Морфологический анализ шлифовального станка
1 Общие сведения
1.1
Назначение
шлифовальный
станок агрегат абразивность
Шлифовальные станки
применяются для чистовой обработки деталей шлифовальными абразивными кругами,
снимающими с поверхности детали тонкий слой метала или другого материалла. На
шлифовальных станках можно обрабатывать плоские, цилиндрические наружные и
внутренние поверхности, шлифовать зубья шестерен, затачивать различные
инструменты и т. д. Шлифовальные станки получили широкое распространение во
всех отраслях промышленности в качестве станков общего и специального
назначения. Шлифование используется для обработки и сглаживания поверхности
твёрдых и хрупких материалов.
Виды шлифования
Машинное шлифование:
- плоское шлифование —
обработка плоскостей и сопряжённых плоских поверхностей;
- круглое шлифование —
обработка цилиндрических и конических поверхностей валов и отверстий;
- бесцентровое шлифование
— обработка в крупносерийном производстве наружных и внутренних поверхностей
(валы, обоймы подшипников и др), наружные поверхности, в том числе сложные
профили;
- резьбошлифование;
- зубошлифование,
шлицешлифование.
Ручное шлифование:
- шлифование лентой
криволинейных профилей, например шлифование лопаток турбин;
- шлифование свободным
абразивом на плоской поверхности.
1.2 Описание
современной конструкции
В станках, работающих по
циклу, движения должны совершаться автоматически в определенной
последовательности по выбранной кинематической схеме. Каждая кинематическая
цепь станка имеет свое строго определенное функциональное назначение. Шлифовальные
станки для обычных и специальных работ, независимо от их конструктивных особенностей,
имеют следующие общие основные типовые узлы и механизмы:
- станину, служащую
основанием для всех узлов станка. В станине расположен привод
возвратно-поступательного перемещения стола и органы управления станком; -
стол, установленный на станине станка, который может совершать
возвратно-поступательное и круговое движение, что обеспечивает продольную и
круговую подачу детали. Привод стола обычно гидравлический;
- переднюю бабку,
расположенную на столе станка и пред назначенную для установки и передачи
вращения детали. Электропривод вращения обрабатываемой детали располагается в
корпусе бабки;
- заднюю бабку,
установленную на столе и поддерживающую второй конец детали при обработке ее в
центре;
- шлифовальную бабку,
расположенную на станине. На шпинделе этой бабки устанавливают шлифовальный
круг, который вращается от специального электропривода;
- электрооборудование,
гидрооборудование;
- панель управления, на
которой собраны все механизмы управления станком.
Перечисленные узлы, кроме
передней и задней бабок, имеются в шлифовальных станках всех типов. Передняя и
задняя бабки применяются лишь на круглошлифовальных и шлицешлифовальных
станках. На внутришлифовальных станках имеется только передняя бабка, а на
плоскошлифовальных станках переднюю и заднюю бабки заменяет стол.
Отдельные типы
шлифовальных станков имеют дополнительные, присущие только им, узлы. Так, на
бесцентрово-шлифовальных станках для установки детали в рабочую позицию
применяется опорный нож, а для вращения ее — ведущий круг.
1.3
Наиболее
известные разновидности шлифовальных станков
- Круглошлифовальные
используются для обработки цилиндрических и конических поверхностей гладких и
ступенчатых заготовок, установленных на неподвижных центрах. Заготовки перед
шлифованием проходят обработку, позволяющую получить достаточно точные их форму
и размеры, и для шлифования оставляется небольшой припуск, обычно измеряемый
десятыми долями миллиметра. Примерами круглошлифовальных станков являются
модели ЗЕ12, ЗА141, ЗА172 и др. Внутришлифовальные используются для
окончательной обработки цилиндрических и конических отверстий, как сквозных,
так и глухих. Примерами этих станков служат модели 3K225В, ЗА228П, ЗА230 и др.
В ряде случаев одновременно с отверстием на этих станках могут обрабатываться и
торцы заготовок.
- Обдирочно-шлифовальные
станки обычно работают на более жестких режимах и предназначаются для глубокой
зачистки труднообрабатываемых элементов заготовок, полученных литьем, сваркой,
штамповкой (заусенцев, швов, неровностей и т. п.). Их применяют также для
обработки заготовок из неметаллов, например при изготовлении шлифовальных
кругов и т. п.
