Очистка сточных вод целлюлозно-бумажной промышленности с использованием расходомеров
ВВЕДЕНИЕ
Основными источниками загрязнения атмосферы с сульфат-целлюлозном производстве являются: содорегенерационный, варочно-промывной, известерегенерационный и отбельный цеха, окислительная установка, цех приготовления отбельных растворов.
В зависимости от принятой схемы производства могут возникнуть дополнительные источники загрязнения из отделений цеха переработки побочных продуктов (очистки и дезодорации скипидара, получение одоранта сульфана; ректификации скипидара; разложения сульфатного мыла; ректификации таллового масла и др.).
(ЦБП)
невозможно без осуществления учета объема сточных вод, поступающих в соседние с
предприятием водоемы. Для метрологического учета сточных вод необходимы
соответствующие расходоизмерительные приборы: расходомеры и водосчетчики.
Большие
объемы сточных вод в ЦБП предполагают необходимость измерения их расхода в
трубопроводах большого диаметра или в открытых каналах. Также необходимо учитывать,
что в стоках предприятий ЦБП находится большое количество взвешенных частиц и
химических веществ, поэтому расходомеры должны безупречно работать в
загрязненных и агрессивных жидкостях.
ГЛАВА 1. ВЫБРОСЫ В АТМОСФЕРУ И СБРОСЫ В ГИДРОСФЕРУ В СУЛЬФАТ-ЦЕЛЛЮЛОЗНОМ ПРОИЗВОДСТВЕ
Варочно-промывной цех. В этом цехе имеется несколько источников выбросов.
При периодическом методе варки с терпентинной сдувкой, вместе с паром удаляются; остаточный воздух из щепы, скипидар, сероводород, метилмеркаптан (ММ), диметилсульфид (ДМС), диметилдисульфид (ДМДС). Парогазовая смесь терпентинной сдувки, от которой в щёлокоуловителях отделяются захваченные капельки щёлока, конденсируется в теплообменниках. Отсюда непрерывно удаляются несконденсировавшиеся газы, количество и состав которых зависит от вида вырабатываемой целлюлозы и связанного с этим расхода щёлочи на варку, а также от температуры воды, подаваемой на теплообменник.
При непрерывной варке целлюлозы, выдувочные пары направляются в систему пропаривания щепы, откуда избыток паров поступает в холодильник, аналогичный терпентинному конденсатору. Кроме этих источников загрязнения, есть ещё вентиляционные выбросы из-под колпаков вакуум-фильтров, вытяжки из выдувного резервуара (при холодной выдувке), бака слабых щёлоков, бака- пеносборника.
Выпарной цех. Главным источником выбросов в этом цехе является парогазовая смесь, которая удаляется вакуум-насосом из межтрубного пространства корпусов. Основной компонент, загрязняющий воздух, – сероводород. Кроме того, в выбросах содержится также метилмеркаптан и, в незначительных дозах, диметилсульфид, диметилдисульфид и метанол. Появление сероводорода и метилмеркаптана обусловлено изменением pH при упаривании и воздействием температуры и разрежения. Это приводит к разложению сульфида и меркаптида натрия и выделению этих кислых газов в паровое пространство.
Окислительная установка. Общее количество выбрасываемой ею газовоздушной смеси зависит от расхода воздуха на окисление, количества газов, подаваемых на установку, и типа окислительной установки.
Содорегенерационный цех. Дурнопахнущие компоненты в дымовых газах появляются в тех местах, где чёрный щёлок соприкасается с газами: в топке и в газоконтактном испарителе. Перегрузки содорегенерационных котлоагрегатов(СРК), также способствую повышению количества выбросов дурнопахнущих компонентов с дымовыми газами. В дымовых газах СРК содержатся не только газообразные соединения, но и твёрдые частицы, составляющие пылевой унос.
Содержание пылевого уноса в дымовых газах СРК перед газоочистным аппаратом изменяется в зависимости от количества сульфата натрия, добавляемого к щёлоку перед сжиганием, от схемы СРК и аэродинамического режима его работы, а также от соотношения органической и минеральной частей сухого вещества чёрного щёлока и выхода целлюлозы из древесины.
Газоконтактный испаритель. Он предназначен для уплотнения чёрного щёлока 50– 65 % сухих веществ. Щёлок, находясь в газоконтактном испарителе, поглощает из дымовых газов углекислый газ, сернистый и серный ангидриды, обуславливающие выделение сероводорода и метилмеркаптана вследствие понижения pH; выделению сероводорода при газоконтактной выпарке способствует также повышение концентрации остаточного сульфида натрия в чёрном щёлоке. Чем выше сульфидность белого щёлока, тем большее количество остаточного сульфида натрия и сероорганических соединений оказывается в чёрном щёлоке и тем загрязнённее дымовые газы.
Растворитель плава (РП). Плав, образующийся при сжигании чёрных щёлоков в СРК и состоящий из карбоната и сульфида натрия с небольшой примесью невосстановленного сульфата натрия, поступает в растворитель. Здесь плав растворяется в щёлоке. При контакте щёлока с плавом выделяется значительное количество парогазовой смеси, которая удаляется из растворителя плава через вытяжные трубы и выбрасывается в атмосферу. Пылевой унос из растворителя плава на 90 % состоит из соды. В зелёном щёлоке содержится значительное количество сульфида и меркаптида натрия, что предопределяет содержание сероводорода в газовой фазе.
