Проектування операційної системи малого підприємства, орієнтованого на виробництво
МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ
ХАРКІВСЬКИЙ НАЦІОНАЛЬНИЙ ЕКОНОМІЧНИЙ УНІВЕРСИТЕТ
Кафедра економіки, організації і планування
діяльності підприємства
Дипломний проект бакалавра
на тему:
"Проектування операційної системи малого
підприємства"
ХАРКІВ - 2010
Зміст
Вступ
1. Проектування операційної системи
1.1 Визначення типу операційної системи і розрахунок потрібної
кількості устаткування
1.2 Визначення необхідної площі
1.3 Розрахунок чисельності робітників
1.4 Проектування оргструктури управління підприємством
2. Організація оперативного управління операційною системою
2.1 Визначення форми організації виробництва
2.2 Розрахунки календарно-планових нормативів
2.3 Побудова графіку роботи переробляючої підсистеми
3. Основні техніко-економічні показники операційної системи
3.1 Розрахунок витрат матеріалів
3.2 Розрахунок фонду оплати праці
3.3 Розрахунок собівартості та ціни виробу
Висновок
Список літератури
Додатки
Початкові дані за варіантом № 11
Номенклатура виробів,
що виготовляються на підприємстві, включає наступні деталі:
вал 01
вал 02
піввісь 08
піввісь 09
Трудомісткість
виготовлення деталей за операціями наведена в таблиці 1.
Таблиця 1
Трудомісткість
деталей за операціями
|
Деталь
|
центрувальна
|
токарна чорнова
|
токарна чистова
|
фрезерувальна
|
свердлувальна
|
шліфувальна
|
полірувальна
|
|
Вал 02
|
1,1
|
4,2
|
4
|
3,3
|
2,8
|
5,1
|
0
|
|
Вал 03
|
1,3
|
5,3
|
4,8
|
4,1
|
2,4
|
5,5
|
1,9
|
|
Піввісь 08
|
0,9
|
2,4
|
2,2
|
3,2
|
1,5
|
3,2
|
2,3
|
|
Піввісь 09
|
0,8
|
2,5
|
2,7
|
3,5
|
1,1
|
2,9
|
0
|
|
Сума
|
4,1
|
14,4
|
13,7
|
14,1
|
7,8
|
16,7
|
4,2
|
Норми витрат
матеріалів щодо деталей та програма їх випуску на рік наведені в таблиці 2.
Таблиця 2
Норми витрат
матеріалів та програма випуску деталей на рік
|
Деталь
|
Матеріал
|
Норма витрат на деталь, кг
|
Ціна матеріалу за 1 т., грн.
|
Програма
випуску, шт.
|
|
Вал 02
|
Сталь 40Х
|
4,3
|
1040
|
27000
|
|
Вал 03
|
Сталь ст.50
|
5,8
|
980
|
32000
|
|
Піввісь 08
|
Сталь 40ХМ
|
3,5
|
1200
|
57000
|
|
Піввісь 09
|
Сталь 38ХМНА
|
4
|
1280
|
55000
|
Характеристика
устаткування, що використовується при виготовленні деталей, наведена у таблиці
3.
Таблиця 3
Характеристика
устаткування
|
Тип верстата
|
Потужність двигуна, кВт
|
Площа на один верстат, м2
|
Ціна, грн.
|
|
Фрезерувально-центрувальний
|
11
|
4,5
|
9500
|
|
Токарний
|
6,8
|
4,2
|
7900
|
|
Горизонтально-фрезерувальний
|
7,5
|
5,8
|
9200
|
|
Свердлувальний
|
3,8
|
2,9
|
5100
|
|
Шліфувальний
|
7
|
5,3
|
10500
|
|
Полірувальний
|
3,2
|
2,2
|
4200
|
Мета дипломного
проекту - проектування операційної системи малого підприємства, орієнтованого
на виробництво. Для цього передбачено виконання комплексу розрахунків щодо
вибору типу операційної системи, розробки її переробляючої та забезпечуючої
підсистем, організації оперативного управління, оцінки ефективності
запроектованої системи.
Даний дипломний
проект включає три розділи. Перший - проектування операційної системи, в якому
необхідно визначити тип операційної системи, розрахувати потрібну кількості
устаткування, визначити необхідну площу, здійснити розрахунок чисельності
робітників, а також проектування оргструктури управління підприємством.
Другий розділ -
організація оперативного управління операційною системою - включає визначення
форми організації виробництва, розрахунки календарно-планових нормативів та
побудову графіку роботи переробляючої підсистеми.
В третьому розділі
здійснюється оцінка ефективності операційної системи на підставі розрахунків
техніко-економічних показників, яка передбачає розрахунок витрат матеріалів,
фонду оплати праці та собівартості і ціни виробу.
Проектування
операційної системи та визначення її типу починається з вибору типу
переробляючої підсистеми на підставі комплексної характеристики технічних,
організаційних та економічних особливостей виробництва, обумовлених його
спеціалізацією, обсягом та повторюванням випуску виробів.
Вибір типу
переробляючої підсистеми ведеться на підставі розрахунків коефіцієнтів
завантаження устаткування. Водночас визначається режим роботи операційної системи
підприємства.
Розрахунок
кількості потрібного устаткування Срозj ведеться за групами на
основі трудомісткості програми виготовлення деталей по операціях за формулою:
 , (1)
, (1)
де Тпрj
- трудомісткість програми випуску деталей на j-ій операції;
Fеф -
ефективний фонд часу роботи устаткування;
Квнв -
коефіцієнт виконання норм виробітку (приймається однаковий за усіма операціями
- 1,1).
Трудомісткість
програми випуску деталей на j-ій операції розраховується за формулою 2:
 , (2)
, (2)
де Трj -
трудомісткість j-ї деталі за операціями;
N - програма
випуску деталей на рік.
Ефективний фонд
часу роботи устаткування для однозмінного режиму роботи дорівнює 1920
верстато-годин на рік, а для двозмінного режиму роботи - 3840 верстато-годин на
рік.
Розрахункова
кількість робочих місць округлюється до цілих чисел і визначається прийнята
кількість устаткування - Спрj.
Далі
розраховуються коефіцієнти завантаження Кзавj устаткування за
групами за формулою:
 . (3)
. (3)
Розрахунки
коефіцієнтів завантаження треба проводити за кожною деталлю і в цілому по
підприємству для одно - і двозмінного режимів роботи. Результати розрахунків
наведено в додатках А і Б.
На підставі
коефіцієнтів завантаження устаткування уточнюється тип виробництва. Для
масового типу завантаження устаткування повинно бути не нижче 85 - 90%, для
серійного - не нижче 65 - 75%. В даному випадку найбільш прийнятним є серійний
тип виробництва, що видно із розрахунків, наведених в додатках А і Б.
Для остаточного
прийняття рішення про режим роботи підприємства треба зіставити загальні
витрати, пов'язані з організацією однозмінного і двозмінного режимів роботи.
Для цього треба
розрахувати вартість устаткування, вартість корисної площі та вартість рухової
електроенергії для кожного з режимів роботи.
Вартість
устаткування розраховується на підставі даних про вартість одиниці верстата (таблиця
3 початкових даних) і прийнятої кількості верстатів за кожним варіантом режиму
(додатки А і Б).
Розрахунки за
однозмінним та двозмінним режимами наведені відповідно в таблицях 1 і 2.
