Стандартизация, метрология и контроль
1. Нормоконтроль
технической документации
Техническая
документация — набор документов, используемых при проектировании
(конструировании), создании (изготовлении) и использовании (эксплуатации)
каких-либо технических объектов: зданий, сооружений, промышленных товаров,
программного и аппаратного обеспечения.
Техническую
документацию разделяют на несколько видов:
·
конструкторская
документация
·
эксплуатационная
документация
·
ремонтная
документация
·
технологическая
документация
·
документы,
определяющие технологический цикл изделия
·
документы,
дающие информацию, необходимую для организации производства и ремонта изделия
Техническая
документация по другому называется: паспорта, руководства, техническая
литература.
Чтобы разрабатываемая в
процессе проектирования техническая документация удовлетворяла требованиям,
необходим постоянный, хорошо организованный контроль, - как конструкторский и
технологический, так и нормативный (нормоконтроль ) .
технический
документация нормоконтроль продукция качество
1.1
Цели
и задачи нормоконтроля
Проведение
нормоконтроля должно быть направлено на:
а) соблюдение в
разрабатываемых изделиях норм и требований, установленных в государственных,
отраслевых, республиканских стандартах и стандартах предприятий;
б) правильность
выполнения конструкторских документов в соответствии с требованиями стандартов
единой системы конструкторской документации;
в) достижение в
разрабатываемых изделиях высокого уровня стандартизации и унификации на основе
широкого использования ранее спроектированных, освоенных в производстве и
стандартизованных изделий, типовых конструкторских решений и исполнений;
г) рациональное
использование установленных ограничительных номенклатур стандартизованных
изделий, конструктивных норм (резьб, диаметров, шлицевых соединений, модулей
зубчатых колес, допусков и посадок, конусностей и других элементов деталей
машин), марок материалов, профилей и размеров проката и т. п.
Нормоконтролю подлежит
конструкторская документация на изделия основного и вспомогательного
производства независимо от подчиненности и служебных функций подразделений,
выпустивших указанную документацию.
1.2
Содержание
нормоконтроля
Примерное содержание
нормоконтроля в зависимости от вида документов, составляемых на всех стадиях
разработки, приведено в таблице.
|
Виды документов
|
Что проверяется
|
|
Конструкторские документы всех видов
|
а) соответствие обозначения,
присвоенного конструкторскому документу, установленной системе обозначений
конструкторских документов;
б) комплектность документации;
в) правильность выполнения основной
надписи;
г) правильность примененных сокращений
слов;
д) наличие и правильность ссылок на
стандарты и другие нормативно-технические документы
|
|
Документация технического предложения,
эскизного проекта, технического проекта и эскизные конструкторские документы
(документы макетов)
|
а) данные, указанные в подпункте 1
настоящей таблицы;
б) соответствие основных параметров
проектируемого изделия стандартам, характеристикам утвержденной типоразмерной
номенклатуры изделий и т. п.;
в) соответствие технических
показателей, требований к качеству и методов испытаний стандартам и другим нормативно-техническим
документам;
г) степень стандартизации и унификации
проектируемого изделия и возможности расширения этих показателей
Допускается номенклатуру проверяемых
документов, содержание и объем проверки определить предприятию - разработчику
конструкторской документации, а для изделий, разрабатываемых по заказу
Министерства обороны, - по согласованию с заказчиком (представителем заказчика).
|
|
Текстовые документы (пояснительные
записки, технические описания, инструкции по эксплуатации, технические
условия, программы и методики испытаний и др.)
