому члену коллектива,
стимулирование их творческих инициатив;
-
последовательное
и настойчивое проведение работы по изучению запросов и потребностей
покупателей, их культурному обслуживанию с учетом психологических факторов,
то есть создание как бы "культа потребителя";
-
применение
коллективных методов решения производственных задач, изучение всего
передового, что накопила международная теория и практика в данной области.
Необходимо отметить, что учредители
предприятия имеют значительный опыт в организации подобных проектов, обладают
необходимыми навыками работы, организаторскими способностями и целым рядом
других полезных качеств, что дает нам возможность с высокой долей уверенности
говорить о потенциалом успехе данного проекта.
Для того, чтобы человек мог
плодотворно работать, ему необходимо создать оптимальные условия для
выполнения его производственных обязанностей. Существует целый ряд норм,
выполнение которых позволяет во многом обеспечить такие условия, продлить
жизнь данному конкретному индивиду и сохранить его драгоценное здоровье.
Размеры помещения предприятия
общественного питания должны соответствовать количеству работающих в нем
людей. Согласно существующим "Санитарным нормам проектирования
предприятий" (СH-245-71) объем помещения на одного работающего должен
составлять не менее 15 кубических метров, а площадь - 4.5 квадратных метров.
Для успешной работы очень важно правильно спланировать рабочее место, которое
должно удовлетворять требованиям удобства выполнения работ, экономии энергии и
времени пользователя, рационального использования площадей и объемов,
соблюдения правил техники безопасности. При планировании рабочего места
необходимо учитывать удобство расположения торгово-технологического
оборудования, а также зоны досягаемости рук оператора. Эти зоны установлены
на основании антропометрических данных человеческого тела и приводятся в
соответствующих справочниках. Условия эксплуатации торгового оборудования
также накладывают ряд условий на параметры микроклимата, так как перегрев
аппаратуры может привести к выходу ее из строя.
Важно, чтобы рабочее место было
хорошо освещено. Лучше всего если свет падает слева. Hеобходимо также
предусмотреть искусственное освещение, например, в виде люминесцентных ламп.
В любом случае, прямой свет не должен попадать в глаза, что очень сильно
понижает контрастность. Кроме того, вредными являются резкие перепады освещенности
- когда товары стоят в тени, а за спиной продавца находится окно или ярко
освещённая стена - в этом случае витрина превращается в зеркало, на котором
видно всё, что происходит за спиной продавца, но не видно то, что
происходит на самом экране. При этом намного ускоряется утомляемость глаз,
хотя, в отличие от первого случая и можно кое-как работать.
Работы, выполняемые в помещении ЗАО
«ФМС», относятся к категории средних работ. Это помещение по теплоизбыткам
относится к помещениям с незначительными избытками тепла, т.к. современное
торговое оборудование практически не выделяет тепла, кроме того имеют
встроенные системы вентиляции. Согласно ГОСТ 12.1.005-88 “Воздух рабочей зоны.
Общие санитарно-гигиенические требования” установлены следующие нормы для
торговых помещений:
температура:
1) зимний период: 20-22 C;
2) летний период: 20-25 C;
относительная влажность: 50-60%;
скорость движения воздуха:
1) зимний период: не более 0.2 м/c;
2) летний период: не более 0.5 м/c.
Освещение в помещении естественное
боковое и искусственное общее. Нормирование естественного и искусственного
освещения осуществляется СНиП II-4-79 “Естественное и искусственное освещение”
в зависимости от характера зрительной работы. Наименьший размер объекта
различения, с которым может работать бухгалтер при эксплуатации системы
составляет 0,3 - 0,5 мм (размер точки, печатаемой на бумаге), что позволяет
отнести данный вид работы с III-му разряду согласно СНиП II-4-79.
Основным источником шума являются
вентиляторы охлаждения. Источники питания выполнены в импульсном варианте с
высокочастотными трансформаторами. Шум вентиляторов является среднечастотным
тональным и не превышает 42 ДБ, что соответствует норме согласно СНиП II-12-77
“Защита от шума. Норма проектирования” (см. таблицу 16).
Таблица 16
Допустимые уровни звукового давления,
дБ, на рабочих местах
|
Уровень звукового давления, ДБ,
в октавных полосах
со среднегеометрическими
частотами, Гц.
|
Уровень звука, Дб.
|
|
63
|
125
|
250
|
500
|
1000
|
2000
|
4000
|
8000
|
50
|
|
71
|
61
|
54
|
49
|
45
|
42
|
40
|
38
|
|
Необходимо соблюдать мероприятия
пожарной профилактики, руководствуясь при этом СНиП 2.01.02-85
"Противопожарные нормы", в которых изложены основные требования к
огнестойкости зданий и сооружений.