- Плоскошлифовальные
станки применяют для обработки плоскостей. Эти станки могут работать торцом или
периферией круга, а заготовки устанавливаются на вращающемся круглом столе или
возвратно-поступательно перемещающемся прямоугольном столе. Специализированные
шлифовальные станки, для плоского шлифования направляющих станков, отличаются
повышенной точностью обработки и используются для заточки различного металлорежущего
инструмента (резцов, слесарного инструмента, сверл и т. п.) и многих других
работ. Универсально-заточные позволяют затачивать многолезвийный инструмент, а
заточные станки служат для заточки соответственно резцов, сверл и червячных
фрез.
- Притирочные и
полировальные. Применяют для изготовления шлифов при металлографических
исследованиях и используют для доводки при бесцентровой обработке. Полировальные
станки позволяют получать заготовки с весьма малой шероховатостью поверхности,
а притирочные обеспечивают, кроме того, высокую геометрическую и размерную
точность. Для достижения высокой герметичности соединения применяют также
притирочные работы и станки. Ленточно - шлифовальные станки, отличаются высокой
производительностью, высоким качеством обработки, прост в обращении. Наиболее
распространённый тип шлифовальных станков.
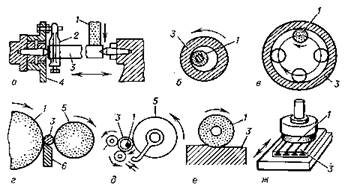
Рис. 1 - Схемы работы
шлифовальных станков:
а — круглошлифовального; б — внутришлифовального; в — внутришлифовального
планетарного; г — бесцентрово-шлифовального; д — бесцентрового
внутришлифовального; е — плоскошлифовального, шлифующего периферией круга; ж —
плоскошлифовального, шлифующего торцом круга; 1 — шлифовальный круг; 2 —
хомутик; 3 — обрабатываемая деталь; 4 — патрон; 5 — ведущий круг; 6 — опорный
нож.
2. Результаты
патентного поиска
В результате поиска было
найдено множество вариантов конструкции шлифовальных станков. Среди них
хотелось бы отметить ленточно - шлифовальный станок, так как он является самым
распространённым.
Ниже предоставлены 4
патента относящихся к данному типу станков ( копии патентов прилагаются ):
(11)982875; (19)SU(11)1335431
А1; (11)564949; (19)SU(11)1569192 А1
На основании
рассмотренных патентов можно сделать вывод, о том, что развитие шлифовальный
станков осуществляется в направлении повышения качества обрабатываемой
поверхности, износостойкости абразивной ленты, увеличении производительности
агрегата.
Рассмотрим подробнее
каждый из предоставленных патентов.
(11)982875
Изобретение относится к
шлифованию сложных поверхностей с двух сторонним абразивным покрытием.
Недостатком устройства является то, что при шлифовании мала площадь охвата
изделия шлифовальной лентой, обработка ведётся малыми участками, что снижает
производительность. Целью данного изобретения является повышение
производительности при шлифовании поверхностей двойной кривизны. Поставленная
цель достигается тем, что копирный элемент устанавливается на участке разворота
лент, а защитная лента вне зоны обработки развёрнута в обратном направлении.
Такое выполнение устройства позволяет увеличить производительность, за счёт
увеличения площади охвата детали шлифовальной лентой.
(19)SU(11)1335431 А1
Изобретение относится к
области ленточного шлифования и ставит целью повысить качество шлифования и
расширить технологические возможности обработки за счёт обеспечения
двусторонней обработки изделий.
Устройство для ленточного
шлифования, выполненное в виде транспортерной ленты и установленных над ней
ленточно-шлифовальных головок с прижимными утюжками на каждой из них
отличающиеся тем , что, с целью повышения качества и расширения технологических
возможностей за счёт двусторонней обработки изделий. Устройство снабжено
установленным под первым транспортером и параллельно ему дополнительным
транспортером с расположенными на нем шлифовальными головками.
