Высокотемпературное коксование углей
Санкт-Петербургский Государственный Технологический Институт
Кафедра: Технологии нефтехимических и углехимических
производств
Факультет: Технологии органического синтеза и
полимерных материалов
Реферат
Тема: Высокотемпературное
коксование углей
Выполнил:
Шеков А.П.
Проверил:
Розенталь Д.А,
С.-Петербург
2007
Введение
Высокотемпературное коксование углей в мире, имеет
главенствующее значение в области переработки твёрдых горючих ископаемых. И это
естественно связано с тем, что кокс, как неотъемлемая часть, используется в
производстве стали и чугуна, из которых соответственно делают все металлические
детали. А это является основой всего, что человек создаёт, для того чтобы жить.
Отсюда вытекает назначение этого процесса: получить высококачественный кокс, а
также наряду с ним, другие углеводороды (фенолы, бензол, смолу, коксовый газ)
из твёрдых горючих ископаемых, с помощью высоких температур (до 11000С)
и без доступа воздуха в коксовых печах или коксовых батареях.
Для проведения такого сложного процесса, нужно четко
знать и соблюдать его параметры. Поддерживать высокую температуру в камере
коксования, за счёт сжигания отопительных (коксовых или дымовых) газов. А так
же учитывать определенную последовательность выгрузки готового кокса, в том
плане, чтобы одновременно не разгружались две соседние камеры коксования, для
поддержания более или менее стабильной температуры отопительных простенков и
предотвращения их разрушения. Из параметров, можно ещё указать на своевременную
выгрузку готового кокса и загрузку сырья (шихты), которая тоже должна отвечать
определённым требованиям. Шихта – это оптимальная смесь из коксующихся углей,
которая содержит в себе определённое соотношение витренита и фюзенита
(компоненты, отвечающие за спекаемость). И для приготовления шихты необходимо
создать (усреднить) смесь из углей разной спекаемости. Этот процесс проводят на
местах хранения углей. С помощью грейфера набирают определённую марку угля и
далее краном, тонко и равномерно рассыпают по полю из другой марки угля.
Операцию повторяют многократно, тем самым получая многослойный «пирог» или
штабель – это сумма тонких слоёв из разных марок углей. При взятии угля из
штабеля грейфер погружается на большую глубину и таким образом осуществляется
хорошее усреднение.
Практически, сейчас приходится решать проблему
создания кокса, заданного качества, из имеющегося на складе сырья. И это
решение затрудняется вследствие ограниченного количества хорошо спекающихся
углей.
Технологическое
оснащение процесса
Данный
высокотемпературный процесс осуществляют на современных коксохимических
заводах, в коксовых печах, которые состоят из камер коксования обогревательных
простенков. Если они стоят на одном фундаменте, и работают в одном режиме, то
всё вместе это называют коксовой батареей.
Пример
такой батареи приведён на рисунке 1:
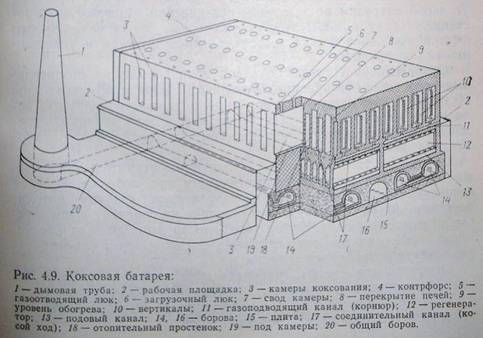
Из
рисунка видно, что батарея состоит из камер коксования и отопительной системы. У
камеры имеется по три загрузочных люка, для загрузки шихты, и по два газоотводящих,
для отвода летучих продуктов (в печах иностранного производства возможны
вариации). Сторону батареи, вдоль которой движется коксовыталкивающая машина,
называют машинной стороной, а противоположную, на которую выдаётся кокс –
коксовая сторона. Ширина всей камеры не одинакова: она увеличивается от
машинной стороны к коксовой соответственно. Эта особенность сделана для того,
чтобы облегчить выгрузку (выталкивание) коксового пирога из камеры. В
зависимости от конструкций печей, размеры камер могут колебаться по длине и
ширине. В длину от 12 до 17(м), и ширину от 407 до 480(мм) соответственно.
Отметим,
что заполнение коксовой камеры проводят не доверху, а оставляют около 300мм под
сводом. Это пространство нужно для выхода парогазовых продуктов. Кроме того,
при коксовании происходит усадка шихты, около 5 – 15%. Тогда возможно, если
обогрев простенка будет выше высоты угольной загрузки, то подсводовое
пространство будет перегреваться, что ухудшит прочность кладки и свойства
кокса. Высоту и длину коксовой камеры имеет смысл увеличивать, из расчета на
увеличение угольной загрузки и соответственно производительности. Однако высота
ограничена равномерностью прогрева шихты и физической прочности кладки печи. А
длина печи из-за возможности смятия коксового пирога и усложнения конструкции
выталкивателя.