Известерегенерационные печи (ИРП). В печах при обжиге каустизационного шлама и природного известняка образуются дымовые газы. Основными компонентами дымовых газов являются пыль кальциевых солей (12 г/нм3), образующаяся в результате механического уноса газовым потоком, и сернистый ангидрид (0.86 г/нм3 сухого газа), образующегося при сжигании высокосернистого мазута, а также сероводород и другие серосодержащие газы.
Отбельный цех. В процессе отбеливания целлюлозы традиционно используют либо сам хлор, либо его производные (оксид хлора, хлораты и гипохлориты).
Одним из наиболее опасных с точки зрения охраны окружающей среды объектов сульфат-целлюлозного производства является содорегенерационный котлоагрегат и его технологический узел – бак-растворитель плава (РП СРК).
Из результатов обследования количества и состава парогазовых выбросов РП СРК ведущих предприятий сульфат-целлюлозного производства следует, что расходы выбросов зависят от мощности котлоагрегата, высоты и диаметра вытяжной трубы, по которой они выводятся из бака растворителя в атмосферу, угла раскрытия шиберных устройств на этих трубах, состава слабого белого щёлока и уровня его в баке-растворителе, времени года и региона расположения производства.
Сбросы в гидросферу и педосферу в сульфат-целлюлозном производстве.
Основными источниками загрязнения гидросферы и педосферы в сульфат-целлюлозном производстве являются отбельный, варочный и кислотный цеха.
Варочный и кислотный цеха. В сток попадают органические соединения, образующиеся при варке, и остаточные химикаты. Так при выпуске 3 млн. т. в год целлюлозы образуется 3.5 млн. т. в год отработанных щёлоков в пересчёте на сухое вещество или около 7 млн. т. в год в пересчёте на 50 % концентрат.
Из них около 2 млн. т. в год можно утилизировать в виде спирта, кормовых дрожжей и технических лигносульфонатов. Остальные 70 – 75 % сухих веществ отработанных щёлоков сбрасывается в очистные сооружения или непосредственно в водоёмы.
Отбельный цех. В процессе отбеливания целлюлозы традиционно используют либо сам хлор, либо его производные (оксид хлора, хлораты и гипохлориты), а при делигнификации древесины содержащей фенольные фрагменты лигнин (содержание которого в древесине лиственных пород 20 – 30 %, в хвойных породах – до 50%) взаимодействует с хлорными реагентами, образуя диоксины и фураны (или их предшественников), которые являются высокотоксичными экотоксикантами.
Сбросы в реки и почву с ЦБК увеличивают содержание взвешенных веществ, сульфатов, хлоридов, нефтепродуктов, органических соединений, ряда металлов, веществ метоксильных, карбоксильных и фенольных групп. По этим параметрам ПДК превышены в несколько раз.
Глава 2. ИМИТАЦИОННЫЕ
ИСПЫТАНИЯ РАСХОДОМЕРОВ СТОЧНЫХ ВОД ДЛЯ ЦЕЛЛЮЛОЗНСЬБУМАЖНОЙ ПРОМЫШЛЕННОСТИ
(ЦБП)
невозможно без осуществления учета объема сточных вод, поступающих в соседние с
предприятием водоемы. Для метрологического учета сточных вод необходимы
соответствующие расходоизмерительные приборы: расходомеры и водосчетчики.
Большие
объемы сточных вод в ЦБП предполагают необходимость измерения их расхода в
трубопроводах большого диаметра или в открытых каналах. Также необходимо
учитывать, что в стоках предприятий ЦБП находится большое количество взвешенных
частиц и химических веществ, поэтому расходомеры должны безупречно работать в
загрязненных и агрессивных жидкостях.
Погружные
вихревые расходомеры являются новыми перспективными приборами, предназначенными
для измерения расхода различных технологических жидкостей ЦБП, в частности
сточных вод [1]. Но выпуск и эксплуатация таких приборов существенно
сдерживается практическим отсутствием в России проливных установок на диаметры,
превышающие 300 — 400 мы. В результате невозможно осуществить первичную и
периодическую поверку таких приборов, испытания после ремонта и т.д. Поэтому
крайне актуальна разработка оборудования и методов для имитационных испытаний.
Особенно важна, на наш взгляд, возможность технологических испытаний
расходометрической аппаратуры на таких стендах в рабочих условиях, в частности
на реальной измеряемой среде. Поэтому основные задачи нашего исследования —
разработка конструкции имитационного стенда, имитирующего гидродинамические
воздействия на приемник-преобразователь вихревых колебаний (ППВК) расходомера,
математической модели для оптимизации его параметров и расчета системы
управления.
На рис. 1
показан стенд, позволяющий не только поверять и испытывать одиночный прибор, но
и сравнивать работу двух его экземпляров. При этом каждый из них может работать
на разных жидкостях, например на чистой воде и сточных водах.
Считая
расходомер, установленный в воде образцовым, можно исследовать дополнительные
факторы, возникающие при работе прибора на различных технологических жидкостях
целлюлозно-бумажного производства. Анализ полученных данных позволяет учесть
влияние условий эксплуатации на показания прибора и ввести, если это необходимо,
коррекцию в его показания.
В основе
работы стенда лежит допущение о том, что для получения электрического сигнала
определенной формы и величины с ППВК необходимо воздействовать на него
перепадом давления также строго определенной формы. Если на выходе ППВК будет
формироваться сигнал, близкий к реально действующему в приборе на заданном
расходе, то и гидродинамический режим работы прибора будет близок к реально
существующему.