Таблиця 1
Розрахунок
вартості устаткування при однозмінному режимі роботи
|
Тип верстата
|
Кількість
|
Вартість одного верстата
|
Загальна вартість устаткування
|
|
1
|
2
|
3
|
4
|
|
Фрезерувально-центрувальний
|
2
|
9500
|
19000
|
|
Токарний
|
10
|
7900
|
79000
|
|
Горизонтально-фрезерувальний
|
5
|
9200
|
46000
|
|
Свердлувальний
|
3
|
5100
|
15300
|
|
Шліфувальний
|
6
|
10500
|
63000
|
|
Полірувальний
|
1
|
4200
|
4200
|
|
Сума
|
27
|
46400
|
226500
|
Таблиця 2
Розрахунок
вартості устаткування при двозмінному режимі роботи
|
Тип верстата
|
Кількість
|
Вартість одного верстата
|
Загальна вартість устаткування
|
|
1
|
2
|
3
|
4
|
|
Фрезерувально-центрувальний
|
1
|
9500
|
9500
|
|
Токарний
|
6
|
7900
|
47400
|
|
Горизонтально-фрезерувальний
|
3
|
9200
|
27600
|
|
Свердлувальний
|
2
|
5100
|
10200
|
|
Шліфувальний
|
4
|
10500
|
42000
|
|
Полірувальний
|
1
|
4200
|
4200
|
|
Сума
|
17
|
46400
|
140900
|
Вартість корисної
площі розраховується, виходячи з даних про площу на один верстат (таблиця 3
початкових даних), прийнятої кількості верстатів за варіантом (додатки А і Б)
та вартості площі, яка складає 480 грн/м2. Розрахунки наведені в
таблицях 3 і 4.
Таблиця 3
Розрахунок
вартості корисної площі при однозмінному режимі роботи
|
Тип верстата
|
Кількість верстатів
|
Площа одного верстата
|
Корисна площа
|
Вартість 1 кв. м. площі
|
Вартість корисної площі
|
|
1
|
2
|
3
|
4
|
5
|
6
|
|
Фрезерувально-центрувальний
|
2
|
4,5
|
9,00
|
480
|
4320,00
|
|
Токарний
|
10
|
4,2
|
42,00
|
480
|
20160,00
|
|
Горизонтально-фрезерувальний
|
5
|
5,8
|
29,00
|
480
|
13920,00
|
|
Свердлувальний
|
3
|
2,9
|
8,70
|
480
|
4176,00
|
|
Шліфувальний
|
6
|
5,3
|
31,80
|
480
|
15264,00
|
|
Полірувальний
|
1
|
2,2
|
2, 20
|
480
|
1056,00
|
|
Сума
|
27
|
|
122,70
|
|
58896,00
|
Таблиця 4
Розрахунок
вартості корисної площі при двозмінному режимі роботи
|
Тип верстата
|
Кількість верстатів
|
Площа одного верстата
|
Корисна площа
|
Вартість 1 кв. м. площі
|
Вартість корисної площі
|
|
1
|
2
|
3
|
4
|
5
|
6
|
|
Фрезерувально-центрувальний
|
1
|
4,5
|
4,50
|
480
|
2160,00
|
|
Токарний
|
6
|
4,2
|
25, 20
|
480
|
12096,00
|
|
Горизонтально-фрезерувальний
|
3
|
5,8
|
17,40
|
480
|
8352,00
|
|
Свердлувальний
|
2
|
2,9
|
5,80
|
480
|
2784,00
|
|
Шліфувальний
|
4
|
5,3
|
21, 20
|
480
|
10176,00
|
|
Полірувальний
|
1
|
2,2
|
2, 20
|
480
|
1056,00
|
|
Сума
|
17
|
|
36624,00
|
Вартість рухової
електроенергії розраховується за формулою:
 , (4)
, (4)
де Сen -
ціна однієї кВт-год рухової електроенергії, грн.;
1,3 - коефіцієнт,
що враховує втрати енергії за технічними причинами;
Fef - ефективний
фонд часу роботи устаткування, год.;
Wdv - сумарна
встановлена потужність двигунів, кВт.
Результати
розрахунків наведено в таблицях 5 і 6.
Таблиця 5
Розрахунок
вартості рухової електроенергії при однозмінному режимі роботи
|
Тип верстата
|
Кількість верстатів
|
Потужність двигунів, кВт-год
|
Ефективний час роботи, год
|
Ціна кВт-год. рухової електроенергії, грн
|
Сумарна вартість рухової електроенергії, грн
|
|
1
|
2
|
3
|
4
|
5
|
6
|
|
Фрезерувально-центрувальний
|
2
|
11,00
|
1920,00
|
0,18
|
9884,16
|
|
Токарний
|
10
|
6,80
|
1920,00
|
0,18
|
30551,04
|
|
Горизонтально-фрезерувальний
|
5
|
7,50
|
1920,00
|
0,18
|
16848,00
|
|
Свердлувальний
|
3
|
3,80
|
1920,00
|
0,18
|
5121,79
|
|
Шліфувальний
|
6
|
7,00
|
1920,00
|
0,18
|
18869,76
|
|
Полірувальний
|
1
|
3, 20
|
1920,00
|
0,18
|
1437,70
|
|
Сума
|
27
|
|
|
|
82712,45
|
Таблиця 6
Розрахунок
вартості рухової електроенергії при двозмінному режимі роботи
|
Тип верстата
|
Кількість верстатів
|
Потужність двигунів, кВт-год
|
Ефективний час роботи, год
|
Ціна кВт-год. рухової електроенер-гії, грн
|
Сумарна вартість рухової електроенергії, грн
|
|
1
|
2
|
3
|
4
|
5
|
6
|
|
Фрезерувально-центрувальний
|
1
|
11,00
|
3840,00
|
0,18
|
9884,16
|
|
Токарний
|
6
|
6,80
|
3840,00
|
0,18
|
36661,25
|
|
Горизонтально-фрезерувальний
|
3
|
7,50
|
3840,00
|
0,18
|
20217,60
|
|
Свердлувальний
|
2
|
3,80
|
3840,00
|
0,18
|
6829,06
|
|
Шліфувальний
|
4
|
7,00
|
3840,00
|
0,18
|
25159,68
|
|
Полірувальний
|
1
|
3, 20
|
3840,00
|
0,18
|
2875,39
|
|
Сума
|
17
|
|
|
|
101627,14
|
Загальні витрати,
пов'язані з організацією відповідно однозмінного та двозмінного режиму роботи,
становлять:



Витрати, пов'язані
з організацією двозмінного режиму роботи устаткування, на 88957,31 грн менші за
витрати, пов'язані з організацією однозмінного режиму роботи, тому перший
варіант є пріоритетним.
Загальна площа
малого підприємства включає виробничу, допоміжну, складську та площу для
управлінських служб.
Виробнича площа
розраховується, виходячи із корисної з урахуванням коефіцієнта використаної
корисної площі:
 , (5)
, (5)
де Sкор
- сумарна корисна площа при двозмінному режимі роботи устаткування (п.1.1.,
таблиця 4);
Квкп -
коефіцієнт використаної корисної площі (дорівнює 0,42).
Допоміжна площа
включає побутові приміщення і становить 15% від виробничої площі:

Площа під
управлінські служби також становить 15% від виробничої площі і відповідно
дорівнює 27 м2.
Складські
приміщення включають склад заготовок і склад готової продукції.
Сумарна площа
складських приміщень становить 10% від виробничої площі:
Таким чином, площа
одного складського приміщення становитиме 9 м2.
Загальна площа
підприємства дорівнює 254 м2.
На основі
розрахунків устаткування та площі залежно від типу переробляючої підсистеми
вибирається один з основних видів планувальних рішень: поопераційна
функціональна, лінійна потокова або фіксована позиційна схема планування.
Для даного
підприємства найбільш прийнятною є фіксована позиційна схема планування.
На підставі цього
рішення та проведених розрахунків було здійснено планування виробничих
приміщень, яке зображене на листі 1.
Розрахунок
кількості робітників ведеться за категоріями.
Чисельність
основних робочих Чосн розраховується на підставі даних про трудомісткість
виробничої програми на рік та корисного фонду робочого часу одного робітника за
формулою:
 , (6)
, (6)
де ΣTnpj
- річна трудомісткість виготовлення виробів, нормо-год. (додаток Б);
Fpol -
корисний річний фонд часу роботи одного робітника, год. (1850 год/рік); Kвнв
- коефіцієнт виконання норм виробітку (1,1).
Чисельність
допоміжних працівників становить 30% від основних робочих:
Чисельність
управлінського персоналу становить 15% від загальної чисельності основних і
допоміжних робочих:

До складу
управлінського персоналу входять керівник і спеціалісти.
На підставі
отриманих даних здійснюється проектування оргструктури управління
підприємством.