Обогрев
печи. Отопительная система состоит из отопительных простенков,
газораспределительной зоны и регенераторов. Функция отопительной системы самая
главная – это, подвести отопительный газ в зону горения, передать тепло
загрузке и отвести продукты горения. Схема приведена на рисунке 2:
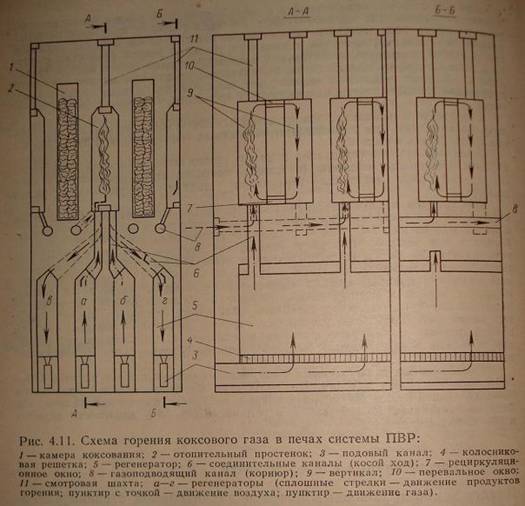
Рис.
2
В
этой системе (ПВР), вертикалы работают попарно и переменно. Простенок делится
на пары вертикалов, из которых один работает на нисходящем потоке газов, а
другой – на восходящем. Примерно через каждые 20 минут потоки меняются на
противоположные. Это сделано для того, чтобы равномерно прогревать простенок,
который сделан из огнеупорного материала (кирпича). Сторона простенка,
соприкасающаяся с угольной загрузкой, называется рабочей, а противоположная
сторона – огневой. В отопительном простенке, за счёт горения, образуется факел,
который может быть короче или длиннее, в зависимости от интенсивности подачи
газа и использования рециркуляционного окна. С помощью этого окна происходит
подсос отработанных газов в факел горения, уменьшая концентрацию кислорода и
тем самым вытягивая пламя. В отопительный простенок одновременно поступают газ
и воздух, из газораспределительной зоны. В этой зоне расположены
распределительные каналы коксового или другого богатого газа – корнюрная зона(8).
И каналы, по которым подаётся обеднённый газ (доменный или генераторный) –
косые ходы(6). Ниже корнюров расположены регенераторы (а-г), представляющие
собой узкие камеры, в которых в определённом порядке уложен кирпич, так чтобы
увеличить поверхность теплообмена. Они предназначены для использования тепла,
выходящего вместе с дымовыми газами из отопительных простенков и нагревания
обеднённого газа с воздухом. Под регенераторами, прямо на плите, расположены
подовые каналы (3). По ним движется воздух, который через колосниковую решётку
(4) поступает прямо в регенератор. Основными требованиями к этой конструкции
являются: создание герметичности между стеной, разделяющей газовые потоки на восходящий
(топочные газы) и нисходящий (дымовые) потоки, и зону с коксующейся загрузкой.
Кроме
этой системы обогрева, существуют ещё несколько видов, например, с парными
вертикалами и рециркуляцией (системы ПК-2К и ПК-2КР) отработанных газов через
перекидной канал. Печи с групповым обогревом: собирают сгоревший газ в горизонтальный
сборный канал и отправляя его в группу противоположных вертикалов. Так же
существуют печи с нижним подводом тепла. Главное отличие заключается в том, что
богатый газ через специальные металлические патрубки, заложенные при
строительстве, проходит в газоподводящие каналы – дюзы, находящиеся в стенках
регенераторов, а из них через горелки с отверстием выходит в вертикалы. Это
позволяет точно дозировать подвод тепла не только к каждому отопительному
простенку, но и к каждому вертикалу. Есть печи с иным подводом тепла, а именно,
с внешним подогревом, предназначенные для коксования крупнокускового
слабоспекающегося или неспекающегося угля или получения металлургического кокса
из сланцев. Отопительный простенок здесь может быть разделён перегородками, как
на вертикалы, так и на горизонталы. Остальные системы обогрева не значительно
отличаются от уже изложенных.
