|
Параметры оборотного
контура
|
|
Количество обмываемых
вагонов в сутки, N, шт.
|
127
|
|
Объём воды в системе
контура, W, м3
|
88
|
|
Концентрация взвеси в
отработанной воде, С2, г/м3
|
330
|
|
Концентрация
нефтепродуктов в отработанной воде, С4, г/м3
|
91
|
|
Начальная температура, t1,
0C
|
85
|
|
Конечная температура, t2,
0C
|
52
|
|
Доля твёрдых веществ
фазы в осадке, α
|
0,4
|
|
Доля нефтепродуктов в
отводимой смеси, β
|
0,8
|
|
Доля
непрореагированного ТМС, α1
|
0,5
|
|
Расход ТМС, V2, л/вагон
|
4,6
|
|
Концентрация ТМС, С6,
г/л
|
43
|
|
Коэффициент возврата
ТМС, К3
|
|
Доля твёрдой фазы в
осадке в сборном баке моющего раствора, α2
|
0,5
|
|
Доля всплывших нефтепродуктов
в собранном моющем растворе, γ
|
0,37
|
|
Концентрация взвешенных
веществ в собранном моющем растворе, С7, г/м3
|
113
|
|
Концентрация
нефтепродуктов в собранном моющем растворе, С8, г/м3
|
116
|
Введение
Внедрение
технологических систем оборотного водопользования на предприятиях
железнодорожного транспорта является основным направлением как при решении
вопросов рационального использования водных ресурсов, так и защиты окружающей
среды и водоёмов от загрязнения.
Всероссийским
институтом железнодорожного транспорта разработаны требования к качеству
оборотной воды с учётом особенностей технологических процессов транспортных
предприятий:
– сточная
вода после промежуточной очистки может быть использована в том же
технологическом процессе;
– качество
воды в пределах установленного уровня должно обеспечиваться известными методами
очистки воды применительно к каждому технологическому процессу.
– качество
очищенной воды не должно ухудшать параметры технологического процесса;
– качество
очищенной воды должно обеспечивать создание бессточных систем, по возможности
без дополнительного применения чистой водопроводной воды, за исключением
пополнения естественной убыли и периодической смены воды в системе.
В целом
применение замкнутых систем водопользования на промывочно-пропарочных станциях
сети железных дорог позволяет экономить 2 млн. м3 воды в год.
Стоимость обработки цистерн по замкнутой технологии по сравнению со стоимостью
сброса воды на очистные сооружения нефтеперерабатывающего завода снижается до 25%,
а по сравнению со стоимостью сброса в открытые водоёмы при учёте
предотвращённого ущерба – на 30% и более. На шпалопропиточном заводе внедрение
бессточной системы водопользования обеспечивает экономию воды около 50 тыс. м3/год,
а внедрение аналогичной системы при обмывке пассажирских вагонов – до 100 тыс. м3/год
на один пункт.
1.
Расчёт
оборотного контура охлаждения компрессорных установок
Схема
оборотного использования охлаждающей воды в компрессорных установках включает
водоохладитель с насосом охлаждённой воды, подающий насос и сливной бак (рис. 1).
При работе
компрессора нагретая вода из сливного бака насосом подаётся в водоохладитель,
откуда после охлаждения другим насосом возвращается в компрессор.
Сливной бак является расширительной ёмкостью для обеспечения нормальной работы
системы. Насосы подбираются исходя из необходимой производительности и создания
напора 25–30 мм вод. ст.
В качестве
водоохладителя испарительного типа используются различные типы теплообменников,
выбор которых определяется климатическими и производственными условиями.
Охладители брызгательный бассейн или малогабаритные градирни (открытые или
вентиляционные).