Організаційна
структура - це конструкція організації, на основі якої здійснюється управління
фірмою. Ця конструкція має або формальний, або неформальний вираз і охоплює два
аспекти:
канали влади та
комунікації між різними адміністративними службами та працівниками;
інформацію, яка
передається цими каналами.
У практиці
управління, як правило, малими та середніми підприємствами, які здійснюють
виробництво однорідної продукції при відсутності широких зв’язків у кооперації,
використовується лінійна організаційна структура.
Лінійний тип
організаційної структури управління характеризується лінійними формами зв’язку
між ланками управління і, як наслідок, концентрацією всього комплексу функцій
управління та вироблення управлінських дій в одній ланці управління.
Суть лінійного
управління полягає в тому, що очолює кожен виробничий підрозділ керівник (орган),
який здійснює всі функції управління. Кожен працівник підрозділу безпосередньо
підпорядковується тільки цьому керівнику (органу). В свою чергу, останній є
підзвітним вищому органу. Підлеглі виконують розпорядження тільки свого без
посереднього керівника. Вищий орган (керівник) не має права віддавати
розпорядження робітникам, минаючи їх безпосереднього керівника (тобто
реалізується принцип єдності керівництва). На цій основі створюється ієрархія
даної системи управління (наприклад, майстер дільниці, начальник цеху, директор
підприємства). Окремі спеціалісти допомагають лінійному керівникові збирати та
обробляти інформацію, аналізувати господарську діяльність, готувати
управлінські рішення, але самі вказівок та інструкцій керованому об’єкту не
дають.
За умови
використання лінійної організаційної структури підприємство очолює генеральний
директор. Він здійснює керівництво підприємством в цілому, тобто
репрезентує підприємство у будь-яких організаціях та закладах, розпоряджається
в межах чинного законодавства його майном та засобами, укладає договори,
відкриває в банках розрахункові рахунки тощо.
Першим заступником
директора є інженер-технолог. Він керує науково-дослідними та
експериментальними роботами, безпосередньо відповідає за удосконалення техніки
та технології виробництва. В його обов'язки входить також технічна підготовка
та обслуговування виробництва, розробка заходів щодо підвищення якості
продукції та дотримання технологічної дисципліни.
Економічну службу
на підприємстві очолює головний економіст (заступник директора з питань
економіки). Він відповідає за організацію планової роботи на підприємстві,
здійснює контроль за виконанням планових завдань, проводить аналіз діяльності
підприємства. У його компетенції знаходяться також питання фінансів,
організації праці та заробітної плати.
Головне завдання начальника
цеху - це забезпечення виконання планів підприємства. З цією метою він
розробляє оперативні плани випуску продукції для кожного цеху, забезпечує
ритмічну роботу по їх виконанню, здійснює контроль та регулювання перебігу
виробничого процесу.
Щодо маркетингових
функцій вивчення попиту, ринків збуту, реклами, просування товарів, а також
матеріально-технічного забезпечення виробництва, то вони покладені на комерційного
директора.
Безпосередньо
діяльністю з виробництва продукції займаються основні робочі, а забезпеченням
їх усім необхідним та обслуговуванням виробничого процесу - допоміжні
робітники, які в свою чергу поділяються на налагоджувальників (6 чоловік) та
працівників складу (2 чоловіка).
Схема
організаційної структури підприємства наведена у додатку Г.
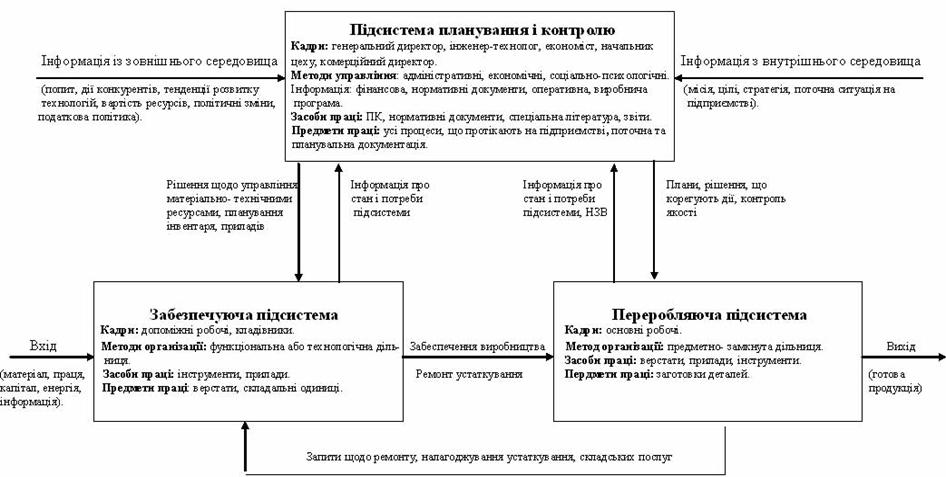
Після побудови
організаційної структури треба спроектувати схему взаємозв'язку елементів
переробляючої, забезпечуючої та плануючої підсистем операційної системи підприємства.
Підсистема
переробки виконує продуктивну функцію, безпосередньо пов'язану з перетворенням
вхідних величин у вихідні, тобто сировини у конкретні вироби.
Підсистема
забезпечення не пов'язана прямо з виробництвом, але виконує необхідні функції
забезпечення підсистеми переробки.
Підсистема
планування й контролю одержує від підсистеми переробки інформацію про стан
системи і незавершене виробництво. Із внутрішнього середовища надходить
інформація про мету, політику, основні напрями розвитку та інші внутрішні
параметри. Із зовнішнього середовища надходить інформація про попит на
продукцію, вартість ресурсів, тенденції розвитку технології, урядових
нормативних актів та інших факторів. Підсистема планування й контролю має
обробити весь цей обсяг досить складної інформації і прийняти рішення, як саме
має працювати підсистема переробки.
Схему
взаємозв'язку елементів переробляючої, забезпечуючої та плануючої підсистем
операційної системи підприємства наведена у додатку Д.
Система
оперативного планування виробництва - це сукупність різних методик та
технологій планової роботи, що характеризується ступенем централізації,
об’єктом регулювання, складом календарно-планових показників, порядком обліку
та руху продукції та оформленням облікової документації. Ця система являє собою
сукупність методів та способів розрахунку основних планово-організаційних
показників, які необхідні для регулювання ходу процесу виробництва та
споживання товарів і послуг з метою досягнення запланованих ринкових
результатів при мінімальних витратах економічних ресурсів і робочого часу. До
основної характеристики будь-якої системи оперативного планування відносяться:
методи комплектування календарних завдань підрозділом підприємства,
взаємопов’язані роботи цехів та ділянок, вибрана планово-облікова одиниця,
тривалість планового періоду, способи і прийоми розрахунків планових показників,
склад супроводжуючої документації та інші. Вибір тієї чи іншої системи
оперативного планування в умовах ринку визначається головним чином, обсягом
попиту на продукцію і послуги, витратами і плановими показниками, масштабом та
типом виробництва, організаційною структурою підприємства і іншими факторами.
Найбільшого
розповсюдження в теперішній час набули: подетальна, позамовна та покомплектна
системи оперативного планування та їх різновиди, які застосовуються на багатьох
великих вітчизняних підприємствах та закордонних фірмах, а також в малому та
середньому підприємництві.
В серійному
виробництві застосовується переважно покомплектна система оперативного
планування. В якості основної планово-облікової одиниці використовують різні
деталі, що входять в збірний вузол або загальний комплект товарів, згрупованих
за певними ознаками. При покомплектній системі планування календарні завдання
виробничими підрозділами розробляються не по деталях окремого найменування, а
за укрупненими групами, комплектними деталями на вузол, машину, замовлення, або
обсяг робіт і послуг. Ця система сприяє скороченню трудомісткості як
планово-розрахункових робіт, так і організаційно-управлінської діяльності
персоналу лінійних функціональних служб підприємства. При даній системі значно
підвищується гнучкість оперативного планування, поточного контролю і
регулювання ходу виробництва, що в умовах ринкової невизначеності слугує для
підприємства важливим засобом стабілізації виробництва.