Работы производятся обслуживающим
персоналом на кассовых аппаратах, которые подключаются в сеть с напряжением 220
В и частотой 50 Гц (по ССВТ ГОСТ 12.1.038-82 - опасные параметры). Согласно ПУЭ
помещение относится к 2-й категории "Помещения с повышенной
опасностью", поскольку существует возможность касания корпусов аппаратуры
и батарей центрального отопления. В помещении отсутствуют открытые токоведущие
части с напряжением более 12 В. Поражение электрическим током возможно только в
случае неисправности аппаратуры и питающих кабелей.
Устройства
вентиляции и кондиционирования воздуха используется для обеспечения нормальных
параметров микроклимата поддерживающих постоянную температуру, влажность,
чистоту и скорость воздуха (СНиП 2.04.05-86 “Отопление, вентиляция и кондиционирование
воздуха”). Произведем расчет поступления тепла в отдел:
Q = Qобор + Qл
+ Qосв + Qрад (ккал/час),
где Qобор -
выделение тепла от оборудования;
Qл -
поступление тепла от людей, работающих в помещении;
Qосв
- выделение тепла от электрического освещения;
Qрад
- поступление тепла через наружные ограждающие конструкции от солнечной
радиации.
Qобор = 860 × n ×
P × К1 × К2,
где n -
количество кассовых аппаратов = 1;
P -
установочная мощность = 0,2 КВт ;
К1 -
коэффициент использования установочной мощности = 0,8;
К2 -
коэффициент одновременности работы оборудования= 0,5;
860
- это коэффициент отношения между мощностью оборудования и количеством
выделяемого тепла при переходе электрической энергии в тепловую: 1 КВт = 860 ккал/час.
Qобор = 860 × 1 ×
0,2 × 0,8 × 0,5 = 68,8 ккал/час.
Qл = n × q,
где n-
количество работающих в помещении людей -3;
q-количество
тепла, выделяемого одним человеком-125 ккал/час
Qл = 3 × 125 = 375 ккал/час.
Qосв = 860 × N ×
К (ккал/час),
К -
коэффициент способа установки приборов электроосвещения = 0,5.
Qосв = 860 × 0,56 ×
0,5 = 240,8 ккал/час.
Величина Qрад
из СН 7-57 для западного полушария 50-й широты берется равной 135 ккал/час. Подставляя
соответствующие значения в формулу для расчета поступления тепла в отдел,
получим:
Q = 68.8 + 375
+ 240,8 + 135 = 819,6 ккал/час.
Произведем
расчет воздухообмена по избыткам тепла:
где С -
удельная теплоемкость воздуха = 0.24 ккал/(кг ×
град);
p -
плотность воздуха в помещении = 1.3 (кг/м3);
t -
разница температуры воздуха в помещении и приточного воздуха = 5 град.
 (м/час)
(м/час)
Для поддержки
установочных параметров микроклимата в исследуемом помещении вполне достаточно
1 кондиционера БК - 1500, холоднопроводность которого - 500 ккал/час.
Воздух в
местах забора должен тщательно очищаться от пыли. Для этого используются
фильтры очистки воздуха.
Нормирование
естественного освещения осуществляется СНиП II-4-79 “Естественное и
искусственное освещение” в зависимости от характера зрительной работы. Расчет
естественного освещения состоит в определении площади световых проемов. Для
этого используется формула :

где Sп -
освещаемая площадь;
lн -
нормируемое значение коэффициента естественной освещенности;
Kз -
коэффициент запаса, зависящий от концентрации пыли в помещении и периодичности
очистки стекол;
n0 -
световая характеристика окна;
Kзт
- коэффициент затенения;
T -
общий коэффициент светопропускания;
r1 -
коэффициент учитывающий повышение lн при отражении света от стен, потолка,
поля.
Освещаемая
площадь равна S = 6 • 8 = 48 м2 .
Значение lн
определяется по формуле:

где lн -
коэффициент естественной освещенности;
m -
коэффициент светового климата;
c -
коэффициент солнечности климата.