Рис. 1.
Схема оборотного использования воды охлаждения компрессоров:
1 – компрессор (струйный);
2 – сливной бак для расширения нагретой воды; 3 – подающий
насос; 4 – место установки теплообменника (можно установить для
вторичного использования тепла, тогда вода после него должна иметь более низкую
температуру, чем t2, следовательно, уменьшается время охлаждения и величина
испарения воды в водоохладителе); 5 – водоохладитель
(брызгательный бассейн, тогда величина капельного уноса велика или
миниградирня); 6 – насос; 7 – сливной бак (введение
подпиточного объема воды); W – объем циркулирующей охлаждающей воды; Р
– слив с целью уменьшения концентрации солей; И – объем
испаряемой воды в водоохладителе; У – капельный унос; t1 – температура воды на
входе в компрессор; t2 – температура воды на
выходе из компрессора; а – подача газа (воздуха) в компрессор; в-выход
сжатого газа (воздуха) из компрессора; с – подача холодной воды в
теплообменник; д – выход нагретой воды из теплообменника; е
– подпитка.
1.
Определение
потери воды от капельного уноса.
 ,
,
где W – объём охлаждаемой
воды, м3/сут.;
К1
– коэффициент капельного уноса водоохладителя.
2.
Определение
потери воды от испарения.
 ,
,
где W – объём охлаждаемой
воды, м3/ сут;
К2
– коэффициент водоохладителя;
t2 – максимальная
температура воды на выходе из компрессора, оС;
t1 – максимальная
температура воды на входе в компрессор, оС.
3.
Определение
количества осадка, образующегося в баках контура, кг/сут.
 ,
,
где C1 – концентрация взвеси в
циркулирующей воде контура, г/м3;
C01 – предельно допустимая
концентрация взвешенных веществ в охлаждённой воде, C01 = 30г/м3;
α – доля взвеси в осадке;
1000 – коэффициент
перевода в кг.
4.
Определение
количества, воды теряемое с осадком, кг/сут.
ОС = Р1·К3,
где k3 – расчётная доля воды в
осадке, К3 = 1 – α.
5.
Определение
количества маслонефтепродуктов, всплывших в баках контура, кг/сут.
 ,
,
где С2
– концентрация маслонефтепродуктов в охлаждённой воде контура, г/м3;
C02 – предельно допустимая концентрация
маслонефтепродуктов в охлаждённой воде, С02 = 20г/м3;
β – расчётная доля
нефтепродуктов во всплывшем слое.
6.
Определение
количества воды, теряемое с маслонефтепродуктами, кг/сут.
НП = Р2·К4,
где К4
– доля воды, теряемая с маслонефтепродуктами, К4 = 1 – β.
7.
Определение
солесодержания в оборотном контуре.
Солесодержание
в контуре (Сх) определяется на основе водно-солевой баланса.
При этом Сх
определяется с учётом добавления питьевой воды с концентрацией
солей Сдоб, которая может изменяться от 300 до 1000 мг/л, при продувке
П = 0 и Qдоп = 0. При этом производится расчёт при трёх значениях с
солесодержанием в добавочной воде равном соответственно 300, 500 и 1000 мг/л.
(У+ОС+НП+П)·Сх=(И+У+ОС+НП+П)
· Cдоб + Qдоп (1)
где У –
потери воды от капельного уноса, м3/ сут;
ОС – потери
воды с удалённым осадком, м3/ сут;
НП – потери
воды с выделенными нефтепродуктами, м3/ сут;
И – потери
воды от испарения, м3/ сут;
Cдоб – солесодержание в
добавочной воде, г/м3, максимальная Сдоб=1000 г./м3,
Qдоп - количество поступивших
в воду контура солей, г/сут.
Сдоб.=300г/м3

Сдоб=500
г./м3

Сдоб.=1000 г./м3
8.
Определение
объема продувки в контуре.
(У+ОС+НП+П) ∙
2000=(И+У+ОС+НП+П) ∙ Cдоб+Qдоп
Так как
расчётное количество Сх не превышает 2000 г./м3, то
продувка не нужна.
9.
Определение
объёма подпитки по формуле:
Qподп = И+У+ОС+НП (2)
Qподп = 1,6926+0,1178+0,868+1,684=4,3524  4,4 м3/cут
4,4 м3/cут
Затем
рассчитывается процент подпитки и продувки в общем объеме контура.
62 = 100%;
4,4 = х%;
х = 7,9%
Общее
количество подпиточной воды не должно превышать 5%. Необходимо вычислить, что
оказывает большее влияние.