|
а) данные, указанные в подпунктах 1 и
2 настоящей таблицы;
б) соблюдение требований стандартов на
текстовые конструкторские документы (ГОСТ 2.105-79 и ГОСТ 2.106-68);
в) соответствие показателей и
расчетных величин нормативным данным, установленным в стандартах и других
нормативно-технических документах
|
|
Ведомости и спецификации
|
а) данные, указанные в подпунктах 1 и
3 настоящей таблицы;
б) соответствие форм ведомостей и
спецификаций формам, установленным стандартами, и соблюдение правил их
заполнения;
в) правильность наименований и
обозначений изделий и документов, записанных в ведомости и спецификации;
г) возможности сокращения применяемой
номенклатуры стандартизованных и покупных изделий;
д) соответствие применяемых
типоразмеров стандартизованных и покупных изделий установленным ограничительным
номенклатурам;
е) правильность составления ведомости
разрешения применения покупных изделий
|
|
Чертежи всех видов
|
а) данные, указанные в подпункте 1
настоящей таблицы;
б) выполнение чертежей в соответствии
с требованиями стандартов единой системы конструкторской документации на
форматы, масштабы, изображения (виды, разрезы, сечения), нанесение размеров,
условные изображения конструктивных элементов (резьб, шлицевых соединений,
зубчатых венцов колес и звездочек) и т. п.;
в) рациональное использование
конструктивных элементов, марок материалов, размеров и профилей проката,
видов допусков и посадок и выявление возможностей объединения близких по
размеру и сходных по виду и назначению элементов;
г) возможность замены оригинальных
изделий типовыми и ранее разработанными
|
|
Чертежи сборочные, общих видов,
габаритные и монтажные
|
а) данные, указанные в подпунктах 1 и
5 настоящей таблицы;
б) правильность нанесения номеров
позиций;
в) соблюдение требований стандартов единой
системы конструкторской документации на упрощенные и условные изображения
элементов конструкции
|
|
Чертежи деталей
|
а) данные, указанные в подпунктах 1 и
5 настоящей таблицы;
б) соблюдение требований стандартов единой
системы конструкторской документации на условные изображения деталей
(крепежных, арматуры, деталей зубчатых передач, пружин и т. п.), а также на
обозначения шероховатости поверхностей, термообработки, покрытий, простановки
предельных отклонений размеров, отклонений формы и расположения поверхностей и
т. п.;
в) возможность замены оригинального
конструктивного исполнения детали стандартизованным или типовым;
г) возможность использования ранее
спроектированных и освоенных производством деталей сходной конструктивной
формы и аналогичного функционального назначения;
д) соблюдение установленных
ограничительных номенклатур конструктивных элементов, допусков и посадок,
марок материалов, профилей и размеров проката и т. п.
|
|
Схемы
|
а) данные, указанные в подпунктах 1 и
5 настоящей таблицы;
б) соответствие условных графических
обозначений элементов, входящих в схему, требований стандартов Единой системы
конструкторской документации;
в) соответствие наименований,
обозначений и количества элементов, указанных на схеме, данным, приведенным в
перечнях;
г) использование типовых схем
|
|
Извещение об изменении
|
а) данные, указанные в подпункте 1
настоящей таблицы;
б) соответствие формы
"Извещения" и правильность заполнения его граф требованиям ГОСТ
2.503-90;
в) соответствие содержания вносимых
изменений требованиям стандартов и другой нормативно-технической документации.
|
1.3
Порядок
проведения нормоконтроля
Нормоконтроль является
завершающим этапом разработки конструкторской документации. В соответствии с
этим передачу подлинников документов отделу технической документации или заменяющему
его подразделению рекомендуется поручать нормоконтролеру.
В зависимости от
количества и содержания разрабатываемой в организации конструкторской
документации нормоконтроль может проводиться одним нормоконтролером или
нормоконтролерами, специализированными:
а) по характеру данных,
содержащихся в конструкторских документах. При этом специализированные
нормоконтролеры последовательно проверяют в каждом документе оформление,
соблюдение правил изображения, обозначения и сортаменты материалов, унификацию,
применение ранее спроектированных изделий, соблюдение ограничительных
номенклатур и т. п.;
б) по видам документов.
При этом нормоконтролеры специализированы по проверке отдельных видов
документов, чертежей, схем, спецификаций, ведомостей и т. п.
Нормоконтроль
рекомендуется проводить в два этапа:
I этап - проверка
оригиналов конструкторских документов перед передачей на изготовление
подлинников и размножение. Эти материалы предъявляют нормоконтролеру с
подписями в графах "Разраб." и "Пров.";
II этап - проверка
конструкторских документов в подлинниках при наличии всех подписей лиц,
ответственных за содержание и выполнение конструкторских документов, кроме
утверждающей подписи руководителя организации или предприятия.