В состав
стенда входят: две одинаковые цилиндрические камеры / и 2, торцевые стенки
которых представляют собой мембраны 3
и 4 с жестким
центром и мембраны 5 и 6 без жесткого центра. Камеры заполняются рабочей
жидкостью через патрубки 7 и 8.
Через пробки 9 и 10
из них выпускается остаточный воздух. Поперек камер устанавливаются перегородки
Пи 12, в которые через
уплотнения вставляются тела обтекания образцового и поверяемого расходомера.
Через патрубки 13 и 14 выпускается жидкость. Боковые стенки
тела обтекания расходомеров с отверстиями каналов обратной связи
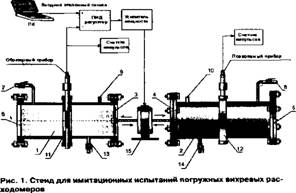
(КОС) должны
быть направлены параллельно перегородке. С жесткими центрами мембран 3 и 4 соединен линейный электромагнитный
привод 15, приводящий
мембраны в колебательное движение. Привод стенда охвачен обратной связью по
выходному сигналу расходомера через регулятор и усилитель мощности
электропривода.
Входным
эталонным сигналом для стенда является электрический сигнал с выхода
образцового расходомера на заданном расходе, предварительно записанный на
проливной установке и воспроизведенный с помощью ноутбука. При наличии цепи
обратной связи в процессе работы стенда на мембранах обоих камер создаются
одинаковые механические колебания, параметры которых определяются эталонным
сигналом. В обеих камерах на срезах КОС создаются знакопеременные перепады
давления, возникают знакопеременные перетоки технологической жидкости через
чувствительные элементы образцового и поверяемого расходомера. Таким образом,
при одинаковой геометрии камер стенда в них протекают одинаковые
гидродинамические явления. Это позволяет считать, что подавая сигналы,
предварительно записанные на реальной проливной установке для различных
поверяемых расходов, мы будем имитировать на стенде работу расходомера в
условиях различных расходов.
В процессе
поверки электронные блоки образцового и поверяемого расходомеров формируют
определенное число импульсов, пропорциональное некоторому имитационному объему
жидкости, прошедшему через приборы. Это количество фиксируется соответствующими
счетчиками импульсов. Сравнивая показания счетчиков импульсов образцового и
поверяемого расходомеров, можно судить о погрешности измерения на данном
поверочном расходе.
Для
оптимизации конструктивных и метрологических параметров установки, а также с
целью исследования погрешности воспроизведения расхода на имитационном стенде
авторы статьи разработали математическую модель стенда в пакете Simulink программы Matlab.
Для того
чтобы описать движение жидкости в герметичных камерах, нужно рассмотреть
протекание жидкости через К8С расходомера. Используя метод контрольного объема [2], получим уравнение для средней
скорости движения жидкости в КОС:
В стенд
включен линейный электромагнитный привод, создающий силу которая будет
действовать на мембрану камеры.
Для
имитационной модели блока электропривода инерционные свойства катушки привода
можно задать в виде передаточной функции первого порядка
Под
действием движущейся суспензии в КОС на чувствительный элемент ППВК (гибкий
электрод) действует сила, приложенная к его центру площади, которая совпадает с
центром масс (для плоского электрода).
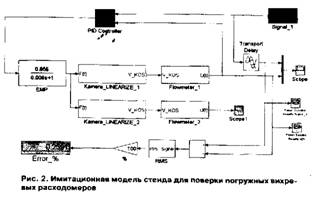
В связи с
изложенными теоретическими предпосылками, учитывая выражения (1) — (5), разработана имитационная модель
стенда в среде Simulink (рис. 2).
Стенд состоит
из подсистем и блоков:
KameraLINEARIZE 1 и Kamera LINEARIZE 2 -
подсистема, моделирующая камеры стенда согласно уравнению (5);
Flowmetr 1 и Flowmetr_2 —
подсистема, решающая одновременно дифференциальные уравнения движения электрода
ППВК под действием набегающего потока в КОС и электронного блока, который
преобразует отклонение электрода в электрический сигнал;
ЕМР — блок, моделирующий электромагнитный
привод стенда в соответствие с выражениями (3);
PID — регулятор
цепи обратной связи с устройством сравнения сигналов;
Transport Delay — блок,
необходимый для устранения фазового сдвига между входным и выходным сигналами
при их вычитании;
Error_% — дисплей,
индицирующий динамическую ошибку воспроизведения эталонного сигнала с помощью
блока RMS.
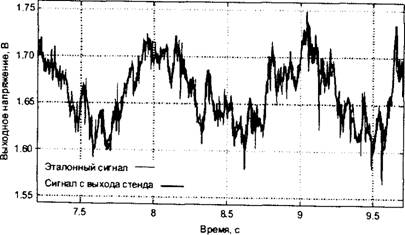
Исследование
модели стенда проводилось с эталонными сигналами, соответствующими диапазону
реальных скоростей жидкости в трубопроводе от 0,1 до 4 м/с (от минимального до
номинального). Выяснилось, что стенд воспроизводит эталонный сигнал со всеми
его особенностями с высокой точностью. Пример осциллограммы входного и
выходного сигналов приведен на рис. 3.
В качестве
критерия работы стенда был принят показатель динамической погрешности.