Для серійного типу
виробництва доцільною є предметно-замкнута форма організації виробництва. При
такій формі організації треба розрахувати величини партій деталей,
періодичність їх запуску-випуску, закріпити деталі за устаткуванням, побудувати
стандарт-план роботи на місяць переробляючої підсистеми, розрахувати сукупну
тривалість виробничого циклу, виготовлення партій деталей.
Вихідні дані для
розрахунку календарно-планових нормативів наведені в таблицях 1 і 2.
Таблиця 1
Вихідні дані
|
Деталь
|
Програма на місяць,
шт
|
Норми часу за операціями з урахуванням норм
виробітку, хв
|
|
Центрувальна (01)
|
Токарна чорнова (02)
|
Токарна чистова (03)
|
Фрезерувальна (04)
|
Свердлильна (05)
|
Шліфувальна (06)
|
Полірувальна (07)
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
|
Вал 02
|
2250
|
1,1
|
4,2
|
4
|
3,3
|
2,8
|
5,1
|
-
|
|
Вал 03
|
2667
|
1,3
|
5,3
|
4,8
|
4,1
|
2,4
|
5,5
|
1,9
|
|
Піввісь 08
|
4750
|
0,9
|
2,4
|
2,2
|
3,2
|
1,5
|
3,2
|
2,3
|
|
Піввісь 09
|
4584
|
0,8
|
2,5
|
2,7
|
3,5
|
1,1
|
2,9
|
-
|
Таблиця 2
Підготовчо-заключний
час за операціями
|
Операція
|
|
Центрувальна (01)
|
Токарна чорнова (02)
|
Токарна чистова (03)
|
Фрезерувальна (04)
|
Свердлильна (05)
|
Шліфувальна (06)
|
Полірувальна (07)
|
|
16
|
20
|
20
|
16
|
10
|
10
|
15
|
Для визначення
нормативних величин партій деталей застосовується метод розрахунку за
мінімально допустимими витратами часу на переналагодження устаткування.
Нормативна
величина партії деталі розраховується у два етапи:
перший -
визначення мінімальної величини партії деталі nmin:
 , (1)
, (1)
де tпз -
підготовчо-заключний час, хв.;
tшт -
норма часу на операцію, хв.;
α - відсоток
допустимих витрат часу на переналагодження устаткування (дорівнює 4%).
другий -
коректування мінімальної величини партії з метою встановлення відповідності
прийнятої величини партії уніфікованому ряду періодичностей запуску-випуску.
Величина партії
визначається по провідній операції, в якої відношення tпз до tшт
найбільше серед усіх операцій даного техпроцесу. Розрахунки наведені у таблиці
3.
Після визначення
розрахункової величини партії визначається розрахункова періодичність як
відношення розрахункової величини партії до середньодобового випуску.
Нормативна періодичність встановлюється шляхом корегування розрахункової
періодичності згідно з уніфікованим рядом періодичностей.
Нормативна партія
визначається множенням нормативної періодичності на середньодобовий випуск.
Необхідно, щоб нормативна величина партії дорівнювала обсягу планового завдання
на місяць або була кратна йому.
Крім того, треба
враховувати, що періодичність запуску-випуску встановлюється єдина для всієї
дільниці. Дані розрахунки наведені в таблиці 4.
Таблиця 3
Вибір провідної
операції
|
Деталь
|
Відношення tпз до tшт по операціях
|
|
Центрува-льна (01)
|
Токарна чорнова (02)
|
Токарна чистова (03)
|
Фрезеру-вальна (04)
|
Свердли-льна (05)
|
Шліфу-вальна (06)
|
Поліру-вальна (07)
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
|
Вал 02
|
14,55
|
4,76
|
5,00
|
4,85
|
3,57
|
1,96
|
-
|
|
Вал 03
|
12,31
|
3,77
|
4,17
|
3,90
|
4,17
|
1,82
|
7,89
|
|
Піввісь 08
|
17,78
|
8,33
|
9,09
|
5,00
|
6,67
|
3,13
|
6,52
|
|
Піввісь 09
|
20,00
|
8,00
|
7,41
|
4,57
|
9,09
|
3,45
|
-
|
Таблиця 4
Нормативні
величини партій деталей
|
Деталь
|
Середньодобовий
випуск
|
Розрахункова величина
партії
|
Періодичність, дні
|
Нормативна величина
партії, шт
|
Кількість запусків на
місяць
|
|
розрахункова
|
прийнята
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
|
Вал 02
|
113
|
349,09
|
3,09
|
4,00
|
452
|
5
|
|
Вал 03
|
134
|
295,38
|
2, 20
|
4,00
|
536
|
5
|
|
Піввісь 08
|
238
|
426,67
|
1,79
|
4,00
|
952
|
5
|
|
Піввісь 09
|
230
|
480,00
|
2,09
|
4,00
|
5
|
Визначення
необхідної кількості верстатів по видах устаткування для обробки деталей, що
закріплені за дільницею, виконується зіставленням сумарної трудомісткості
обробки по кожній операції з номінальним (режимним) фондом часу одного верстата
на місяць, який за умови двозмінного режиму роботи складає 19200 хвилин. Розрахункове
число верстатів Сроз округляється до цілої величини Спр,
при цьому допускається перевантаження верстатів до 10%. Далі визначається
середній коефіцієнт завантаження верстатів Кзав по операціях.
Результати розрахунків наведені в таблиці 5.
Таблиця 5
Необхідна
кількість верстатів та їх завантаження
|
Операція
|
Трудомісткість обробки місячної програми з
урахуванням tпз, хв.
|
Сумарна трудомісткість за операціями, хв
|
Сроз
|
Спр
|
Кзав
|
|
Вал 02
|
Вал 03
|
Піввісь 08
|
Піввісь 09
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
|
центрувальна (01)
|
2491
|
3483,1
|
4291
|
3683,2
|
13948,3
|
0,73
|
1
|
0,73
|
|
токарна чорнова (02)
|
9470
|
14155,1
|
11420
|
11480
|
46525,1
|
2,42
|
3
|
0,81
|
|
токарна чистова (03)
|
9020
|
12821,6
|
10470
|
12396,8
|
44708,4
|
2,33
|
3
|
0,78
|
|
фрезерувальна (04)
|
7441
|
10950,7
|
15216
|
16060
|
49667,7
|
2,59
|
3
|
0,86
|
|
свердлильна (05)
|
6310
|
6410,8
|
7135
|
5052,4
|
24908,2
|
1,30
|
2
|
0,65
|
|
шліфувальна (06)
|
11485
|
14678,5
|
15210
|
13303,6
|
54677,1
|
2,85
|
3
|
0,95
|
|
полірувальна (07)
|
-
|
5082,3
|
10940
|
-
|
16022,3
|
0,83
|
1
|
0,83
|
Закріплення
детале-операцій за верстатами ведеться по кожному верстату підбиранням
трудомісткостей місячної програми декількох деталей відповідно до номінального
фонду часу роботи верстата на місяць і повинно забезпечити рівномірне їх
завантаження.
Для цього
використовуються дані таблиці 5. Закріплення ведеться в таблиці 6.
Таблиця 6
Закріплення
детале-операцій за верстатами
|
Операція
|
Номер верстата
|
Деталь, що закріплюється за верстатом
|
Сумарна трудомісткість за місяць, хв
|
Кзав
|
|
Вал 02
|
Вал 03
|
Піввісь 08
|
Піввісь 09
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
|
Центрувальна (01)
|
1
|
2491
|
3483,1
|
4291
|
3683,2
|
13948,3
|
0,73
|
|
Токарна чорнова (02)
|
2
|
9470
|
|
11420
|
|
20890
|
1,09
|
|
3
|
|
14155,1
|
|
|
14155,1
|
0,74
|
|
4
|
|
|
|
11480
|
11480
|
0,60
|
|
Токарна чистова (03)
|
5
|
9020
|
|
10470
|
|
19490
|
1,02
|
|
6
|
|
12821,6
|
|
|
12821,6
|
0,67
|
|
7
|
|
|
|
12396,8
|
12396,8
|
0,65
|
|
Фрезерувальна (04)
|
8
|
7441
|
10950,7
|
|
|
18391,7
|
0,96
|
|
9
|
|
|
15216
|
|
15216
|
0,79
|
|
10
|
|
|
|
16060
|
16060
|
0,84
|
|
Свердлильна (05)
|
11
|
|
|
7135
|
5052,4
|
12187,4
|
0,63
|
|
12
|
6310
|
6410,8
|
|
|
12720,8
|
0,66
|
|
Шліфувальна (06)
|
13
|
11485
|
|
|
|
11485
|
0,60
|
|
14
|
|
14678,5
|
|
|
14678,5
|
0,76
|
|
15
|
|
|
15210
|
|
15210
|
0,79
|
|
16
|
|
|
|
13303,6
|
13303,6
|
0,69
|
|
Полірувальна (07)
|
17
|
|
5082,3
|
10940
|
|
16022,3
|
0,83
|
Виходячи з того,
що за умови обробки усіх чотирьох деталей на шліфувальній операції з
використанням трьох верстатів коефіцієнт завантаження одного з них становить
1,27, на цій операції було введено ще один додатковий верстат. Тоді
завантаження устаткування по даній операції буде розподілене досить рівномірно.