Конструкторские
документы должны, как правило, предъявляться на нормоконтроль комплектно:
·
для
проектной документации (технического предложения, эскизного и технического
проектов) - все документы, разрабатываемые на соответствующей стадии;
·
для
рабочей документации - документация на сборочную единицу (чертежи деталей,
сборочные чертежи, спецификации и пр.);
Подписание
нормоконтролером проверенных конструкторских документов производится следующим
образом:
а) если документ
проверяет один нормоконтролер по всем показателям, он подписывает его в месте,
отведенном для подписи нормоконтролера;
б) если документ
последовательно проверяют несколько специализированных нормоконтролеров, то
подписание этих документов в месте, отведенном для подписи нормоконтролера,
производится исполнителем наиболее высокой (в группе нормоконтролеров)
должностной категории. Остальные нормоконтролеры после проверки документа
ставят свои визы на полях;
в) документацию,
утверждаемую руководителем организации или предприятия, нормоконтролер визирует
до передачи на утверждение и подписывает в установленном месте после
утверждения.
Исправлять и изменять
подписанные нормоконтролером, но не сданные в отдел (бюро) технической
документации подлинники документов, без его ведома не допускается.
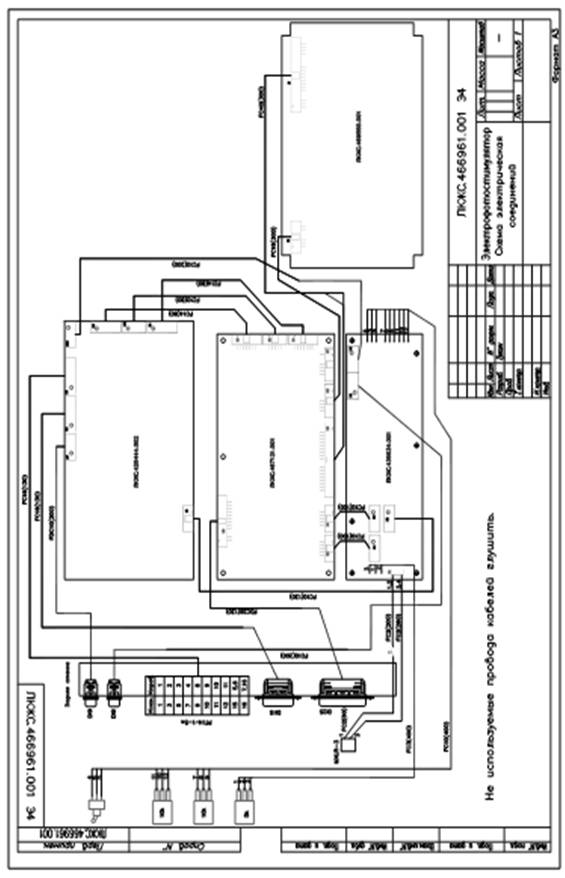
Пример конструкторской
документации
2. Управление
качеством. Факторы влияющие на повышение качества продукции . Контроль качества
Любой товар или услуга
должны иметь требуемое качество , которое гарантировано , доказано
производителем покупателю , запланировано и реализуется с начала процесса
создания товара .
Все запланированные и
регулярные действия необходимы для обеспечения определенных гарантий того , что
продукция будет удовлетворять определенным требованиям качества . Поэтому
производителя наиболее часто интересует вопрос о том , как возможно управлять
качеством.
2.1 Факторы, влияющие
на повышение качества
Качество зависит от
совместного действия многих внутрипроизводственных и внепроизводственных
факторов.
Инженерные
(технические) факторы, определяющие:
·
технический
уровень, надежность и другие показатели конструкции выпускаемого изделия;
·
состояние
технической документации.
Производственные
(технологические) факторы, определяющие:
·
уровень
и состояние технологической подготовки производства (оборудование, оснастка,
технологическая документация);
·
состояние
испытательного оборудования и качество средств измерения и контроля.
Снабженческие факторы,
определяющие обеспеченность и качество поставляемых сырья, материалов и
комплектующих изделий.
Социальные факторы,
характеризующие:
·
квалификацию
занятых в производственном процессе работников;
·
подбор,
расстановку и перемещение кадров;
·
взаимоотношения
в коллективе;
·
жилищно-бытовые
условия;
·
организацию
отдыха в нерабочее время.
Организационные
факторы, характеризующие:
·
состояние
технологической дисциплины;
·
соблюдение
принципов и методов научной организации труда;
·
глубину
изучения рынка продукции;
·
политику
руководства по качеству;
·
организацию
информационного обеспечения;
·
организацию
питания и отдыха на предприятии.