Динамическая погрешность определялась как отношение разности действующих
значений входного и выходного сигналов к действующему значению входного. В
рассмотренном случае погрешность воспроизведения не превышала 2 % во всем исследуемом
диапазоне.
Полученная в
ходе разработки стенда математическая модель в виде имитационной модели в среде
Simulink пакета Matlab позволит в
ходе дальнейшей работы решить несколько задач:
-
оптимизировать настройки регулятора электропривода стенда;
• исследовать
влияние на работу стенда его конструктивных характеристик и выбрать наиболее
оптимальные;
• исследовать
влияние допусков изготовления деталей стенда, например его камер, на
погрешность воспроизведения эталонного сигнала;
• выявить
особенности работы стенда на различных технологических жидкостях, например
волокнистой суспензии различной концентрации, оборотной воде, сточных водах;
• отработать
методику испытаний расходомеров.
Таким
образом, предлагаемый подход к технологическим испытаниям приборов совместно с
моделированием работы отдельных узлов и испытательного оборудования в целом
позволяет выйти на новый уровень проектирования, испытаний и эксплуатации
данного вида расходомеров в целях улучшения экологической обстановки на
предприятиях ЦБП.
Глава 3. МАТЕРИАЛЫ С
ПРИМЕНЕНИЕМ ГИДРОЛИЗНОГО ЛИГНИНА И ОТХОДОВ ЦЕЛЛЮЛОЗНО-БУМАЖНОГО ПРОИЗВОДСТВА
загрязнение
атмосфера гидросфера сточный вода
Применение гидролизного
лигнина. Предприятия строительных материалов, расположенные вблизи гидролизных
заводов, могут утилизировать лигнин — один из наиболее емких отходов лесохимии.
Гидролизный лигнин
получают при переработке древесины хвойных и лиственных пород гидролизом
разбавленной серной кислотой. Выход лигнина в зависимости от вида древесины
составляет 17—32%, его образуется ежегодно около 5 млн. т.
Гидролизный лигнин
представляет собой природное высокомолекулярное вещество с разветвленными
макромолекулами, образовавшимися при полимеризации спиртов ароматического ряда.
Он имеет молекулярную массу около 11 000, нерастворим в воде и органических
растворителях. Этот рыхлый продукт с размером кусков до 40 см имеет коричневый цвет и влажность до 70%. При нагревании до температуры 400—600 °С в
парогазовой среде он распадается с выделением 40—50% угля (полукокса), 13—20%
смолы, 15—30% надсмольной воды, небольшого количества жидких (ацетона,
метилового спирта) и газообразных продуктов (СО, С02, этилена).
Опыт работы ряда
кирпичных заводов позволяет считать лигнин эффективной выгорающей добавкой. Он
хорошо смешивается с другими компонентами шихты, не ухудшает ее формовочных
свойств и не затрудняет резку бруса. Его применение наиболее продуктивно при
сравнительно небольшой карьерной влажности глины.
Запрессованный в сырец
лигнин при сушке горит. Горючая часть лигнина полностью улетучивается при
температуре 350—400 °С, зольность составляет 4—7%. Для обеспечения кондиционной
механической прочности обыкновенного керамического кирпича лигнин следует
вводить в формовочную шихту в количестве до 20—25% ее объема. Обладая высокой
дисперсностью, лигнин не требует, в отличие от большинства других видов
выгорающих добавок, измельчения.
При использовании обычных
древесных опилок в кирпиче часто образуются крупные незамкнутые поры. Причиной
их появления является то, что такие многозольные добавки как сланцы, бурый уголь,
изгарь, не сгорают полностью из-за трудного доступа воздуха в заполненные золой
поры кирпича, а использование лигнина в сочетании с этими добавками устраняет
или ослабляет эти недостатки.
Лигнин может быть использован как порообразующая добавка в
производстве теплоизоляционных и легких конструкционных керамических изделий.
Также он может применяться вместо опилок в производстве аглопорита. При
введении лигнина улучшаются гранулометрический
состав шихты (она более интенсивно и равномерно спекается) и условия
охлаждения аглопорита на агломерационной машине. Добавка лигнина, увеличивая
газопроницаемость шихты, тем самым снижает разрежение в вакуум-камерах
ленточной агломерационной машины на 200—400 Па. Введение в шихту лигнина
увеличивает пористость готового продукта за счет образования мелких замкнутых
пор с тонкими перегородками, что позволяет снизить среднюю плотность
аглопоритового щебня на 150—180 кг/м3, уменьшить расход угля на 20—25% и
одновременно повысить приведенную прочность (отношение прочности к квадрату
средней плотности).
Доказана возможность
применения лигнина в качестве заполнителя ксилолитовых плит и других изделий.
Гидролизный лигнин может
быть использован в дорожном строительстве в качестве наполнителя асфальтовых
бетонов и сырья для производства лигниновых вяжущих. Асфальтовый бетон,
наполненный лигнином, по основным показателям не уступает бетону, наполненному
известняковым порошком.
Лигниновые вяжущие
состоят из двух компонентов: жидкой углеводородной фракции и продукта крекинга
в ней — гидролизного лигнина. Термический распад лигнина происходит при 300—310
°С. В зависимости от вида жидкого компонента и его вязкости соотношение между
лигнином и углеводородной фракцией находится в пределах 1:2—1:7,5.
В основе технологии
лигниновых вяжущих ( 4.8) лежит способ модификации жидкой углеводородной
фракции продуктами термического распада лигнина. В зависимости от вида жидкого
компонента и его вязкости соотношение между лигнином и углеводородной фракцией
находится в пределах от 1:2 до 1:7,5.