Далі треба
розрахувати трудомісткість обробки партій деталей по кожній операції з
урахуванням tпз (таблиця 7).
Таблиця 7
Трудомісткість
виготовлення партій деталей
|
Операція
|
Номер верстата
|
Трудомісткість обробки партій деталей з урахуванням
tпз по операціях
|
|
Вал 02
|
Вал 03
|
Піввісь 08
|
Піввісь 09
|
|
хв.
|
зміни
|
хв.
|
зміни
|
хв.
|
зміни
|
хв.
|
зміни
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
|
Центрувальна (01)
|
1
|
498, 20
|
1,04
|
696,62
|
1,45
|
858, 20
|
1,79
|
736,64
|
1,53
|
|
Токарна чорнова (02)
|
2
|
1894,00
|
3,59
|
|
|
2284,00
|
4,33
|
|
|
|
3
|
|
|
2831
|
5,90
|
|
|
|
|
|
4
|
|
|
|
|
|
|
2296
|
4,78
|
|
Токарна чистова (03)
|
5
|
1804,00
|
3,68
|
|
|
2094,00
|
4,28
|
|
|
|
6
|
|
|
2564,32
|
5,34
|
|
|
|
|
|
7
|
|
|
|
|
|
|
2479,4
|
5,17
|
|
Фрезерувальна (04)
|
8
|
1488, 20
|
3,10
|
2190,1
|
4,56
|
|
|
|
|
|
9
|
|
|
|
|
3043, 20
|
6,34
|
|
|
|
10
|
|
|
|
|
|
|
3212
|
6,69
|
|
Свердлильна (05)
|
11
|
|
|
|
|
1427,00
|
2,97
|
1010,48
|
2,11
|
|
12
|
1262,00
|
2,63
|
1282,5
|
2,67
|
|
|
|
|
|
Шліфувальна (06)
|
13
|
2297,00
|
4,79
|
|
|
|
|
|
|
|
14
|
|
|
2935,7
|
6,12
|
|
|
|
|
|
15
|
|
|
|
|
3042,00
|
6,34
|
|
|
|
16
|
|
|
|
|
|
|
2660,7
|
5,54
|
|
Полірувальна (07)
|
17
|
|
|
1016,5
|
2,12
|
2188,00
|
4,56
|
|
|
Для побудови
стандарт-плану необхідно знати:
технологічні
маршрути обробки деталей;
нормативні
величини партій деталей та періодичність їх запуску-випуску;
дані про
закріплення детале-операцій за устаткуванням;
дані про
трудомісткість обробки партій деталей по кожній операції з урахуванням tпз.
Будувати
стандарт-план треба додержуючись таких умов:
партію деталей
запускати в обробку з початку зміни і верстат завантажувати по можливості на
всю зміну;
намагатися
максимально скоротити тривалість циклу обробки партії, деталей, для чого там,
де можливо, застосовувати паралельно-послідовний вид руху деталей;
суворо
додержуватися встановленої періодичності запуску - випуску партії деталей по
окремих операціях;
у першу чергу
будувати стандарт-план для найбільш трудомістких деталей.
Стандарт-план
наведено на листі 2.
На основі
побудованого стандарт-плану визначаються цикли виготовлення партій деталей
кожного найменування і всього комплекту деталей (сукупна тривалість циклу).
Коефіцієнт
щільності циклу розраховується по кожній з деталей як відношення технологічного
циклу виготовлення партії деталей при послідовному русі до виробничого циклу за
графіком.
Усі розрахунки за
графіком наведено в таблиці 8.
Таблиця 8
Розрахунок
основних показників за стандарт-планом
|
Номер верстата
|
Тривалість циклу
|
Тривалість циклу при послідовному русі
|
Коефіцієнт щільності
|
|
1
|
2
|
3
|
4
|
|
1
|
5,75
|
5,75
|
1
|
|
2
|
8,2
|
7,92
|
0,96
|
|
3
|
9,1
|
5,9
|
0,65
|
|
4
|
6,6
|
4,78
|
0,72
|
|
5
|
8,29
|
7,96
|
0,96
|
|
6
|
7,1
|
5,34
|
0,75
|
|
7
|
6,95
|
5,17
|
0,74
|
|
8
|
11,4
|
0,72
|
|
9
|
6,8
|
6,34
|
0,93
|
|
10
|
8,3
|
6,69
|
0,8
|
|
11
|
8,8
|
5,08
|
0,58
|
|
12
|
8,25
|
5,3
|
0,64
|
|
13
|
13,55
|
4,79
|
0,35
|
|
14
|
11,7
|
6,12
|
0,52
|
|
15
|
10
|
6,34
|
0,63
|
|
16
|
12,25
|
5,54
|
0,45
|
|
17
|
12,15
|
6,68
|
0,55
|
Кошторис витрат на
виробництво розробляється за статтями та елементами витрат. Для його складання
треба розрахувати вартість основних матеріалів та повернених відходів на річну
програму випуску, річний фонд заробітної плати за всіма категоріями робітників,
відрахування на соціальні заходи, витрати на утримання та експлуатацію
устаткування, загальногосподарчі витрати.
Розрахунки витрат
на основні матеріали у натуральному та вартісному вираженні наведені в таблиці
1.
Таблиця 1
Розрахунок
витрат на основні матеріали
|
Найменування
матеріалу
|
Витрати основних матеріалів, кг
|
Усього витрат на рік,
кг
|
Ціна, грн/т
|
Вартість на річну
програму, грн
|
|
Вал 02
|
Вал 03
|
Піввісь 08
|
Піввісь 09
|
|
на одиницю
|
на річну програму
|
на одиницю
|
на річну програму
|
на одиницю
|
на річну програму
|
на одиницю
|
на річну програму
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
|
Сталь 40Х
|
4,3
|
116100
|
|
|
|
|
|
|
116100
|
1040
|
120744
|
|
Сталь ст.50
|
|
|
5,8
|
185600
|
|
|
|
|
185600
|
980
|
181888
|
|
Сталь 40ХМ
|
|
|
|
|
3,5
|
199500
|
|
|
199500
|
1200
|
239400
|
|
Сталь 38ХМНА
|
|
|
|
|
|
|
4
|
220000
|
220000
|
1280
|
281600
|
|
Сума
|
|
|
|
|
|
|
|
|
|
|
823632
|
Вартість
повернених відходів розраховується на підставі даних про норму витрат,
коефіцієнт використання матеріалу (0,89) та ціни відходів.
Таблиця 2
Розрахунок
вартості відходів
|
Найменування
матеріалу
|
Відходи, кг
|
Усього відходів на
рік, кг
|
Ціна, грн/т
|
Вартість на річну
програму, грн
|
|
Вал 02
|
Вал 03
|
Піввісь 08
|
Піввісь 09
|
|
на одиницю
|
на річну програму
|
на одиницю
|
на річну програму
|
на одиницю
|
на річну програму
|
на одиницю
|
на річну програму
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
|
Сталь 40Х
|
0,47
|
12771
|
|
|
|
|
|
|
12771
|
140
|
1787,94
|
|
Сталь ст.50
|
|
|
0,63
|
20416
|
|
|
|
|
20416
|
140
|
2858,24
|
|
Сталь 40ХМ
|
|
|
|
|
0,38
|
21945
|
|
|
21945
|
140
|
3072,3
|
|
Сталь 38ХМНА
|
|
|
|
|
|
|
0,44
|
24200
|
24200
|
140
|
3388
|
|
Сума
|
|
|
|
|
|
|
|
|
|
|
11106,5
|
Вартість
допоміжних матеріалів встановлюється розбільшено і складає 5% від вартості
основних.