Экономические факторы,
характеризующие:
·
соотношение
между качеством продукции, себестоимостью и ценой;
·
формы
оплаты труда и величину зарплаты;
·
организацию
и проведение хозрасчета;
·
порядок
кредитования и финансирования средств на повышение качества;
·
систему
моральных и материальных стимулов изготовления качественной продукции.
2.2 Пути повышения
качества
Повышение качества
продукции осуществляется по двум направлениям:
1) совершенствование
качества выпускаемой продукции в рамках ранее освоенной техники без ее
принципиального изменения;
2) создание новых видов
продукции, основанной на использовании принципиально новых конструктивных идей
и рабочих процессов, на применении новых материалов.
Между этими
направлениями существует тесная связь. Вначале создается новая техника, как
результат научно-технического прогресса, которая сразу дает большой
экономический эффект. Затем начинается период совершенствования этой техники.
Постепенно накапливаются научно-технические разработки, позволяющие сделать шаг
в техническом прогрессе, который реализуется в новую технику и технологию.
Таким образом, имеет
место сочетание революционного и эволюционного процесса в создании новой
продукции (рис. 2.1).
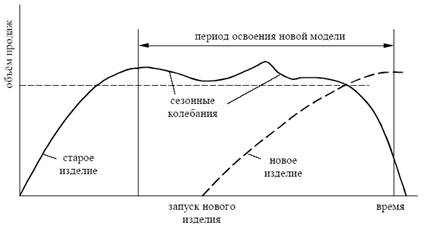
Рис. 2.1- Схема
сохранения объема продаж продукции
Влияние НТП на
повышение эффективности производства продукции можно пояснить на схеме (рис. 2.2).
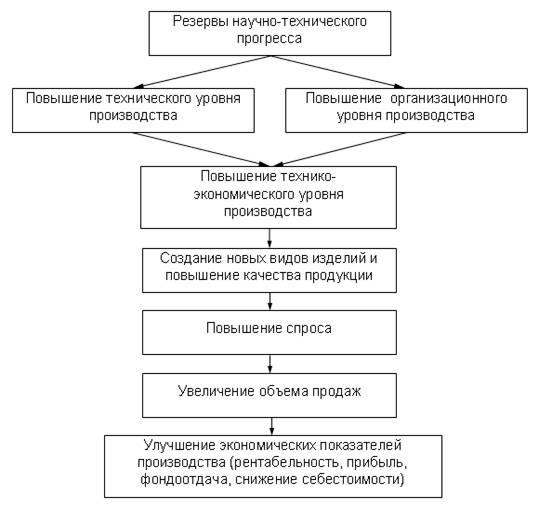
Рис.2.2 – Влияние НТП
на повышение эффективности производства
На повышение
технического уровня производства влияют следующие факторы:
·
внедрение
прогрессивных технологий;
·
применение
прогрессивных материалов;
·
внедрение
нового оборудования;
·
механизация
и автоматизация производственных процессов.
На повышение
организационного уровня управления производством влияют факторы:
·
совершенствование
организации труда;
·
внедрение
новых прогрессивных нормативов и стандартов;
·
совершенствование
организации управления;
·
внедрение
автоматизированных систем управления.
2.3 Контроль качества
Контроль качества
представляет собой процесс, используемый для того, чтобы убедиться в
определенном уровне качества продукции или услуги.
Он может подразумевать
любые необходимые действия для осуществления контроля и проверки определенных
характеристик продукции или услуги.
Основная цель контроля
качества – гарантировать, что продукция (услуга, процесс) соответствуют
конкретным требованиям и являются надежными, удовлетворительными и устойчивыми
в финансовом отношении.
По сути, контроль
качества предполагает проверку продукта, услуги или процесса для определения
соответствия определенному минимальному уровню качества. Цель работы
сотрудников, занятых контролем качества, - идентифицировать продукцию (услуги),
которые не отвечают установленным стандартам качества компании. В случае
выявления проблем, функции подразделения или специалиста по контролю качества
могут включать временную остановку производства. В зависимости от конкретной
услуги, продукции, а также типа установленной проблемы, производство товаров
или оказание услуг может полностью не прекращаться.