Технология лигнинового
вяжущего включает следующие операции: обезвоживание части каменноугольной смолы
(25—35%) в специальном котле при нагреве до 240 °С; подачу смолы в реактор и
разогрев ее до 300—310 °С; загрузку лигнина в реактор и нагрев смеси до 310 °С
при перемешивании; крекирование лигнина при 310—320 °С в течение 1 ч;
диспергирование продукта крекинга путем перекачки насосом в течение 15—20 мин;
подачу в реактор остальной части каменноугольной смолы, разогретой до 90—110
°С, и смешивание ее с продуктом крекинга; перекачку вяжущего в котел и
перемешивание его с конденсатом, собранным при разогреве смолы и крекинге
лигнина.
Для производства дорожных
вяжущих предложено нагревать гидролизный лигнин в растворителе при температуре
310—320 °С в течение 50—60 мин при хорошем перемешивании. В качестве
растворителей для этого процесса могут служить каменноугольные дорожные
маловязкие дегти, смолы, нефтяные гудроны, мазут, сланцевые смолы, смолы
пиролиза нефтяных фракций, отходы лавсанового производства. В зависимости от вида
растворителя и его вязкости соотношение между количествами лигнина и
растворителя находится в пределах от 1:2,9 до 1:7,5. Количество растворителя
выбирается таким, чтобы температура размягчения продукта термопластификации
была не выше 140-160 °С.
При получении лигниновых
вяжущих для термопластификации лигнина используют каменноугольную смолу или
жидкие каменноугольные дегти Д-1— Д-4. Лигниновые вяжущие отличаются хорошей
адгезией, превосходят по этому показателю каменноугольные дегти и рекомендуются
к применению в дорожных смесях для нижних и верхних слоев покрытий.
Бетоны на основе
лигнино-гудронового и лигнино-смоляного вяжущих по ряду свойств превосходят
асфальтобетоны (табл. 4.3). При использовании одинаковых каменных материалов
бетон на лигнино-вом вяжущем обладает повышенной водоустойчивостью, меньшим
значением показателя прочности при 0 °С, высокими адгезионными свойствами.
Экономическая
эффективность применения лигниновых вяжущих обусловлена более низкой стоимостью
исходных компонентов и повышенной долговечностью дорожных покрытий.
Имеется положительный
опыт получения связующих на основе лигнина для теплоизоляционных материалов.
Значительный интерес
представляет опыт получения связующих на основе технических лигносульфонатов
(ЛСТ) и лигниновых отходов для производства теплоизоляционных материалов. Для
изготовления теплоизоляционных материалов из вспученного перлита и других
заполнителей требуется большое количество дефицитных связующих. В МИСИ им. В.В.
Куйбышева было предложено использовать лигнин, переведенный в водорастворимое
состояние в процессе сульфитной варки целлюлозы, в виде водного раствора
лигносульфоновых кислот и их солей с примесью золы и редуцирующих веществ.
Процесс конденсации лигнина ускоряется в кислой среде и при повышенных температурах.
Для создания вяжущего использованы многоосновные кислоты, в частности, серная и
ортофосфорная в количестве 5—20%, образующие ковалентные связи между различными
частями макромолекул лигносульфонатов в процессе этерификации гидроксильных
групп. Оптимальная температура отверждения составляет 220 °С. Для улучшения
адгезии к наполнителю в состав связующего целесообразно вводить
поверхностно-активные вещества (ГКЖ-10, ГКЖ-11). Полученный полимер обладает
хорошей водостойкостью. Было установлено также, что для повышения когезионной
прочности полимера целесообразно в состав вяжущего вводить олигомеры
синтетических смол.
На основе лигнинового
вяжущего и перлита освоено производство теплоизоляционного материала — лигноперлита.
Для получения
лигноперлита было изучено вяжущее, составленное на основе лигносульфонатов
марки КБЖ, ортофосфорной
кислоты, фенолоспиртов, мочевино-формальдегидной смолы МФ-17,
этилси-ликоната натрия (ГКЖ-10). Отверждение композиции лигносульфонатов с
ортофосфорной кислотой и мочевино-формальдегидной смолой проводилось при 80 °С.
Наполнителем служил невспученный перлитовый песок. Оптимальное содержание в
композиции вяжущего ГКЖ-10 составляет 3—5%, олигомеров синтетических смол — 2—
15, ортофосфорной кислоты — 15—20. Изделия формовали из сырьевой омеси
влажностью 15—20%. Низкая влажность дает возможность в 2—2,5 раза сократить расход
топлива на производство изделий из лигноперлита в сравнении с топливоемкостью
минераловатных плит повышенной жесткости на синтетическом связующем.
По физико-механическим и
техническим свойствам лигноперлит не уступает эффективным теплоизоляционным материалам
этого класса. Средняя плотность лигноперлитовых плит и скорлуп — 130— 250
кг/см3; предел прочности при сжатии — 0,2—1 МПа, при изгибе — 0,1—0,8;
водопоглощение — 4—10% по объему; коэффициент размягчения — 0,8—0,85;
морозостойкость—не менее 25 циклов, теплопроводность — 0,04—0,08 Вт/(м°С). В
зависимости от содержания связующего лигноперлит относится к группам
несгораемых и трудносгораемых материалов. Лигноперлит при содержании связующего
не более 7% относится к несгораемым материалам, а не более 20% — к
трудносгораемым. Содержание связующего в формовочной массе 5— 20%. На 1 м3 теплоизоляционного материала расходуется в среднем (кг): лигносульфонатов — 14, фенолоспиртов —
2, ГКЖ-10 — 0,8 и ор-тофосфорной кислоты — 3,2.