Розрахунок
заробітної плати виконується на основі визначеної в пункті 1.4 чисельності
робітників за категоріями. За кожною категорією з урахуванням системи оплати
праці розраховується заробітна плата на основі наведених нормативних даних.
Для основних та
допоміжних робітників використовується погодинна система оплати праці з
преміюванням, при цьому премія основним робітникам становить 20%, а допоміжним -
10% від основної зарплати.
Середня годинна
ставка основних робітників - 2,50 грн, а допоміжних - 2,32 грн.
Для спеціалістів
та керівника використовується почасова оплата праці з преміюванням. Середня
годинна ставка керівника - 3,50 грн/год, а спеціалістів - 3,28 грн/год. Премія
керівнику і спеціалістам становить 30% від основної зарплати. При цьому бюджет
часу одного працівника на рік складає 1850 годин.
Додаткова зарплата
становить 14% від основної для всіх категорій працюючих.
Розрахунок фонду
оплати праці наведений в таблиці 3.
Таблиця 3
Розрахунок
фонду оплати праці
|
Елементи ФОП
|
Заробітна плата за категоріями, грн
|
|
основні робочі
|
Допоміжні робочі
|
Управлінці
|
усього
|
|
спеціалісти
|
керівники
|
|
1
|
2
|
3
|
4
|
5
|
6
|
|
Зарплата за тарифом
|
115625,00
|
34336,00
|
24272,00
|
6475,00
|
180708,00
|
|
Премії
|
23125,00
|
3433,60
|
7281,60
|
1942,50
|
35782,70
|
|
Додаткова зарплата
|
19425,00
|
5287,74
|
4417,50
|
1178,45
|
30308,70
|
|
Усього ФОП
|
158175,00
|
43057,34
|
35971,10
|
9595,95
|
246799,40
|
|
Чисельність персоналу, чол.
|
25
|
8
|
4
|
1
|
38
|
|
Середня зарплата
|
|
річна
|
6327,00
|
5382,17
|
8992,78
|
9595,95
|
6494,72
|
|
місячна
|
527,25
|
448,51
|
749,40
|
799,66
|
541,23
|
Таким чином,
загальний фонд оплати праці на плановий період становить 246799,40 грн. При
цьому середня річна зарплата за всіма категоріями персоналу дорівнює 6494,72
грн, а місячна - 541,23 грн.
Для того, щоб
розрахувати собівартість та ціну виробу, спочатку треба скласти кошторис витрат
на виробництво (таблиця 6).
1. До матеріальних
витрат віднесено:
основні матеріали:
вартість основних матеріалів (табл.1 п.3.1);
повернені відходи:
вартість відходів (табл.2 п.3.2);
витрати на
утримання та експлуатацію устаткування: вартість допоміжних матеріалів (п.3.1)
та рухової електроенергії (табл.6 п.1.1);
загальногосподарчі
витрати: вартість освітлювальної електроенергії, яка розраховується так само,
як і рухової, але вартість однієї кВт-години складає 14,5 коп., а витрати
освітлювальної енергії складають 1% від витрат рухової.


2. До витрат на
оплату праці входять:
основна заробітна
плата: заробітна плата основних робочих за тарифом та їх премії (табл.3 п.3.2);
додаткова
заробітна плата: додаткова заробітна плата основних робочих (табл.3 п.3.2);
витрати на
утримання та експлуатацію устаткування: основна та додаткова заробітна плата
допоміжних робочих, їх премії (табл.3 п.3.2);
загальногосподарчі
витрати: основна та додаткова заробітна плата управлінського персоналу, їх
премії;
інші виробничі
витрати: основна та додаткова заробітна плата допоміжних робочих, що зайняті на
складах (2 чол), їх премії.
3. До відрахувань
на соціальні заходи включається:
відрахування на
соціальні заходи: 38,29% від суми основної та додаткової заробітної плати
основних робочих;
витрати на
утримання та експлуатацію устаткування: 38,29% від суми основної та додаткової
заробітної плати допоміжних робочих;
загальногосподарчі
витрати: 38,29% від суми основної та додаткової заробітної плати управлінського
персоналу;
інші виробничі
витрати: 38,29% від суми основної та додаткової заробітної плати допоміжних
робочих, що зайняті на складах.
4. До амортизації
відносять:
витрати на
утримання та експлуатацію устаткування: сума амортизації устаткування за рік,
яка розраховується щоквартально відповідно до встановлених норм від залишкової
вартості устаткування, яке відноситься до групи 3 основних фондів (норма
амортизації в розрахунку на квартал, що оподатковується - 6%). Початкова
вартість устаткування - 140900 грн (таблиця 2 п.1.1). Розрахунок амортизації
устаткування наведений в таблиці 4.
Таблиця 4
Розрахунок
амортизації устаткування
|
Квартал
|
Норма амортизації,%
|
Вартість на початок кварталу, грн
|
Сума амортизації, грн
|
Залишкова вартість, грн
|
|
1
|
2
|
3
|
4
|
5
|
|
1
|
0,06
|
140900,00
|
8454,00
|
132446,00
|
|
2
|
0,06
|
132446,00
|
7946,76
|
124499,24
|
|
3
|
0,06
|
124499,24
|
7469,95
|
117029,29
|
|
4
|
0,06
|
117029,29
|
7021,76
|
110007,53
|
|
Сума
|
|
|
30892,47
|
|
загальногосподарчі
витрати: сума амортизації будинку за рік, вартість якого розраховується
множенням загальної площі підприємства (п.1.2) на вартість одного квадратного
метра площі будинку (480 грн), визначається виходячи з того, що будинок входить
до групи 1 основних фондів, квартальна норма амортизації для якої - 2% (таблиця
5).
 .
.
Таблиця 5
Розрахунок
амортизації будинку
|
Квартал
|
Норма амортизації,%
|
Вартість на початок кварталу, грн
|
Сума амортизації, грн
|
Залишкова вартість, грн
|
|
1
|
2
|
3
|
4
|
5
|
|
1
|
0,02
|
121920,00
|
2438,40
|
119481,60
|
|
2
|
0,02
|
119481,60
|
2389,63
|
117091,97
|
|
3
|
0,02
|
117091,97
|
2341,84
|
114750,13
|
|
4
|
0,02
|
114750,13
|
2295,00
|
112455,13
|
|
Сума
|
|
|
9464,87
|
|
5. До інших витрат
належать:
витрати на
утримання та експлуатацію устаткування: витрати на технологічне оснащення та
інструмент, які встановлюються розбільшено виходячи з того, що вони складають
0,8% від вартості устаткування.
 ;
;
загальногосподарчі
витрати: витрати на страхування майна (500 грн).
Таблиця 6. Кошторис
витрат на виробництво
|
Статті витрат
|
Елементи витрат
|
|
Матеріальні витрати
|
На оплату праці
|
Відрахування на
соціальні заходи
|
Амортизація
|
Інші витрати
|
Усього
|
|
Основні матеріали
|
823632,00
|
|
|
|
|
823632,00
|
Повернені відходи
|
-11106,48
|
|
|
|
|
-11106,48
|
|
Основна заробітна плата
|
|
138750,00
|
|
|
|
138750,00
|
|
Додаткова заробітна плата
|
|
19425,00
|
|
|
|
19425,00
|
|
Відрахування на соціальні заходи
|
|
|
60565,21
|
|
|
60565,21
|
|
Витрати на утримання та експлуатацію устаткування
|
142808,74
|
32293,01
|
12364,99
|
30892,47
|
1127, 20
|
219486,41
|
|
Загальногоспо-дарчі витрати
|
818,66
|
17447,62
|
9464,87
|
500,00
|
73798,22
|
|
Інші виробничі витрати
|
|
10764,34
|
4121,67
|
|
|
14886,01
|
|
Усього
|
956152,92
|
246799,40
|
94499,49
|
40357,35
|
1627, 20
|
1339436,36
|
Таким чином,
витрати на виробництво річної програми складають 1339436,36 грн.