Для Донецка, m
= 0,9, с = 0,8. lн выбирается согласно СНиП 11-4-79 в зависимости от разряда
зрительной работы (KEO равен 2.0).
lн = 2 • 0,9 •
0,8 = 1,44.
Значение Kз
определяется по СНиП 11-4-79 и при очистке окон 2 раза в год равен 1,2.
Значение n0 определяется конструкцией окон и согласно СНиП 11-4-79 равно 15. Коэффициент
затенения Kзт равен единице, так как отсутствуют противостоящие здания.
Значение T определяется по формуле:
T = T1 × T2 ×
T3 ×T4 × T5 = 0,8 ×
0,65 × 1 × 1 × 1 =
0,52,
где T1 =
0,8 - коэффициент светопропускания материала ;
T2 =
0,65 - коэффициент потерь в переплетах окон;
T3 =
1 - коэффициент в несущих конструкциях, при бoковом освещении равен ;
T4 =
1 - коэффициент учитывающий потери света в солнцезащитных устройствах;
T5 =
1 - коэффициент потерь света в защитной сетке для фонарей.
Значение T1 -
T5 определяются по СНиП 11-4-79. Значение r1 определяются по СНиП II-4-79 и
равно 1,85. Зная все параметры можно определять площадь световых проемов:

Площади
световых проемов недостаточно для нормальной освещенности, так как в торговом
зале имеется три окна общей площадью 4 м2, однако расширить проемы окон не
представляется возможным, поэтому естественное освещение необходимо комбинировать
с искусственным.
Нормирование
искусственного освещения также осуществляется СНиП II-4-79. Для общего
освещения используют главным образом люминесцентные лампы, что обусловлено их
достоинствами. Исходя из экономической целесообразности выбираем люминесцентные
лампы типа ЛБ белого света. Для расчета искусственного освещения применяют
метод коэффициента использования потока:

где Ф -
световой поток ;
E -
нормируемая минимальная освещенность ;
К -
коэффициент запаса ;
S -
освещаемая площадь ;
Z -
коэффициент неравномерности освещения ;
С -
коэффициент использования излучаемого светильниками светового потока на
расчетной площади;
N -
число светильников;
Согласно СНиП
11-4-79 определяем норму освещенности:
E = 400 лк; K
= 1,5; S = 6 × 8 = 48 м2; Z =
1,2.
При выбранном
типе и мощности люминесцентных ламп их необходимое количество определяется по
формуле:
Наиболее
приемлемыми для помещения являются люминесцентные лампы ЛБ (белого света)
мощностью 80 ВТ. Нормальный световой поток лампы ЛБ-80 равен Ф = 5320 люмен
(лм). Величиной i, индексом помещения можно установить зависимость от площади
помещения и высоты подвеса:
где A -
длина помещения = 8м;
B -
ширина помещения = 6м;
h -
высота подвеса;
h = H - hр -
hс,
где H -
высота помещения = 4 м;
hр -
высота рабочей поверхности = 0,8м;
hс -
высота от потолка до нижней части лампы = 0,4м;
h = 4 - 0,8 -
0,4 = 2,8 м;
Коэффициент
использования светового потока на расчетной площади определяется по таблице: C
= 0.4. В итоге число светильников получится равным

Таким образом
потребуется 3 люминесцентные лампы ЛБ-80.
В качестве
светильников выбраны потолочные светильники УСП-35 с двумя лампами ЛБ-80. Итак,
всего необходимо два светильника УСП-35.
Для защиты от
поражения электрическим током предусмотрено:
-
наличие
заземления всех электропотребителей и приборов с сопротивлением не более 4 Ом;
-
недоступность
токоведущих частей;
-
применена скрытая
электропроводка в защищающих от механических повреждений трубах;
-
маркированные
разъемы и розетки;
-
предусмотрен
аварийный рубильник выключения всего электропитания.
Поскольку
кассовые аппараты относятся к изделию первого класса, то согласно ГОСТ
12.2.007.0-75 она должна иметь по крайней мере рабочую изоляцию и элемент для
заземления (см. рис 16). Произведем электрический расчет заземлителя .
Рис.16.
Схема защитного заземления.
Зададимся
параметрами заземлителя:
S = 100 м2 -
площадь ограниченная заземлителем;
L = 24 м2 -
общая длина горизонтальных электродов;
l = 2,6 м2 -
длина вертикальных электродов;
a = 10 м2 -
расстояние между вертикальными полосами.