(11)564949
Изобретение относится к
области ленточного шлифования. При шлифовании известными способами в зоне
резания возникают высокие контактные температуры. Титан и его сплавы при
высоких температурах приобретают высокую химическую активность, в частности
вступают в реакции и поглощают кислород и азот из воздуха. Такие окислы снижают
пластическую стойкость металла, и способность противостоять вибрационным
нагрузкам. Между тем титан и его сплавы применяются для изготовления особо
точных и ответственных деталей современных машин, по этому необходимо избежать
вредных химических реакций. С другой стороны окислы титана и сплавов обладают
высокой твёрдостью что снижает продолжительность работы шлифовальной ленты.
Целью изобретения
является повышение эффективности охлаждения в процессе шлифования. Указанная
цель достигается тем, что шлифование производят в среде, состоящих из двух
слоёв, взаимно не растворимых. Например водяного раствора охлаждающей жидкости
и малса, причём деталь помещают в слое с водяным раствором.
(19)SU(11)1569192 А1
Изобретение относится к
станкостроению, а именно к способам ленточной шлифовки. Целью изобретения
является повышение стойкости абразивной ленты и обеспечение стабильности
качества обрабатываемого изделия. Система абразивной ленты установлена на
вращающейся планшайбе и содержит абразивную ленту, надетую на барабаны и
контактирующую с контактным и натяжным роликами. Планшайба совершает встречное
вращательное движение относительно вращения обрабатываемой детали. Абразивную
ленту медленно перематывают с барабана на барабан со скоростью, подобранной
таким образом, что бы участок абразивной ленты при обработке дано детали
износился полностью. Это приводит к тому, что обработку следующей детали лента
начинает свежим участком, который так же к концу обработки снашивается. По мере
износа ленты интенсивность обработки падает, но при этом повышается чистота
обрабатываемой поверхности. Скорость подачи ленты зависит от свойств
обрабатываемой детали. Способ осуществляется следующим образом. Обрабатываемой
детали сообщают вращение и продольное перемещение. Систему абразивной ленты
вращают вокруг оси обрабатываемой детали, а ленту перематывают с одного
барабана на другой. При этом скорость перемотки ленты меньше скорости вращения
системы абразивной ленты. Стойкость при этом повышается в 5-8 раз, в
зависимости от обрабатываемого материала.
3. Морфологический
анализ
Краткие сведения о
методе
Морфологический анализ –
пример системного подхода в области изобретательства. Метод разработан
известным швейцарским астрономом Ф. Цвикки. Благодаря этому методу ему удалось
за короткое время получить значительное количество оригинальных технических
решений в ракетостроении.
Для проведения
морфологического анализа необходима точная формулировка проблемы, причем
независимо от того, что в исходной задаче речь идет только об одной конкретной
системе, обобщаются изыскания на все возможные системы с аналогичной структурой
и в итоге дается ответ на более общий вопрос.
Морфологический анализ
шлифовального станка
Применительно к
шлифовальным станкам морфологические признаки могут быть следующими: А –
обрабатываемый материал, по степени трудности обработки; Б – абразивный
инструмент в зависимости от твёрдости; В – абразивный инструмент в зависимости
от величины шлифзерна; Г - Рабочий инструмент; Д – фиксация детали; Е – наличие
охлаждения контактной зоны; Ж – автоматизация агрегата.
Каждая характеристика
(параметр) обладает определённым числом различных независимых свойств. Так,
·
обрабатываемый
материал, по степени трудности обработки А1- Легко поддающийся обработке; А2 -
Нормально обрабатываемый; А3 - Трудно обрабатываемый
·
абразивный
инструмент в зависимости от твёрдости: Б1 – Сверхтвердый; Б2 – Твёрдый; Б3 –
Мягкий
·
абразивный
инструмент в зависимости от величины шлифзерна: В1 – Грубый; В2- Средний; В3 –
Тонкий; В4 - Особо тонкий (полирующий инструмент)
·
рабочий
инструмент: Г1 - Шлифовальная лента; Г2 - Эльбовый круг; Г3- Алмазный
инструмент; Г4 - Наждачный камень
·
фиксация детали:
Д1- Магнитными плитами; Д2 – Прижимами; Д3- Не фиксируется
·
наличие
охлаждения контактной зоны: Е1 – охлаждающая жидкость; Е2 - обдув воздухом; Е3-
нет охлаждения
·
автоматизация
агрегата: Ж1- Полная автоматизация цикла; Ж2 - Частичная автоматизация; Ж3 -
Цикл не возможен без постоянного присутствия человека.