2. Расчёт
оборотного контура обмывки щёлочным моющим раствором деталей и узлов подвижного
состава
Для очистки
от загрязнений деталей и узлов подвижного состава перед ремонтом (букс,
колёсных пар, рессор, тележек, тормозных тяг) используют струйные моечные
машины. В зависимости от поступающих загрязнений вода находится в обороте от 1
до 2 месяцев. Струйная моечная машина представляет собой закрытую камеру с
наконечниками, которую называют соплом, куда поступают промывочные детали.
Моющий
раствор готовят на водопроводной воде путём добавления до 50 г./л щелочного
реагента (едкого натрия или кальцинированной соды) и 2–3 г./л жидкого стекла
для эмульгирования смываемых нефтепродуктов. При истощении моющего средства его
корректируют добавлением щелочи. Моющий раствор из бака, располагающегося под
камерой, подается насосом к соплам с напором 30–40 мм водяного столба, а
отработанный раствор стекает обратно в бак. После этого происходит домывание
объекта (детали), путём ополаскивания чистой водой.
В процессе
работы машины образуется слой всплывших нефтепродуктов и образуется осадок, при
этом обычно осадок забивает всасывающий патрубок насоса и сопловую систему, а
находившиеся нефтепродукты замасливают промываемую поверхность, что приводит к
ухудшению качества мойки деталей. Чтобы этого не происходило, машину
останавливают на чистку, а моющий раствор очищают.
Отработанные
щелочные моющие растворы представляют собой эмульсию разной окраски от
желто-белого до темно-коричневого цвета.
Допустимое
солесодержание моющего щелочного раствора используемого в обороте соответствует
СХ = 7000 г./м3, а после обмывки в машине с
использованием щелочи остается солесодержание СХ1 = 10–100 г./м3
после роликов и букс (более загрязненные детали) и СХ2 = 300–2500 г./м3
после колесных пар (менее загрязнены).
Нефтепродукты
в воде находятся в виде кусков плавающей смазки, после подшипников и букс, и в
виде масел после обмывки тележек, колесных пар и цистерн.
Присутствие
щелочи приводит к образованию коллоидного раствора и повышенного
пенообразования. Взвешенные вещества состоят из песка, глины, продуктов
коррозии и износа промываемых деталей. Концентрация их составляет от 200–3000
мг/л.
Основным
способом очистки отработанных растворов является отстаивание, причем за 3–5 мин.
отстаивания удаляется 60% взвешенных веществ.
Наиболее
перспективным оборудованием по отстаиванию является реактор-отстойник,
в котором для ускорения отведения взвешенных веществ и нефтепродуктов по оси
аппарата размещено приспособление в виде последовательно расположенных воронок.
Реактор – отстойник устанавливают после песколовки. Содержание взвешенных
веществ на выходе при очистке вод после мойки вагонов составляет 75 мг/л.
Производительность оборудования 5–10 м3/час.
Для более
глубокой очистки от нефтепродуктов и взвешенных веществ используют флотаторы.
Максимальная концентрация нефтепродуктов на флотаторе не должна превышать 50 мг/л,
после флотации содержание нефтепродуктов уменьшается в 8–10 раз.
Для более
глубокой очистки от нефтепродуктов используют фильтры с зернистой загрузкой.
1.
Определение
количества образующего осадка, кг/сут.
 ,
,
где W1 – производительность
моющего насоса, м3/час;
Т1
– продолжительность работы моющего насоса, час/сут;
С1
– концентрация взвешенных веществ поступающих в моечный раствор, г/м3;
α – доля
твёрдой фазы в осадке;
103
– коэффициент перевода в кг.
2.
Определение
объёма воды теряемого с осадком, м3/сут.
ОС = Р·(1 –
α)·10-3,
где (1 –
α) – доля воды в осадке.

3.
Определение
количества смываемых нефтепродуктов поступающих в моечный раствор, г/м3.
 ,
,
где Сн
– концентрация нефтепродуктов поступающих в моечный раствор, г/м3;
β – доля
нефтепродуктов в смываемой смеси;
103
– коэффициент перевода в кг.
4.
Определение
объёма воды в смываемом нефтепродукте, кг/сут (дм3/сут).
НП = Рн·
(1-β)
где 1-β –
доля воды в смываемой смеси

5.
Определение
объёма воды от испарения (м3/сут) при вентиляционном отсосе паров из
моечной машины.
 ,
,
где С2
– содержание водяных паров в вентиляционном отсосе, г/м3;
Т2
– продолжительность работы вентилятора, час/сут;
W2 – производительность
вентилятора, м3/ч;
106
– коэффициент перевода в м3/сут.
6.
Определение
объёма потерь воды от уноса моющего раствора, м3/сут.
 ,
,
где К1
– коэффициент (процента потери раствора от уноса и разбрызгивания).
7.
Определение
солесодержания моющего раствора, используемого в обороте без продувки контура
(П=0).
Солесодержание
в контуре СХ определяется из уравнения (1). Значение Сх
определяется при П = 0 и Qдоп = 10000 г./сут и для Сдоб = 300, 500 и
1000 г./м3 (соответствующая солесодержанию питьевой воды).
Сдоб.=300
г./м3