Рассчитаем
параметр Т при отношении удельных сопротивлений
слоев грунта:
 ,
,
 ,
,
где P1 =
100 Ом×м - удельное сопротивление
грунта суглинистой почвы;
P2 =
50 Ом×м - удельное сопротивление
садовой земли;
H =
0,5 м - глубина заложения горизонтальных электродов;
h =
1 м - толщина слоя грунта
При ,
CB = 0,71; EB
= 0,24; Cb = 0,15; Eb= 0,32..
Определяем
значения параметров B и b по формулам:
 ,
,
 .
.
Определяем
сопротивление заземления:

Определяем
коэффициент напряжения прикосновения
 ;
;
где m = 0,602
- параметр определенный для  .
.
Определяем
напряжение прикосновения:
 ,
,
где J = 20
А - ток короткого замыкания, исходя из потребляемой мощности блока питания
кассового аппарата.
Допустимое
напряжение прикосновения согласно ПУЭ Uдоп = 42 в, что выше рассчитанного
значения.
Следовательно
параметры заземления для данного помещения выбраны правильно.
Помещение
относится к пожароопасным. Поскольку в помещении находятся горючие вещества в
холодном состоянии (документация, распечатки, деревянная мебель), то его
следует отнести к категории "В" пожароопасных помещений. Класс
пожароопасности П1 поскольку в помещении находятся электроустановки. Помещение
можно отнести к взрывобезопасным.
Здания ВЦ,
согласно СНиП 2.01.02-85 “Противопожарные нормы”, должны быть I или II степеней
огнестойкости.
Необходимо
оснастить здание первичными средствами пожаротушениями: внутренними пожарными
водопроводами, ручными и передвижными огнетушителями, сухим песком, асбестовыми
одеялами. Пожарные краны должны быть установлены в коридорах, на площадках
лестничных клеток, у входов. Щиты противопожарной защиты должны быть оснащены
ручными углекислотными огнетушителями, так как для данного класса помещений
рекомендуется использовать химические средства тушения пожара. Для тушения
пожаров в замкнутых объемах, каким и является помещение техотдела, применяют
углекислый газ для прекращения подачи кислорода воздуха к очагу возгорания.
Первичными
средствами пожаротушения могут послужить ручные огнетушители типа: ОУ-6 и ОУ-8.
В помещении в качестве первичных средств пожаротушения предусмотрены порошковые
огнетушители типа ОПС-6, однако их применение может произвести значительный
ущерб в следствии порчи дорогостоящей электронной аппаратуры, поэтому
рекомендуется применять пенный огнетушитель типа ОХП-10.
Одной из общемировых
тенденций в обеспечении качества продукции является системный подход в
управлении качеством продукции. Действительно, зародившись в нашей стране в
далёкие 40-е годы, системный подход развился в комплексную систему управления
качеством продукции.
КСУК, впитав в себя
лучшие достижения предыдущих систем, стала решать проблему обеспечения качества
продукции комплексно. Комплексно - это значит, что обеспечением качества
продукции занимался не только отдел технического контроля. За прошедшие годы
накоплен большой опыт в управлении качеством продукции. Системный подход
получил развитие и за рубежом. Поскольку в странах с рыночной экономикой всегда
остро стояла проблема производства конкурентоспособной продукции, удовлетворяющей
запросы потребителей, то по своему воздействию на обеспечение качества
продукции зарубежные системы УК превосходили комплексную систему УК
находившуюся, в тепличных условиях наличия гарантированных покупателей и
компенсации убытков со стороны государства.
Япония, США, стимулируя
развитие конкуренции среди производителей, обеспечили им широчайшие возможности
по привлечению к работам на фирмах специалистов, получивших соответствующее
образование в элитных учебных заведениях и стажировавшихся в тех странах,
откуда можно было привезти кроме багажа знаний ещё и багаж методов, навыков и
умения в разрешении проблем, связанных с качеством.
Созданная в 40-е годы,
Международная организация по стандартизации (ИСО) , взяв за основу имеющиеся
стандарты и руководящие документы на системы обеспечения качества и дополнив их
требованиями потребителей, разработала и утвердила Советом ИСО серию
международных стандартов по УКП , устанавливающих требования к системам
обеспечения качества продукции.
Тем самым была заложена
основа для приведения систем обеспечения качества в различных странах к единым
требованиям международных стандартов.