Плиты выпускают длиной 1,
шириной 0,5, толщиной 0,04—0,06 м. Их используют в качестве теплоизоляционного
слоя по профилированному металлическому
настилу без устройства стяжки под рулонную кровлю, а также в
3-слойных железобетонных стеновых панелях. Установлена эффективность применения
лигноперлита в качестве термовкладышей в однослойных керамзитобетонных панелях.
Этот материал может служить и тепловой изоляцией оборудования при температуре
до 200 °С.
Лигноперлитовые плиты
изготавливают по полусухой технологии, которая включает: перемешивание
связующего с перлитовым песком; формование изделий из сырьевой смеси при удельном
давлении 0,2— 0,5 МПа и их тепловую обработку при 220 °С. В отличие от
традиционных технологий изготовления перлитовых теплоизоляционных изделий,
предусматривающих сушку до 24 ч, хорошая смачиваемость связующим поверхности
перлитового песка позволяет снизить влажность сырьевой смеси и сократить
продолжительность тепловой обработки до 1,5—2 ч.
Практический интерес
представляет использование лигнина вместо формальдегида при получении полимеров
фенолоальдегидного типа. Поликонденсацию фенола с лигнином выполняют при
нагревании в присутствии серной кислоты. По основным свойствам фенол-лигниновые
полимеры, изготавливаемые в виде жидких резольных и твердых новолачных смол,
близки к фенолоформальдегидным. Жидкие смолы используются в производстве
древесностружечных плит, слоистых пластиков и фанеры. Также из феноллигниновых
смол изготавливают литьевые формы. На основе твердых смол новолачного типа
могут приготавливаться пресс-порошки для получения вентиляционных решеток,
электроарматуры, плитки для облицовки стен и покрытия
пола.
В производстве цемента
лигнин можно использовать как пластификатор сырьевого шлама и интенсификатор
измельчения сырьевой смеси и цемента. Дозировка лигнина в этом случае
составляет 0,2— 0,3%. Разжижающее действие гидролизного лигнина объясняется
наличием в нем веществ фенольного характера, снижающих вязкость
известняково-глинистых суспензий. При помоле лигнин уменьшает слипание мелких
фракций материала, а также препятствует их налипанию на мелющие тела.
Гидролизный лигнин может быть использован в качестве
наполнителя пластмасс, резинотехнических изделий, линолеума и др. Для
достижения низкой влажности (до 10%) лигнина перспективно совмещение сушки с
измельчением. Разработан и применяется метод струйной сушки и измельчения
лигнина. Влажный лигнин, пройдя сепарацию, подается в противоточную струйную
мельницу, где захватывается потоками перегретого пара при температуре 400 °С и
давлении 0,7 МПа. В камере смешения мельницы при столкновении потоков лигнина
происходит его сушка и измельчение.
Рациональному
использованию лигнина и других мелкозернистых и слабоструктурированных
материалов способствует их брикетирование — окускование при давлениях
прессования от 15 до 150 МПа. Для брикетирования лигнина и подобных ему
материалов эффективно применение валковых прессов высокого давления ( 4.9,
4.10).
Применение отходов
целлюлозно-бумажного производства. К этому виду сырья относятся осадки сточных
вод целлюлозно-бумажного производства после первичной очистки — скоп.
Минеральная часть скопа составляет свыше 50% и содержит до 90% каолина.
Органические включения представлены в основном целлюлозными волокнами.
Скоп является эффективной
добавкой при производстве аглопори-тового гравия на основе зол ТЭС. Он, обладая
низкой кажущейся плотностью, высокими сорбционными свойствами и пластичностью,
улучшает условия комкования зольной шихты и способствует увеличению прочности
как влажных, так и сухих сырцовых гранул.
Испытания этого
заполнителя в бетоне показали, что на его основе могут быть получены легкие
бетоны классов В12,5—В20 со средней плотностью от 1350 до 1800 кг/м3 при
расходе цемента соответственно от 215 до 435 кг на 1 м3 бетона.
Скоп может быть использован в качестве
заполнителя конструкционно-теплоизоляционного легкого бетона (скопобепгон).
Скопобетонная масса приготавливается в смесителях принудительного действия
путем перемешивания портландцемента и влажного скопа без добавления воды.
Уплотнение массы осуществляется трамбованием или прессованием при удельном
давлении 0,08—0,12 МПа. Режим твердения — естественная или искусственная сушка.
На основе ско-побетона можно изготавливать стеновые блоки с классом по
прочности не менее В1,2, средней плотностью 600—700 кг/м3, теплопроводностью
0,15 Вт/(м • °С) и морозостойкостью до F35 и более. Расход портландцемента для
изготовления скопобетонных блоков составляет 220—230 кг/м3 и может быть доведен
до 180—200 кг/м3 за счет введения добавки золы-уноса.
Скоп можно использовать в
производстве теплоизоляционных волокнистых плит с применением как органических,
так и неорганических вяжущих. Экспериментально-конструкторское бюро ЦНИИСК им.