Сдоб.=500
г./м3

Сдоб.=1000 г./м3
8.
Объём
продувки контура определяется из расчёта, что допустимое солесодержание моющего
щелочного раствора используемого в обороте соответствует 7000 г./м3,
а Qдоп – расчетное подкрепление
раствора щелочью 10000 г./сут.
Допустимое
солесодержание моющего щелочного раствора меньше 7000 г./м3, поэтому
продувка не нужна.
9.
Объём
подпитки контура определяется по уравнению (2).
Qподп = 0,28+0,06+0,003+0,96 = 1,3 м3/cут
Затем
рассчитывается процент подпитки и продувки в общем объеме контура.
14,4 = 100%;
1,3 = Х%;
Х = 9,02%.
Общее
количество подпиточной воды не должно превышать 5%. Необходимо вычислить, что
оказывает большее влияние.

При наружной
обмывке пассажирских вагонов, вагонов электропоездов, дизельных поездов и
кузовов локомотивов образуется сточная вода, загрязнённая минеральной взвесью,
эмульгированным маслом и моющими средствами, в состав которых входят
поверхностно-активные вещества и кислоты. В сточной воде содержится до 300 мг/л
нефтепродуктов, большое количество минеральной и органической взвеси до 250
мг/л.
На
предприятиях сети (на железных дорогах) наружную обмывку подвижного состава
осуществляют с помощью специальной моечной машины, включающей систему труб с
насадками для моющего раствора и обмывочной водой, а также систему вращающихся
щёток, количество которых доходит до восьми пар. Моющий раствор готовят на
основе технического моющего средства (ТМС), в состав которого входят
компоненты: ПАВ – алкиларилсульфонат – 40%; триполифосфат – 20%; сульфат натрия
– 25%; силикат натрия ингибитор коррозии -5%; вода -10%.
Машина
находится на открытой площадке или в закрытом ангаре. По мере продвижения
подвижного состава со скоростью 0,4 – 0,5 км/час, с него смывают грубые
загрязнения, наносят моющий раствор, растирают его по поверхности и обмывают
подогретой водой щётками. Подогрев обмывочной (оборотной) воды проводят в
котельной. Заключительной операцией является обмывка свежей водой. Обмывочная вода
стекает с подвижного состава в межрельсовый лоток, проходит очистку и
используется повторно (рис. 2).
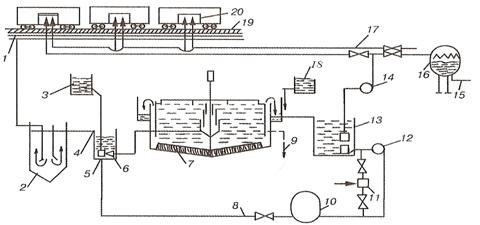
Рис. 2.
Схема оборотного использования воды при промывке грузовых вагонов:
1 – прирельсовый сборный
лоток; 2 – колодец – предотстойник; 3 – дозатор коагулянта; 4
– отводящий лоток; 5 – гидроэлеватор; 6 – промежуточный
резервуар; 7 – флотатор-отстойник; 8 – рециркуляционный
трубопровод; 9 – выпуск нефтепродуктов; 10 – напорный бак; 11
– воздушный эжектор; 12 – рециркуляционный насос; 13 – резервуар
для очищенной воды; 14 – насос для подачи воды на промывку; 15 –
выпуск в канализацию; 16 – фильтр для доочистки сбрасываемой воды; 17
– водопровод; 18 – хлоратор; 19 – решетка; 20 –
промываемые вагоны.
1.
Определение
количества образующего осадка (кг/сут.) 
 ,
,
где V1 – расход воды на обмывку
одного вагона без использования моющего средства: 1,5 м3/вагон;
N – количество обмываемых
вагонов в сутки, штук;
С2
– концентрация взвешенных веществ в отработанной воде;
С1
– допустимая концентрация взвешенных веществ в оборотной воде, С1=75
г./м3;
α – доля
твёрдой фазы в осадке;
1000 – коэффициент
перевода в кг.
2.
Определить
количество воды теряемое с осадком, м3/сут.
ОС = Р1·(1-α)·10
−3,
где (1-α)
– доля воды.