б) Для
осуществления бесперебойного процесса коксования нужно специальное оборудование,
обеспечивающее работу коксовой батареи. Она обслуживается коксовыталкивателем,
двересьёмной машиной с коксонаправляющей и загрузочным вагоном. Кроме того
имеется тушильный вагон с тягачом, для транспортировки кокса на охлаждение. Назначение
этого оборудования заключается в обеспечении выполнения операций по загрузке
шихты, выдаче и приёмке коксового пирога и транспортирование его в тушильное
устройство. На схеме видно оборудование, которое используется для обслуживания
печи (рис. 3):
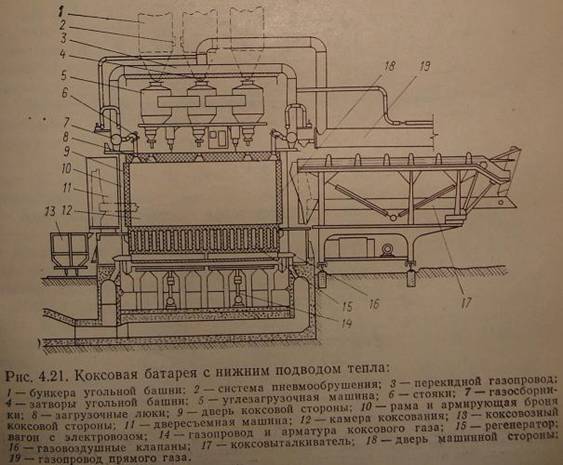
Рис.
3
Углезагрузочная
машина (5) передвигается по верху батареи на рельсах и используется для
загрузки шихты в печь, при опорожнении её от коксового пирога. При этом очищает
стояки от нагара и подаёт инжекцией воду для устранения пыли. Схема на рисунке
4:

Рис.
4
Коксовыталкиватель
(17) предназначен для извлечения (выталкивания), с помощью выталкивающей
штанги, готового коксового пирога из печи в коксовозный вагон (13), с тягачом. Коксовыталкиватель
также перемещается по рельсам, проложенным вдоль машинной стороны батареи. Он
снимает дверь коксовой камеры, выдавливает кокс, потом с помощью специального
устройства очищает дверь от смолы и графита, образовавшегося при коксовании, и устанавливает
дверь обратно. В период загрузки коксовыталкиватель специальным устройством -
планирной штангой (3), разравнивает шихту в камере коксования. Схема
коксовыталкивателя приведена на рисунке 5:

Рис.
5
Двересъёмная
машина с коксонаправляющей, предназначены для обслуживания коксовой стороны. Они
расположены на отдельных тележках и связанных между собой шарнирной сцепкой.
Двересъёмная машина является ведущей. Сняв дверь, корзина коксонаправляющей
вставляется в проём камеры коксования. После выдачи кокса корзина возвращается
назад и двересъёмная машина с коксонаправляющей получают возможность работать
дальше или везти кокс на тушение.
Для
сохранности коксовых печей и поддержания её в рабочем состоянии применяется так
же специальное оборудование, имеющее название – анкераж. В состав оборудования
анкеража входят анкерные колоны (1), брони (2) и рамы печных камер, пружины (6),
анкерные болты (5,7), броневые листы (4), анкерные стяжки. Основная задача
анкеража – сохранение и предотвращение деформации кладки в процессе работы
батареи. Схема анкеража соответственно разобрана на рисунке 6:
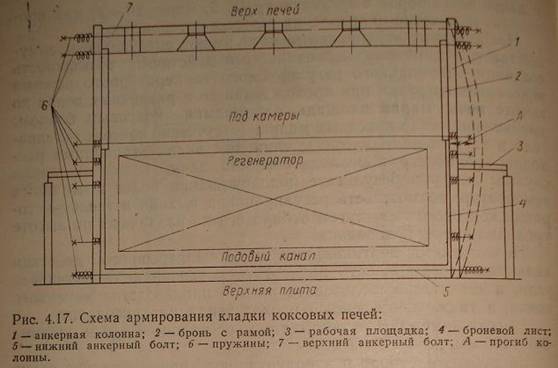
Рис.
6
Всё
перечисленное оборудование является основным, поэтому возможны модификации и
дополнения. Поэтому проводить обзор бессмысленно. Перейдём к следующему не
маловажному вопросу, связанному с продуктами коксования.
Характеристика
продуктов высокотемпературного коксования
Одновременно
с коксом в процессе образуется ряд жидких и газообразных продуктов: фенолы,
бензолы, смолы, коксовый газ, а так же не значительное количество NH3 и H2S, имеющие большое значение в
химической промышленности. Выход которых на массу угля составляет: 13-15%
(330-380 м3/г массовых) - газы, 3-5% - смола, сырой бензол или
газовый бензин – 0.8-1.1%. Выделившийся коксовый газ является высококалорийным,
благодаря значительному содержанию метана CH4 (25-28%) и Н2 (60-85%). В смоле присутствуют от 1
до 3% фенолов, которые представлены в основном простейшими производными фенола,
крезолами и не значительным содержанием ди- и три - метил-фенолами. Кроме этого
в смоле содержится 7-12% нафталина и 3-4% органических оснований, производных
пиридина. Сырой бензол состоит из ароматики - 80-88%, олефинов (10-15%),
насыщенных углеводородов (2-5%), а так же сернистых соединений (сероуглерода,
тиофена и его производных). А выход летучих продуктов и их состав зависит от
качества угольного сырья и режимов коксования.