В.А. Кучеренко разработало составы для изготовления теплоизоляционных
материалов, включающие скоп — 60—90%, вспученный перлит 8—20%, фтористый натрий
0,5—2,5%, и связующее — продукт совместной нейтрализации ортофосфорной кислоты,
мочевины, формалина 1 — 12%. Показана возможность применения в качестве
связующих глины, фторангидритового вяжущего. Теплоизоляционные плиты на основе
скопа имеют среднюю плотность 300—400 кг/м3, прочность при изгибе 0,17—0,24 МПа
и прочность при сжатии 3,5— 5 МПа, водопоглощение 20—60% по массе и
теплопроводность 0,063— 0,087 Вт/(м • °С).
Разработаны также
теплоизоляционные материалы на основе активного ила. Последний, так же, как и
скоп, относится к многотоннажным отходам целлюлозно-бумажной промышленности.
Активный ил образуется при вторичной биологической очистке сточных вод и
представляет собой белково-углеводный комплекс. Активный ил может служить
пластифицирующей добавкой для дисперсных систем на основе вяжущих веществ и
связующим компонентом в смесях из органических волокон.
Производство
теплоизоляционных изделий на основе смеси скопа и избыточного активного ила
включает следующие основные процессы: уплотнение смеси скопа и активного ила до
концентрации 2,5—4%; смешивание отходов с перлитовым песком и гидрофобиза-тором
в гидросмесителе; формование плит в вакуум-прессе с влажностью 90% или на
конвейере с влажностью 87%; их сушку в тоннельных сушилках при температуре
150—230 °С до влажности 2—5%. Готовые изделия имеют предел прочности при изгибе
не менее 0,3 МПа, среднюю плотность не более 200 кг/м3, водопоглощение не выше
70% по массе и теплопроводность 0,051 Вт/(м • °С).
Глава 4. ОЧИСТКА
СТОЧНЫХ ВОД ЦЕЛЛЮЛОЗНО-БУМАЖНОГО ПРОИЗВОДСТВА МЕТОДОМ КОМПЛЕКСООБРАЗОВАНИЯ
Проблема
влияния целлюлозно-бумажного производства (ЦБП) на состояние водных экосистем
носит многоплановый характер. Для ее решения требуется, с одной стороны,
совершенствование технологических процессов, а с другой — разработка
эффективных систем водоочистки с учетом экологических требований. Для
предприятий, производящих целлюлозу сульфитным (бисульфитным) способом,
характерно наличие щелокосодержащих стоков с большим количеством лигнинных
загрязнений, что осложняет биологическую очистку сточных вод, принятую в ЦБП. А
поскольку при использовании биологической очистки лигносульфонаты (ЛС)
практически не разлагаются, то большая их часть сбрасывается в водоемы. Остроту
положения усугубляют объемы стоков, содержащих эти загрязнители — 60 — 800 м/т
целлюлозы В настоящее время на многих предприятиях ЦБП снижен отбор щелоков на
выпарку или они вообще не упариваются.
Сброс щелока
и последрожжевой бражки, как и недостаточно очищенных сточных вод, в
естественные водоемы значительно повышает химическое потребление кислорода
(ХПК) в них и нарушает экологическое равновесие.
Извлечение
лигнинсодержащих соединений путем комп-лексообразования основных загрязняющих
веществ сточных вод ЦБП и перевод их в нерастворимые комплексные соединения
позволит повысить эффективность очистки стоков и снизить загрязненность водных
объектов. Образующиеся осадки — комплексы представляют собой органическое
сырье, которое может быть использовано в следующих направлениях:
• для получения
сорбентов тяжелых металлов [2];
• в качестве
компонентов искусственных почвогрунтов для рекультивации земель, нарушенных
техногенным воздействием [3];
• в качестве
топлива с высокой теплотворной способностью (низшая теплота сгорания 5067
ккал/кг).
Ранее было
показано, что анионный полиэлектролит (ПЭ) лигносульфонат натрия (JIC-Na) способен к
межмолекулярному взаимодействию с противоположно заряженным кати-оноактивным ПЭ
полиэтиленпо-лиамином (ПЭПА) с образованием полиэлектролитных комплексов,
стабилизированных электростатическими, водородными связями и силами
Ван-дер-Ваальса [4, 5].
В
экспериментах были использованы технические ЛС-Na филиала ОАО
"Группа "ИЛИМ" в г. Коряжме (ТУ 13-0281036-029-94) и технический
ПЭПА (ТУ 2413-357-00203447-99). Осаждение ЛС проводили с использованием ПЭПА.
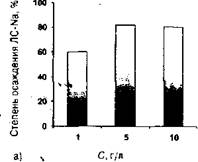
Готовили модельные водные растворы технических ЛС-Na с
концентрацией 1 — 10 г/л. Отношение ПЭПА к ЛС-Na (Z) составляло
от 0,001 до 1. Значение Z=0,1 наиболее
близко
к эквимолярному в пересчете на содержание ионоген-ных групп ПЭ, участвующих в
координации при образовании комплекса-осадка. Содержание ЛС-Na в растворе до и
после комплексообразования определяли спектрофотометрическим методом по
изменению оптической плотности в УФ-области спектра при длине волны 280 нм на
спектрофотометре Specord М40. Установлено, что температура (от 20 до 60 °С) и
продолжительность процесса (от 5 мин до 24 ч) не оказывают существенного
влияния на выход комплекса-осадка. Во всей области исследуемых концентраций
ЛС-Na при 2=0,1 1 степень извлечения ЛС-Na полиамином составляет 60 - 96 %
(рис. 1).

