Проведение монтажно-сборочных работ основных узлов оборудования
Лабораторная
работа №5
Проведение
монтажно-сборочных работ основных узлов оборудования
1.Цель
работы: освоить порядок выполнения сборки валов, зубчатых передач, соединительных
муфт. Приобрести навык по проведению сборочных работ.
2.Оборудование
и инструмент: насосная станция: насос и электродвигатель, соединительная муфта,
гаечные ключи 17×19, 14×17, 12×14, щупы, индикатор часового
бланка, штангенциркуль, уровень.
Порядок
выполнения работы
1. Перед
сборкой валов и сидящих на них полумуфт с помощью шпоночных соединений,
проверить качество поверхности собираемых деталей устраняют забоины, заусенцы и
задиры.
2. Произвести
сборку валов и полумуфт, замерить зазор между верхней гранью шпонки и
основанием паза занесены в таблицу 2.
3. Проверить
прилегание пальцев к поверхности отверстия в полумуфте и занести в таблицу 2.
4. Проверить
горизонтальность ведомого вала, насоса и вала электродвигателя, которые будут
соединены посредством муфты, при помощи прокладок установить горизонтальность.
5. Центровку
полумуфт выполняют с помощью угольников, линейки или поворотных приспособлений.
Зазоры проверяют в каждом из 4-х положений вала(90,180,270) по направлению
вращения вала насоса. В каждом положении проводят по одному замеру радиального
зазора(по окружности полумуфт) и четыре замера осевого зазора(между торцевыми
плоскостями полумуфт) в диаметрально противоположных точках.
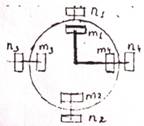
n1 +n2=n3+n4
m1+m2=m3+m4
n1 -
n4 –радиальные
размеры, мм
m1 -
m4 –
осевые зазоры.
Величина
смещения опор вала при его центровке:
Х=
mb/Д, (мм)
где
m = m1-m2
-
разность торцевых зазоров в выбранной плоскости, мм;
b - расстояние между осями опор, мм.
Д-диаметр
полумуфты;
Смещение
полумуфты центробежного вала:
Y=XH/L
(мм);
Где
H –расстояние от торца полумуфты до
оси ближайшего подшипника, мм
Допускаемые
отклонения при сборе муфт приведены в таблице 1.
Таблица
1.- Допуски на сборку муфт.
|
Муфта
|
Диаметр
муфты, мм
|
На
перекос на 100 мм длины
|
На
параллельное смещение
|
|
Жесткая
|
100-300
300-500
|
0,08
0,12
|
0,1
0,2
|
|
Пальцевая
|
100-300
300-500
|
0,02
0,02
|
0,05
0,1
|
|
Сцепная
|
100-300
300-500
|
0,01
0,01
|
0,03
0,04
|
Рассмотрим
пример центровки валов с допускной несоосностью, при этом следует определить
величины необходимых перемещений опор валов в вертикальной и горизонтальных
плоскостях. При повороте на 0, 90, 180, 270 градусов измеряют радиальные и
осевые зазоры. Вычисленные средние значения из четырех измерений заносят в
таблицу 2.
Относительное
смещение оси вала 2:
В
вертикальной плоскости:
Ау=
В
горизонтальной плоскости:
Ах=
Излом
осей валов 1и2 соответственно равны:
Ву=
Вх=
Для
устрашения смещения оси вала 2 в вертикальной плоскости надо переместить опоры
1 и 2 по вертикали на величину Ау т.е. на 0,11мм, аналогично для
устрашения смещения оси вала 2 в горизонтальной плоскости надо переместить
опоры 1 и 2 по горизонтали на величину Ах=0.15мм.

Схема
центровки насосных валов:
а,б
- проекции на вертикальную(у) и горизонтальную (х) плоскость;
в
– формуляр средних значений радиальных(а) и осевых (в) зазоров;
Из
рассмотрения треугольников KN1M1
и K2M2
следует, что для устранения излома осей валов 1 и 2 в вертикальной плоскости
опору 2 надо переместить по вертикали на величину:
N2M2 = =
=
а
опору 1 на величину: 
Аналогично
для устранения шума осей валов в горизонтальной плоскости надо переместить по
горизонтали опору 2 на величину:  а опору 1 на величину:
а опору 1 на величину:
 =-2,85·0,3=-0,85мм
=-2,85·0,3=-0,85мм
Следовательно
по вертикале опору 2 надо переместить на 1,15 (0,11+1,04),
Если
величина полного перемещения опоры положительна, ее поднимают вверх и смешают
вправо, если отрицательна, то опускают вниз и смещают влево. Такое правило
справедливо, если заполняют формуляр глядя на него со стороны вала 2.
Таким
образом, поворачивая вал 2 относительно точек, опору 2 следует переместить
вверх на 1.15 мм и влево на 2,23 мм, а опору 1 вверх и влево на 0,70 м.
Величину
перемещения вала 2 также можно определить если его поворачивать вокруг опоры М1
для этого величину излома осей умножают на 1, а на расстояние между опорами 11.
В результате поворота вала 2 поворот полумуфт будет 2, но конец вала К
опуститься на величину Х=(L1/L2)
и повернется на величину:
Х1=(L1/L2)у1
Устранить
излом осей в вертикальной плоскости можно повернув вал 2 вокруг опоры М1. Для
этого опору М2 нужно поднять на величину:
 м
м
При
этом полумуфта опуститься на величину:

Для
устранения смещения вала 2 его необходимо поднять на величину:
Для
достижения концентричности валов обе опоры надо поднять на 0,15 мм (0,39
+0,11). Следовательно, для устранения смещения и излома опору 1 необходимо
поднять на 0,50 мм, а опору 2 – на 1,15 мм (0,65 +0,50). Аналогично определяют
необходимые перемещения опор в горизонтальной плоскости.
Таблица
2 – Результаты измерения
|
Наименование
валов
|
Зазор
шпонки
|
Прилег
пальцев
|
Осевой
зазор
|
Смещение
валов
|
|
а
|
90
|
180
|
270
|
Ау
|
Ах
|
Ву
|
Вх
|
|
Ведущая
полумуфта
|
-
|
-
|
2,40
|
2,05
|
2,05
|
1,85
|
2,40
|
2,05
|
2,05
|
1,85
|
|
Ведущий
вал
|
-
|
-
|
|
|
|
|
|
|
|
|
|
Ведущая
полумуфта насоса
|
-
|
-
|
|
|
|
|
|
|
|
|
|
Ведомый
вал
|
-
|
-
|
0
|
0
|
0
|
0
|
2,40
|
2,05
|
2,05
|
1,85
|