Реализовать эти
требования можно было лишь при условии выполнения основополагающих постулатов
функционирования систем обеспечения качества продукции:
-
цели и задачи в
области повышения , обеспечения и улучшения качества продукции должны
находиться в центре экономической политики фирмы;
-
достижение
требуемого качества продукции с минимальными издержками;
-
основным
критерием достижения целей в области качества продукции является удовлетворение
потребностей потребителей;
-
использование
системного подхода при обеспечении управления качеством продукции;
-
непрерывное и
систематическое обучение рабочих и служащих;
-
воспитание у
каждого изготовителя продукции уважительного отношения к потребителю;
-
постоянная,
добросовестная и творческая работа всех работников по повышению, обеспечению и
улучшению качества продукции.
Предприятиям России в условиях рыночной экономики
необходимо было так построить свою работу по обеспечению качества продукции,
чтобы с наименьшими потерями можно было войти в рынок международной торговли и
там занять свою нишу.
Первым же шагом в этом
направлении должна была стать сертификация продукции и сертификация системы по
обеспечению качества продукции . Далеко ещё не решены такие проблемы, как
вовлечение в работу по повышению качества продукции всего персонала
предприятия, обучение его методам и способам управления качеством продукции, а
также повышение квалификации персонала.
Никакие рыночные цели организации не могут быть
достигнуты, если его продукция не пользуется спросом. Поэтому вопросы,
связанные с обеспечением качества, не могут рассматриваться в отрыве от экономической
деятельности предприятия. Следовательно, с развитием конкуренции производителей
появляется насущная необходимость тесной увязки затрат на качество с конечными
результатами производственной деятельности, уровнем качества изделий, объемом
продаж, прибылью, что позволяет эффективнее управлять предприятием и добиваться
более высокой прибыли.
В нашем финансово-ориентированном обществе,
эффективность бизнеса измеряется величиной прибыли. Финансовый контроль за
деятельностью фирмы является жизненно важным. Большинство затрат, связанных с
деятельностью предприятия, регистрируются в отчетах и предоставляются
руководству. Знание и анализ этих затрат оказывает большую помощь в успешном
руководстве компании.
На большинстве предприятий, занимающихся
производством и обслуживанием, затраты на удовлетворение ожиданий потребителя в
области качества составляют значительные суммы, которые в действительности не
снижают величину прибыли, поэтому представляется логичным, что затраты на
качество должны быть выявлены, обработаны и представлены руководству подобно другим
затратам. К сожалению, многие руководители не имеют возможности получать
наглядную информацию об уровне затрат на качество просто потому, что в компании
нет системы для их сбора и анализа, хотя регистрация и подсчет затрат на
качество — не сложная, уже отработанная процедура. Определенные один раз, они
обеспечат руководство дополнительным мощным инструментом управления.
1. Варгина
М.К. Направления совершенствования работ по управлению качеством в регионах
мира. //Сертификация. - 2001.- № 1.
2. Воскобойников
В. Новые подходы к управлению качеством продукции. // Экономика и жизнь. -
2000. - № 50.
3. Галеев
В.И. Проблемы внедрения стандартов ИСО серии 9000 на примере опыта ряда
предприятий. // Сертификация . - 2001.- № 3.
4. Галеев
В.И., Варгина М.К. Управление качеством: проблемы, перспективы. // Сертификация.
- 2001.- № 4.
5. ГОСТ 15467
- 79 ( Ст. СЭВ 3519 - 81 ). Основные понятия. Термины и определения.- М. :
Издательство стандартов , 1981 .
6. ГОСТ
40.9001 - 94 (ИСО - 9001 - 87). Системы качества. Модель для обеспечения качества
при проектировании и (или) разработке , производстве , монтаже и обслуживании.
- М.: Издательство стандартов, 1995.
7. ГОСТ
40.9002 - 94 (ИСО 9002 - 87). Системы качества. Модель для обеспечения качества
при производстве и монтаже. - М.: Издательство стандартов, 1995.
8. ГОСТ
40.9003 - 88 (ИСО 9003 - 87). Системы качества. Модель для обеспечения качества
при окончательном контроле и испытаниях. - М.: Издательство стандартов, 1995.
9. Методическое
пособие по внедрению международных стандартов ИСО серии 9000 - 87 г.
Разработчик НИИСУ. М., 1988.
10.
Трошин Е.Н. Опыт внедрения и сертификации системы качества на базе
стандартов ИСО серии 9000. // Сертификация. - 2000.- № 3.
11.
Харрингтон Дж. Управление качеством в американских корпорациях. Сокр.
пер. с англ. - М.: Экономика, 1999.