Разработанный
метод был применен для очистки сточных вод и апробирован на реальных
лигносульфонатсодержащих сточных водах филиала ОАО "Группа
"ИЛИМ" в г. Коряжме.

Пробы сточных
вод были отобраны в трех точках (в каждой точке по три пробы);
• точка 1 —
канал общего стока цеха переработки сульфитных щелоков производства вискозной
целлюлозы (ПВЦ), принимающий сточные воды выпарного цеха, сушильной установки
ЛС, производства дрожжей и этилового спирта. В их состав входят ЛС, дрожжи,
спирты этиловый и метиловый, углеводы; рН = 4,0 + 7,5; окисляемость до 3000
мгО/л;
• точка 2 —
канализация варочного цеха ПВЦ, в которую сбрасываются сточные воды варочного
цеха, содержащие отработанный сульфитный щелок и волокно. В их состав входят
кислые соли сульфита натрия, Л С, соединения муравьиной, уксусной и альдоновой
кислот, углеводы, метанол, фурфурол, формальдегид и незначительное
количество
цимола; рН < 8,5; содержание взвешенных веществ <35 мг/л; окисляемость до
1500 мгО/л;
• точка 3 —
канал общего стока ПВЦ, принимающий сточные воды кислотного и варочного цехов,
сточные воды со склада соды; рН = 4,3 9,7; содержание взвешенных веществ <
70 мг/л; окисляемость до 1800 мгО/л. Кислые воды содержат сернистый ангидрид,
серную и сернистую кислоты, сульфит натрия, незначительное количество взвешенных
веществ в виде частиц огарка, сублимированной серы и известняка, углеводы,
уксусную кислоту, этанол, лигносульфоновые кислоты, а также кальцинированную
соду.
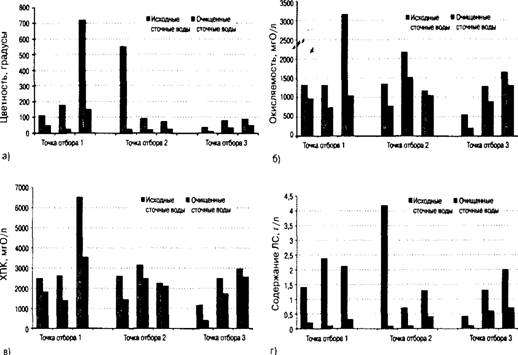
Каждую пробу
сточных вод очищали методом комплексообразования. По стандартным методикам
определяли цветность, окисляемость, ХПК исходных и очищенных стоков, а также
содержание в них ЛС (рис. 2).
Экспериментальные
данные в целом коррелируют с данными модельных опытов. Но хотя степень
извлечения ЛС из модельных водных растворов несколько возрастает при увеличе нии 2 от 0,1 до 1, однако качественные
характеристики очищенных сточных вод ухудшаются. Таким образом, оптимальным
следует считать 2 = 0,1.
На рис. 3
показано изменение качественных характеристик сточных вод в процессе очистки
при оптимальном значении 2= 0,1.
применять в
качестве сорбента ионов тяжелых металлов из растворов, компонента искусственных
почвогрунтов или топлива с высокой теплотворной способностью.
На рис. 3
показано изменение качественных характеристик сточных вод в процессе очистки
при оптимальном значении 2= 0,1.
применять
в качестве сорбента ионов тяжелых металлов из растворов, компонента
искусственных почвогрунтов или топлива с высокой теплотворной способностью.
В результате
очистки сточных вод методом комплексообразования показатели качества изменились
следующим образом: содержание ЛС-Na снизилось в
среднем в 20 раз, цветность — в 10 раз,
окисляемость — на 40 %, ХПК - на 30 %.
Таким
образом, предлагаемый способ можно использовать для локальной очистки
лигносульфонатсодержащих сточных вод с целью снижения нагрузки на станцию
биологической очистки. Образующийся комплекс-осадок можно применять в качестве сорбента ионов тяжелых металлов из
растворов, компонента искусственных почвогрунтов или топлива с высокой
теплотворной способностью.
ЛИТЕРАТУРА
1.
Лурье М.С., Елизарьева М.Ю. Расходомеры
сточных вод для предприятий целлюлозно-бумажной промышленности // Экология и
промышленность России. 2004. Декабрь.
2. Дейли Дж., Харленал Д. Механика жидкости: Пер. с англ. М.:
Энергия, 1973.
3.Лурье М.С., Жуков СП.
Имитационное моделирование вихревых расходомеров // Вестник КрасГАУ. 2005. № 7.
3.
Никитин Я.В., Поляков СИ. Использование
воды на целлюлозно-бумажных предприятиях: М.: Лесная промышленность, 1985.
4.
Бровко О.С, Паламарчук И.А., Бойцова Т.А. Ионообменные
сорбенты на основе лигносульфонатов // Матер. Всерос. конф. с междунар.
участием "Северные территории России: проблемы и перспективы
развития". 23-26 июня 2008 г., Архангельск. [Электронный ресурс].
Архангельск: ИЭПС УрО РАН, 2008-1 электрон, опт. диск (CD-ROM): цв.-Загл.
с экрана.
5.
Парфенова Л.Н., Заручевных И.Ю. Влияние
добавок технических и модифицированных лигнинов на свойства искусственных
почвогрунтов // Вестник Поморского университета. 2004.
№1(5).