3.
Определить
количество уловленных нефтепродуктов, кг/сут
 ,
,
где N – количество обмываемых
вагонов в сутки, штук;
С4
– концентрация нефтепродуктов в отработанной воде г/м3;
С3
– допустимая концентрация нефтепродуктов в отработанной воде
С3 =
20 г./м3;
β – доля
нефтепродукта в отводимой смеси;
1000 –
коэффициент перевода в кг.
4.
Определить
количество воды, теряемое с удаляемыми нефтепродуктами, л/сут.
НП = Р2 ·
(1-β),
где
(1-β) – для воды в уловленных нефтепродуктах.

5.
Определить
объём воды теряемой на унос и разбрызгивание при машинной обмывке подвижного
состава, м3/сут.
 ,
,
где К1
– коэффициент потерь воды на унос и разбрызгивание, 2%,
100 – перевод
процентов в долю.
6.
Определить
потери воды от испарения из моечной машины струйного типа, м3/сут.
 ,
,
где К2
– коэффициент на испарение воды, зависящий от времени года (0,2% для лета);
t1 – начальная
температура обмывочной воды, оС;
t2 – конечная температура
обмывочной воды, оС,
100 – перевод
процентов в долю
7.
Количество
солей, поступающее в оборотную воду без применения моющих растворов
(смытых с вагонов), г/сут рассчитывается по формуле:
m1 = C5 · V1∙N,
где С5 –
увеличение солесодержания оборотной воды (г/м3 ∙сут),
которое равно 10 г./м3 в сутки;

8.
Определить
массу солей, поступающую в оборотную воду при использовании моющих средств
(для смачивания вагонов), г/сутки.
Избыток
моющего раствора стекает в количестве 1/2 от наносимого количества его на вагон
(расход моющего средства-раствора составляет примерно 5 л на вагон).
m2 =1/2 · V1 · N ∙ С6 ·
α1 + m1,
где V1 – расход технического
моющего средства-раствора, л/вагон;
N – количество обмываемых
вагонов в сутки, штук;
С6
– концентрация моющего средства-раствора, г/л;
α1
– доля непрореагировавшего моющего раствора;
m1 – масса солей, смытых с
вагона, г/сутки.

Оставшаяся
часть ТМС находится на стенках вагона.
9.
Определить
солесодержание оборотной воды «Cх» без продувки контура
(П=0) и без применения моющего раствора из солевого баланса из
уравнениия (1).
(У+ОС+НП+П) ∙
Сх =(И+У+ОС+НП+П)∙Сдоб+Qдоп,
где У –
потеря воды от капельного уноса, м3/сут;
ОС – потеря
воды с удалённым осадком (нефтешламом), м3/сут;
НП – потеря
воды с выделенными нефтепродуктами, м3/сут;
И – потеря
воды от испарения, м3/сут;
Сдоб –
солесодержание добавочной воды, мг/л (г/м3);
Сдоб =
300, 500 и 1000 г./м3;
Qдоп = m1, это количество
поступивших в воду контура солей с обмывочной водой, г/сут.
Сдоп =
300 мг/л

Сдоп =
500 мг/л
Сдоп =
1000 мг/л
Сдоб=300,
500 и 1000 г./м3; Qдоп = m2 г/сут.
Сдоп =
300 мг/л