Тепер можна
провести калькуляцію собівартості виробів, яка ведеться за статтями щодо
кожного з виробів (таблиця 7).
Калькуляція
собівартості складається з прямих та непрямих витрат.
Прямі витрати (матеріали,
повернені відходи, основна заробітна плата) розраховуються на підставі
нормативних даних на деталь.
Непрямі витрати (витрати
на утримання і експлуатацію устаткування) розподіляються на вироби згідно з
розрахованими калькуляційними відсотками або ставками розподілу.
Ставка розподілу -
це відношення загальної суми непрямих витрат до вибраної бази. За базу можуть
бути вибрані: основна заробітна плата, сума основної та додаткової заробітної
плати, сума основної зарплати та витрат на утримання й експлуатацію
устаткування та ін.
Калькуляційний
відсоток витрат на утримання та експлуатацію устаткування (%ВУЕУ)
визначається за формулою:
 , (1)
, (1)
де ΣВУЕУ -
усього по статті витрати на утримання та експлуатацію устаткування у кошторисі
витрат на виробництво, грн.;
ΣОЗП - усього
по статті основна заробітна плата у кошторисі витрат на виробництво, грн.
Отриманий
калькуляційний відсоток треба помножити на суму основної заробітної плати у
калькуляції по кожному виробу окремо.
Калькуляційний
відсоток загально господарчих витрат розраховується наступним чином:
 , (2)
, (2)
де ΣЗГВ -
усього по статті загально господарчі витрати у кошторисі витрат на виробництво,
грн.
Отриманий
калькуляційний відсоток треба помножити на суму основної заробітної плати та
ВУЕУ у калькуляції по кожному виробу окремо.
Виробнича
собівартість визначається як сума всіх витрат по кожному з виробів без
повернених відходів.
Позавиробничі
витрати складають 4% від виробничої собівартості.
Повна собівартість
визначається як сума виробничої собівартості та позавиробничих витрат.
Оптова ціна
розраховується з урахуванням норми рентабельності підприємства.
Тепер розрахуємо
основні показники, необхідні для складання калькуляції собівартості виробів.
1. Сировина та
матеріали = норма витрат матеріалу  ціна матеріалу;
ціна матеріалу;
2. Повернені
відходи = 0,11ціна відходів (140грн/т) норма
витрат матеріалу;
3. Основна
заробітна плата = 
 ГТС (2,5) + премія (20%);
ГТС (2,5) + премія (20%);
4. Додаткова
заробітна плата = ;
;
5. Відрахування на
соціальні заходи = ;
;
6. Витрати на
утримання та експлуатацію устаткування =%ВУЕУ Основна ЗП;
7. Загально
господарчі витрати =%ЗГВ Основна ЗП;
8. Виробнича
собівартість = п.1 + п.3 + п.4 + п.5 + п.6 + п.7 - п.2;
9. Позавиробничі
витрати =  ;
;
10. Повна
собівартість = Виробнича собівартість + Позавиробничі витрати;
11. Прибуток =  ;
;
12. Оптова ціна =
Повна собівартість + Прибуток.
Таблиця 7
Калькуляція
собівартості виробів
|
№ п/п
|
Стаття калькуляції
|
%%
|
Собівартість виробів, грн.
|
|
Вал 02
|
Вал 03
|
Піввісь 08
|
Піввісь 09
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
|
1
|
Сировина та матеріали
|
|
4,47
|
5,68
|
4, 20
|
5,12
|
|
2
|
Повернені відходи
|
|
0,07
|
0,09
|
0,05
|
0,06
|
|
3
|
Основна заробітна плата
|
|
1,03
|
1,27
|
0,79
|
0,68
|
|
4
|
Додаткова заробітна плата
|
14,00%
|
0,14
|
0,18
|
0,11
|
0,09
|
|
5
|
Відрахування на соціальні заходи
|
|
0,45
|
0,55
|
0,34
|
0,29
|
|
6
|
Витрати на утримання та експлуатацію устаткування
|
158,19%
|
1,62
|
2,00
|
1,24
|
1,07
|
|
7
|
Загальногосподарчі витрати
|
53,19%
|
0,55
|
0,67
|
0,42
|
0,36
|
|
8
|
Виробнича собівартість
|
|
8, 19
|
10,26
|
7,04
|
7,55
|
|
9
|
Позавиробничі витрати
|
4,00%
|
0,33
|
0,41
|
0,28
|
0,30
|
|
10
|
Повна собівартість
|
|
8,52
|
10,67
|
7,32
|
7,85
|
|
11
|
Прибуток
|
15,00%
|
1,28
|
1,60
|
1,10
|
1,18
|
|
12
|
Оптова ціна
|
|
9,79
|
12,27
|
8,42
|
9,03
|
На основі
розрахованої оптової ціни можна визначити обсяг товарної продукції:
ТП (Вал 02) = 9,79 27000 = 264416,77 грн.
ТП (Вал 03) =
12,27 32000 = 392780,57 грн.
ТП (Піввісь 08) =
8,42 57000 = 480132,75 грн.
ТП (Піввісь 09) =
9,03 55000 = 496595,03 грн.
Загальний обсяг
товарної продукції підприємства складає 1633925,13 грн.
Для оцінки
ефективності операційної системи треба розрахувати наступні показники:
1. Рентабельність
виробництва (R):
 , (3)
, (3)
де П - загальний
прибуток;
ОФ - основні
фонди;
ОЗ - оборотні
засоби.
ОФ = Середньорічна
вартість устаткування + Середньорічна вартість будинку

ОЗ = Вартість
основних матеріалів - Повернені відходи
ОЗ = 823632 -
11106,48 = 812525,52 грн.


2. Фондомісткість
(Ф):
 (4)
(4)
Тобто на
виробництво продукції вартістю 1 грн. витрачається 0,15 грн. основних фондів.
3. Фондовіддача (Фвід):
 (5)
(5)
Це означає, що на
1 грн. вартості основних фондів виробляється 6,61 грн. товарної продукції.
4.
Фондоозброєність (Фоз):
 , (6)
, (6)
де ЧР - загальна
чисельність персоналу підприємства (чол).
Вартість основних
фондів на одного робітника підприємства складає 5751,16 грн.
5. Коефіцієнт
оборотності (Коб):
 (7)
(7)
Оборотні засоби
підприємства здійснюють 2,01 оборотів на рік.
6. Тривалість
оберту оборотних засобів (Тоб):
 (8)
(8)
7. Продуктивність
праці (ПП):
 (9)
(9)
Таким чином, один
робітник виробляє 65357,01 грн. товарної продукції на рік.
8. Строк окупності
капітальних вкладень:
 (10)
(10)
де В - усього
витрат на виробництво, грн.
Таким чином,
капітальні вкладення окупляться через 6,28 років.
В даному
дипломному проекті було здійснено проектування операційної системи малого підприємства,
орієнтованого на виробництво. Для цього було виконано комплекс розрахунків щодо
вибору типу операційної системи, розробки її переробляючої та забезпечуючої
підсистем, організації оперативного управління, оцінки ефективності
запроектованої системи.
В першому розділі
на підставі проведених розрахунків було визначено, що оптимальною є організація
двозмінного режиму роботи устаткування. При цьому пов’язані з цим загальні
витрати складають 279151,14 грн. На підставі розрахованого коефіцієнта
завантаження устаткування було визначено, що в даному випадку найбільш
прийнятним є серійний тип виробництва. Подальші розрахунки показали, що
загальна площа підприємства має становити 254 м2, а чисельність
робітників - 43 чол. На підставі визначеної чисельності робітників було
проведено планування організаційної структури управління підприємством.