Функции специалистов по
контролю качества. Как правило, в функции специалистов по контролю качества не
входит устранение самой проблемы. Обычно другие лица участвуют в решении
проблемы с качеством и ее устранении. После решения проблемы, продукт, услуга
или процесс продолжают производиться (оказываться, функционировать) как обычно.
Контроль качества может
охватывать не только продукты, услуги или процессы, но и людей. Сотрудники
являются важной составной частью любой компании. Если в компании имеются
сотрудники без соответствующей квалификации или профессиональной подготовки,
существуют проблемы с пониманием инструкций, или наличием правильной
информации, качество может серьезно пострадать. Когда контроль качества касается
персонала, это всегда исправимые проблемы. Однако, их не следует путать с
вопросами управления персоналом.
Контроль качества ≠
обеспечению качества
Зачастую контроль
качества путают с обеспечением качества. Хотя они схожи, существует несколько
принципиальных отличий. Контроль качества связан с продуктом, в то время как
обеспечение качества всегда процессно-ориентировано.
Даже при таком четком
различии, определение реальной разницы между ними может оказаться трудным. В
основном, контроль качества предусматривает проведение оценки продукта,
деятельности, процесса или услуги. В противоположность, обеспечение качества
делает процессы достаточными для достижения поставленных целей. Проще говоря,
обеспечение качества гарантирует, что продукт или услугу производится,
оказывается или создается правильным образом, в то время как контроль качества
только оценивает, является ли конечный результат удовлетворительным.
3. Обработка
экспериментальных данных при прямых измерениях
С помощью ряда
отдельных наблюдений , выполненных с одинаковой тщательностью и в одинаковых
условиях , получили 10 результатов некоторой неизменной величины , несколько
отличающихся друг от друга числовым значением ( табл.3.1)
3.1 Определяем среднее
арифметическое по формуле

3.2 В 3 – й столбец
табл.3.1заносим отклонения отдельных измерений от среднего арифметического  , а в 4 – й их
квадраты
, а в 4 – й их
квадраты
3.3 Определяем
наибольшую возможную ошибку  отдельного измерения и
смотрим , чтобы среди результатов измерений не было таких которые отличались бы
от среднего арифметического более чем на
отдельного измерения и
смотрим , чтобы среди результатов измерений не было таких которые отличались бы
от среднего арифметического более чем на
Все числа 3-го столбца
менее 39,7 , следовательно все 10 наблюдений должны быть учтены .
3.4 Определяем среднюю
квадратическую ошибку  среднего арифметического
среднего арифметического
3.5 Вычислим
доверительные границы  случайной составляющей
погрешности результата измерения:
случайной составляющей
погрешности результата измерения:

где  - коэффициент
Стьюдента
- коэффициент
Стьюдента

3.6 Таким
образом в результате проведенных измерений и обработки результатов концентрация
хлористого кальция в растворе равна
 г/л при Р=0,95
г/л при Р=0,95
Таблица 3.1 –
Результаты обработки измерений
|
Исходные данные
|
Обработка
|
|
№ по пор.
|
г/л 
|

|

|
|
1
|
2
|
3
|
4
|
|
1
2
3
4
5
6
7
8
9
10
|
314
310
313
312
271
314
312
314
310
314
|
-5,6
-1,6
-4,6
-3,6
37,4
-5,6
-3,6
-5,6
-1,6
-5,6
2,56
21,16
12,96
1398,76
31,36
12,96
31,36
2,56
31,36
|
|

|
3084
|
0
|
1576,4
|
Список литературы
1.
Окрепилов
В.В. Управление качеством: Учебник для вузов. — 2-е изд. — М.: ОАО «Изд-во
«Экономика», 1998. — 639 с.
2.
Фомин
В.Н. Квалиметрия, управление качеством, сертификация. — М.: Ассоциация авторов
и издателей «Тандем»; Изд-во «Экмос», 2000. — 320с.
3.
Метрология
, стандартизация и контроль качества . Учебное пособие для студентов инженерных
специальностей ЗГИА / Сост. В.В.Лебедев .-Запорожье : Изд-во ЗГИА ,2003.-110с.
4.
Лебедев
В.В. Методические указания к лабораторным работам по курсу стандартизация ,
метрология и контроль.