Сдоп =
500 мг/л

Сдоп =
1000 мг/л

Поскольку заключительной
стадией является домывка вагонов питьевой водой с температурой 60–800С,
то в этом случае солесодержание Сх в оборотном контуре допускается
до концентрации 3000–4000 г./м3. Поэтому объем продувки
рассчитывается, если Сх > или = 3000 г./м3.
Солесодержание
в оборотном контуре Сх > 3000 г./м3, поэтому нужна
подпитка.
При m1 = 1905 г./сут:
При m2 = 3953 г./cут:
Посчитать
процент продувки от объема воды в контуре.
11.
Определение
объема подпитки проводится по уравнению (2).
Рассчитать
процент подпитки от суточного потребления воды.
Qподп = 12,6+3,8+0,073+3,4 = 19,87 м3/сут
Затем
рассчитывается процент подпитки и продувки в общем объеме контура.
Общее
количество подпиточной воды не должно превышать 5%. Необходимо вычислить, что
оказывает большее влияние.
12.
Определить
дополнительную потерю воды за сутки, м3/сут.
Эта величина
рассчитывается как 6% от суточной подачи воды
Vсут = V1 · N, м3/сут.
Vсут=1,5 ∙ 127 = 190,5 м3/cут
6% от суточной
подачи воды составляет 11,43 м3/сут
Она оценивает
необходимое количество воды для компенсации объема ее потерь при
транспортировке в системе. При большем расходе воды в систему будет поступать
избыток, который приведёт к переливу воды в системе, т.е. неоправданный сброс в
канализацию.
Расход
потери моющих средств
В процессе
мойки вагонов происходит потеря ТМС.
13.
Определить
расход массы моющего средства (кг/вагон)
 ,
,
где С6
– концентрация необходимого моющего средства-раствора, г/л;
К3
– коэффициент возврата ТМС;
V2 – расход моющего
средства ТМС, л/вагон;
1000 –
пересчет в кг/вагон.
14.
Определить
суточный расход моющего раствора, м3/сут.
 ,
,
где m3 – расход массы моющего
средства, кг/вагон;
N – количество обмываемых
вагонов в сутки;
С6
– концентрация моющего раствора;
15.
Рассчитать
количество осадка в сборном баке моющего раствора, кг/сут.
 ,
,
где V3 – суточный расход
моющего раствора, м3/сут.,
С7 –
концентрация взвешенных веществ в собранном растворе, образовавшемся после
очистки, г/м3;
С1
– 75 г./м3 – норма содержания взвешенных веществ в оборотной воде;
α2
– доля твёрдой фазы в осадке, а (1-α2) – доля воды в осадке;
1000 –
коэффициент перевода в кг.
16.
Рассчитать
количество всплывающих нефтепродуктов в сборном баке, после мойки, кг/сут.
 ,
,
где V1 – суточный расход
моющего раствора, м3/сут.
С8 –
концентрация нефтепродуктов в собранном моющем растворе, г/м3.
С3 –
20 г./м3 – норма содержания нефтепродуктов в оборотной воде (в
растворе), г/м3;
γ – доля
нефтепродукта во всплывшем слое в собранном моющем растворе,
(1-γ) –
доля воды.
17.
Определить
количество моющего раствора, теряемое с удаляемым из бака осадком.
ОСМР
= P3 ∙ (1-α2)

18.
19.
Определить
количество моющего раствора, теряемое с нефтепродуктами.
НПМР
= P4 ∙ (1-γ),

20.
Определить
объём разбрызгивания моющего раствора при нанесении его с помощью сопел моечной
машины.
 ,
,
где V3 – расход моющего
раствора, м3/сут;
J1 – потери моющего
раствора при разбрызгивании, % (J=3%);
100 – перевод
в проценты.
21.
Определить
объём потери раствора от испарения при машинной обмывке вагонов.
 ,
,
где J2 – коэффициент, зависящий
от времени года, J2 = 0,2;
100 – перевод
в проценты.
ПМобщ
= ИМР + УМР + ОСМР + НПМР
ПМобщ
= 0,02+0,009+0,01+0,05 = 0,089 м3/сут
23.
Рассчитать
процент общих потерь моющего раствора от суточного расхода.
Суточный
расход моющего раствора V3 = 0,3 м3/cут, общие потери моющего
раствора ПМобщ.=0,089 м3/cут:

Выводы
1.
При
расчёте оборотного контура охлаждения компрессорных установок концентрация
солесодержания не превышает 2000 мг/л, поэтому продувку контура производить не следует.
Количество подпиточной
воды превышает 5% и составляет 7,79%.
Исходя из
расчётных данных, необходимо дать рекомендации главному механику по восстановлению
герметизации, т. к. испарение воды даёт больший вклад.
2.
При
расчёте оборотного контура обмывки щелочным моющим раствором деталей и узлов
подвижного состава концентрация солесодержания не превышает 7000 мг/л, поэтому
продувка не проводится.
Количество
подпиточной воды превышает 5% от циркулирующей в системе и составляет 9,02%,
из-за загрязнения нефтепродуктами.
Рекомендуется
отделу главного механика увеличить количество очистных работ оборотного контура.
3.
При
расчёте обмывки вагонов концентрация солесодержания превысила 3000 мг/л,
поэтому необходимо провести продувку.
Подпитка
превысила 5% и составила 10,4%, поэтому необходимо рекомендовать отделу
главного механика проверить работу градирны, т. к. испарение имеет больший
вклад.
Суточные
потери ТМС составили 30%, поэтому главному инженеру необходимо подобрать
помещение и оборудование для оптимального хранения моющих средств.
СПИСОК
ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ
1. Зубрев Н.И., Байгулова Т.М., Зубрева Н.П. Теория
и практика защиты окружающей среды. – М.: Желдориздат, 2004.
2. Зубрев Н.И., Журавлёв М.А. Методические
указания. – Москва 2008.