Полученная таблица
называется морфологическим ящиком, который изучается с целью извлечения из него
различных вариантов оправок прошивных станов.
Морфологический ящик
может быть представлен в виде морфологической матрицы, которая в данном случае
имеет вид:
А1 А2 А3
Б1 Б2 Б3
В1 В2 В3 В4
Г1 Г2 Г3 Г4
Д1 Д2 Д3
Е1 Е2 Е3
Ж1 Ж2 Ж3
Каждый вариант из этой
матрицы представляет собой комбинацию из семи морфологический признаков.
Таблица 1 –
Морфологический ящик
|
Индекс признака
|
Морфологический признак
|
Варианты
|
|
1
|
2
|
3
|
4
|
|
А
|
Обрабатываемый материал, по степени трудности обработки
|
Легко поддающийся обработке
|
Нормально обрабатываемый
|
Трудно обрабатываемый
|
|
|
Б
|
Абразивный инструмент, по твёрдости
|
Сверхтвердый
|
Твёрдый
|
Мягкий
|
|
|
В
|
Абразивный инструмент, по величине шлифзерна
|
Грубый
|
Средний
|
Тонкий
|
Особо тонкий (полирующий
инструмент)
|
|
Г
|
Рабочий инструмент
|
Шлифовальная лента
|
Эльбовый круг
|
Алмазный
инструмент
|
Наждачный камень
|
|
Д
|
Фиксация детали
|
Магнитными плитами
|
Прижимами
|
Не фиксируется
|
|
|
Е
|
Наличие охлаждения контактной зоны абразива и детали
|
охлаждающая жидкость
|
обдув воздухом
|
нет охлаждения
|
|
|
Ж
|
Автоматизация агрегата
|
Полная автоматизация цикла
|
Частичная автоматизация
|
Цикл не возможен без постоянного присутствия человека
|
|
4. Анализ полученных
вариантов
Среди всего многообразия
возможных вариантов следует отметить следующие: А3 Б1 В3 Г4 Д2 Е1 Ж2, А1 Б2 В2
Г2 Д3 Е3 Ж3, А2 Б2 В4 Г1 Д1 Е2 Ж1.
Рассмотрим приведенные
сочетания.
А3 Б1 В3 Г4 Д2 Е1 Ж2:
Шлифовальный станок, для труднообрабатываемых поверхностей, с сверхтвёрдым
абразивным инструментом, тонкой обработки, абразивный инструмент – алмазный,
деталь фиксируется прижимами, с частичной автоматизацией. Это сочетание
позволит проводить обработку труднообрабатываемых поверхностей, как титан, за
счёт наличия охлаждения, и сверхтвёрдого инструмена. Фиксация прижимами
позволит крепко закрепить деталь, что повысит точность обработки. А величина
шлифзерна абразива позволит получать гладкие поверхности.
А1 Б2 В2 Г2 Д3 Е3 Ж3:
Шлифовальный станок, для обработки легкообрабатываемых поверхностей, например
древесины, с твёрдым абразивным инструментом, средней величины шлифзерна, в
виде эльбового круга, без фиксации , охлаждения и автоматизации. Это простой в
обращении деревообрабатывающий станок, с помощью которого можно получать
изделия из древесины. Отсутствие охлаждения и автоматизации никак не повлияет
на процесс, однако понизит себестоимость станка.
А2 Б2 В4 Г1 Д1 Е2 Ж1:
Шлифовальный станок, для обработки материалов средней сложности обработки, с
мягким абразивом, с рабочим инструментом – шлифовальной лентой. Фиксация детали
магнитными плитами. Станок имеет воздушное охлаждение и возможна полная
автоматизация цикла. Наличие особо тонкого инструмента позволит полировать
детали с высокой степенью точности и качества поверхности, шлифовальная лента
позволяет достичь высокой продуктивности агрегата. Наличие охлаждение так же
положительно влияет на точность и состояние поверхности, так как не допускает
перегрева. А возможность автоматизации делает этот станок не заменимым в
области машиностроения, где обработка деталей ведётся в промышленном объеме.
Так же фиксация детали магнитными плитами происходит очень быстро и удобно в
отличии от зажимов.