Для
характеристики главного продукта – кокса, определяют его химические,
физико-химические и физико-механические свойства. К физическим свойствам
относятся: плотность, пористость, микроструктура, прочность, электропроводность
и теплопроводность. Истинная плотность кокса зависит от шихты и конечной
температуры нагревания. Чем больше конечная температура шихты, тем больше
истинная плотность кокса. Электропроводность зависит от сырья, скорости и
конечной температуры. Чем ниже степень метаморфизма, выше скорость и меньше
температура коксования, тем больше электропроводность кокса. Теплоёмкость
увеличивается при повышении конечной температуры и уменьшении зольности.
Теплопроводность кокса также зависит от зольности и от его структуры.
Химические свойства кокса – это влажность, выход летучих, зольность, содержание
серы, фосфора, углерода, водорода, кислорода, азота и др. элементов, а так же
теплота его сгорания. Влажность зависит от методов охлаждения. Содержание золы
напрямую зависит от зольности исходного угля. Сера, содержащаяся в коксе,
отрицательно влияет на процессы, в которых он участвует. Выход летучих зависит
от конечной температуры и колеблется от 0.7 до 3%. Теплота сгорания зависит от
его элементного состава и зольности. К физико-химическим свойствам относят
реакционную способность. Определяют её в основном с помощью реакции
восстановления СО2:
С +
СО2 = 2СО -+ 160.1 кДж/моль
Эта
способность зависит от метаморфизма угля, скорости и конечной температуры
коксования. Чем ниже метаморфизм, тем выше реакционная способность. А увеличение
температуры приводит к снижению этой способности. Под физико-механическими
свойствами представляют гранулометрический состав (равномерность всех зёрен) и
прочность кокса. Также важным показателем качества кокса является его
трещиноватость. Различают общую, продольную и поперечную трещиноватость,
которая оценивается по числу и длине трещин куска. Прочность кокса, одно из
наиболее важных показателей качества, оно имеет большое значение для
определения его пригодности. В настоящее время одного метода, который бы
позволял оценить качество по одному параметру, поэтому пользуются отдельными
параметрами характеристиками кокса. В итоге нужно получить кокс с хорошей
прочностью, минимальной влажностью, оптимальной реакционноспособностью и
теплопроводностью (учитывая все остальные параметры), но это «палка на двух
концах», т.к. не достичь одновременно всех оптимальных показателей.
Заключение
В
заключение, можно описать основной режим работы механизмов коксовой батареи для
получения кондиционной продукции. Изначально, необходимо как можно лучше
размельчить уголь, для шихты. После, перед загрузкой шихты в печь, желательно её
подогреть, для уменьшения времени процесса коксования. Обогрев крайних печей
нужно вести интенсивней, для избежание падения температуры и укрупнения кусков
кокса. Выгрузку готового продукта, тоже ведут по определённому принципу
(графику). А именно, кокс выгружают из печей в таком порядке, чтобы
одновременно не разгружались две соседние печи, были на середине процесса. Это
делается для поддержания температуры в печи и сохранения прочности кладки. В
общем виде серийность выдачи можно записать в виде m-n, где m- число печей, расположенных между
печами, выдающими кокс и n-интервал
между печами, выдающими кокс. Наиболее распространённые серийности 9-2, 2-1 и
5-2. Расчёты показывают, что разница во времени между серединой коксования и
фактическим временем, прошедшем от начала коксования при серийности 9-2
составляет 2-2.5ч, 2-1 – около 1.5ч, и для 5-2 до 3.2ч. Отсюда следует, что
оптимальный режим – 2-1, которую и применяют на новых батареях. Для соблюдения
оптимальной серийности и постоянства коксования во всех печах строят поминутный
график выдачи, который делают либо непрерывным, либо циклическим. Достоинством
циклического графика является, что время оборота печи разбивается на рабочую и
ремонтную части. Выдача, после остановки, всегда должна начинаться с той же
печи, с которой начали, и в рабочую часть цикла должен быть извлечён весь кокс
из всех печей, независимо от серийности. При этом режиме также можно
планировать время остановок работы коксовых машин, проводить ремонт и
диагностику их поломок. Работая по этому графику, не нарушается период
коксования ни в одной печи.
Список
литературы
1. Справочник по химии и технологии
твёрдых горючих ископаемых / под ред. А.Н. Чистякова. СПб: изд. комп. «Синтез».
1996.
2. Химическая технология твёрдых горючих
ископаемых / под ред. Г.Н. Макарова и Г.Д. Харламповича. М: Химия. 1986.
3. Курс лекций по спец. курсу. Д.А.
Розенталь.