У другому розділі
було визначено форму організації виробництва - предметно-замкнута, і у зв’язку
з цим розраховано такі календарно-планові нормативи як величини партій деталей,
періодичність їх запуску-випуску, закріплення деталей за устаткуванням, а також
було побудовано стандарт-план роботи на місяць переробляючої підсистеми, та
розраховано сукупну тривалість виробничого циклу, виготовлення партій деталей.
В третьому розділі
було визначено, що загальні витрати на виробництво на рік складуть 1339436,36
грн. На підставі проведеної калькуляції собівартості виробів було визначено, що
оптова ціна на виріб "Вал 02" з урахуванням запланованого відсотка
рентабельності має становити 9,79 грн., "Вал 03" - 12,27 грн., "Піввісь
08" - 8,42 грн., "Піввісь 09" - 9,03 грн.
Проведена оцінка
ефективності операційної системи показала, що загальний обсяг товарної
продукції підприємства становить 1633925,13 грн., при цьому рентабельність
виробництва дорівнює 20,11%.
Розрахунок
фондомісткості і фондовіддачі показав, що на виробництво продукції вартістю 1
грн. витрачається 0,15 грн. основних фондів, в той час як на 1 грн. вартості
основних фондів виробляється 6,61 грн. товарної продукції.
Згідно до
показника фондоозброєності, вартість основних фондів на одного робітника
підприємства складає 5751,16 грн.
Коефіцієнт
оборотності показує, що оборотні засоби підприємства здійснюють 2,01 оборотів
на рік, при цьому тривалість оберту оборотних засобів складає 181,51 днів.
Згідно до
показника продуктивності праці, один робітник основного виробництва виробляє
65357,01 грн. товарної продукції на рік.
Щодо строку
окупності капітальних вкладень, то він становить 6,28 років.
1. Берг А.И. Организация
и управление. Вопросы теории и практики. / Берг А.И. - М.: НОРМА, 1998. - 267
с.
2. Мескон М. Основы
менеджмента. / Мескон М., Альберт М., Хедоури Ф. - М.: Дело, 1994 - 704 с.
3. Методичні
рекомендації до виконання дипломного проекту з курсу "Операційний
менеджмент" для студентів спеціальності 8.050201 усіх форм навчання / Укл.
В.Й. Іванова. - Харків: Вид. ХНЕУ, 2005. - 16 с.
Додаток А
Розрахунок кількості устаткування і коефіцієнтів його завантаження при
однозмінному режимі роботи
|
Операція
|
Тип верстата
|
Вал 02
|
Вал 03
|
Піввісь 08
|
Піввісь 09
|
Σ Тпрj
|
Cpoзj
|
Cпрj
|
Кзавj
|
|
Тпрj
|
Cpoзj
|
Cпрj
|
Кзавj
|
Тпрj
|
Cpoзj
|
Cпрj
|
Кзавj
|
Тпрj
|
Cpoзj
|
Cпрj
|
Кзавj
|
Тпрj
|
Cpoзj
|
Cпрj
|
Кзавj
|
|
Центрувальна
|
Фрезерно-центрувальний
|
495
|
0,23
|
1
|
0,23
|
693,3
|
0,33
|
1
|
0,33
|
855
|
0,40
|
1
|
0,40
|
733,3
|
0,35
|
1
|
0,35
|
2776,7
|
1,31
|
2
|
0,66
|
|
Токарна чорнова
|
Токарний
|
1890
|
0,89
|
1
|
0,89
|
2827
|
1,34
|
2
|
0,67
|
2280
|
1,08
|
1
|
1,08
|
2291,7
|
1,09
|
1
|
1,09
|
9288,3
|
4,40
|
5
|
0,88
|
|
Токарна чистова
|
Токарний
|
1800
|
0,85
|
1
|
0,85
|
2560
|
1,21
|
2
|
0,61
|
2090
|
0,99
|
1
|
0,99
|
2475
|
1,17
|
2
|
0,59
|
8925
|
4,23
|
5
|
0,85
|
|
Фрезерувальна
|
Горизонтально-фрезерувальний
|
1485
|
0,70
|
1
|
0,70
|
2187
|
1,04
|
1
|
1,04
|
3040
|
1,44
|
2
|
0,72
|
3208,3
|
1,52
|
2
|
0,76
|
9920
|
4,70
|
5
|
0,94
|
|
Свердлувальна
|
Свердлувальний
|
1260
|
0,60
|
1
|
0,60
|
1280
|
0,61
|
1
|
0,61
|
1425
|
0,67
|
1
|
0,67
|
1008,3
|
0,48
|
1
|
0,48
|
4973,3
|
2,35
|
3
|
0,78
|
|
Шліфувальна
|
Шліфувальний
|
2295
|
1,09
|
1
|
1,09
|
2933
|
1,39
|
2
|
0,69
|
3040
|
1,44
|
2
|
0,72
|
2658,3
|
1,26
|
2
|
0,63
|
5,17
|
6
|
0,86
|
|
Полірувальна
|
Полірувальний
|
0
|
0
|
0
|
0
|
1013,3
|
0,48
|
1
|
0,00
|
2185
|
1,03
|
1,0
|
1,03
|
0
|
0
|
0
|
0
|
3198,3
|
1,05
|
1
|
1,05
|
|
СУМА
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
23,2
|
27
|
0,86
|
Додаток Б
Розрахунок кількості устаткування і коефіцієнтів його завантаження при
двузмінному режимі роботи
|
Операція
|
Тип верстата
|
Вал 02
|
Вал 03
|
Піввісь 08
|
Піввісь 09
|
Σ Тпрj
|
Cpoзj
|
Cпрj
|
Кзавj
|
|
Тпрj
|
Cpoзj
|
Cпрj
|
Кзавj
|
Тпрj
|
Cpoзj
|
Cпрj
|
Кзавj
|
Тпрj
|
Cpoзj
|
Cпрj
|
Кзавj
|
Тпрj
|
Cpoзj
|
Cпрj
|
Кзавj
|
|
Центрувальна
|
Фрезерно-центрувальний
|
495
|
0,12
|
1
|
0,12
|
693,3
|
0,16
|
1
|
0,16
|
855
|
0, 20
|
1
|
0, 20
|
733,33
|
0,17
|
1
|
0,17
|
2776,7
|
0,66
|
1
|
0,66
|
|
Токарна чорнова
|
Токарний
|
1890
|
0,45
|
1
|
0,45
|
2827
|
0,67
|
1
|
0,67
|
2280
|
0,54
|
1
|
0,54
|
2291,7
|
0,54
|
1
|
0,54
|
9288,3
|
2, 20
|
3
|
0,73
|
|
Токарна чистова
|
Токарний
|
1800
|
0,43
|
1
|
0,43
|
2560
|
0,61
|
1
|
0,61
|
2090
|
0,49
|
1
|
0,49
|
2475
|
0,59
|
1
|
0,59
|
8925
|
2,11
|
3
|
0,70
|
|
Фрезерувальна
|
Горизонтально-фрезерувальний
|
1485
|
0,35
|
1
|
0,35
|
2187
|
0,52
|
1
|
0,52
|
3040
|
0,72
|
1
|
0,72
|
3208,3
|
0,76
|
1
|
0,76
|
9920
|
2,35
|
3
|
0,78
|
|
Свердлувальна
|
Свердлувальний
|
1260
|
0,30
|
1
|
0,30
|
1280
|
0,30
|
1
|
0,30
|
1425
|
0,34
|
1
|
0,34
|
1008,3
|
0,24
|
1
|
0,24
|
4973,3
|
1,18
|
2
|
0,59
|
|
Шліфувальна
|
Шліфувальний
|
2295
|
0,54
|
1
|
0,54
|
2933
|
0,69
|
1
|
0,69
|
3040
|
0,72
|
1
|
0,72
|
2658,3
|
0,63
|
1
|
0,63
|
10926,7
|
2,59
|
4
|
0,65
|
|
Полірувальна
|
Полірувальний
|
0
|
0
|
0
|
0
|
1013,3
|
0,24
|
1
|
0,24
|
2185
|
0,52
|
1
|
0,52
|
0
|
0
|
0
|
0
|
3198,3
|
0,76
|
1
|
0,76
|
|
СУМА
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
11,84
|
16
|
0,70
|
Додаток Г

Додаток Д